-
Technisches
Gebiet
-
Die
Erfindung betrifft ein Verfahren zum Steuern der Ablagerung einer
metallischen Schicht auf einem kontinuierlichen Stahlprodukt wie
einem Band oder einem Draht in einem kontinuierlichen Verfahren
zum Feuerverzinken. Die Erfindung betrifft insbesondere ein System
und ein Verfahren zur Durchführung
einer Krätzefreien
Beschichtung eines mit Schmelzzink beschichteten Stahls.
-
Hintergrund
der Erfindung
-
In
den vergangenen Jahren hat die Anwendung von in einem Schmelztauchverfahren
feuerverzinkten und anschließend
wärmebehandelten
Stahlblech für
Karosserieteile von Kraftfahrzeugen und andere entsprechende Strukturen
stark zugenommen. Einem kalt gerollten Bandstahl kann durch eine
Hitzebehandlung wie sie z. B. in der US-PS 4,361,448 beschrieben
ist, eine gute Formbarkeit verliehen werden. Bei diesem Verfahren
wird der Bandstahl nach dem Glühen
bei einer Temperatur T1 (720° bis 850°C) langsam
auf eine Temperatur T2 (600° bis 650°C) abgekühlt. An
diesem Punkt wird der Stahl in einem Zinkbad auf eine Temperatur
T3 schnell abgeschreckt. Die Zeitdauer,
die zwischen der Temperatur T2 und der Temperatur
T3 verstreicht, beträgt etwa 0,5 Sekunden.
-
Bei
der in der US-PS 4,361,448 beschriebenen Anordnung wird ein Zinkbad
und eine Zinkpumpe mit Düsen
verwendet. Geschmolzenes Material, das die gleiche Temperatur aufweist
wie das Zinkbad wird durch einen Ausfluss zu dem Tauchpunkt des
Bandstahls gepumpt. Dies hat zur Folge, dass die Endtemperatur T3 des schnellen Kühlungsprozesses relativ hoch
ist und der Bandstahl die Temperatur des Zinkbades während der
gesamten Tauchzeit (etwa 2 Sekunden) nicht erreicht.
-
Ein
durch ein Zinkbad geführter
Bandstahl verursacht eine laminare Zinkströmung, die der Oberfläche des
Bandstahls folgt. Die Hitze aus dem Inneren des Bandstahls erhöht die Temperatur
der laminaren Zinkströmung
(Schicht) auf einen Wert, der höher
ist als die Betriebstemperatur des Zinkbades. In einem konventionellen
Zink bad (das zwischen 0,15 und 0,25 % Aluminium enthält) reagieren
Eisen und Zink bei einer Temperatur von über 480°C stark. Dies führtt zu
einer dicken intermetallischen Schicht, die sich auf der Zinkbeschichtung
bildet.
-
Um
eine gute Formbarkeit der Zinkbeschichtung zu erzielen, sollte die
intermetallische Beschichtung so dünn wie möglich sein. Bei dem in der
US-PS 4,361,448 beschriebenen Verfahren wird die Dicke der intermetallischen
Schicht durch ein schnelles Abkühlen
des Stahlproduktes gesteuert. Dies wird erreicht durch Abschrecken
des Stahls in einem Bad aus geschmolzenem Zink und Steuern der Struktur
der auf dem Stahlprodukt zu bildenden Beschichtung beim Abschrecken,
durch Richten einer Strömung
aus geschmolzenem Zink, das auf eine Temperatur unterhalb der Betriebstemperatur
des Zinkbades abgekühlt
ist, gegen das Stahlprodukt, während
es sich durch das Zinkbad bewegt.
-
Vorzugsweise
wird eine erste Strömung
aus geschmolzenem Zink nahe des Tauchpunktes des Stahlproduktes
sowie schräg
zu der Bewegungsrichtung des Stahlproduktes mittels eines Satzes
von ersten Düsen gegen
dieses gerichtet. Eine zweite Strömung aus gekühltem geschmolzenem
Zink wird mittels eines zweiten Satzes von Düsen im wesentlichen senkrecht
an einer Stelle nach der schräg
gerichteten Strömung
auf das Stahlprodukt gerichtet.
