-
GEBIET DER
ERFINDUNG
-
Diese Erfindung betrifft allgemein
lithographische bilderzeugende Elemente und insbesondere lithographische
Druckplatten, die nach der Bebilderung keiner Naßverarbeitung bedürfen. Die
Erfindung betrifft auch ein Verfahren zur digitalen Bebilderung
solcher bilderzeugenden Elemente und ein Verfahren zum Drucken mit
ihnen.
-
HINTERGRUND
DER ERFINDUNG
-
Das Fachgebiet des lithographischen
Druckes basiert auf der Nichtmischbarkeit von Öl und Wasser, wobei ein öliges Material
oder eine Druckfarbe bevorzugt durch einen Bildbereich zurückgehalten
wird und das Wasser oder Feuchtmittel bevorzugt durch die Nicht-Bildbereiche
zurückgehalten
wird. Wird eine entsprechend vorbereitete Oberfläche mit Wasser befeuchtet und
wird dann eine Druckfarbe aufgetragen, halten die Hintergrund- oder
die Nicht-Bildbereiche das Wasser zurück und stoßen die Druckfarbe ab, während die
Bildbereiche die Druckfarbe annehmen und das Wasser abstoßen. Die
Druckfarbe wird dann auf die Oberfläche eines geeigneten Substrates,
wie Stoff, Papier oder Metall, übertragen,
wodurch das Bild wiedergegeben wird.
-
Die gebräuchlichsten lithographischen
Druckplatten umfassen einen Metall- oder Polymerträger mit
einer bilderzeugenden Schicht darauf, die für sichtbares oder UV-Licht
empfindlich ist. Auf diese Weise können sowohl positiv als auch
negativ arbeitende Druckplatten hergestellt werden. Nach der Belichtung,
und vielleicht einer Erwärmung
nach der Belichtung, werden entweder die bebilderten oder die nicht-bebilderten
Bereiche mittels naßverarbeitender
Chemie entfernt.
-
Wärmeempfindliche
Druckplatten sind weniger gebräuchlich.
Beispiele für
solche Platten sind in US-A-5,372,915 beschrieben. Sie enthalten
eine bilderzeugende Schicht, die ein Gemisch aus auflösbaren Polymeren
und einer Infrarotstrahlung absorbierenden Verbindung ümfaßt. Diese
Platten können
zwar mittels Lasern und digitalen Informationen bebilden werden,
bedürfen
aber einer Naßverarbeitung
mit alkalischen Entwicklerlösungen.
-
Es ist erkannt worden, daß durch
Ablatieren einer IR-absorbierenden Schicht eine lithographische Druckplatte
erstellt werden könnte.
Das kanadische Patent Nr. 1,050,805 offenbart z. B. eine Trockenflachdruckplatte,
umfassend einen farbannehmenden Träger, eine darüberliegende
Siliconkautschukschicht und eine eingeschobene Schicht, die Laserenergie
absorbierende Teilchen (wie z. B. Kohlenstoffteilchen) in einem selbstoxidierenden
Bindemittel (wie z. B. Nitrocellulose) umfaßt. Solche Platten wurden mit
einem Nd:YAG-Laser fokussierter naher IR-Strahlung ausgesetzt. Die
absorbierende Schicht wandelte die Infrarotenergie in Wärme um,
wodurch die Absorberschicht und der darüberliegende Siliconkautschuk
teilweise abgelöst,
verdampft oder ablatiert wurden. Die Platte wurde entwickelt, indem
ein Naphthalösungsmittel
angewendet wurde, um die Trümmer
von den belichteten Bildbereichen zu entfernen. Ähnliche Platten sind in der
Research Disclosure, Nr. 19201 (1980) als Platten beschrieben, die
im Vakuum aufgedampfte Metallschichten aufweisen, um Laserstiahlung
zu absorbieren und damit die Entfernung einer darauf aufgetragenen
Siliconkautschukschicht zu unterstützen. Diese Platten wurden
entwickelt, indem sie mit Hexan befeuchtet und abgerieben wurden.
Von Nechiporenko & Markova,
Vorabdruck der 15. Internationalen IARIGAI Konferenz, Juni 1979, Lillehammer,
Norwegen, Pira Abstract 02-79-02834, werden CO2-Laser
für die
Ablation von Siliconschichten beschrieben. Typischerweise erfordern
solche Druckplatten mindestens zwei Schichten auf einem Träger, von denen
eine oder mehrere aus ablatierbaren Materialien hergestellt sind.
Andere Veröffentlichungen,
die ablatierbare Druckplatten beschreiben, schließen US-A-5,385,092,
US-A-5,339,737, US-A-5,353,705, das US-Reissue-Patent Nr. 35,512
und US-A-5,378,580
ein.
-
Obgleich die erwähnten Druckplatten, die für den digitalen
verarbeitungsfreien Druck verwendet werden, gegenüber den
herkömmlicheren
lichtempfindlichen Druckplatten eine Reihe von Vorteilen haben,
hat ihre Verwendung auch eine Reihe von Nachteile. Der Vorgang der
Ablation erzeugt Trümmer
und verdampfte Materialien, die aufgefangen werden müssen. Die
für die
Ablation erforderliche Laserstärke
kann beträchtlich hoch
sein und die Bestandteile solcher Druckplatten können teuer, schwer aufzutragen
oder hinsichtlich der erhaltenen Druckqualität unannehmbar sein. Solche
Platten erfordern im allgemeinen mindestens zwei auf einen Träger aufgetragene
Schichten.
-
Es sind auch schon thermisch umschaltbare
Polymere für
die Verwendung als bilderzeugende Materialien in Druckplatten beschrieben
worden. Mit „umschaltbar" ist gemeint, daß das hydrophobe
Polymer vergleichsweise hydrophiler gemacht wird oder umgekehrt
das hydrophile vergleichsweise hydrophober gemacht wird, indem es
Wärme ausgesetzt
wird.
-
US-A-4,034,183 beschreibt die Verwendung
von Hochleistungslasern, um hydrophile Oberflächenschichten in hydrophobe
Oberflächen
umzuwandeln. Ein ähnliches
Verfahren wird in US-A-4,081,572 für die Umwandlung von Polyamidsäuren in
Polyimide beschrieben. In der Industrie ist die Verwendung von Hochleistungslasern
unerwünscht,
da sie einen hohen Energiebedarf haben und gekühlt und häufig gewartet werden müssen.
-
US-A-4,634,659 beschreibt die bildweise
Bestrahlung hydrophober Polymerbeschichtungen, um die belichteten
Bereiche in ihrer Beschaffenheit hydrophiler zu machen. Wenn diese
Erfindung auch eine der frühen
Anmeldungen zur Umwandlung von Oberflächeneigenschaften bei Druckplatten
war, so hat sie die Nachteile, daß lange UV-Belichtungszeiten
(bis zu 60 min) erforderlich sind und die Platten nur im positiv
arbeitenden Modus verwendet werden.
-
US-A-4,405,705 und US-A-4,548,893
beschreiben aminhaltige Polymere für lichtempfindliche Materialien,
die in nicht-thermischen Verfahren verwendet werden. Auch hier bedürfen die
bebilderten Materialien einer Naßverarbeitung nach der Bebilderung.
-
Thermische Verfahren unter Verwendung
von Polyamidsäuren
und Vinylpolymeren mit quartären
Ammoniumseitengruppen sind in US-A-4,693,958 beschrieben, wobei
nach der Bebilderung aber eine Naßverarbeitung erforderlich
ist.
-
US-A-5,512,418 beschreibt die Verwendung
von Polymeren mit kationischen quartären Ammoniumgruppen, die wärmeempfindlich
sind. Wie die meisten Materialien, die auf dem Fachgebiet beschrieben
werden, bedürfen
sie jedoch einer Naßverarbeitung
nach der Bebilderung.
-
WO 92/09934 beschreibt lichtempfindliche
Zusammensetzungen, die einen Photosäurebildner und ein Polymer
mit säureempfindlichen
Tetrahydropyranyl- oder aktivierten Estergruppen enthalten. Durch
die Bebilderung dieser Zusammensetzungen werden die bebilderten
Bereiche jedoch in ihrer Beschaffenheit von hydrophob in hydrophil
umgewandelt.
-
Darüber hinaus beschreibt EP-A
0 652 483 lithographische Druckplatten, die mittels IR-Lasern bebilderbar
sind und die keiner Naßverarbeitung
bedürfen.
Diese Platten umfassen eine bilderzeugende Schicht, die durch bildweises
der Wärme
Aussetzen hydrophiler wird. Diese Beschichtung enthält ein Polymer
mit Seitengruppen (wie z. B. t-Alkylcarboxylatresten), die unter
Einwirkung von Wärme
oder einer Säure
unter Bildung von polareren, hydrophileren Gruppen reagieren können. Bei
der Bebilderung solcher Zusammensetzungen werden die bebilderten
Bereiche von einer hydrophoben in eine vergleichsweise hydrophilere
Beschaffenheit umgewandelt und folglich ist die Bebilderung des
Hintergrundes der Platte, welcher im allgemeinen einen größeren Bereich
ausmacht, erforderlich. Dies kann ein Problem sein, wenn bis zum
Rand der Druckplatte bebildert werden soll.
-
Die graphische Industrie sucht nach
alternativen Mitteln zur Bereitstellung einer verarbeitungsfreien
direkt beschreibbaren lithographischen Druckplatte, die ohne Ablation
und die vorstehend erwähnten
Begleitprobleme bebildert werden kann. Es wäre auch wünschenswert, „umschaltbare" Polymere ohne die
Notwendigkeit einer Naßverarbeitung
nach der Bebilderung zu verwenden, um eine bilderzeugende Oberfläche in den
belichteten Bereichen oleophiler zu machen.
-
KURZDARSTELLUNG
DER ERFINDUNG
-
Die vorstehend erwähnten Probleme
werden mit einem bilderzeugenden Element überwunden, das einen Träger umfaßt, auf
welchem sich eine hydrophile bilderzeugende Schicht befindet, die
ein hydrophiles, wärmeempfindliches,
vernetztes Vinylpolymer umfaßt,
welches sich wiederholende Struktureinheiten umfaßt, die
organische Oniumreste umfassen.
-
Diese Erfindung schließt auch
ein Verfahren zur Bilderzeugung ein, umfassend die Schritte:
-
- A) Bereitstellen des vorstehend beschriebenen
bilderzeugenden Elements, und
- B) bildweises Aussetzen des bilderzeugenden Elements einer Energie,
um der Energie ausgesetzte und nicht ausgesetzte Bereiche in der
bilderzeugenden Schicht des bilderzeugenden Elements bereitzustellen, wobei
die der Energie ausgesetzten Bereiche durch Wärme, die durch das bildweise
Aussetzen einer Energie bereitgestellt wird, stärker oleophil gemacht werden
als die der Energie nicht ausgesetzten Bereiche.
Ferner noch
ein Verfahren zum Drucken, umfassend die Ausführung der vorstehend erwähnten Schritte
A und B und zusätzlich
den Schritt:
- C) in Kontaktbringen des bilderzeugenden Elements mit einem
Feuchtmittel und einer lithographischen Druckfarbe und bildweises Überführen der
Druckfarbe von dem bilderzeugenden Element auf ein Empfangermaterial.
