-
Die
vorliegende Erfindung betrifft eine Gassperrharzfolie, die zur Verpackung
von frischen Lebensmitteln, verarbeiteten Lebensmitteln, pharmazeutischen
Produkten, medizinischen Ausrüstungen,
Elektronikteilen und dergleichen geeignet ist (der Begriff "Folie" beinhaltet ein Flächengebilde,
gilt nachstehend diese ganze Beschreibung hindurch). Im Besonderen
betrifft die vorliegende Erfindung eine Gassperrharzfolie, die sogar nach
einer Siedebehandlung oder Retortenbehandlung fähig ist, ihre Sauerstoffsperreigenschaft
und Feuchtigkeitsundurchlässigkeit
zu erhalten, welches wichtige Eigenschaften bei der vorstehend erwähnten Verwendung
sind.
-
Entsprechend
der verschiedenen Lebensmittelverteilungssysteme und Ernährungsgewohnheiten
hat sich die Art und Weise der Lebensmittelverpackung in den vergangenen
Jahren auffallend geändert,
was wiederum eine gesteigerte Nachfrage nach qualitativ hochwertigen
Verpackungsfolien hervorgerufen hat. Eine verminderte Lebensmittelqualität, welche
durch Temperatur, Feuchtigkeit, Sauerstoff, ultravioletten Strahlen, Mikroorganismen
wie Bakterien und Schimmel, und dergleichen während des Lebensmittelvertriebs
und Verkaufs verursacht wird, führt
zu ernsthaften Problemen wie Umsatzverlust und ungenügender Lebensmittelhygiene.
Eine derartige Qualitätsminderung
ist herkömmlich
durch Zugabe eines Antioxidans, eines Konservierungsmittels und
dergleichen direkt zum Lebensmittel ausgeschaltet worden. Im Zuge
einer Zunahme strenger Regulierungen, die Lebensmittelzusätzen zum
Schutze der Konsumenten auferlegt werden, nimmt jedoch die Menge,
die zugegeben werden darf, zwangsläufig ab.
-
Unter
diesen Umständen
ist eine Nachfrage nach einer Verpackungsfolie mit geringerer Dampf- oder Feuchtigkeitsdurchlässigkeit,
und welche die Lebensmittelqualität infolge einer Gefrier-, Siedebehandlung,
Retortenbehandlung und dergleichen nicht vermindert, gestiegen.
-
Im
speziellen, muss bei der Verpackung von Fisch, Fleisch, Schalentier
und dergleichen eine Oxidation und Verderben von Protein, Fetten, Ölen und
dergleichen verhindert werden, aber Geschmack und Frische sollten
erhalten bleiben. Dieser Anforderung wird durch Unterbinden der
Luftdurchlässigkeit
durch die Verwendung eines Verpackungsmaterials mit hervorragender
Gassperreigenschaft nachgekommen. Außerdem trägt eine Gassperrfolie, die
zur Verpackung eines Lebensmittels verwendet wird, zur Geschmackserhaltung
des Inhalts und Hemmung der Feuchtigkeitsdurchlässigkeit bei. Als Ergebnis
wird ein trockenes Lebensmittel nicht durch die Absorption von Feuchtigkeit
verdorben, und ein Wasser haltiges Lebensmittel wird nicht durch
die Verdunstung von Feuchtigkeit verdorben oder fest, auf diese
Weise wird die Erhaltung des Geschmacks für einen verlängerten
Zeitraum ermöglicht,
welcher zum Verpackungszeitpunkt frisch war.
-
Aufgrund
der vorstehend erwähnten
Gründe
wird es als äußerst wichtig
erachtet, dass eine Verpackungsfolie, die, zum Beispiel für Lebensmittel
aus gekochter Fischpaste wie gekochte Fischwurst, Molkereiprodukte
wie Butter und Käse,
fermentierte Sojabohnenpaste, Tee, Kaffee, Schinken und Wurst, Instant-Nahrungsmittel,
Süßigkeiten
wie Castella, Keks und dergleichen verwendet wird, eine Sauerstoffsperreigenschaft, Feuchtigkeitsundurchlässigkeit
und Geschmack erhaltende Eigenschaft aufweist. Diese Eigenschaften
sind nicht nur von einer Folie zur Verpackung von Lebensmitteln
zu erfüllen,
sondern sind auch für
eine Folie sehr wichtig, die zur Verpackung von medizinischen Produkten,
wobei ein Hantieren unter sterilisierten Bedingungen erforderlich
ist und Elektronikteilen, wobei eine rostbeständige Eigenschaft erforderlich
ist, verwendet wird.
-
Als
eine Folie mit hervorragender Sauerstoffsperreigenschaft, Feuchtigkeitsundurchlässigkeit
und Geschmackserhaltung, ist, zum Beispiel eine Folie, bei der ein
Metall wie Aluminium auf eine Plastikfolie laminiert wird, und eine
Folie, bei der Vinylidenchlorid oder Ethylenvinylalkoholcopolymer
aufgebracht wird, bekannt.
-
Obwohl
das vorstehend erwähnte
Aluminiumlaminat hervorragend im Hinblick auf Wirtschaftlichkeit, Sauerstoffsperreigenschaft,
Feuchtigkeitsundurchlässigkeit
und Geschmackerhaltung ist, ist es mit einem Problem verbunden,
dahingehend, dass dessen Undurchsichtigkeit die Inhalte nach dem
Verpacken verbirgt, und dass es nicht in einen Mikrowellenofen gestellt
werden kann, weil die Mikrowellen nicht durch die Folie dringen.
-
Außerdem weist
eine Folie, die mit Vinylidenchlorid oder einem Ethylenvinyl-Alkoholcopolymer
beschichtet ist, nur eine unzureichende Gassperreigenschaft gegenüber Wasserdampf,
Sauerstoff und dergleichen auf und zeigt eine deutliche Verschlechterung
der Eigenschaft bei einer Hochtemperaturbehandlung. Die Folie, die
mit Vinylidenchlorid beschichtet ist, erzeugt bei der Verbrennung
Chlorgas, und der nachteilige Einfluss, der dadurch auf die Umwelt
ausgeübt
wird, ist eine der größten Bedenken
gewesen.
-
Es
ist eine Gassperrfolie bekannt, bei der eine anorganische dünne Schicht
aus Siliziumoxid oder Aluminiumoxid auf einer Plastikfolie gebildet
wird. Zum Beispiel schlägt
die geprüfte
Japanische Offenlegungsschrift Nr. 48511/1976 eine Gassperrfolie,
umfassend eine SixOy (z.
B. SiO2) Schicht, die auf einer synthetischen
Harzfolie abgeschieden wird, als eine Gassperrfolie vor, die eine
klare Sicht auf den Inhalt und die Verwendung in einem Mikrowellenofen
erlaubt. Jedoch ist das SiOx (x = 1,3–1,8) mit
hervorragender Gassperreigenschaft leicht braun und weist eine unzureichende
Durchsichtigkeit auf.
-
Die
ungeprüfte
Japanische Offenlegungsschrift Nr. 101428/1987 schlägt als transparente
Gassperrfolie eine Folie vor, umfassend im Wesentlichen eine Schicht
aus Aluminiumoxid, welche auf einer Plastikfolie gebildet wird.
Jedoch weist die Folie eine unzureichende Gassperreigenschaft und
unzureichende Flexibilität (speziell
geringe Ausdauer in der Gelbobehandlung) auf.
-
Eine
herkömmliche
Laminatfolie mit einer anorganischen abgeschiedenen Schicht von
Siliziumdioxid, Aluminiumoxid und dergleichen weist nicht notwendigerweise
eine ausreichende Folienstärke
auf und wirft Probleme von verminderter Sauerstoffsperreigenschaft
und Feuchtigkeitsundurchlässigkeit
nach einer Siedebehandlung, Retortenbehandlung und dergleichen auf.
Eine anorganische abgeschiedene Schicht von Siliziumdioxid, Aluminiumoxid
und dergleichen wird häufig
auf einer Polyesterfolie (PET) gebildet. Zum Beispiel, wenn eine
Folie eine Konstruktion von, zum Beispiel PET/abgeschiedener Schicht/Klebstoffschicht/orientiertes Nylon
(ONY)/Klebstoffschicht/ungezogenes Polypropylen (CPP) aufweist,
bringt die Schrumpfung von Nylon dabei eine verminderte Sauerstoffsperreigenschaft
und Feuchtigkeitsundurchlässigkeit
nach einer Siedebehandlung, Retortenbehandlung und dergleichen mit
sich. Um dieses Problem zu überwinden,
wird allgemein eine Konstruktion von PET/abgeschiedene Schicht/Klebstoffschicht/PET/Klebstoffschicht/ungezogenes
Polypropylen (CPP) verwendet. Diese Konstruktion weist dennoch nur
eine unzureichende Festigkeit auf, um einen Schlag, der durch das
Fallenlassen derselben verursacht wird, auszuhalten. Wie vorstehend
beschrieben ist eine Laminatfolie mit einer anorganischen abgeschiedenen
Schicht mit der Schwierigkeit in Zusammenhang gebracht worden, Folienstärke, Sauerstoffsperreigenschaft
und Feuchtigkeitsundurchlässigkeit
nach einer Siede-, Retortenbehandlung und dergleichen zu erreichen.
-
Weiters
sind Folien vorgeschlagen worden, umfassend ein orientiertes Nylon
(geprüfte
Japanische Offenlegungsschrift Nr. 12649/1995) als Substrat, um
für die
Abscheidung verwendet zu werden oder ein Nylon als laminierte Schicht
(ungeprüfte
Japanische Offenlegungsschrift Nr. 276571/1995), beide Nylons vermitteln Festigkeit
für die
vorgeschlagenen Folien. Jedoch ist keine von beiden für die praktische
Verwendung geeignet, weil die Herstellung davon und Lagerung während des
Transports kompliziert sind. Die geprüfte Japanische Offenlegungsschrift
Nr. 12649/1995 schlägt
ein Nylon mit einem kleineren Schrumpfprozentsatz während der
Hochtemperaturbehandlung vor, wobei der Schrumpfprozentsatz, ausgedrückt als
addierte absolute Werte der dimensionalen Variation in Arbeitsrichtung
und Querrichtung ist, wobei die Variation, die durch eine 5-minütige Wärmebehandlung
bei 120°C
verursacht wird, nicht mehr als 2% beträgt. Die Siedebehandlung verursacht
aber unter Verwendung von heißem
Wasser bei hoher Temperatur und Retortenbehandlung eine Zunahme
im Schrumpfprozentsatz von Nylon, wodurch das Aufrechterhalten der
guten Sauerstoffsperreigenschaft und Feuchtigkeitsundurchlässigkeit
nicht gelingt.
-
Die
ungeprüfte
Japanische Offenlegungsschrift Nr. 276571/1995 schlägt eine
Folie vor, umfassend ein orientiertes Nylon mit einem kleineren
Schrumpfprozentsatz in heißem
Wasser, wobei das Nylon auf eine anorganische abgeschiedene Schicht
einer Folie laminiert wird, umfassend die anorganische abgeschiedene Schicht
und eine Substratschicht. Jedoch muss die Nylonschicht, die eine
geringe Schrumpfung zeigt, zusätzlich
zu einer Versiegelungsschicht noch laminiert werden, und das Verfahren
wird kompliziert und erhöht
so die Herstellungskosten.
-
Somit
ist es die Aufgabe der vorliegenden Erfindung eine Gassperrfolie,
welche hervorragende Sauerstoffsperreigenschaft und Feuchtigkeitsundurchlässigkeit
aufweist und welche hervorragende Sauerstoffsperreigenschaft und
Feuchtigkeitsundurchlässigkeit
nach einer Siedebehandlung und Retortenbehandlung erhalten kann,
bereitzustellen.
-
Diese
Aufgabe ist durch das Folgende gelöst worden.
- (1)
Eine Gassperrfolie, umfassend mindestens eine Polyamidfolie, eine
10 bis 5000 Å dicke
anorganische abgeschiedene Schicht und weiterhin umfassend eine
0,01 bis 1 μm
dicke haftvermittelnde Schicht zwischen der Polyamidfolie und der
anorganischen abgeschiedenen Schicht, wobei die Gassperrfolie nach 30-minütiger Siedebehandlung
bei 95°C
einen maximalen Schrumpfprozentsatz von nicht mehr als 3,5% aufweist.
- (2) Die Folie nach (1) vorstehend, wobei die Polyamidfolie bei
170°C eine
maximale Schrumpfspannung von nicht mehr als 900 gf/mm2 aufweist.
- (3) Die Folie nach (1) vorstehend, wobei die Polyamidfolie nach
10-minütiger
Wärmebehandlung
bei 170°C einen
maximalen Schrumpfprozentsatz von nicht mehr als 3,5% aufweist.
- (4) Die Folie nach (3) vorstehend, wobei die Polyamidfolie erhalten
wird durch:
zunächst
2,5- bis 4,0-faches Ziehen einer nicht orientierten Polyamidfolie
in Arbeitsrichtung bei einer Temperatur von nicht weniger als (Tg
+ 10)°C
und nicht mehr als (Tc + 20)°C,
1,1- bis 2,9-faches
Ziehen in Querrichtung bei nicht weniger als (Tc + 20)°C und nicht
mehr als (Tc + 70)°C
und anschließend
in Querrichtung bei nicht weniger als (Tc + 70)°C und nicht mehr als (Tm – 30)°C, so dass
das gesamte Zugverhältnis
in Querrichtung 3,0 bis 4,5 beträgt,
und anschließend
Anwenden einer 0 bis 10%igen Relaxations-Wärmebehandlung in Querrichtung
unter Verwendung eines Spannrahmens bei nicht weniger als (Tm – 30)°C und nicht
mehr als (Tm – 10)°C.
