-
Gebiet der Erfindung
-
Die
vorliegende Erfindung betrifft einen Aluminiumoxid-beschichteten
Gegenstand, der sich für
Werkzeuge, Formwerkzeuge und mit Metallschmelzen in Kontakt kommende
Elemente eignet und hervorragende Schneideeigenschaften, Abriebbeständigkeit,
Dauerhaftigkeit und dergl. aufweist.
-
Beschreibung
des Stands der Technik
-
Beschichtete
Werkzeuge werden im allgemeinen hergestellt, indem man auf Oberflächen von
Substraten aus zementierten Carbiden, "high-seed"-Stahl
oder Spezialstahl dünne,
harte Schichten durch ein chemisches oder physikalisches Abscheidungsverfahren
erzeugt. Die beschichteten Werkzeuge zeigen eine gute Abriebbeständigkeit,
die von den Überzugsschichten
herrührt,
und eine gute Zähigkeit,
die von den Werkzeugsubstraten herrührt. Derartige Werkzeuge werden
in breitem Umfang für
verschiedene Anwendungszwecke eingesetzt. Insbesondere wenn "high-seed"-Stahlkörper mit
Werkzeugen bei hohen Geschwindigkeiten geschnitten werden, werden
die Spitzen oder Kanten von Schneidewerkzeugen einer Temperaturerhöhung auf etwa
1 000 °C
ausgesetzt. Bei einer derart hohen Temperatur sollen die beschichteten
Werkzeuge beständig sein
gegen einen Abrieb durch Kontakt mit den "high-seed"-Stahlkörpern oder gegen mechanische
Stoßeinwirkungen,
die durch intermittierende Schneidebearbeitung und dergl. hervorgerufen
werden. Demgemäß besteht
ein starkes Bedürfnis
nach beschichteten Werkzeugen mit hervorragender Beschaffenheit
in Bezug auf Abriebbeständigkeit,
Zähigkeit,
Schlagfestigkeit und Dauerhaftigkeit.
-
Für harte Überzüge für Werkzeuge
werden in breitem Umfang Nichtoxid-Überzüge, die
aus Carbiden, Nitriden oder Carbonitriden von Metallen der Gruppen
IVa, Va und VIa des Periodensystems zusammengesetzt sind, und oxidationsbeständige Oxidbeschichtungen
verwendet. Diese Beschichtungen können aus einer einzigen Schicht
oder aus mehreren Schichten bestehen. Für Nichtoxid-Beschichtungen
werden Titancarbid, Titannitrid und Titancarbonitrid verwendet.
Für Oxidbeschichtungen
werden insbesondere ĸ-Aluminiumoxid, α-Aluminiumoxid
und dergl. verwendet. Aus Carbiden, Nitriden oder Carbonitriden
hergestellte Nichtoxid-Beschichtungen weisen eine schlechte Oxidationsbeständigkeit
auf. Um diesen Nachteil zu überwinden,
wird im allgemeinen eine Oxidschicht aus Aluminiumoxid, die eine
hervorragende Oxidationsbeständigkeit
aufweist, gebildet.
-
Jedoch
ist eine mehrschichtige Überzugsstruktur,
die aus mindestens einer Nichtoxidschicht und mindestens einer Oxidschicht
besteht, insofern nachteilig, als die Haftung zwischen der Nichtoxidschicht
und der Oxidschicht schlecht ist und ein derartiger mehrschichtiger Überzug bei
hohen Temperaturen keine stabile mechanische Festigkeit aufweist.
-
Bei
Verwendung von ĸ-Aluminiumoxid
für die
Oxidschicht weist diese eine relativ gute Haftung an der Nichtoxidschicht
auf und kann bei relativ niedrigen Temperaturen von 1 000–1 020 °C beschichtet
werden, um Schichten mit relativ geringen Kristallkorngrößen bereitzustellen.
Da jedoch ĸ-Aluminiumoxid
ein metastabiles Aluminiumoxid darstellt, wird es bei hohen Temperaturen
in Aluminiumoxid umgewandelt, was eine Volumenänderung hervorruft. Bei Verwendung
für Schneidewerkzeuge
und dergl. unterliegt die ĸ-Aluminiumoxidschicht bei
Temperaturerhöhungen
einer Rissbildung, so dass sie keine ausreichende Beständigkeit
gegen Ablöseerscheinungen
aufweist.
-
Andererseits
ist α-Aluminiumoxid
bei hohen Temperaturen stabil, ohne dass Veränderungen der Kristallkorngrößen auftreten,
und besitzt eine hervorragende Hochtemperaturstabilität. Jedoch
muss die α-Aluminiumoxidschicht
bei höheren
Temperaturen als die ĸ-Aluminiumoxidschicht
gebildet werden, woraus sich eine Erhöhung der Kristallkorngrößen ergibt,
was wiederum zu ungleichmäßigen Eigenschaften
bei der Schneidebearbeitung mit Werkzeugen, die mit α-Aluminiumoxid
beschichtet sind, führt.
-
Chul-Soon
et al. erörterten
die Beziehungen zwischen der Kristallorientierung von α-Aluminiumoxid und
dessen Kristallstruktur; vergl. "The
Effect of Reaction Condition on the Crystallographic Orientation
and Surface Morphology of Chemical Vapor Deposited Al2O3",
Proc. 4th. Euro. Conf. CVD (1983), S. 410-420. Um die Beziehungen
zwischen der Kristallorientierung von α-Aluminiumoxid und den Beschichtungsbedingungen zu
bewerten, definierten Chul-Soon et al. einen Strukturkoeffizienten
TC (hkl) gemäß der nachstehenden
Gleichung (1) als Parameter, der die Kristallorientierung von α-Aluminiumoxid
angibt: TC (hkl)
= {I (hkl) / I0 (hkl)} / [Σ{I (hkl)
/ I0 (hkl)} / 8] (1),worin (hkl)
= (012), (104), (110), (113), (024), (116), (124) und (030), I (hkl)
die gemessene Intensität
der Röntgenstrahlenbeugung
aus einer (hkl)-Ebene einer α-Al2O3-Schicht bedeutet
und I0 (hkl) die Standardintensität der Röntgenbeugung
gemäß ASTM Nr.
10-173 (Powder Diffraction File Published by JCPDS International Center
for Diffraction Data) bedeutet.
-
Der
durch die Gleichung (1) definierte Wert TC (hkl) gibt die relative
Intensität
der in einer (hkl)-Ebene der α-Al2O3-Schicht gemessenen
Röntgenstrahlenbeugung
an. Die Tatsache, dass TC (hkl) groß ist, bedeutet, dass ein durch
I (hkl) / I0 (hkl) ausgedrücktes Röntgenbeugungs-Peakverhältnis (Röntenstrahlenbrechungsspitzenverhältnis) größer als
der Mittelwert sämtlicher
Peaks ist, der durch den Ausdruck Σ{I (hkl) / I0 (hkl)}
/ 8 definiert ist. Je größer der
TC (hkl)-Wert ist, um so mehr übersteigt
das Röntgenbeugungs-Peakverhältnis aus der
(hkl)-Ebene die übrigen Peakverhältnisse,
d. h. desto mehr ist die (hkl)-Ebene in tangentialer Richtung zum Substrat
orientiert.
-
Chul-Soon
et al. führten
aus, dass bei Bildung einer α-Aluminiumoxidschicht
unter Verwendung von AlCl3-Gas, CO2-Gas und H2-Gas
nach der Bildung einer TiN-Schicht auf der Oberfläche eines
zementierten Carbidsubstrats der Strukturkoeffizient TC (hkl) aus
einer (012)-Ebene in eine (030)-Ebene im wesentlichen einen gleichmäßigen Wert
von 0,91-1,13 bei einer Schichtbildungstemperatur von 1 000 °C aufweist,
was anzeigt, dass der Kristall im wesentlichen gleichmäßig orientiert
ist. Diese Autoren berichteten ferner, dass bei Erhöhung der
Schichtbildungstemperatur von 1 000 °C auf 1 050 °C, auf 1 100 °C und auf
1 150 °C
die Orientierung in den (104)- und (116)-Ebenen ansteigt und dass
bei zunehmendem Anteil an A1C13-Gas die Orientierung der (104)-Ebene
intensiviert wird. Jedoch gelang es Chul-Soon et al. überhaupt
nicht, die Röntgenbeugungsintensität der (1
0 10)-Ebene zu beschreiben, was darauf schließen lässt, dass die gemessene Intensität der Röntgenbeugung
der (1 0 10)-Ebene für
eine Erörterung
zu gering war. Demzufolge werden in dem Artikel von Chul-Soon et
al. der Strukturkoeffizient TC (hkl) und die Oberflächenstruktur
getrennt beschrieben, ohne dass auf einen Zusammenhang zwischen
diesen Eigenschaften hingewiesen wird.
-
In
Bezug auf den Zusammenhang zwischen der Kristallorientierung von α-Aluminiumoxidschichten und
den Schneideeigenschaften von mit derartigen α-Aluminiumoxidschichten beschichteten
Werkzeugen schlägt
JP-A-5-295517 einen mit Aluminiumoxid beschichteten, zementierten
Carbidkörper
vor, der durch Beschichten eines zementierten Carbidsubstrats mit
einer TiCN-Schicht
und einer α-Al2O3-Schicht mit einem Strukturkoeffizienten
TC (104) von mehr als 1,5 durch das gleiche Beschichtungsverfahren
hergestellt worden ist. Ferner wird gemäß JP-A-6-316758 ein mit Aluminiumoxid
beschichteter Körper
mit einer Aluminiumoxidschicht mit einem Strukturkoeffizienten TC
(012) von mehr als 1,3 vorgeschlagen. JP-A-7-216549 schlägt einen mit Aluminiumoxid
beschichteten Körper
vor, der im wesentlichen frei von Kühlrissen ist, wobei die Aluminiumoxidschicht
einen Strukturkoeffizienten TC (110) von mehr als 1,5 aufweist.