-
Die
auf das Stahlprodukt gerichtete Strömung aus geschmolzenem Zink
wird mittels eines Wärmetauschers
vorzugsweise auf eine Temperatur abgekühlt, die zwischen 1° und 15°C unter der
Betriebstemperatur des Zinkbades liegt. Die Strömung des Zinks durch den Kühler zu
den Düsen
wird getrennt von dem Rest des Zinkbades gehalten. Das wesentliche
Merkmal der lokalen Kühlung
des Zinkbades besteht in dem zusätzlichen
wichtigen Vorteil, dass der Eisengehalt in dem Zinkbad abgesenkt
wird.
-
Der
Eisengehalt eines in einem kontinuierlichen Prozess zum Feuerverzinken
von dünnen
Stahlblechen verwendeten Zinkbades liegt im allgemeinen an dem Sättigungspunkt.
Schon eine geringe Änderung
der Temperatur führt
zu einer Ausfällung
von Eisen und Zink. Dies geschieht entweder an dem Boden des Bades oder
als treibende Ausfällungen
auf der Oberfläche
des zu verzinkenden Bandstahls, wodurch die Qualität der Beschichtung
beeinträchtigt
wird.
-
Um
eine gute Qualität
zu erhalten, sollten somit Änderungen
der Temperatur des Zinkbades vermieden werden. Aus diesen Grund
sind einige Verzinkungsleitungen mit getrennter Einkapselung für ein vorläufiges Schmelzen
des Zinks vorgesehen, so dass die Schmelztemperatur des hinzuzufügenden Zinks
die Temperatur des Zinkbades nicht verändert.
-
Die
Löslichkeit
von Eisen in geschmolzenem Zink ist im allgemeinen eine lineare
Funktion der Temperatur. Bei einer normalen Verzinkungstemperatur
von näherungsweise
455°C beträgt der Eisengehalt
etwa 0,040 %, während
der Eisengehalt bei einer Temperatur von etwa 440°C etwa 0,015
% beträgt.
Um die Qualität eines
feuerverzinkten dünnen
Stahlblechs zu verbessern, muss Krätze wie z. B. FeZn-Ausfällungen
(Schlackepartikel) auf der Zinkbeschichtung vermieden werden. Somit
ist es vorteilhaft, den Eisengehalt in dem Zinkbad gegenüber dem
gesättigten
Zustand abzusenken, so dass verschiedene Verzinkungstemperaturen
möglich
sind, ohne dass aus dem geschmolzenen Zink sehr kleine Fe-Al-Zn
Partikel ausgefällt
werden. Diese Partikel sind eine Kombination von unterer Krätze (FeZn7) und oberer Krätze (Fe2Al5). Diese Partikel werden im Detail in einer
Veröffentlichung
von Kato et al mit dem Titel "Dross
Formation and Flow Phenomenon in Molten Zinc Bath", Galvatech '95, Conference Proceedings,
Chicago, 1995, auf den Seiten 801 bis 806 beschrieben. Diese Veröffentlichung
gibt Hintergrundinformationen hinsichtlich der Natur und Arten der
Krätzepartikel,
die in der Umgebung gebildet werden, in der auch die Erfindung arbeitet.
Wenn das Zink auf den Bandstahl fließt, haften kleine Fe-Al-Zn
Partikel in Form einer gleichmäßigen Schicht
auf der Oberfläche
des Stahlproduktes an und verlassen das Zinkbad als ein Teil der
Zinkbeschichtung.
-
Um
die Fe-Al-Zn Partikel so klein wie möglich zu halten und homogen
zu verteilen, sollte die Temperatur und die Rate des Zinkflusses
vorzugsweise einen konstanten Wert aufweisen. Der durch den Zinkkühler verursachte
Wärmeverlust
kann durch Einstellung der Geschwindigkeit des Stahlproduktes kompensiert
werden, dessen Temperatur höher
ist als die Temperatur des Zinkbades.
-
Ein
größeres Problem
im Zusammenhang mit der in der US-PS 4,971,842 beschriebenen Arbeitsweise
besteht in der Krätze-Aufnahme
durch das Band während
des Prozesses der Feuerverzinkung auf Grund von in dem Bad verteilter
Krätze.
Das Vorhandensein von Krätze-Partikeln
aus Fe-Zn und Fe-Al Intermetallen in der Beschichtung ist von besonderer
Bedeutung. Zum einen können
Press- und Formvorgänge
in bestimmtem Ausmaß ein
Durchschlagen und andere Defekte verursachen, die sich zeigen, wenn
das Produkt gestrichen ist. Dies ist von besonderer Bedeutung, wenn
der Stahl im Automobilsektor und für Endbenutzer-Anwendungen verwendet
wird. Insbesondere treten Schönheitsfehler
bei der Oberflächen-Verzinkung
auf Grund von Krätze-Partikeln
dann besonders stark in Erscheinung, wenn eine Hochglanz-Endbeschichtung
aufgebracht wird.