- (5) Die Folie nach (1) vorstehend, wobei die Haftfestigkeit
zwischen der Polyamidfolie und der anorganischen abgeschiedenen
Schicht nach 30-minütiger
Siedebehandlung bei 95°C,
wie an Luft bestimmt, nicht weniger als 100 g/15 mm beträgt.
- (6) Die Folie nach (1) vorstehend, wobei die Haftfestigkeit
zwischen der Polyamidfolie und der anorganischen abgeschiedenen
Schicht nach 30-minütiger
Siedebehandlung bei 95°C,
wie in Wasser bestimmt, nicht weniger als 50 g/15 mm beträgt.
- (7) Die Folie nach (1) vorstehend, wobei die haftvermittelnde
Schicht bei 40°C
einen Kompressionsmodul von nicht weniger als 29,4 N/mm2 (3,0
kgf/mm2) aufweist.
- (8) Die Folie nach (1) vorstehend, wobei die haftvermittelnde
Schicht ein Polyesterharz oder ein Pfropfcopolymer eines Polyesters
und eines Acrylpolymers umfasst.
- (9) Die Folie nach (1) vorstehend, weiterhin umfassend eine
Versiegelungsschicht, welche auf die anorganische abgeschiedene
Schicht laminiert ist.
- (10) Die Folie nach (9) vorstehend, wobei die Versiegelungsschicht
eine Polyolefinharzfolie ist, die bei 95°C einen Kompressionsmodul von
nicht weniger als 78,5 N/mm2 (8 kgf/mm2) und einen Vicat-Erweichungspunkt von nicht
mehr als 145°C
aufweist, und der maximale Schrumpfprozentsatz der Gassperrharzfolie nach
30-minütiger
Siedebehandlung bei 95°C,
bezogen auf den maximalen Schrumpfprozentsatz der Polyamidfolie
nach 30-minütiger
Siedebehandlung bei 95°C,
weniger als 70% beträgt.
- (11) Die Folie nach (9) vorstehend, weiterhin umfassend eine
Klebstoffschicht zwischen der anorganischen abgeschiedenen Schicht
und der Versiegelungsschicht.
- (12) Die Folie nach (11) vorstehend, wobei die Klebstoffschicht
bei 40°C
einen Kompressionsmodul von nicht weniger als 86,3 N/mm2 (8,8
kgf/mm2) aufweist.
- (13) Die Folie nach (1) vorstehend, wobei die Folie nach 30-minütiger Siedebehandlung
bei 95°C
eine Sauerstoffdurchlässigkeit
von nicht mehr als 15 cc/m2·atm·Tag aufweist.
- (14) Die Folie nach (1) vorstehend, wobei die Folie nach 30-minütiger Siedebehandlung
bei 95°C
eine Wasserdampfübertragung
von nicht mehr als 10 g/m2·Tag aufweist.
- (15) Die Folie nach (1) vorstehend, wobei die Folie eine Abziehfestigkeit
von nicht weniger als 500 g/15 mm aufweist, wie mit einem 90° Abziehtest
nach Wärmeversiegelung
zweier Lagen der Folie bei 19,6 N/cm2 (2 kgf/cm2) für
1 Sekunde bei nicht mehr als 160°C
gemessen.
- (16) Die Folie nach (1) vorstehend, wobei die Folie eine Blockierungseigenschaft,
wie nach ASTM-D 1893-67 gemessen, von nicht mehr als 10 g/20 mm
aufweist.
-
Die
Gassperrharzfolie der vorliegenden Erfindung umfasst ein Laminat
von mindestens einer Polyamidfolie (Substrat), einer haftvermittelnden
Schicht und einer anorganischen abgeschiedenen Schicht. Die Polyamidfolie
ist stark und weist speziell große Festigkeit gegenüber Schlägen durch
Fallenlassen derselben auf.
-
Polyamidfolie
-
Um
die Eigenschaft, die die Gassperrharzfolie der vorliegenden Erfindung
aufzuweisen hat, nämlich einen
maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung bei 95°C von nicht
mehr als 3,5% zu erfüllen,
weist die in der vorliegenden Erfindung verwendete Polyamidfolie
bevorzugt eine gewisse Schrumpfspannung und/oder Schrumpfprozentsatz
auf. Konkret ist die maximale Schrumpfspannung bei 170°C bevorzugt
nicht mehr als 8,83 N/mm2 (900 gf/mm2), stärker
bevorzugt nicht mehr als 3,92 N/mm2 (400 gf/mm2) und speziell bevorzugt nicht mehr als
1,96 N/mm2 (200 gf/mm2),
und der maximale Schrumpfprozentsatz ist nach 10-minütiger
Wärmebehandlung
bei 170°C
bevorzugt nicht mehr als 3,5%, stärker bevorzugt 1,5% und speziell
bevorzugt nicht mehr als 0,7%. In der vorliegenden Erfindung bedeutet
die maximale Schrumpfspannung beziehungsweise der maximale Schrumpfprozentsatz
den maximalen Wert von Schrumpfspannung und Schrumpfprozentsatz,
der in Arbeitsrichtung, Querrichtung und Richtungen, die einen Winkel von
30°, 45° oder 60° mit diesen
Richtungen einer kreisförmigen
Probe bilden, gemessen wird. In der vorliegenden Beschreibung bedeutet
die Arbeitsrichtung die Folien bildende Richtung und die Querrichtung
bedeutet eine Richtung, die einen rechten Winkel mit der Arbeitsrichtung
bildet. Wenn die maximale Schrumpfspannung oder maximale Schrumpfprozentsatz
der Polyamidfolie aus dem vorstehenden Bereich herausfällt, schrumpft
die Polyamidfolie nach 30-minütiger
Siedebehandlung bei 95°C,
wobei Risse und ein Ablösen
in der anorganischen abgeschiedenen Schicht, manchmal eine Abnahme
der Gassperreigenschaft verursacht werden.
-
Die
in der vorliegenden Erfindung verwendete Polyamidfolie ist im Hinblick
auf ihr Material nicht speziell beschränkt, vorausgesetzt sie erfüllt die
vorstehend erwähnten
Schrumpfeigenschaften, und ein Homopolyamid, ein Copolyamid oder
ein Gemisch davon oder ein vernetztes Polymer davon kann verwendet
werden. Zum Beispiel sind ein Homopolyamid, ein Copolyamid, ein
Gemisch davon und ein vernetztes Polymer davon mit einer sich wiederholenden
Amid-Einheit der folgenden Formel (I) oder (II) verwendbar. -CO-R1-NH- (I) -CO-R2-CONH-R3-NH- (II)wobei R1, R2 und R3 gleich oder verschieden sind und jedes
ein lineares Alkylen, ein aromatischer Ring oder ein aliphatisches
Alkyl ist.
-
Beispiele
für das
bevorzugte Homopolyamid sind ein Polycaproamid (Nylon 6), Poly-ω-aminoheptansäure (Nylon
7), Poly-9-aminononansäure
(Nylon 9), Polyundecanamid (Nylon 11), Polylaurolactam (Nylon 12),
Polyethylendiaminadipinsäureamid
(Nylon 2,6), Polytetramethylenadipinsäureamid (Nylon 4,6), Polyhexamethylenadipinsäureamid
(Nylon 6,6), Polyhexamethylensebazinsäureamid (Nylon 6,10), Polyhexamethylendodecamid
(Nylon 6,12), Polyoctamethylenadipinsäureamid (Nylon 8,6), Polydecamethylenadipinsäureamid (Nylon
10,6), Polydecamethylensebazinsäureamid
(Nylon 10,10), Polydodecamethylendodecamid (Nylon 12,12), Metaxylendiamid-6
Nylon (MXD 6) und dergleichen.
-
Beispiele
für das
bevorzugte Copolyamid sind Caprolactam-Laurolactam Copolymer, Caprolactam-Hexamethylendiammoniumadipinsäureester
Copolymer, Laurolactam-Hexamethylendiammoniumadipinsäureester
Copolymer, Hexamethylendiammoniumadipinsäureester-Hexamethylendiammoniumsebacinsäureester
Copolymer, Ethylendiammoniumadipinsäureester-Hexamethylendiammoniumadipinsäureester
Copolymer, Caprolactam-Hexamethylendiammoniumadipinsäureester-Hexamethylendiammoniumsebacinsäureester-Terpolymer
und dergleichen.
-
Um
der Polyamidfolie Flexibilität
zu verleihen, kann ein Weichmacher wie aromatische Sulfonamide, p-Hydroxybenzoesäure und
Ester davon, eine Elastomerkomponente, Lactame und dergleichen mit
geringem Elastizitätmodul
zu dem Polyamidharz gegeben werden. Beispiele für die Elastomerkomponente sind
ionomeres Harz, modifiziertes Polyolefinharz, thermoplastisches
Polyurethan, Polyetherblockamid, Polyesterblockamid, Polyether-Esteramidelastomer,
Polyesterelastomer, thermoplastisches Elastomer auf Basis von modifiziertem
Styrol, modifiziertes Acrylelastomer, modifiziertes Ethylen-Propylenelastomer
und dergleichen.
-
Die
vorstehend erwähnten
Schrumpfeigenschaften, die die Polyamidfolie aufzuweisen hat, und
zwar die maximale Schrumpfspannung bei 170°C von nicht mehr als 8,83 N/mm2 (900 gf/mm2) und
der maximale Schrumpfprozentsatz nach 10-minütiger Wärmebehandlung bei 170°C von nicht
mehr als 3,5%, kann der Folie durch, zum Beispiel biaxiales Strecken
einer im Wesentlichen nicht orientierten Polyamidharzfolie bei einer
geeigneten Temperatur und einem geeigneten Zugverhältnis verliehen
werden.
-
Konkret
wird eine Folie 2,5–4,0-mal
in der Arbeitsrichtung bei einer Temperatur von nicht weniger als [Tg
(Glasübergangstemperatur)
+ 10]°C
und nicht mehr als [Tc (Kristallisationstemperatur) + 20]°C gezogen, und
anschließend
aufeinander folgend einem zweistufigen Ziehen in Querrichtung bei
verschiedenen Temperaturen unterworfen. Bei dem zweistufigen Ziehen
in Querrichtung wird die Folie zunächst 1,1–2,9-mal in Querrichtung bei
nicht weniger als (Tc + 20)°C
und nicht mehr als (Tc + 70)°C,
und anschließend
in Querrichtung bei nicht weniger als (Tc + 70)°C und nicht mehr als [Tm (Schmelztemperatur) – 30]°C gezogen,
so dass das gesamte Zugverhältnis
in Querrichtung 3,0–4,5
beträgt.
Danach wird eine 0–10%ige
Relaxations-Wärmebehandlung
in der Querrichtung unter Verwendung eines Spannrahmens bei nicht
weniger als (Tm – 30)°C und nicht
mehr als (Tm – 10)°C angewendet.
Bei diesem Verfahren kann der maximale Schrumpfprozentsatz nach 10-minütiger Wärmebehandlung
bei 170°C
auf nicht mehr als 3,5% gedrückt
werden. Nach der biaxialen Orientierung wird die Folie in der Arbeitsrichtung
unter Verwendung von Mehrfachwalzen entspannt und/oder unter Verwendung
von angefeuchtetem Gas bei 60–100°C wärmebehandelt,
um die maximale Schrumpfspannung bei 170°C auf nicht mehr als 8,83 N/mm2 (900 gf/mm2) einzustellen.
-
Die
vorstehend erwähnte
Polyamidfolie kann gegebenenfalls andere Zusätze wie Weichmacher, Wärmestabilisatoren,
UV-Absorber, Antioxidanzien, Farbmittel, Füllstoffe, Antistatikmittel,
antimikrobielle Mittel, Gleitmittel, Blockierungswiderstände, andere
Harze und dergleichen in geeigneten Mengen umfassen. Die vorstehend
erwähnte
Polyamidfolie kann gegebenenfalls eine organische Sperrschicht,
die aus, zum Beispiel Polyvinylalkohol, Ethylenvinylacetat Copolymer,
Vinylidenchlorid und dergleichen zusammensetzt ist, durch Beschichten
oder Coextrusion umfassen. Ferner kann gegebenenfalls ein anderes
Harz durch Coextrusion auflaminiert werden, wodurch andere Funktionen
verliehen werden können.
-
Die
Dicke der Polyamidfolie beträgt
bevorzugt 1–300 μm, stärker bevorzugt
10–100 μm. Wenn die
Polyamidfolie zu dünn
ist, sinkt die Folienfestigkeit, welches beim Fallenlassen leicht
zum Bruch eines Beutels führt,
und wenn sie zu dick ist, wird die Verarbeitbarkeit unerwünschterweise
mangelhaft.
-
Anorganische
abgeschiedene Schicht
-
Eine
anorganische abgeschiedene Schicht wird auf die vorstehend erwähnte Polyamidfolie
laminiert. Diese anorganische abgeschiedene Schicht verleiht der
erhaltenen Gassperrharzfolie eine hohe Gassperreigenschaft. Das
Material der anorganischen abgeschiedenen Schicht mit derartiger
Wirkung schließt
Metalle wie Al, Si, Ti, Zn, Zr, Mg, Sn, Cu, Fe und dergleichen und
Oxide, Nitride, Fluoride, Sulfate und dergleichen dieser Metalle
ein, welches konkret SiOx (x = 1,0–2,0), Aluminiumoxid,
Magnesia, Zinksulfat, Titandioxid, Zirkonerde, Ceroxid und Gemische
davon sind. Die anorganische abgeschiedene Schicht kann eine einzelne
Schicht oder ein Laminat von zwei oder mehr Schichten sein.
-
Die
Dicke der vorstehend erwähnten
anorganischen abgeschiedenen Schicht beträgt 10–5000 Å, bevorzugt 50–2000 Å. Wenn
die Dicke weniger als 10 Å beträgt, kann
keine ausreichende Gassperreigenschaft erhalten werden. Umgekehrt,
wenn sie 5000 Å überschreitet,
kommt die Wirkung nicht der Dicke gleich, verursacht aber eine geringere
Flexibilität
und höhere
Herstellungskosten.