Die offengelegten japanischen Patentanmeldungen schließen bei
der Berechnung des Strukturkoeffizienten TC (hkl), der durch die
vorstehende Gleichung (1) definiert ist, nicht die (030)-Ebene ein.
Diese japanischen Offenlegungsschriften nehmen keinen Bezug auf
die Röntgenbeugungsintensität aus einer
(1 0 10)-Ebene. Daraus kann geschlossen werden, dass die Röntgenbeugungsintensität aus einer
(1 0 10)-Ebene ebenso wie im Artikel von Chul-Soon et al. für eine Erörterung
zu gering war.
-
Angesichts
dieses Sachverhalts haben die Erfinder früher ein mit einem Aluminiumoxid
beschichtetes Werkzeug vorgeschlagen, das eine erste Überzugsschicht
und eine zweite Überzugsschicht,
die in dieser Reihenfolge auf einem Werkzeugsubstrat ausgebildet
sind, aufweist, wobei die erste Überzugsschicht
eine einlagige oder mehrlagige Struktur aufweist und mindestens
aus einem Bestandteil der Gruppe Carbide, Nitride, Carbonitride,
Oxide, Oxycarbide, Oxynitride und Oxycarbonitride von Metallen der
Gruppen IVa, Va und VIa des Periodensystems gebildet ist und die
zweite Überzugsschicht
aus mindestens einer auf α-Aluminiumoxid beruhenden
Oxidschicht besteht, wobei der größte Peak einer gleichwertigen
Röntgenbeugung
aus einer (110)-Ebene erhalten wird (JP-A-10-156606). Auch diese Druckschrift
erörtert
nicht die Röntgenbeugungsintensität aus der
(1 0 10)-Ebene, da sie bei diesem mit α-Aluminiumoxid beschichteten
Werkzeug für
eine Analyse zu gering ist.
-
Aufgabe und
zusammenfassende Darstellung der Erfindung
-
Demzufolge
besteht eine Aufgabe der vorliegenden Erfindung darin, einen Gegenstand,
z. B. ein mit Aluminiumoxid beschichtetes Werkzeug, bereitzustellen,
dessen Kristallkörner
so fein sind, dass das entsprechende Röntgenbeugungs-Peakverhältnis PR
(1 0 10) in einer (1 0 10)-Ebene in einem optimalen Bereich liegt, wodurch
sich hervorragende Eigenschaften, wie Dauerhaftigkeit bei der Schneideearbeitung,
Abriebbeständigkeit
und dergl. ergeben.
-
Bei
Untersuchungen zur Lösung
der vorstehenden Aufgaben wurde festgestellt, dass dann, wenn eine α-Aluminiumoxidschicht
auf einem Werkzeugsubstrat mit einer Zwischenbindeschicht, die eine
TiCO-Schicht und dergl. umfasst, gebildet wird, indem man beispielsweise
ein Mischgas aus AlCl3-Gas, H2-Gas
und einem aus CO2 und CO bestehenden Mischoxidationsgas
verwendet, sich eine hohe Kristallorientierung einer (1 0 10)-Ebene,
d. h. ein äquivalentes
Röntgenbeugungs-Peakverhältnis PR
(1 0 10) in der erhaltenen Oxidschicht auf der Basis von α-Aluminiumoxid
ergibt und somit die Kristallkörner
in der Oxidschicht auf der Basis von α-Aluminiumoxid so fein sind,
dass das erhaltene, mit Aluminiumoxid beschichtete Werkzeug hervorragende mechanische
Eigenschaften und eine hervorragende Dauerhaftigkeit bei der Schneidebearbeitung
aufweist.
-
Somit
weist der erfindungsgemäße Aluminiumoxid-beschichtete
Gegenstand in dieser Reihenfolge auf einem Substrat eine erste Überzugsschicht
und eine zweite Überzugsschicht
auf, wobei die erste Überzugsschicht
eine Einzel- oder Mehrfachschichtstruktur aufweist und aus mindestens
einem Carbid, Nitrid, Carbonitrid, Oxid, Oxycarbid, Oxynitrid und/oder
Oxycarbonitride von Metallen der Gruppen IVa, Va und VIa des Periodensystems
hergestellt ist und wobei die zweite Überzugsschicht aus mindestens
einer α-Aluminiumoxid-basierten
Oxidschicht, die ein Äquivalent
des Röntgenbeugungs-Peakverhältnisses
PR (1 0 10) von mindestens 1,3 in einer (1 0 10)-Ebene aufweist,
zusammengesetzt ist.
-
Das äquivalente
Röntgenbeugungs-Peakverhältnis PR
(1 0 10) der auf α-Aluminiumoxid
basierenden Oxidschicht beträgt
vorzugsweise 1,5 oder mehr in der (1 0 10)-Ebene. Ferner ist das äquivalente
Röntgenbeugungs-Peakverhältnis PR
(1 0 10) vorzugsweise das Maximum in der (1 0 10)-Ebene.
-
In
einer bevorzugten Ausführungsform
der vorliegenden Erfindung ist die (1 0 10)-Ebene der auf α-Aluminiumoxid
basierenden Oxidschicht in tangentialer Richtung zu einer Substratoberfläche orientiert
und die auf α-Aluminiumoxid
basierende Oxidschicht weist eine geringe durchschnittliche Kristallkorngröße relativ
zur Schichtdicke auf. Daher breiten sich Risse in der auf α-Aluminiumoxid
basierenden Oxidschicht nicht leicht aus, wodurch man einen Gegenstand
von hervorragender Beschaffenheit in Bezug auf Abriebbeständigkeit, Schlagfestigkeit
und Dauerhaftigkeit erhält.
-
In
einer weiteren Ausführungsform
der vorliegenden Erfindung beträgt
die durchschnittliche Kristallkorngröße der auf α-Aluminiumoxid basierenden Oxidschicht,
gemessen auf der Oberfläche,
vorzugsweise 1 um oder weniger, wenn die Dicke der Oxidschicht 2,5
um μmoder
weniger beträgt;
2 μm oder
weniger und insbesondere 1,5 μm
oder weniger, wenn die Dicke der Oxidschicht mehr als 2,5 μm und 4,5 μm oder weniger beträgt; und
3 μm oder
weniger und vorzugsweise 2,5 μm
oder weniger, wenn die Dicke der Oxidschicht mehr als 4,5 μm beträgt. Wenn
die durchschnittliche Kristallkorngröße im vorerwähnten bevorzugten
Bereich liegt, so weist die Oberfläche der Aluminiumoxidschicht
eine verminderte Rauigkeit auf, so dass ihr Reibungskoeffizient
mit einem der Schneidebearbeitung zu unterziehenden Körper verringert
wird und die Ausbreitung von Rissen in der Schicht weniger wahrscheinlich
ist, wodurch man ein Werkzeug mit hervorragender Beschaffenheit
in Bezug auf Abriebbeständigkeit
und Dauerhaftigkeit der Schneidebearbeitung erhält.
-
Die
auf α-Aluminiumoxid
basierende Oxidschicht kann mit einer Schicht einer Titanverbindung überzogen
sein. Ferner ist das Werkzeugsubstrat vorzugsweise aus einem zementierten
Carbid gefertigt, das aus mindestens einer Verbindung ausgewählt ist,
die aus der Gruppe der Carbide, Nitride und Carbonitride von Metallen
der Gruppen IVa, Va und VIa des Periodensystems und mindestens einem
Metall aus der Gruppe Fe, Ni, Co, W, Mo und Cr besteht. Bei diesem
Werkzeugsubstrat ist das mit Aluminiumoxid beschichtete Werkzeug mit
einer gut ausgewogenen Kombination in Bezug auf Zähigkeit,
Härte und
Wärmebeständigkeit
versehen und zeigt somit eine verbesserte Dauerhaftigkeit der Schneidebearbeitung.
-
Kurze Beschreibung
der Zeichnungen
-
1 zeigt ein Röntgenbeugungsdiagramm
eines mit Aluminiumoxid beschichteten Werkzeugs (Probe Nr. 14) von
Beispiel 1.
-
2 ist eine schematische
Darstellung zur Erläuterung
der Beziehung zwischen dem Einheitsgitter und der Kristallorientierung
bei α-Aluminiumoxid.
-
3(a) ist eine rasterelektronenmikroskopische
Aufnahme zur Darstellung der Oberflächenstruktur einer α-Aluminiumoxidschicht
des beschichteten Werkzeugs (Probe Nr. 14) von Beispiel 1.
-
3(b) ist eine schematische
Darstellung entsprechend der rasterelektronenmikroskopischen Aufnahme
von 3(a) zur Erläuterung
eines Verfahrens zur Messung der durchschnittlichen Kristallkorngröße.
-
4 ist ein Röntgenbeugungsdiagramm
eines mit Aluminiumoxid beschichteten Werkzeugs (Probe Nr. 24) von
Beispiel 2.
-
Ausführliche
Beschreibung der bevorzugten Ausführungsformen 1 zeigt ein typisches Röntgenbeugungsmuster
eines erfindungsgemäßen, mit
Aluminiumoxid beschichteten Werkzeugs bei Messung gemäß dem 2 θ-θ-Abtastverfahren.
