-
Die
vorliegende Erfindung betrifft die Herstellung eines Lagerteils
und insbesondere eines Kugel-, Nadel- oder Rollenlagerrings.
-
Die
Lagerteile wie etwa Ringe, Kugeln, Nadeln oder Rollen werden im
allgemeinen aus Stahl des Typs 100Cr6 oder 100CrMn6 hergestellt,
der 0,6 bis 1,5% Kohlenstoff, 1,3 bis 1,6% Chrom, 0,3 bis 1% Mangan
und weniger als 0,4% Silizium enthält und eine sehr gute Einschlußreinheit
aufweist. Der Stahl wird in Form von Walzstäben, nahtlosen Rohren oder
Draht verwendet, von denen Stücke
abgeschnitten werden, die durch Kalt- oder Warmumformung verformt
werden und dann vor dem Verarbeiten einer Härtung und einem Anlassen unterzogen
werden. Die so erhaltenen Teile weisen eine hohe Härte und
Zähigkeit
auf, die erforderlich ist, um sie zumindest unter üblichen
Gebrauchsbedingungen, insbesondere bei Betriebstemperaturen unter 150°C, der Wälzermüdung widerstehen
zu lassen. Dennoch weisen die sich so zusammensetzenden Teile eine
ungenügende
Wälzermüdungsfestigkeit
bei schärferen
Betriebsbedingungen auf, die dazu neigen, sich zu verbreiten. Diese
schärferen
Betriebsbedingungen sind insbesondere durch eine Betriebstemperatur über 150°C, die 350°C erreichen
kann und/oder durch das Vorliegen des Phänomens einer Schädigung der
Lagerflächen
durch Eindrücke
gekennzeichnet. Dieses Phänomen
besteht aus dem Auslösen
von Rissen an der Oberfläche,
das durch die Eindrücke,
das heißt
Verformungen, die durch im Schmiermittel vorhandene harte Teilchen
verursacht wurden, herbeigeführt
wird.
-
Zum
Begrenzen der Eindruckwirkung ist vorgeschlagen worden, Materialien
mit sehr hoher Härte
wie etwa Keramikmaterialien oder Überzüge aus harten Materialien zu
verwenden. Diese Technik weist jedoch den Nachteil auf, aufgrund
der sehr hohen Zerbrechlichkeit dieser Materialien, eine Zerbrechlichkeit,
die sie für
den geringsten Fehler anfällig
macht, wenig zuverlässig
zu sein.
-
Es
ist auch zum Beispiel im Patent US-5 030 017 vorgeschlagen worden,
einen insbesondere 0,3% bis 0,6% Kohlenstoff, 3% bis 14% Chrom,
0,4% bis 2% Molybdän,
0,3% bis 1% Vanadium und weniger als 2% Mangan enthaltenden Stahl
zu verwenden. Die Teile werden in der Umgebung der Lageroberfläche so einsatzgehärtet oder
karbonitriert, daß eine
Summe der Kohlenstoff- und Stickstoffgehalte zwischen 0,03% und
1% erhalten wird, dann gehärtet,
damit ihre mikrokristalline Struktur 20% bis 50% (als Vol.-%) Restaustenit
in einer Oberflächenschicht
umfaßt,
die 10 Vol.-% bis 25 Vol.-% des Teils darstellt. Diese Technik weist
den zweifachen Nachteil auf, den Einsatz eines stark mit Legierungsmetallen
versetzten und folglich teuren Stahls und die Durchführung einer
Einsatzhärtungs-
und Karbonitrierungsbehandlung, einer langen und teuren Behandlung zu
erfordern.
-
In
der deutschen Patentanmeldung
DE
195 24 957 ist ferner das Verwenden eines Stahls vorgeschlagen
worden, der 0,9% bis 1,3% Kohlenstoff, 0,6% bis 1,2% Silizium, 1,1%
bis 1,6% Mangan und 1,3% bis 1,7% Chrom enthält, wobei der Rest Eisen und
aus der Herstellung herrührende
Verunreinigungen ist und die Struktur dieses Stahls 7% bis 25% Restaustenit
enthält.