-
Die
vorstehend erwähnte
anorganische abgeschiedene Schicht kann durch ein bekanntes Verfahren wie
physikalische Abscheidung (z. B. Vakuumbeschichtung, Vakuumzerstäubung, Ionenplattieren
und dergleichen) und chemische Abscheidung (z. B. PECVD) gebildet
werden.
-
Bei
der Vakuumbeschichtung schließt
das Material, das abgeschieden werden soll, zum Beispiel Metalle
wie Aluminium, Siliziumdioxid, Titan, Magnesium, Zirkonium, Cer
und Zink, eine Verbindung wie SiOx (x = 1,0–2,0), Aluminiumoxid,
Magnesia, Zinksulfat, Titandioxid, Zirkonerde und Gemische davon
ein. Die Wärmebehandlung
schließt,
zum Beispiel Widerstandserhitzung, Induktionserhitzung, Elektronenstrahlerhitzung
und dergleichen ein. Als Reaktionsgas werden Sauerstoff, Stickstoff,
Wasserstoff, Argon, Kohlenstoffdioxid, Wasserdampf und dergleichen
beispielhaft angegeben. Außerdem
kann eine Reaktionsabscheidung durch die Zugabe von Ozon, Ionenunterstützung und
dergleichen verwendet werden. Weiters kann eine Vorspannung an die
Polyamidfolie angelegt werden oder die Polyamidfolie kann erwärmt oder
gekühlt
werden. Das vorstehend erwähnte
Abscheidungsmaterial, Reaktionsgas, Vorspannung, Erwärmen und
Abkühlen
kann bei dem Vakuumzerstäubungsverfahren
und CVD-Verfahren angewendet werden.
-
Haftvermittelnde Schicht
(anchor coat layer)
-
Um
die Eigenschaft, die die Gassperrharzfolie der vorliegenden Erfindung
aufzuweisen hat, nämlich einen
maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung bei 95°C von nicht
mehr als 3,5% zu erfüllen,
beträgt
die Haftfestigkeit zwischen der anorganischen abgeschiedenen Schicht
und der Polyamidfolie nach 30-minütiger Siedebehandlung bei 95°C, an Luft
gemessen, bevorzugt nicht weniger als 100 g/15 mm, speziell bevorzugt
nicht weniger als 150 g/15 mm auf, und die Haftfestigkeit zwischen
der anorganischen abgeschiedenen Schicht und der Polyamidfolie weist
nach 30-minütiger
Siedebehandlung bei 95°C,
in Wasser gemessen, bevorzugt nicht weniger als 50 g/15 mm, speziell
bevorzugt nicht weniger als 90 g/15 mm auf. Eine derartige Haftfestigkeit
kann, vor oder während
der Abscheidung auf der Polyamidfolie, durch Aussetzen der Polyamidfolienoberfläche einer
Koronabehandlung, Flammenbehandlung, Tieftemperatur-Plasmabehandlung,
Glimmentladung, Reverse-Sputtering, Oberflächenaufrauung und dergleichen
oder durch Bildung einer haftvermittelnden Schicht zwischen der
Polyamidfolie und der anorganischen abgeschiedenen Schicht verliehen
werden.
-
Die
haftvermittelnde Schicht weist bevorzugt ein gewisses Kompressionsmodul
auf, welches bevorzugt nicht weniger als 29,4 N/mm2 (3,0
kgf/mm2), stärker bevorzugt nicht weniger
als 49,0 N/mm2 (5,0 kgf/mm2) und
speziell bevorzugt nicht weniger als 96,1 N/mm2 (9,8
kgf/mm2) bei 40°C beträgt, um die Eigenschaft zu gewährleisten,
die die Gassperrharzfolie der vorliegenden Erfindung aufzuweisen
hat, nämlich
einen maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung bei 95°C von nicht
mehr als 3,5%. Der Kompressionsmodul innerhalb des angegebenen Bereichs
unterdrückt
eine thermische Schrumpfung der Polyamidfolie, die auf die Siedebehandlung
zurückzuführen ist
und verringert eine thermische Schrumpfung der gesamten Gassperrharzfolie.
-
Das
für die
haftvermittelnde Schicht verwendete Material ist nicht speziell
beschränkt,
solange es die vorstehend erwähnten
Eigenschaften erfüllt.
Beispiele davon schließen
Polyesterharz, Öl
modifiziertes Alkydharz, Urethanalkydharz, Melaminalkydharz, Epoxy
gehärtetes
Acrylharz, Epoxyharz (durch Amin, Polyester mit endständigem Carboxyl,
Phenol oder Isocyanat gehärtet),
Isocyanatharz (durch Amin, Harnstoff oder Carbonsäure gehärtet), Urethan-Polyesterharz,
Polyurethanharz, Phenolharz, Polyesterharz, Polyamidharz, reaktives
Acrylharz, Vinylchloridharz und dergleichen ein. Außerdem kann
ein Harz verwendet werden, das modifiziert wurde, um wasserlöslich oder
in Wasser dispergierbar zu sein.
-
Von
den vorstehend erwähnten
Materialien werden im Hinblick auf die Erhaltung der Adhäsion zwischen
der Polyamidfolie und der anorganischen abgeschiedenen Schicht und
der Gassperreigenschaft nach einer Siedebehandlung ein Polyesterharz
oder ein Pfropfcopolymer eines Polyesters und eines Acrylpolymers bevorzugt.
Bei dem in der vorliegenden Erfindung verwendeten Pfropfcopolymer
kann das Polymergerüst
ein Polyester sein, und das Verzweigungspolymer kann ein Acrylpolymer
sein oder das Polymergerüst
kann ein Acrylpolymer sein, und das Verzweigungspolymer kann ein
Polyester sein.
-
Das
Verhältnis
von Polymergerüst
und Verzweigungspolymer in dem Pfropfcopolymer beträgt 5 : 95–95 : 5,
bevorzugt 80 : 20–20
: 80 bezogen auf das Gewicht.
-
Das
Molekulargewicht des Polymergerüsts
des vorstehend erwähnten
Pfropfcopolymers beträgt
im Falle von Polyester 5000–200000,
bevorzugt 5000–50000
und im Falle von Acrylpolymer 5000–200000, bevorzugt 5000–100000.
Das Molekulargewicht des Verzweigungspolymers beträgt im Falle
von Polyester 500–50000,
bevorzugt 5000–30000
und im Falle von Acrylpolymer 500–50000, bevorzugt 4000–50000.
-
Die
Glasübergangstemperatur
dieses Pfropfcopolymer beträgt
bevorzugt nicht mehr als 30°C,
speziell bevorzugt nicht mehr als 10°C. Wenn die Glasübergangstemperatur
30°C übersteigt,
kann die haftvermittelnde Schicht von der Polyamidfolie abgezogen
werden.
-
Ein
derartiges Pfropfcopolymer kann durch, aber nicht darauf beschränkt, die
folgenden Verfahren (1)–(4)
hergestellt werden.
- (1) Ein Verfahren, wobei
auf einem Polyestermolekül
eine Startreaktionsstelle einer Radikal-, Kation- oder Anionpolymerisation
hergestellt wird, und unter Verwendung von dieser, ein Monomer einschließlich mindestens
eines Acrylmonomers pfropf-polymerisiert wird. Durch dieses Verfahren
kann ein Pfropfcopolymer erhalten werden, wobei der Polyester das
Polymergerüst
bildet, und das Acrylpolymer ein Verzweigungspolymer bildet.
Das
Pfropf-Copolymerisationsverfahren kann eine Radikalcopolymerisation,
wobei ein Radikal auf einem Polyestermolekül durch Licht, Wärme oder
Strahlung erzeugt wird, und ein Monomer einschließlich mindestens
eines Acrylmonomers pfropf-polymerisiert wird; eine kationische Polymerisation,
wobei ein Kation auf einem Polyestermolekül unter Verwendung eines AlCl3 oder TiCl4 Katalysators
erzeugt wird, und ein Monomer einschließlich mindestens eines Acrylmonomers
pfropf-polymerisiert wird; oder eine anionische Polymerisation,
wobei ein Anion auf einem Polyestermolekül unter Verwendung von metallischem
Natrium, metallischem Lithium und dergleichen erzeugt wird, und
ein Monomer einschließlich
mindestens eines Acrylmonomers pfropf-polymerisiert wird, sein.
- (2) Ein Verfahren, wobei ein Polyester mit einer ungesättigten
polymerisierbaren Bindung an der Hauptkette, Hauptkettenende oder
einer Seitenkette hergestellt wird, und ein Monomer einschließlich mindestens eines
Acrylmonomers damit pfropf-polymerisiert wird. Nach diesem Verfahren
kann ein Pfropfcopolymer erhalten werden, wobei ein Polyester das
Polymergerüst
bildet, und ein Acrylpolymer ein Verzweigungspolymer bildet.
Ein
Verfahren zur Herstellung eines Polyesters mit einer polymerisierbaren
ungesättigten
Bindung an der Hauptkette kann ein Copolymerisieren einer Dicarbonsäure mit
einer ungesättigten
polymerisierbaren Bindung während
der Herstellung eines Polyesters einschließen. Ein Verfahren zur Herstellung
eines Polyesters mit einer ungesättigten
polymerisierbaren Bindung an dem Hauptkettenende kann, zum Beispiel
eines sein, wobei das Hydroxyende eines Polyesters mit einem polymerisierbaren
Monomer mit einer funktionellen Gruppe, wie Carboxyl, Säureanhydrid,
Säurechlorid,
Epoxy, Isocyanat und dergleichen, die mit einer Hydroxylgruppe reagiert,
und einer ungesättigten
polymerisierbaren Bindung umgesetzt wird; oder eines, wobei das
Carboxyende eines Polyesters mit einem polymerisierbaren Monomer
mit einer funktionellen Gruppe, die wie Hydroxy, Amino, Isocyanat
und dergleichen mit Carboxyl reagiert, und einer ungesättigten polymerisierbaren
Bindung umgesetzt wird. Ein Verfahren zur Herstellung eines Polyesters
mit einer ungesättigten
polymerisierbaren Bindung an der Seitenkette kann die Umsetzung
eines reaktiven Carboxyls oder Hydroxys, das an der Polyesterseitenkette
vorliegt, mit einem polymerisierbaren Monomer mit einer funktionellen
Gruppe, die mit diesen Gruppen reagiert, und einer ungesättigten
polymerisierbaren Bindung einschließen.
- (3) Ein Verfahren, wobei ein Polyester mit einer funktionellen
Gruppe an der Seitenkette und ein Acrylpolymer mit einer Gruppe,
die mit dieser funktionellen Gruppe an dem Polymerkettenende reagiert,
direkt umgesetzt wird oder ein Acrylpolymer mit einer funktionellen
Gruppe an der Seitenkette und ein Polyester mit einer Gruppe, die
mit dieser funktionellen Gruppe an dem Polymerkettenende reagiert,
direkt umgesetzt wird. Das erstere Verfahren ergibt ein Pfropfcopolymer,
wobei ein Polyester ein Polymergerüst bildet und ein Acrylpolymer
ein Verzweigungspolymer bildet, und das letztere Verfahren ergibt
ein Pfropfcopolymer, wobei ein Acrylpolymer ein Polymergerüst bildet
und ein Polyester ein Verzweigungspolymer bildet.
Für die funktionelle
Gruppe an der Polyesterseitenkette wird Hydroxy, Carboxyl und dergleichen
beispielhaft angegeben. Für
die Gruppe, die an dem Acrylpolymerkettenende vorliegt und mit dieser
funktionellen Gruppe reagiert, wird Carboxyl, Säureanhydrid, Säurechlorid,
Epoxy, Isocyanat und dergleichen beispielhaft angegeben; und für eine Gruppe,
die mit Carboxyl reagiert, wird Amino, Isocyanat und dergleichen
beispielhaft angegeben. Die funktionelle Gruppe an der Acrylpolymerseitenkette
schließt
Hydroxy, Carboxyl, Säureanhydrid,
Säurechlorid,
Epoxy, Amino, Isocyanat und dergleichen ein.
- (4) Ein Verfahren, wobei ein Polyester mit einer funktionellen
Gruppe an der Seitenkette und ein Acrylpolymer mit einer funktionellen
Gruppe an dem Ende unter Verwendung eines bifunktionellen Kupplungsmittels, das
mit diesen funktionellen Gruppen reagiert, verbunden wird oder ein
Acrylpolymer mit einer funktionellen Gruppe an der Seitenkette und
ein Polyester mit einer funktionellen Gruppe an dem Ende unter Verwendung
eines bifunktionellen Kupplungsmittels, das mit diesen funktionellen
Gruppen reagiert, verbunden wird. Das erstere Verfahren ergibt ein
Pfropfcopolymer, wobei ein Polyester ein Polymergerüst bildet
und ein Acrylpolymer ein Verzweigungspolymer bildet, und das letztere
Verfahren ergibt ein Pfropfcopolymer, wobei ein Acrylpolymer ein
Polymergerüst
bildet, und ein Polyester ein Verzweigungspolymer bildet. Beispiele
für die
funktionelle Gruppe von Polyester und Acrylpolymer schließen jene
ein, die vorstehend unter (3) aufgezählt werden.