-
Die erfindungsgemäßen negativ arbeitenden bilderzeugenden
Elemente haben eine Reihe von Vorteilen und vermeiden die Probleme
früherer
Druckplatten. Das bedeutet, die mit der Bilderzeugung durch Ablation (d.
h. der bildweisen Entfernung einer Oberflächenschicht) verbundenen Nachteile
und Probleme werden vermieden, weil die Hydrophilie der bilderzeugenden
Schicht bildweise geändert
wird, indem die der Energie ausgesetzten Bereiche ihrer Druckoberfläche (vorzugsweise
irreversibel) „umgeschaltet" werden. Ein normalerweise
hydrophiles, wärreempfindliches,
vernetztes bilderzeugendes Polymer wird dadurch, daß es Wärme (wie
sie z. B. durch Bestrahlung mit einem IR-Laser oder eine andere
Energiequelle bereitgestellt oder erzeugt wird) ausgesetzt wird,
stärker
oleophil gemacht. So bleibt die bilderzeugende Schicht während und
nach der Bebilderung intakt (d. h. es ist keine Ablation erforderlich).
Diese Vorteile werden dadurch erzielt, daß ein hydrophiles wärmeempfindliches
Vinylpolymer mit sich wiederholenden organischen Oniumresten (wie
z. B. organischen Ammonium-, organischen Phosphoniun- oder organischen
Sulfoniumresten) verwendet wird. Solche Polymere und Gruppen sind
nachstehend genauer beschrieben. Die in der bilderzeugenden Schicht
verwendeten Polymere sind im allgemeinen nicht teuer oder mit den
hier beschriebenen Verfahren leicht herzustellen und die bilderzeugenden
Elemente sind einfach herzustellen und ohne die Notwendigkeit einer
Naßverarbeitung
nach der Bebilderung zu verwenden. Die Polymermaterialien stellen
die gewünschte
Bildabgrenzung, Haltbarkeit des Ausgangsmaterials und strukturelle
Stabilität
bereit. Die erhaltenen Druckformen, die aus den erfindungsgemäßen bilderzeugenden
Elementen erhalten werden, sind negativ arbeitend.
-
Stark ionische Polymere in bilderzeugenden
Elementen neigen dazu, stärker
wasserlöslich
zu sein, und können
aus dem bilderzeugenden Element ausgewaschen werden, wenn es beim
Drucken einem Feuchtmittel ausgesetzt wird. Obgleich solche Polymere
durch die Bebilderung oleophiler gemacht werden können, „schalten" nicht alle geladenen
Gruppen in einen ungeladenen Zustand „um". Daher können auch in den der Energie
ausgesetzten Bereichen der Druckoberfläche zu viele hydrophile Gruppen
verbleiben. Dieser geringe Anteil an wasserlöslichen Gruppen kann die Wasserlöslichkeit
induzieren und nach der Bebilderung zum Adhäsions- oder Cohäsionsversagen
führen.
Die vorliegende Erfindung stellt bevorzugte Ausfuhrungsformen bereit,
bei denen vernetzte Vinylpolymere mit kationischen Stickstoff-,
Phosphor- oder Schwefelresten verwendet werden. Dies sorgt für eine verbesserte
strukturelle Stabilität
der bilderzeugenden Schicht während
des Druckbetriebs.
-
AUSFÜHRLICHE
BESCHREIBUNG DER ERFINDUNG
-
Die erfindungsgemäßen bilderzeugenden Elemente
umfassen einen Träger
und eine oder mehrere Schichten darauf, die wärmeempfindlich sind. Der Träger kann
ein beliebiges selbsttragendes Material sein, das Polymerfolien,
Glas, Keramik, Metalle und steife Papiere und ein Laminat aus beliebigen
dieser Materialien einschließt.
Die Dicke des Trägers
kann unterschiedlich sein. Bei den meisten Anwendungen sollte die
Dicke ausreichend sein, um der Abnutzung durch das Drucken startdzuhalten,
und für
das Wickeln um eine Druckform gering genug sein. Eine bevorzugte
Ausführungsform
verwendet einen Polyesterträger,
der z. B. aus Polyethylenterephthalat oder Polyethylennaphthalat
hergestellt ist und eine Dicke von etwa 100 bis etwa 310 μm aufweist.
Eine andere bevorzugte Ausführungsform
verwendet Aluminiumfolie mit einer Dicke von etwa 100 bis etwa 600 μm. Der Träger sollte
unter den Verwendungsbedingungen beständig gegen Formänderungen sein.
-
Der Träger kann auch eine zylindrische
Fläche
sein, auf der sich die wärmeempfindliche
Polymerzusammensetzung befindet, also ein Teil der Druckmaschine
sein. Die Verwendung solcher bebilderten Zylinder ist z. B. in US-A-5,713,287
beschrieben.
-
Der Träger kann mit einer oder mehreren „Grundier" schichten beschichtet
sein, um die Haftung der Endanordnung zu verbessern. Beispiele für Materialien
für Grundierschichten
schließen
Gelatine und andere natürlich
vorkommende und synthetische hydrophile Kolloide und Vinylpolymere
(wie Vinylidenchlorid-Copolymere), die in der photographischen Industrie
für solche Zwecke
bekannt sind, Vinylphosphonsäurepolymere, Alkoxysilane
(wie z. B. Amininopropyltriethoxysilan und Glycidoxypropyltriethoxysilan),
Titan-Sol-Gel-Materialien, epoxyfunktionelle Polymere und keramische
Werkstoffe ein, sind aber nicht darauf beschränkt.
-
Die Rückseite des Trägers kann
mit Antistatikmitteln und/oder Gleitschichten oder Mattierungsschichten
beschichtet sein, um die Handhabung und den „Griff" des bilderzeugenden Elements zu verbessern.
-
Vorzugsweise weisen die bilderzeugenden
Elemente jedoch nur eine wärmeempfindliche
Schicht auf, die zur Bilderzeugung erforderlich ist. Diese hydrophile
Schicht enthält
ein oder mehrere wärmeempfindliche Polymere
und gegebenenfalls aber vorzugsweise ein photothermisches Umwandlungsmaterial
(nachstehend beschrieben) und stellt vorzugsweise die äußere Druckoberfläche des
bilderzeugenden Elements bereit. Wegen des (der) speziellen Polymers
(Polymere), das (die) in der bilderzeugenden Schicht verwendet wird
(werden), werden die einer Energie ausgesetzten (bebilderten) Bereiche
der Schicht in ihrer Beschaffenheit stärker oleophil gemacht.
-
Die wärmeempfindlichen Polymere,
die in dieser Erfindung verwendbar sind, können im allgemeinen beliebige
einer breiten Vielfalt von vernetzten Vinylhomopolymeren und -copolymeren
sein, die die notwendigen organischen Oniumreste aufweisen. Sie
werden aus ethylenisch ungesättigten
polymerisierbaren Monomeren mittels eines beliebigen herkömmlichen
Polymerisationsverfahrens hergestellt. Die Verfahren und Reaktanten,
die zur Herstellung aller dieser Polymertypen gebraucht werden,
sind bekannt. Mit den zusätzlichen hier
bereitgestellten Lehren können
die bekannten Polymerreaktanten und Bedingungen durch einen Fachmann
modifiziert werden, um eine geeignete kationische Seitengruppe einzubauen
oder anzufügen.
-
Vorzugsweise sind die Polymere Copolymere,
die aus zwei oder mehr ethylenisch ungesättigten polymerisierbaren Monomeren,
von denen mindestens eines den gewünschten organischen Oniumrest
enthält, und
einem oder mehreren anderen Monomeren, die in dem Polymer für eine Vernetzung
und möglicherweise für die Haftung
auf dem Träger
sorgen können,
hergestellt sind.
-
Die wärmeempfindlichen Polymere,
die in dieser Erfindung verwendbar sind, können aus sich wiederholenden
Struktureinheiten bestehen, die mehr als einen Typ von organischen
0nium resten aufweisen. Ein solches Polymer kann z. B. sich wiederholende
Struktureinheiten mit sowohl organischen Ammoniumresten als auch
organischen Sulfoniumresten aufweisen. Die organischen Oniumreste
müssen
auch nicht alle die gleichen Alkylsubstituenten aufweisen. Ein Polymer
kann z. B. sich wiederholende Struktureinheiten mit mehr als einem
Typ von organischen Ammoniumresten aufweisen.
-
Die Anwesenheit eines organischen
Oniumrests (wie z. B. eines organischen Ammonium- oder quartären Ammoniumrests,
eines organischen Phosphonium- oder organischen Sulfoniumrests)
sorgt offenbar dafür
oder erleichtert es, daß die
bilderzeugende Schicht, indem sie einer Energie ausgesetzt wird,
die Wärme bereitstellt
oder erzeugt, in den der Energie ausgesetzten Bereichen von hydrophil
zu oleophil umschaltet, wenn die kationische Gruppe mit ihrem Gegenion
reagiert. Das Endergebnis ist der Verlust an Ladung. Solche Reaktionen
können
leichter erreicht werden, wenn das Anion des organischen Oniumrests
nucleophiler und/oder basischer ist. Zum Beispiel ist ein Acetatanion
typischerweise reaktiver als ein Chloridanion. Durch Variieren der
chemischen Natur des Anions kann die Reaktivität des wänneempfindlichen Polymers modifiziert werden,
um unter den gegebenen Bedingungen (z. B. Laserhardware und -stärke und
Erfordernisse der Druckmaschine), abgewogen gegen eine ausreichende
Lagerstabilität
unter Umgebungsbedingungen, die optimale Bildauflösung bereitzustellen.
Geeignete Anionen schließen
die Halogenide, Carboxylate, Sulfate, Borate und Sulfonate ein.
Typische Anionen schließen
Chlorid, Bromid, Fluorid, Acetat, Tetrafluoroborat, Formiat, Sulfat, p-Toluolsulfonat
und andere für
den Fachmann leicht offenkundige ein, sind aber nicht darauf beschränkt. Die Halogenide
und Carboxylate sind bevorzugt.
-
Der organische Oniumrest ist in ausreichenden
sich wiederholenden Struktureinheiten des Polymers vorhanden, so
daß die
vorstehend beschriebene durch Wärme
aktivierte Reaktion stattfinden kann, um die gewünschte Oleophilie der Druckplatte
mit bebilderter Oberfläche
bereitzustellen. Der Rest kann entlang eines Hauptgerüsts des
Polymers oder an eine oder mehrere Verzweigungen eines Polymernetzwerks
oder beide gebunden sein. Seitengruppen können nach der Polymerbildung
mittels bekannter Chemie chemisch an das Polymergerüst gebunden
werden. Organische Ammonium-, Phosphonium- oder Sulfoniumseitengruppen
können
an einem Polymergerüst
z. B. bereitgestellt werden, indem eine abgehende Seitengruppe (wie
z. B. ein Halogenatom oder eine Sulfonatestergruppe) an der Polymerkette
nucleophil durch ein dreiwertiges Amin-, zweiwertiges Schwefel-
oder dreiwertiges Phospor-Nuclophil ersetzt wird. Oniumseitengruppen
können
auch durch Alkylierung entsprechender neutraler Heteroatomseitengruppen
(Stickstoff-, Schwefel- oder Phosphorgruppen) unter Verwendung eines
beliebigen gängigen
Alkylierungsmittels, wie Alkylsulfonatestern oder Alkylhalogeniden,
bereitgestellt werden. In einer anderen Ausführungsform kann eine Monomervorstufe,
die den gewünschten
organischen Ammonium-, Phosphonium- oder Sulfoniumrest enthält, polymerisiert
werden, um das gewünschte
Polymer zu erhalten.