Dieser Stahl weist dagegen aufgrund seiner chemischen Struktur keine
Gießbarkeitsgarantie,
Eignung zur Kaltumformung sowie Gehalt und Stabilität des Restaustenits
auf. Der angegebene und zum Verbessern der Eindruckermüdungsfestigkeit
notwendige Restaustenitgehalt erfordert außerdem bei diesem Stahl das
Durchführen
einer wenig bequemen Wärmebehandlung
an den Lagern, die einen Schritt des Haltens bei ungefähr 100°C während mehr
als 10 Stunden zwischen dem Härten und
Anlassen ohne Rückkehr
auf Raumtemperatur nach dem Härten
oder vor dem Anlassen umfaßt.
Außerdem
ist in Gegenwart mehrachsiger Beanspruchungen unterhalb der zyklischen
Streckgrenze sein Austenit nur bei thermischer Belastung unter 120°C mehr als
2000 Stunden stabil, was für
einige Anwendungen zu gering ist.
-
Zum
Verbessern der Ermüdungsfestigkeit
von Lagerstählen
wurde insbesondere im Patent GB-A-1 439 072 das Ausführen einer
Wärmebehandlung,
die aus einer Austenitisierung, gefolgt von einer raschen Abkühlung auf
eine Temperatur zwischen 480°C
und 725°C
vorgeschlagen, gefolgt von einem langen Halten bei dieser Temperatur,
um eine perlitische Umwandlung zu veranlassen und dann einem raschen
Wiedererhitzen bis auf eine Austenitisierungstemperatur und schließlich einem
Härten.
Diese Behandlung wird insbesondere auf einen 0,8% bis 1% Kohlenstoff,
0,5 bis 0,8% Silizium, 1,4 bis 1,7% Mangan und 1,4 bis 1,8% Chrom
enthaltenden Stahl angewendet.
-
In
der JP-A-4 362 123 wurde ferner ein Stahl für Lager, der 0,40 bis 0,80
Gew.-% C, 0,01 bis 2,00 Gew.-% Si, 0,20 bis 2,00 Gew.-% Mn und mindestens
eines von Cr (≤ 0,80
Gew.-%) und Mo (≤ 1,00
Gew.-%) enthält
und eine Wärmebehandlung
zum Verbessern der Ermüdungsfestigkeit
dieses Stahls vorgeschlagen.
-
Der
Gegenstand der vorliegenden Erfindung ist diesen Nachteilen abzuhelfen,
indem ein Mittel zum Herstellen auf wirtschaftliche Weise und insbesondere
mit Hilfe einer vergleichsweise standardmäßigen Wärmebehandlung eines Lagerteils
vorgeschlagen wird, das insbesondere bei oder gelegentlicher Verwendung über 300°C eindruckbeständig und
wenig zerbrechlich ist.
-
Daher
hat die Erfindung einen Stahl zur Herstellung eines Lagerteils mit
einer chemischen Zusammensetzung gemäß Anspruch 1 zum Gegenstand.
-
Bevorzugt
ist die chemische Zusammensetzung des Stahls einzeln oder noch besser
gleichzeitig einerseits: 0,8% ≤ Mn ≤ 1,2% Si ≤ 1,7%und
andererseits: 0,9% ≤ C ≤ 1,1% 1,3% ≤ Cr ≤ 1,6%
-
Der
Siliziumgehalt ist über
1,2%. Die Erfinder haben nämlich
unerwarteterweise festgestellt, daß wenn gleichzeitig der Siliziumgehalt über 1,2%
ist und der Mangangehalt unter 1,5%, bevorzugt unter 1,2%, aber über 0,8%
ist, die Stabilität
des Austenits sehr deutlich verbessert ist.
-
Die
Erfindung betrifft auch ein Verfahren zur Herstellung eines Lagerteils,
wonach
- – man
ein Halbzeug aus erfindungsgemäßen Stahl
bereitstellt,
- – man
das Halbzeug durch Kaltumformung unter Erhalten eines Rohlings und
insbesondere eines nahtlosen Rohrrohlings verformt,
- – man
an dem Rohling eine Körnungsbehandlung,
die aus dem Erhitzen auf eine Temperatur zwischen 750°C und 850°C, gefolgt
von einem Abkühlen
auf 650°C
besteht, dessen Höchstgeschwindigkeit 10°C/Stunde
ist, um eine Struktur mit einer Härte von unter 270 HV zu erhalten,
die eine feine Carbiddispersion umfaßt und gegebenenfalls eine
Verformung durch Kaltumformung, zum Beispiel ein Kaltwalzen oder
ein Kaltziehen unter Erhalten eines Produkts ausführt,
- – man
das Produkt zum Erhalt eines Abschnitts zerschneidet, den man durch
Kalt- oder Warmverformung oder durch maschinelle Bearbeitung verformt,
um einen Lagerteilrohling zu erhalten
- – und
man an dem Lagerteilrohling eine Wärmebehandlung der Härtung durch
Abkühlen
zum Beispiel mit Öl
nach der Austenitisierung zwischen 800°C und 950°C und eine thermische Anlaßbehandlung
zwischen 100°C
und 400°C
und bevorzugt unter 250°C
so ausführt,
daß ein
Lagerteil erhalten wird, das eine Struktur aufweist, deren Härte zwischen
58 HRC und 67 HRC beträgt
und die sich aus Restkarbiden, Martensit und 5% bis 30% Restaustenit
zusammensetzt.