-
In
den vorstehend erwähnten
Herstellungsverfahren (1)–(4)
wird, wenn ein Polyester ein Polymergerüst bildet, bevorzugt eine aromatische
Dicarbonsäure
in einem Verhältnis
von 30–99,9
Mol-%, speziell bevorzugt 40–99,5
Mol-% verwendet, und eine aliphatische und/oder alicyclische Dicarbonsäure wird
bevorzugt in einem Verhältnis
von 0–70
Mol-%, speziell bevorzugt 0–60
Mol-% als Dicarbonsäurekomponente
verwendet. Wie in dem vorstehend erwähnten Herstellungsverfahren
(2), kann gegebenenfalls eine Dicarbonsäure mit einer polymerisierbaren
ungesättigten
Doppelbindung verwendet werden. Diese Dicarbonsäure ist bevorzugt in einem
Verhältnis
von 0,5–10
Mol-%, speziell 2–7
Mol-% der gesamten Carbonsäurekomponente
enthalten.
-
Die
Diolkomponente umfasst mindestens eine von einem aliphatischen Glykol
mit 2 bis 10 Kohlenstoffatomen, einem alicyclischen Glykol mit 6
bis 12 Kohlenstoffatomen und einem Glykol mit einer Etherbindung. Gegebenenfalls
kann ein Polycarbonsäure/Polyol
mit drei oder mehr funktionellen Gruppen in einem Verhältnis von
0–5 Mol-%,
bevorzugt 0–3
Mol-% zugegeben werden.
-
Wenn
ein Acrylpolymer ein Polymergerüst
bildet, ist das Acrylpolymer in den vorstehend erwähnten Herstellungsverfahren
(3) und (4) ein einzelnes Polymer oder Copolymer, das mindestens
eine Monomereinheit mit einer funktionellen Gruppe aufweist, die
mit der funktionellen Gruppe an dem Verzweigungspolymer-Polyesterkettenende
wie Hydroxy und Carboxyl reagiert, bei Verwendung von diesem wird
die funktionelle Gruppe, die mit Hydroxy oder Carboxy reagiert,
in die Polymergerüstkette
eingeführt,
um den Pfropf-Startpunkt des Polymergerüsts zu bilden.
-
Beispiele
für das
Monomer mit einer funktionellen Gruppe, die mit Hydroxy an dem Polyesterkettenende
reagiert, schließen
Acrylsäure,
Methacrylsäure,
Glycidylacrylat, Glycidylmethacrylat, Allylglycidylether, Acrylsäurechlorid,
Methacrylsäurechlorid,
Vinylisocyanat, Allylisocyanat, Methacryloylisocyanat, Vinyltrialkoxysilan
und dergleichen ein.
-
Beispiele
für das
Monomer mit einer funktionellen Gruppe, die mit Carboxyl an dem
Polyesterkettenende reagiert, schließen (Meth)acrylsäurederivate
mit einer Hydroxygruppe wie 2-Hydroxyethylacrylat, 2-Hydroxypropylacrylat,
2-Hydroxyethylmethacrylat, 2-Hydroxypropylmethacrylat,
Vinylisocyanat, Allylisocyanat, Methacryloylisocyanat und dergleichen
ein.
-
Für ein anderes
Acrylmonomer werden Alkylester der Acrylsäure und Methacrylsäure wie
Methylacrylat, Ethylacrylat, Isopropylacrylat, n-Butylacrylat, t-Butylacrylat,
2-Ethylhexylacrylat,
Cyclohexylacrylat, Phenylacrylat, Benzylacrylat, Phenylethylacrylat,
Laurylacrylat, Stearylacrylat und jene mit Methacrylat anstelle
von Acrylat; Acrylsäure
und Methacrylsäurederivate
mit Amidgruppe wie Acrylamid, N-Methylacrylamid, N-Methylolacrylamid,
N,N-Dimethylolacrylamid, N-Methoxymethylacrylamid, N-Phenylacrylamid und
jene mit Methacrylamid anstelle von Acrylamid; Acrylsäure und
Methacrylsäurederivate
mit Aminogruppe wie N,N-Diethylaminoethylacrylat und N,N-Diethylaminoethylmethacrylat
und dergleichen beispielhaft angegeben, welche allein oder in Kombination
verwendet werden. Wie es der Anlass verlangt, kann ein anderes als
das vorstehend erwähnte
Monomer copolymerisiert werden.
-
Ein
anderes Monomer wird durch Nitrile wie Acrylnitril und Methacrylnitril;
Vinylester wie Vinylacetat, Vinylpropionat und Vinylbenzoat; Vinylether
wie Vinylmethylether, Vinylethylether und Vinylisobutylether; Vinylketone
wie Vinylmethylketon, Vinylhexylketon und Methylisopropenylketon;
N-Vinylverbindungen wie N-Vinylpyrrol, N-Vinylcarbazol, N-Vinylindol und N-Vinylpyrrolidon;
Vinylhalogenide wie Vinylchlorid, Vinylidenchlorid, Vinylbromid
und Vinylfluorid; und aromatische Vinylverbindungen wie Styrol, α-Methylstyrol,
t-Butylstyrol, Vinyltoluol und Vinylnaphthalin beispielhaft angegeben.
Diese Monomere können
allein oder in Kombination verwendet werden.
-
Unter
Verwendung des vorstehend erwähnten
Herstellungsverfahrens (1) oder (2) wird ein Monomer einschließlich mindestens
des vorstehend erwähnten
Acrylmonomers direkt einer Pfropfpolymerisation unterworfen, um
ein Verzweigungspolymer zu ergeben, wenn ein Reaktions-Startpunkt
in dem Polyester-Polymergerüst
hergestellt werden kann oder der Polyester eine ungesättigte polymerisierbare
Doppelbindung im Molekül
aufweist. Unter Verwendung des vorstehend erwähnten Herstellungsverfahrens
(3) oder (4) wird ein Acrylpolymer mit einer funktionellen Gruppe,
die mit Hydroxy oder Carboxyl an dem Polymerkettenende reagiert,
mit Hydroxy oder Carboxyl in dem Molekül des Polymergerüst-Polyesters
umgesetzt, um ein Verzweigungspolymer zu ergeben, wenn kein Reaktions-Startpunkt
in dem Polymergerüst-Polyester hergestellt
werden kann oder der Polyester keine ungesättigte polymerisierbare Doppelbindung
in dem Molekül
aufweist.
-
Wenn
das Pfropfcopolymer in einem organischen Lösungsmittel löslich oder
dispergierbar gemacht wird und wenn das Acrylpolymer das Polymergerüst bildet,
kann der Polyester wegen seiner Lipophilie leicht in dem organischen
Lösungsmittel
dispergiert werden. Andererseits, wenn das Acrylpolymer ein Verzweigungspolymer
bildet, wird alicyclisches Alkylacrylat oder Alkylmethacrylat oder
Alkylacrylat oder Alkylmethacrylat mit einer langen Alkylkette wie
2-Ethylhexyl, Cyclohexyl,
Lauryl, Stearyl und dergleichen als eine Copolymerisationskomponente
zusammen mit einem Acrylpolymer verwendet, wodurch das Copolymer
in einem organischen Lösungsmittel
dispergiert werden kann.
-
Wenn
ein Pfropfcopolymer wasserlöslich
oder in Wasser dispergierbar gemacht werden soll und wenn ein Acrylpolymer
das Polymergerüst
bildet, wird ein hydrophiles Polymer wie Polyethylenglycol in den
Polyester als Copolymerisationskomponente eingeführt, um den Polyester hydrophil
zu machen; wenn das Acrylpolymer ein Verzweigungspolymer bildet,
wird ein polymerisierbares Monomer mit einer hydrophilen Gruppe
oder einer Gruppe, die später
zu einer hydrophilen Gruppe umgewandelt werden kann, in einem Verhältnis von
5–95 Gew.-%,
bevorzugt 10–90
Gew.-%, am meisten bevorzugt 40–80
Gew.-% der gesamten Monomerkomponente copolymerisiert, um ein Verzweigungspolymer
zu ergeben, wodurch das Pfropfcopolymer in einem wässrigen Lösungsmittel
dispergiert werden kann.
-
Das
polymerisierbare Monomer mit einer hydrophilen Gruppe oder einer
Gruppe, die später
zu einer hydrophilen Gruppe umgewandelt werden kann, wird durch
ein Monomer mit einer Hydroxygruppe wie 2-Hydroxyethylacrylat, 2-Hydroxypropylacrylat,
2-Hydroxyethylmethacrylat
und 2-Hydroxypropylmethacrylat; ein Monomer mit Carboxylgruppe oder
einem Salz davon wie Acrylsäure,
Methacrylsäure,
Maleinsäure,
Fumarsäure,
Itaconsäure,
Citraconsäure,
Alkylmonomaleat, Alkylmonofumarat, Alkylmonoitaconat, Alkylmonocitraconat
und Salze davon (z. B. Natriumsalz, Kaliumsalz und Ammoniumsalz);
ein Monomer mit einer Sulfonsäuregruppe
wie Styrolsulfonsäure,
Vinylsulfonsäure
und Salze davon (z. B. Natriumsalz, Kaliumsalz und Ammoniumsalz);
ein Säureanhydridmonomer
wie Maleinsäureanhydrid
und Itaconsäureanhydrid;
ein Monomer mit einer Phosphorsäuregruppe
oder einem Salz davon wie 2-(Methacryloyloxy)ethylphosphonsäure und
ein Salz davon (z. B. Natriumsalz, Kaliumsalz und Ammoniumsalz);
ein Monomer mit einer quartären
Ammoniumgruppe wie [2-(Methacryloyloxy)ethyl]trimethylammoniumchlorid
und dergleichen beispielhaft angegeben.
-
Ein
Polymerisationsinitiator aus organischen Peroxiden und organischen
Azoverbindungen, der den Fachleuten bekannt ist, kann für die Pfropfpolymerisation
verwendet werden. Für
das organische Peroxid werden Benzoylperoxid und t-Butylperoxypivalat;
und für
die organische Azoverbindung 2,2'-Azobisisobutyronitril und
2,2'-Azobis(2,4-dimethylvaleronitril)
und dergleichen beispielhaft angegeben. Die Menge des Polymerisationsinitiators
beträgt
mindestens nicht weniger als 0,2 Gew.-%, bevorzugt nicht weniger
als 0,5 Gew.-% des polymerisierbaren Monomers.
-
Gegebenenfalls
kann ein Kettenübertragungsreagens
wie Octylmercaptan, Mercaptoethanol, 3-t-Butyl-4-hydroxyanisol und dergleichen
zur Steuerung der Kettenlänge
des Verzweigungspolymers verwendet werden, welches bevorzugt in
einem Verhältnis
von 0–5
Gew.-% des polymerisierbaren Monomers zugegeben wird.
-
Das
vorstehend erwähnte
Pfropfcopolymer kann, wie es ist, eine haftvermittelnde Schicht
bilden oder kann durch Zugabe eines Vernetzungsmittels gehärtet werden,
um eine haftvermittelnde Schicht mit einer hohen Wasserbeständigkeit
zu ergeben. Beispiele für
das Vernetzungsmittel schließen
ein Phenolformaldehydharz, welches ein Kondensationsprodukt eines
alkylierten Phenols oder Kresols mit Formaldehyd ist; ein Aminoharz,
das durch Verethern eines Addukts von Harnstoff, Melamin, Benzoguanamin
und dergleichen mit Formaldehyd erhalten wird, wobei eine Alkyleinheit
des veretherten Teils 1 bis 6 Kohlenstoffatome aufweist; eine multifunktionelle
Epoxyverbindung; eine multifunktionelle Isocyanatverbindung; eine
Block-Isocyanatverbindung;
eine multifunktionelle Aziridinverbindung; eine Oxazolinverbindung
und dergleichen ein.
-
Die
haftvermittelnde Schicht kann durch ein Inlineverfahren gebildet
werden, umfassend Beschichtung während
der Herstellung einer Polyamidharzfolie oder ein Offlineverfahren,
umfassend Beschichtung in einem separaten Schritt, einem anderen
als dem der Folienherstellung. Die Beschichtung wird durch ein bekanntes Verfahren
durchgeführt.
Zum Beispiel kann ein Walzenauftragungsverfahren, Umkehrbeschichtungsverfahren, Walzenbürstenverfahren,
Sprühbeschichtungsverfahren,
Luftmesserbeschichtungsverfahren, Tiefdruckbeschichtungsverfahren,
Imprägnierungsverfahren,
Streichbeschichtung und dergleichen verwendet werden.
-
Die
haftvermittelnde Schicht kann durch Aufbringen einer Lösung, die
ein Pfropfcopolymer enthält,
auf eine biaxial orientierte Polyamidfolie und Trocknung oder Aufbringen
einer Lösung,
die ein Pfropfcopolymer enthält,
auf eine nicht orientierte oder monoaxial orientierte Polyamidfolie,
Trocknung, gegebenenfalls Anwendung einer monoaxialen oder biaxialen
Orientierung und Thermofixieren der Folie gebildet werden. Wenn
eine Lösung,
die ein Pfropfcopolymer enthält,
auf eine biaxial orientierte Polyamidfolie aufgebracht und getrocknet wird,
beträgt
die Trocknungstemperatur bevorzugt nicht weniger als 150°C, speziell
bevorzugt nicht weniger als 200°C.
Auf diese Weise kann die Haftung zwischen der haftvermittelnden
Schicht und der Polyamidfolie erhöht werden.
-
Die
Dicke der haftvermittelnden Schicht beträgt 0,01–1 μm, bevorzugt 0,02–0,5 μm. Wenn die
haftvermittelnde Schicht zu dünn
ist, wird die Haftung zwischen der haftvermittelnden Schicht und
der Polyamidfolie unzureichend, während wenn sie zu dick ist,
eine Blockierung vorkommen kann.
-
Versiegelungsschicht
-
Die
Gassperrharzfolie der vorliegenden Erfindung schließt bevorzugt
eine Versiegelungsschicht ein, welche auf die anorganische abgeschiedene
Schicht laminiert ist. Die Versiegelungsschicht kann mit einer anderen
Versiegelungsschicht verschweißt
werden, um eine sackartige Gassperrharzfolie zu ergeben, welche
für eine
Verpackung verwendet werden kann.