-
Der organische Ammonium-, Phosphonium-
oder Sulfoniumrest in dem Polymer stellt die gewünschte positive Ladung bereit.
Allgemein können
bevorzugte organische Oniumseitengruppen durch die nachfolgenden
Strukturen I, II und III veranschaulicht werden:
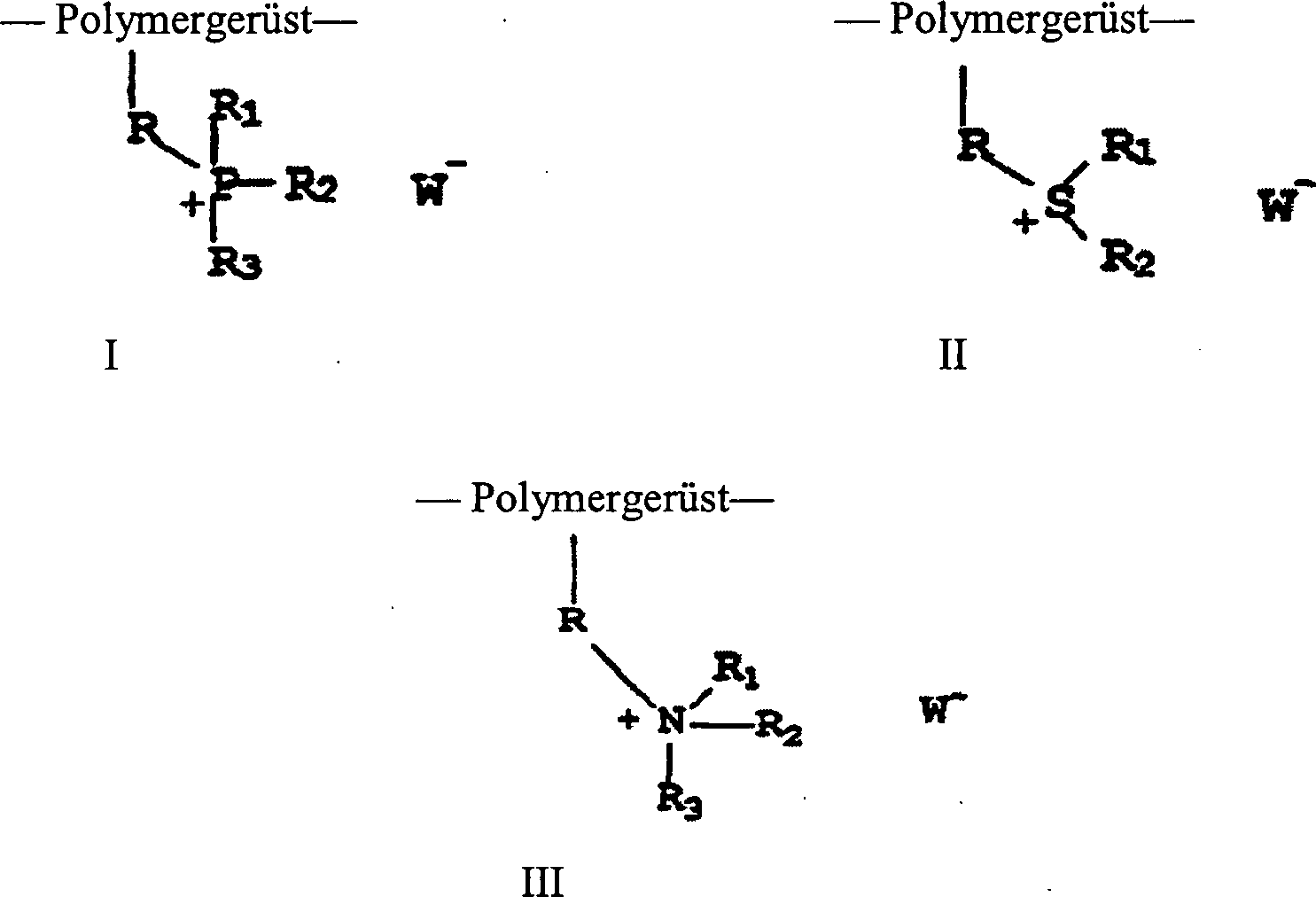
wobei R ein substituierter
oder unsubstituierter Alkylenrest mit 1 bis 12 Kohlenstoffatomen,
der auch ein oder mehrere Oxy-, Thio-, Carbonyl-, Amido- oder Alkoxycarbonylreste
in der Kette enthalten kann (wie z. B. eine Methylen-, Ethylen-,
Isopropylen-, Methylenphenylen-, Methylenoxymethylen-, n-Butylen-
oder Hexylengruppe), ein substituierter oder unsubstituierter Arylenrest
mit 6 bis 10 Kohlenstoffatomen im Ring (wie z. B. eine Phenylen-,
Naphthylen-, Xylylenoder 3-Methoxyphenylengruppe) oder ein substituierter
oder unsubstituierter Cycloalkylenrest mit 5 bis 10 Kohlenstoffatomen
im Ring (wie z. B. eine 1,4-Cyclohexylen- oder 3-Methyl-l,4-cyclohexylengruppe)
ist. Darüber
hinaus kann R eine Kombination von zwei oder mehreren der definierten
substituierten oder unsubstituierten Alkylen-, Arylen- und Cycloalkylenreste
sein. Vorzugsweise ist R eine substituierte oder unsubstituierte
Ethylenoxycarbonyl- oder Phenylen methylengruppe. Andere geeignete Substituenten,
die hier nicht aufgeführt
sind, können
Kombinationen von beliebigen der vorstehend aufgeführten Reste
sein, wie sie für
den Fachmann leicht offenkundig wären.
-
R1, R2 und R3 sind unabhängig voneinander
substituierte oder unsubstituierte Alkylreste mit 1 bis 12 Kohlenstoffatomen
(wie z. B. ein Methyl-, Ethyl-, n-Propyl, Isopropyl-, t-Butyl-,
Hexyl-, Hydroxymethyl-, Methoxymethyl-, Benzyl-, Methylencarboalkoxy-
oder ein Cyanoalkykest), substituierte oder unsubstituierte Arylreste mit
6 bis 10 Kohlenstoffatomen im carbocyclischen Ring (wie z. B. ein
Phenyl-, Naphthyl-, Xylyl-, p-Methoxyphenyl-, p-Methylphenyl-, m-Methoxyphenyl-,
p-Chlorphenyl-, p-Methylthiophenyl-, p-N,N-Dimethylaminophenyl-,
Methoxycarbonylphenyl- oder Cyanophenylrest) oder substituierte
oder unsubstituierte Cycloalkylreste mit 5 bis 10 Kohlenstoffatomen
im carbocyclischen Ring (wie z. B. eine 1,3- oder 1,4-Cyclohexylgruppe).
In einer anderen Ausführungsform
können
beliebige zwei der Reste R1, R2 und
R3 kombiniert sein, um mit dem geladenen
Phosphor-, Schwefel- oder Stickstoffatom einen substituierten oder
unsubstituierten heterocyclischen Ring zu bilden, wobei der Ring
4 bis 8 Kohlenstoff-, Stickstoff-, Phosphor-, Schwefel- oder Sauerstoffatome
im Ring aufweist. Für
die Struktur III schließen
solche heterocyclischen Ringe substituierte oder unsubstituierte
Morpholinium-, Piperidinium- und Pynolidiniumgruppen ein, sind aber
nicht darauf beschränkt.
Andere geeignete Substituenten für
diese verschiedenen Reste wären
für den
Fachmann leicht offenkundig und auch beliebige Kombinationen der
ausdrücklich
beschriebenen Substituenten kommen in Betracht.
-
Vorzugsweise sind R1,
R2 und R3 unabhängig voneinander
sübstituierte
oder unsubstituierte Methyl- oder Ethylgruppen.
-
W– ist
ein geeignetes Anion, wie es vorstehend beschrieben ist. Acetat
und Chlorid sind bevorzugte Anionen.
-
Polymere, die quartäre Ammoniumgruppen,
wie sie hier beschrieben sind, enthalten, sind zur Ausführung dieser
Erfindung am meisten bevorzugt.
-
In bevorzugten Ausführungsformen
können
die zur Ausführung
dieser Erfindung geeigneten Polymere durch die folgende Struktur
IV wiedergegeben werden:
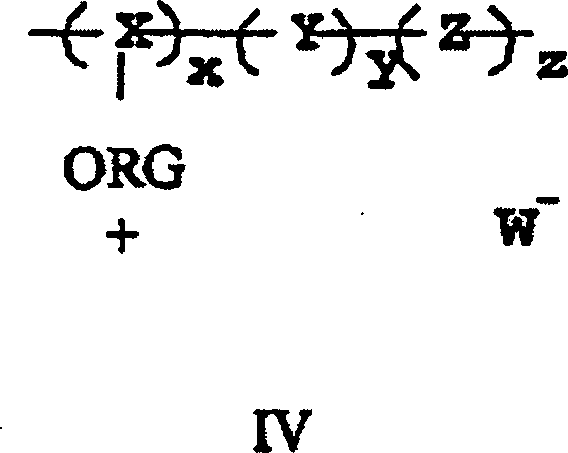
wobei X für sich wiederholende
Struktureinheiten steht, an welche die organischen Oniumreste („ORG") gebunden sind,
Y für sich
wiederholende Struktureinheiten steht, die sich von ethylenisch
ungesättigten,
polymerisierbaren Monomeren ableiten, die aktive Stellen zum Vernetzen
durch einen beliebigen von verschiedenen (nachstehend beschriebenen)
Vernetzungsmechanismen bereitstellen können, und Z für sich wiederholende Struktureinheiten
steht, die sich von beliebigen zusätzlichen ethylenisch ungesättigten
polymerisierbaren Monomeren ableiten. Die verschiedenen sich wiederholenden
Struktureinheiten sind in geeigneten Mengen vorhanden, die durch
x, das 50 bis 99 mol% beträgt,
durch y, das 1 bis 20 mol% beträgt,
und durch z, das 0 bis 49 mol% beträgt, dargestellt sind. Vorzugsweise
beträgt
x 80 bis 98 mol%, beträgt
y 2 bis 10 mol% und beträgt z
0 bis 18 mol%.