-
Die
Erfindung betrifft schließlich
einerseits ein nahtloses Rohr aus erfindungsgemäßem Stahl und andererseits
ein Lagerteil aus erfindungsgemäßem Stahl,
der eine Struktur aufweist, die sich aus Restcarbiden, Martensit
und 5% bis 30% Restaustenit zusammensetzt, der bis mindestens 400°C wärmestabil
ist.
-
Die
Erfindung wird nun genauer, aber nicht einschränkend beschrieben und wird
durch Beispiele veranschaulicht.
-
Zum
Herstellen eines Lagerteils wie etwa etwas Lagerrings- oder -körpers mit
einer guten Eindruckfestigkeit zum Beispiel aus einem nahtlosen
Rohr wird ein Stahl verwendet, dessen chemische Zusammensetzung
in Gewicht
- – mehr als 0,6% und bevorzugt
mehr als 0,9% Kohlenstoff zum Erhalt einer ausreichenden Härte und
eines ausreichenden Restaustenitgehalts, aber weniger als 1,5% und
bevorzugt weniger als 1,1% zum Vermeiden der Bildung zu bedeutender
Seigerungen und zum Einschränken
der Bildung primärer
Carbide,
- – mehr
als 1,2% Silizium, um so die Wärmestabilität des Restaustenits
(zwischen etwa 170°C
und 450°C und
bevorzugt über
300°C) und
die Härte
zu erhöhen,
aber weniger als 2,5% und bevorzugt weniger als 1,7%, denn wenn
der Gehalt an Silizium zu hoch ist, wird der Stahl zu brüchig, insbesondere
um durch Umformung vertormt werden zu können,
- – mehr
als 0,4% Mangan und bevorzugt mehr als 0,8% zum Erhalt einer gehärteten Struktur
mit einem Restaustenitgehalt über
5% und bevorzugt über
15%; der Mangangehalt muß zum
Erhalt einer guten Gießbarkeit,
ohne die es schwierig wird, einen Stahl zu erhalten, der zum Aufweisen
einer guten Ermüdungsfestigkeit
ausreichend rein ist, so sein, daß M ≤ 0,75 + 0,55 × Si und zum Erlauben der Fertigstellungsarbeiten
und Verformung durch Kaltumformung so sein, daß Mn ≤ 2,5 – 0,8 × Si; aus diesen Beziehungen folgt,
daß der
Mangangehalt kleiner als 1,5% sein muß und es ist bevorzugt, daß er kleiner
als 1,2% ist,
- – 0,2%
bis 2% Chrom und bevorzugt 1,3% bis 1,6%, um so einerseits eine
ausreichende Härtbarkeit
zu erhalten und andererseits gleichförmig verteilte Keime kugelförmiger Carbide
mit einer Größe unter
2 μm und
in ausreichender Menge zu bilden,
- – weniger
als 0,5% Nickel, ein Restelement, das nicht erforderlich ist, das
aber eine vorteilhafte Wirkung auf die Härtbarkeit aufweist,
- – weniger
als 0,2% Molybdän,
ein Element, das das Enthärten
beim Anlassen verlangsamt,
- – zwischen
0% und 0,05% Aluminium und weniger als 0,04% Schwefel umfaßt,
wobei
der Rest Eisen und aus der Herstellung herrührende Verunreinigungen ist.
-
Dieser
Stahl wird zum Herstellen eines Halbzeugs, das, wenn das Herstellen
eines Rings aus einem nahtlosen Rohr gewünscht wird, ein Röhrenrundstahl
ist, vergossen und gegebenenfalls gewalzt.