-
Um
die Eigenschaft, die die Gassperrharzfolie der vorliegenden Erfindung
aufzuweisen hat, nämlich einen
maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung bei 95°C von nicht
mehr als 3,5% zu erfüllen,
weist die in der vorliegenden Erfindung verwendete Versiegelungsschicht
bevorzugt ein gewisses Kompressionsmodul auf.
-
Obwohl
das für
die Versiegelungsschicht verwendete Material nicht speziell beschränkt ist,
können Olefinharze
wie Polyethylen und Ethylencopolymer, Polyvinylalkohol, Ethylenvinylalkohol
Copolymer, Polypropylen und Propylencopolymer und dergleichen; Vinylchloridharze
wie Polyvinylchlorid und Vinylchlorid Copolymer; Vinylidenchloridharze
wie Vinylidenchlorid-Vinylchlorid Copolymer; Polyesterharze wie
Polyethylenterephthalat; Fluorharze wie Polytetrafluorethylen und
dergleichen verwendet werden. Die Versiegelungsschicht wird auf
die anorganische abgeschiedene Schicht in der Form einer Folie laminiert
oder durch Beschichten oder durch Extrusion laminiert.
-
Von
den vorstehend erwähnten
Materialien ist die Versiegelungsschicht bevorzugt eine Polyolefinharzfolie
mit speziell geeignetem Kompressionsmodul und guter Wärmeversiegelungseigenschaft,
welche bevorzugt die nachstehenden Punkte (a)–(c) erfüllt.
- (a)
Der Kompressionsmodul beträgt
bei 95°C
bevorzugt nicht weniger als 78,5 N/mm2 (8
kgf/mm2), stärker bevorzugt nicht weniger
als 147 N/mm2 (15 kgf/mm2)
und speziell bevorzugt nicht weniger als 196 N/mm2 (20
kgf/mm2). Wenn der Kompressionsmodul weniger
als 78,5 N/mm2 (8 kgf/mm2)
beträgt,
kann die Gassperrharzfolie einen größeren Schrumpfprozentsatz aufweisen,
zurückzuführen auf
ein Versagen, den Einfluss einer Schrumpfung der Polyamidharzfolienschicht
nach dem Sieden, auf die Gesamtheit der Gassperrharzfolie zu verhindern.
Wenn die Versiegelungsfolie eine Laminatstruktur aufweist, wird
der Kompressionsmodul durch Multiplizieren des Kompressionsmoduls
(bestimmt nach JIS-K 7208) jeder Laminatschicht mit dem Verhältnis der
Foliendicke jeder Schicht relativ zu der Gesamtdicke der Versiegelungsfolie und
addieren der erhaltenen Werte berechnet.
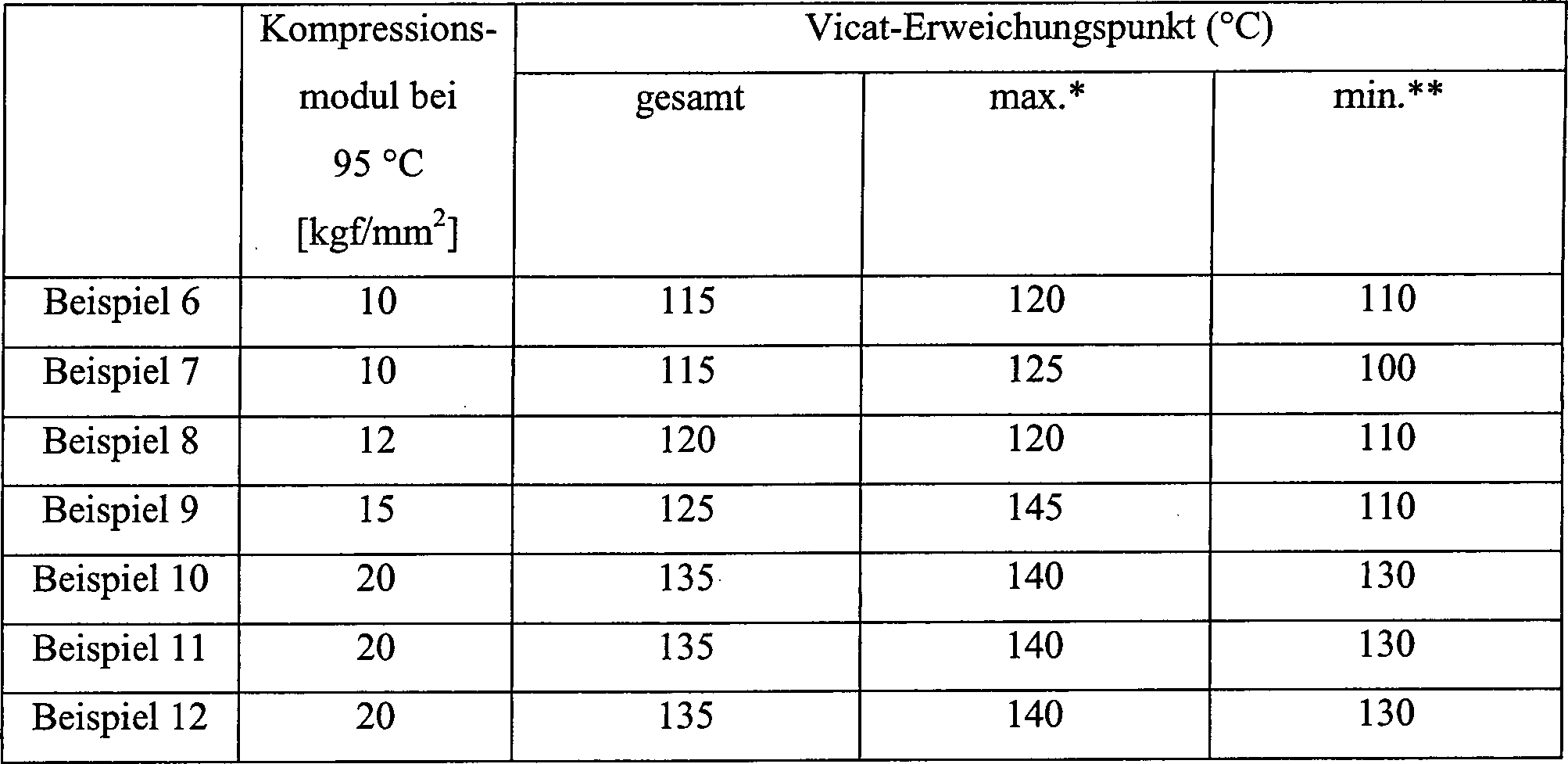
- (b) Vicat-Erweichungspunkt beträgt bevorzugt nicht mehr als
145°C, stärker bevorzugt
nicht mehr als 125°C.
Die variierenden Vicat-Erweichungspunkte sind ein Index, der die
Wärmebeständigkeit
des Polyolefinharzes zeigt. Ein hoher Vicat-Erweichungspunkt bedeutet
hervorragende Wärmebeständigkeit
und einen größeren Kompressionsmodul
während
dem Sieden. Wenn die Wärmebeständigkeit
zu hoch ist, wird die Wärmeversiegelungseigenschaft
gering. Wenn der Vicat-Erweichungspunkt 145°C übersteigt, muss die Wärmeversiegelungstemperatur
erhöht
werden oder die Bindungszeit muss verlängert werden, welches für den Herstellungsprozess
nicht wünschenswert
ist. Außerdem
kann eine möglicherweise
schadhafte Wärmeversiegelung
einen nachteiligen Einfluss auf den Packungsinhalt ausüben. Der
bevorzugte untere Grenzwert des Vicat-Erweichungspunkts beträgt 100°C. Wenn er
niederer als 100°C
ist, fällt
der Kompressionsmodul nicht in den vorstehend erwähnten Bereich,
was dann einen nachteiligen Einfluss auf die Gassperreigenschaft,
einen geringeren Blockierungswiderstand und die Schwierigkeit die
Folie im Zuge des Herstellungsprozesses aufzunehmen verursacht.
Wenn die Versiegelungsfolie eine Laminatstruktur aufweist, wurde
der Vicat-Erweichungspunkt durch Multiplizieren des Vicat-Erweichungspunkts
(bestimmt nach ASTM-D 1525) jeder Laminatschicht mit dem Verhältnis der
Foliendicke jeder Schicht relativ zur gesamten Dicke der Versiegelungsfolie
und addieren der erhaltenen Werte berechnet.
- (c) Der maximale Schrumpfprozentsatz der Gassperrharzfolie nach
30-minütiger
Siedebehandlung bei 95°C
bezogen auf den maximalen Schrumpfprozentsatz der Polyamidfolie
nach 30-minütiger
Siedebehandlung bei 95°C
beträgt
bevorzugt weniger als 70%, stärker
bevorzugt weniger als 60% und speziell bevorzugt weniger als 50%.
Wenn dieses Verhältnis
nicht weniger als 70% beträgt,
bedeutet es, dass die Gassperrharzfolie auch durch eine Siedebehandlung
schrumpfte zusammen mit der Schrumpfung der Polyamidfolie, welche,
in der Folge entgegengesetzt zu der Aufgabe der vorliegenden Erfindung,
zu einer erkennbar verminderten Gassperreigenschaft führt. In
der vorliegenden Erfindung bedeutet der maximale Schrumpfprozentsatz
den Maximalwert des Schrumpfprozentsatzes, der in Arbeitsrichtung,
Querrichtung und Richtungen, die einen Winkel von 30°, 45° oder 60° mit diesen
Richtungen einer kreisförmigen
Probe bilden, gemessen wird.
-
Das
in der vorliegenden Erfindung verwendete Polyolefinharz ist nicht
speziell beschränkt
solange es die vorstehend erwähnten
Anforderungen erfüllt.
Konkrete Beispiele davon schließen Polyethylen
(z. B. lineares Hochdruckpolyethylen, Hochdruck-verarbeitetes Hochdruckpolyethylen,
Niederdruckpolyethylen und dergleichen), Homopolymere wie Polypropylen,
Polybuten-1, Poly-4-methylpenten-1 und dergleichen), Copolymere
wie Ethylen/Propylen Copolymer, Ethylen/Buten-1 Copolymer, Ethylen/4-Methyl-penten-1
Copolymer, Ethylen/Decen-1 Copolymer, Propylen/4-Methyl-penten-1
Copolymer, Propylen/Buten-1 Copolymer, Decen/4-Methyl-penten-1 Copolymer
und Ethylen/Propylen/Buten-1 Copolymer und dergleichen ein.
-
Als
lineares Hochdruckpolyethylen ist ein Copolymer von Ethylen und
mindestens einer Art von α-Olefin
mit 3 bis 10 Kohlenstoffatomen, das bevorzugt in einem Anteil von
0,2–20
Mol-%, stärker
bevorzugt 1–10 Mol-%
in flüssiger
Phase oder Gasphase copolymerisiert wird, verwendbar. Beispiele
für das α-Olefin schließen Propylen,
Buten-1, Penten-1, Hexen-1, Octen-1, Nonen-1, Decen-1, 4-Methylpenten-1,
4-Methylhexen-1, 4,4-Dimethylpenten-1 und dergleichen ein. Von den
linearen Hochdruckpolyethylenen wird bevorzugt eines mit einer Dichte
von 0,900–0,960
g/cm2 verwendet. Die stärker bevorzugte Dichte beträgt 0,910–0,950 g/cm2.
-
Das
vorstehend erwähnte
Polyolefinharz kann durch jedes Verfahren, welches ein Gasphasenverfahren
oder Flüssigphasenverfahren
sein kann, hergestellt werden. Der Katalysator kann ein Ziegler-Natta
Katalysator, Vanadiumoxytrichlorid, Vanadiumtetrachlorid, eine organische
Aluminiumverbindung, ein Metallocenkatalysator oder ein Gemisch
davon sein. Das Polyolefinharz weist einen SI (Schmelzindex) auf,
welcher im Bereich von 1–15
g/10 min (nach JIS K7210 bei 230°C)
liegt. Das Polyolefinharz wird bevorzugt, zum Beispiel einer Geruchsentfernung
durch Vakuumbehandlung unterzogen.
-
Das
vorstehend erwähnte
Polyolefinharz kann gegebenenfalls verschiedene Zusätze, die
allgemein zu Polyolefinzusammensetzungen gegeben werden, wie Weichmacher,
Wärmestabilisatoren,
UV-Absorber, Antioxidanzien, Farbmittel, Füllstoffe, Antistatikmittel,
antimikrobielle Mittel, Gleitmittel, Blockierungswiderstände und
dergleichen in einer geeigneten Menge, in einem Ausmaß, bei der
die Wärmeversiegelungseigenschaft und
Oberflächenschutzwirkung
nicht beeinträchtigt
werden, umfassen. Der Blockierungswiderstand besteht bevorzugt aus
kugelförmigen
feinen Teilchen. Die kugelförmigen
feinen Teilchen sind einem guten Gleichgewicht zwischen Durchsichtigkeit,
Gleiteigenschaft und Blockierungswiderstand der Folie dienlich.
-
Die
Versiegelungsfolie weist bevorzugt eine hervorragende Wärmeversiegelungseigenschaft,
Gleiteigenschaft, Blockierungswiderstand, Laminiereigenschaft, Gassperreigenschaft,
Stoßfestigkeit,
Oberflächenschutz,
mechanische Eigenschaft und dergleichen auf. Obwohl die Folie eine
Einzelschichtstruktur aufweisen kann, weist die Folie, weil es schwierig
ist, all die vorstehend erwähnten
Eigenschaften mit einer einzelnen Schicht zu erreichen, bevorzugt
zwei, stärker
bevorzugt drei oder mehrere Schichten auf, so dass jede Schicht einen
Teil der Funktionen übernimmt.