-
Die
Krätze-Partikel
können
auch während
des Betriebes Probleme verursachen, wenn sie sich auf der Senkrolle
(Element 4 in 1) ansetzen. Dies erfordert
eine Abstufung des Stahlproduktes auf weniger kritische Kategorien
und/oder ein periodisches Schließen der Leitung, um die betroffene
Rolle zu säubern
oder auszutauschen, was zu einem Produktionsausfall führt.
-
Selbst
wenn ein perfektes Chemie-Management des Zinkbades unter Anwendung
von konventionellen Technologien zum Verzinken vorgenommen wird,
ist eine Krätze-Kristallisation
auf Grund des Zusatzes von Aluminium, der Lösung von Eisen aus dem Bandstahl,
einer ungenügenden
Temperaturkonstanz, sowie einer nicht ausreichenden chemischen Homogenität des Bades
unvermeidlich. Das Problem der Krätze-Aufnahme kann theoretisch
nur vermieden werden, wenn die Beschichtung mit einer Krätze-freien
Zinkbad-Zusammensetzung durchgeführt
wird.
-
Zwar
wird mit dem in der US-PS 4,971,842 beschriebenen System die Gleichmäßigkeit
der Temperatur des Bades verbessert, die chemische Homogenität ist jedoch
nicht in ausreichendem Maße
verbessert worden. Wenn jedoch das Zink gegen den Bandstahl fließt, haften
kleine Fe-Al-Zn Partikel in Form einer gleichmäßigen Schicht an der Oberfläche des
Stahlproduktes an und verlassen das Zinkbad als Teil der Zinkbeschichtung.
Dies beruht auf der ungenügenden
Leistung der zweiten, gegen den Bandstahl gerichteten Strömung aus
einem zweiten Satz von Düsen.
Ferner ist auch der in 1 gezeigte Verlauf der Strömung nicht geeignet,
eine chemische Homogenität
des Zinkbades zu erzeugen. Dies beruht auf der Tatsache, dass das Volumen
des gesamten Bades nicht in ausreichendem Maße in seiner Gesamtheit bewegt
wird, wodurch sich lokale Ansammlungen von Krätze in dem Bad bilden können. Auch
können
weder dieses noch die bekannten Systeme eine ausreichende Reinigung
der Zinkrolle (Element 4 in 1) sicherstellen.
Folglich kann der Aufbau von Krätze
auf der Oberfläche
der Rolle nicht ohne einen mechanischen Schaber verhindert werden,
der wiederum seine eigenen Probleme verursacht.
-
Während somit
mit dem in der US-PS 4,971,842 beschriebenen Kühler die Menge der Krätze-Partikel in
dem Zinkbad vermindert werden kann, ist jedoch eine vollständig Krätze-freie
Bad-Zusammensetzung und eine Krätze-freie
Beschichtung nicht zu erzielen. Im Stand der Technik ist es ebenfalls
nicht möglich
gewesen, das Problem der Krätze-Steuerung
in einem Verfahren zum Feuerverzinken angemessen zu lösen, so
dass ein großer
Bedarf nach einem Kühler/Reinigungseinheit
und einem Verfahren besteht, mit dem diese Probleme gelöst werden
können.
-
Als
Teil des Standes der Technik, der die Herstellung von feuerverzinkten
Stahlbeschichtungen betrifft, sollen noch die "Patent Abstracts of Japan", Vol. 012, No. 387
(C-536) vom 13. Oktober 1988 und die
JP 63 134652 A (Kawasaki Steel Corp) vom 7.
Juni 1988 genannt werden. In diesem Stand der Technik wird eine Einrichtung
(
7) zur Erzeugung einer Strömung beschrieben, die eine
Mehrzahl von Düsen
auf jeder Seite des Bandstahls aufweist, die eine Mehrzahl von Zinkströmungen senkrecht
zu dem Bandstahl richten.
-
Zusammenfassung
der Erfindung
-
Folglich
besteht eine der Erfindung zu Grunde liegende Aufgabe darin, eine
nahezu Krätze-freie
Feuerverzinkung von Stahlstreifen (Bandstahl) zu realisieren.