Als Röntgenstrahlungsquelle
wird Kα1
von Cu (Wellenlänge λ = 0,154
nm) verwendet. Das vermessene, mit Aluminiumoxid beschichtete Werkzeug
wird durch Beschichten eines zementierten Carbidsubstrats mit einer
Titannitridschicht, einer Titancarbonitridschicht, einer Titancarbidschicht
und einer Titanoxycarbidschicht in der angegebenen Reihenfolge und
durch anschließendes
Beschichten mit einer α-Aluminiumoxidschicht
hergestellt. Die Röntgenbeugungsintensität der erfindungsgemäßen α-Aluminiumoxidschicht
bei 2θ von
etwa 76,9° ist
höher als
der Wert von α-Aluminiumoxid in
einer (1 0 10)-Ebene gemäß den Angaben
in der nachstehenden Tabelle 1 und der standardmäßigen Röntgenbeugungsintensität von TiCN in
einer (222)-Ebene gemäß den Angaben
in der nachstehenden Tabelle 2.
-
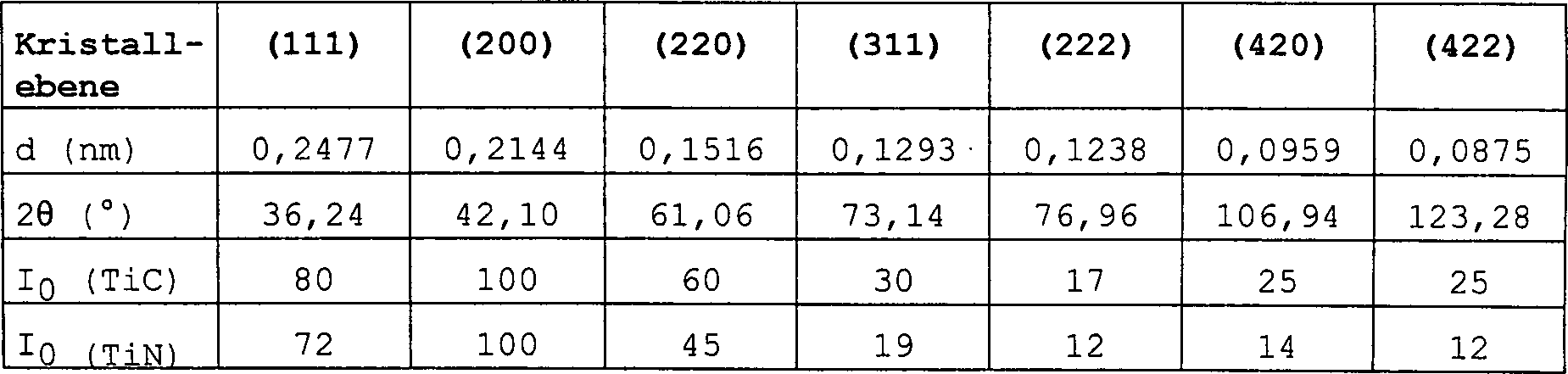
In
Tabelle 1 sind der interplanare Abstand d, der 2θ-Wert, die standardmäßige Röntgenbeugungsintensität I0 von α-Aluminiumoxid
in jeder Kristallorientierung angegeben. Der interplanare Abstand
d und die Standardintensität
I0 der Röntgenbeugung
wurden aus ASTM File Nr. 10-173 erhalten und der 2θ-Wert wurde aus
dem Wert, der unter Verwendung eines Kα1-Strahls von Cu gemessen worden
war, und dem interplanaren Abstand d berechnet.
-
-
In
Tabelle 2 sind der interplanare Abstand d, der 2θ-Wert von TiCN und die Daten
für die
standardmäßige Röntgenbeugungsintensität I0 von TiC und TiN in jeder Kristallorientierung
angegeben. Beim interplanaren Abstand d und beim 2θ-Wert von
TiCN handelt es sich um gemessene Werte. Die standardmäßige Röntgenbeugungsintensität I0 von TiC ist aus ASTM File Nr. 29-1361 verfügbar. Der
Wert von TiN ist aus ASTM File Nr. 38-1420 verfügbar. Es wird angenommen, dass
die standardmäßige Röntgenbeugungsintensität I0 von TiCN identisch mit dem Wert von TiC
ist.
-
-
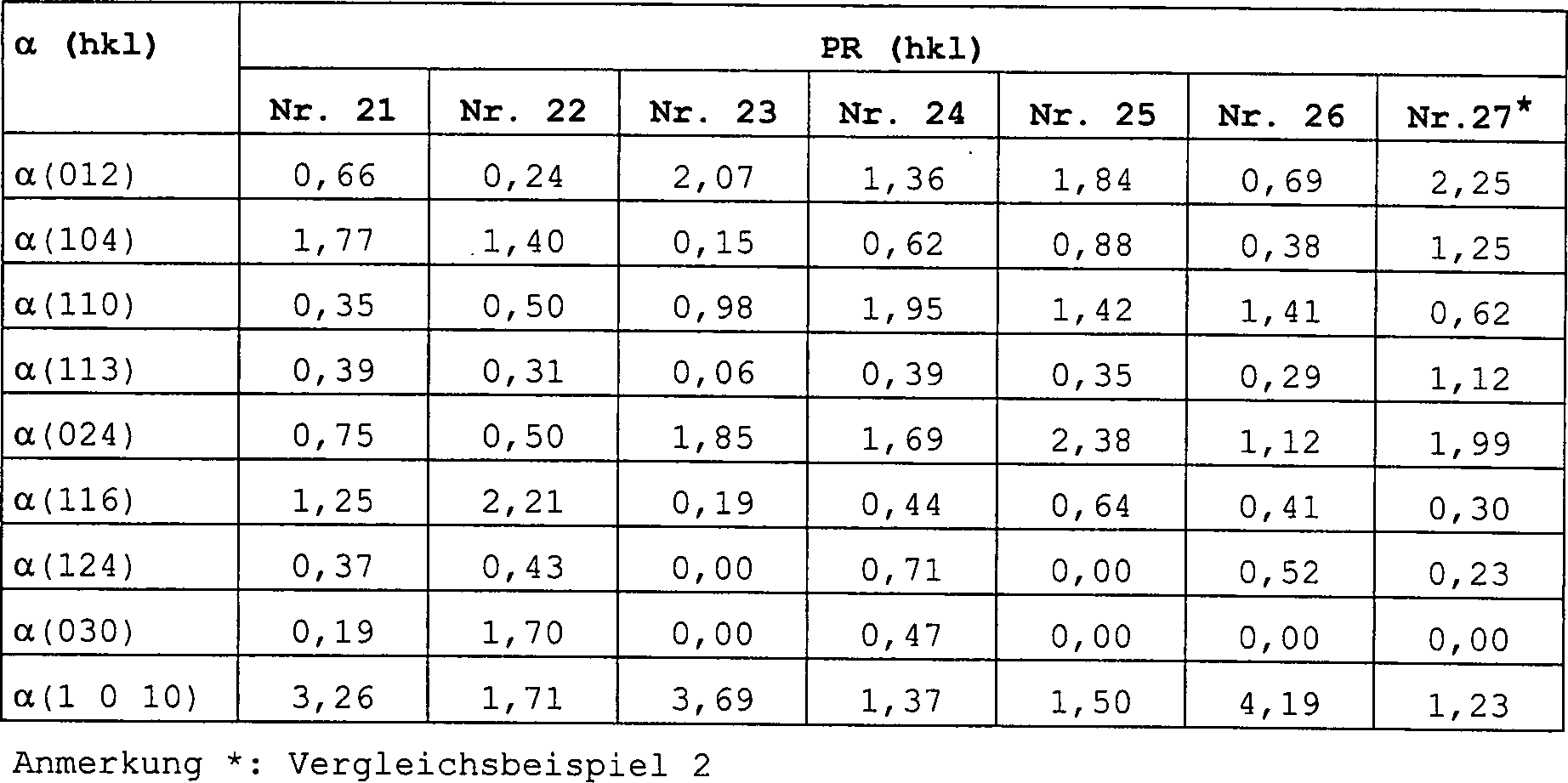
Zur
quantitativen Bewertung der Orientierung von α-Al2O3 von einer (012)-Ebene in eine (1 0 10)-Ebene
wird die vorstehend angegebene Gleichung von TC (hkl) so modifiziert,
dass ein äquivalentes
Röntgenbeugungs-Peakverhältnis PR
(hkl) folgendermaßen
definiert ist: PR
(hkl) = [I (hkl) / I0 (hkl)} / [Σ{I (hkl)
/ I0 (hkl)} / 9] (2)worin (hkl)
= (012), (104), (110), (113), (024), (116), (124), (030) und (1
0 10).
-
I
(hkl) und I0 (hkl) haben die gleiche Bedeutung
wie in der Gleichung (1) von TC (hkl). Die bei der vorstehenden
Berechnung verwendeten Kristallorientierungen umfassen eine (1 0
10)-Ebene zusätzlich
zu den Ebenen (012) bis (030).
