DE69918686T2 - Energie haertende dichtungszusammensetzung - Google Patents
Energie haertende dichtungszusammensetzung Download PDFInfo
- Publication number
- DE69918686T2 DE69918686T2 DE69918686T DE69918686T DE69918686T2 DE 69918686 T2 DE69918686 T2 DE 69918686T2 DE 69918686 T DE69918686 T DE 69918686T DE 69918686 T DE69918686 T DE 69918686T DE 69918686 T2 DE69918686 T2 DE 69918686T2
- Authority
- DE
- Germany
- Prior art keywords
- curable
- article
- sealing composition
- film
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000203 mixture Substances 0.000 title claims description 152
- 238000007789 sealing Methods 0.000 title claims description 39
- 239000000463 material Substances 0.000 claims description 47
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 38
- 229920000647 polyepoxide Polymers 0.000 claims description 38
- 238000001723 curing Methods 0.000 claims description 35
- 239000003822 epoxy resin Substances 0.000 claims description 34
- 230000001070 adhesive effect Effects 0.000 claims description 33
- 239000003795 chemical substances by application Substances 0.000 claims description 30
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 29
- 239000000565 sealant Substances 0.000 claims description 27
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 25
- 238000000034 method Methods 0.000 claims description 21
- 239000000758 substrate Substances 0.000 claims description 20
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 17
- 229920001169 thermoplastic Polymers 0.000 claims description 15
- 239000004416 thermosoftening plastic Substances 0.000 claims description 14
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 239000002184 metal Substances 0.000 claims description 12
- 239000000654 additive Substances 0.000 claims description 10
- 239000004615 ingredient Substances 0.000 claims description 9
- 239000011941 photocatalyst Substances 0.000 claims description 8
- 229920000642 polymer Polymers 0.000 claims description 8
- 230000008569 process Effects 0.000 claims description 8
- 239000011248 coating agent Substances 0.000 claims description 7
- 238000000576 coating method Methods 0.000 claims description 7
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 claims description 7
- 238000001029 thermal curing Methods 0.000 claims description 7
- 239000002313 adhesive film Substances 0.000 claims description 6
- 238000002156 mixing Methods 0.000 claims description 6
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 claims description 5
- 239000011888 foil Substances 0.000 claims description 5
- 238000012545 processing Methods 0.000 claims description 4
- 230000001681 protective effect Effects 0.000 claims description 4
- 238000010276 construction Methods 0.000 claims description 3
- 229920006230 thermoplastic polyester resin Polymers 0.000 claims description 3
- 230000004888 barrier function Effects 0.000 claims description 2
- 230000003213 activating effect Effects 0.000 claims 1
- -1 for example Chemical group 0.000 description 42
- 229920000728 polyester Polymers 0.000 description 32
- 239000000853 adhesive Substances 0.000 description 30
- 239000004593 Epoxy Substances 0.000 description 21
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 21
- 125000003118 aryl group Chemical group 0.000 description 21
- 150000003839 salts Chemical class 0.000 description 19
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 13
- 230000005855 radiation Effects 0.000 description 13
- 125000004432 carbon atom Chemical group C* 0.000 description 12
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 12
- 239000010410 layer Substances 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 150000002118 epoxides Chemical class 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000000047 product Substances 0.000 description 10
- 229920003345 Elvax® Polymers 0.000 description 9
- 239000000126 substance Substances 0.000 description 9
- 229910018286 SbF 6 Inorganic materials 0.000 description 8
- 239000003054 catalyst Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 239000004848 polyfunctional curative Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 229920003346 Levapren® Polymers 0.000 description 7
- 125000001931 aliphatic group Chemical group 0.000 description 7
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 7
- 239000011368 organic material Substances 0.000 description 7
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 6
- 150000002009 diols Chemical class 0.000 description 6
- 125000003700 epoxy group Chemical group 0.000 description 6
- MGFYSGNNHQQTJW-UHFFFAOYSA-N iodonium Chemical compound [IH2+] MGFYSGNNHQQTJW-UHFFFAOYSA-N 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 229920001296 polysiloxane Polymers 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 238000009472 formulation Methods 0.000 description 5
- 230000009477 glass transition Effects 0.000 description 5
- 238000001228 spectrum Methods 0.000 description 5
- 238000003756 stirring Methods 0.000 description 5
- RWSOTUBLDIXVET-UHFFFAOYSA-O sulfonium Chemical compound [SH3+] RWSOTUBLDIXVET-UHFFFAOYSA-O 0.000 description 5
- 150000004072 triols Chemical class 0.000 description 5
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical group CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 4
- 150000001450 anions Chemical class 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 150000002334 glycols Chemical class 0.000 description 4
- 239000003446 ligand Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 229920005862 polyol Polymers 0.000 description 4
- 150000003077 polyols Chemical class 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- KWGRBVOPPLSCSI-WPRPVWTQSA-N (-)-ephedrine Chemical compound CN[C@@H](C)[C@H](O)C1=CC=CC=C1 KWGRBVOPPLSCSI-WPRPVWTQSA-N 0.000 description 3
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 3
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 125000004429 atom Chemical group 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical class FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 150000001768 cations Chemical class 0.000 description 3
- ZSWFCLXCOIISFI-UHFFFAOYSA-N endo-cyclopentadiene Natural products C1C=CC=C1 ZSWFCLXCOIISFI-UHFFFAOYSA-N 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 229910052736 halogen Inorganic materials 0.000 description 3
- 150000002367 halogens Chemical class 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 238000010348 incorporation Methods 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 125000002524 organometallic group Chemical group 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 230000002028 premature Effects 0.000 description 3
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- QCBSYPYHCJMQGB-UHFFFAOYSA-N 2-ethyl-1,3,5-triazine Chemical compound CCC1=NC=NC=N1 QCBSYPYHCJMQGB-UHFFFAOYSA-N 0.000 description 2
- SVTBMSDMJJWYQN-UHFFFAOYSA-N 2-methylpentane-2,4-diol Chemical compound CC(O)CC(C)(C)O SVTBMSDMJJWYQN-UHFFFAOYSA-N 0.000 description 2
- 229920003319 Araldite® Polymers 0.000 description 2
- 229910015900 BF3 Inorganic materials 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229920001634 Copolyester Polymers 0.000 description 2
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 2
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical compound C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229920003351 Ultrathene® Polymers 0.000 description 2
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 2
- 125000002723 alicyclic group Chemical group 0.000 description 2
- 239000004844 aliphatic epoxy resin Substances 0.000 description 2
- 150000001346 alkyl aryl ethers Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 2
- 159000000032 aromatic acids Chemical class 0.000 description 2
- 229910052785 arsenic Inorganic materials 0.000 description 2
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 2
- UHOVQNZJYSORNB-UHFFFAOYSA-N benzene Substances C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 2
- 125000005605 benzo group Chemical group 0.000 description 2
- 125000000499 benzofuranyl group Chemical group O1C(=CC2=C1C=CC=C2)* 0.000 description 2
- 125000004196 benzothienyl group Chemical group S1C(=CC2=C1C=CC=C2)* 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000004841 bisphenol A epoxy resin Substances 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 125000004988 dibenzothienyl group Chemical group C1(=CC=CC=2SC3=C(C21)C=CC=C3)* 0.000 description 2
- 150000005690 diesters Chemical class 0.000 description 2
- 238000000113 differential scanning calorimetry Methods 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- GHLKSLMMWAKNBM-UHFFFAOYSA-N dodecane-1,12-diol Chemical compound OCCCCCCCCCCCCO GHLKSLMMWAKNBM-UHFFFAOYSA-N 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 125000002541 furyl group Chemical group 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002460 imidazoles Chemical class 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 229910052752 metalloid Inorganic materials 0.000 description 2
- 150000002738 metalloids Chemical class 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 125000001624 naphthyl group Chemical group 0.000 description 2
- 125000000466 oxiranyl group Chemical group 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 238000005191 phase separation Methods 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000008399 tap water Substances 0.000 description 2
- 235000020679 tap water Nutrition 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 125000001544 thienyl group Chemical group 0.000 description 2
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 2
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- 150000003738 xylenes Chemical class 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- KYVBNYUBXIEUFW-UHFFFAOYSA-N 1,1,3,3-tetramethylguanidine Chemical compound CN(C)C(=N)N(C)C KYVBNYUBXIEUFW-UHFFFAOYSA-N 0.000 description 1
- VDFVNEFVBPFDSB-UHFFFAOYSA-N 1,3-dioxane Chemical compound C1COCOC1 VDFVNEFVBPFDSB-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- FALRKNHUBBKYCC-UHFFFAOYSA-N 2-(chloromethyl)pyridine-3-carbonitrile Chemical compound ClCC1=NC=CC=C1C#N FALRKNHUBBKYCC-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- SHKUUQIDMUMQQK-UHFFFAOYSA-N 2-[4-(oxiran-2-ylmethoxy)butoxymethyl]oxirane Chemical compound C1OC1COCCCCOCC1CO1 SHKUUQIDMUMQQK-UHFFFAOYSA-N 0.000 description 1
- AJKXDPSHWRTFOZ-UHFFFAOYSA-N 2-ethylhexane-1,6-diol Chemical compound CCC(CO)CCCCO AJKXDPSHWRTFOZ-UHFFFAOYSA-N 0.000 description 1
- QBJWYMFTMJFGOL-UHFFFAOYSA-N 2-hexadecyloxirane Chemical compound CCCCCCCCCCCCCCCCC1CO1 QBJWYMFTMJFGOL-UHFFFAOYSA-N 0.000 description 1
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 1
- 229910000547 2024-T3 aluminium alloy Inorganic materials 0.000 description 1
- SSZWWUDQMAHNAQ-UHFFFAOYSA-N 3-chloropropane-1,2-diol Chemical compound OCC(O)CCl SSZWWUDQMAHNAQ-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- WVDRSXGPQWNUBN-UHFFFAOYSA-N 4-(4-carboxyphenoxy)benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1OC1=CC=C(C(O)=O)C=C1 WVDRSXGPQWNUBN-UHFFFAOYSA-N 0.000 description 1
- HLBLWEWZXPIGSM-UHFFFAOYSA-N 4-Aminophenyl ether Chemical compound C1=CC(N)=CC=C1OC1=CC=C(N)C=C1 HLBLWEWZXPIGSM-UHFFFAOYSA-N 0.000 description 1
- ZYEDGEXYGKWJPB-UHFFFAOYSA-N 4-[2-(4-aminophenyl)propan-2-yl]aniline Chemical compound C=1C=C(N)C=CC=1C(C)(C)C1=CC=C(N)C=C1 ZYEDGEXYGKWJPB-UHFFFAOYSA-N 0.000 description 1
- OECTYKWYRCHAKR-UHFFFAOYSA-N 4-vinylcyclohexene dioxide Chemical compound C1OC1C1CC2OC2CC1 OECTYKWYRCHAKR-UHFFFAOYSA-N 0.000 description 1
- UXQFGCIAJSWBTO-UHFFFAOYSA-N 5-methyl-4-[(5-methyl-7-oxabicyclo[4.1.0]heptan-4-yl)methyl]-7-oxabicyclo[4.1.0]heptane-4-carboxylic acid Chemical compound C1CC2OC2C(C)C1(C(O)=O)CC1CCC2OC2C1C UXQFGCIAJSWBTO-UHFFFAOYSA-N 0.000 description 1
- DEXFNLNNUZKHNO-UHFFFAOYSA-N 6-[3-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperidin-1-yl]-3-oxopropyl]-3H-1,3-benzoxazol-2-one Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1CCN(CC1)C(CCC1=CC2=C(NC(O2)=O)C=C1)=O DEXFNLNNUZKHNO-UHFFFAOYSA-N 0.000 description 1
- XAYDWGMOPRHLEP-UHFFFAOYSA-N 6-ethenyl-7-oxabicyclo[4.1.0]heptane Chemical compound C1CCCC2OC21C=C XAYDWGMOPRHLEP-UHFFFAOYSA-N 0.000 description 1
- RBHIUNHSNSQJNG-UHFFFAOYSA-N 6-methyl-3-(2-methyloxiran-2-yl)-7-oxabicyclo[4.1.0]heptane Chemical compound C1CC2(C)OC2CC1C1(C)CO1 RBHIUNHSNSQJNG-UHFFFAOYSA-N 0.000 description 1
- NHJIDZUQMHKGRE-UHFFFAOYSA-N 7-oxabicyclo[4.1.0]heptan-4-yl 2-(7-oxabicyclo[4.1.0]heptan-4-yl)acetate Chemical compound C1CC2OC2CC1OC(=O)CC1CC2OC2CC1 NHJIDZUQMHKGRE-UHFFFAOYSA-N 0.000 description 1
- AOYQDLJWKKUFEG-UHFFFAOYSA-N 7-oxabicyclo[4.1.0]heptan-4-ylmethyl 7-oxabicyclo[4.1.0]hept-4-ene-4-carboxylate Chemical compound C=1C2OC2CCC=1C(=O)OCC1CC2OC2CC1 AOYQDLJWKKUFEG-UHFFFAOYSA-N 0.000 description 1
- YXALYBMHAYZKAP-UHFFFAOYSA-N 7-oxabicyclo[4.1.0]heptan-4-ylmethyl 7-oxabicyclo[4.1.0]heptane-4-carboxylate Chemical compound C1CC2OC2CC1C(=O)OCC1CC2OC2CC1 YXALYBMHAYZKAP-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910017008 AsF 6 Inorganic materials 0.000 description 1
- 229910017048 AsF6 Inorganic materials 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- MQJKPEGWNLWLTK-UHFFFAOYSA-N Dapsone Chemical compound C1=CC(N)=CC=C1S(=O)(=O)C1=CC=C(N)C=C1 MQJKPEGWNLWLTK-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N EtOH Substances CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical group FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- CTKINSOISVBQLD-UHFFFAOYSA-N Glycidol Chemical compound OCC1CO1 CTKINSOISVBQLD-UHFFFAOYSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- OWYWGLHRNBIFJP-UHFFFAOYSA-N Ipazine Chemical compound CCN(CC)C1=NC(Cl)=NC(NC(C)C)=N1 OWYWGLHRNBIFJP-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- KEJOCWOXCDWNID-UHFFFAOYSA-N Nitrilooxonium Chemical compound [O+]#N KEJOCWOXCDWNID-UHFFFAOYSA-N 0.000 description 1
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 101000822152 Petunia hybrida 1-aminocyclopropane-1-carboxylate oxidase 1 Proteins 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- AWMVMTVKBNGEAK-UHFFFAOYSA-N Styrene oxide Chemical compound C1OC1C1=CC=CC=C1 AWMVMTVKBNGEAK-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical group [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 1
- 125000002777 acetyl group Chemical group [H]C([H])([H])C(*)=O 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 125000002252 acyl group Chemical group 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 239000013466 adhesive and sealant Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- 125000006615 aromatic heterocyclic group Chemical group 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical group [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 125000003236 benzoyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C(*)=O 0.000 description 1
- IDSLNGDJQFVDPQ-UHFFFAOYSA-N bis(7-oxabicyclo[4.1.0]heptan-4-yl) hexanedioate Chemical compound C1CC2OC2CC1OC(=O)CCCCC(=O)OC1CC2OC2CC1 IDSLNGDJQFVDPQ-UHFFFAOYSA-N 0.000 description 1
- LMMDJMWIHPEQSJ-UHFFFAOYSA-N bis[(3-methyl-7-oxabicyclo[4.1.0]heptan-4-yl)methyl] hexanedioate Chemical compound C1C2OC2CC(C)C1COC(=O)CCCCC(=O)OCC1CC2OC2CC1C LMMDJMWIHPEQSJ-UHFFFAOYSA-N 0.000 description 1
- XUCHXOAWJMEFLF-UHFFFAOYSA-N bisphenol F diglycidyl ether Chemical compound C1OC1COC(C=C1)=CC=C1CC(C=C1)=CC=C1OCC1CO1 XUCHXOAWJMEFLF-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 235000013877 carbamide Nutrition 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Chemical group 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 238000010538 cationic polymerization reaction Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- XENVCRGQTABGKY-ZHACJKMWSA-N chlorohydrin Chemical compound CC#CC#CC#CC#C\C=C\C(Cl)CO XENVCRGQTABGKY-ZHACJKMWSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- ZWAJLVLEBYIOTI-UHFFFAOYSA-N cyclohexene oxide Chemical group C1CCCC2OC21 ZWAJLVLEBYIOTI-UHFFFAOYSA-N 0.000 description 1
- 125000000058 cyclopentadienyl group Chemical group C1(=CC=CC1)* 0.000 description 1
- LNGJOYPCXLOTKL-UHFFFAOYSA-N cyclopentane-1,3-dicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)C1 LNGJOYPCXLOTKL-UHFFFAOYSA-N 0.000 description 1
- FOTKYAAJKYLFFN-UHFFFAOYSA-N decane-1,10-diol Chemical compound OCCCCCCCCCCO FOTKYAAJKYLFFN-UHFFFAOYSA-N 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 125000000664 diazo group Chemical group [N-]=[N+]=[*] 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- IUNMPGNGSSIWFP-UHFFFAOYSA-N dimethylaminopropylamine Chemical compound CN(C)CCCN IUNMPGNGSSIWFP-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- SZCGBFUWBCDIEA-UHFFFAOYSA-N dodecanedial Chemical compound O=CCCCCCCCCCCC=O SZCGBFUWBCDIEA-UHFFFAOYSA-N 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- MIQMFTDGRBLTFQ-UHFFFAOYSA-N ethenyl 2-oxoacetate Chemical group C=COC(=O)C=O MIQMFTDGRBLTFQ-UHFFFAOYSA-N 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 230000005294 ferromagnetic effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 210000003811 finger Anatomy 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910052731 fluorine Chemical group 0.000 description 1
- 239000011737 fluorine Chemical group 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 230000008570 general process Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 150000002357 guanidines Chemical class 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- 125000000623 heterocyclic group Chemical group 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 150000002429 hydrazines Chemical class 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000005291 magnetic effect Effects 0.000 description 1
- 239000006249 magnetic particle Substances 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- AUHZEENZYGFFBQ-UHFFFAOYSA-N mesitylene Substances CC1=CC(C)=CC(C)=C1 AUHZEENZYGFFBQ-UHFFFAOYSA-N 0.000 description 1
- XLSZMDLNRCVEIJ-UHFFFAOYSA-N methylimidazole Natural products CC1=CNC=N1 XLSZMDLNRCVEIJ-UHFFFAOYSA-N 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- LOTWRKOXHCMWDB-UHFFFAOYSA-N n,n-bis(2-hydroxyethyl)benzamide Chemical compound OCCN(CCO)C(=O)C1=CC=CC=C1 LOTWRKOXHCMWDB-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- NIHNNTQXNPWCJQ-UHFFFAOYSA-N o-biphenylenemethane Natural products C1=CC=C2CC3=CC=CC=C3C2=C1 NIHNNTQXNPWCJQ-UHFFFAOYSA-N 0.000 description 1
- 229940078552 o-xylene Drugs 0.000 description 1
- LUUFSCNUZAYHAT-UHFFFAOYSA-N octadecane-1,18-diol Chemical compound OCCCCCCCCCCCCCCCCCCO LUUFSCNUZAYHAT-UHFFFAOYSA-N 0.000 description 1
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 150000002896 organic halogen compounds Chemical class 0.000 description 1
- 125000005702 oxyalkylene group Chemical group 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000003348 petrochemical agent Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 125000000843 phenylene group Chemical group C1(=C(C=CC=C1)*)* 0.000 description 1
- 150000003017 phosphorus Chemical class 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 238000011417 postcuring Methods 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 125000003226 pyrazolyl group Chemical group 0.000 description 1
- UMJSCPRVCHMLSP-UHFFFAOYSA-N pyridine Natural products COC1=CC=CN=C1 UMJSCPRVCHMLSP-UHFFFAOYSA-N 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 150000003335 secondary amines Chemical class 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 125000000547 substituted alkyl group Chemical group 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Chemical group 0.000 description 1
- 235000011149 sulphuric acid Nutrition 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 150000003509 tertiary alcohols Chemical class 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- 210000003813 thumb Anatomy 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- YXFVVABEGXRONW-UHFFFAOYSA-N toluene Substances CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 1
- DQZNLOXENNXVAD-UHFFFAOYSA-N trimethoxy-[2-(7-oxabicyclo[4.1.0]heptan-4-yl)ethyl]silane Chemical compound C1C(CC[Si](OC)(OC)OC)CCC2OC21 DQZNLOXENNXVAD-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- HVYVMSPIJIWUNA-UHFFFAOYSA-N triphenylstibine Chemical compound C1=CC=CC=C1[Sb](C=1C=CC=CC=1)C1=CC=CC=C1 HVYVMSPIJIWUNA-UHFFFAOYSA-N 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 150000003672 ureas Chemical class 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 1
- 239000003981 vehicle Substances 0.000 description 1
- 238000001429 visible spectrum Methods 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/10—Materials in mouldable or extrudable form for sealing or packing joints or covers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D167/00—Coating compositions based on polyesters obtained by reactions forming a carboxylic ester link in the main chain; Coating compositions based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2312/00—Crosslinking
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2200/00—Chemical nature of materials in mouldable or extrudable form for sealing or packing joints or covers
- C09K2200/06—Macromolecular organic compounds, e.g. prepolymers
- C09K2200/0615—Macromolecular organic compounds, e.g. prepolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C09K2200/0617—Polyalkenes
- C09K2200/062—Polyethylene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2200/00—Chemical nature of materials in mouldable or extrudable form for sealing or packing joints or covers
- C09K2200/06—Macromolecular organic compounds, e.g. prepolymers
- C09K2200/0615—Macromolecular organic compounds, e.g. prepolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C09K2200/0622—Polyvinylalcohols, polyvinylacetates
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2200/00—Chemical nature of materials in mouldable or extrudable form for sealing or packing joints or covers
- C09K2200/06—Macromolecular organic compounds, e.g. prepolymers
- C09K2200/0645—Macromolecular organic compounds, e.g. prepolymers obtained otherwise than by reactions involving carbon-to-carbon unsaturated bonds
- C09K2200/0647—Polyepoxides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2200/00—Chemical nature of materials in mouldable or extrudable form for sealing or packing joints or covers
- C09K2200/06—Macromolecular organic compounds, e.g. prepolymers
- C09K2200/0645—Macromolecular organic compounds, e.g. prepolymers obtained otherwise than by reactions involving carbon-to-carbon unsaturated bonds
- C09K2200/0655—Polyesters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1452—Polymer derived only from ethylenically unsaturated monomer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1471—Protective layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1476—Release layer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Epoxy Resins (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Sealing Material Composition (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Paints Or Removers (AREA)
Description
- Die vorliegende Erfindung betrifft klebende Dichtungszusammensetzungen. Insbesondere betrifft die vorliegende Erfindung Dichtungszusammensetzungen aus thermoplastischen Harzen und aushärtenden Harzen, die durch Härten des aushärtenden Harzes hergestellt werden; d.h. ein Epoxyharz in Anwesenheit eines thermoplastischen Polyesters und von Ethylen-Vinylacetat-Harzen. Die Erfindung stellt auch ein Verfahren zur Herstellung von Dichtungszusammensetzungen und Dichtungsartikeln mit 100%iger Feststoffbearbeitung und latenter Härtung oder Nachhärtung des Epoxyharzes sowie Verwendungszwecke für die mit dem Verfahren hergestellten Dichtungszusammensetzungen bereit.
- Gemische aus härtbaren Epoxyharzen mit verschiedenen thermoplastischen Polymeren sind bekannt. Zusammensetzungen, die Epoxid- und thermoplastische Polyesterharze umfassen, wurden beispielsweise als Heißschmelzkleber und bei der Herstellung von strukturellen Verbindungs- und Dichtungsbändern eingesetzt.
- Latent härtbare Zusammensetzungen aus Epoxyharzen und thermoplastischen Polyestern sind mehreren Nachteilen behaftet. Beispielsweise können sie vor oder während der Härtung zu stark fließen, wenn keine Zusätze zur Fließkontrolle eingearbeitet sind. Dieser zu starke Fluss kann zu einer unansehnlichen Klebelinie führen, die in Fällen, in denen es auf das Aussehen ankommt (beispielweise im Außenbereich von Fahrzeugen, wie z.B. Leisten, Korpus und Türverkleidungen), in einem anschließenden Schritt geglättet werden müssen, oder er kann zu ungleichmäßiger Stärke der Verbindungslinie (d.h. der Dichtung) oder zu Perforation des Films durch eingefangene Bläschen führen, die dann eine Quelle von Wasserlecks sein können. Um eine gute Haftung auf lackierten Metallsubstraten zu erhalten, ist es ferner häufig notwendig, den Epoxidgehalt der Dichtungszusammensetzung über die Konzentration, bei der normalerweise optimale Eigenschaften erhalten werden, hinaus zu erhöhen. Im Stand der Technik bekannten Epoxid/Polyester-Dichtungszusammensetzungen mit ausreichenden Fließeigenschaften, mangelt es darüber hinaus in der Regel an ausreichendem Klebevermögen, um in Form eines aushärtbaren druckempfindlichen Klebebands ohne separate Klebeschicht verwendet zu werden.
- Epoxidmaterial enthaltende Zusammensetzungen mit Wärmekatalysatoren oder Härtern lassen sich in der Regel nur schwer zu Gegenständen schmelzen (beispielsweise Bänder, Folien oder Stangen), ohne vorzeitige Härtung der Zusammensetzung zu verursachen. Die Verwendung von hochtemperaturfesten Härtungsmitteln, die in diesen Verarbeitungsschritten keine Härtung verursachen, kann zu übermäßigem Fluss des Klebstoffs während der Härtung führen, wodurch eine fehlerhafte Verbindung oder Beschädigung des Substrats entsteht, mit dem sie verbunden sind.
- Andere Gemische aus Epoxyharz/thermoplastischen Harzen liefern Filme mit unzureichender Klebrigkeit oder Haftung auf vertikalen Metallflächen. Eine Lösung dieses Problems ist die Einarbeitung von magnetischen Teilchen in die Zusammensetzung, um magnetische Haftung auf der Metallfläche zu bewirken. Die Teilchen werden der Zusammensetzung hinzugefügt und anschließend in einem separaten Schritt magnetisiert, bevor der Klebstoff zum Einsatz kommt. Diese Lösung wäre aber für die Haftung auf Substraten auf Polymerbasis unwirksam und wurde das Herstellungsverfahren der Klebstoffe zur Verwendung auf ferromagnetischen Substraten verteuern und zusätzliche Schritte hinzufügen.
- Die vorliegende Erfindung liefert eine härtbare Dichtungszusammensetzung, die durch Mischen von Bestandteilen geformt wird, die Folgendes umfassen:
- a) 10 bis 70 Gewichtsprozent eines härtbaren Epoxyharzes;
- b) eine wirksame Menge eines Härtungsmittels für das Epoxyharz;
- c) 10 bis 85 Gewichtsprozent eines thermoplastischen Ethylen-Vinylacetat-Copolymers; und
- d) 5 bis 60 Gewichtsprozent eines thermoplastischen Harzes zur Kompatibilisierung von Polyester,
- Die erfindungsgemäßem Zusammensetzungen können fakultativ auch ein hydroxylhaltiges Material mit einer Hydroxylfunktionalität von mindestens ein zum Anpassen der Glasübergangstemperatur und Flexibilität der ungehärteten Zusammensetzungen umfassen. Die erfindungsgemäßen Zusammensetzungen können auch bis zu 50 Vol.-%, vorzugsweise bis zu 30 Vol.-% der Gesamtzusammensetzung an unterschiedlichen Zusatzstoffen wie z.B. Füllstoffe, Klebrigmacher und dergleichen aufweisen.
- In einem anderen Aspekt beschreibt die vorliegende Erfindung einen Klebstoff, der ein gehärtetes Gemisch aus einem thermisch oder photochemisch gehärteten Epoxyharz, einem Ethylen-Vinylacetat-Copolymer und einem thermoplastischen Polyester umfasst.
- In einem anderen Aspekt beschreibt die vorliegende Erfindung ein Verfahren zur Herstellung einer gehärteten Zusammensetzung, umfassend die folgenden Schritte:
-
- a) Bereitstellen eines geschmolzenen Gemisches, das 10 bis 70 Gewichtsprozent eines härtbaren Epoxyharzes, eine wirksame Menge eines Härtungsmittels für das Epoxyharz, 10 bis 85 Gewichtsprozent eines thermoplastischen Ethylen-Vinylacetat-Copolymers, und 5 bis 60 Gewichtsprozent eines thermoplastischen Harzes mit Hydroxylendgruppen zur Kompatibilisierung von Polyester umfasst, wobei die Gewichte auf dem Gesamtgewicht des Harzes in der Zusammensetzung beruhen und die Summe 100 Gewichtsprozent entspricht;
- b) Aufbringen des Gemisches auf ein Substrat oder Verarbeitung zu einer trägerlosen Folie; und
- c) zu einem beliebigen späteren Zeitpunkt Aktivieren des Härtungsmittels zur Erzeugung einer gehärteten Zusammensetzung. Die erfindungsgemäße Zusammensetzung kann auch zu Folien und Bändern verarbeitet werden.
- Die erfindungsgemäßen Zusammensetzungen umfassen keine polymeren Kohlenwasserstoffe, die im Wesentlichen keine organischen Funktionsgruppen aufweisen und durch Homopolymerisation und/oder Copolymerisation von olefinischen Monomeren hergestellt werden.
- Die vorliegende Erfindung überwindet die Mängel der Polyester-Epoxy- und EVA-Epoxy-Klebstoffe und Dichtungsmittel durch Bereitstellung von Dichtungsmitteln mit bedeutender Klebrigkeit im ungehärteten Zustand, guter Haftung auf oberflächenbehandelten (zum Beispiel E-beschichteten) Metallen im ausgehärteten Zustand, geringem kontrolliertem Fluss beim Härten und erwünschten physikalischen Eigenschaften des gehärteten Harzes (mindestens halbstruktureller Kleber und Kohäsionsstärke). Die erhöhte Klebrigkeit des Dichtungsmittels im ungehärteten Zustand hält das Dichtungsmittel beim Dichtungsverfahren auf dem Substrat.
- Ferner liefert die vorliegende Erfindung Dichtungsbänder, die durch gute Kebrigkeit, geringem kontrolliertem Fluss beim Härten, verbesserter Drapierbarkeit, Lackierbarkeit, Widerstand gegen Durchblasen, halbstrukturelle Klebestärke gekennzeichnet sind und die ohne Verwendung von Lösungsmitteln hergestellt werden. Die erfindungsgemäßen Dichtungszusammensetzungen haften an vertikalen Substraten ohne Fluss vor dem Härten und mit kontrolliertem Fluss beim Härten. Die erfindungsgemäßen Dichtungsmittel eignen sich besonders für die Abdichtung metallischer Verbindungen in Automobilkarosserien oder Geräten bei deren Herstellung.
- Ein „Band" ist definiert als Klebefolie mit einer darauf befestigten Abziehschicht, die zu einer Rolle geformt oder in Stücke geschnitten werden kann und bei der die Länge des Artikels größer ist als seine Breite.
- Eine „trägerlose Folie" ist definiert als Folie mit klebenden Eigenschaften, aber ohne Abziehschicht.
- Eine „härtbare" oder „ungehärtete" Zusammensetzung ist eine Zusammensetzung, die thermoplastisch und schmelzbar und im Wesentlichen unvernetzt bleibt, bis sie mit Wärme, Licht oder einer Kombination aus beiden in Kontakt gebracht wird, zu welchem Zeitpunkt die Zusammensetzung polymerisiert und vernetzt, um eine gehärtete Material zu ergeben.
- Eine „geschützte Folie" ist eine ungehärtete Klebefolie mit einer darauf befestigten Abziehschicht, die zu einer Rolle geformt oder in Stücke geschnitten werden kann und bei der die Länge im Wesentlichen der Breite gleicht.
- Die erfindungsgemäßen Dichtungszusammensetzungen umfassen ca. 10 bis ca. 70 Gewichtsprozent, vorzugsweise ca. 20 bis ca. 60 Gewichtsprozent, insbesondere ca. 30 bis ca. 50 Gewichtsprozent eines epoxyhaltigen Materials; ca. 10 bis ca. 85, vorzugsweise ca. 30 bis ca. 60 und insbesondere ca. 35 bis ca. 55 Gewichtsprozent eines thermoplastischen Ethylen-Vinylacetat-Copolymers; ca. 5 bis ca. 60 Gewichtsteile, vorzugsweise ca. 10 bis ca. 30 Gewichtsteile und insbesondere ca. 15 bis ca. 25 Gewichtsteile eines thermoplastischen Polyesters zur Kompatibilisierung von Harz, wobei die Gewichtsteile auf dem Gesamtgewicht des Harzes in der Zusammensetzung beruhen und die die Summe 100 Gewichtsprozent entspricht; und einer wirksamen Menge eines Härtungsmittels für das härtbare epoxyhaltige Material.
- Epoxyharze, die sich für die erfindungsgemäßen Zusammensetzungen eignen, sind alle organischen Verbindungen mit mindestens einem Oxiranring, d.h.
-
- Die durch eine Ringöffnungsreaktion polymerisierbar sind. Solche Materialien, die Epoxide genannt werden, umfassen monomere und polymere Epoxide und können aliphatisch, alicyclisch, heterocyclisch, cycloaliphatisch oder aromatisch sein und Kombinationen umfassen. Die Epoxide können flüssig oder fest oder Gemische sein, wobei sich Gemische für die Bereitstellung von klebrigen Filmen eignen und auch als „Polyepoxide" bezeichnet werden. Diese Materialien haben im Allgemeinen durchschnittlich mindestens zwei Epoxygruppen pro Molekül. Die polymeren Epoxide umfassen lineare Polymere mit endständigen Epoxygruppen (beispielsweise ein Diglycidylether eines Polyoxyalkylenglykols), Polymere mit Oxiraneinheiten (beispielsweise Polybutadienpolyepoxid) und Polymere mit anhängenden Epoxygruppen (beispielsweise ein Glycidylmethacrylatpolymer oder -copolymer). Das Molekulargewicht des Epoxyharzes kann von ca. 74 bis ca. 100.000 oder mehr schwanken. Gemische aus verschiedenen Epoxyharzen können ebenfalls in den Heißschmelzzusammensetzungen der vorliegenden Erfindung verwendet werden. Die „durchschnittliche" Anzahl Epoxygruppen pro Molekül ist definiert als Anzahl Epoxygruppen im Epoxyharz, dividiert durch die Gesamtzahl der anwesenden Epoxymoleküle.
- Geeignete Epoxyharze umfassen solche mit Cyclohexenoxidgruppen, wie z.B. Epoxycyclohexancarboxylate, in der Regel 3,4-Epoxycyclohexylmethyl-3,4-epoxycyclohexancarboxylat, 3,4-epoxy-2-methylcyclohexylmethyl-3,4-epoxy-2-methylcyclohexancarboxylat und bis(3,4-epoxy-6-methylcyclohexylmethyl)adipat. Eine ausführlichere Liste nützlicher Epoxide dieser Art findet sich in US-Patent Nr. 3.117.099.
- Weitere Epoxyharze, die für die praktische Umsetzung der vorliegenden Erfindung besonders nützlich sind, sind Glycidylethermonomere der Formel:
- Wo R' aliphatisch, beispielsweise Alkyl, oder aromatisch, beispielsweise Aryl, oder eine Kombination davon ist, und n eine ganze Zahl von 1 bis 6 ist. Beispiele sind die Glycidylether von mehrwertigen Phenolen, die durch Reaktion eines mehrwertigen Phenols mit einem Überschuss an Chlorhydrin erhalten werden, wie z.B. Epichlorhydrin, beispielsweise der Diglycidylether von 2,2-bis(4-hydroxxyphenol)-propan (Bisphenol A). Weitere Beispiele für Epoxide dieser Art, die bei der praktischen Umsetzung der vorliegenden Erfindung verwendet werden können, sind in US-Patent Nr. 3.018.262 beschrieben. Bevorzugte Epoxyharze sind Diglycidylether von Bisphenol A und aliphatische Epoxyharze.
- Es gibt zahlreiche handelsübliche Epoxyharze, die in dieser Erfindung zum Einsatz kommen können. Leicht erhältliche Epoxide sind insbesondere Octadecylenoxid, Epichlorhydrin, Styroloxid, Vinylcyclohexenoxid, Glycidol, Glycidyl-Methacrylat, Diglycidylether von Bisphenol A (beispielsweise wie unter den Handelsnamen „EPON 828", „EPON 1004" und „EPON 1001F" von Shell Chemical Co. und „DER-332" und „DER-334" von Dow Chemical Co. erhältlich), Diglycidylether von Bisphenol F (beispielsweise „ARALDITE GY281" von Ciba-Geigy Corp. und „EPON 862" von Shell Chemical Co.), Vinylcyclohexendioxid (beispielsweise mit dem Handelsnamen „ERL 4206" von Union Carbide Corp.), 3,4-Epoxycyclohexyl-methyl-3,4-epoxycyclohexencarboxylat (beispielsweise mit dem Handelsnamen „ERL-4221" von Union Carbide Corp.), 2-(3,4-Epoxycyclohexyl-5,5-spiro-3,4-epoxy)cyclohexan-metadioxan (beispielsweise mit dem Handelsnamen „ERL-4234" von Union Carbide Corp.), bis(3,4-Epoxycyclohexyl)adipat (beispielsweise mit dem Handelsnamen „ERL-4299" von Union Carbide Corp.), Dipentendioxid (beispielsweise mit dem Handelsnamen „ERL-4269" von Union Carbide Corp.), epoxidiertes Polybutadien (beispielsweise mit dem Handelsnamen „OXIRON 2001" von FMS Corp.), Epoxysilane, beispielsweise beta-3,4-Epoxycyclohexylethyltrimethoxysilan und gamma-Glycidoxypropyltrimethoxysilan von Union Carbide, flammfeste Epoxyharze (beispielsweise mit dem Handelsnamen „DER-542", ein bromiertes Epoxyharz vom Bisphenoltyp von Dow Chemical Co.), 1,4-Butandioldiglycidylether (beispielsweise mit dem Handelsnamen „ARALDITE RD-2" von Ciba-Geigy), hydrierte Epoxyharze auf Bisphenol A/Epichlorhydrin-Basis (beispielsweise mit dem Handelsnamen „EPONEX 1510" von Shell Chemical Co.) und Polyglycidylether von Phenol-Formaldehyld-Novolak (beispielsweise mit dem Handelsnamen „DEN-431" und „DEN-438) von Dow Chemical Co.).
- Die erfindungsgemäßen Härtungsmittel können Photokatalysatoren oder thermisch härtende Mittel sein. Erfindungsgemäße Härtungsmittel können vorzugsweise auf photochemischem Weg gehärtet werden, beispielsweise durch aktinische Strahlung (Strahlung mit einer Wellenlänge im ultravioletten oder sichtbaren Teil des elektromagnetischen Spektrums). Nützliche Photokatalysatoren sind zwei allgemeine Arten: Oniumsalz und kationische metallorganische Salze, die beide in Patent Nr. 5.709.948 beschrieben sind.
- Oniumsalz-Photoinitiatoren für kationische Polymerisationen umfassen Iodonium- und Sulfoniumkomplexsalze. Nützliche aromatische Iodoniumkomplexsalze entsprechen der allgemeinen Formel:
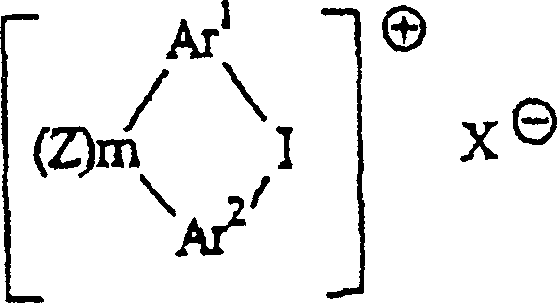
- Worin
Ar1 und Ar2 gleich oder verschieden sein können und aromatische Gruppen mit 4 bis ca. 20 Kohlenstoffatomen sind und aus der Gruppe Phenyl, Thienyl, Furanyl und Pyrazolyl ausgewählt sind;
Z aus der aus Sauerstoff, Schwefel und eine Kohlenstoff-Kohlenstoff-Bindung bestehenden Gruppe ausgewählt ist,
- Worin R Aryl (mit 6 bis ca. 20 Kohlenstoffatomen, wie z.B. Phenyl) oder Acyl (mit 2 bis ca. 20 Kohlenstoffatomen, wie z.B. Acetyl oder Benzoyl) sein kann, und
- Worin R1 und R2 aus der Wasserstoff, Alkylreste mit 1 bis ca. 4 Kohlenstoffatomen und Alkenylresten mit 2 bis ca. 4 Kohlenstoffatomen bestehenden Gruppe ausgewählt ist;
M Null oder 1 ist; und
X die Formel DQn aufweist, wobei D ein Metall aus den Gruppe IB bis VIII oder ein Metalloid der Gruppen IIIA bis VA der Periodentabelle ist (Chemical Abstracts Version), Q ein Halogenatom und n eine ganze Zahl mit einem Wert von 1 bis 6 sind. Vorzugsweise sind die Metalle Kupfer, Zink, Titan, Vanadium, Chrom, Magnesium, Mangan, Eisen, Kobalt oder Nickel und die Metalloide sind vorzugsweise Bor, Aluminium, Antimon, Zinn, Arsen und Phosphor. Vorzugsweise ist das Halogen Q Chlor oder Fluor. Beispiele für geeignete Anionen sind BF4-, SbF6-, FeCl4, SnCl15-, und dergleichen. Vorzugsweise sind die Anionen Bf4-, PF6-, SbF6-, AsF6-, SbF5OH- und SbCl6-. Insbesondere sind die Anionen SbF6-, AsF6- und SbF5OH-. - Die aromatischen Gruppen Ar1 und Ar2 können fakultativ einen oder mehrere kondensierte Benzoringe umfassen (beispielsweise Naphthyl, Benzothienyl, Dibenzothienyl, Benzofuranyl, Dibenzofuranyl usw.). Die aromatischen Gruppen können gewünschtenfalls auch mit einer oder mehreren nichtbasischen Gruppen substituiert sein, wenn sie im Wesentlichen nicht mit dem Epoxid und Hydroxylfunktionalitäten reagieren.
- Nützliche aromatische Iodoniumkomplexsalze sind ausführlicher in US-Patent Nr. 4.256.828 beschrieben. Die bevorzugten aromatischen Iodoniumkomplexsalze sind (Ar)2I PF6 und (Ar)2I SbF6.
- Die für die Erfindung nützlichen aromatischen Iodoniumkomplexsalz sind nur im ultravioletten Bereich des Spektrum lichtempfindlich. Sie können aber mit Sensibilisatoren für bekannte photolysierbare organische Halogenverbindungen auf den nahen ultravioletten und sichtbaren Bereich des Spektrums sensibilisiert werden. Beispielhafte Sensibilisatoren sind aromatische Amine und farbige aromatische polycyclische Kohlenwasserstoffe, wie in US-Patent Nr. 4.250.053 beschrieben.
- Zur Verwendung in der Erfindung geeignete aromatische Sulfoniumkomplexsalz-Initiatoren entsprechen der allgemeinen Formel:
- Worin
R3, R4 und R5 gleich oder verschieden sein können, sofern mindestens eine der Gruppen aromatisch ist. - Diese Gruppen können aus der aus aromatischen Gruppen mit 4 bis ca. 20 Kohlenstoffatomen (beispielsweise substituiertes und unsubstituiertes Phenyl, Thienyl und Furanyl) und Alkylresten mit 1 bis ca. 20 Kohlenstoffatomen bestehenden Gruppe ausgewählt werden. Der Begriff „Alkyl" umfasst substituierte Alkylreste (beispielsweise Substituenten wie Halogen, Hydroxy, Alkoxy und Aryl). Vorzugsweise sind R3, R4 und R5 jeweils aromatisch; und
Z, m und X sind alle wie oben mit Bezug auf die Iodoniumkomplexsalz beschrieben. - Wenn R3, R4 oder R5 eine aromatische Gruppe ist, kann sie fakultativ ein oder mehrere kondensierte Benzoringe aufweisen (beispielsweise Naphthyl, Benzothienyl, Dibenzothienyl, Benzofuranyl, Dibenzofuranyl usw.). Die aromatischen Gruppen können auf Wunsch auch durch ein oder mehrere nichtbasische Gruppen substituiert sein, wenn sie im Wesentlichen nicht mit dem Epoxid und Hydroxylfunktionalitäten reagieren.
- Triarylsubstituierte Salze wie Triphenylsulfoniumhexafluoroantimonat und p-(phenyl(thiophenyl)diphenylsulfoniumhexafluoroantimonat sind die bevorzugten Sulfoniumsalze. Nützliche Sulfoniumsalze sind ausführlicher in US-Patent Nr. 4.256.828 beschrieben.
- Für die Erfindung nützliche aromatische Sulfoniumkomplexsalze sind nur im ultravioletten Bereich des Spektrum lichtempfindlich. Sie können aber mit ausgewählten Gruppen von Sensibilisatoren, wie sie beispielsweise in US-Patent Nr. 4.256.828 und 4.250.053 beschrieben sind, auf den nahen ultravioletten und sichtbaren Bereich des Spektrums sensibilisiert werden.
- Geeignete lichtaktivierbare metallorganische Komplexsalze, die sich für die Erfindung eignen, sind die in US-Patent Nr. 5.059.701; 5.191.101 und 5.252.694 beschriebenen. Diese Salze von metallorganischen Kationen entsprechen der allgemeinen Formel:
- Worin
Mm ein aus den Elemente der Periodengruppen IVB, VB, VIB, VIIB und VIII ausgewähltes Metallatom darstellt, vorzugsweise Cr, Mo, W, Mn, Re, Fe und Co;
L1 keinen, einen oder zwei π-Elektronen beitragende Liganden darstellt, der derselbe oder ein andere Ligand aus der Gruppe aus substituierten und unsubstituierten alicyclischen und cyclischen ungesättigten Verbindungen und Gruppen und substituierten und unsubstituierten carbocyclischen aromatischen und heterocyclischen aromatischen Verbindungen sein kann, die jeweils zwei bis zwölf n-Elektronen zur Valenzschale des Metallatoms M beitragen können. - Vorzugsweise ist L1 ausgewählt aus der Gruppe aus substituierten und unsubstituierten η3-Allyl, η5-Cyclopentadienyl, η7-Cycloheptatrienyl-Verbindungen, und η6-aromatische Verbindungen aus der Gruppe aus η6-Benzol und substituierte η6-Benzolverbindungen (beispielsweise Xylole) und Verbindungen mit 2 bis 4 kondensierten Ringen, die jeweils 3 bis 8 π-Elektronen zur Valenzschale von Mm beitragen können;
L2 stellt keinen oder 1 bis 3 Liganden dar, die eine gleichmäßige Anzahl von σ-Elektronen beisteuern und die dieselben oder unterschiedliche Liganden aus der Gruppe aus Kohlenmonoxid, Nitrosonium, Triphenylphosphin, Triphenylstibin und Derivate von Phosphor, Arsen und Antimon sein können, mit der Maßgabe, dass die gesamte elektronische Ladung, die L1 and L2 zu Mm beitragen, zu einer restlichen positiven Nettoladung von e zum Komplex führt;
e eine ganze Zahl mit einem Wert von 1 oder 2 ist, die restliche Ladung des Komplexkations, und
X ein halogenhaltiges Komplexanion wie oben beschrieben, ist. - Beispiele für geeignete Salze von metallorganischen Komplexkationen, die sich als photoaktivierbare Katalysatoren in der vorliegenden Erfindung eignen, sind:
(η6-Benzol) (η5-Cyclopentadienyl)Fe+1SbF6-, (η6-Toluol) (η5-Cyclopentadienyl)Fe+1 AsF6-, (η6-Xylol) (η5-Cyclopentadienyl)Fe+1 SbF6-, (η6-Cumol) (η5-Cyclopentadienyl)Fe+1 PF6-, (η6-Xylole (gemischte Isomeren) (η5-Cyclopentadienyl)Fe+1 SbF6-, (η6-Xylole (gemischte Isomeren) (η5-Cyclopentadienyl)Fe+1 PF6-, η6-o-Xylol) (η5-Cyclopentadienyl)Fe+1 CF3SO3-, (η6-m-Xylol) (η5-Cyclopentadienyl)Fe+1 BF4-, (η6-Mesitylen) (η5-Cyclopentadienyl)Fe+1 SbF6-, (η6-Hexamethylbenzol) (η5-Cyclopentadienyl)Fe+1 SbF5OH– und (η6-Fluoren) (η5-Cyclopentadienyl)Fe+1 SbF6-. - Bevorzugte Salze von metallorganischen Komplexkationen für die vorliegende Erfindung sind eine oder mehrere der folgenden: (η6-Xylole (gemischte Isomeren) (η5-Cyclopentadienyl)Fe+1 SbF6-, (η6-Xylole (gemischte Isomeren) (η5-Cyclopentadienyl)Fe+1 PF6-, (η6-Xylol) (η5-Cyclopentadienyl)Fe+1 SbF6- und (η6-Mesetylen) (η5-Cyclopentadienyl)Fe+1 SbF6-.
- Nützliche handelsübliche Initiatoren sind FX-512TM (Minnesota Mining and Manufacturing Company, St. Paul, MN), CD-1010TM und CD1012TM (Sartomer, Exton, PA), aromatische Sulfoniumkomplexsalze, UVITM-6974, ein aromatisches Sulfoniumkomplexsalz (Union Carbide Corp., Danbury, CT) und IRGACURTM 261, ein kationische metallorganisches Komplexsalz (Ciba Geigy Chemicals, Hawthorne, NY).
- Vorzugsweise umfasst das verwendete Lichthärtungsmittel ca. 0,01 bis 10 Gewichtsprozent, insbesondere 0,1 bis 5 Gewichtsprozent, besonders bevorzugt 0,5 bis 2 Gewichtsprozent eines Photokatalysators, wobei die Gewichtsprozente auf dem kombinierten Gewicht des Epoxyharzes, des Ethylen-Vinylacetat-Bestandteils und des Polyester-Bestandteils beruhen.
- Wenn der zur Härtung des Epoxyharzes verwendete katalytische Photoinitiator eine Metallocensalz-Katalysator ist, kann er von einem Beschleuniger, wie z.B. einem Oxalatester eines tertiären Alkohols wie in US-Patent Nr. 5.436.063 beschrieben, begleitet werden. Verwendbare Oxalat-Kokatalysatoren sind u.a. die in US-Patent Nr. 5.252.694 beschriebenen. Der Beschleuniger umfasst vorzugsweise von ca. 0,01 bis ca. 5 Gewichtsprozent, insbesondere ca. 0,1 bis 4 Gewichtsprozent der Zusammensetzung, beruhend auf dem kombinierten Gewicht des Epoxyharzes, des Ethylen-Vinylacetat-Bestandteils und des Polyester-Bestandteils.
- Bestimmte thermisch aktivierte Härtungsmittel für Epoxyharze (beispielsweise Verbindungen, die Aushärtung und Vernetzung des Epoxids bewirken, indem sie eine chemische Reaktion damit eingehen) eignen sich für die vorliegende Erfindung. Vorzugsweise sind solche Härtungsmittel bei den Temperaturen, bei denen die Mischung der Komponenten erfolgt, stabil.
- Geeignete thermische Härtungsmittel sind aliphatische und aromatische primäre und sekundäre Amine, beispielsweise di(4-Aminophenyl)sulfon, di(4-Aminophenyl)ether und 2,2-bis-(4-Aminophenyl)propan; aliphatische und aromatische tertiäre Amine, beispielsweise Dimethylaminopropylamin und Pyridin; Fluorendiamine, wie z.B. die in US-Patent Nr. 4.684.678 beschriebenen; Bortrifluorid-Komplexe wie z.B. BF3.Et2O und BF3.H2NC2H4OH; Imidazole, wie z.B. Methylimidazol und dergleichen; Hydrazine, wie z.B. Adipohydrazin; Anhydride, wie z.B. Phthalsäureanhydrid, Succinsäureanhydrid und dergleichen; saure Härtungsmittel, wie z.B. Acrylsäure, Methacrylsäure und dergleichen; und Guanidine, wie z.B. Tetramethylguanidin und Dicyandiamid (Cyanoguanidin, auch als DiCy bekannt) und ihre Gemische.
- Nützliche handelsübliche thermische Härtungsmittel sind u.a. modifizierte aliphatische Amine, wie z.B. ANCAMINETM 2014AS, 2014FG, 23375 und 2441 (Air Products and Chemicals, Allentown, PA), ANCAMINETM 1770, 2049 cycloaliphatische Amine (Air Products and Chemicals, Allentown, PA), ANCHORTM 1040, 1115, UND 1222 Bortrifluoridamin-Komplexe (Air Products and Chemicals, Allentown, PA), AMICURETM CG-1200, CG-1400, CG-325, CG-NA Dicyandiamid (Air Products and Chemicals, Allentown, PA), CUREZOLTM 2MZ-AZINE, 2,4-Diamino-6(2'-Methylimidazoleyl(1'))-ethyl-s-triazin und andere Imidazole wie z.B. CUREZOLTM AMI-2, 2E4MZ, 1B2MZ, 2PZ, C17Z, 2PHZ-S, 2MA-OK Härtungsmittel (Air Products and Chemicals), und AMICURETM UR und UR2T, substituierte Harnstoffe (Air Products and Chemicals).
- Vorzugsweise umfassen die erfindungsgemäßen thermischen Härtungsmittel ca. 1 bis 25 Gewichtsprozent, insbesondere ca. 2 bis ca. 20 Gewichtsprozent und besonders bevorzugt ca. 3 bis ca. 15 Gewichtsprozent eines oder mehrerer Wärmekatalysatoren, wobei die Gewichtsprozente auf dem kombinierten Gewicht des Epoxyharzes, des Ethylen-Vinylacetat-Bestandteils und des Polyester-Bestandteils beruhen.
- Im Fall der Photokatalysatoren führen zunehmende Mengen Katalysator zu einer beschleunigten Aushärtungsrate, aber dann muss die Heißschmelzdichtungszusammensetzung in einer dünneren Schicht aufgebracht werden, um zu vermeiden, dass die Aushärtung nur an der Oberfläche stattfindet. Zunehmende Mengen Katalysator können auch zur verringerten Energieanforderungen und einer verkürzten Standzeit bei Anwendungstemperaturen führen. Die Katalysatormenge wird durch die Rate, mit der die Dichtungszusammensetzung aushärten sollte, die Intensität der Energiequelle und die Dicke der Dichtungszusammensetzung bestimmt.
- Nützliche Ethylen-Vinylacetat-Copolymere enthalten ca. 9 bis ca. 89 Gewichtsprozent, vorzugsweise ca. 28 bis ca. 80 Gewichtsprozent, insbesondere ca. 40 bis ca. 80 Gewichtsprozent und ganz besonders bevorzugt ca. 40 bis ca. 70 Gewichtsprozent Vinylacetat.
- Nicht einschränkende Beispiele handelsüblicher Ethylen-Vinylacetat-Copolymeren, die bei der praktischen Umsetzung der Erfindung verwendet werden können, sind ELVAXTM 750 (9 Gewichtsprozent Vinylacetat), ELVAXTM 660 und 670 (je 12 Gewichtsprozent Vinylacetat); ELVAXTM 550 und 560 (E.I. DuPont de Nemours and Co., Wilmington, DE) und ULTRATHENETM UE 685-009 (Millenium Petrochemicals, Inc., Cincinnati, OH) (je 15 Gewichtsprozent Vinylacetat); ELVAXTM 450 und ULTRATHENETM UE 649-22 (je 18 Gewichtsprozent Vinylacetat); ELVAXTM 210, 250 und 260 und AT Plastics 2820 EVA Copolyer (AT Plastics, Inc., Brampton, Ontario, Kanada) (28 Gewichtsprozent Vinylacetat); ELVAXTM 150 und AT Plastics 3325M EVA Copolymer (33 Gewichtsprozent Vinylacetat); ELVAXTM 40W und LEVAPRENTM 400 (Bayer Corp., Pittsburgh, PA), AT Plastics 4030M EVA Copolymer (40 Gewichtsprozent Vinylacetat); LEVAPRENTM 450, 452 und 456 (45 Gewichtsprozent Vinylacetat); LEVAPRENTM 500HV (50 Gewichtsprozent Vinylacetat); LEVAPRENTM 600 HV (60 Gewichtsprozent Vinylacetat); und LEVAPRENTM 700 HV (70 Gewichtsprozent Vinylacetat) und dergleichen. Gemische der oben erwähnten Ethylen-Vinylacetat-Copolymeren können in den erfindungsgemäßen Zusammensetzungen verwendet werden.
- Thermoplastische Polyester werden als Polyester-Komponente der erfindungsgemäßen Zusammensetzungen bevorzugt. Nützliche Polyester-Komponenten sind Material mit Hydroxyl- und Carboxyl-Endgruppen, die amorph oder halbkristallin sein können und unter denen die Materialien mit Hydroxyl-Endgruppen bevorzugter sind. „Amorph" bedeutet dabei ein Material mit einer Glasübergangstemperatur, aber ohne messbaren kristallinen Schmelzpunkt durch Differentialscanningkalorimetrie (DSC). Vorzugsweise ist die Glasübergangstemperatur geringer als die Zersetzungstemperatur des Initiators (wie unten erörtert), aber nicht höher als ca. 120°C. „Halbkristallin" bedeutet eine Polyester-Komponente mit einem kristallinen Schmelzpunkt in DSC, vorzugsweise mit einem maximalen Schmelzpunkt von ca. 150°C.
- Für die erfindungsgemäßen Zusammensetzungen nützliche Polyester-Komponenten weisen vorzugsweise eine Brookfield-Viskosität über 10.000 milliPascal bei 121°C auf, gemessen auf einem Brookfield Viscometer Modell Nr. DV-II mit einer Spindel Nr. 27 mit Thermozelle. Die Viskosität bezieht sich auf das Molekulargewicht der Polyester-Komponente. Bevorzugte Polyester-Komponenten weisen ferner ein zahlenmittleres Molekulargewicht von ca. 7.500 bis 200.000, insbesondere von ca. 10.000 bis 50.000 und besonders bevorzugt von ca. 20.000 bis 40.000 auf.
- Polyester-Komponenten, die für die erfindungsgemäßen Dichtungszusammensetzungen verwendet werden können, umfassen das Reaktionsprodukt von Dicarbonsäuren (oder ihrer Diester-Derivate) und Diole. Die Disäuren (oder ihre Diester-Derivate) können gesättigte aliphatische Säuren mit 4 bis 12 Kohlenstoffatomen (einschließlich unverzweigte, verzweigte oder cyclische Materialien mit 5 bis 6 Atomen in einem Ring) und/oder aromatische Säuren mit 8 bis 15 Kohlenstoffatomen sein. Beispiele für geeignete aliphatische Säuren sind Succin-, Glutar-, Adipin-, Pimelin-, Suberin-, Azelain-, Sebacin- 1,12-Dodecandion-, 1,4-Cyclohexandicarbon-, 1,3-Cyclopentandicarbon-, 2-Methylsuccin-, 2-Methylpentadion-, 3-Methylhexandionsäuren und dergleichen sein. Geeignete aromatische Säuren sind Terephthalsäure, Isophthalsäure, Phthalsäure, 4,4'-Benzophenondicarbonsäure, 4,4'-Diphenylmethandicarbonsäure, 4,4'-Diphenyletherdicarbonsäure, 4,4'-Diphenylthioetherdicarbonsäure, und 4,4'-Diphenylamindicarbonsäure. Vorzugsweise enthält die Struktur zwischen den beiden Carboxylgruppen in diesen Disäuren nur Kohlenstoff und Wasserstoff; insbesondere ist sie eine Phenylengruppe. Gemische der oben erwähnten Disäuren können verwendet werden.
- Die Diole umfassen verzweigte, unverzweigte und cyclische aliphatische Diole mit 2 bis 12 Kohlenstoffatomen, wie beispielsweise Ethylenglykol, 1,3-Propylenglykol, 1,2-Propylenglykol, 1,4-Butandiol, 1,3-Butandiol, 1,5-Pentandiol, 2-Methyl-2,4-Pentandiol, 1,6-Hexandiol, 1,8-Octandiol, Cyclobutan-1,3-di(2'-ethanol), Cyclohexan-1,4-dimethanol, 1,10-Decandiol, 1,12-Dodecandiol, und Neopentylglykol. Langkettige Diole einschließlich Poly(oxyalkylen)glykole, in denen die Alkylengruppe 2 bis 9 Kohlenstoffatome (vorzugsweise 2 bis 4 Kohlenstoffatome) enthält, können ebenfalls verwendet werden. Gemische der oben erwähnten Diole können verwendet werden.
- Nützliche handelsübliche Polyestermaterialien mit Hydroxy-Endgruppen sind u.a. verschiedene gesättigte, lineare, halbkristalline Copolyester von Creanova Inc. unter den Handelsnamen „DYNAPOL S1402", „DYNAPOL S1358", „DYNAPOL S1227", „DYNAPOL S1229" und „DYNAPOL S1401" erhältlich. Nützliche gesättigte, lineare amorphe Copolyester von Creanova, Inc., sind u.a. Materialien unter dem Handelsnamen "DYNAPOL S1313" und "DYNAPOL S1430".
- Vorzugsweise sind die zur Bildung der erfindungsgemäßen Zusammensetzungen verwendeten Komponenten (ohne die unten beschriebenen Zusatzstoffe) im geschmolzenen Zustand kompatibel. „Kompatibel" bedeutet dabei, dass das geschmolzene Gemisch der Komponenten einphasig ist, d.h. dass unter den einzelnen Bestandteilen keine sichtbare Phasentrennung erfolgt und ein homogenes Gemisch geschmolzener Bestandteile entsteht.
- Ein Fachmann kann natürlich ohne Weiteres die Konzentrationen der Epoxyharze, EVA-Copolymeren und des Vinylacetat-Gehalts darin, der Polyester-Harze und Katalysator zur Bildung der erfindungsgemäßen Zusammensetzungen ohne großes Experimentieren festlegen. Durch Erhöhung der relativen Menge des Polyesters in der Zusammensetzung wird beispielsweise die Kompatibilität der Epoxy- und Ethyxlen-Vinylacetat-Copolymeren verbessert.
- Die spezifischen physikalischen Eigenschaften der erfindungsgemäßen Klebstoffe können auf die jeweilige Anwendung abgestimmt werden, indem das Verhältnis der oben erwähnten Komponenten angepasst wird. Im Allgemeinen wird eine verringerte Fließtendenz beim Härten erreicht, wenn die relative Menge des Ethylenvinyl-Acetat-Copolymers in der Formulierung erhöht wird. Im Allgemeinen wird Haftung und Klebrigkeit im Klebstoff erhöht, wenn die Menge des Vinylacetats im EVA-Copolymer erhöht wird. Die Erhöhung der relativen Menge von Polyester in der Zusammensetzung verringert aber im Allgemeinen die Klebrigkeit und erhöht die Fließfähigkeit des Klebstoffs. Die Menge des Härtungsmittels wird so gewählt, dass die Härtungsgeschwindigkeit, die Lebensdauer des ungehärteten Produkts und die Gleichförmigkeit der Durchhärtung verbessert werden. Die relativen Mengen der oben erwähnten Inhaltsstoffe sind so je nach gewünschten Eigenschaften in der endgültigen Zusammensetzung ausgewogen.
- Die erfindungsgemäßen Dichtungszusammensetzungen können ferner ein hydroxylhaltiges Material umfassen. Das hydroxylhaltige Material kann eine beliebige Flüssigkeit oder ein festes organisches Material mit einer Hydroxyl-Funktionalität von mindestens 1 und vorzugsweise von mindestens 2 sein. Das hydroxylhaltige organische Material sollte frei von anderen „aktiven Wasserstoff" enthaltenden Gruppen, wie z.B. Amino- und Mercapto-Gruppen, sein. Das hydroxylhaltige organische Material sollte vorzugsweise auch keine Gruppen enthalten, die thermisch oder photochemisch unstabil sein können, damit das Material sich bei Temperaturen unter ca. 100°C oder bei Kontakt mit der Energiequelle beim Aushärten nicht zersetzt oder flüchtige Komponenten freisetzt. Vorzugsweise enthält das organische Material zwei oder mehr primäre oder sekundäre aliphatische Hydroxylgruppen (d.h. die Hydroxylgruppe ist direkt an ein nichtaromatisches Kohlenstoffatom gebunden). Die Hydroxylgruppe kann endständig sein oder an ein Polymer oder Copolymer anhängen. Das zahlenmittlere Äquivalenzgewicht des hydroxylhaltigen Materials beträgt vorzugsweise 31 bis 2250, insbesondere ca. 80 bis 1000 und besonders bevorzugt ca. 80 bis 350. Insbesondere werden Polyoxyalkylenglykole und Triole als hydroxylhaltiges Material verwendet. Besonders bevorzugt wird Cyclohexandimethanol als hydroxylhaltiges Material verwendet.
- Repräsentative Beispiele für geeignete organische Materialien mit einer Hydroxyl-Funktionalität von 1 sind Alkanole, Monoalkylether von Polyoxyalkylenglykolen und Monoalkylether von Alkylenglykolen.
- Repräsentative Beispiele für geeignete monomere organische Polyhydroxy-Materialien sind Alkylenglykole (beispielsweise 1,2-Ethandiol, 1,3-Propandiol, 1,4-Butandiol, 2-Ethyl-1,6-hexandiol, 1,4-Cyclohexandimethanol, 1,18-Dihydroxyoctadecan und 3-Chloro-l,2-propandiol), Polyhydroxyalkane (beispielsweise Glycerin, Trimethylolethan, Pentaerythritol und Sorbitol) und andere Polyhydroxy-Verbindungen wie z.B. N,N-bis(hydroxyethyl)benzamid, Butan-1,4-diol, Rhizinusöl und dergleichen.
- Repräsentative Beispiele für geeignete polymere hydroxylhaltige Materialien sind Polyoxyalkylenglykole (beispielweise Polyoxyethylen- und Polyoxypropylenglykole und Triole mit einem Äquivalenzgewicht von 31 bis 2250 für die Diole oder 80 bis 350 für die Triole), Polyetramethylenoxidglykole mit unterschiedlichem Molekulargewicht.
- Nützliche handelsübliche hydroxylhaltige Materialien sind die in US-Patent Nr. 5.436.063 beschriebenen.
- Die Menge des in den erfindungsgemäßen Zusammensetzungen verwendeten hydroxylhaltigen organischen Materials kann in einem weiten Bereich schwanken und hängt von Faktoren wie der Kompatibilität des hydroxylhaltigen Materials mit dem Epoxyharz und dem Polyester, dem Äquivalenzgewicht und der Funktionalität des hydroxylhaltigen Materials und den gewünschten physikalischen Eigenschaften in der fertig ausgehärteten Dichtungszusammensetzung ab. In der Regel schwankt die Menge des hydroxylhaltigen Materials in erfindungsgemäßen Zusammensetzungen zwischen 0 und ca. 25 Gewichtsprozent des epoxyhaltigen Materials in der Zusammensetzung.
- Das fakultative hydroxylhaltige Material eignet sich besonders zum Anpassen der Glasübergangstemperatur und der Flexibilität der erfindungsgemäßen gehärteten Zusammensetzungen. Wenn das Äquivalenzgewicht des hydroxylhaltigen Materials zunimmt, nimmt auch die Flexibilität der Dichtungszusammensetzung entsprechend zu, obwohl es zu einem Folgeverlust der Kohäsionsstärke kommen kann. Analog kann die Abnahme des Äquivalenzgewichts zum Verlust der Flexibilität und einer Zunahme der Kohäsionsstärke führen. Somit wird das Äquivalenzgewicht des hydroxylhaltigen Materials so gewählt, dass dies beiden Eigenschaften ausgewogen werden.
- Wie weiter unten noch ausführlich erläutert wird, ist der Einbau der hydroxylhaltigen Materialien, insbesondere der Polyetherpolyole, in die erfindungsgemäßen Zusammensetzungen insbesondere wünschenswert zur Einstellung der Rate, mit der die Dichtungszusammensetzungen bei Kontakt mit Energie aushärten. Nützliche Polyetherpolyole (d.h. Polyoxyalkylenpolyole) zur Einstellung der Härtungsrate sind Polyoxyethylen- und Polyoxypropylenglykole und Triole mit einem Äquivalenzgewicht zwischen ca. 31 und 2250 für die Diole und ca. 80 bis 350 für die Triole, sowie Polytetramethylenoxidglykole mit unterschiedlichem Molekulargewicht und polyoxyalkylierte Bisphenol A.
- Die relative Menge des fakultativen hydroxylhaltigen organischen Materials wird mit Bezug auf das Verhältnis der Anzahl Hydroxylgruppen zur Anzahl Epoxygruppen in der Zusammensetzung bestimmt. Das Verhältnis kann zwischen 0:1 und 1:1, insbesondere zwischen ca. 0,4:1 bis 0,8:1 schwanken. Größere Mengen des hydroxylhaltigen Materials erhöhen die Flexibilität der Zusammensetzung, aber ohne daraus folgenden Verlust an Kohäsionsstärke. Wenn das hydroxylhaltige Material ein Polyetherpolyol ist, wird der Aushärtungsprozess durch Erhöhung der Mengen weiter verlangsamt.
- Die erfindungsgemäßen Zusammensetzungen können ferner bis zu 50 Volumenprozent, vorzugsweise bis zu 30 Volumenprozent der Gesamtzusammensetzung an verschiedenen Zusatzstoffen umfassen. Nützliche Zusatzstoffe sind Füllstoffe, Stabilisatoren, Weichmacher, Klebrigmacher, Fließkontrollmittel, Mittel zur Verzögerung der Härtungsgeschwindigkeit, Haftvermittler (beispielweise Silane und Titanate) und andere bekannte Hilfsmittel. Spezifische Beispiele für nützliche Zusatzstoffe sind Silika, Glas, Ton, Talk, Pigmente, Farbstoffe, Glasperlen oder Bläschen, Glas- oder Keramikfasern und Antioxidantien. Die Zusatzstoffe werden im Allgemeinen in den erfindungsgemäßen Zusammensetzungen zur Reduzierung des Gewichts oder der Kosten der Zusammensetzung, zur Veränderung der Viskosität und zur weiteren Verstärkung oder Modifizierung der Wärmeleitfähigkeit der erfindungsgemäßen Zusammensetzungen und Artikel verwendet, um eine schnellere oder gleichmäßigere Härtung zu erzielen. Die unterschiedlichen Zusatzstoffe sind in der oben erwähnten Berechnung (in Gewichtsprozent) für die Klebstoffzusammensetzung nicht enthalten.
- Die erfindungsgemäßen Dichtungszusammensetzungen können entweder chargenweise oder kontinuierlich hergestellt werden, solange die Komponenten in der Schmelzphase kompatibel sind. Das heißt, dass keine sichtbare Phasentrennung zwischen den Komponenten erfolgt.
- In einem chargenweisen Verfahren werden die erfindungsgemäßen Dichtungszusammensetzungen durch Mischen der unterschiedlichen Inhaltsstoffe in einem geeigneten Gefäß, vorzugsweise ein Gefäß, das nicht für aktinische Strahlung transparent ist, bei erhöhter Temperatur hergestellt, die ausreicht, um die Komponenten zu verflüssigen, so dass sie effizient unter Rühren vermischt werden können, bis die Komponenten gründlich vermischt sind, aber ohne thermische Zersetzung oder vorzeitige Aushärtung der Materialien zu bewirken. Die Komponenten können gleichzeitig oder nacheinander zugefügt werden, aber vorzugsweise wird zunächst (in der angegebenen Reihenfolge) das Ethylen-Vinylacetat-Copolymer, der thermoplastische Polyester und das epoxyhaltige Material vermischt und dann das Härtungsmittel für das epoxyhaltige Material zugefügt.
- In einem kontinuierlichen Verfahren werden die erfindungsgemäßen Klebstoffzusammensetzungen in einem Extruder, beispielsweise in einem Doppelschnecken-Extruder mit nachgeschalteter Öffnung, einem statischen Mischer und einer entsprechenden Ausgabeöffnung (Filmdüse, Plattendüse, Profildüse usw.) und einer Aufnahmewalze bzw. Aufwickelwalze(n) gemischt. Die Aufnahmegeschwindigkeit wie je nach Ausgabeform eingestellt.
- Die Zusammensetzungen können direkt nach dem Schmelzmischen (in einem geschmolzenen Gemisch) verwendet werden, oder sie können als lösungsmittelfreies System in Trommeln, Kartuschen oder ähnlichen geeigneten Behältern bei Bedarf unter Ausschluss von Licht bis zum Gebrauch verpackt werden. Die so verpackten Zusammensetzungen können mit Palettenentladern, Kartuschenspendern und dergleichen zu einem Heißschmelzapplikatorsystem geführt werden. Alternativ können die erfindungsgemäßen klebenden Zusammensetzungen in Form von Stangen, Pellets, Blöcken, Kissen oder Billets herkömmlichen Bulk-Heißschmelzapplikator- und spendersystemen zugeführt werden.
- Die erfindungsgemäßen Dichtungszusammensetzungen können auch als ungehärtete trägerlose Klebefolien bereitgestellt werden. Diese Folien eignen sich für Laminiervorgänge. Wenn die Klebstofffolie klebrig ist, kann sie als Band bereitgestellt werden, in dem die Zusammensetzung in Folienform vorliegt und zu einer Rolle mit einer Abziehschicht (beispielsweise silikonbeschichtetes Kraftpapier) aufgerollt und anschließend in einen Beutel oder einen anderen Behälter, der für aktinische Strahlung nicht durchlässig ist, verpackt werden.
- Die erfindungsgemäßen Zusammensetzungen können auf eine große Vielzahl verschiedener Substrate als schützende oder dekorative Überzüge durch Extrudieren, Sprühen, Gravurdruck oder Beschichtung (beispielsweise durch Verwendung einer Beschichtungsdüse, eines erhitzten Messerrakels, eines Walzenrakels oder eines Umkehrwalzenrakels) aufgebracht werden. Alternativ kann die Zusammensetzung als ungehärtete Klebefolie aufgebracht werden, die bei Bedarf zu einer vorbestimmten Form geschnitten werden kann.
- Substrate, die überzogen oder verbunden werden können, sind Kunststoffe, Metalle, Keramik, Glas und Cellulosematerialien, aber grundierte, blanke oder lackierte Metallsubstrate, wie z.B. Aluminium, kaltgewalzter Stahl und porzellanisierter Stahl sind besonders bevorzugt.
- In der Regel wird die erfindungsgemäße Zusammensetzung mit einer der oben beschriebenen Methoden auf ein einzelnes Substrat aufgebracht und anschließend zur Einleitung der Härtung des epoxyhaltigen Materials erhitzt oder einer Quelle von aktinischer Strahlung ausgesetzt.
- Die Härtung von Dichtungszusammensetzungen mit einem thermischen Härtungsmittel beginnt bei Exposition der Zusammensetzung mit Wärmeenergie, d.h. mit Wärme. Die zum vollständigen Härten der Zusammensetzung erforderliche Wärmemenge hängt unter anderem von dem verwendeten thermischen Härtungsmittel, der Menge an Härtungsmittel und der Dicke der Zusammensetzung ab. Die Expositionszeiten können 0,01 bis 30 Minuten oder noch länger betragen, vorzugsweise von ca. 1 bis ca. 10 Minuten bei Temperaturen im Bereich von ca. 50°C bis ca. 350°C, aber je nach verwendeten Härtungsmittel können auch andere Temperaturen verwendet werden. Zum Härten der erfindungsgemäßen Zusammensetzungen wird vorzugsweise ein Ofen verwendet.
- Die Härtung der Dichtungszusammensetzungen mit einem Photokatalysator beginnt bei Exposition der Zusammensetzung mit einer Quelle, die aktinische Strahlung aussendet (d.h. Strahlung mit einer Wellenlänge im ultravioletten oder sichtbaren spektralen Bereich) und setzt sich anschließend eine Zeit lang fort. Geeignete Strahlenquellen sind Quecksilber-, Xenon-, Kohlenstoffbogen- Wolframlampen, usw. Ultraviolette Strahlung, insbesondere von einer Mitteldruck-Quecksilberbogenlampe, wird am meisten bevorzugt. Die Expositionszeiten können unter ca. 1 Sekunde bis 10 Minuten oder mehr betragen (um eine Gesamtenergieexposition von ca. 0,2 Joules/Quadratzentimeter (J/cm2) zu erhalten), je nach Menge und Art der beteiligten Reaktionspartner, der Strahlenquelle, dem Abstand von der Strahlenquelle und der Dicke der zu härtenden Zusammensetzung.
- Die Zusammensetzungen können auch durch Kontakt mit Elektronenstrahlen gehärtet werden. Die notwendige Dosis beträgt allgemein unter 1 Megarad bis 100 Megarad oder mehr. Die Härtungsrate nimmt in der Regel mit zunehmenden Mengen Photoinitiator bei gegebener Lichtexposition oder Bestrahlung zu. Die Härtungsrate nimmt auch mit zunehmender Strahlenintensität oder Elektronendosis zu.
- Erfindungsgemäße klebende Dichtungsartikel können auf vielerlei Arten problemlos hergestellt werden. Beispielsweise können die Inhaltsstoffe für die klebende Zusammensetzung wie oben beschrieben geschmolzen und gemischt und dann mit verschiedenen Methoden in die endgültige Gestalt geformt werden. Die klebende Zusammensetzung kann beispielsweise mit einem erwärmten Messerrakel auf eine Abziehschicht aufgetragen werden.
- Alternativ können die Inhaltsstoffe der klebenden Zusammensetzung in einem Extruder vermischt und dann durch eine Düse mit dem gewünschten Profil zur Erzeugung eines geformten Klebestreifens extrudiert werden; d.h. ein Streifen mit der gewünschten Querschnittsgestalt.
- Bei einem Herstellungsverfahren wird eine Abziehschicht auf eine Folie der ungehärteten Dichtungszusammensetzung laminiert, um eine Schutzfolie zu erhalten, die dann in die gewünschte Endform gebracht wird, indem sie beispielsweise bis zur gewünschten Breite aufgeschnitten und zu einer Rollenform und bei Bedarf um einen geeigneten Plastik- oder Papierkern aufgewickelt wird. Alternativ kann das Band oder die Schutzfolie in diskrete Längen geschnitten oder in gewünschte Formen gestanzt werden.
- Nach dem Aufbringen auf ein Substrat kann eine thermoplastische Lackaufnahmefolie, die bei den Anwendungstemperaturen, d.h. bei Ofenlackierzyklen bis zu ca. 200°C und Kaltwettertemperaturen bis zu ca. – 40°C formstabil ist, auf die freiliegende Oberfläche der Dichtungsfolie vor dem Aushärten laminiert werden, um eine glatte Oberfläche zum Lackieren nach dem Aushärten zu erhalten. Nützliche Lackaufnahmefolien, sogenannte „Barrierefolien" sind Polyimid-Folien und biaxial orientierte Polyesterfolien mit einer Dicke im Bereich von ca. 0,025 mm und ca. 0,5 mm und vorzugsweise mit einer Dicke im Bereich von ca. 0,05 mm und ca. 0,25 mm. Der Lackaufnahmefilm kann zur Verbesserung der Haftung auf den Dichtungsfolien, die beispielsweise grundiert sind, behandelt werden.
- Ferner muss die Zusammensetzung vor vorzeitiger Aktivierung, beispielsweise während der Lagerung und dem Transport, geschützt werden. In Form von Platten oder Bändern kann dies beispielsweise dadurch erreicht werden, dass die klebende Zusammensetzung mit einem strahlenblockierenden Abziehschicht abgedeckt wird. Alternativ kann die gesamte Bandkonstruktion in einem strahlenblockierenden Behälter aufbewahrt werden.
- Die oben beschriebenen Bänder in der gehärteten Form können beispielsweise verwendet werden, um eine Dichtung zwischen einer Vielzahl von Substraten zu bilden, um zwei Substrate miteinander zu verbinden und als Rückschicht für ein Band, beispielsweise einen Acrylatkleber. Die Erfindung wird nun durch die folgenden nicht-einschränkenden Beispiele weiter beschrieben.
- BEISPIELE
- Wenn nicht anders angegeben können die in diesen Beispielen verwendeten Materialien von üblichen Handelsquellen, wie z.B. Aldrich Chemical Co. aus Milwaukee, WI, bezogen werden. Alle in den Beispielen verwendeten Mengen sind Gewichtsteile, sofern nichts anderes angegeben wurde.
- Ar3S+SbF6- (Photokatalysator) wurde wie in US-Patent Nr. 4.173.476 (Spalte 5, Zeile 43 bis Spalte 6, Zeile 32) hergestellt.
- Der BRABENDER Mischer wurde von C.W. Brabender Instruments, Inc., South Hackensack, NJ, bezogen.
- Cp(Xyl)Fe+SbF6- (Photokatalysator), auch beschrieben als: (eta6-Xylole)(eta5-Cyclopentadienyl)eisen (1+) hexafluoroantimonat (gemischte Xylole; Cp = Cyclopentadien), wurde wie in US-Patent Nr. 5.089.536 offenbart hergestellt.
- Super-Diazo TLD 15W/03 Glühbirnen sind von Philips N.V., Niederlande, erhältlich.
- E-beschichtete Stahlplatten (ED 5100) wurden von Advanced Coating Technologies, Inc. aus Hillsdale, MI, bezogen.
- ELVAXTM 500W Ethylen-Vinylacetat-Copolymer (2500 Schmelzindex, 14 Prozent Vinylacetat) und ELVAXTM 40W Ethylen-Vinylacetat-Copolymer (56 Schmelzindex, 40 Prozent Vinylacetat) wurden von E.I. DuPont de Nemours & Co. aus Wilmington, DE, bezogen.
- Epoxyharz A ist ein Bisphenol A mit aliphatischen Epoxyharzenden (fest bei RT) mit einem Epoxy-Äquivalenzgewicht von 850 ± 50 wie in Beispiel 1 von US-Patent Nr. 5.407.978 beschrieben.
- Dicyandiamid (AMERICURETM CG-1200) und CUREZOLTM 2MZ-Azine 2,4-Diamino-6(2'-methylimidazoleyl-(1'))ethyl-s-triazin (thermische Härtungsmittel) wurden von Air Products and Chemicals, Inc., aus Allentown, PA, bezogen.
- DYNAPOLTM 51402 (hochmolekularer thermoplastischer Polyester mit niedriger Kristallinität) wurde von Creanova, Inc. aus Somerset, NJ, bezogen.
- Polyesterharz A ist ein hydroxylfunktionales halbkristallines Copolymer mit 50 Gewichtsprozent Butandiol, 23 Gewichtsprozent Terephthalsäure und 27 Gewichtsprozent Sebacinsäure, einem Schmelzpunkt von 116°C, einer Glasübergangstemperatur von –40°C und einer Schmelzflussrate von 160°C bei 250 g/10 Minuten.
- EPONTM 1001F Epoxyharz, EPONTM 838 Epoxyharz aus Bisphenol A und HELOXYTM 84 Epoxy-Modifikator wurden von Shell Chemical Co. Aus Houston, TX, bezogen.
- Fusions Systems LC-6 Benchtop Conveyor und F300 Lampensystem wurden von Fusion System Corp. aus Rockville, MD, bezogen.
- UNILINTM 425 Wachs wurde von Petrolite Corp. aus St. Louis, MO, bezogen.
- FPL Ätzmetallcoupons wurden analog dem in H.W. Eichner, Forest Product Laboratory; Bericht Nr. 1842, 1. April 1954, Madison, WI, beschriebenen Ätzverfahren frisch hergestellt.
- Insbesondere wurden die Proben wie folgt behandelt: Jede Probe wurde durch 10minütiges Einweichen in 75 g OAKITETM 164 (alkalisches Detergenz, Oakite Products Inc. aus Berkely Heights, NJ) pro Liter destilliertes Wasser entfettet. Jede Probe wurde dann 2 Minuten unter Leitungswasser abgespült und anschließend 10 Minuten bei 66–71°C in ein Ätzbad aus 1161 g H2SO4, 156.8 g Na2Cr207 2H2O, 1,5 g 2024-T3 blanke Aluminiumlegierungschips und genug destilliertes Wasser, um 3,5 Liter Lösung zu erhalten, getaucht. Nach dem Eintauchen in die Ätzlösung wurde jede Probe 2 Minuten unter Leitungswasser abgespült, 10 Minuten an der Luft getrocknet und 10 Minuten bei 71°C getrocknet. Dieses Vorgehen wurde für alle folgenden Beispiele verwendet, sofern nichts anderes angegeben ist.
- Allgemeines Verfahren A für die Herstellung von Dichtungszusammensetzungen
- Alle Inhaltsstoffe außer die Härtungsmittel wurden in einen Behälter gegeben und in einem Konvektionsofen auf eine Temperatur erhitzt, die ausreichte, damit mit der Hand gemischt werden konnte. In der Regel geschah dies bei 149°C für ca. 60 Minuten. Nach Entfernung aus dem Ofen wurden die Proben von Hand mit einem Zungendepressor gemischt. Das Material wurde mindestens 1 Stunde abgekühlt, bevor mit dem nächsten Schritt fortgefahren wurde.
- Das abgekühlte Material wurde in einem Konvektionsofen bei 121°C 90 Minuten wieder erhitzt. Die Probe wurde dann aus dem Ofen entfernt und die zu verwendenden Härtungsmittel wurden hinzugefügt und in das Material von Hand eingemischt. Nach dem Mischen wurde das Material 8 Minuten wieder in den Ofen gestellt.
- Das Material wurde dann aus dem Ofen entfernt und auf einer silikonbeschichteten Abziehschicht oder dem gewünschten Substrat bis zur gewünschten Dicke mit einem Messerrakel aufgetragen.
- Allgemeines Verfahren B für die Herstellung von Dichtungszusammensetzungen
- Klebende Zusammensetzungen wurden im Chargenmodus mit einem erhitzten intern gerührten BRABENDER Mischer mit Walzenklingen und einer Rate von ca. 50 U/Min hergestellt. EVA und/oder Polyester wurden dem Mischer unter Rühren und Erhitzen auf 90°C bis zur Homogenität hinzugefügt. Die Temperatur des Gemisches erhöhte sich auf ca. 95°C aufgrund der beim Rühren entstehenden Reibung. Das Epoxyharz wurde dann langsam hinzugefügt und das Rühren wurde 1 Minute fortgesetzt. Dann wurden die restlichen Inhaltsstoffe zugefügt, derart, dass alle Härtungsmittel zuletzt zugegeben wurden und Rühren bis zur Dispersion fortgesetzt wurde (Raumlicht wurde bei Hinzufügen von Lichthärtungsmitteln minimiert). Das Gemisch wurde aus dem Reaktor entfernt und zweimal zwischen 121 und 177°C in einer erwärmten Laborpresse zwischen silikonbeschichteten Abziehschichten gepresst, um eine frei stehende Folie mit der gewünschten Dicke zu erhalten.
- Die Härtung der erfindungsgemäßen klebenden Zusammensetzungen erfolgte wie folgt, je nach verwendetem Härtungsmittel:
Lichtgehärtete Zusammensetzungen wurde Strahlung einer superaktinischen Lampe (TLD 15W/03 Lampen) bei ca. 2,2 J/cm2 für beispielsweise 2–10 Minuten je nach Filmdicke, in der Regel 10 Minuten pro Seite für eine Filmdicke von 40 mil (in einer Entfernung von ca. 10 cm) ausgesetzt. Übermäßige Belichtung beeinträchtigte die Leistung des Klebers nicht. Im Anschluss an diese Exposition erfolgte ein thermischer Nachhärtungsschritt bei 177°C für 20 Minuten, um die Härtung zu bewirken. - Thermisch gehärtete Zusammensetzungen wurden 30 Minuten bei 177°C erhitzt, sofern nicht anders angegeben, um die Härtung zu bewirken.
- Prüfmethoden
- 45° Fließtest
- Eine E-beschichtete Tafel wurde durch Besprühen mit 50%igem wässrigem Isopropanol und Trockenwischen gereinigt, wobei genügend Zeit gelassen wurde, um die Tafel vollständig zu trocknen. Die Messprobe (in der Regel 14,5 mm × 25,4 mm) wurde leicht auf eine E-beschichtete Platte geklebt, derart, dass der schmale Rand der Probe nach unten zeigte. Die Platte wurde dann 20 Minuten in einen um 45° geneigten Ofen bei 177°C gestellt, sofern nicht anderes angegeben ist. Die Probe wurde dann aus dem Ofen entfernt und auf Raumtemperatur abgekühlt. Der Fluss wurde gemessen als die Strecke (in mm), über die die Probe relativ zu ihrer Ausgangsposition geflossen war.
- Haftungstest mit ungehärteter E-Beschichtung
- Ein 1,3 cm × 20,3 cm großer Folienstreifen der Erfindung wurde geschnitten. Die geschnittene Folie wurde von Hand auf eine E-beschichtete Platte (ED 5100) aufgebracht und Handdruck wurde aufgebracht, bis die Folie vollständig mit der Platte in Kontakt war. Die Platte wurde dann 90 Grad zur Senkrechten gedreht und die Folie wurde auf Entlaminierung beobachtet. In den folgenden Tabellen bedeutet „ja", dass die Folie haftete; „nein" bedeutet, dass die Folien zumindest teilweise entlaminierte.
- Haftungstest mit gehärteter E-Beschichtung
- Nachdem eine Probe der Dichtungszusammensetzung auf einer E-beschichteten Platte eingebrannt wurde (177°C für 20 Minuten), wurde die auf der E-beschichteten Platte haftende Dichtungsschicht mit einem Finger, einem Messer oder einer Rasierklinge entfernt und es wurde beobachtet, ob es zu Haftungs- oder Kohäsionsversagen gekommen war. In den folgenden Tabellen bedeutet „gut", dass der Film nicht problemlos von der Platte gekratzt werden konnte; „schlecht" bedeutet, dass der Film leicht von der Platte gekratzt werden konnte.
- Wellentest
- Eine Probe des Dichtungsmittels wurde mit einer 0,13 mm dicken Polyesterfolie laminiert. Ein 14,5 mm × 7,6 cm langer Streifen wurde mit einer Rasierklinge ausgeschnitten. Die Probe wurde auf eine E-beschichtete Platte (ED 5100) aufgebracht. Die Platte wurde leicht erwärmt (104°C im Ofen für 30 Sekunden) und die Probe wurde von Hand angeklebt. Die Probe wurde dann horizontal mit dem folgenden Verfahren lackiert:
Ca. 0,15 mm (Trockendicke) Grundiermittel (BASF Corp., Mount Olive, NJ; U28RK035) wurde mit einer Sprühpistole aufgebracht. Die Probe wurde 10 Minuten bei Umgebungsbedingungen schnell getrocknet, bei 154°C 20 Minuten in einem Luftofen gebrannt, aus dem Ofen genommen und abgekühlt. Ca. 0,025 mm (Trockendicke) Grundlack (E.I. DuPont de Nemours and Co., Wilmington, DE; 692R45366) wurde auf die Probe gesprüht und 5 Minuten bei Umgebungsbedingungen schnell getrocknet. Ca. 0,05 mm (Trockendicke) Clearcoat (E.I. DuPont de Nemours and Co., Wilmington, DE; RKF45500; Gen III Typ) wurde auf die Probe gesprüht, 10 Minuten bei Umgebungsbedingungen schnell getrocknet, bei 143°C 25 Minuten aus dem Ofen genommen und abgekühlt. Die Probe wurde dann erneut 25 Minuten bei 143°C gebrannt, entfernt und abgekühlt. Die Probe wurde anschließend erneut (zum dritten Mal) 25 Minuten bei 143°C gebrannt, entfernt und abgekühlt. - Wenn Wellenbildung auftrat (Trennung des PET-Films vom Dichtungsmittel aufgrund von Schrumpfung des Lacksystems), wurde dies vermerkt.
- Mandrin-Biegetest
- Ein 1,3 cm × 12,7 cm langer Materialstreifen wurde mit einer Rasierklinge ausgeschnitten. Die Probe wurde zusammen mit dem Mandrin-Biegetester mindestens 12 Stunden auf die gewünschte Temperatur abgekühlt. Der Mandrin-Biegetester (zylindrisch) war ein Erichsen Modell 266 (Erichsen GMBH & CO KG (D5870 Hemer, Deutschland). Probe und Testet wurden während des Tests im Kaltraum gehalten. Die Proben wurden in den Testet gestellt und um einen 25 mm Zylinder um 180 Grad gebogen. Das Material hatte den Test bestanden, wenn es bei diesem Vorgang nicht brach.
- Daumenklebe-Test
- Die Probe wurde untersucht, indem sie mit einem Daumen berührt wurde und festgestellt wurde, ob sie sich klebrig anfühlte.
- Zug- und Dehnungstest
- Zugmessungen wurden wie üblich durchgeführt, wobei auf die folgenden Parameter speziell geachtet wurde. Die Proben wurden mit der ASTM Methode D-412, Düse C, zurechtgeschnitten. Die Proben wurden dann unter konstanter Temperatur (23 ± 2°C) und Feuchtigkeit (50 ± 10 Prozent relative Feuchte) mindestens 24 Stunden nach der Herstellung und vor dem Test konditioniert. Die Zugfestigkeit und die Dehnung wurden mit einem INSTRON Zugfestigkeitstestgerät mit einem Zwischenraum von 50,8 mm und einer Pressbalken-Geschwindigkeit von 508 mm/Minute gemessen. Die Spitzen-Zugfestigkeit (in MPa) und eventuell die prozentuale Spitzendehnung wurden aufgezeichnet.
- Überlappungsschertest
- Eine Dichtungszusammensetzung wurde zwischen FPL-geätzte 2024 T3-Aluminiumcoupons mit einer Größe von 25,4 mm × 76,2 mm laminiert: eine 12,7 mm × 25,4 mm große Probe des Dichtungsmittels wurde bündig auf die schmale Kante der beiden Coupons aufgebracht, so dass die Gesamtkonstruktion eine Länge von ca. 63,5 mm aufwies. Das Laminat wurde mit Federstrahl-Clips (0,95 cm Clips, ACCO USA, Inc. aus Wheeling, IL) festgeklemmt, in einem Ofen bei 177°C 20 Minuten erhitzt, sofern nicht anderes angegeben ist. Die Überlappungscherkraft wurde mit einem SINTECH Modell 10 Zugfestigkeitstestgerät mit einer 22,2 kNewton Lastzelle und einer Pressbalken-Geschwindigkeit von 2,54 mm/Min. gemessen. Die maximale Kraft vor dem Brechen der Probe und der Versagensmodus (beispielsweise kohäsiv, adhäsiv, gemischt) wurde notiert.
- Beispiele 1–5
- Diese Beispiele zeigen die Wirkung des Polyestergehalts auf die klebenden Eigenschaften der erfindungsgemäßen thermisch gehärteten Epoxy/EVA/Polyester-Dichtungszusammensetzungen. Die erhöhten Haftwerte in Beispiel 2–5 sind auf die wirksame Bildung eines kompatiblen Gemisches aus Epoxy und EVA-Harzen durch das Polyesterharz zurückzuführen.
- Tabelle 1

- Beispiele 6–9
- Die Beispiele 6–9 zeigen die Wirkung der Konzentration des EVA-Copolymers auf die Verringerung der Fließeigenschaften der Dichtungsformulierung. Beispiele 8 und 9 zeigen die vorteilhafte Wirkung der Verwendung von Gemischen aus festen und flüssigen Epoxyharzen auf die Fließeigenschaften der Zusammensetzungen. Vergleichsbeispiel 3 und Beispiel 9 zeigen die vorteilhafte Wirkung der Einarbeitung von Polyester in die Dichtungsformulierung auf die E-Lack-Haftung.
- Tabelle 2
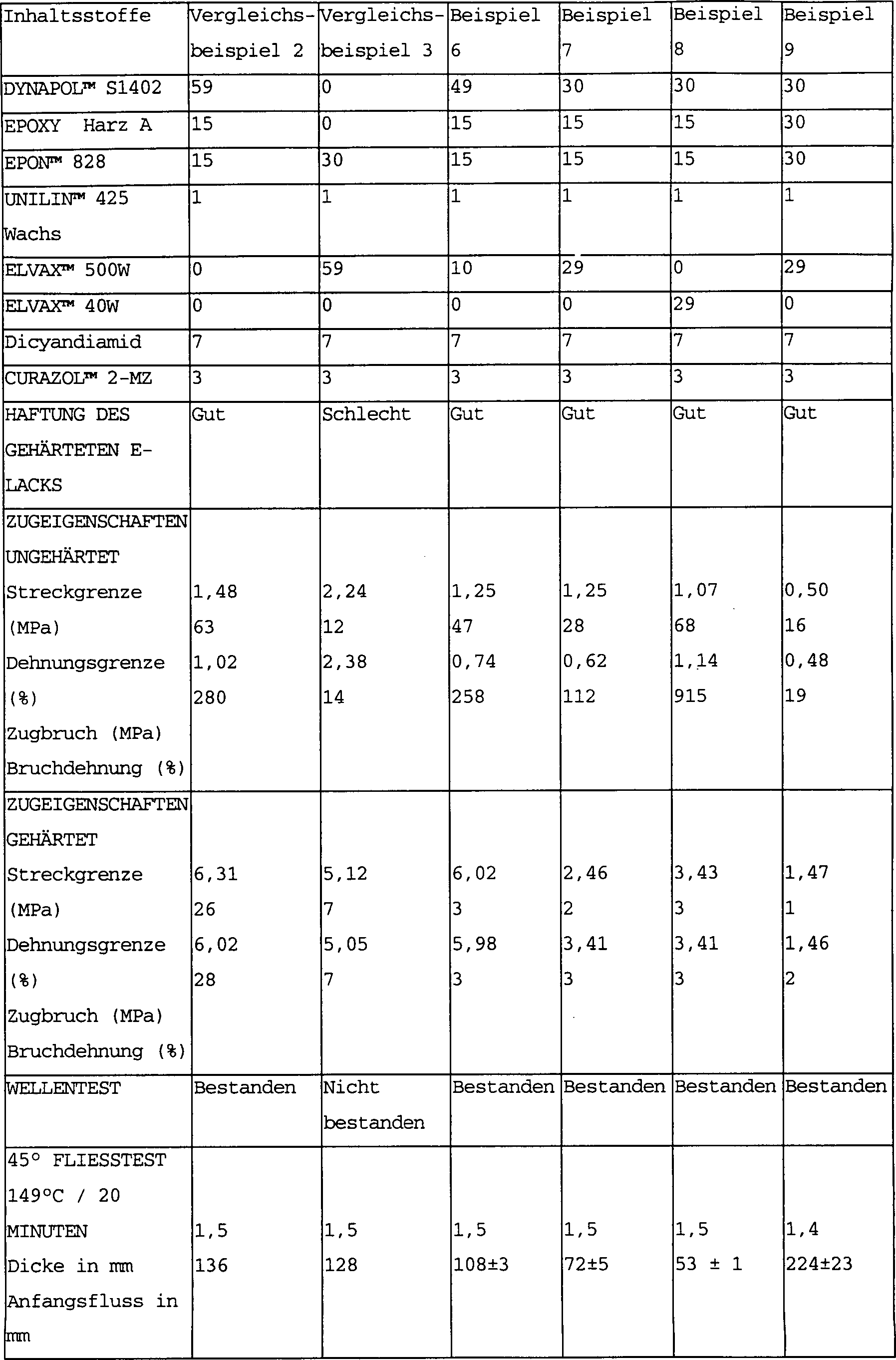
- Beispiele 10–14
- Beispiele 10 und 11 zeigen die Auswirkung der Veränderung der Menge an Härtungsmittel, das in den erfindungsgemäßen Dichtungszusammensetzungen verwendet wird. Beispiel 12 zeigt, dass die Klebrigkeit der Zusammensetzung mit zunehmenden Mengen flüssigem Epoxy in der Dichtungsformulierung zunahm. Diese Beispiele zeigen auch die Wirkung der Veränderung des Verhältnisses von flüssigem zu festem Epoxy auf die physikalischen Eigenschaften der Zusammensetzung.
- Tabelle 3

-

- Beispiel 15
- Dieses Beispiel zeigt die Einarbeitung eines anorganischen Füllstoffes in eine Dichtungszusammensetzung. Eine Dichtungszusammensetzung wurde gemäß dem Allgemeinen Verfahren B mit den angegebenen Mengen Inhaltsstoffen hergestellt: 32 Teile LEVAPRENTM 700HV EVA Polymer, 10 Teile Polyester A, 42 Teile EPONTM 828 Epoxyharz, 15 Teile Aluminiumoxidteilchen, 1 Teil Cp(Xyl)Fe+SbF6–.
- Die Dichtungszusammensetzung wurde zwischen zwei silikonbeschichteten transparenten Polyester-Abziehschichten gepresst, auf jeder Seite 5 Minuten durch die Schicht mit zwei Philips TLD 15W/03 Super-Diazo-Lampen im Abstand von ca. 10 cm bestrahlt und 20 Minuten bei 177°C gebrannt.
- Diese Dichtungszusammensetzung hatte eine durchschnittliche Überlappungscherkraft von 23,3 MPa.
- Allgemeines Verfahren zur Herstellung von Dichtungsbändern
- Das Allgemeine Verfahren A oder B für die Herstellung von Klebern wurde zur Herstellung der gewünschten klebenden Zusammensetzung verwendet. Mit einem Balkenrakel wurde der Kleber zwischen zwei silikonbeschichtete Polyester-Abziehschichten in der gewünschten Banddicke (in der Regel 1,0 und 2,0 mm) aufgebracht.
- Nach diesem Verfahren wurden Bändern mit den klebenden Zusammensetzungen aus Beispiel 6–14 in unterschiedlichen Breiten von 15 cm bis 28 cm und in Dicken im Bereich von 1,1 bis 1,5 mm hergestellt. Die Bänder wurden zur Bildung von Bandrollen um Kerne gewickelt.
- Beispiel ^16
- Dieses Beispiel beschreibt die Verwendung eine Doppelschnecken-Extruders zur Herstellung eines Dichtungsbands, das anschließend um eine Kern gewickelt wurde. Die folgende Formulierung wurde einem Werner-Pfleiderer mitdrehenden 30 mm Doppelschnecken-Extruder hinzugefügt (37:1:L:D): 38,0 Teile LEVAPRENTM 700, 19,25 Teile EPONTM 1001F, 1925 Teile EPON 828, 18,8 Teile DYNAPOLTM S1402, 3,3 Teile Dicyandiamid und 1,4 Teile CURAZOLTM 2MZ-Azin. Die Extruderbedingungen waren wie folgt: Umdrehungen der Schnecken = 175, Temp in Zone 1 = 38,8°C, Temp in Zone 2 = 60,5°C, Temp in Zone 3 = 82,8°C, Temp in Zone 4 = 82,2°C, Zone 5 = 82,7°C. Das Material wurde auf eine silikonbeschichtete Papier-Abziehschicht mit einer Dicke von 1,75 mm aufgebracht und um einen Kern gewickelt.
- Beispiel 17
- Ein wie in Beispiel 16 hergestellter Papierstreifen wurde mit einer Rasierklinge zurechtgeschnitten. Die Probe war 14,5 mm × 200 mm groß. Der Streifen wurde in einen simulierten Dachentwässerungskanal positioniert, der hergestellt wurde, indem zwei 30,5 cm lange Stücke L-förmigen Stahls zu einem U-förmigen Kanal mit einer Überlappungsnaht im Boden des Kanals verschweißt wurden. Der Kanal hatte eine Breite von 16,5 mm und eine Tiefe von 12 mm über die Länge des Kanals. Der geschweißte Kanal wurde dann mit den in der Automobilherstellung bekannten Mitteln E-lackiert. Der Entwässerungskanal mit dem Dichtungsband wurde 20 Minuten auf eine Temperatur von 177°C erhitzt. Das Material lag über dem Saum und dichtete den Kanal wirksam ab.
Claims (18)
- Härtbare Dichtungszusammensetzung, die durch Mischen von Bestandteilen geformt wird, die Folgendes enthalten: a) 10 bis 70 Gewichtsprozent härtbares Epoxyharz, b) eine wirksame Menge eines Härtungsmittels für das Epoxyharz; c) 10 bis 85 Gewichtsprozent eines thermoplastischen Ethylen-Vinylacetat-Copolymers; und d) 5 bis 60 Gewichtsprozent eines thermoplastischen Polyesterharzes mit Hydroxylendgruppen zur Kompatibilisierung, wobei die Summe aus a), c) und d) oben 100 Gewichtsprozent entspricht.
- Gegenstand, umfassend: a) die härtbare Dichtungszusammensetzung aus Anspruch 1 in Form einer Folie; und b) eine an der Folie befestigte Abziehschicht oder Unterlage.
- Verfahren, umfassend die folgenden Schritte: a) Bereitstellen eines geschmolzenen Gemisches, das eine härtbare Dichtungszusammensetzung enthält, die Folgendes enthält: i) 10 bis 70 Gewichtsprozent eines härtbaren Epoxyharzes, ii) eine wirksame Menge eines Härtungsmittels für das Epoxyharz, iii) 10 bis 85 Gewichtsprozent eines thermoplastischen Ethylen-Vinylacetat-Copolymers, und iv) 5 bis 60 Gewichtsprozent eines thermoplastischen Polyesterharzes mit Hydroxylendgruppen zur Kompatibilisierung, wobei die Summe aus i, iii und iv 100 Gewichtsprozent entspricht, b) Aufbringen des geschmolzenen Gemisches auf ein Substrat oder Verarbeitung zu einer trägerlosen Folie; und c) zu einem beliebigen späteren Zeitpunkt Aktivieren des Härtungsmittels zur Erzeugung einer gehärteten Zusammensetzung.
- Härtbare Dichtungszusammensetzung nach Anspruch 1, wobei die Zusammensetzung zur Bildung eines geschmolzenen Gemisches geschmolzen und gemischt wird.
- Härtbare Dichtungszusammensetzung nach Anspruch 1, Gegenstand nach Anspruch 2 oder Verfahren nach Anspruch 3, wobei die härtbare Dichtungszusammensetzung ferner bis zu 50 Volumenprozent eines oder mehrerer Zusatzstoffe enthält.
- Härtbare Dichtungszusammensetzung nach Anspruch 1, wobei die Zusammensetzung eine Folie ist, die klebende Eigenschaften aufweist und keine Unterlage oder Abziehschicht aufweist.
- Härtbare Dichtungszusammensetzung nach Anspruch 1, Gegenstand nach Anspruch 2 oder Verfahren nach Anspruch 3, wobei das Härtungsmittel mindestens ein Photokatalysator und/oder ein thermisches Härtungsmittel ist.
- Härtbare Dichtungszusammensetzung nach Anspruch 7, wobei das thermische Härtungsmittel Dicyandiamid umfasst.
- Härtbare Dichtungszusammensetzung nach Anspruch 1, Gegenstand nach Anspruch 2 oder Verfahren nach Anspruch 3, wobei das Ethylen-Vinylacetat-Copolymer 28 bis 80 Gewichtsprozent Vinylacetat enthält.
- Härtbare Dichtungszusammensetzung nach Anspruch 1, Gegenstand nach Anspruch 2 oder Verfahren nach Anspruch 3, wobei die härtbare Dichtungszusammensetzung ferner ein hydroxylhaltiges Material umfasst.
- Gegenstand, umfassend: a) die härtbare Dichtungszusammensetzung aus Anspruch 1 in Form einer Klebefolie, und b) ein an der Folie befestigtes Substrat.
- Gegenstand nach Anspruch 11, wobei das Substrat ein Metall oder ein Polymer ist.
- Gegenstand nach Anspruch 11, wobei die Folie an einem Substrat befestigt und gehärtet wird.
- Gegenstand nach Anspruch 11, wobei die Folie ein schützender oder dekorativer Überzug auf dem Substrat ist.
- Gegenstand nach Anspruch 2, wobei der Gegenstand ein Band oder eine geschützte Folie ist.
- Gegenstand nach Anspruch 2, wobei der Gegenstand eine rollenförmige Konstruktion aufweist.
- Gegenstand nach Anspruch 16, ferner umfassend einen Barriereüberzug, der an dem Film gegenüber der Abziehschicht oder Unterlage befestigt ist.
- Härtbare Dichtungszusammensetzung nach Anspruch 1, Gegenstand nach Anspruch 2 oder Verfahren nach Anspruch 3, wobei die härtbare Dichtungszusammensetzung ein homogenes geschmolzenes Gemisch ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/071,267 US6136398A (en) | 1998-05-01 | 1998-05-01 | Energy cured sealant composition |
| US71267 | 1998-05-01 | ||
| PCT/US1999/004966 WO1999057197A1 (en) | 1998-05-01 | 1999-03-05 | Energy cured sealant composition |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE69918686D1 DE69918686D1 (de) | 2004-08-19 |
| DE69918686T2 true DE69918686T2 (de) | 2005-07-21 |
Family
ID=22100282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE69918686T Expired - Fee Related DE69918686T2 (de) | 1998-05-01 | 1999-03-05 | Energie haertende dichtungszusammensetzung |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6136398A (de) |
| EP (1) | EP1075498B1 (de) |
| JP (1) | JP2002513836A (de) |
| AU (1) | AU2987799A (de) |
| DE (1) | DE69918686T2 (de) |
| WO (1) | WO1999057197A1 (de) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6077601A (en) | 1998-05-01 | 2000-06-20 | 3M Innovative Properties Company | Coated abrasive article |
| US6641912B2 (en) * | 2000-01-13 | 2003-11-04 | Sekisui Chemical Co., Ltd. | Photocurable pressure-sensitive adhesive composition and its sheet |
| US6620501B1 (en) | 2000-08-07 | 2003-09-16 | L&L Products, Inc. | Paintable seal system |
| US7473715B2 (en) | 2001-05-02 | 2009-01-06 | Zephyros, Inc. | Two component (epoxy/amine) structural foam-in-place material |
| US6787579B2 (en) | 2001-05-02 | 2004-09-07 | L&L Products, Inc. | Two-component (epoxy/amine) structural foam-in-place material |
| US6682818B2 (en) * | 2001-08-24 | 2004-01-27 | L&L Products, Inc. | Paintable material |
| US6887914B2 (en) * | 2001-09-07 | 2005-05-03 | L&L Products, Inc. | Structural hot melt material and methods |
| US6890964B2 (en) * | 2001-09-24 | 2005-05-10 | L&L Products, Inc. | Homopolymerized epoxy-based form-in-place material |
| US6730713B2 (en) * | 2001-09-24 | 2004-05-04 | L&L Products, Inc. | Creation of epoxy-based foam-in-place material using encapsulated metal carbonate |
| US6774171B2 (en) | 2002-01-25 | 2004-08-10 | L&L Products, Inc. | Magnetic composition |
| US6846559B2 (en) * | 2002-04-01 | 2005-01-25 | L&L Products, Inc. | Activatable material |
| US20040001973A1 (en) * | 2002-06-28 | 2004-01-01 | Xinhao Gao | UV/EB cured integrated magnets-composition and method of fabrication |
| US7390845B2 (en) * | 2002-07-26 | 2008-06-24 | Illinois Tool Works Inc | Sealing system and process therefor |
| US7094843B2 (en) * | 2002-08-19 | 2006-08-22 | 3M Innovative Properties Company | Epoxy compositions having improved shelf life and articles containing the same |
| US20040191523A1 (en) * | 2003-03-24 | 2004-09-30 | Jihong Kye | Reactive hot melt adhesive formulation for joining stamped metal and plastic parts |
| US7125461B2 (en) | 2003-05-07 | 2006-10-24 | L & L Products, Inc. | Activatable material for sealing, baffling or reinforcing and method of forming same |
| US7199165B2 (en) | 2003-06-26 | 2007-04-03 | L & L Products, Inc. | Expandable material |
| US7249415B2 (en) | 2003-06-26 | 2007-07-31 | Zephyros, Inc. | Method of forming members for sealing or baffling |
| US20050221046A1 (en) * | 2004-04-01 | 2005-10-06 | L&L Products, Inc. | Sealant material |
| US8070994B2 (en) | 2004-06-18 | 2011-12-06 | Zephyros, Inc. | Panel structure |
| US7521093B2 (en) * | 2004-07-21 | 2009-04-21 | Zephyros, Inc. | Method of sealing an interface |
| US7838589B2 (en) * | 2004-07-21 | 2010-11-23 | Zephyros, Inc. | Sealant material |
| US7438782B2 (en) * | 2006-06-07 | 2008-10-21 | Zephyros, Inc. | Activatable material for sealing, baffling or reinforcing and method of forming same |
| CN101553524A (zh) * | 2006-10-09 | 2009-10-07 | 汉高股份及两合公司 | 密封剂制品及用于其中的组合物 |
| GB0806434D0 (en) | 2008-04-09 | 2008-05-14 | Zephyros Inc | Improvements in or relating to structural adhesives |
| GB0916205D0 (en) | 2009-09-15 | 2009-10-28 | Zephyros Inc | Improvements in or relating to cavity filling |
| US9096039B2 (en) | 2010-03-04 | 2015-08-04 | Zephyros, Inc. | Structural composite laminates |
| EP2368955A1 (de) | 2010-03-26 | 2011-09-28 | Sika Technology AG | Formgedächtnis-Material auf Basis eines Strukturklebstoffs |
| GB201012595D0 (en) | 2010-07-27 | 2010-09-08 | Zephyros Inc | Oriented structural adhesives |
| DE102012010583A1 (de) * | 2012-05-21 | 2013-11-21 | Mankiewicz Gebr. & Co. Gmbh & Co. Kg | Gelcoat auf Epoxidharzbasis zur Oberflächenvergütung von Bauteilen aus faserverstärkten Kunststoffen |
| US10577522B2 (en) | 2013-07-26 | 2020-03-03 | Zephyros, Inc. | Thermosetting adhesive films including a fibrous carrier |
| CN103555091B (zh) * | 2013-10-12 | 2015-07-08 | 山西凌云聚氨酯有限公司 | 一种环氧树脂改性vae复合防水材料及其制备方法 |
| GB201417985D0 (en) | 2014-10-10 | 2014-11-26 | Zephyros Inc | Improvements in or relating to structural adhesives |
| KR102231828B1 (ko) * | 2020-09-21 | 2021-03-25 | 주식회사 세기씨앤티 | 하드 코팅용 에폭시 수지 조성물 |
Family Cites Families (89)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2128905A (en) * | 1935-02-06 | 1938-09-06 | Carborundum Co | Coated abrasive product and method of manufacturing the same |
| US2071549A (en) * | 1936-05-19 | 1937-02-23 | Carborundum Co | Method of manufacturing abrasive articles |
| US2128907A (en) * | 1936-10-08 | 1938-09-06 | Carborundum Co | Method of making abrasive coated material |
| DE1694594C3 (de) * | 1960-01-11 | 1975-05-28 | Minnesota Mining And Manufacturing Co., Saint Paul, Minn. (V.St.A.) | Reinigungs- und Polierkörper |
| US3018262A (en) * | 1957-05-01 | 1962-01-23 | Shell Oil Co | Curing polyepoxides with certain metal salts of inorganic acids |
| NL128404C (de) * | 1959-12-24 | |||
| US3464948A (en) * | 1966-10-28 | 1969-09-02 | Atlantic Richfield Co | System for obtaining filled vinyl acetate-epoxy resins |
| GB1240709A (en) * | 1968-07-18 | 1971-07-28 | Ciba Ltd | Curable compositions containing an epoxide resin and a copolymer of an olefine hydrocarbon with an olefine ester |
| US4058401A (en) * | 1974-05-02 | 1977-11-15 | General Electric Company | Photocurable compositions containing group via aromatic onium salts |
| US4028393A (en) * | 1975-02-22 | 1977-06-07 | Bayer Aktiengesellschaft | Process for the production of polyfunctional cyanic acid esters |
| US4026705A (en) * | 1975-05-02 | 1977-05-31 | General Electric Company | Photocurable compositions and methods |
| US4009224A (en) * | 1975-08-11 | 1977-02-22 | Minnesota Mining And Manufacturing Company | Epoxy resin powder including ethylene vinyl acetate |
| US4256828A (en) * | 1975-09-02 | 1981-03-17 | Minnesota Mining And Manufacturing Company | Photocopolymerizable compositions based on epoxy and hydroxyl-containing organic materials |
| JPS5342280A (en) * | 1976-09-30 | 1978-04-17 | Nitto Electric Ind Co Ltd | Composite sheet |
| US4173476A (en) * | 1978-02-08 | 1979-11-06 | Minnesota Mining And Manufacturing Company | Complex salt photoinitiator |
| US4427481A (en) * | 1978-02-27 | 1984-01-24 | R & D Chemical Company | Magnetized hot melt adhesive and method of preparing same |
| JPS55118973A (en) * | 1979-03-07 | 1980-09-12 | Kansai Paint Co Ltd | Composite film-forming slurry coating composition |
| US4250053A (en) * | 1979-05-21 | 1981-02-10 | Minnesota Mining And Manufacturing Company | Sensitized aromatic iodonium or aromatic sulfonium salt photoinitiator systems |
| JPS5825391B2 (ja) * | 1980-02-29 | 1983-05-27 | 日東電工株式会社 | 可撓性エポキシ樹脂粉末組成物 |
| JPS5725379A (en) * | 1980-07-21 | 1982-02-10 | Suriibondo:Kk | Heat-reactive adhesive composition and production thereof |
| JPS57125276A (en) * | 1981-01-26 | 1982-08-04 | Takeda Chem Ind Ltd | Thermosetting adhesive composition |
| US4560579A (en) * | 1981-11-02 | 1985-12-24 | W. R. Grace & Co. | Process for coating of substrates with heat curable coating |
| US4517340A (en) * | 1982-08-25 | 1985-05-14 | Raychem Corporation | Adhesive composition |
| US5089536A (en) * | 1982-11-22 | 1992-02-18 | Minnesota Mining And Manufacturing Company | Energy polmerizable compositions containing organometallic initiators |
| US5191101A (en) * | 1982-11-22 | 1993-03-02 | Minnesota Mining And Manufacturing Company | Energy polymerizable compositions containing organometallic initiators |
| DE3243383A1 (de) * | 1982-11-24 | 1984-05-24 | Beiersdorf Ag, 2000 Hamburg | Klebfolie |
| GB2138008A (en) * | 1983-04-09 | 1984-10-17 | Exxon Research Engineering Co | Ethylene Copolymers for Low Viscosity Hot Melt Systems |
| SU1183519A1 (ru) * | 1983-06-21 | 1985-10-07 | Предприятие П/Я В-2913 | Адгезионна композици |
| US4789712A (en) * | 1983-07-25 | 1988-12-06 | The Dow Chemical Company | Stable dispersions of polymers in polyepoxides |
| US4708996A (en) * | 1983-07-25 | 1987-11-24 | The Dow Chemical Company | Stable dispersions of polymers in polyepoxides |
| US4612209A (en) * | 1983-12-27 | 1986-09-16 | Ciba-Geigy Corporation | Process for the preparation of heat-curable adhesive films |
| JPS60137980A (ja) * | 1983-12-27 | 1985-07-22 | Toagosei Chem Ind Co Ltd | 粉末状接着剤組成物 |
| JPS60228527A (ja) * | 1984-04-26 | 1985-11-13 | Dainichi Nippon Cables Ltd | 紫外線硬化型樹脂組成物 |
| US4684678A (en) * | 1985-05-30 | 1987-08-04 | Minnesota Mining And Manufacturing Company | Epoxy resin curing agent, process, and composition |
| DE3526270A1 (de) * | 1985-07-23 | 1987-02-05 | Herberts Gmbh | Waermehaertbare klebfolie |
| US4652275A (en) * | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US5071914A (en) * | 1986-01-29 | 1991-12-10 | H. B. Fuller Company | Thermoplastic hot melt adhesive containing epoxy adduct |
| US4693775A (en) * | 1986-03-06 | 1987-09-15 | United Technologies Automotive, Inc. | Hot melt, synthetic, magnetic sealant |
| US4751138A (en) * | 1986-08-11 | 1988-06-14 | Minnesota Mining And Manufacturing Company | Coated abrasive having radiation curable binder |
| US4850871A (en) * | 1986-11-18 | 1989-07-25 | Minnesota Mining And Manufacturing Company | Method for thermoset-thermoplastic molded article |
| JPS63144964A (ja) * | 1986-12-10 | 1988-06-17 | Showa Denko Kk | 電解砥石 |
| US4799939A (en) * | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| DE3889482T2 (de) * | 1987-03-02 | 1994-12-15 | Raychem Ltd | Beschichteter Artikel. |
| US4997717A (en) * | 1987-03-27 | 1991-03-05 | Ciba-Geigy Corporation | Photocurable abrasives |
| EP0289632A1 (de) * | 1987-05-04 | 1988-11-09 | American Cyanamid Company | Durch Induktion härtbare Klebstoffe mit hoher Festigkeit in ungehärtetem Zustand |
| JPH0628269B2 (ja) * | 1987-07-15 | 1994-04-13 | 株式会社巴川製紙所 | ダイボンデイング用接着テ−プ |
| JPH0768439B2 (ja) * | 1987-10-13 | 1995-07-26 | 三菱電機株式会社 | 紫外線硬化型樹脂組成物 |
| US4920182A (en) * | 1987-12-18 | 1990-04-24 | Ciba-Geigy Corporation | Epoxy resin compositions containing polyester flexibilizer and metallocene complex initiator |
| US5215860A (en) * | 1988-08-19 | 1993-06-01 | Minnesota Mining And Manufacturing Company | Energy-curable cyanate compositions |
| US4991362A (en) * | 1988-09-13 | 1991-02-12 | Minnesota Mining And Manufacturing Company | Hand scouring pad |
| US4903440A (en) * | 1988-11-23 | 1990-02-27 | Minnesota Mining And Manufacturing Company | Abrasive product having binder comprising an aminoplast resin |
| US5014468A (en) * | 1989-05-05 | 1991-05-14 | Norton Company | Patterned coated abrasive for fine surface finishing |
| DE3938376A1 (de) * | 1989-11-18 | 1991-05-23 | Beiersdorf Ag | Pulverfoermiger, heisshaertender klebstoff fuer hochfeste verbunde |
| US5242980A (en) * | 1990-02-06 | 1993-09-07 | Exxon Chemical Patents Inc. | Ethylene-unsaturated alcohol or acid copolymer and epoxy crosslinker |
| US5095046A (en) * | 1990-02-06 | 1992-03-10 | Exxon Chemical Patents Inc. | Hot melt adhesive of ethylene/unsaturated acid copolymer and epoxy crosslinker |
| CA2036502A1 (en) * | 1990-03-15 | 1991-09-16 | Ellen O. Aeling | Polyvinylether composition |
| US5059701A (en) * | 1990-09-20 | 1991-10-22 | Minnesota Mining And Manufacturing Company | Methods for preparation of cyclopentadienyliron (II) arenes |
| CA2054554A1 (en) * | 1990-11-14 | 1992-05-15 | Chong Soo Lee | Coated abrasive having an overcoating of an epoxy resin coatable from water and a grinding aid |
| JPH0772233B2 (ja) * | 1991-02-19 | 1995-08-02 | 日本ゼオン株式会社 | エポキシ樹脂系発泡性組成物 |
| US5236472A (en) * | 1991-02-22 | 1993-08-17 | Minnesota Mining And Manufacturing Company | Abrasive product having a binder comprising an aminoplast binder |
| EP0585360A1 (de) * | 1991-05-16 | 1994-03-09 | Minnesota Mining And Manufacturing Company | Uaf epoxidbasierende klebstoffe |
| FR2684387A1 (fr) * | 1991-11-29 | 1993-06-04 | Bostik Sa | Systemes pour adhesifs thermofusibles reticulables, leur preparation et procede d'assemblage les utilisant. |
| US5252694A (en) * | 1992-01-22 | 1993-10-12 | Minnesota Mining And Manufacturing Company | Energy-polymerization adhesive, coating, film and process for making the same |
| DE4207258A1 (de) * | 1992-03-07 | 1993-09-09 | Ruetgerswerke Ag | Schleifmittel |
| JPH05275842A (ja) * | 1992-03-30 | 1993-10-22 | Techno Sunstar Kk | 表面実装部品の接着仮止法 |
| WO1993023487A2 (en) * | 1992-05-05 | 1993-11-25 | Minnesota Mining And Manufacturing Company | Topographical method |
| CA2115888A1 (en) * | 1993-04-15 | 1994-10-16 | Clayton A. George | Epoxy/polyester hot melt compositions |
| US5436063A (en) * | 1993-04-15 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Coated abrasive article incorporating an energy cured hot melt make coat |
| US5441549A (en) * | 1993-04-19 | 1995-08-15 | Minnesota Mining And Manufacturing Company | Abrasive articles comprising a grinding aid dispersed in a polymeric blend binder |
| US5407978A (en) * | 1993-05-07 | 1995-04-18 | Minnesota Mining And Manufacturing Company | Rapid curing powder epoxy coating compositions having increased flexibility, incorporating minor amounts of aliphatic triepoxides |
| BE1007373A3 (nl) * | 1993-07-30 | 1995-05-30 | Dsm Nv | Stralingsuithardbare bindmiddelsamenstelling voor poederverfformuleringen. |
| US5523152A (en) * | 1993-10-27 | 1996-06-04 | Minnesota Mining And Manufacturing Company | Organic compounds suitable as reactive diluents, and binder precursor compositions including same |
| CA2134156A1 (en) * | 1993-11-22 | 1995-05-23 | Thomas P. Klun | Coatable compositions, abrasive articles made therefrom, and methods of making and using same |
| DE4413436A1 (de) * | 1994-04-18 | 1995-10-19 | Basf Lacke & Farben | Verfahren zur Lackierung von Gegenständen unter Verwendung strahlungshärtbarer Pulverlacke |
| JPH0885780A (ja) * | 1994-09-16 | 1996-04-02 | Sumitomo Electric Ind Ltd | 耐熱接着剤及びそれを用いた熱収縮物品 |
| DE69514902T2 (de) * | 1995-01-12 | 2000-10-05 | Showa Denko K.K., Tokio/Tokyo | Klebstoffzusammensetzung und darauf basierendes Laminat und Herstellungsverfahren des Laminates |
| KR100235082B1 (ko) * | 1995-04-04 | 1999-12-15 | 우찌가사끼 이사오 | 접착제, 접착 필름 및 접착제-부착 금속박 |
| US5578343A (en) * | 1995-06-07 | 1996-11-26 | Norton Company | Mesh-backed abrasive products |
| US5709948A (en) * | 1995-09-20 | 1998-01-20 | Minnesota Mining And Manufacturing Company | Semi-interpenetrating polymer networks of epoxy and polyolefin resins, methods therefor, and uses thereof |
| JPH11512776A (ja) * | 1995-10-05 | 1999-11-02 | ヘンケル コーポレーション | 熱硬化性樹脂組成物 |
| DE19541923C2 (de) * | 1995-11-10 | 2001-07-12 | Sika Werke Gmbh | Reaktiver thermoplastischer Heißschmelzklebstoff |
| JPH09176600A (ja) * | 1995-12-26 | 1997-07-08 | Bridgestone Corp | 光硬化性接着剤組成物 |
| JPH09176599A (ja) * | 1995-12-26 | 1997-07-08 | Bridgestone Corp | 熱硬化性接着剤組成物 |
| JPH09235390A (ja) * | 1995-12-28 | 1997-09-09 | Bridgestone Corp | 研磨材 |
| JP3565235B2 (ja) * | 1995-12-28 | 2004-09-15 | 株式会社ブリヂストン | 光硬化性接着剤組成物 |
| US5681361A (en) * | 1996-01-11 | 1997-10-28 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article and abrasive article produced thereby |
| WO1997042004A1 (en) * | 1996-05-03 | 1997-11-13 | Minnesota Mining And Manufacturing Company | Method of making a porous abrasive article |
| US5704952A (en) * | 1996-05-08 | 1998-01-06 | Minnesota Mining And Manufacturing Company | Abrasive article comprising an antiloading component |
| US5766277A (en) * | 1996-09-20 | 1998-06-16 | Minnesota Mining And Manufacturing Company | Coated abrasive article and method of making same |
-
1998
- 1998-05-01 US US09/071,267 patent/US6136398A/en not_active Expired - Fee Related
-
1999
- 1999-03-05 DE DE69918686T patent/DE69918686T2/de not_active Expired - Fee Related
- 1999-03-05 JP JP2000547162A patent/JP2002513836A/ja not_active Withdrawn
- 1999-03-05 WO PCT/US1999/004966 patent/WO1999057197A1/en not_active Ceased
- 1999-03-05 EP EP99911173A patent/EP1075498B1/de not_active Expired - Lifetime
- 1999-03-05 AU AU29877/99A patent/AU2987799A/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE69918686D1 (de) | 2004-08-19 |
| EP1075498A1 (de) | 2001-02-14 |
| JP2002513836A (ja) | 2002-05-14 |
| EP1075498B1 (de) | 2004-07-14 |
| AU2987799A (en) | 1999-11-23 |
| WO1999057197A1 (en) | 1999-11-11 |
| US6136398A (en) | 2000-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69918686T2 (de) | Energie haertende dichtungszusammensetzung | |
| US6057382A (en) | Epoxy/thermoplastic photocurable adhesive composition | |
| DE69430453T2 (de) | Klebendes Laminat | |
| EP0620259B1 (de) | Epoxydharz und Polyesterharz enthaltende heissschmelzbare Zusammensetzungen | |
| DE60306386T2 (de) | Epoxydharzzusammensetzung mit verbesserter lagerstabilität und gegenstände die diese enthalten | |
| DE69404147T2 (de) | Stabilisierte härtbare klebstoffe | |
| DE69633226T2 (de) | Schmelzfliessfähige materialien und verfahren zur flächenversiegelung | |
| US6350791B1 (en) | Thermosettable adhesive | |
| US5290883A (en) | Epoxy resin composition, cured product obtained therefrom, curing method therefor, and bonding method using the composition | |
| DE2829235C2 (de) | ||
| DE60015754T2 (de) | Gefertigte verbundene struktur | |
| DE69712643T2 (de) | Druckempfindliches klebeband | |
| KR20010071829A (ko) | 점착화된 열가소성 중합체 성분 및 에폭시 성분을포함하는 감압성 접착제 | |
| US6274643B1 (en) | Epoxy/thermoplastic photocurable adhesive composition | |
| DE69511096T2 (de) | Expandierbares, mehrschichtiges material | |
| EP0145653A2 (de) | Photopolymerisierbare Zusammensetzungen | |
| DE69830620T2 (de) | Wärmehärtbarer klebstoff | |
| KR20040002942A (ko) | 실링재 조성물, 실링재 및 그것을 함유하는 적층 구조체 | |
| US20050175806A1 (en) | Adhesive tape | |
| JP2000038496A (ja) | 硬化性樹脂組成物 | |
| JP2000154352A (ja) | 反応性ホットメルト接着剤組成物及び接着方法 | |
| EP3916066A1 (de) | Vorvernetzte epoxid-haftklebmassen und klebebänder, welche diese enthalten | |
| HK1012666A (en) | Epoxy/polyester hot melt compositions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8364 | No opposition during term of opposition | ||
| 8339 | Ceased/non-payment of the annual fee |