-
Das
Halbzeug wird danach zum Erhalt eines Rohlings durch Kaltumformung,
zum Beispiel zum Erhalt eines nahtlosen Rohrs durch Kaltwalzen verformt.
-
Der
Rohling wird anschließend
einer Wärmekörnungsbehandlung
unterzogen, die aus einem Erhitzen auf eine Temperatur zwischen
750°C und
850°C, gefolgt
von einem Abkühlen
auf 650°C
besteht, dessen Höchstgeschwindigkeit
10°C/Stunde
ist, um eine Struktur mit einer Härte von unter 270 HV zu erhalten,
die eine feine Carbiddispersion umfaßt. Diese Wärmebehandlung ist notwendig,
um dem Stahl eine gute Verformbarkeit durch Kaltumformung und eine
gute maschinelle Bearbeitbarkeit zu verleihen, ein Verfahren, das
zum Herstellen eines Produkts zum Beispiel durch Kaltwalzen oder
Kaltziehen benützt
wird. Dieses Produkt, das ein nahtloses Rohr sein kann, ist dadurch
gekennzeichnet, daß es
gut kalibriert ist. Es dient zum Herstellen von Rohlingen, zum Beispiel
von Lagerringrohlingen.
-
Die
Herstellung von Rohlingen, die durch Kalt- oder Warmumformung oder
durch maschinelle Bearbeitung von dem Produkt abgeschnittener Teile
erfolgt, wird durch eine Wärmebehandlung
abgeschlossen, die aus einem Härten
und einem Anlassen besteht. Man erhält auf diese Weise ein Lagerteil.
Die Austenitisierungstemperatur vor der Härtung von über 800°C wird so eingestellt, daß nach der
Härtung
eine Struktur erhalten wird, die sich aus Martensit, 5% bis 30%