-
Wie
aus den Tabellen 1 und 2 klar hervorgeht, beträgt der Unterschied zwischen
dem 2θ-Wert
(76,96°) der
(222)-Ebene von TiCN und dem 2θ-Wert
(76,88°)
der (1 0 10)-Ebene von α-Al2O3 nur 0,08°, so dass
es nicht gelingt, diese beiden Röntgenbeugungspeaks
zu unterscheiden. Somit wurde unter Ausnutzung der Tatsache, dass
die (222)-Ebene strukturell identisch mit einer (111)-Ebene in TiCN
ist, die Röntgenbeugungsintensität der (222)-Ebene
von TiCN aus der nachstehenden Gleichung (3) bestimmt. Der berechnete
Wert für die
Röntgenbeugungsintensität wurde
von der bei etwa 76,9° gemessenen
Röntgenbeugungsintensität I (76,9°) subtrahiert,
um die Röntgenbeugungsintensität von α-Al2O3 in der (1 0 10)-Ebene
zu bestimmen. I (222)
von TiCN = I (111) × I0 (222) / I0 (111)
= I (111) × 17/80 (3). I (1 0 10) von α = I (76,9°) – I (111)
von TiCN × 17/80 (4)
-
Als
standardmäßige Röntgenbeugungsintensität I0 (hkl) von TiCN wurde der Wert von TiC verwendet. Würde die
standardmäßige Röntgenbeugungsintensität I0 (hkl) von TiN verwendet, so würde I (222)
von TiCN I (111) × 12/72
betragen und größer sein
als der berechnete Wert der Gleichung (3) und I (1 0 10) von α-Al2O3 wäre kleiner
als der berechnete Wert der Gleichung (4). Somit ist klar, dass
der Wert von I (1 0 10) von α-Al2O3, der durch die
Gleichungen (3) und (4) bestimmt ist, konservativ ist.
-
Als
Messergebnis von Mikrophotographien mit einem Rasterelektronenmikroskop
(5-2300, Produkt der Fa. Hitachi, Ltd.) wurde festgestellt, dass
die durchschnittliche Kristallkorngröße der erfindungsgemäßen, auf α-Aluminiumoxid
basierenden Oxidschicht 1 μm
oder weniger beträgt,
wenn die Dicke der Oxidschicht 2,5 μm oder weniger beträgt 2 μm oder weniger,
wenn die Dicke der Oxidschicht mehr als 2,5 μm und 4,5 μm oder weniger beträgt; und
3 μm oder
weniger, wenn die Dicke der Oxidschicht mehr als 4,5 μm beträgt. Im übrigen handelt
es sich bei der Dicke der α-Aluminiumoxidschicht
um einen Mittelwert von Werten für
die Dicke, die an einer Vielzahl von Punkten der rasterelektronenmikroskopischen
Aufnahmen bestimmt wurden.
-
Die
Gründe,
warum die erfindungsgemäße, auf
Aluminiumoxid basierende Oxidschicht eine derart geringe durchschnittliche
Kristallkorngröße aufweist,
so dass sich eine hervorragende Beschaffenheit in Bezug auf mechanische
Eigenschaften und Schneideeigenschaften der beschichteten Werkzeuge
ergibt, sind zwar nicht vollständig
klar, es können
aber folgende Annahmen gemacht werden:
-
Gemäß 1 und Tabelle 5 beträgt das äquivalente
Röntgenbeugungs-Peakverhältnis PR
(1 0 10) vorzugsweise 1,3 oder mehr und insbesondere 1,5 oder mehr
und die (1 0 10)-Ebene von α-Al2O3 ist parallel zum
Substrat orientiert.
-
Wie
in den 2(a) und (b) dargestellt ist, besteht
die α-Aluminiumoxid-Kristallstruktur
aus hexagonalen Gittereinheiten mit Gitterkonstanten von 0,476 nm
in den <100>- und <010>-Achsen und 1,299 nm
in der <001>-Achse, wobei die Gitterkonstante
in der <001>-Achse etwa 3-mal so groß wie in
den <100>- und <010>-Achsen ist. Die (1
0 10)-Ebene ist in 2(a) schraffiert.
Die (012)-Ebene und die (110)-Ebene sind in 2(b) schraffiert.
-
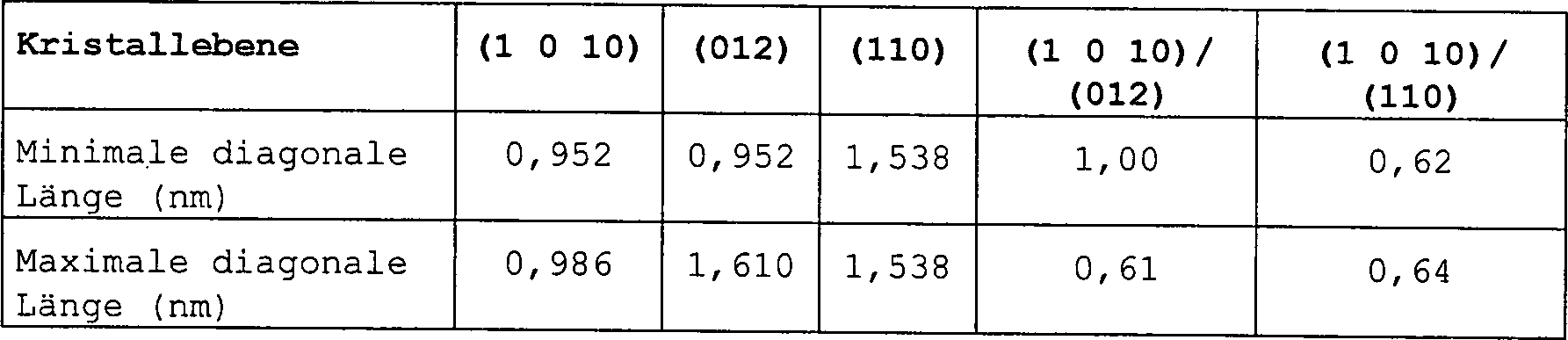
Tabelle
3 zeigt die maximalen und minimalen Längen der Diagonalen in den
schraffierten Ebenen in 2,
die aus den vorstehenden Gitterkonstanten von α-Al2O3 bestimmt werden. Aus Tabelle 3 ist ersichtlich, dass
in einem Einheitsgitter von α-Al2O3 die minimale
diagonale Länge
in der (1 0 10)-Ebene identisch mit dem Wert in der (012)-Ebene
ist und dass die maximale diagonale Länge in der erstgenannten Ebene
das 0,61-fache des Werts in der letztgenannten Ebene beträgt.
-
Wie
in 2(a) dargestellt
ist, schließt
dann, wenn die (1 0 10)-Ebene
parallel zur Substratoberfläche verläuft, die
c-Achse eines Einheitsgitters von α-Al2O3 zur Substratoberfläche einen Winkel von 72,3° (nahe an der
Vertikalen) ein, was darauf schließen lässt, dass sich leicht Kristallkörner, die
in vertikaler Richtung verlängert
sind, erhalten lassen. Wenn andererseits die (012)-Ebene parallel
zur Substratoberfläche
verläuft,
wie in 2(b) dargestellt
ist, schließt
die c-Achse des Einheitsgitters von α-Al2O3 zur Substratoberfläche nur einen Winkel von 32,3° ein, was
darauf schließen
lässt,
dass sich leicht Kristallkörner
erhalten lassen, die im wesentlichen entlang der Substratoberfläche verlängert sind.
-
Wie
vorstehend ausgeführt,
wird angenommen, dass dann, wenn die α-Al2O3-Schicht einen großen PR-Wert (1 0 10) aufweist
und wenn die (1 0 10)-Ebene von α-Al2O3 im wesentlichen
parallel zur Substratoberfläche
orientiert ist, Kristallkörner
mit Wahrscheinlichkeit in vertikaler Richtung zur Substratoberfläche, d.
h. in Richtung der Dicke der Aluminiumoxidschicht, verlängert werden,
wodurch eine α-Al2O3-Schicht mit im
Vergleich zur Oxidschichtdicke kleineren Kristallkorngrößen bereitgestellt
wird.
-
-
Aus
den vorstehenden Gründen
ist ersichtlich, dass aufgrund der Tatsache, dass die erfindungsgemäße α-Al2O3-Schicht eine
parallel zur Substratoberfläche
orientierte (1 0 10)-Ebene aufweist, die α-Aluminiumoxidschicht eine durchschnittliche
Kristallkorngröße von 1 μm oder weniger
besitzt, wenn die Dicke der Oxidschicht 2,5 μm oder weniger beträgt; 2 μm oder weniger,
wenn die Dicke der Oxidschicht mehr als 2,5 μm und 4,5 μm oder weniger beträgt; und
3 μm oder
weniger, wenn die Dicke der Oxidschicht mehr als 4,5 μm beträgt. Da die
Kristallkorngröße klein
ist, ergeben sich auch kleine Werte für die durchschnittliche Oberflächenrauigkeit
Ra und die maximale Oberflächenrauigkeit
Rmax der α-Aluminiumoxidschicht
entlang einer Mittellinie. Bei Verwendung als Schneidewerkzeug ergibt
sich somit eine geringe Reibung mit dem der Schneidebearbeitung zu
unterziehenden Körper,
was zu einem geringeren Abrieb der Überzugsschicht und zu einer
geringeren Ablösung
von Kristallkörnern
aus der Überzugsschicht
führt,
wodurch sich wiederum bessere mechanische Eigenschaften und eine
bessere Dauerhaftigkeit ergeben.
-
Im
erfindungsgemäßen beschichteten
Werkzeug muss es sich bei der Oxidschicht auf der Basis von α-Aluminiumoxid
nicht notwendigerweise um die äußerste Schicht
handeln. Es können
eine oder mehrere Schichten aus Titanverbindungen, wie TiN, auf
der Oxidschicht auf der Basis von α-Aluminiumoxid ausgebildet sein. In diesem
Fall wird die durchschnittliche Kristallkorngröße der Oxidschicht auf der
Basis von α-Aluminiumoxid
nach Entfernen der Schicht aus der Titanverbindung durch chemisches Ätzen unter
Verwendung einer wässrigen
HF-HNO3-Lösung oder dergl. gemessen.
-
Der
erfindungsgemäße, mit α-Aluminiumoxid
beschichtete Gegenstand lässt
sich unter den nachstehend aufgeführten Bedingungen herstellen.