-
Die Vernetzung das Polymers kann
auf mehreren Wegen erreicht werden. Es gibt zahlreiche Monomere
und Verfahren für
die Vernetzung, welche dem Fachmann vertraut sind. Einige typische
Vernetzungsmethoden schließen
die folgenden ein, sind aber nicht darauf beschränkt:
die Umsetzung eines
Amins oder einer Carbonsäure
oder anderer Lewisbasen-Einheiten mit Diepoxid-Vernetzern,
die
Umsetzung von Epoxid-Einheiten innerhalb des Polymers mit difunktionellen
Aminen, Carbonsäuren
oder einer anderen difunktionellen Lewisbasen-Einheit,
die
durch Bestrahlung oder radikalisch initiierte Vernetzung von doppelbindungshaltigen
Einheiten, wie Acrylaten, Methacrylaten, Cinnamaten oder Vinylresten,
die
Umsetzung von mehrwertigen Metallsalzen mit Liganden bildenden Gruppen
innerhalb des Polymers (z. B. die Umsetzung von Zinksalzen mit carbonsäurehaltigen
Polymeren),
die Verwendung von vernetzbaren Monomeren, die über die
Knoevenagel-Kondensationsreaktion reagieren, wie z. B. (2-Acetoacetoxy)ethylacrylat
und -methacrylat,
die Umsetzung von Amin-, Thiol- oder Carbonsäuregruppen
mit einer Divinylverbindung (wie z. B. Bis(vinylsulfonyl)methan) über eine
Michael-Additionsreaktion,
die Umsetzung von Carbonsäureeinheiten
mit Vernetzern, die mehrere Aziridineinheiten aufweisen,
die
Umsetzung von Vernetzern, die mehrere Isocyanateinheiten aufweisen,
mit Aminen, Thiolen oder Alkoholen innerhalb des Polymers,
wobei
die Mechanismen die Bildung von Sol-Gel-Bindungen zwischen den Ketten
mit sich bringen [wie z. B. die Verwendung des 3-(Trimethoxysilyl)propylmethacrylat-Monomers],
die
oxidative Vernetzung unter Verwendung eines zusätzlichen Radikalinitiators
(wie z. B. eines Peroxids oder Hydroperoxids),
die autoxidative
Vernetzung, wie sie z. B. bei Alkydharzen angewendet wird,
die
Schwefelvulkanisation und
Verfahren, die ionisierende Strahlung
erfordern.
-
Monomere mit vernetzbaren Gruppen
oder aktiven vernetzbaren Stellen (wie z. B. Anlagerungsstellen für Epoxide)
können
mit den anderen Monomeren, die vorstehend erwähnt sind, copolymerisiert werden.
Solche Monomere schließen
3-(Trimethoxysilyl)propylacrylat oder -methacrylat, Cinnamoylacrylat
oder -methacrylat, N-Methoxymethylmethacrylamid, N-Aminopropylacrylamidhydrochlorid,
Acryl- oder Methacrylsäure und
Hydroxyethylmethacrylat ein, sind aber nicht darauf beschränkt.
-
Die Vernetzung wird bevorzugt durch
die Reaktion einer aminhaltigen Seitengruppe (wie z. B. N-Aminopropylacrylamidhydrochlorid)
mit einem difunktionellen oder trifunktionellen Zusatzstoff, wie
z. B. einer Bis(vinylsulfonyl)verbindung, erreicht.
-
Zusätzliche Monomere, die die zusätzlichen
sich wiederholenden Struktureinheiten bereitstellen, die in der
Struktur N durch „Z" dargestellt sind,
schließen
beliebige geeignete hydrophile oder oleophile, ethylenisch ungesättigte polymertsierbare
Monomere ein, die der bilderzeugenden Schicht gewünschte physikalische
oder Druckeigenschaften verleihen können. Solche Monomere schließen Acrylate,
Methacrylate, Acrylnitril, Isopren, Styrol und Styrolderivate, Acrylamide,
Methacrylamide, Acryl- oder Methacrylsäure und Vinylhalogenide ein,
sind aber nicht darauf beschränkt.
-
Bevorzugte zur Ausführung dieser
Erfindung geeignete Polymere schließen alle die ein, die nachstehend
hier als Polymer 1, Polymer 2, Polymer 3, Polymer 4, Polymer 5,
Polymer 6, Polymer 7 und Polymer 8 identifiziert sind. Es kann auch
ein Gemisch aus zwei oder mehreren beliebigen dieser Polymere verwendet werden.
-
Die bilderzeugende Schicht des bilderzeugenden
Elementes kann ein oder mehrere solcher Homopolymere oder Copolymere
enthalten, mit oder ohne geringe Mengen (weniger als 20 Gew.-%,
bezogen auf das Gesamttrockengewicht der Schicht) an zusätzlichen
Bindemitteloder Polymermatertalien, die ihre Bilderzeugungseigenschaften
nicht nachteilig beeinflussen. Wird ein Gemisch von Polymeren verwendet,
können
diese die gleichen oder unterschiedliche Typen von organischen Ammonium-,
organischen Phosphonium- oder organischen Sulfoniumresten enthalten.
-
Die Menge an wärmeempfindlichem Polymer (Polymeren),
die in der bilderzeugenden Schicht verwendet wird, beträgt im allgemeinen
mindestens 0,1 g/m2 und vorzügsweise
0,1 bis 10 g/m2 (Trockengewicht). Damit
wird im allgemeinen eine mittlere Trockendicke von 0,1 bis 10 μm bereitgestellt.
-
Die in dieser Erfindung verwendbaren
Polymere sind leicht unter Verwendung bekannter Reaktanten und Polymerisationsverfahren
und der in einer Reihe von Polymerlehrbüchern beschriebenen Chemie
herzustellen. Die Monomere können
leicht unter Verwendung bekannter Verfahren hergestellt oder von
einer Reihe kommerzieller Quellen bezogen werden. Nachstehend werden
einige Synthesemethoden bereitgestellt, um zu veranschaulichen,
wie solche Polymere hergestellt werden können.
-
Die bilderzeugende Schicht kann auch
ein oder mehrere herkömmliche
grenzflächenaktive
Mittel für die
Beschichtbarkeit oder andere Eigenschaften, Farbstoffe oder farbgebende
Stoffe, um das geschriebene Bild sichtbar machen zu können, oder
beliebige andere Zusätze,
wie sie gewöhnlich
auf dem Fachgebiet der Lithographie verwendet werden, enthalten,
solange die Konzentrationen gering genug sind, so daß sie hinsichtlich
der Bilderzeugungs- und Druckeigenschaften inert sind.
-
Vorzugsweise schließt die wärmeempfindliche
bilderzeugende Schicht auch ein oder mehrere photothermische Umwandlungsmatertalien
ein, um die entsprechende Strahlung aus einer geeigneten Energiequelle
(wie z. B. einem IR-Laser) zu absorbieren, die dann in Wärme umgewandelt
wird. Solche Matertalien wandeln also Photonen in Wärmephononen
um. Vorzugsweise liegt die absorbierte Strahlung im infraroten und
nahen infraroten Bereich des elektromagnetischen Spektrums. Solche
Matertalien können
Farbstoffe, Pigmente, aufgedampfte Pigmente, Halbleitermatertalien,
Legierungen, Metalle, Metalloxide, Metallsulfide oder Kombinationen
davon oder ein dichromatischer Stapel aus Matertalien, die vermittels
ihres Brechungsindex' und
ihrer Dicke Strahlung absorbieren, sein. Auch Boride, Carbide, Nitride,
Carbonitride, Oxide mit Bronzestruktur und Oxide, die der Bronzefamilie
strukturell verwandt sind, denen aber die WO2,9-Komponente
fehlt, sind geeignet. Ein besonders geeignetes Pigment ist Kohlenstoff
in irgendeiner Form (z. B. Ruß).
Die Größe der Pigmentteilchen
sollte die Dicke der Schicht nicht übersteigen. Vorzugsweise werden
die Teilchen halb so groß wie
die Dicke der Schicht oder kleiner sein. Geeignete absorbierende
Farbstoffe für
Strahlen eines nahen Infrarot-Diodenlasers
sind z. B. in US-A-4,973,572 beschrieben. Farbstoffe von besonderem
Interesse sind „Breitband"farbstoffe, d. h.
jene, die über
ein breites Band des Spektrums absorbieren. Gemische von Pigmenten, Farbstoffen
oder beiden können
auch verwendet werden. Besonders geeignete Infrarotstrahlung absorbierende
Farbstoffe schließen
jene ein, die im folgenden dargestellt sind:
-
-
IR-Farbstoff 2 Der Gleiche wie Farbstoff
1, aber mit C
3F
7CO
2
– als Anion. IR-Farbstoff
3
IR-Farbstoff
4
IR-Farbstoff
5
IR-Farbstoff
6
-
IR-Farbstoff 7 Der Gleiche wie Farbstoff
1, aber mit Chlorid– als Anion.
-
Das (Die) photothermische(n) Umwandlungsmaterial(ien)
ist(sind) im allgemeinen in einer Menge vorhanden, die ausreichend
ist, um bei der Wellenlänge,
bei der der bilderzeugende Laser arbeitet, eine Übertragungsdichte von mindestens
0,2 und vorzugsweise mindestens 1,0 bereitzustellen. Die im einzelnen
für diesen Zweck
benötigte
Menge wäre
für den
Fachmann leicht offenkundig und hängt von dem speziellen verwendeten Material
ab.
-
In einer anderen Ausführungsform
kann ein photothermisches Umwandlungsmaterial in einer separaten
Schicht, die in thermischem Kontakt mit der wärmeempfindlichen bilderzeugenden
Schicht steht, enthalten sein. So kann die Wirkung des photothermischen
Umwandlungsmaterials während
der Bebilderung auf die wärmeempfindliche
bilderzeugende Schicht übertragen
werden, ohne daß das
Material sich ursprünglich
in derselben Schicht befindet.
-
Die wärmeempfindliche Zusammensetzung
kann unter Verwendung einer beliebigen geeigneten Anlage und eines
beliebigen geeigneten Verfahrens, wie Schleuderbeschichtung, Rakelstreich verfahren,
Gravurstreichverfahren, Tauchbeschichtung oder Extrusionstrichterbeschichtung,
auf den Träger
aufgebracht werden. Die Zusammensetzung kann, wie in US-A-5,713,287
(vorstehend erwähnt)
beschrieben, auch durch Sprühen
auf einen geeigneten Träger
(wie z. B. einen in die Druckmaschine integrierten Zylinder (On-Press-Druckzylinder)
aufgebracht werden.
-
Die erfindungsgemäßen bilderzeugenden Elemente
können
eine beliebige geeignete Form haben, die Druckplatten, Druckzylinder,
Druckhülsen
und Druckbänder
(einschließlich
flexibler Druckbahnen) einschließt, aber nicht darauf beschränkt ist.
Vorzugsweise sind die bilderzeugenden Elemente Druckplatten.
-
Druckplatten können eine beliebige geeignete
Größe und Form
(z. B. eine quadratische oder rechteckige) aufweisen mit der auf
einen geeigneten Träger
aufgebrachten notwendigen wärmeempfindlichen
bilderzeugenden Schicht. Druckzylinder und -hülsen sind als rotierende Druckelemente
bekannt, die den Träger
und die wärmeempfindliche
Schicht in einer zylindrischen Form aufweisen. Als Träger für Druckhülsen können hohle
oder kompakte Metallkerne verwendet werden.