-
Eine
weitere Aufgabe, die der Erfindung zu Grunde liegt, besteht darin,
eine Feuerverzinkung von Stahl in einem nahezu Krätze-freien
Bad auszuführen.
-
Weiterhin
sollen mit der Erfindung "Durchschlag"-Defekte an mit Zink
beschichtetem Bandstahl auf Grund von in einem Schmelztauchbad gebildeter
Krätze
beseitigt oder wesentlich vermindert werden.
-
Eine
weitere Aufgabe, die der Erfindung zu Grunde liegt, besteht darin,
die Probleme zu lösen,
die sich im Zusammenhang mit dem Aufbau von Krätze an Senkrollen in einem
Zink-Schmelztauchbad, das zum Beschichten von Bandstahl verwendet
wird, ergeben.
-
Weiterhin
liegt der Erfindung die Aufgabe zu Grunde, die Menge von Zink, die
gegen den Bandstahl in einem Verfahren zum Feuerverzinken fließt, spezifisch
zu steuern.
-
Der
Erfindung liegt auch die Aufgabe zu Grunde, eine in stärkerem Maße konsistente
Beschichtung von Zink auf Bandstahl mit einem Verfahren zum Feuerverzinken
zu erzielen, als es mit bekannten Verfahren zum Feuerverzinken möglich ist.
-
Eine
weitere Aufgabe, die der Erfindung zu Grunde liegt, besteht darin,
ein Verfahren zum wirksamen Reinigen einer Senkrolle ohne mechanische
Schaber in einem Zinkbad zu schaffen, das in einem Verfahren zum
Feuerverzinken verwendet wird.
-
Weiterhin
liegt der Erfindung die Aufgabe zu Grunde, eine chemische Homogenität in einem
Zinkbad zu schaffen, das in einem System zum Feuerverzinken von
Bandstahl verwendet wird, um die lokale Ansammlung von Krätze in "toten" Zonen zu vermeiden.
-
Diese
und andere Aufgaben und Vorteile der Erfindung werden mit einem
Verfahren zum Feuerverzinken gemäß Anspruch
1 gelöst
bzw. erreicht, mit dem das Entstehen von im wesentlichen jeglicher
Krätze
auf Grund des Verzinkens von zu beschichtendem Metall vermieden
wird. Dieses Verfahren umfasst einen Schritt des Einbringens von
Metall in ein Zinkbad und ein Anhaften von im wesentlichen aller
Krätze,
die in dem Zinkbad entsteht, an dem Metall.
-
Ein
verzinktes Stahlprodukt wird durch das beanspruchte Verfahren des
Eintauchens von Stahl in ein heißes Zinkbad und Anhaften von
im wesentlichen aller Krätze,
die in dem Zinkbad entsteht, an dem Stahl erzeugt.
-
Eine
weitere Ausführungsform
der Erfindung ist durch ein System gemäß Anspruch 6 zur Ausführung des
Feuerverzinkens in einem Zinkbad gebildet, wobei das Zinkbad in
einem im wesentlichen Krätze-freien
Zustand gehalten wird. Das System umfasst Strömungseinrichtungen zum Führen im
wesentlichen aller Krätze in
der Weise, dass diese an dem beschichteten Stahl anhaftet.
-
Kurze Beschreibung der
Zeichnungen
-
1 zeigt
schematisch den Strömungsverlauf
des in der US-PS 4,971,842 beschriebenen Systems.
-
2(a) zeigt schematisch eine Seitenansicht der
Kühl-/Reinigungseinheit
gemäß der Erfindung
sowie den neuen Strömungsverlauf
gemäß dem erfindungsgemäßen Verfahren.
-
2(b) zeigt schematisch eine Vorderansicht bzw.
eine Seitenansicht der Steuereinrichtung für die Strömung des geschmolzenen Zinks.
-
3 zeigt
schematisch die Düsenkammer
des Systems gemäß der Erfindung
sowie den Strömungsverlauf,
der entsteht, wenn das Verfahren gemäß der Erfindung ausgeführt wird.
-
4 zeigt
schematisch eine Ablenkplatte oder Plenum mit Düsen.
-
5(a), (b) zeigen schematisch zwei Ansichten der
Düsen,
die verwendet werden, um das Zink entlang der Länge und beider Seiten des Bandstahls
zu spritzen.
-
6(a)–(c)
zeigen Verfahrensdiagramme zum Vergleich von verschiedenen Betriebszuständen gemäß dem Stand
der Technik und gemäß der Erfindung.