Die erste Überzugsschicht
kann auf der Oberfläche
eines Substrats ausgebildet werden, indem man mindestens einen der
aus der Gruppe Carbide, Nitride, Carbonitride, Oxide, Oxycarbide,
Oxynitride und Oxycarbonitride von Metallen der Gruppen IVa, Va
und VIa des Periodensystems ausgewählten Bestandteil 5 bis 60
Minuten bei 950 bis 1 020 °C
durch ein Filmbildungsverfahren, z. B. chemische Dampfabscheidung
(CVD), plasmagestützte
chemische Dampfabscheidung (PACVD) und dergl., abscheidet. Um eine
hervorragende Haftung an einer α-Aluminiumoxidschicht
zu gewährleisten,
wird die äußerste Schicht
der ersten Überzugsschicht
vorzugsweise aus mindestens einem der Oxide, Oxycarbide, Oxynitride
und Oxycarbonitride der vorerwähnten
Metalle hergestellt. Ein typisches Beispiel für eine derartige äußerste Schicht
ist TiCO. Die TiCO-Schicht wird vorzugsweise unter Verwendung eines
Reaktionsgasgemisches, das TiCl4-Gas, CH4-Gas, H2-Gas und
ein gemischtes Oxidationsgas aus CO2 und
CO umfasst, unter den vorstehend beschriebenen Bedingungen gebildet.
Das Volumenverhältnis
CH4/TiCl4 beträgt vorzugsweise 4–10, das
Volumenverhältnis
von (CO2 + CO)/TiCl4 vorzugsweise
0,2 bis 10 und das Volumenverhältnis CO/(CO2 + CO) vorzugsweise 0,1–0,98. Es kann angenommen werden,
dass das Vorliegen von CO im Reaktionsgasgemisch dazu dient, die
Steuerung der Sauerstoffmenge in der gebildeten TiCO-Schicht zu
erleichtern, wodurch deren Haftung an der darüber liegenden Oxidschicht auf
der Basis von α-Aluminiumoxid
verbessert wird.
-
Die
zweite Überzugsschicht,
die eine Oxidschicht auf der Basis von α-Aluminiumoxid umfasst, wird
auf der vorstehenden äußersten
Schicht der ersten Überzugsschicht
abgeschieden, wozu man ein Reaktionsgasgemisch mit einem Gehalt
an AlCl3-Gas und einem Sauerstoffatome enthaltenden
Mischgas, das aus CO2 und CO besteht, neben
H2 als Trägergas verwendet. Das Volumenverhältnis (CO2 + CO) zum AlCl3-Gas
beträgt vorzugsweise
2–15.
Das Volumenverhältnis
CO zu (CO2 + CO) beträgt vorzugsweise 0,5 bis 0,95
und insbesondere 0,6 bis 0,9. Wenn das Volumenverhältnis von
CO zu (CO2 + CO) weniger als 0,5 beträgt, so besteht eine
Tendenz, dass die Aluminiumoxidschicht sich in der (110)-Ebene orientiert.
Wenn andererseits das Volumenverhältnis von CO zu (CO2 + CO) mehr als 0,95 beträgt, so nimmt
die Abscheidungsgeschwindigkeit von Al2O3 rasch ab, was zu einem schlechten Wirkungsgrad
bei der Bildung der Oxidschicht auf der Basis von α-Aluminiumoxid
führt.
Bei Verwendung der vorstehenden Reaktionsgaszusammensetzung weist
die erhaltene Oxidschicht auf der Basis von α-Aluminiumoxid eine (1 0 10)-Orientierung
und eine ausreichend geringe durchschnittliche Kristallkorngröße auf.
-
Das
Verfahren der chemischen Dampfabscheidung und der plasmagestützten chemischen
Dampfabscheidung kann zur Bildung der Oxidschicht auf der Basis
von α-Aluminiumoxid
herangezogen werden.
-
Die
Gegenstände,
auf denen die erfindungsgemäßen einlagigen
oder mehrlagigen Überzüge gebildet werden,
sind nicht auf Werkzeuge zur Schneidebearbeitung beschränkt, sondern
es kann sich auch um Gegenstände,
wie verschiedene abriebbeständige
Körper,
Formgebungswerkzeuge, Druckgussstifte, Elemente, die mit Metallschmelzen
in Kontakt kommen, und dergl., handeln.
-
Das
Aluminiumoxid ist nicht nur auf α-Aluminiumoxid
beschränkt,
es kann sich auch um ein Gemisch aus α-Aluminiumoxid mit anderen Aluminiumoxiden,
wie ĸ-Aluminiumoxid, γ-Aluminiumoxid, θ-Aluminiumoxid, δ-Aluminiumoxid, χ-Aluminiumoxid
und dergl., oder um ein Gemisch aus α-Aluminiumoxid mit anderen Oxiden, wie
Zirkoniumoxid und dergl., handeln, sofern es sich bei der Hauptkomponente
der Aluminiumoxidschicht um α-Aluminiumoxid handelt.
Somit bedeutet der hier verwendete Ausdruck "Oxidschicht auf der Basis von α-Aluminiumoxid" eine Oxidschicht
auf der Basis von α-Aluminiumoxid,
bei der 60 % oder mehr der gesamten Röntgenbeugungspeaks sich von α-Aluminiumoxid
ableiten.
-
Nachstehend
wird die vorliegende Erfindung unter Bezugnahme auf Beispiele erläutert, die
jedoch den Schutzumfang der Erfindung nicht beschränken sollen.
-
Beispiel 1
-
Ein
zementiertes Carbidsubstrat für
ein Schneidewerkzeug mit einer Zusammensetzung aus 72 Gew.-% WC,
8 Gew.-% TiC, 11 Gew.-% (Ta, Nb) C und 9 Gew.-% Co wurde in einen
CVD-Ofen eingesetzt, um das zementierte Carbidsubstrat durch chemische
Dampfabscheidung bei 900 °C
unter Verwendung von TiCl4-Gas, N2-Gas und H2-Trägergas mit
einer TiN-Schicht mit einer Dicke von 0,3 μm und sodann bei 900 °C unter Verwendung
von H2-Trägergas,
TiCl4-Gas und CH3CN-Gas
mit einer 6 μm
dicken TiCN-Schicht zu überziehen.
Ferner wurde eine TiC-Schicht mit einer Dicke von etwa 0,05-2 μm auf der
TiCN-Schicht durch Zufuhr von H2-Trägergas,
TiCl4-Gas und CH4-Gas
zum CVD-Ofen bei 950–1
200 °C mit
einer Strömungsgeschwindigkeit
von 2 200 ml/min bei einer Zufuhrzeit von 5–120 Minuten gebildet. Anschließend wurde
eine TiCO-Schicht 5–30
Minuten unter Verwendung des vorstehenden Reaktionsgasstroms, dem
ein Mischgas aus CO2 und CO mit 2,2-110 ml/min zugesetzt
wurde, in einer Dicke von 0,05–0,5 μm gebildet.
-
Man
ließ 310
ml/min H2-Gas und 130 ml/min HCl-Gas durch
ein kleines Rohr, das mit Aluminiumstücken gefüllt war, bei 350 °C strömen, um
ein AlCl3-Gas zu erzeugen, das dem CVD-Ofen
zusammen mit 2 Liter/min H2-Gas, 50 ml/min
CO2-Gas und 350 ml/min CO-Gas zugeführt wurde,
um bei 1 000-1 050 °C eine Aluminiumoxidschicht
auf der TiCO-Schicht zu bilden.
-
Die
Röntgenbeugung
des erhaltenen mehrlagigen Überzugs
wurde durch das 2θ-θ-Verfahren
bei 2θ von
10°–90° unter Verwendung
eines Röntgenbeugungsanalysators
(RU-300R, Produkt der Fa. Rigaku Denki K. K.) gemessen. Als Röntgenstrahlenquelle
wurde nur der Kα1-Strahl
von Cu (Wellenlänge λ = 0,154
nm) verwendet. Der Kα2-Strahl
und Rauschstrahlen wurden beseitigt.
-
1 zeigt das Röntgenbeugungsmuster
der Probe Nr. 14. Aus 1 ist
klar, dass der Peak bei 2θ von
76,9° im
Röntgenbeugungsmuster
im erfindungsgemäßen beschichteten
Gegenstand stark ausgeprägt war.