-
Bei Verwendung wird das erfindungsgemäße bilderzeugende
Element in den Vordergrundbereichen, wo in dem gedruckten Bild Farbe
erwünscht
ist, einer geeigneten Energiequelle, die Wärme erzeugt oder bereitstellt,
wie z. B. einem fokussierten Laserstrahl oder einem Thermowiderstandskopf
ausgesetzt, typischerweise entsprechend digitaler Informationen,
die an die Bilderzeugungsvorrichtung geliefert werden. Vor dem Druckbetrieb
ist keine zusätzliche
Erwärmung,
Naßverarbeitung
oder mechanische oder Lösungsmittelreinigung
notwendig. Der Laser, der dazu verwendet wird, das erfindungsgemäße bilderzeugende
Element einer Energie auszusetzen, ist vorzugsweise ein Diodenlaser,
weil Diodenlasersysteme zuverlässig
und wartungsarm sind, andere Laser, wie Gas- oder Feststofflaser
können
aber auch verwendet werden. Die Kombination aus Stärke, Intensität und Belichtungsdauer
für die
Bilderzeugung mittels Laser wäre
für den
Fachmann leicht offenkundig. Beschreibungen von Lasern, die im nahen
IR-Bereich emittieren, und geeigneten Konfigurationen und Vorrichtungen
für die
Bilderzeugung sind in US-A-5,339,737 zu finden. Das bilderzeugende
Element wird typischerweise sensibilisiert, um die Ansprechempfindlichkeit
bei der Wellenlänge,
die der Laser emittiert, zu maximieren. Für eine Farbstoffsensibilisierung
wird der Farbstoff typischerweise so ausgewählt, daß sein λmax der
Wellenlänge,
bei der der Laser arbeitet, sehr nahekommt.
-
Der Bilderzeugungsapparat kann für sich allein
funktionieren, wobei er nur als Plattenhersteller (Platemaker) arbeitet,
oder er kann direkt in eine lithographische Druckmaschine eingegliedert
werden. In letzterem Fall kann das Drucken sofort nach der Bilderzeugung
beginnen, wodurch die Rüstzeit
für die
Druckmaschine beträchtlich
verkürzt
wird. Der Bilderzeugungsapparat kann als Flachbettrekorder oder
als Trommelrekorder, wobei das bilderzeugende Element an der inneren
oder äußeren zylindrischen
Oberfläche
der Trommel aufgezogen ist, ausgeführt sein.
-
Bei der Trommelausführung kann
die notwendige relative Bewegung zwischen der bilderzeugenden Vorrichtung
(wie einem Laserstrahl) und dem bilderzeugenden Element herbeigeführt werden,
indem die Trommel (und das darauf aufgezogene bilderzeugende Element)
um ihre Achse gedreht wird und die bilderzeugende Vorrichtung parallel
zur Rotationsachse bewegt wird, wodurch das bilderzeugende Element
umfangsweise abgetastet wird, so daß das Bild in axialer Richtung „wächst". In einer anderen
Ausführungsform
kann die Quelle der thermischen Energie parallel zur Trommelachse
und nach jedem Durchgang über
das bilderzeugende Element rechtwinklig ein Stück weiter bewegt werden, so
daß das
Bild umfangsweise „wächst". In beiden Fällen kann
mit einer vollständigen
Abtastung durch den Laserstrahl ein Bild, das dem Originaldokument
oder -bild entspricht, auf die Oberfläche des bilderzeugenden Elements
aufgebracht werden.
-
Bei der Flachbettausführung wird
ein Laserstrahl entlang einer der beiden Achsen des bilderzeugenden
Elements gezogen und nach jedem Durchgang entlang der anderen Achse
mit einem Index versehen. Natürlich
kann die notwendige relative Bewegung auch erzeugt werden, indem
das bilderzeugende Element anstatt des Laserstrahls bewegt wird.
-
In einer bevorzugten Ausführungsform
dieser Erfindung kann die Effizienz der Bilderzeugung verbessert
werden, indem ein fokussierter Laserstrahl mit einer Intensität von mindestens
0,1 mW/μm2 für
eine Zeit, die ausreichend ist, um für eine Gesamtbelichtung von
mindestens 100 mJ/cm2 zu sorgen, verwendet
wird. Es wurde gefunden, daß Belichtungen
mit höherer
Intensität
und kürzerer
Zeitdauer effizienter sind, da die Lasererwärmung adiabatischer verläuft. Das
heißt,
es können
höhere
Temperaturen erreicht werden, da der Wärmeverlust durch Leitung minimiert
wird.
-
Obgleich die Bilderzeugung mittels
Laser zur Ausführung
dieser Erfindung bevorzugt ist, kann die Bilderzeugung auch durch
beliebige andere Mittel, die thermische Energie in bildweiser Art bereitstellen,
erfolgen. Zum Beispiel kann die Bilderzeugung mit einem Thermowiderstandskopf
(Thermodruckkopf) ausgeführt
werden, was als „Thermodruck" bekannt und z. B.
in US-A-5,488,025
beschrieben ist. Thermodruckköpfe
sind im Handel erhältlich
(z. B. als Fujisu Thermal Head FTP-040 MCS001 und TDK Thermal Head
F415 HH7-1089).
-
Ohne daß irgendeine Naßverarbeitung
nach der Bilderzeugung notwendig ist, kann dann gedruckt werden,
indem eine lithographische Druckfarbe und ein Feuchtmittel auf die
Druckoberfläche
des bilderzeugenden Elements aufgetragen werden und die Farbe dann
auf ein geeignetes Empfängermaterial
(wie z. B. Stoff, Papier, Metall, Glas oder Kunststoff) übertragen
wird, um darauf einen gewünschten
Abdruck des Bildes bereitzustellen. Wenn gewünscht, kann eine dazwischenliegende „Drucktuch"walze verwendet werden,
um die Farbe von dem bilderzeugenden Element auf das Empfängermaterial
zu übertragen.
Die bilderzeugenden Elemente können,
wenn gewünscht,
zwischen den Abdrucken mit herkömmlichen
Reinigungsmitteln gereinigt werden.
-
Die folgenden Beispiele veranschaulichen
die Ausführung
der Erfindung und sollen sie in keiner Weise einschränken.
-
Syntheseverfahren
-
Herstellung von Polymer
1:
-
Poly[methylmethacrylat-co-2-trimethylammoniumethylmethacrylsäurechlorid-co-N-(3-aminopropyl)methacrylamidhydrochlorid]
(Molverhältnis
7 : 2 : 1)
-
Methylmethacrylat (24,6 ml, 0,23
mol), 2-Trimethylammoniummethylmethacrylsäurechlorid (17,0 g, 0,08 mol),
N-(3-Aminopropyl)methacrylamidhydrochlorid (10,0 g, 0,56 mol), Azobisisobutyronitril
(AIBN, 0,15 g, 9,10 × 10
mol), Wasser (20 ml) und Dimethylformamid (150 ml) wurden in einem
mit einem Gummiseptum versehenen Rundkolben zusammengebracht. Die
Lösung
wurde entgast, indem 15 min lang Stickstoff hindurchgeleitet wurde,
und über
Nacht in ein auf 60°C
erwärmtes
Wasserbad plaziert. Die viskose Produktlösung wurde mit Methanol (125
ml) verdünnt
und dreimal aus Methanol in Isopropylether ausgefällt. Das
Produkt wurde 24 h bei 60°C
unter Vakuum getrocknet und in einem Exsikkator gelagert.
-
Herstellung von Polymer
2:
-
Poly[methylmethacrylat-co-2-trimethylammoniumethylmethacrylsäureacetat-co-N-(3-aminopropyl)methacrylamid]
(Molverhältnis
7 : 2 : 1)
-
Polymer 1 (3,0 g) wurde in 100 ml
Methanol aufgelöst
und neutralisiert, indem es mit Methanol als Eluent über eine
Säule gegeben
wurde, die 300 cm3 eines mit tertiärem Amin
funktionalisierten vernetzten Polystyrolharzes (Scientific Polymer
Products Nr. 726, 300 cm2) enthielt. Dieses
Polymer wurde dann unter Verwendung einer Säule mit 300 cm3 des
Ionenaustauscherharzes DOWEX® 1 × 8–100 (welches durch Waschen mit
500 ml Eisessig vom Chlorid in das Acetat überführt wurde) und Methanol als
Eluent in das Acetat überführt.
-
Herstellung von Polymer
3:
-
Poly[methylmethacrylat-co-2-trimethylammoniumethylmethacrylsäurefluorid-co-N-(3-aminopropyl)methacrylamidhydrochlorid]
(Molverhältnis
7 : 2 : 1)
-
Polymer 1 (3,0 g) wurde in 100 ml
Methanol aufgelöst
und neutralisiert, indem es mit Methanol als Eluent über eine
Säule gegeben
wurde, die 300 cm3 eines mit tertiärem Amin
funktionalisierten vernetzten Polystyrolharzes (Scientific Polymer
Products Nr. 726, 300 cm2) enthielt. Das
Polymer wurde dann unter Verwendung einer Säule mit 300 cm3 des
Ionenaustauscherharzes DOWEX® 1 × 8–100 (welches durch Waschen
mit 500 g Kaliumfluorid vom Chlorid in das Fluorid überführt wurde)
und Methanol als Eluent in das Fluorid überführt.
-
Herstellung von Polymer
4:
-
Poly[vinylbenzyltrimethylammoniumchlorid-co-N-(3-aminopropyl)methacrylamidhydrochlorid]
(Molverhältnis 19
: 1)
-
Vinylbenzyltrimethylammoniumchlorid
(19 g, 0,0897 mol, 60 : 40 Gemisch aus p- und m-Isomeren), N-(3-Aminopropyl)methacrylamidhydrochlorid
(1 g, 0,00562 mol), 2,2'-Azobis(2-methylpropionamid)dihydrochlorid
(0,1 g) und entionisiertes Wasser (80 ml) wurden in einem mit einem
Gummiseptum versehenen Rundkolben zusammengebracht. Das Reaktionsgemisch
wurde entgast, indem 15 min lang Stickstoff hindurchgeleitet wurde,
und 4 h in ein 60°C
warmes, Wasserbad plaziert. Die erhaltene viskose Produktlösung wurde
in Aceton ausgefällt,
24 h bei 60°C
unter Vakuum getrocknet und in einem Exsikkator gelagert.
-
Herstellung von Polymer
5:
-
Poly[vinylbenzyltrimethyphosphoniumacetat-co-N-(3-aminopropyl)methacrylamidhydrochlorid]
(Molverhältnis 19
: 1)
-
A) Vinylbenzylbromid (60
: 40 Gemisch aus p- und m-Isomeren):
-
Vinylbenzylchlorid (50,60 g, 0,33
mol, 60 : 40 Gemisch aus p- und m-Isomeren), Natriumbromid (6,86 g,
6,67 × 10–2 mol),
N-Methylpyrrolidon (300 ml, über
eine kurze Säule
mit basischem Aluminiumoxid gegeben), Ethylbromid (260 g) und 3-t-Butyl-4-hydroxy-5-methylphenylsulfid
(1,00 g, 2,79 × 10–3 mol)
wurden in einem mit einem Rückflußkühler und
einem Stickstoffenlaß ausgerüsteten 1-Liter-Rundkolben
zusammengebracht und das Gemisch wurde 72 h unter Rückfloß erhitzt,
wobei durch Gaschromatographie gefunden wurde, daß die Reaktion
an diesem Punkt mit einem Umsatz von > 95% stattgefunden hatte. Das Reaktionsgemisch
wurde in 1 l Wasser gegossen und zweimal mit 300 ml Diethylether
extrahiert. Die vereinigten Etherschichten wurden zweimal mit 1
l Wasser extrahiert, über
MgSO4 getrocknet und die Lösungsmittel
wurden durch Rotationsverdampfung abgezogen, was ein gelbliches Öl ergab.
Das Rohprodukt wurde durch Vakuumdestillation gereinigt, wodurch
47,5 g Produkt erhalten wurden (Ausbeute 53,1%).
-
B) Vinylbenzyltrimethylphosponiumbromid:
-
Trimethylphosphin (50,0 ml einer
1,0 molaren Lösung
in Tetrahydrofuran, 5,00 × 10–2 mol)
wurde über einen
Tropftrichter über
2 min in eine gründlich
mit Stickstoff entgaste Dispersion von Vinylbenzylbromid (9,85 g,
5,00 × 10–2 mol)
in Diethylether (100 ml) gegeben. Fast sofort begann sich ein fester
Niederschlag zu bilden. Das Reaktionsgemisch wurde 4 h bei Raumtemperatur
gerührt,
dann würde
es über
Nacht in einen Gefrierschrank gegeben. Das feste Produkt wurde durch
Filtration abgetrennt, dreimal mit 100 ml Diethylether gewaschen
und 2 h unter Vakuum getrocknet. Es wurde ein reines Produkt (11,22
g) in Form eines weißen
Pulvers gewonnen (Ausbeute 82,20%).
-
C) Poly[vinylbenzyltrimethylphosphoniumbromid-co-N-(3-aminopropyl)methacrylamid]
(Molverhältnis
19 : 1):
-
Vinylbenzyltrimethylphosphoniumbromid
(5,00 g, 1,83 × 10–2 mol),
N-(3-Aminopropyl)methacrylamidhydrochlorid (0,17 g, 9,57 × 10–5 mol),
Azobisisobutyronitril (0,01 g, 6,09 × 10–5 mol),
Wasser (5,0 ml) und Dimethylformamid (25 ml) wurden in einem mit
einem Gummiseptum abgedichteten 100 ml-Rundkolben zusammengebracht,
entgast, indem 10 min lang Stickstoff hindurchgeleitet wurde, und über Nacht
in einem (55°C) warmen
Wasserbad plaziert. Die viskose Lösung wurde in Tetrahydrofuran
ausgefällt
und über
Nacht bei 60°C unter
Vakuum getrocknet. Die flüssigen
Bestandteile wurden abfiltriert, auf einem Rotationsverdampfer auf
ein Volumen von etwa 200 ml eingeengt, noch einmal in Tetrahydrofuran
ausgefällt
und über
Nacht bei 60°C
unter Vakuum getrocknet. Es wurden etwa 4,20 g gewonnen (Ausbeute
81,9%).
-
D) Poly[vinylbenzyltrimethylphosphoniumacetat-co-N-(3-aminopropyl)methacrylamidhydrochlorid]
(Molverhältnis
19 : 1):
-
DOWEX® 550,
ein Hydroxidanionen-Austauscherharz (etwa 300 cm3)
wurde mit 3 : 1 Methanol/Wasser als Eluent in eine Flashsäule gegossen.
Um es in das Acetat zu überführen, wurden
etwa 1 l Eisessig und danach etwa 3 l 3 : 1 Methanol/Wasser über, die
Säule gegeben.
3,0 g des Produktes von Schritt C in 200 ml 3 : 1 Methanol/Wasser
wurden über
die Säule
mit dem Acetatharz gegeben und die Lösungsmittel wurden auf einem
Rotationsverdampfer abgezogen. Das erhaltene viskose Öl wurde
unter Vakuum gründlich
getrocknet, wodurch 2,02 g eines durchsichtigen gelblichen Materials
erhalten wurden (Polymer 5, Ausbeute 67,9%). Die Ionenchromatographie
zeigte die vollständige Überführung in
das Acetat.
-
Herstellung von Polymer
6:
-
Poly[dimethyl-2-(methacryloxy)ethylsulfoniumchlorid-co-N-(3-aminopropyl)methacrylamidhydrochlorid]
(Molverhältnis
19 : 1)
-
A) Dimethyl-2-(methacryloyloxy)ethylsulfoniummethylsulfat:
-
2-(Methylthio)ethylmethacrylat (30,00
g, 0,19 mol), Dimethylsulfat (22,70 g, 0,18 mol) und Benzol (150 ml)
wurden in einem mit einem Rückflußkühler und
einem Stickstoffeinlaß ausgerüsteten 250
ml-Rundkolben zusammengebracht. Die Reaktionslösung wurde 1,5 h unter Rückfloß erhitzt
und 20 h bei Raumtemperatur gerührt,
wobei die 1H-NMR zeigte, daß die Reaktion
an diesem Punkt mit einem Umsatz von etwa 95% stattgefunden hatte.
Das Lösungsmittel
wurde durch Rotationsverdampfung entfernt, wodurch ein bräunliches Öl erhalten
wurde, was in Form einer 20gew.-%igen Lösung in Dimethylformamid gelagert
und ohne weitere Reinigung verwendet wurde.
-
B) Poly[dimethyl-2-(methacryloyloxy)ethylsulfoniummethylsulfat-co-N-(3-aminopropyl)methacrylamidhydrochlorid]
(Molverhältnis
19 : 1)
-
Dimethyl-2-(methacryloyloxy)ethylsulfoniummethylsulfat
(93,00 g der 20gew.-%igen Lösung
in Dimethylformamid, 6,40 × 10–2 mol),
N-(3-Aminopropyl)methacrylamidhydrochlorid (0,60 g, 3,36 × 10–3 mol)
und Azobisisobutyronitril (0,08 g, 4,87 × 10–4 mol)
wurden in einem mit einem Septum versehenen 250 ml-Rundkolben in
Methanol (100 ml) aufgelöst.
Die Lösung
wurde entgast, indem 10 min lang Stickstoff hindurchgeleitet wurde,
und in einem (55°C)
warmen Wasserbad 20 h erhitzt. Die Reaktionslösung wurde in Ethylacetat ausgefällt, in
Methanol wieder aufgelöst,
ein zweites Mal in Ethylacetat ausgefällt und über Nacht unter Vakuum getrocknet.
Es wurde ein weißes
Pulver (15,0 g) gewonnen (Ausbeute 78,12%).
-
C) Poly[dimethyl-2-(methacryloyloxy)ethylsulfoniumchlorid-co-N-(3-aminopropyl)methacrylamidhydrochlorid] (Molverhältnis 19
: 1)
-
Das Vorstufenpolymer (2,13 g) von
Schritt B wurde in 100 ml 4 : 1 Methanol/Wasser aufgelöst und mit 4
: 1 Methanol/Wasser als Eluent über
eine Flashsäule,
die 300 cm3 des Anionenaustaüscherharzes
DOWEX® 1 × 8–100 enthielt,
gegeben. Die gewonnenen Lösungsmittel
wurden auf etwa 30 ml eingeengt und in 300 ml Methylethylketon ausgefällt. Das
gewonnene feuchte weiße
Pulver wurde in 15 ml Wasser wieder aufgelöst und in einem Kühlschrank
als Lösüng von Polymer
6 gelagert (Feststoffgehalt 10,60%).
-
Herstellung von Polmer
7:
-
Poly[vinylbenzyldimethylsulfoniummethylsulfat]
-
A) Methyl(vinylberizyl)sulfid:
-
Natriummethanthiolat (24,67 g, 0,35
mol) wurde in einem mit einem Tropftrichter und einem Stickstoffeinlaß ausgerüsteten 1
Liter-Rundkolben mit Methanol (250 ml) zusammengebracht. Über den
Tropftrichter wurde Vinylbenzylchlorid (41,0 ml, 60 : 40 Gemisch
aus p- und o-Isomeren, 0,29 mol) in Tetrahydrofuran (100 ml) über 30 min
zugegeben. Das Reaktionsgemisch erwärmte sich leicht und ergab
eine milchige Suspension. Diese wurde 20 h bei Raumtemperatur gerührt, wobei
durch Dünnschichtchromatographie
(2 : 1 Hexan/CH2Cl2 als
Elutionsmittel) gezeigt wurde, daß an diesem Punkt nur noch
eine geringe Menge an Vinylbenzylchlorid vorhanden war. Es wurde
noch eine Portion Natriummethanthiolat (5,25 g, 7,49 × 10–2 mol)
zugegeben und nach 10 min zeigte die TLC, daß die Reaktion vollständig verlaufen
war. Es wurde Diethylether (400 ml) zugegeben und das erhaltene
Gemisch zweimal mit 600 ml Wasser und einmal mit 600 ml Salzlösung extrahiert. Die
erhaltenen organischen Extrakte wurden über Magnesiumsulfat getrocknet,
es wurde eine kleine Menge (etwa 1 mg) 3-t-Butyl-4-hydroxy-5-methylphenylsulfid
zugegeben und die Lösungsmittel
wurden durch Rotationsverdampfung abgezogen, wodurch ein gelbliches Öl erhalten
wurde. Die Reinigung durch Vakuumdestillation über eine lange Vigreux-Kolonne
ergab 43,35 g (Ausbeute 91%) des reinen Produktes als klare Flüssigkeit.
-
B) Dimethyl(vinylbenzyl)sulfoniummethylsulfat:
-
Methyl(vinylbenzyl)sulfid (13,59
g, 8,25 × 10–2 mol),
Benzol (45 ml) und Dimethylsulfat (8,9 ml, 9,4 × 10–2 mol)
wurden in einem mit einem Stickstoffeinlaß ausgestatteten 100 ml-Rundkolben zusammengebracht und
44 h bei Raumtemperatur gerührt,
wobei an diesem Punkt zwei Schichten vorlagen. Es wurde Wasser (20 ml)
zugegeben und die obere (Benzol-) Schicht wurde mittels einer Pipette
abgezogen. Die wäßrige Schicht wurde
dreimal mit 30 ml Diethylether extrahiert und durch die Lösung wurde
ein starker Stickstoffstrom geleitet, um die restlichen flüchtigen
Verbindungen zu entfernen. Das Produkt wurde ohne weitere Reinigung
in Form einer 35gew.-%igen Lösung
verwendet.
-
C) Poly[dimethyl(vinylbenzyl)sulfoniummethylsulfat]:
-
Die gesamte Dimethyl(vinylbenzyl)sulfoniummethylsulfatlösung des
vorherigen Schrittes (ungefähr 5,7 × 10–2 mol)
wurde in einem mit einem Septum versehenen 200 ml-Rundkolben mit
Wasser (44 ml) und Natriumpersulfat (0,16 g, 6,72 × 10–4 mol)
zusammengebracht. Die Reaktionslösung
wurde entgast, indem 10 min lang Stickstoff hindurchgeleitet wurde,
und in einem (50°C)
warmen Wasserbad 24 h erhitzt. Da die Lösung nicht viskos erschien,
gab man weiteres Natriumpersulfat (0,16 g, 6,72 × 10–4 mol)
zu und ließ die
Reaktion 18 h bei 50°C
laufen. Die Lösung
wurde in Aceton ausgefällt
und sofort in Wasser wieder aufgelöst, um 100 ml einer Lösung von
Polymer 7 (Feststoffgehalt 11,9%) zu erhalten.
-
Herstellung von Polymer
8:
-
Poly[vinylbenzyldimethylsulfoniumchlorid]
-
Die wäßrige Produktlösung von
Polymer 7 (16 ml, ∼4,0
g Feststoffe) wurde in einer Lösung
von Benzyltrimethylammoniumchlorid (56,0 g) in Isopropanol (600
ml) ausgefällt.