Restaustenit und einem Gitter aus Restcarbiden zusammensetzt. Der
Anteil an Restaustenit, dessen Gegenwart zum Erhalt einer guten
Eindruckfestigkeit unerläßlich ist, hängt vom
Wert des Ms-Punkts (Temperatur des Beginns der martensitischen Umwandlung)
ab, der wiederum zugleich von der Stahlzusammensetzung und den Austenitisierungsbedingungen
abhängt.
Der Fachmann weiß diese
Parameter zum Beispiel mit Hilfe dilatometrischer Versuche zu bestimmen.
Das Anlassen, das genauer ein Entspannen ist, wird so durch Erwärmen über 100°C, um die
Struktur zu stabilisieren, aber unter 400°C und bevorzugt unter 250°C durchgeführt, daß der Restaustenit
nicht destabilisiert wird.
-
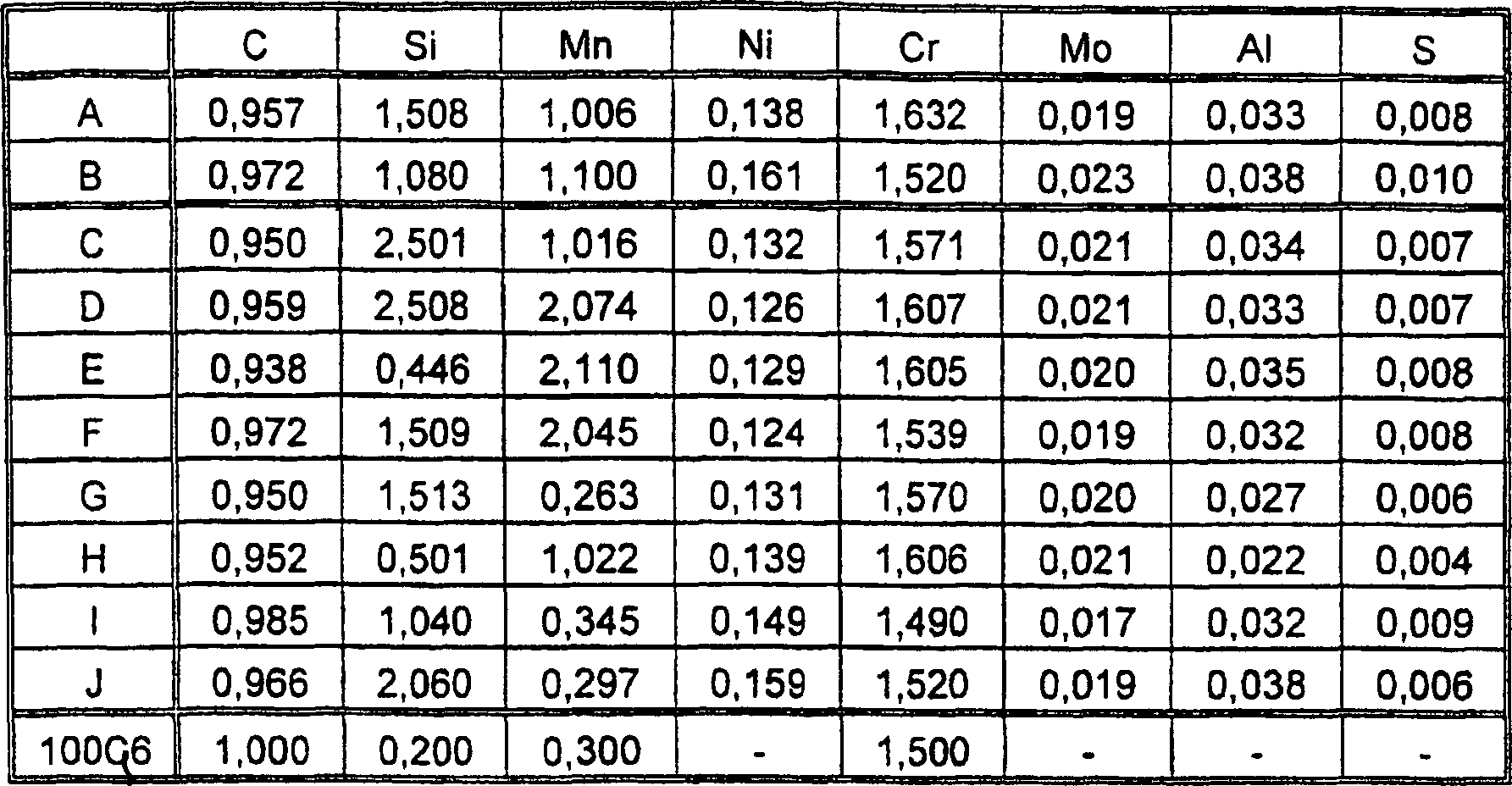
Als
erstes Beispiel wurden 10 Laboratoriumsgießansätze, einer gemäß der Erfindung
(A bezeichnet), ein weiterer außerhalb
der durch die gewählte
Zusammensetzung gesetzten Grenzen (B bezeichnet) und 8 als Vergleich
(C, D, E, F, G, H, I und J bezeichnet) durchgeführt. Diese Gießansätze, denen
man den Standard 100Cr6 zugefügt
hatte und die im wesentlichen dazu bestimmt waren, die Wirkung der
Legierungselemente auf die verschiedenen Eigenschaften eines Lagerstahls
nachzuweisen, wiesen die folgenden chemischen Zusammensetzungen
auf (in Gew.-%, es sind nur die hauptsächlichen Elemente angegeben,
wobei der Rest Eisen und Verunreinigungen ist):
-
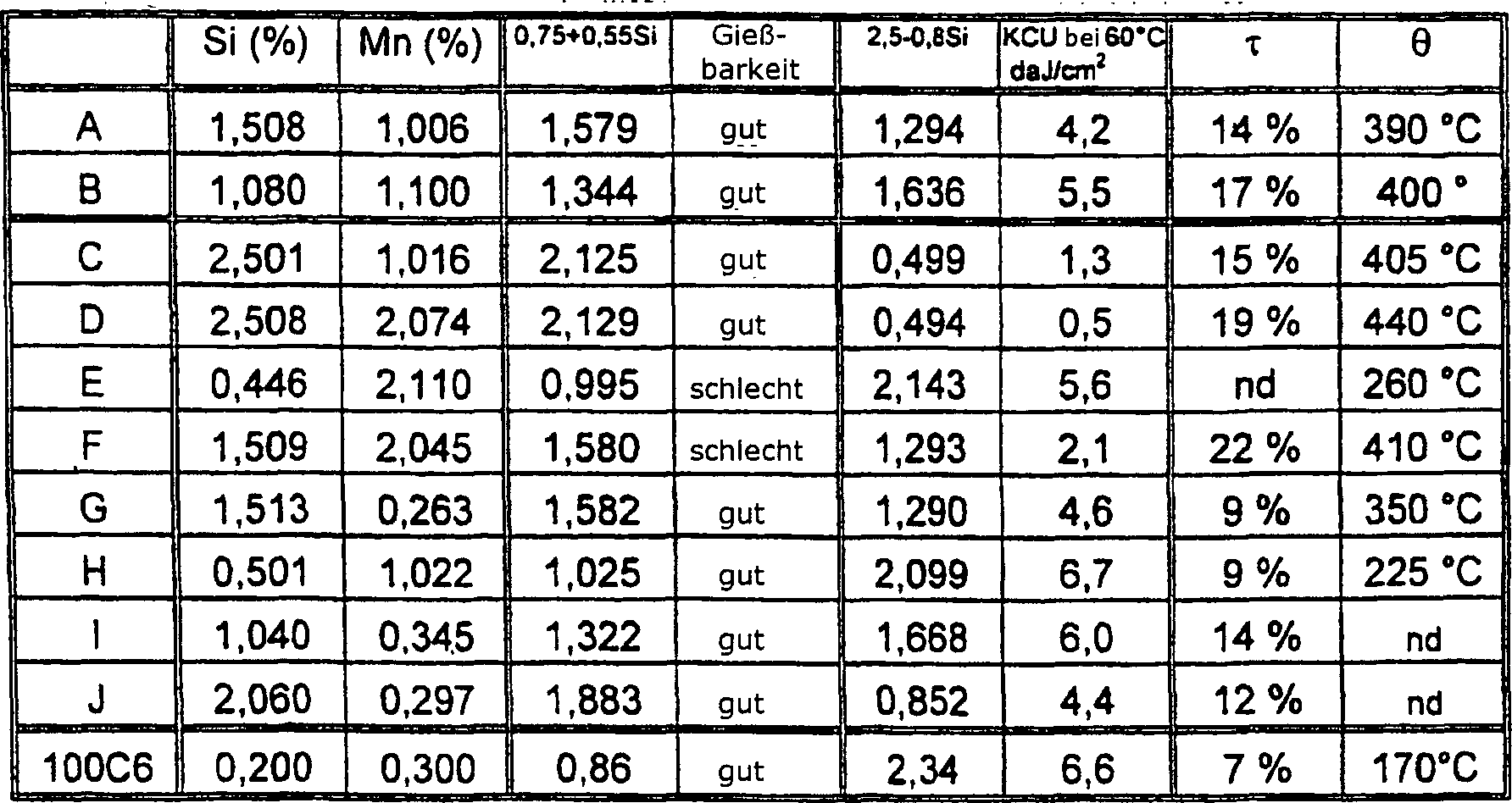
Diese