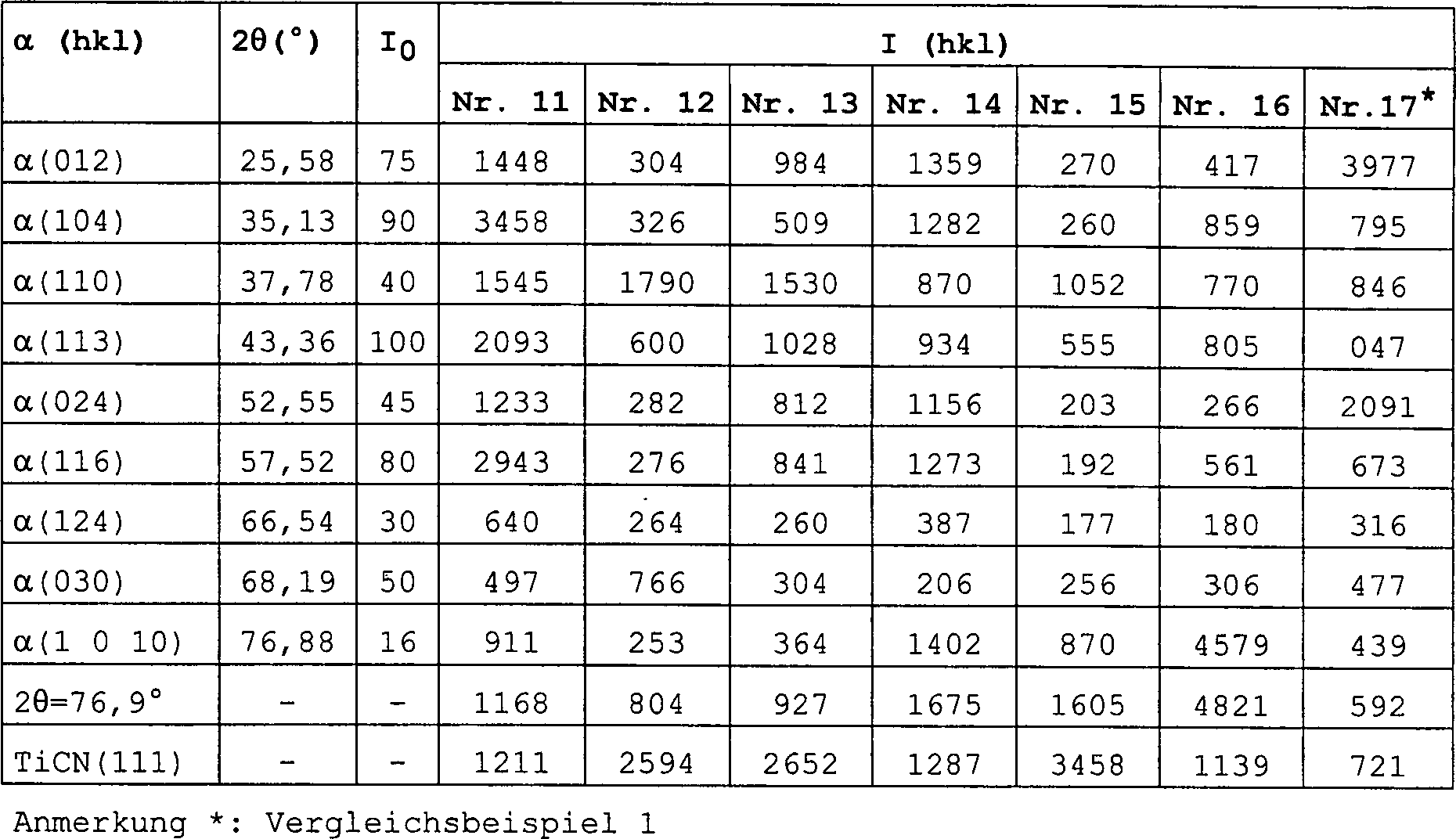
Tabelle 4 zeigt die Messwerte der in Beispiel 1 hergestellten erfindungsgemäßen Proben
Nr. 11 bis 16. Tabelle 5 zeigt die äquivalenten Röntgenbeugungs-Peakverhältnisse
PR (hkl,), die aus den Messwerten von Tabelle 4 bestimmt wurden.
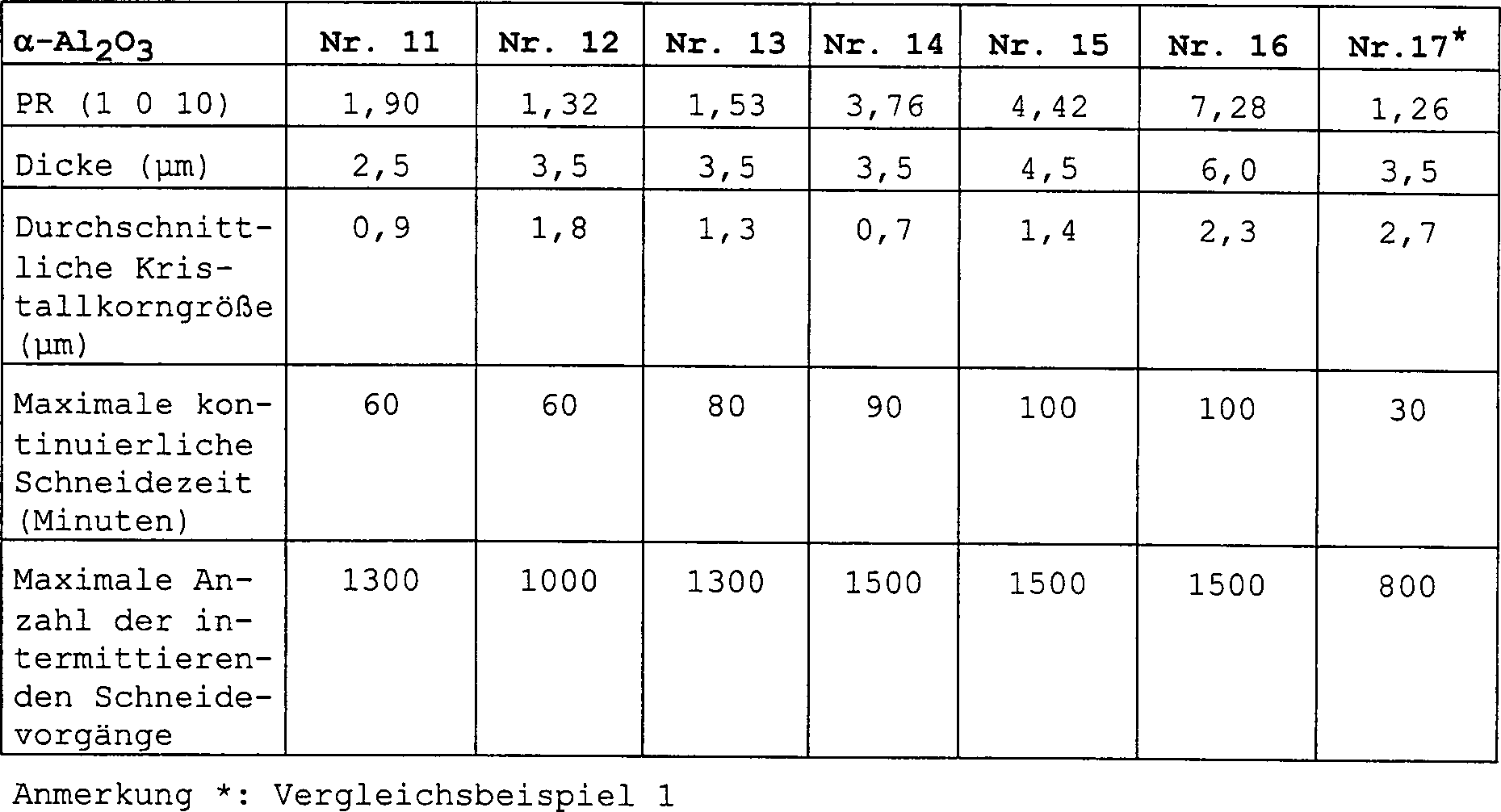
In Tabelle 6 sind der PR-Wert (1 0 10), die Schichtdicke, die durchschnittliche
Kristallkorngröße und die
Ergebnisse eines Schneidetests (maximale kontinuierliche Schneidezeit
und maximale Anzahl an intermittierenden Schneidevorgängen) für jede Probe
angegeben. Dabei ist unter der maximalen kontinuierlichen Schneidezeit
die längste
Zeitspanne zu verstehen, während
der das beschichtete Werkzeug für
einen kontinuierlichen Schneidevorgang eingesetzt werden kann, ohne
dass Schwierigkeiten, wie eine Splitterbildung, auftreten. Unter
der maximalen Anzahl an intermittierenden Schneidevorgängen ist
die entsprechende maximale Anzahl zu verstehen, in der das beschichtete
Werkzeug eingesetzt werden kann, ohne dass Schwierigkeiten, z. B.
eine Splitterbildung, auftreten.
-
In
den Tabellen 4–6
bedeutet α (hkl)
den (hkl)-Wert von α-Al2O3. Aus den Tabellen
4 bis 6 geht klar hervor, dass der PR-Wert (1 0 10) von α-Al2O3 in jeder Probe 1,3 oder mehr und vorzugsweise
1,5 oder mehr beträgt.
Ferner geht hervor, dass der maximale Wert unter den PR-Werten (hkl)
lag und somit die durchschnittliche Kristallkorngröße 1 μm oder weniger
betrug, wenn die Dicke der Oxidschicht 2,5 μm oder weniger betrug; 2 μm oder weniger,
wenn die Dicke der Oxidschicht mehr als 2,5 μm und 4,5 μm oder weniger betrug; und 3 μm oder weniger,
wenn die Dicke der Oxidschicht mehr als 4,5 μm betrug.
-
Das
Verfahren zum Messen der durchschnittlichen Kristallkorngröße wird
nachstehend unter Verwendung der Probe Nr. 14 erläutert. 3(a) zeigt eine rasterelektronenmikroskopische
Aufnahme (85 mm × 110 mm,
Vergrößerung 4
000) der Oberflächenschicht
aus Aluminiumoxid der Probe von Beispiel Nr. 14. Wie in 3(b) dargestellt ist, wurden
drei horizontale Linien, die durch die Positionen 21 mm, 42,5 mm
bzw. 64 mm vom oberen Ende der SEM-Aufnahme gehen, und zwei diagonale
Linien gezogen. Die Anzahl an Kristallkornteilchen auf jeder Linie
wurde zur Berechnung der durchschnittlichen Kristallkorngröße gemäß der nachstehenden
Gleichung (5) verwendet: Durchschnittliche Kristallkorngröße (μm) = [Gesamtlänge der
Linien (mm) / Gesamtanzahl der Kristallkornteilchen] × 0,25 ... (5)
-
Im
Fall von 3(a) betrug
die Gesamtlänge
der Linien 606 mm und die Gesamtzahl der Kristallkornteilchen 167.
Somit betrug die durchschnittliche Kristallkorngröße 0,7 μm.