Die Lösungsmittel
wurden dekantiert, die Feststoffe wurden durch 10 minütiges Rühren in
600 ml Isopropanol gewaschen und schnell in Wasser aufgelöst, um 35
ml einer Lösung
von Polymer 8 (Feststoffgehalt 11,1%) zu erhalten. Die Analyse durch
Ionenchromatographie zeigte eine Umsetzung zum Chlorid von > 90%.
-
Beispiel 1:
-
Druckplatte, hergestellt
unter Verwendung von Polymer 2
-
Polymer 2 (0,202 g) wurde in 9,0
g 1 : 1 Methanol/Tetrahydrofuran aufgelöst und unter kräftigem Rühren mit
0,694 g einer Kohlenstoffdispersion (8,75 Gew.-% in 2-Butanon)*
gemischt. Kurz vor dem Auftragen wurden unter starkem Rühren 2,025
g einer 1,80gew.-%igen wäßrigen Lösung von
Bis(vinylsulfonyl)methan (BVSM) zugegeben und die schwarze Dispersion
wurde sofort zu einer Nassschicht mit 76 g/m2 auf
einen 150 μm
dicken aufgerauhten, anodisierten Aluminiumträger aufgetragen.
-
Nach dem Trocknen wurde die Druckplatte
in einer Plattenbelichtungseinheit mit einem bei einer Wellenlänge von
830 nm arbeitetenden Array von Laserdioden, die jeweils auf einen
Brennfleckdurchmesser von 17 μm
fokussiert wurden, belichtet. Jeder Kanal lieferte eine auf die Aufzeichnungsoberfläche auftreffende
maximale Leistung von 600 mW. Ein ähnlicher Apparat ist in US-A-5,446,477
(Beak et al.) beschrieben. Die Belichtungsmenge wurde durch die
Laserintensität
und die Rotationsgeschwindigkeit der rotierenden Trommel, auf welche
die Druckplatte aufgezogen war, gesteuert und betrug etwa 1000 mJ/cm2. Die Intensität des Strahls betrug etwa 3
mW/μm2. Der Laserstrahl wurde so moduliert, daß ein Rasterpunktbild
erzeugt wurde. Die bebilderte Platte wurde unter fließendes Wasser
gehalten und unter Verwendung eines wasserfeuchten Tuches mit Van
Son Diamond Black Druckfarbe eingerieben. Die bebilderten (belichteten)
Bereiche der Druckplatte nahmen leicht Farbe an, während die
nichtbebilderten (unbelichteten Hintergrund-) Bereiche keine Farbe
annahmen.
-
Die Druckplatte wurde in ein im Handel
erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und zum Drucken verwendet, wofür 1,5 ml O/S Kodak mittelschwarze
Farbe, hergestellt von der Graphic Ink Co., Inc., und Varn Litho
Etch 142W Feuchtmittel mit PAR Alkoholaustauschstoff verwendet wurden.
Es wurden ungefähr 100
Drucke von annehmbarer Qualität
erhalten.
-
-
Beispiel 2:
-
Druckplatte, hergestellt
unter Verwendung von Polymer 3
-
Polymer 3 (0,202 g) wurde in 9,0
g 1 : 1 Methanol/Tetrahydrofuran aufgelöst und unter kräftigem Rühren mit
0,705 g einer Kohlenstoffdispersion (8,75 Gew.-% in 2-Butanon, wie
vorstehend beschrieben) gemischt. Kurz vor dem Auftragen wurden
unter starkem Rühren
2,025 g einer 1,80gew.-%igen wäßrigen Lösung von
BVSM zugegeben und die schwarze Dispersion wurde sofort zu einer
Nassschicht mit 76 g/m2 auf einen 150 μm dicken
aufgerauhten, anodisierten Aluminiumträger aufgetragen.
-
Nach dem Trocknen wurde die Druckplatte
mit etwa 1000 mJ/cm2 belichtet, wie in Beispiel
1 beschrieben. Der Laserstrahl wurde so moduliert, daß ein Rasterpunktbild
erzeugt wurde. Die bebilderte Platte wurden unter fließendes Wasser
gehalten und unter Verwendung eines wasserfeuchten Tuches mit Van
Son Diamond Black Druckfarbe eingerieben. Die bebilderten (belichteten)
Bereiche der Druckplatte nahmen leicht Farbe an, während die
nicht-bebilderten (unbelichteten Hintergrund-) Bereiche keine Farbe
annahmen.
-
Die Platte wurde in ein im Handel
erhältliches
AB Dick 9870 Kopiergerät
eingesetzt. Zum Drucken wurden 1,5 ml O/S Kodak mittelschwarze Druckfarb,
hergestellt von der Graphic Ink Co., Inc., und Varn Litho Etch 142W
Feuchtmittel mit PAR Alkoholaustauschstoff verwendet. Es wurden
ungefähr
100 Drucke von annehmbarer Qualität erhalten.
-
Beispiel 3:
-
Mit Kohlenstoff sensibilisierte
Druckplatte, hergestellt unter Verwendung von Polymer 4
-
Polymer 4 (0,452 g) wurde in einem
Gemisch (8,62 g) aus 3 : 1 Gewichtsteilen Wasser und Methanol aufgelöst. Dazu
wurde eine Dispersion von Ruß in
Wasser [0,301 g, Kohlenstoffteilchen mit quartären Aminen auf der Oberfläche (hergestellt,
wie von Johnson, 50. Jahrestagung von IS & T, Cambridge, MA, (18.–23. Mai 1997),
S. 310–312
beschrieben), Feststoffgehalt 15,2% in Wasser] gegeben. Nach dem
Mischen und kurz vor dem Auftragen wurde eine Lösung von BVSM (0,627 g, 1,8
Gew.-% in Wasser) zugegeben und das erhaltene Gemisch mit einer
herkömmlichen
Drahtrakel zu einer Naßdicke
von 0,0254 mm sowohl auf einen mit Gelatine grundierten Polyethylenterephthalat-Filmträger (Druckplatte
A) als auch auf einen aufgerauhten und anodisierten Aluminiumträger (Druckplatte
B) aufgetragen. Die Beschichtungen wurden. 4 min bei 70–80°C getrocknet. Die
erhaltenen Trockenschichtbedeckurtgen betrugen für Polymer 4 1,08 g/m2, für
Ruß 0,108
g/m2 und für BVSM 0,017 g/m2.
-
Die Druckplatten wurden in einer
versuchsmäßigen Plattenbelichtungseinheit, ähnlich der
von Beispiel 1, belichtet. Die Einheit verwendet einen bei einer
Wellenlänge
von 830 nm arbeitetenden Array von Laserdioden, die jeweils auf
einen Brennfleckdurchmesser von 23 μm fokussiert wurden. Jeder Kanal
liefert eine auf die Aufzeichnungsoberfläche auftreffende maximale Leistung
von 450 mW. Die Platten wurden auf eine Trommel aufgezogen, deren
Rotationsgeschwindigkeit variiert wurde, um eine Serie von Bildern
bereitzustellen, die mit verschiedenen Belichtungsmengen erstellt
sind, wie nachstehend in TABELLE 1 aufgeführt. Die Laserstrahlen wurden
so moduliert, daß Rasterpunktbilder
erzeugt wurden.
-
-
Die Druckplatten wurden in ein im
Handel erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und es wurden Abdrucke (Drucke) hergestellt, wofür VanSon
Diamond Black lithographische Druckfarbe und Universal Pink Feuchtmittel,
das PAR Alkoholaustauschstoff (Varn Products Company) enthielt,
verwendet wurden. Die belichteten Bereiche der Druckplatten nahmen
leicht Farbe an und druckten etwa 1000 Abdrucke von annehmbarer
Qualität.
Die nicht-bebilderten Bereiche der Druckplatten wuschen sich beim
Drucken nicht aus, was bedeutete, daß bei der Plattenherstellung
eine wirksame Haftung und Vernetzung erzielt wurde.
-
Vergleichsbeispiel 1
-
Es wurden Druckplatten sowohl auf
Polyethylenterephthalat als auch auf Aluminium als Träger hergestellt,
wie in Beispiel 3 beschrieben, außer, daß das BVSM Vernetzungsmittel
aus der Beschichtungsformulierung weggelassen wurde. Nach dem Auftragen
und Trocknen wurden Proben dieser Kontrolldruckplatten zusammen
mit Proben der Druckplatten von Beispiel 3 in destilliertem Wasser
umher bewegt. Die bilderzeugenden Schichten der Kontrolldruckplatten
wuschen sich von den Trägern
ab, während
die bilderzeugenden Schichten der Druckplatten von Beispiel 3 intakt
blieben.
-
Die Kontrolldruckplatten wurden bebildert
und in eine Druckmaschine eingesetzt, wie in Beispiel 3 beschrieben.
Frühzeitig
im Druckbetrieb war zu sehen, daß das Feuchmittel die rußhaltigen
Beschichtungen aus den unbelichteten Bereichen beider Typen von
Kontrolldruckplatten auswusch.
-
Beispiel 4:
-
Mit Farbstoff sensibilisierte
Druckplatte, hergestellt unter Verwendung von Polymer 4
-
Polymer 4 (0,245 g) und IR-Farbstoff
7 (0,025 g) wurden in einem Gemisch (4,37 g) aus 3 : 1 Gewichtsteilen
Methanol und Wasser aufgelöst.
Nach dem Mischen und kurz vor dem Auftragen wurde eine Lösung von BVSM
(0,353 g, 1,8 Gew.-% in Wasser) zugegeben und die erhaltene Lösung mit
einer herkömmlichen
Drahtrakel zu einer Naßdicke
von 0,0254 mm auf einen mit Gelatine grundierten Polyethylenterephthalat-Filmträger aufgetragen.
Die Beschichtungen wurden 4 min bei 70–80°C getrocknet. Die erhaltenen
Trockenschichtbedeckungen betrugen für Polymer 4 1,08 g/m2, für
IR-Farbstoff 7 0,108 g/m2 und für BVSM 0,027
g/m2.
-
Die erhaltenen Druckplatten wurden,
wie in Beispiel 3 beschrieben, belichtet. Die Platten wurden auf eine
Trommel aufgezogen, deren Rotationsgeschwindigkeit variiert wurde,
um eine Serie von Bildern bereitzustellen, die mit verschiedenen
Belichtungsmengen erstellt sind, wie nachstehend in TABELLE II aufgeführt.
-
-
Die Druckplatten wurden in ein im
Handel erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und es wurden Abdrucke (Drucke) hergestellt, wofür Van Son
Diamond Black lithographische Druckfarbe und Universal Pink Feuchtmittel,
das PAR Alkoholaustauschstoff (Varn Products Company) enthielt,
verwendet wurden. Die belichteten Bereiche der Druckplatten nahmen
leicht Farbe an und druckten etwa 1000 Abdrucke von annehmbarer
Qualität
die gesamte Belichtungsserie hindurch. Die nicht-bebilderten Bereiche
der Platten wuschen sich beim Drucken nicht aus, was bedeutete,
daß bei
der Plattenformulierung eine wirksame Haftung und Vernetzung erzielt
wurde.
-
Beispiel 5:
-
Druckplatte, hergestellt
unter Verwendung von Polymer 5
-
Durch Auflösen von 0,678 g Polymer 5 in
12,9 g eines Gemisches aus 3 : 1 Gewichtsteilen Wasser und Methanol
wurde eine Beschichtungsformulierung hergestellt. Die Kohlenstoffdispersion
von Beispiel 3 (0,452 g, 15 Gew.-% Kohlenstoff) wurde zugegeben.