-
Wenn
die Folie eine Laminatstruktur aufweist, kann das Polymer, das jede
Schicht bildet, ein Copolymer, ein modifiziertes Polymer oder ein
Verschnitt von heterogenen Polymeren oder ein Laminat von heterogenen
Polymeren sein. Der Vicat-Erweichungspunkt jeder Schicht beträgt bevorzugt
nicht weniger als 90°C. Wenn
er weniger als 90°C
beträgt,
ist eine hervorragende Gassperreigenschaft schwer zu erreichen.
Wegen der geringeren Wärmebeständigkeit,
kann der Teil der Folie, der nicht für eine Versiegelung bestimmt
ist, während
der Bildung eines Beutels oder Abfüllen des Inhalts schmelz-verbunden
werden. Der Vicat-Erweichungspunkt jeder Schicht ist bevorzugt verschieden,
und eine Schicht mit dem niedrigsten Vicat-Erweichungspunkt wird als äußerste Schicht
für die
Wärmeversiegelung
verwendet, und die Schicht mit dem höchsten Vicat-Erweichungspunkt
wird auf der anorganischen abgeschiedenen Schichtseite zur Laminierung
verwendet, da eine mechanische Eigenschaft wie Kompressionsmodul
und Wärmebeständigkeit
gefordert wird.
-
Der
Vicat-Erweichungspunkt der Laminatfolie beträgt bevorzugt nicht weniger
als 90°C,
stärker
bevorzugt nicht weniger als 120°C.
Die Harze, die laminiert werden sollen, werden sorgfältig bestimmt,
so dass der Vicat-Erweichungspunkt der gesamten Versiegelungsschicht
nicht über
145°C hinausgehen
wird.
-
Wenn
die Versiegelungsschicht in Form einer Folie auf die anorganische
abgeschiedene Schicht laminiert wird, wird für die Herstellung der vorstehend
erwähnten
laminatartigen Versiegelungsfolie bevorzugt Coextrusion-Formen wie
Blasformen unter Verwendung eines kreisförmigen Düse und Formen unter Verwendung einer
T-Düse
verwendet. Wenn unter Verwendung einer T-Düse geformt wird, wird das Steckverhältnis bevorzugt
auf 1–10
eingestellt, und die Temperatur des Harzes wird bevorzugt auf 190–300°C eingestellt.
-
Wenn
die Versiegelungsschicht durch Beschichten gebildet wird, wird eine
Lösung
oder Emulsion eines Vinylidenchloridharzes wie Vinylidenchlorid-Vinylchlorid
Copolymer, eines Polyesterharzes wie Polyethylenterephthalat, eines
Fluorharzes wie Polytetrafluorethylen und dergleichen, mit Bevorzugung
des Vinylidenchloridharzlatex und einer Lösung von Vinylidenchloridharz
in einem Lösungsmittel
wie Tetrahydrofuran und dergleichen verwendet.
-
Wenn
ein Vinylidenchloridharz aufgebracht wird, kann ein Haftungsbeschleuniger
wie Isocyanat, Polyethylenimin und organisches Titanium und ein
Polyurethan oder Polyester-Haftmittel
zwischen dem Harz und der Grundlage verwendet werden.
-
Die
Dicke der Versiegelungsschicht wird annähernd laut Gassperreigenschaft
und der Gesamtdicke der Gassperrharzfolie bestimmt. Sie beträgt allgemein
5–150 μm, typischerweise
15–80 μm.
-
Klebstoffschicht
-
Wenn
eine derartige Versiegelungsschicht auf eine anorganische abgeschiedene
Schicht laminiert wird, wird bevorzugt eine Klebstoffschicht gebildet,
um die Haftung zwischen den Schichten zu erhöhen. Um die Eigenschaft, die
die Gassperrharzfolie der vorliegenden Erfindung aufzuweisen hat,
nämlich
einen maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung bei 95°C von nicht
mehr als 3,5% zu erfüllen, weist
die in der vorliegenden Erfindung verwendete Klebstoffschicht bevorzugt
einen gewissen Kompressionsmodul auf. Konkret beträgt der Kompressionsmodul
bei 40°C
bevorzugt nicht weniger als 86,2 N/mm2 (8,8 kgf/mm2), stärker
bevorzugt nicht weniger als 173 N/mm2 (17,6
kgf/mm2). Dieser Bereich des Kompressionsmoduls
dient der Unterdrückung
der thermischen Schrumpfung der Polyamidfolie, welche durch die
Siedebehandlung verursacht wird, um letztlich die thermische Schrumpfung
der Gassperrharzfolie als Ganzes zu verringern.
-
Das
für die
Klebstoffschicht verwendete Material ist nicht beschränkt, solange
es die vorstehend erwähnten
Anforderungen erfüllen
kann. Beispiele davon schließen
verschiedene bekannte Klebstoffe wie Polyurethanharz, Acrylharz,
Polyesterharz, Epoxyharz, Vinylchloridharz, Vinylacetatharz, Polyethylenharz,
Polypropylenharz, Melaminharz und dergleichen ein.
-
Für eine verbesserte
Haftung kann eine oder mehrere Arten der vorstehend erwähnten Klebharze durch
Schmelzen gemischt und verwendet werden oder eine Verbindung mit,
zum Beispiel Carboxyl oder Säureanhydrid
als funktioneller Gruppe, eine Verbindung mit einer (Meth)acrylsäure oder
einem (Meth)acrylat-Gerüst,
eine Epoxyverbindung mit Glycidyl oder Glycidylether oder eine Verbindung
mit Oxazolyl, Isocyanato, Amino, Hydroxy und dergleichen kann gleichzeitig
verwendet werden.
-
Die
Klebstoffschicht kann durch trockenes Laminieren, feuchtes Laminieren
unter Verwendung einer Emulsion, Schmelzextrusionslaminieren, Coextrusionslaminieren
und dergleichen gebildet werden. In einer anderen Ausführungsform
kann sie durch Beschichten gebildet werden. Das Beschichtungsgewicht
der Klebstoffschicht beträgt
als Feststoff allgemein 0,1–10
g/m2, typischerweise 1–5 g/m2.
-
Die
Dicke der Gassperrharzfolie der vorliegenden Erfindung kann innerhalb
des Bereichs von 10–1000 μm, speziell
30–300 μm gemäß der Aufgabe
der Verwendung und im Hinblick auf Festigkeit, Flexibilität, wirtschaftlicher
Aspekt und dergleichen festgesetzt werden. Die Gassperrharzfolie
der vorliegenden Erfindung kann mit Papier, Aluminiumfolie, Holz,
Stoff, Vliesware und dergleichen laminiert werden. Außerdem kann
eine bedruckte Schicht gebildet werden oder eine bedruckte Folie
kann darauf laminiert werden.
-
Die
Gassperrharzfolie der vorliegenden Erfindung muss nach 30-minütiger Siedebehandlung
bei 95°C einen
maximalen Schrumpfprozentsatz von nicht mehr als 3,5%, bevorzugt
nicht mehr als 1,5%, stärker
bevorzugt nicht mehr als 0,7% und am meisten bevorzugt nicht mehr
als 0,4% aufweisen. Außerdem
beträgt
der maximale Schrumpfprozentsatz der Gassperrharzfolie nach 30-minütiger Siedebehandlung
bei 95°C,
bezogen auf den maximalen Schrumpfprozentsatz der Polyamidfolie
nach 30-minütiger
Siedebehandlung bei 95°C
bevorzugt weniger als 70%, stärker
bevorzugt weniger als 60% und speziell bevorzugt weniger als 50%.
Derartige Eigenschaften ermöglichen
eine Erhaltung der Gassperreigenschaft nach einer Siedebehandlung
oder Retortenbehandlung. Um konkret zu sein, beträgt die Sauerstoffdurchlässigkeit
nach 30-minütiger Siedebehandlung
bei 95°C
bevorzugt nicht mehr als 15 cc/m2·atm·Tag, stärker bevorzugt
nicht mehr als 10 cc/m2·atm·Tag, und die Wasserdampfübertragung
nach 30-minütiger
Siedebehandlung bei 95°C
beträgt
bevorzugt nicht mehr als 10 g/m2·Tag, stärker bevorzugt
nicht mehr als 6 g/m2·Tag.
-
Wenn
der maximale Schrumpfprozentsatz nach 30-minütiger Siedebehandlung bei 95°C 3,5% überschreitet,
schrumpft die Folie durch eine Siedebehandlung oder Retortenbehandlung,
wobei Risse und ein Ablösen
in der anorganischen abgeschiedenen Schicht verursacht werden, und
so die Gassperreigenschaft erniedrigt wird.
-
Die
Gassperrharzfolie mit den vorstehend erwähnten Eigenschaften kann durch
Erfüllen
einer oder mehrerer der nachfolgenden Eigenschaften von 1 bis 6
erhalten werden.
- 1 Die Schrumpfspannung einer
Polyamidfolie in einem geeigneten Bereich (konkret beträgt die maximale Schrumpfspannung
bei 170°C
bevorzugt nicht mehr als 8,83 N/mm2 (900
gf/mm2), stärker bevorzugt nicht mehr als
3,92 N/mm2 (400 gf/mm2)
und speziell bevorzugt nicht mehr als 1,96 N/mm2 (200
gf/mm2)).
- 2 Der Schrumpfprozentsatz der Polyamidfolie in einem geeigneten
Bereich (konkret beträgt
der maximale Schrumpfprozentsatz nach 10-minütiger Wärmebehandlung bei 170°C bevorzugt
nicht mehr als 3,5%, stärker
bevorzugt nicht mehr als 1,5% und speziell bevorzugt nicht mehr
als 0,7%).
- 3 Die Haftfestigkeit zwischen Polyamidfolie und der anorganischen
abgeschiedenen Schicht in einem geeigneten Bereich (konkret beträgt die Haftfestigkeit
nach 30-minütiger
Siedebehandlung bei 95°C,
an Luft gemessen, bevorzugt nicht weniger als 100 g/15 mm, stärker bevorzugt
nicht weniger als 150 g/15 mm; speziell beträgt sie nach 30-minütiger Siedebehandlung
bei 95°C,
in Wasser gemessen, bevorzugt nicht weniger als 50 g/15 mm, stärker bevorzugt
nicht weniger als 90 g/15 mm).
- 4 Der Kompressionsmodul der haftvermittelnden Schicht in einem
geeigneten Bereich (konkret beträgt
der Kompressionsmodul der haftvermittelnden Schicht bei 40°C bevorzugt
nicht weniger als 29,4 N/mm2 (3,0 kgf/mm2), stärker
bevorzugt nicht weniger als 49,0 N/mm2 (5,0
kgf/mm2) und speziell bevorzugt nicht weniger
als 96 N/mm2 (9,8 kgf/mm2)).
- 5 Der Kompressionsmodul der Versiegelungsschicht in einem geeigneten
Bereich (konkret ist die Versiegelungsschicht eine Polyolefinharzfolie,
bevorzugt mit einem Kompressionsmodul von nicht weniger als 78 N/mm2 (8 kgf/mm2), stärker bevorzugt
nicht weniger als 147 N/mm2 (15 kgf/mm2) und am meisten bevorzugt nicht weniger
als 196 N/mm2 (20 kgf/mm2)
bei 95°C.)
- 6 Der Kompressionsmodul der Klebstoffschicht in einem geeigneten
Bereich (konkret beträgt
der Kompressionsmodul der Klebstoffschicht bei 40°C nicht weniger
als 86,3 N/mm2 (8,8 kgf/mm2),
stärker
bevorzugt nicht weniger als 173 N/mm2 (17,6
kgf/mm2)).
-
Gemäß der vorliegenden
Erfindung führt
ein verringerter Schrumpfprozentsatz und verringerte Schrumpfspannung
der Polyamidfolie zu einer verbesserten Gassperreigenschaft der
Gassperrharzfolie nach einer Siedebehandlung. Durch Erhöhung des
Kompressionsmoduls der Versiegelungsschicht kann die Gassperreigenschaft
der Gassperrharzfolie nach Siedebehandlung verbessert werden, selbst
wenn der Schrumpfprozentsatz und Schrumpfspannung der Polyamidfolie
ein wenig höher
werden. Außerdem
kann durch Erhöhung
des Kompressionsmoduls der haftvermittelnden Schicht und Klebstoffschicht
die Gassperreigenschaft der Gassperrharzfolie nach Siedebehandlung
verbessert werden. Auf diese Weise wird die Schrumpfeigenschaft
oder Elastizität
jeder Schicht so verbunden, um letztlich die Gassperreigenschaft
zu verbessern.
-
Wenn
die Gassperrharzfolien bei 19,6 N/cm2 (2
kgf/cm2) für eine Sekunde wärmeversiegelt
und einem 90° Abziehtest
unterworfen werden, und die Temperatur, bei welcher die Abziehfestigkeit
nicht weniger als 500 g/15 mm wird, als eine Wärmeversiegelung-Initiationstemperatur
genommen wird, zeigt die Gassperrharzfolie der vorliegenden Erfindung
eine Wärmeversiegelung-Initiationstemperatur
von bevorzugt nicht mehr als 160°C,
stärker
bevorzugt nicht mehr als 135°C
und speziell bevorzugt nicht mehr als 120°C.
-
Die
Gassperrharzfolie der vorliegenden Erfindung weist außerdem einen
Blockierungswiderstand, wie nach ASTM-D 1893-67 gemessen, von bevorzugt
nicht mehr als 10 g/20 mm, stärker
bevorzugt nicht mehr als 7 g/20 mm auf.