-
Eine
polierte Oberfläche
der einzelnen Proben wurde bei einem Neigungswinkel von 10° mit einem
Lasermikroskop betrachtet, um die Abstände zwischen benachbarten Schichtgrenzen
zu messen und dadurch die Dicke der einzelnen Schichten zu bestimmen.
-
Beim
kontinuierlichen Schneidetest von Gusseisen wurden Schneidewerkzeuge
(5 Werkzeuge für jede
der Proben Nr. 11-16), die gemäß Beispiel
1 hergestellt worden waren, 1 Stunde unter den nachstehend angegebenen
Bedingungen eingesetzt. Anschließend wurde der Abrieb einer
Flanke eines jeden Werkzeugs mit einem optischen Mikroskop (Vergrößerung 200)
betrachtet. Die Schneidelebensdauer wurde als der Zeitpunkt festgelegt,
an dem die Abriebtiefe 0,2 mm erreicht hatte.
-
- Zu schneidender Körper:
Gusseisen FC25 (HB230),
- Werkzeugform: CNMA 120412,
- Schneidegeschwindigkeit: 300 m/min,
- Zufuhrgeschwindigkeit: 0,3 mm/Umdrehung,
- Schneidetiefe: 2,0 mm und
- Schneideflüssigkeit:
Wässrige
Lösung.
-
Anschließend wurden
beim intermittierenden Schneidetest Schneidewerkzeuge (jeweils 5
für die
Proben Nr. 11 bis 16) auf die vorstehende Weise unter den folgenden
Bedingungen eingesetzt, bis es zur Splitterbildung kam. Die maximale
Anzahl an intermittierenden Schneidevorgängen wurde ermittelt. Die Splitterbildung
der einzelnen beschichteten Werkzeuge wurde mit einem optischen
Mikroskop betrachtet (Vergrößerung 50).
-
- Zu schneidender Körper:
Gerillter Körper
aus S53C (HS38),
- Schneidegeschwindigkeit: 220 m/min,
- Zufuhrgeschwindigkeit: 0,2 mm/Umdrehung,
- Schneidetiefe: 2,0 mm und
- Schneideflüssigkeit:
Keine (trockenes Schneiden).
-
Die
Ergebnisse des Schneidetests sind in Tabelle 6 aufgeführt. Aus
Tabelle 6 ist klar ersichtlich, dass dann, wenn der PR (1 0 10)-Wert
1,3 oder mehr beträgt
(Probe Nr. 12) die durchschnittliche Kristallkorngröße den geringen
Wert von 1,8 μm
bei einer Dicke der Aluminiumoxidschicht von 3,5 μm aufwies,
was gute Schneideeigenschaften ergab (maximale kontinuierliche Schneidezeit
= 60 Minuten und maximale Anzahl der intermittierenden Schneidevorgänge = 1
000). Auch bei einem PR (1 0 10)-Wert
von 1,5 oder mehr (Probe Nr. 13) ergab sich eine durchschnittliche
Kristallkorngröße von nur
1,3 μm bei
einer Schichtdicke von 3,5 μm,
was zu besseren Schneideeigenschaften führte (maximale kontinuierliche
Schneidezeit = 80 Minuten und maximale Anzahl der intermittierenden
Schneidevorgänge
= 1 300). Bei einem PR (1 0 10)-Wert von 3,76 (Probe Nr. 14) ergab
sich ein geringer Wert für
die durchschnittliche Kristallkorngröße von 0,7 μm bei einer Schichtdicke von 3,5 μm, was zu
wesentlich besseren Schneideeigenschaften führte (maximale kontinuierliche
Schneidezeit = 90 Minuten und maximale Anzahl der intermittierenden
Schneidevorgänge
= 1 500).
-
Aus
den Ergebnissen der Schneidetests der vorstehenden Proben und der
Proben Nr. 11, 15 und 16 ist klar ersichtlich, dass der PR (1 0
10)-Wert im erfindungsgemäß beschichteten
Werkzeug 1,3 oder mehr beträgt;
dass die durchschnittliche Kristallkorngröße 1 μm oder weniger bei einer Dicke
der Oxidschicht von 2,5 μm
oder weniger; 2 μm
oder weniger bei einer Dicke der Oxidschicht von mehr als 2,5 μm und 4,5 μm oder weniger;
und 1,7 μm
oder weniger bei einer Dicke der Oxidschicht von mehr als 4,5 μm und 6 μm oder weniger beträgt; dass
die maximale kontinuierliche Schneidezeit 60 oder mehr beträgt; und
dass die maximale Anzahl der intermittierenden Schneidevorgänge 1 000
oder mehr beträgt.
-
Vergleichsbeispiel 1
-
Um
den Einfluss des PR (1 0 10)-Werts auf die durchschnittliche Kristallkorngröße der Oxidschicht
auf der Basis von α-Aluminiumoxid
und auf die Schneideeigenschaften des beschichteten Werkzeugs zu
untersuchen, wurde ein zementiertes Carbidsubstrat für ein Schneidewerkzeug
mit einer Zusammensetzung aus 72 Gew.-% WC, 8 Gew.-% TiC, 11 Gew.-%
(Ta,Nb) C und 9 Gew.-% Co mit einer TiN-Schicht mit einer Dicke
von 0,3 μm
und einer TiCN-Schicht mit einer Dicke von 6 μm beschichtet. Ferner wurde
eine TiC-Schicht
mit einer Dicke von etwa 0,05-2 μm
auf der TiCN-Schicht innerhalb von 5 bis 120 Minuten bei 1 010 °C unter Verwendung
von H2-Trägergas, TiCl4-Gas
und CH4-Gas gebildet. Nach Beendigung der
Zufuhr von TiCl4-Gas und CH4-Gas
wurde H2-Trägergas und CO2-Gas
zugeführt,
um die TiC-Schicht 15 Minuten bei 1 010 °C zu oxidieren. Anschließend wurden
H2-Gas, AlCl3-Gas und CO2-Gas bei 1 020 °C zugeführt, um auf der oxidierten TiC-Schicht
(Titanoxide, wie Ti2O3,
Ti3O5, TiO2 und dergl.) unter den gleichen Bedingungen
wie in Beispiel 1 eine Aluminiumoxidschicht zu bilden.
-
Das
erhaltene beschichtete Werkzeug wurde einer Messung seiner Röntgenbeugungsintensität, des äquivalenten
Röntgenbeugungs-Peakverhältnisses
PR (1 0 10) und der durchschnittlichen Kristallkorngröße unterzogen.
Die Ergebnisse sind in den Tabellen 4 bis 6 aufgeführt. Aus
Tabelle 6 ist klar ersichtlich, dass das Schneidewerkzeug von Vergleichsbeispiel
1 einen PR (1 0 10)-Wert von weniger als 1,3 und eine hohe durchschnittliche
Kristallkorngröße von 2,7 μm bei einer
Dicke der Aluminiumoxidschicht von 3,5 μm aufwies.
-
Als
Ergebnis der wie in Beispiel 1 unter Verwendung von 5 Schneidewerkzeugen
gemäß dem Vergleichsbeispiel
1 durchgeführten
Schneidetests wurde festgestellt, dass sich die Oxidschicht nach
einem 30-minütigen
kontinuierlichen Schneidevorgang ablöste und dass nach 800 intermittierenden
Schneidevorgängen
unter Stoßwirkung
eine starke Splitterbildung erfolgte, was für die schlechten Eigenschaften
der Schneidewerkzeuge von Vergleichsbeispiel 1 spricht.
