CN219189815U - 一种刀具后角平面磨加工夹具 - Google Patents
一种刀具后角平面磨加工夹具 Download PDFInfo
- Publication number
- CN219189815U CN219189815U CN202121344585.0U CN202121344585U CN219189815U CN 219189815 U CN219189815 U CN 219189815U CN 202121344585 U CN202121344585 U CN 202121344585U CN 219189815 U CN219189815 U CN 219189815U
- Authority
- CN
- China
- Prior art keywords
- clamp
- clamping table
- workpiece
- plate
- fixed plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
一种刀具后角平面磨加工夹具,由装夹台、挡板、固定板和顶夹器组成;其中,装夹台上、下两平面之间的夹角α1即为所需加工的刀具后角;将挡板和固定板分别连接到装夹台上;挡板设置工件工位,固定板设置操作工位,在操作工位上设置顶夹器,通过顶夹器顶紧工件。本实用新型利用常规磨床设备加工精度较高的方形刀具后角,其在实际使用过程中,由于夹具本身为分体式,装夹台底部可加工成任意角度,上部固定板和挡板均可通用,对加工不同刀具后较来说大大降低的设备和夹具成本,同时夹具可延长、加宽,满足同时加工多个工件的要求,工价装夹也灵活方便,这使得生产效率大幅提高,生产成本大大下降。
Description
技术领域
本实用新型涉及平磨加工类工件夹具,特别涉及一种方形刀具后角平磨加工夹具。
背景技术
方形刀具是目前主要的车削刀具一种,考虑到实际使用及排屑要求,需要在后刀面加工出一定角度称为刀具后角,这样既避免了产品在刃口接触工件表面时,刃口下方面与工件产生接触,损坏工件的非加工区域,同时便于车削碎屑顺利排出,减少碎屑划伤工件的可能,通常后角角度为3~9°,不同刀具因加工工件需要具体调整。
现有常规后角加工方法通常为在原有竖直后刀面通过磨削加工出所需要的角度,这样可以保证加工的精度,加工设备多为数控机床或专用磨床,采取的加工方式也多为逐片加工,加工效率较低,成本也相对较高,然而如使用普通设备加工,后角精度又难以保证。
实用新型内容
本实用新型的目的在于利用常规磨床设备加工精度较高的方形刀具后角,提供一种刀具后角平面磨加工夹具。
本实用新型的技术方案具体为:
一种刀具后角平面磨加工夹具,由装夹台、挡板、固定板和顶夹器组成;其中,装夹台上、下两平面之间的夹角α1即为所需加工的刀具后角;将挡板和固定板分别连接到装夹台上;挡板设置工件工位,固定板设置操作工位,在操作工位上设置顶夹器,通过顶夹器顶紧工件。
在装夹台上设置多个连接螺栓孔,挡板通过挡板连接螺栓连接到装夹台上,固定板通过固定板连接螺栓连接到装夹台上。
挡板由横板和多个竖板构成,每个竖板与横板之间为工件工位。
固定板为折线型,在直板上设有多个凸出位,该凸出位为操作工位,每个凸出位对应一个工件工位,在凸出位设置顶夹器,操作工位夹角α2为60~120°。
顶夹器由顶杆、顶块构成,顶杆前部设有螺纹,顶杆穿过预留在固定板操作工位处的通孔与顶块以螺纹的方式相连,在顶块与固定板之间安装有强力压缩弹簧。
顶块连接面与工件接触面之间夹角α3为135°,顶块与工件接触的两竖直面结合处设有φ0.5~3mm的圆形切角,竖直面上安装有弹性垫层。
装夹台夹角α1为5°,操作工位夹角α2为90°。
相对于现有技术,本实用新型利用常规磨床设备加工精度较高的方形刀具后角,其在实际使用过程中,由于夹具本身为分体式,装夹台底部可加工成任意角度,上部固定板和挡板均可通用,对加工不同刀具后较来说大大降低的设备和夹具成本,同时夹具可延长、加宽,满足同时加工多个工件的要求,工价装夹也灵活方便,这使得生产效率大幅提高,生产成本大大下降。
附图说明
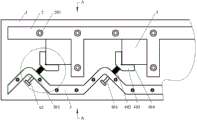
图1为夹具上表面组装示意图。
图2为装夹台A-A剖面图。
图3为顶夹器局部放大图。