Stähle
wurden in Form von Schmelzblöcken
mit 65 kg vergossen, die zum Bilden quadratischer Barren mit 20
mm Seitenlänge
geschmiedet und anschließend
durch 1 Stunde Halten bei 30°C über der
Temperatur des Endes der Umwandlung des Perlits in Austenit gekörnt worden
waren, was von einer Abkühlung auf
650°C mit
einer Geschwindigkeit zwischen 8 und 10°C je Stunde gefolgt und durch
ein Abkühlen
an der Luft auf Raumtemperatur vervollständigt wurde. Die Eignung zur
Kaltumformung wurde anschließend
durch eine Messung der in daJ/cm
2 ausgedrückten Schlagzähigkeit
KCU ermittelt. Wenn diese Schlagzähigkeit über 4,2 daJ/cm
2 war,
war das Kaltumformungsvermögen
gut, beim Gegenteil war es schlecht. Die Luppen wurden anschließend in
heißem Öl nach der
Austenitisierung bei 895°C
gehärtet
und es wurde einerseits der Anteil τ an Restaustenit und die Temperatur θ des Beginns
der Destabilisierung des Restaustenits gemessen. Die Gießbarkeit
wurde ebenfalls ermittelt. Die Ergebnisse waren die folgenden:
-
Diese
Ergebnisse zeigen, daß nur
die Gießansätze A gemäß der Erfindung
und B alle gewünschten Eigenschaften,
nämlich
eine gute Gießbarkeit,
eine gute Eignung zur Kaltumformung, ein erhöhter Restaustenitgehalt und
eine bis auf erhöhte
Temperaturen stabile Struktur vereinen, wobei die beiden letzten
Eigenschaften merklich höher
als die entsprechenden Eigenschaften des Standards 100Cr6 waren.