-
Die
Gassperrharzfolie der vorliegenden Erfindung behält eine hervorragende Gassperreigenschaft selbst
nach einer Siedebehandlung und Retortenbehandlung bei. Daher kann
sie als Verpackungsmaterial, zum Beispiel für Lebensmittel wie fermentierte
Sojabohnenpaste, Essiggurken, Beilage, Babynahrungsmittel, Schalentier
gekocht in süßer Sojasauce,
Konnyaku, röhrenförmige Rollen
gekochter Fischpaste, gekochte Fischwurst, verarbeitete Meeresprodukte,
verarbeitete Fleischprodukte (z. B. Fleischklößchen, Rinderhacksteak, Mongolian
Schaffleisch-Barbecue,
Schinken, Wurst und anderes), grüner
Tee, Kaffee, Schwarztee, getrocknetes Bonito, Seetangflocken, Ölgebackenes
(z. B. Kartoffelchips und Buttererdnüsse), Reiscracker, Keks, Plätzchen,
Kuchen, gedünstetes
Brötchen,
Castella, Käse,
Butter, geschnittener Reiskuchen, Suppe, Soße, Nudel, Wasabi und dergleichen,
welche während
des Verpackungsprozesses derartigen Behandlungen unterzogen werden,
wie auch als industrielles Verpackungsmaterial für medizinische, elektronische,
chemische und maschinelle Produkte wie Zahnpaste, Tierfutter, landwirtschaftliche
Chemikalien, Düngemittel, Schmelzpackung
(fusion pack), Halbleiter, Präzisionsmaterial
und dergleichen verwendet werden. Als Verpackungsmaterial kann die
Folie zu einem Beutel, Deckel, Becher, Schlauch, stehenden Beutel
und dergleichen geformt werden.
-
Die
vorliegende Erfindung wird ausführlicher
durch die Beispiele erklärt.
Die vorliegende Erfindung ist nicht auf diese Beispiele beschränkt, sondern
kann verändert
werden, solange sie nicht vom Bereich der Erfindung abweicht.
-
Messverfahren
-
1. Gassperreigenschaft
-
Die
Sauerstoffdurchlässigkeit
einer Folie wurde unter Verwendung eines Sauerstoffdurchlässigkeit-Messgeräts (OX-TRAN
10/50A, hergestellt von Modern Controls) bestimmt. Die Folie wurde
der Bestimmung nach einer 2 tägigen
Lagerung bei 25°C,
Feuchtigkeit 0% unter einer Sauerstoffatmosphäre unterworfen. Die Wasserdampfübertragung
einer Folie wurde unter Verwendung eines Wasserdampfübertragung-Messgeräts (PERMATRAN,
hergestellt von Modern Controls) bestimmt. Die Folie wurde der Bestimmung
nach einer 2 tägigen
Lagerung bei 40°C,
Feuchtigkeit 90% unter einer Wasserdampfatmosphäre unterworfen.
-
2. Schrumpfprozentsatz
einer Gassperrharzfolie
-
Aus
einer Gassperrharzfolie wurde ein Kreis mit einem Durchmesser von
200 mm geschnitten, und die Größen wurden
in der Arbeitsrichtung, Querrichtung, Richtungen, die einen Winkel
von 30°,
45° oder
60° mit diesen
Richtungen bilden, bei 25°C
unter 0% Feuchtigkeit gemessen. Anschließend wurde die Folie einer
30 minütigen
Siedebehandlung bei 95°C
unterworfen und die Größe der vorstehend
erwähnten
Seiten wurde wieder bei Raumtemperatur (etwa 25°C) gemessen. Die Schrumpfprozentsätze wurden
von den erhaltenen Werten berechnet, und der maximale Wert wurde
als maximaler Schrumpfprozentsatz angenommen.
-
3. Schrumpfprozentsatz
einer Polyamidfolie
-
Aus
einer Polyamidfolie wurde ein Kreis mit einem Durchmesser von 200
mm geschnitten, und die Größen wurden
in der Arbeitsrichtung, Querrichtung, Richtungen, die einen Winkel
von 30°, 45° oder 60° mit diesen
Richtungen bilden, bei 25°C
unter 0% Feuchtigkeit gemessen. Anschließend wurde die Folie einer
10 minütigen
Wärmebehandlung
bei 170°C
oder einer 30 minütigen
Siedebehandlung bei 95°C
unterworfen, und die Größe der vorstehend
erwähnten
Seiten wurde wieder bei Raumtemperatur (etwa 25°C) gemessen. Die Schrumpfprozentsätze wurden
von diesen Werten berechnet, und der maximale Wert wurde als maximaler Schrumpfprozentsatz
angenommen.
-
4. Schrumpfspannung
einer Polyamidfolie
-
Die
Schrumpfspannungen wurden von einer Belastung-Verformungs Kurve,
bezogen auf die Arbeitsrichtung, Querrichtung, Richtungen, die einen
Winkel von 30°,
45° oder
60° mit
diesen Richtungen einer Polyamidfolie bilden, berechnet.
-
5. Kompressionsmodul einer
Versiegelungsschicht, einer haftvermittelnden Schicht und einer
Klebstoffschicht
-
Der
Kompressionsmodul jeder Schicht wurde bei 40°C oder 95°C an Luft unter Verwendung eines
S-S TMA Messgeräts
nach JIS-K 7208 gemessen. Hinsichtlich der haftvermittelnden Schicht
und der Klebstoffschicht wurde die Messung unter Verwendung einer
Schicht, die durch Beschichten auf einer Trennfolie, Trocknung und
Abziehen davon erhalten wurde, durchgeführt.
-
6. Haftfestigkeit
-
Eine
Gassperrharzfolie wurde bei 95°C
für 30
Minuten gekocht. Eine s-s Kurve zwischen einer Polyamidfolie und
einer anorganischen abgeschiedenen Schicht wurde unter Verwendung
von TENSILON UTM2, hergestellt von ORIENTEC, nach Abziehen der Polyamidfolie
und der anorganischen abgeschiedenen Schicht in einem Abziehwinkel
von 90° voneinander
an Luft (etwa 25°C)
oder in Wasser (etwa 25°C)
nach JIS-K 6854 bestimmt. Für
eine einfache Bestimmung einer s-s Kurve in Wasser kann eine ähnliche
Evaluierung durch Tropfen von Wasser auf die Abziehoberflächen durchgeführt werden.
Die Abziehoberfläche
wurde unter Verwendung sowohl von einem Elektronenmikroskop als
auch eines Fluoreszenz-Röntgengeräts, hergestellt
von RIGAKUKOGYO CO., LTD identifiziert.
-
7. Vicat-Erweichungspunkt
einer Versiegelungsfolie
-
Vicat-Erweichungspunkt
einer Versiegelungsfolie wurde bei Raumtemperatur (etwa 25°C) nach ASTM-D
1525 gemessen.
-
8. Wärmeversiegelung-Initiationstemperatur
-
Die
Gassperrharzfolien wurden bei verschiedenen Temperaturen für eine Sekunde
bei 19,6 N/cm2 (2 kgf/cm2)
Wärmeversiegelt
und einem 90° Abziehtest
unterworfen. Die Temperatur, bei welcher die Abziehfestigkeit nicht
weniger als 500 g/15 mm betrug, wurde als eine Wärmeversiegelung-Initiationstemperatur
angenommen.
-
9. Blockierungswiderstand
-
Blockierungswiderstand
einer Gassperrharzfolie wurde bei Raumtemperatur (etwa 25°C) nach ASTM-D
1893-67 gemessen.
-
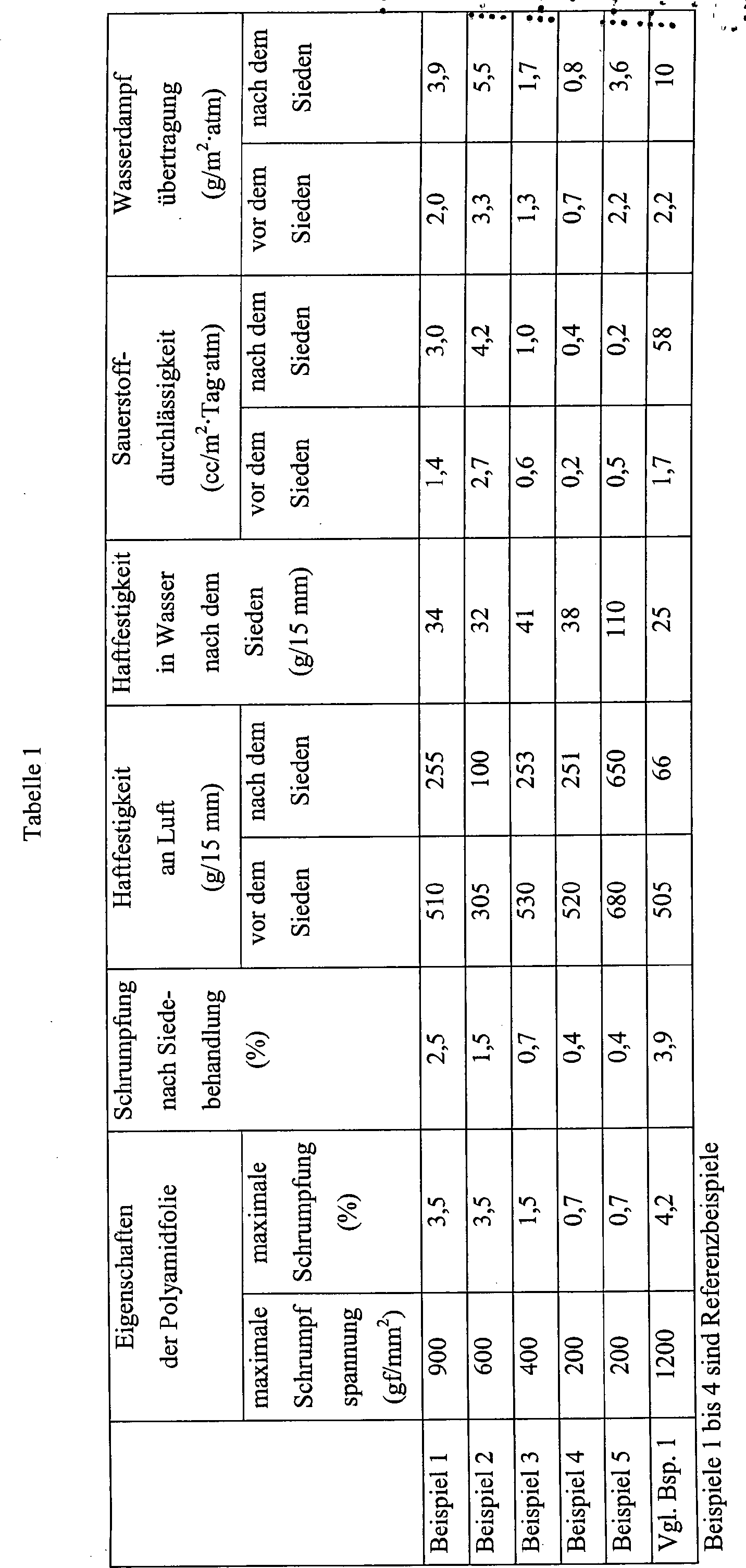
Beispiel 1 (Referenzbeispiel)
-
Als
Polyamidfolie wurde eine Nylonfolie (6-Nylon, Dicke 15 μm, maximale
Schrumpfspannung bei 170°C:
8,83 N/mm2 (900 gf/mm2),
maximaler Schrumpfprozentsatz nach 10-minütiger Wärmebehandlung bei 170°C: 3,5%)
verwendet, und eine anorganische abgeschiedene Schicht wurde durch
die folgenden Schritte gebildet.
-
Die
6-Nylonfolie wurde zu einem Vakuumverdampfer transportiert. In einer
Kammer, die bei einem Druck von 1 × 10–5 Torr
gehalten wurde, wurde ein Mischoxid von 62 Gew.-% SiO2 und
38 Gew.-% Al2O3 durch Erwärmen mit
einem 15 kw Elektronenstrahl verdampft, um eine Abscheidung einer
farblosen, transparenten anorganischen Oxidschicht (Dicke: 270 Å) auf der
Nylonfolie zu ermöglichen.
Anschließend
wurde eine nicht orientierte Polyethylenfolie (Dicke: 55 μm) auf der
anorganischen abgeschiedenen Schicht als Versiegelungsschicht unter
Verwendung eines Klebstoffs (A310/A10, hergestellt von TAKEDA CHEMICAL
INDUSTRIES LTD., Beschichtungsgewicht: 2 g/m2)
trocken laminiert, gefolgt von einer 4 tägigen Alterung bei 45°C, um eine Gassperrharzfolie
zu ergeben. Die erhaltene Gassperrharzfolie wurde nach dem maximalen
Schrumpfprozentsatz nach 30-minütiger Siedebehandlung
bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (in Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 1 gezeigt.
-
Beispiel 2 (Referenzbeispiel)
-
Das
Verfahren von Beispiel 1 wurde wiederholt, abgesehen dass eine 6-Nylonfolie
mit einer maximalen Schrumpfspannung bei 170°C von 6,88 N/mm2 (600
gf/mm2) und einem maximalen Schrumpfprozentsatz nach
10-minütiger
Wärmebehandlung
bei 170°C
von 3,5% als Polyamidfolie verwendet wurde, und Siliziummonoxid
(SiO) als Material einer anorganischen abgeschiedenen Schicht verwendet
wurde, wodurch eine Gassperrharzfolie erhalten wurde. Die erhaltene
Gassperrharzfolie wurde nach dem maximalen Schrumpfprozentsatz nach
30-minütiger
Siedebehandlung bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (in Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 1 gezeigt.
-
Beispiel 3 (Referenzbeispiel)
-
Das
Verfahren von Beispiel 1 wurde wiederholt, abgesehen dass eine 6-Nylonfolie
mit einer maximalen Schrumpfspannung bei 170°C von 3,92 N/mm2 (400
gf/mm2) und einem maximalen Schrumpfprozentsatz nach
10-minütiger
Wärmebehandlung
bei 170°C
von 1,5% als Polyamidfolie verwendet wurde, wodurch eine Gassperrharzfolie
erhalten wurde. Die erhaltene Gassperrharzfolie wurde nach dem maximalen
Schrumpfprozentsatz nach 30-minütiger
Siedebehandlung bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (in Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 1 gezeigt.