-
-
-
-
Beispiel 2
-
Nach
Durchführung
des gleichen Verfahrens wie in Beispiel 1 bis zur Bildung einer
Aluminiumoxidschicht wurden 4 Liter/min H2-Trägergas,
50 ml/min TiCl4-Gas und 1,3 Liter/min N2-Gas 20 Minuten zur Bildung einer Titannitridschicht
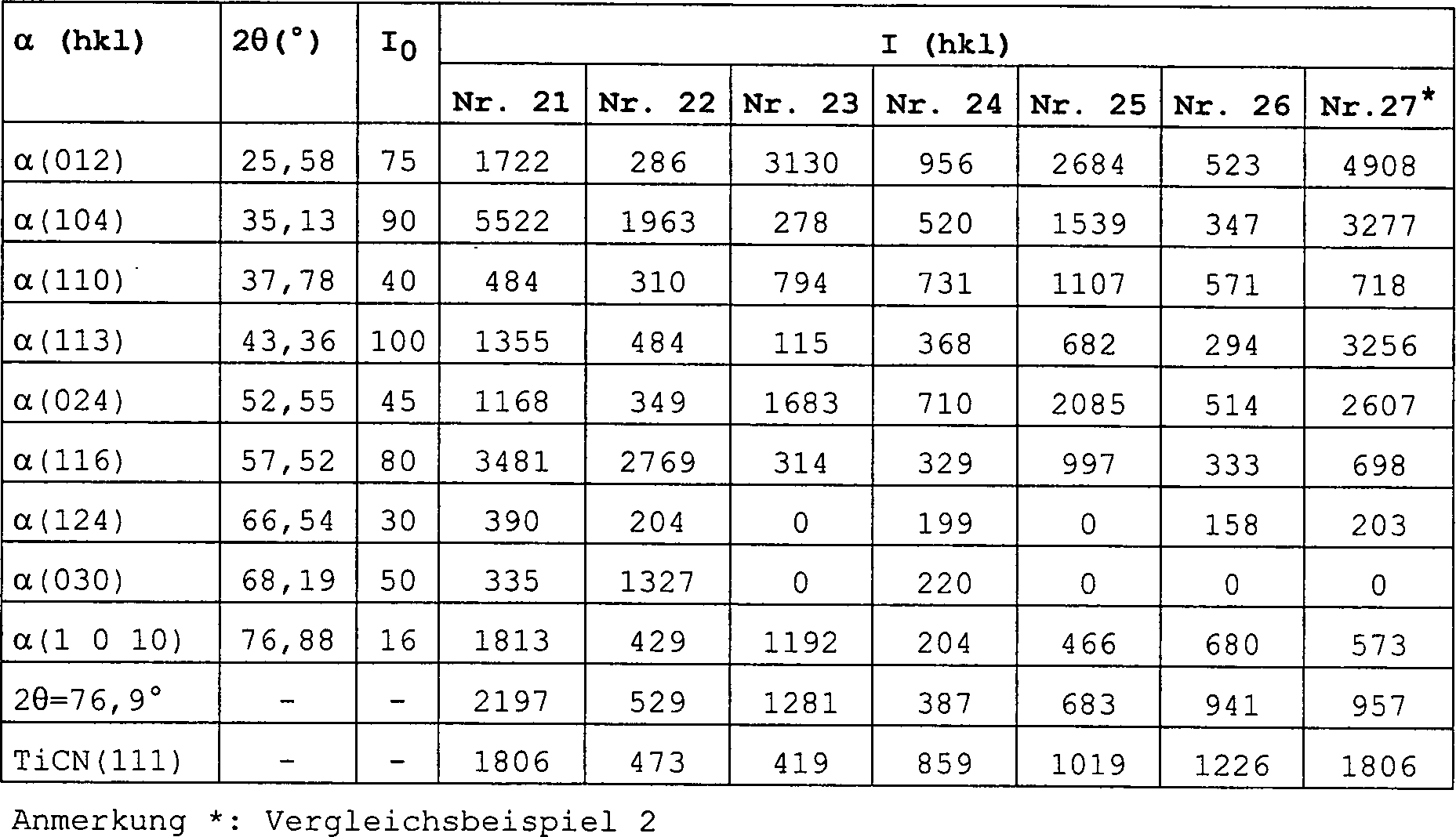
auf der Aluminiumoxidschicht bei 1 020 °C zugeführt. Die erhaltenen beschichteten Werkzeuge
wurden einer Messung ihrer Röntgenbeugungsintensität, des äquivalenten
Röntgenbeugungs-Peakverhältnisses
PR (hkl), des PR (1 0 10)-Werts, der Schichtdicken, der durchschnittlichen
Kristallkorngröße und der
Schneideeigenschaften (maximale kontinuierliche Schneidezeit und
maximale Anzahl an intermittierenden Schneidevorgängen) unterworfen.
Die Messergebnisse für
diese Eigenschaften sind in den Tabellen 7 bis 9 aufgeführt.
-
4 zeigt ein Röntgenbeugungsmuster
der in Beispiel 2 erhaltenen Probe Nr. 24, wobei es sich um ein
typisches Röntgenbeugungsmuster
für ein
erfindungsgemäßes beschichtetes
Werkzeug handelt. Die durchschnittliche Kristallkorngröße der Oxidschicht
auf der Basis von α-Aluminiumoxid wurde
auf die gleiche Weise wie in Beispiel 1 gemessen, nachdem die TiN-Schicht
durch eine wässrige
HF-HNO3-Lösung oder dergl. entfernt worden
war.
-
Aus
Tabelle 9 ist klar ersichtlich, dass die α-Al2O3-Schicht von Beispiel 2 einen PR (1 0 10)-Wert
von 1,3 oder mehr und insbesondere von 1,5 oder mehr aufwies und
das Maximum unter den PR (hkl)-Werten zeigte und dass die durchschnittliche
Kristallkorngröße 1 μm oder weniger
bei einer Dicke der Aluminiumoxidschicht von 2,5 μm oder weniger;
2 μm oder
weniger bei einer Dicke der Aluminiumoxidschicht von mehr als 2,5 μm und 4,5 μm oder weniger;
und 3 μm
oder weniger bei einer Dicke der Aluminiumoxidschicht von mehr als
4,5 μm betrug.
-
Aus
Tabelle 9 wurde ferner festgestellt, dass bei einem PR (1 0 10)-Wert von 1,3 oder
mehr (Probe Nr. 24), die durchschnittliche Kristallkorngröße nur 3,0 μm bei einer
Dicke der Aluminiumoxidschicht von 6 μm betrug, was bessere Schneideeigenschaften
ergibt (maximale kontinuierliche Schneidezeit = 130 Minuten und maximale
Anzahl der intermittierenden Schneidevorgänge = 1 800). Wenn ferner der
PR (1 0 10)-Wert
1,5 oder mehr betrug (Probe Nr. 25), ergab sich eine durchschnittliche
Kristallkorngröße von nur
2,5 μm bei
einer Dicke der Aluminiumoxidschicht von 6 μm, was wesentlich bessere Schneideeigenschaften
bedeutete (maximale kontinuierliche Schneidezeit = 150 Minuten und
maximale Anzahl der intermittierenden Schneidevorgänge = 2
000). Aus diesen Daten wurde bestätigt, dass der PR (1 0 10)-Wert
vorzugsweise 1,5 oder mehr beträgt
und dass die durchschnittliche Kristallkorngröße vorzugsweise 2,5 μm oder weniger
beträgt,
wenn die Dicke der Oxidschicht 6,0 μm übersteigt.
-
Die
Probe Nr. 22 zeigte einen PR (1 0 10)-Wert von 1,71 und eine durchschnittliche
Kristallkorngröße von 2,0 μm bei einer
Dicke der Aluminiumoxidschicht von 4,5 μm, was hervorragende Schneideeigenschaften bedeutet
(maximale kontinuierliche Schneidezeit = 100 Minuten und maximale
Anzahl der intermittierenden Schneidevorgänge = 1 500). Ferner zeigte
die Probe Nr. 23 einen PR (1 0 10)-Wert von 3,69 und eine durchschnittliche
Kristallkorngröße von nur
1,5 μm bei
einer Dicke der Aluminiumoxidschicht von 4,5 μm, was ausgezeichnete Schneideeigenschaften
bedeutete (maximale kontinuierliche Schneidezeit = 130 Minuten und maximale
Anzahl der intermittierenden Schneidevorgänge = 1 800). Es wurde bestätigt, dass
die durchschnittliche Kristallkorngröße vorzugsweise 1,5 μm oder weniger
bei einer Schichtdicke von 4,5 μm
beträgt.
-
Vergleichsbeispiel 2
-
Zur
Untersuchung des Einflusses des PR (1 0 10)-Werts auf die durchschnittliche
Kristallkorngröße der Oxidschicht
auf der Basis von α-Aluminiumoxid und
auf die Schneideeigenschaften des beschichteten Werkzeugs wurde
das Beispiel 2 bis zur Bildung der TiC-Schicht wiederholt. Anschließend wurden
nach Abbrechen der Zufuhr von TiCl4-Gas
und CH4-Gas ein H2-Trägergas und
ein CO2-Gas 15 Minuten bei 1 010 °C zugeführt, um
die TiC-Schicht zu oxidieren. Sodann wurden H2-Gas,
A1C13-Gas und CO2-Gas bei 1 020 °C zugeführt, um auf der Schicht von
oxidiertem TiC (Titanoxid) unter den gleichen Bedingungen wie in
Beispiel 2 eine Aluminiumoxidschicht zu bilden. Ferner wurden 4
Liter/min H2-Gas, 50 ml/min TiCl4-Gas und
1,3 Liter/min N2-Gas 20 Minuten bei 1 020 °C zugeführt, um
auf der Aluminiumoxidschicht eine Titannitridschicht zu bilden.
-
Das
erhaltene beschichtete Werkzeug wurde einer Messung seines äquivalenten
Röntgenbeugungs-Peakverhältnisses
PR (1 0 10), der Schichtdicke und der durchschnittlichen Kristallkorngröße unterzogen.
Die Ergebnisse sind in Tabelle 9 aufgeführt. Aus Tabelle 9 ist klar
ersichtlich, dass das Schneidewerkzeug von Vergleichsbeispiel 2
einen PR (1 0 10)-Wert von weniger als 1,3 und eine hohe durchschnittliche
Kristallkorngröße von 3,5 μm bei einer
Dicke der Aluminiumoxidschicht von 6 μm aufwies.
-
Als
Ergebnis der gleichen Schneidetests wie in Beispiel 2 unter Verwendung
von 5 Schneidewerkzeugen gemäß Vergleichsbeispiel
2 wurde festgestellt, dass sich die Oxidschicht nach einem 40-minütigen kontinuierlichen
Schneidebetrieb ablöste
und dass nach 600 intermittierenden Schneidevorgängen unter Stoßeinwirkung
eine starke Splitterbildung auftrat, was für die schlechten Eigenschaften
der Schneidewerkzeuge von Vergleichsbeispiel 2 spricht.
-
-
-
-
Wie
vorstehend ausgeführt,
ist der erfindungsgemäße, mit
Aluminiumoxid beschichtete Gegenstand aufgrund der Tatsache, dass
er eine einlagige oder mehrlagige Beschichtung aus mindestens einem
Bestandteil, der aus der Gruppe Carbide, Nitride, Carbonitride,
Oxide, Oxycarbide, Oxynitride und Oxycarbonitride von Metallen der
Gruppen IVa, Va und VIa des Periodensystems ausgewählt ist
und eine Oxidschicht auf der Basis von α-Aluminiumoxid mit einem äquivalenten
Röntgenbeugungs-Peakverhältnis PR
(1 0 10) von 1,3 oder mehr aufweist, mit einer α-Aluminiumoxidschicht ausgestattet,
die eine geringe Kristallkorngröße besitzt,
was zu hervorragenden Schneideeigenschaften führt.