Nach dem Mischen und kurz vor dem Auftragen wurde eine Lösung von
Bisvinylsulfonylmethan (BVSM, 0,941 g, 1,8 Gew.-% in Wasser) zugegeben
und die Formulierung auf einer K Control Auftragmaschine (Modell
K202, RK Print-Coat Instruments Ltd.) mit einer Drahtrakel zu einer
Naßdicke
von 25 μm
auf einen mit Gelatine grundierten Polyethylenterephthalatträger aufgetragen. Die
Beschichtungen wurden in einem Ofen 4 min bei 70–80°C getrocknet. Die Werte für die Bedeckung
sind nachstehend in TABELLE III zusammengefaßt.
-
Zwei Druckplatten wurden in einer
versuchsmäßigen Plattenbelichtungseinheit,
die ein mit einer Wellenlänge
von 830 nm arbeitendes Array von Laserdioden verwendete, die jeweils
auf einen Brennfleckdurchmesser von 23 μm fokussiert wurden, belichtet.
Jeder Kanal lieferte eine auf die Aufzeichnungsoberfläche auftreffende
maximale Leistung von 450 mW. Ein ähnlicher Apparat ist in US-A-5,446,477
(Beak et al.) beschrieben. Die Platten wurden auf eine Trommel aufgezogen,
deren Rotationsgeschwindigkeit variiert wurde, um eine Serie von
Bildern bereitzustellen, die bei verschiedenen Belichtungen, wie
sie nachstehend in TABELLE III aufgeführt sind, erstellt sind. Die
Laserstrahlen wurden so moduliert, daß Rasterpunktbilder erzeugt
wurden.
-
-
Die Druckplatten wurden in ein im
Handel erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und es wurden Drucke hergestellt, wofür Van Son Diamond Black Druckfarbe
und Universal Pink Feuchtmittel, das PAR Alkoholaustauschstoff (Varn
Products Company, Inc.) enthielt, verwendet wurden. Die Platten
lieferten bei allen Bilderzeugungsbedingungen annehmbare Negativbilder
in einer Auflage von mindestens 500. Die nicht-bebilderten Bereiche
der Druckplatten wuschen sich beim Drucken nicht aus, was bedeutete,
daß mit
der Plattenformulierung eine wirksame Haftung und Vernetzung erzielt
wurde.
-
Beispiel 6:
-
Druckplatte, herbestellt
unter Verwendung von Polymer 6
-
Es wurde eine Beschichtungsformulierung
hergestellt, indem eine 10,6%ige wäßrige Lösung von Polymer 6 mit Wasser
und Methanol so verdünnt
wurde, daß eine
Masse bereitgestellt wurde, die 0,678 g Polymer in 12,9 g eines
Gemisches aus 3 : 1 Gewichtsteilen Wasser und Methanol enthielt.
Die Kohlenstoffdispersion von Beispiel 3 (0,452 g, 15 Gew.-% Kohlenstoff)
wurde zugegeben. Nach dem Mischen und kurz vor dem Auftragen wurde
eine Lösung
von BVSM (0,941 g, 1,8 Gew.% in Wasser) zugegeben und die Formulierung
auf einer K Control Auftragmaschine (Modell K202, RK Print-Coat
Instruments Ltd.) mit einer Drahtrakel zu einer Naßdicke von
25 μm auf
mit Gelatine grundierten Polyester aufgetragen, wie in Beispiel
5. Die Beschichtungen wurden in einem Ofen 4 min bei 70–80°C getrocknet.
Die Werte für
die Bedeckung sind nachstehend in TABELLE N zusammengefaßt.
-
Wie in Beispiel 5 wurden die Platten
auf einer versuchsmäßigen Plattenbelichtungseinheit
mit einem bei einer Wellenlänge
von 830 nm arbeitenden Diodenlaser bebildert. Die Platten wurden
auf eine Trommel aufgezogen, deren Rotationsgeschwindigkeit modifiziert
wurde, um eine Serie von Bildern bereitzustellen, die bei verschiedenen
Belichtungen erstellt sind (siehe TABELLE N).
-
-
Die Platten wurden in ein im Handel
erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und es wurden Drucke hergestellt, wofür Van Son Diamond Black Druckfarbe
und Universal Pink Feuchtmittel, das PAR Alkoholaustauschstoff (Varn
Products Company Inc.) enthielt, verwendet wurden. Die Platten lieferten
bei allen Belichtungsmengen annehmbare Negativbilder in einer Auflage
von mindestens 500. Die nicht-bebilderten Bereiche der Druckplatten
wuschen sich beim Drucken nicht aus, was bedeutete, daß mit der
Plattenformulierung eine wirksame Haftung und Vernetzung erzielt
wurde.
-
Beispiel 7:
-
Druckplatte, hergestellt
unter Verwendung von Polymer 7
-
Es wurde eine Beschichtungsformulierung
hergestellt, indem eine 11,9%ige wäßrige Lösung von Polymer 7 mit Wasser
und Methanol so verdünnt
wurde, daß eine
Masse bereitgestellt wurde, die 0,678 g Polymer in 12,9 g eines
Gemisches aus 3 : 1 Gewichtsteilen Wasser und Methanol enthielt.
Die Kohlenstoffdispersion von Beispiel 3 (0,452 g, 15 Gew.-% Kohlenstoff)
wurde zugegeben. Nach dem Mischen wurde die Formulierung auf einer
K Control Auftragmaschine (Modell K202, RK Print-Coat Instruments
Ltd.) mit einer Drahtrakel zu einer Naßdicke von 25 μm auf den
Träger
von Beispiel 5 aufgetragen. Die Beschichtungen wurden in einem Ofen 4
min bei 70–80°C getrocknet.
Die Werte für
die Bedeckung sind nachstehend in TABELLE V zusammengefaßt.
-
Wie in Beispiel 5 wurden die Platten
auf einer versuchsmäßigen Plattenbelichtungseinheit
mit einem bei einer Wellenlänge
von 830 nm arbeitenden Diodenlaser bebildert. Die Platten wurden
auf eine Trommel aufgezogen, deren Rotationsgeschwindigkeit modifiziert
wurde, um eine Serie von Bildern bereitzustellen, die bei verschiedenen
Belichtungen erstellt sind (siehe TABELLE V).
-
-
Die Platten wurden in ein im Handel
erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und es wurden Drucke hergestellt, wofür Van Son Diamond Black Druckfarbe
und Universal Pink Feuchtmittel, das PAR Alkoholaustauschstoff (Varn
Products Company Inc.) enthielt, verwendet wurden. Die Platten lieferten
bei Platte 5 bei der höchsten
Belichtungsmenge und bei Platte 6 bei den drei höchsten Belichtungsmengen annehmbare Negativbilder
in einer Auflage von mindestens 500.
-
Beispiel 8:
-
Druckplatte, hergestellt
unter Verwendung von Polymer 8
-
Es wurde eine Beschichtungsformulierung
hergestellt, indem eine 11,1%ige wäßrige Lösung von Polymer 8 mit Wasser
und Methanol so verdünnt
wurde, daß eine
Masse bereitgestellt wurde, die 0,678 g Polymer in 12,9 g eines
Gemisches aus 3 : 1 Gewichtsteilen Wasser und Methanol enthielt.
Die Kohlenstoffdispersion von Beispiel 3 (0,452 g, 15 Gew.-% Kohlenstoff)
wurde zugegeben. Nach dem Mischen wurde die Formulierung auf einer
K Control Auftragmaschine (Modell K202, RK Print-Coat Instruments
Ltd.) mit einer Drahtrakel zu einer Naßdicke von 25 μm auf den
Träger
von Beispiel 5 aufgetragen. Die Beschichtungen wurden in einem Ofen
4 min bei 70–80°C getrocknet.
Die Werte für
die Bedeckung sind nachstehend in TABELLE VI zusammengefaßt.
-
Wie in Beispiel 5 wurden die Platten
auf einer versuchsmäßigen Plattenbelichtungseinheit
mit einem bei einer Wellenlänge
von 830 nm arbeitenden Diodenlaser bebildert. Die Platten wurden
auf eine Trommel aufgezogen, deren Rotationsgeschwindigkeit modifiziert
wurde, um eine Serie von Bildern bereitzustellen, die bei verschiedenen
Belichtungen erstellt sind (siehe TABELLE VI).
-
-
Die Platten wurden in ein im Handel
erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und es wurden Drucke hergestellt, wofür Van Son Diamond Black Druckfarbe
und Universal Pink Feuchtmittel, das PAR Alkoholaustauschstoff (Varn
Products Company Inc.) enthielt, verwendet wurden. Die Platten lieferten
bei allen Belichtungsmengen eine Auflage von mindestens 500 annehmbaren
Negativbildern.
-
Beispiel 9:
-
Druckplatte, bebildert
unter Verwendung eines Thermowiderstandskopfes
-
Polymer 4 (1,52 g) wurde in einem
Gemisch (26,4 g) aus 3 : 1 Gewichtsteilen Methanol und Wasser aufgelöst. Nach
dem Mischen und kurz vor dem Auftragen wurde eine Lösung von
BVSM (2,11 g, 1,8 Gew.% in Wasser) zugegeben und das erhaltene Gemisch
als bilderzeugende Schicht mit einer herkömmlichen Drahtrakel zu einer
Naßdicke
von 25 μm
auf einen aufgerauhten und anodisierten Aluminiumträger aufgetragen. Die
Beschichtung wurden 4 min bei 70–80°C getrocknet. Die erhaltenen
Trockenschichtbedeckungen betrugen für Polymer 4 1,08 g/m2 und für
BVSM 0,027 g/m2. Die Hälfte der beschichteten Platte
wurde unter Verwendung einer Insta Heat Seal Machine (Insta Machine
Corp.) 1 min lang auf 200°C
erwärmt,
während
die andere Hälfte
unerwärmt
blieb.
-
Die Druckplatte wurde in ein im Handel
erhältliches
AB Dick 9870 Kopiergerät
eingesetzt und es wurden Abdrucke hergestellt, wofür Van Son
Diamond Black lithographische Druckfarbe und Universal Pink Feuchtmittel,
das PAR Alkoholaustauschstoff (Varn Products Company) enthielt,
verwendet wurden. Der erwärmte
Hälfte
der beschichteten Druckplatte nahm leicht Farbe an, während die
nicht erwärmte
Hälfte
keine Farbe annahm. Von dem erwärmten
Bereich der Platte wurde ein Bild erzeugt. Es wurden mindestens
1000 Abdrucke erhalten, bei denen von dem erwärmten Bereich der Platte eine
hohe Farbdichte gedruckt wurde und von dem nicht erwärmten Bereich
der Platte eine geringe oder keine Farbdichte gedruckt wurde. Die
aufgetragene Schicht wusch oder nutzte sich bei dem erwärmten oder
dem nicht erwärmten
Bereich der Platte beim Drucken nicht ab, was bedeutete, daß mit der
Plattenformulierung eine wirksame Haftung und Vernetzung erzielt
wurde.

 IR-Farbstoff 5
IR-Farbstoff 5 IR-Farbstoff 6
IR-Farbstoff 6