-
Außerdem haben
Versuche zur Stabilität
des Restaustenits unter gleichförmiger
Beanspruchung und periodischer Kompression gezeigt, daß:
- – bei
den Gießansätzen, deren
Siliziumgehalt über
1% ist, der Restaustenit stabil bleibt, wenn er durch Kompression
einer Beanspruchung, die einer Scherkraft von 1400 MPa gleichwertig
ist, unterzogen wird, während
unter denselben Bedingungen 50% Restaustenit eines Stahls 100Cr6
(weniger als 0,5% Si enthaltend) destabilisiert werden,
- – bei
den Versuchen zur Destabilisierung von Restaustenit unter periodischer
Kompression (Beanspruchung, die einer sich zwischen 25 MPa und 1025
MPa bewegenden Scherkraft bei einer Frequenz von 200 Hz gleichwertig
ist) nach 1 Million Zyklen bei einem ungefähr 1% Mangan und 1,5% Silizium
(Gießansatz A)
enthaltenden Gießansatz
keine Destabilisierung auftrat.
-
Als
zweites Beispiel führte
man einen industriellen Gießansatz
mit einem erfin dungsgemäßen Stahl durch,
mit dem man einen Lagerring herstellte. Die chemische Zusammensetzung
des Stahls umfaßte
in Gewicht:
- C = 0,9%
- Si = 1,25%
- Mn = 1%
- Cr = 1,4%
- Ni = 0,25%
- Mo = 0,015% wobei der Rest Eisen und Verunreinigungen aus der
Herstellung ist.
-
Dieser
Stahl wurde in Form eines Röhrenrundstahls
mit 100 mm Durchmesser gegossen und gewalzt.
-
Der
Röhrenrundstahl
wurde zwischen zwei Walzen warmgetrieben und dann unter Erhalten
eines nahtlosen Rohrrohlings mit 67,5 mm Außen- und 36,5 mm Innendurchmesser
warmgewalzt. Der Rohrrohling wurde einer Körnungsbehandlung unterzogen,
die aus 2 Stunden Halten bei 800°C,
gefolgt von einem Abkühlen
auf 650°C
mit einer Geschwindigkeit von 10°C
je Stunde bestand, so daß eine
Brinell-Härte
von 240 HB erhalten wurde. Der Rohrrohling wurde darauf zum Erhalt
eines nahtlosen Rohrs mit 42,9 mm Außendurchmesser und 22,7 mm
Innendurchmesser kaltgewalzt.
-
Lagerringe
wurden abgeschnitten und in dem Rohr maschinell bearbeitet und dann
einer Härtungsbehandlung
mit Öl
nach der Austenitisierung bei 900°C
und Anlassen bei 200°C
unterzogen, um so eine 18% Restaustenit enthaltende Struktur zu
erhalten.
-
Die
Eindruckfestigkeit wurde durch Versuche des Typs einer Lagerermüdung unter
starker Hertzscher Pressung getestet, indem Ringe verwendet wurden,
in deren Lauffläche
zuvor zwei symmetrisch angeordnete Vickers-Eindrücke eingedrückt worden waren und indem
die Abplatzzeit der Ringe gemessen wurde. Auf diese Weise wurden
erfindungsgemäße Ringe
und Ringe aus 100C6 gemäß dem Stand
der Technik auf Eindrücke verglichen,
deren Abmessungen in der Diagonalen zwischen 267 μm und 304 μm waren.
Sowohl bei den erfindungsgemäßen Ringen
als auch bei den Ringen gemäß dem Stand
der Technik war die Härte
63 HRC.
-
Die
Ergebnisse waren die folgenden:
-
Diese
Ergebnisse zeigen, daß die
erfindungsgemäßen Ringe
bei den bedeutenden Eindrücken
eine mehr als verdoppelte Lebensdauer aufweisen.
-
Der
erfindungsgemäße Stahl
ist besonders an die Herstellung von Lagerringen aus nahtlosen Rohren angepaßt, aber
er ist ebenfalls an die Herstellung von Ringen, Kugeln, Walzen und
Nadeln aus Walzstäben oder
Draht geeignet. Diese Teile können
durch Warm- oder Kaltumformung oder durch maschinelle Bearbeitung
verformt werden.