-
Beispiel 4 (Referenzbeispiel)
-
Das
Verfahren von Beispiel 1 wurde wiederholt, abgesehen dass eine 6-Nylonfolie
mit einer maximalen Schrumpfspannung bei 170°C von 1,96 N/mm2 (200
gf/mm2) und einem maximalen Schrumpfprozentsatz nach
10-minütiger
Wärmebehandlung
bei 170°C
von 0,7% als Polyamidfolie verwendet wurde, wodurch eine Gassperrharzfolie
erhalten wurde. Die erhaltene Gassperrharzfolie wurde nach dem maximalen
Schrumpfprozentsatz nach 30-minütiger Siedebehandlung
bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (in Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 1 gezeigt.
-
Beispiel 5
-
Das
Verfahren von Beispiel 4 wurde wiederholt, abgesehen dass eine 0,5 μm dicke Schicht
eines Polyesterharzes (Vylon, hergestellt von TOYO BOSEKI KABUSHIKI
KAISHA) mit einem Kompressionsmodul bei 40°C von 118 N/mm2 (12
kgf/mm2) als Haftvermittlerschicht zwischen
der 6-Nylonfolie und der anorganischen abgeschiedenen Schicht gebildet
wurde, wodurch eine Gassperrharzfolie erhalten wurde. Die erhaltene
Gassperrharzfolie wurde nach dem maximalen Schrumpfprozentsatz nach
30-minütiger
Siedebehandlung bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (in Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 1 gezeigt.
-
Vergleichsbeispiel 1
-
Das
Verfahren von Beispiel 1 wurde wiederholt, abgesehen dass eine 6-Nylonfolie
mit einer maximalen Schrumpfspannung bei 170°C von 11,78 N/mm2 (1200
gf/mm2) und einem maximalen Schrumpfprozentsatz
nach 10-minütiger
Wärmebehandlung
bei 170°C
von 4,2% als Polyamidfolie verwendet wurde, wodurch eine Gassperrharzfolie
erhalten wurde. Die erhaltene Gassperrharzfolie wurde nach dem maximalen Schrumpfprozentsatz
nach 30-minütiger
Siedebehandlung bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (in Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in 1 Tabelle gezeigt.
-
-
Aus
Tabelle 1 wird offensichtlich, dass die Gassperrharzfolien, die
in den Beispielen 1 bis 5 erhalten wurden, selbst nach 30-minütiger Siedebehandlung
bei 95°C
eine sehr geringe Sauerstoffdurchlässigkeit und Wasserdampfübertragung
beibehielten. In Gegensatz dazu zeigte die Gassperrharzfolie, die
in Vergleichsbeispiel 1 erhalten wurde, nach 30-minütiger Siedebehandlung
bei 95°C
eine bemerkenswert erhöhte
Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
und weist somit auf eine erkennbar verminderte Gassperreigenschaft
hin.
-
Beispiel 6 (Referenzbeispiel)
-
Als
Polyamidfolie wurde ein 6-Nylon, das von ε-Caprolactam erhalten wurde,
als Hauptmaterial verwendet. Während
des Formgebungsprozesses der Folien wurde eine Korona-Behandlung
auf der Folienoberfläche
angewendet. Die erhaltene Folie hatte nach 30-minütiger Siedebehandlung
bei 95°C
einen maximalen Schrumpfprozentsatz (B%) von 1,5% (Querrichtung:
1,5%, Arbeitsrichtung: 1,0%) und eine Schrumpfspannung pro Einheit
Querschnittsfläche
von 11,8 N/mm2 (1,2 kgf/mm2).
-
Die
durch eine Korona-Behandlung erhaltene 6-Nylonfolie wurde auf eine
Abrollwalze in einen Verdampfer gestellt. Siliziumdioxid und Aluminiumoxid
wurden durch Erwärmen
in einem Elektronenstrahl erwärmbaren
Vakuumverdampfer verdampft, und die 6-Nylonfolie wurde über die
Abscheidungsquelle laufen gelassen, um eine anorganische abgeschiedene
Schicht zu bilden. Die Dicke der anorganischen abgeschiedenen Schicht
betrug 200 Å und
der Gehalt an Aluminiumoxid betrug 40 Gew.-%.
-
Ein
Zwei-Flüssigkeiten
Polyurethan Klebstoff (A310/A10, Tg: –12°C, hergestellt von TAKEDA CHEMICAL
INDUSTRIES LTD.) wurde auf die abgeschiedene Schicht mit einem Beschichtungsgewicht
von 5 g/m2 gestrichen, und eine Versiegelungsschicht
einer in Tabelle 2 gezeigten Polyolefinharzfolie (drei Schichten:
55 μm) wurde
darauf trocken laminiert, um eine Gassperrfolie zu ergeben.
-
Beispiele 7–10 (Referenzbeispiele)
-
Das
Verfahren von Beispiel 6 wurde wiederholt, abgesehen dass die in
Tabelle 2 gezeigte Polyolefinharzfolie als Versiegelungsschicht
verwendet wurde, wodurch eine Gassperrharzfolie erhalten wurde.
-
Beispiel 11
-
Das
Verfahren von Beispiel 10 wurde wiederholt, abgesehen dass eine
0,5 μm dicke
Schicht (Kompressionsmodul bei 40°C,
118 N/mm2 (12 kgf/mm2)
eines Polyesterharzes (Vylon, hergestellt von TOYO BOSEKI KABUSHIKI
KAISHA) als haftvermittelnde Schicht zwischen der 6-Nylonfolie und
der anorganischen abgeschiedenen Schicht gebildet wurde, wodurch
eine Gassperrharzfolie erhalten wurde.
-
Beispiel 12
-
Das
Verfahren von Beispiel 11 wurde wiederholt, abgesehen dass ein Polyesterharz
(Vylon, hergestellt von TOYO BOSEKI KABUSHIKI KAISHA) und ein Isocyanat-Härtungsmittel
(CORONATE L, hergestellt von Nihon Polyurethan Kabushiki Kaisha)
als Zwei-Flüssigkeiten
Polyurethan Klebstoff aufgetragen wurden, wodurch eine Gassperrharzfolie
erhalten wurde. Die erhaltene Klebstoffschicht hatte ein Kompressionsmodul
bei 40°C
von 98 N/mm2 (10 kgf/mm2)
und eine Dicke von 5 μm.
-
Der
Kompressionsmodul bei 95°C
und der Vicat-Erweichungspunkt der in Beispiel 6–12 verwendeten Polyolefinharzfolien
werden in Tabelle 3 gezeigt. Die in Beispiel 6–12 erhaltenen Gassperrharzfolien
wurden nach dem maximalen Schrumpfprozentsatz (A%) nach 30-minütiger Siedebehandlung
bei 95°C,
dem Verhältnis
des maximalen Schrumpfprozentsatzes nach 30-minütiger
Siedebehandlung bei 95°C
zu dem der Polyamidfolie (A/B), Versiegelungs-Initiationstemperatur, Blockierungswiderstand,
Sauerstoffdurchlässigkeit,
Wasserdampfübertragung
und Haftfestigkeit zwischen der Polyamidfolie und der anorganischen
abgeschiedenen Schicht (in Luft und in Wasser) bewertet. Die Ergebnisse
werden in Tabelle 4 gezeigt.
-
Tabelle
2
Konstruktion der Gassperrharzfolie
-
Beispiele
6 bis 10 sind Referenzbeispiele
-
Tabelle
3
Eigenschaft der Polyolefinharzfolie
-
Beispiele
6 bis 10 sind Referenzbeispiele
-
-
Die
in der Tabelle 2 gezeigten Materialien und Abkürzungen sind wie nachstehend.
-
(1) Polyamidfolie
-
-
(2) anorganische abgeschiedene
Schicht
-
- Siliziumdioxid + Aluminiumoxid: SiO2 + Al2O3
-
(3) Polyolefinfolie
-
- Niederdruckpolyethylen: HDPE
- Hochdruck verarbeitetes Hochdruckpolyethylen: LDPE
- lineares Hochdruckpolyethylen: L-LDPE
- Ethylen-Propylen statistisches Copolymer: Et-Pr (R)
- Ethylen-Propylen Blockcopolymer: Et-Pr (B)
- Ethylen-Propylen-Buten statistisches Terpolymer: Et-Pr-Bu
- biaxiales orientiertes Polypropylen: OPP
-
Beispiel 13 (Referenzbeispiel)
-
Unter
Verwendung einer Nylonfolie (6-Nylon, Dicke: 15 μm, maximale Schrumpfspannung
bei 170°C: 4,61
N/mm2 (470 gf/mm2)
als Polyamidfolie wurde eine anorganische abgeschiedene Schicht
auf die nachstehende Art und Weise gebildet. Die 6-Nylonfolie wurde
in einen Vakuumverdampfer gestellt. Glas (80 Gew.-% SiO2 und
20 Gew.-% Al2O3)
wurde durch Erwärmen
mit einem 15 kw Elektronenstrahl verdampft, wodurch eine farblose,
transparente anorganische abgeschiedene Schicht (Dicke: 200 A) in
einer Kammer, die bei einem Druck von 1 × 10–5 Torr
gehalten wurde, gebildet wurde.
-
Anschließend wurde
eine nicht orientierte Polyethylenfolie (L6100, hergestellt von
TOYO BOSEKI KABUSHIKI KAISHA, Dicke: 55 μm) als Versiegelungsschicht
unter Verwendung eines Klebstoffs (A310/A10, hergestellt von TAKEDA
CHEMICAL INDUSTRIES LTD., Beschichtungsgewicht: 2 g/m2)
trocken laminiert, gefolgt von einer 4 tägigen Reifung bei 45°C, um eine
Gassperrharzfolie zu ergeben. Die erhaltene Gassperrharzfolie wurde
nach dem maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung
bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (an Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 5 gezeigt.
-
Beispiel 14
-
Das
Verfahren von Beispiel 13 wurde wiederholt, abgesehen dass eine
0,5 μm dicke
Schicht (Kompressionsmodul bei 40°C,
118 N/mm2 (12 kgf/mm2)
eines Polyesterharzes (Vylon, hergestellt von TOYO BOSEKI KABUSHIKI
KAISHA) als haftvermittelnde Schicht zwischen der 6-Nylonfolie und
der anorganischen abgeschiedenen Schicht gebildet wurde, wodurch
eine Gassperrharzfolie erhalten wurde. Die erhaltene Gassperrharzfolie
wurde nach dem maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung
bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (an Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 5 gezeigt.
-
Beispiel 15 (Referenzbeispiel)
-
Das
Verfahren von Beispiel 13 wurde wiederholt, abgesehen dass eine
anorganische abgeschiedene Schicht unter Verwendung von Siliziumoxid
(SiO, Reinheit 99%) anstelle von Glas (80 Gew.-% SiO2 und
20 Gew.-% Al2O3)
als Abscheidungsmaterial laminiert wurde, wodurch eine Gassperrharzfolie
erhalten wurde. Die erhaltene Gassperrharzfolie wurde nach dem maximalen
Schrumpfprozentsatz nach 30-minütiger
Siedebehandlung bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (an Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 5 gezeigt.
-
Vergleichsbeispiel 2
-
Das
Verfahren von Beispiel 13 wurde wiederholt, abgesehen dass eine
Nylonfolie (6-Nylonfolie, Dicke 15 μm, maximale Schrumpfspannung
bei 170°C
9,61 N/mm2 (980 gf/mm2)
verwendet wurde, um eine Gassperrharzfolie zu ergeben. Die erhaltene
Gassperrharzfolie wurde nach dem maximalen Schrumpfprozentsatz nach
30-minütiger
Siedebehandlung bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (an Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 5 gezeigt.
-
Vergleichsbeispiel 3
-
Das
Verfahren von Beispiel 14 wurde wiederholt, abgesehen dass ein 2 μm dicker
Polyvinylalkohol als haftvermittelnde Schicht verwendet wurde, wodurch
eine Gassperrharzfolie erhalten wurde. Die erhaltene Gassperrharzfolie
wurde nach dem maximalen Schrumpfprozentsatz nach 30-minütiger Siedebehandlung
bei 95°C,
Haftfestigkeit zwischen der 6-Nylonfolie und der anorganischen abgeschiedenen
Schicht (an Luft und in Wasser), Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
bewertet. Die Ergebnisse werden in Tabelle 5 gezeigt.
-
-
Beispiele
13 und 15 sind Referenzbeispiele
-
Aus
Tabelle 5 wird offensichtlich, dass die Gassperrharzfolien, die
in den Beispielen 13 bis 15 erhalten wurden, sogar nach 30-minütiger Siedebehandlung
bei 95°C
eine sehr geringe Sauerstoffdurchlässigkeit und Wasserdampfübertragung
beibehielten. In Gegensatz dazu zeigten die Gassperrharzfolien,
die in den Vergleichsbeispielen 2 und 3 erhalten wurden, eine bemerkenswert
erhöhte
Sauerstoffdurchlässigkeit
und Wasserdampfübertragung
nach 30-minütiger Siedebehandlung
bei 95°C
und deuten somit auf eine erkennbar verminderte Gassperreigenschaft
hin.
-
Wie
in der vorhergehenden Beschreibung klargestellt worden ist, stellt
die vorliegende Erfindung eine Gassperrfolie mit ausgezeichneter
Gassperreigenschaft und Wasserdampfdichte, sogar nach einer Siedebehandlung
oder Retortenbehandlung bereit. Die Folie der vorliegenden Erfindung
kann gut als Verpackungsmaterial für einen vielfältigen Bereich
von Aufgaben, die wie Lebensmittel, medizinischen Produkte, industrielle Materialien
und dergleichen eine hohe Gassperreigenschaft erfordern, dienen
und weist einen großen
industriellen Wert auf.