图中:1为装夹台,101为连接螺栓孔,2为挡板,201为挡板连接螺栓,3为固定板,301为固定板连接螺栓,302为顶杆穿孔,4为顶夹器,401为顶杆,402为强力压缩弹簧,403为顶块,404为弹性垫层,405为圆形切角,5为工件;α1为装夹台上下两平面的夹角(即需要加工的刀具后角),α2为操作工位夹角,α3为顶杆接触面与工件接触面间的夹角。
具体实施方式
本实用新型不受下述实施例的限制,可根据本实用新型的技术方案与实际情况来确定具体的实施方式。
为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式,基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
如图1所示,一种刀具后角平面磨加工夹具,由装夹台1、挡板2、固定板3和顶夹器4组成,其中,装夹台1上、下两平面之间的夹角α1即为所需加工的刀具后角。将挡板2和固定板3分别连接到装夹台1上;挡板2设置工件工位,固定板3设置操作工位,在操作工位上设置顶夹器4,通过顶夹器4顶紧工件5。
在装夹台1上设置多个连接螺栓孔101,挡板2通过挡板连接螺栓201连接到装夹台1上,固定板3通过固定板连接螺栓301连接到装夹台1上。
挡板2由横板和多个竖板构成,每个竖板与横板之间为工件工位。固定板3为折线型,即在直板上设有多个凸出位,该凸出位为操作工位,每个凸出位对应一个工件工位,在凸出位设置顶夹器4,通过顶夹器4顶紧工件5。需要说明的是,操作工位夹角α2为60~120°。
进一步的,如图3所示,顶夹器4由顶杆401、顶块403构成,顶杆401前部设有螺纹,顶杆401穿过预留在固定板3操作工位处的通孔与顶块403以螺纹的方式相连,在顶块403与固定板3之间安装有强力压缩弹簧402。
进一步地,顶块403连接面与工件5接触面之间夹角α3为135°,顶块403与工件接触的两竖直面结合处设有φ0.5~3mm的圆形切角405,竖直面上安装有弹性垫层404,材质为橡胶、尼龙等。
使用时的优选实施例为:装夹台1夹角α1为5°,操作工位夹角α2为90°,顶块圆形切角直径为φ1mm。夹具的工价装夹位为5个,向外压紧顶块403,将工件依次装夹在挡板2与顶块403之间,松开顶块403使其顶紧工件。将夹具放于平面磨床电磁板上,正常磨削加工。
本实用新型夹具的使用方法为:
1)向外按压顶块403,在顶块403与挡板2间放入待加工方形刀具工件5;
2)缓慢放松顶块403至顶块将工件5顶紧;
3)依次将各工件按上述方法放入夹具后,将夹具放置于平面磨床电子板上,即可正常磨削;
4)磨削后向外压紧顶块403,即可取下工件。
加工后对所加工后角进行测量,同时同使用传统简易刀具磨床逐片加工的5片产品进行对比,具体测量结果如表1所示:

表1
由此可见,上述夹具在加工精度及加工效率上均明显优于现有传统加工工艺。
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (7)
1.一种刀具后角平面磨加工夹具,其特征在于:由装夹台(1)、挡板(2)、固定板(3)和顶夹器(4)组成;其中,装夹台(1)上、下两平面之间的夹角α1即为所需加工的刀具后角;将挡板(2)和固定板(3)分别连接到装夹台(1)上;挡板(2)设置工件工位,固定板(3)设置操作工位,在操作工位上设置顶夹器(4),通过顶夹器(4)顶紧工件(5)。
2.根据权利要求1所述的一种刀具后角平面磨加工夹具,其特征在于:在装夹台(1)上设置多个连接螺栓孔(101),挡板(2)通过挡板连接螺栓(201)连接到装夹台(1)上,固定板(3)通过固定板连接螺栓(301)连接到装夹台(1)上。
3.根据权利要求1所述的一种刀具后角平面磨加工夹具,其特征在于:挡板(2)由横板和多个竖板构成,每个竖板与横板之间为工件工位。
4.根据权利要求1所述的一种刀具后角平面磨加工夹具,其特征在于:固定板(3)为折线型,在直板上设有多个凸出位,该凸出位为操作工位,每个凸出位对应一个工件工位,在凸出位设置顶夹器(4),操作工位的夹角α2为60~120°。
5.根据权利要求1所述的一种刀具后角平面磨加工夹具,其特征在于:顶夹器(4)由顶杆(401)、顶块(403)构成,顶杆(401)前部设有螺纹,顶杆(401)穿过预留在固定板(3)操作工位处的通孔与顶块(403)以螺纹的方式相连,在顶块(403)与固定板(3)之间安装有强力压缩弹簧(402)。