-
Beschreibung
der bevorzugten Ausführungsformen
-
Die 2(a) und 2(b) zeigen
das Gesamtsystem, mit dem die Erfindung ausgeführt wird. Als Teil des erfindungsgemäßen Verfahrens
wird ein geglühter
Bandstahl 2 durch ein Zinkbad 3 um eine Senkrolle 4 und
zwischen einer oder mehreren Stabilisierungsrollen 5 geführt. Die
Düseneinheit 6,
die Zink auf den Stahl aufbringt, umfasst obere Düsen 7 und
untere Düsen 8 (wie
in den 3 und 4 dargestellt). Im Gegensatz dazu
umfasst der Kühler
gemäß der US-PS
4,971,842 eine obere Düse 7 und
eine untere Düse 8,
die beide als Schlitze gleichmäßig über der
Breite der Einheit 6 angeordnet sind, ohne die Schattenkonfiguration
der Plenum-Platte 9 (4),
die eine Mehrzahl von Düsen 8 aufweist,
die zum Führen
von geschmolzenem Zink mit Winkeln von im wesentlichen 90 Grad entlang
einer Länge
des Bandes angeordnet sind. Weiterhin weist die Kühl-/Reinigungseinheit 2 gemäß der Erfindung
eine Mehrzahl von oberen verlängerten
Düsen 7 gemäß der Darstellung
in 4 auf. Ferner sind die unteren Düsen 8 rund
und in der Konfiguration der Plenum-Platte 9 ausgebildet.
-
Der
Abgabebereich der Düsen 7 und 8 sollte
mindestens etwa 50 % der Fläche
des Bandstahls 2 entlang der Länge des Bandstahls 2 von
A nach B gemäß der Darstellung
in 2(a) abdecken. Dies ist ein
Unterschied im Vergleich zu der einzigen unteren Düse 8 gemäß der Beschreibung
in der US-PS 4,971,842 und der Darstellung in 1.
Bei dem erfindungsgemäßen System
sind die Düsen 8 in
der Plenum-Platte 9 so montiert, dass eine Hälfte der
Länge der
Düsen auf
einer Seite und die andere Hälfte
auf der anderen Seite der Mittellinie der Plenum-Platte liegt. Mit
dieser Anordnung wird eine besonders effiziente Strömung des
Zinks gegen das Stahlblech erzielt.
-
Innerhalb
der Düsenkammer 6 wird
das mit Krätze
verschmutzte Zink in Richtung auf den Bandstahl gepumpt, so dass
die Krätze-Partikel
an der Oberfläche
des Bandstahls 2 anhaften. Durch diesen Vorgang wird die
Krätze
als Teil der Zinkbeschichtung auf dem Bandstahl aus dem Zinkbad
entfernt. Als Ergebnis davon wird der nachfolgend bearbeitete Stahl
in einem Krätze-freien
Zinkbad behandelt, da sämtliche
Krätze
durch Anhaften an dem zuvor bearbeiteten Bandstahl entfernt worden
ist. Um eine wirksame Anhaftung der Krätze-Partikel an dem Bandstahl
zu erzielen, sollte die Zinkströmung
aus den Düsen 8 so
gerichtet sein, dass sie aus einer nahezu senkrechten Richtung auf
das Band trifft, anstatt sich parallel zu dem Band zu bewegen, wie es
bei dem Kühler
gemäß der US-PS
4,971,842 und der Darstellung in 1 der Fall
ist.
-
Um
eine für
das Anhaften der Krätze-Partikel
an dem Band 2 ausreichende Strömung zu entwickeln, sollte
die Fläche
der Düsen 8 gemäß der Erfindung
etwa das Doppelte der Fläche
des Pumpengehäuses 10, gemessen
an dem Rührwerk 17,
betragen. Durch Regeln der Drehgeschwindigkeit der Pumpe und somit
des Volumens des bewegten Materials, kann die Geschwindigkeit der
Zinkströmung
aus den Düsen 7 und 8 eingestellt
werden. Die Menge des zu dem Bandstahl 2 geführten Zinks
kann durch Ableiten von Material (näherungsweise 2 Prozent des
gesamten Zinks in dem Bad) aus einer Zinksäule durch einen Schlitz 12 in
dem Gehäuse 11 über der
Oberfläche 3 des
Zinkbades überwacht
und gesteuert werden. Der Schlitz 12 ist vorzugsweise 25
Millimeter breit und 100 Millimeter hoch. Das Gehäuse 11 ist
an dem Pumpengehäuse 10 befestigt und
erstreckt sich von unterhalb der Oberfläche des Zinkbades über die
Oberfläche
des Zinkbades. Der Zinkpegel in dem Schlitz ist von dem durch die
Pumpe 10 erzeugten Haupt-Zinkfluss abgeleitet, zeigt jedoch
den korrekten Zinkpegel in dem gesamten Bad an. Ferner ist es durch
Ein stellung kleiner Mengen von Zink in der Weise, dass diese aus
der auf den Stahl aufgebrachten Haupt-Zinkströmung abgeleitet oder dieser
hinzugefügt
werden, möglich,
die Zink-Pegel für
eine optimale Plattierung und die Erzeugung der geringsten Mengen von
Krätze
genau einzustellen. Diese Steuerungseinrichtung ist in der US-PS
4,971,842 nicht offenbart.
-
Vorzugsweise
korrelieren 5 Millimeter Zinksäule
(über der
Oberfläche 3 des
Bades) mit dem Pumpen von 1000 Tonnen Zink pro Stunde, und 10 Millimeter
Zinksäule
sind geeignet für
2000 Tonnen Zink pro Stunde. Unterhalb von 5 Millimetern ist die
Zinkströmung
zu gering und über
10 Millimetern ist die Zinkströmung
zu hoch, so dass Probleme mit der Materialerosion entstehen können. Somit
wird die Zinkströmung
gemäß der Erfindung
durch Aufrechterhaltung einer Zinksäule vorzugsweise zwischen 5
und 10 Millimetern an dem Schlitz 12 sichergestellt.
-
Nach
der Verarbeitung von drei Stahlrollen ist gemäß 6(c) das
aus der Düseneinheit 6 austretende
Zink eine nahezu Krätze-freie
Zinkschmelze, da nahezu sämtliche
Krätze-Partikel
an dem Bandstahl 2 der zuvor verarbeiteten Rollen angeheftet
sind. Somit kann die Zinkströmung
auf beiden Seiten und unterhalb der Rolle 4 keine sich
auf der Rolle 4 aufbauende Krätze bilden. Ferner wird auch
keine weitere Krätze
an dem Band 2 abgelagert.
-
Die
Ablenkplatte 13 liegt unter der unteren Rolle 4.
Die Zinkströmung
hält die
Oberfläche
der unteren Rolle 4 sauber und verhindert, dass sich Krätze daran
ansetzen kann. Somit ist kein mechanischer Schaber erforderlich,
wie er bei den bekannten Systemen benötigt wird, um Krätze, die
sich an der Rolle ansetzt, zu entfernen. Ein Konus 14 (2(b)) an dem Ende der Ablenkplatte 13 richtet
einen Teil der Krätze-freien
Zinkströmung
gegen das Lager 15 der Senkrolle 4, die an dem
Arm 16 befestigt ist. Durch diese Strömung wird die Erosion/der Verschleiß an dem
Lager der Rolle auf Grund von harten Krätze-Partikeln, die in dem Bad
während früherer Stufen
der Bearbeitung (der ersten drei Rollen) vorhanden sind, minimiert.
-
Die
Aufteilung des durch die Pumpe 10 bearbeiteten Volumens
von Zink V ist in 2(a) gezeigt. Näherungsweise 40 Prozent
des Volumens von Zink, das durch die Pumpe beaufschlagt wird, fließt unterhalb
der unteren Rolle 4, während
näherungsweise
30 Prozent über
die Rolle strömen.
Näherungsweise 15 Prozent des
Volumens von Zink, das durch die Pumpe beaufschlagt wird, tritt
aus der Oberseite der Düseneinheit 6 an jeder
Seite des Bandstahls 2 aus. Alle diese Volumina von Zink
strömen
zurück
durch die Pumpe und bilden näherungsweise
98 Prozent des Zinks in dem Bad. Die anderen zwei Prozent werden
zu dem Gehäuse 11 abgeleitet
und fließen
durch den Schlitz 12.
-
Die
Fläche
sämtlicher
Düsen 7 und 8 sollte
im wesentlichen gleich dem Doppelten der Fläche des Pumpengehäuses 10 sein.
Folglich zeigt die aus dem Schlitz 12 austretende Zinkströmung die
kritischen inkrementalen Mengen von Zink an, die in dem Bad verfügbar sein
sollten, um den korrekten Prozesses zu erzielen, der zu einem Krätze-freien
Bad und einem eventuell Krätze-freien
Produkt führt.
-
Die
Düsen 8 sind
gemäß der Erfindung
vorzugsweise röhrenförmig mit
einem Durchmesser von zwischen 70 und 100 Millimetern und einer
Länge von
mehr als dem 0,7 fachen des Durchmessers der Düse. Der Werkstoff des Materials
der Einheit 6 ist AISI 316L (gegossen) oder nach DIN 1,449.
Es ist jedoch wichtig, dass die Einheit 6 eine vollständig austenitische
Struktur ist, d. h. Ferrit-frei, und der Anteil von Ferrit sollte
weniger als 0,2 Prozent betragen. Ferner sollte das Material durch
Gießen
geformt sein, ohne es nach dem Gießen zu biegen oder kalt zu
verformen.
-
Mit
der Vorrichtung gemäß der Erfindung
wird gemäß 2 ein
Strömungsverlauf
ohne "tote" Zonen in dem Zinkbad 3 und
mit einer chemischen Gleichförmigkeit
in dem gesamten Zinkbad erzeugt. Mit diesem Strömungsverlauf ist es möglich, ein
Verfahren zur Durchführung
einer Feuerverzinkung mit einer Krätze-freien Zinkbad-Zusammensetzung
zu realisieren. Die Strömungsverläufe in bekannten
Systemen und in einem System wie es in 1 gezeigt
ist, sind nicht geeignet, eine ausreichende chemische Homogenität herbeizuführen, so
dass damit keine Krätze-freie
Bad-Zusammensetzung und kein Krätze-freies
Produkt erzielt werden kann.
-
Die
Ergebnisse dieser Untersuchungen an einer bevorzugten Ausführungsform
der Erfindung sind unten sowie in den 6(a) bis 6(c) wiedergegeben, um einige der spezifischen
Details des erfindungsgemäßen Systems
und des Verfahrens zu dessen Betrieb zum Verzinken von Bandstahl
zu verdeutlichen. Im industriellen Maßstab sind Versuche durchgeführt worden,
um den Kühler
gemäß der US-PS
4,971,842 mit dem Kühler/Reinigungseinheit
gemäß der Erfindung
zu vergleichen.
-
Wenn
die Eintauchtemperatur des Bandes zu hoch ist, wird die Reaktivität des Bades
zu hoch, was zu anhängenden
Krätze-Partikeln
führt.
Das erfindungsgemäße System
arbeitet in der Weise, dass ein Krätze-freies Bad und nachfolgend
ein Krätze-freies
Produkt bei realistischen Eintauchtemperaturen des Bandes, vorzugsweise
485°C bis
500°C für die Temperatur
des Bandstahls und 440°C
bis 450°C
für die
Temperatur des Bades, erzielt werden kann.
-
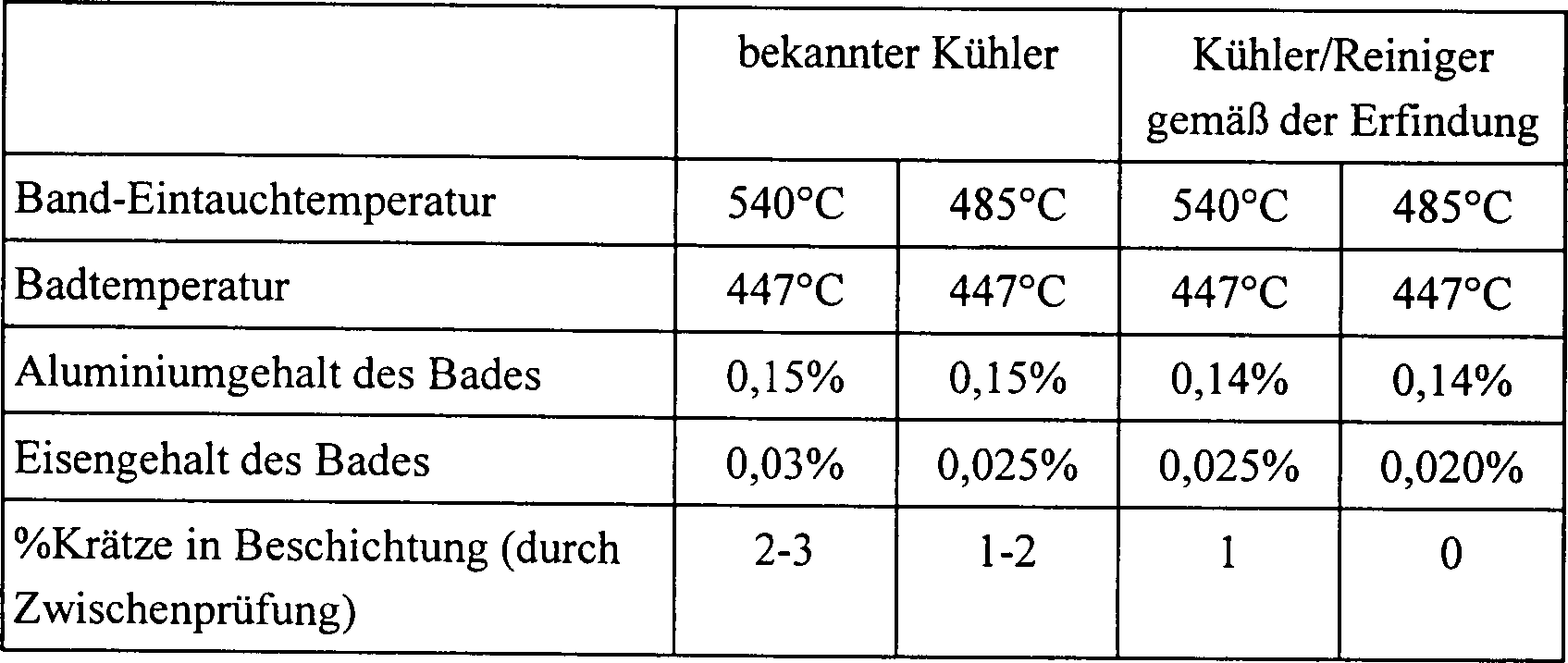
Wie
in Tabelle 1 dargestellt ist, kann mit dem neuen Kühler/der
neuen Reinigungseinheit ein Produkt mit einer Krätze-freien Beschichtung (0
% Krätze)
hergestellt werden.
-
-
Der
Aluminium- und Eisengehalt ist durch chemische Analysen von Proben
gemessen worden, die dem Zinkbad entnommen wurden. Die Löslichkeit
von Eisen zu Zink beträgt
0,020 Gewichts % bei 477°C, wenn
der Aluminiumgehalt 0,14 % beträgt.
Somit ist der Eisengehalt des Bades gleich der Löslichkeit von Eisen. Als Ergebnis
kann mit dem Verfahren gemäß der Erfindung
ein Krätze-freies
Zinkbad zur Herstellung eines Krätze-freien
Produktes aufrechterhalten werden.
-
Die
drei in den 6(a) bis 6(c) dargestellten
Kurven zeigen die Ergebnisse der Anwendung der Erfindung im Gegensatz
zu den Kurven, die sich bei Anwendung des in der US-PS 4,971,842
beschriebenen Systems ergeben. Insbesondere ist die Wirksamkeit
(das heißt
die Beseitigung von Krätze
pro Zeiteinheit) des Systems gemäß der Erfindung
größer als
des Systems gemäß der US-PS
4,971,842. Dies wird aus den Kurven in 6(c) deutlich,
die die Beseitigung von Krätze über einer
Zeitperiode bei einer Mehrzahl von bearbeiteten Rollen darstellen.
Jede Rolle beinhaltet näherungsweise
20 Tonnen Stahl und benötigt
näherungsweise
30 Minuten zur Verarbeitung. Zu der Zeit, zu der die dritte Rolle
verarbeitet wird, ist die Arbeitsweise der Erfindung so, dass Krätze-Partikel
schnell aus dem Zinkbad entfernt werden. Im Anschluss daran ist
die Rolle 4 die erste Rolle, die in einer Krätzefreien
Umgebung verarbeitet wird, worin die Aufgabe der Erfindung liegt. Dieses
Ergebnis konnte mit dem in der US-PS 4,971,842 beschriebenen System
nicht erzielt werden.
-
Die
bevorzugten Ausführungsformen
sind nur beispielhaft beschrieben worden und sollen die Erfindung
in keiner Weise beschränken.
Folglich umfasst die Erfindung auch alle Äquivalente, Modifikationen,
Variationen und andere Ausführungsformen,
die nur durch den Schutzumfang der folgenden Ansprüche begrenzt sind.