6.根据权利要求5所述的一种刀具后角平面磨加工夹具,其特征在于:顶块(403)连接面与工件(5)接触面之间夹角α3为135°,顶块(403)与工件接触的两竖直面结合处设有φ0.5~3mm的圆形切角(405),竖直面上安装有弹性垫层(404)。
7.根据权利要求4所述的一种刀具后角平面磨加工夹具,其特征在于:装夹台(1)夹角α1为5°,操作工位夹角α2为90°。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121344585.0U CN219189815U (zh) | 2021-06-17 | 2021-06-17 | 一种刀具后角平面磨加工夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121344585.0U CN219189815U (zh) | 2021-06-17 | 2021-06-17 | 一种刀具后角平面磨加工夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219189815U true CN219189815U (zh) | 2023-06-16 |
Family
ID=86702098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121344585.0U Active CN219189815U (zh) | 2021-06-17 | 2021-06-17 | 一种刀具后角平面磨加工夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219189815U (zh) |
-
2021
- 2021-06-17 CN CN202121344585.0U patent/CN219189815U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212600493U (zh) | 一种轴承座加工用定位工装 | |
| CN215316909U (zh) | 铣端面钻孔攻丝专机 | |
| CN112191963A (zh) | 一种薄板零件加工方法 | |
| CN219189815U (zh) | 一种刀具后角平面磨加工夹具 | |
| CN212635038U (zh) | 一种汽车塑料样件cnc铣削工装 | |
| CN215147047U (zh) | 一种机床平台零件装夹用快换机床转接压板机构 | |
| CN111890256B (zh) | 一种双极板的装夹装置及其使用方法 | |
| CN210731031U (zh) | 一种用于车床的新型四方快换刀架 | |
| CN209936357U (zh) | 一种大压板铣面钻孔夹具 | |
| CN218946947U (zh) | 一种铣圆柱平面夹具 | |
| CN212735084U (zh) | 一种利用低位侧向夹紧模块配合加工中心快速铣削工装 | |
| CN217702482U (zh) | 一种机身薄板加工工装 | |
| CN218110050U (zh) | 可用于不规则形状工件钻铣加工的可调平夹具装置 | |
| CN220698303U (zh) | 一种丝杆上轴承座加工用工装 | |
| CN215545467U (zh) | 一种物件边角加工去毛刺刀具 | |
| CN210147515U (zh) | 一种机架抓手柄精加工用夹持工装模具 | |
| CN215280946U (zh) | 一种介质样件数控加工用装夹工装 | |
| CN217750469U (zh) | 一种加工工装 | |
| CN213164233U (zh) | 一种砂轮机压板铣扁用夹具工装 | |
| CN219704233U (zh) | 一种双工位刀片座铣槽工装 | |
| CN213561186U (zh) | 一种机械加工制造用的缓冲装置 | |
| CN220178668U (zh) | 一种回转类零件的夹持工装 | |
| CN204893472U (zh) | 一种高对称度键槽分度铣夹具 | |
| CN218341540U (zh) | 一种具有多夹持工位的零件加工用工装 | |
| CN216371064U (zh) | 一种节能便捷辅助工作台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |