CN216763636U - 一种柔性pp自动预叠合设备 - Google Patents
一种柔性pp自动预叠合设备 Download PDFInfo
- Publication number
- CN216763636U CN216763636U CN202123195543.8U CN202123195543U CN216763636U CN 216763636 U CN216763636 U CN 216763636U CN 202123195543 U CN202123195543 U CN 202123195543U CN 216763636 U CN216763636 U CN 216763636U
- Authority
- CN
- China
- Prior art keywords
- driving
- lead screw
- coincide
- flexible
- bidirectional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004743 Polypropylene Substances 0.000 title claims abstract description 82
- -1 polypropylene Polymers 0.000 title claims abstract description 4
- 229920001155 polypropylene Polymers 0.000 title claims abstract description 4
- 238000003475 lamination Methods 0.000 title claims description 23
- 230000007246 mechanism Effects 0.000 claims abstract description 102
- 239000000463 material Substances 0.000 claims abstract description 90
- 230000003028 elevating effect Effects 0.000 claims abstract description 31
- 239000012528 membrane Substances 0.000 claims abstract description 15
- 230000002457 bidirectional effect Effects 0.000 claims description 54
- 238000010030 laminating Methods 0.000 abstract description 14
- 230000007306 turnover Effects 0.000 description 13
- 230000005540 biological transmission Effects 0.000 description 8
- 238000010586 diagram Methods 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000005086 pumping Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images

















Landscapes
- Sheets, Magazines, And Separation Thereof (AREA)
Abstract
本实用新型提供了一种柔性PP自动预叠合设备,包括:若干用于放置PP膜的放置装置,若干放置装置并列设置;吸料装置,包括吸料机构,吸料机构连接有驱动其升降的吸料升降机构,吸料升降机构连接有横移机构,以使吸料升降机构沿若干放置装置的连线方向移动;升降装置,包括安装架,转运小车和用于叠放PP膜的叠合台,叠合台放置于转运小车上,安装架的两侧各设有一个用于支撑叠合台的支撑块以及用于升降支撑块的叠合升降机构,支撑块与叠合升降机构的升降部分转动连接,叠合升降机构的升降部分上设有用于驱动支撑块翻转的翻转机构。本实用新型自动化程度高,降低工人的劳动强度,提高工作效率。
Description
技术领域
本实用新型PP膜生产涉及技术领域,具体而言,涉及一种柔性PP自动预叠合设备。
背景技术
叠合PP膜在生产时,需要将待叠合的不同种类PP膜分别放置在放置装置上,每个放置装置上叠放若干同种类的PP膜,然后通过吸料装置将需要的几种PP膜吸取到叠合台上进行叠合。
目前现有的预叠合设备自动化程度低,工人劳动强度较大,工作效率较低。
实用新型内容
本实用新型的目的在于提供一种柔性PP自动预叠合设备,自动化程度高,降低工人的劳动强度,提高工作效率。
本实用新型的实施例通过以下技术方案实现:
一种柔性PP自动预叠合设备,包括:
若干用于放置PP膜的放置装置,若干放置装置并列设置;
吸料装置,包括吸料机构,吸料机构连接有驱动其升降的吸料升降机构,吸料升降机构连接有横移机构,以使吸料升降机构沿若干放置装置的连线方向移动;
升降装置,包括安装架,转运小车和用于叠放PP膜的叠合台,叠合台放置于转运小车上,安装架的两侧各设有一个用于支撑叠合台的支撑块以及用于升降支撑块的叠合升降机构,支撑块与叠合升降机构的升降部分转动连接,叠合升降机构的升降部分上设有用于驱动支撑块翻转的翻转机构。
可选地,所述放置装置包括底板,底板的顶部沿第一方向设有两个可相互靠近或远离的第一滑块,第一滑块上设有第一挡杆,底板的顶部沿垂直于第一方向的第二方向设有两个可相互靠近或远离的第二滑块,第二滑块上设有第二挡杆,底板的上方固定连接有支撑板。
可选地,所述第一滑块与所述底板滑动连接,底板的顶部转动设置有第一双向丝杠,其中一个第一滑块通过螺纹连接于第一双向丝杠的一端,另一个第一滑块通过螺纹连接于第一双向丝杠的另一端,第一双向丝杠连接有第一驱动部件;所述第二滑块与所述底板滑动连接,底板的顶部转动设置有第二双向丝杠,其中一个第二滑块通过螺纹连接于第二双向丝杠的一端,另一个第二滑块通过螺纹连接于第二双向丝杠的另一端,第二双向丝杠连接有第二驱动部件。
可选地,所述第一驱动部件包括第一手轮,第一手轮连接于第一双向丝杠的一端;所述第二驱动机构包括第一驱动杆和第二手轮,第一驱动杆平行于所述第一双向丝杠且转动设置于底板的顶部,第一驱动杆靠近第一手轮的一端设有第二手轮,第一驱动杆的另一端与所述第二双向丝杠通过一对相互啮合的锥齿轮传动。
可选地,所述支撑板的顶部设有垫板,垫板的顶面呈两端低、中间高的拱形结构。
可选地,所述吸料机构包括第一安装板,第一安装板与所述吸料升降机构固定连接,第一安装板的底部两端均滑动连接有第一滑座,第一安装板上设有用于驱动两个第一滑座相互靠近或远离的调节机构,第一滑座的底部设有吸料板,吸料板上设有若干吸料嘴。
可选地,所述调节机构包括转动设置于所述第一安装板底部的第三双向丝杠,第三双向丝杠的一端通过螺纹与其中一个第一滑座连接,第三双向丝杠的另一端通过螺纹与另一个第一滑座连接,第一安装板上设有驱动第三双向丝杠转动的第三驱动部件。
可选地,所述吸料升降机构包括升降座,升降座可上下滑动地设于所述横移机构上,所述第一安装板与所述升降座的底端固定连接,升降座上转动设置有沿上下方向布置的第一丝杠,第一丝杠的一端连接有第一驱动元件,第一丝杠的中部与所述横移机构通过螺纹连接。
可选地,所述吸料嘴倾斜布置,且吸料嘴沿轴线向下沿伸的方向为远离所述第一安装板中部的方向。
可选地,所述叠合升降机构包括第二安装板,第二安装板上滑动连接有可上下滑动的第二滑座,所述支撑块与第二滑座转动连接,所述翻转机构设于第二滑座上,第二滑座上设有用于带动第二滑座滑动的传动皮带。
可选地,所述传动皮带包括相互垂直的竖直段和横向段,所述第二滑座与竖直段的一侧固定连接,两个叠合升降机构中传动皮带的横向段后端之间连接有第二驱动杆,第二驱动杆的一端连接有第三驱动马达。
本实用新型至少具有如下优点和有益效果:本实用新型中,通过若干放置装置来分别放置不同类型的PP膜,再通过吸料装置的横移机构带动吸料沿沿若干放置装置的连线方向移动,吸料机构移动到放置装置的正上方后,通过吸料升降机构使吸料机构下降并抓取PP膜,然后将PP膜转移到叠合台上进行预叠;设置的升降装置便于叠合的升降,每当在叠合台上叠放一片或几片PP膜时,通过叠合升降机构使叠合台下降对应的高度,叠放到所需厚度,通过转运小车实现PP膜的转移。本实用新型自动化程度高,减少了工人的劳动强度,提高了工作效率。
附图说明
为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
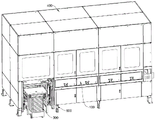
图1为本实用新型提供的一种柔性PP自动预叠合设备的结构示意图一;
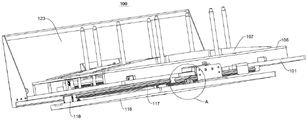
图2为本实用新型提供的一种柔性PP自动预叠合设备的结构示意图二(隐藏机壳);
图3为本实用新型提供的一种柔性PP自动预叠合设备的结构示意图三(隐藏机壳和机架);
图4为放置装置的结构示意图一;
图5为放置装置的结构示意图二(隐藏支撑板和垫板);
图6为放置装置的结构示意图三;
图7为图6的A处放大图;
图8为吸料装置的结构示意图;
图9为吸料装置的主视图;
图10为吸料机构的结构示意图一;
图11为吸料机构的结构示意图二(隐藏安装板及放护板);
图12为吸料升降机构的结构示意图;
图13为横移机构的结构示意图;
图14为图13的B处放大图;
图15为升降装置的结构示意图一;
图16为升降装置的结构示意图二(隐藏转运小车及叠合台);
图17为图16的C处放大图;
图18为升降装置的结构示意图三(隐藏转运小车及叠合台);
图19为图18的D处放大图;
图标:100-放置装置,101-底板,102-第一滑块,103-第一挡杆,104-第二滑块,105-第二挡杆,106-支撑板,107-垫板,108-第一双向丝杠,109-第一手轮,110-第二双向丝杠,111-第二手轮,112-第一驱动杆,113-锥齿轮,114-第一导轨,115-第二导轨,116-第三安装板,117-第三导轨,18-固定滑座,119-支撑滚轮,120-导向块,121-磁性块,122-电磁铁,123-盖板,124-把手,125-支柱;
200-吸料装置,200a-吸料机构,201-第一安装板,202-连接支架,203-第一滑座,203a-第一固定座,204-吸料板,205-吸料嘴,206-调节机构,206a-第三双向丝杠,206b-第一驱动马达,206c-第一皮带,207-抖动气缸,208-第四导轨,209-防护板,200b-吸料升降机构,210-升降座,211-第一丝杠,212-第一驱动元件,213-第五导轨,200c-横移机构,214-连接座,214a-第二固定座,215-导向座,216-第六导轨,217-第二驱动马达,218-第二皮带,219-上夹块,220-下夹块,221-导轨座;
300-升降装置,301-安装架,302-转运小车,303-叠合台,304-支撑块,305-叠合升降机构,3051-第二安装板,3052-第七导轨,3053-第二滑座,3053a-第一夹块,3053b-第二夹块,3054-传动皮带,3054a-竖直段,3054b-横向段,3055-第一带轮,3056-第二带轮,3057-导向轮,3058-第二驱动杆,3059-第三驱动马达,306-翻转机构,3061-翻转气缸,3062-连接件,307-更换升降机构;
400-机壳,500-机架。
具体实施方式
请参考图1-3,一种柔性PP自动预叠合设备,包括吸料装置200、用于放置PP膜的放置装置100和用于升降叠合台303的升降装置300,使用时通过吸料装置200吸取PP膜到叠合台303进行预叠。下面分别对放置装置100、吸料装置200和升降装置300详细阐述。
请参考图4-7,放置装置100包括底板101,底板101的顶部沿第一方向设有两个可相互靠近或远离的第一滑块102,底板101的顶部沿垂直于第一方向的第二方向设有两个可相互靠近或远离的第二滑块104,值得说明的是,第一方向和第二方向可以是任意两个在底板101顶面平面内相互垂直的两个方向,为了便于设置,本实施例第一方向为底板101的长度方向,第二方向为底板101的宽度方向。
底板101的上方固定连接有支撑板106,支撑板106的顶部设有垫板107,垫板107的顶面呈两端低、中间高的拱形结构,垫板107用于承载PP膜。值得说明的是,拱形结构可使得PP膜在堆叠放置在垫板107上后呈拱形结构,在后续吸料过程中,可通过吸料装置200吸住PP膜低处的两端,吸取的PP膜两端抬起后,此时下层相邻的PP膜两端向下垂,可避免下层的PP膜随被吸取的PP膜一起被带走。容易理解是,若不考虑上述原因,在本实用新型的其它实施例也可以不设置垫板107,直接通过支撑板106来承载PP膜。
第一滑块102上设有第一挡杆103,第二滑块104上设有第二挡杆105,本实施例中每个第一滑块102上均并列设有两个第一挡杆103,每个第二滑块104上均并列设有两个第二挡杆105,使用过程通过第一挡杆103和第二挡杆105对PP膜的侧边进行限位,避免PP膜的角度发生偏转,保证后续吸取到叠合台303时上下两层能够对齐。容易理解的是,支撑板106和垫板107上均设有避让第一挡杆103和第二挡杆105的避让槽。
具体地,第一滑块102与底板101通过至少两个第一导轨114连接,第一导轨114固定在底板101上,第一滑块102可沿第一导轨114滑动,底板101的顶部转动设置有第一双向丝杠108,其中一个第一滑块102通过螺纹连接于第一双向丝杠108的一端,另一个第一滑块102通过螺纹连接于第一双向丝杠108的另一端,第一双向丝杠108连接有第一驱动部件,第一驱动件包括第一手轮109,第一手轮109连接于第一双向丝杠108的一端,转动第一手轮109即可带动第一双向丝杠108转动。
第二滑块104与底板101滑动连接,底板101的顶部转动设置有第二双向丝杠110,其中一个第二滑块104通过螺纹连接于第二双向丝杠110的一端,另一个第二滑块104通过螺纹连接于第二双向丝杠110的另一端,第二双向丝杠110连接有第二驱动部件,第二驱动机构包括第一驱动杆112和第二手轮111,第一驱动杆112平行于第一双向丝杠108且转动设置于底板101的顶部,第一驱动杆112靠近第一手轮109的一端设有第二手轮111,第一驱动杆112的另一端与第二双向丝杠110通过一对相互啮合的锥齿轮113传动。值得说明的是,如此设置,可使的第一手轮109和第二手轮111在底板101的同一侧,便于在一个方向操作。
此外,容易理解的是,在本实用新型的其它实施例中,也可以通过四个丝杠来分别调节第一滑块102和第二滑块104的位置,第一手轮109和第二手轮111也可以采用步进电机替代。
值得说明的是,由于第一双向丝杠108和第二双向丝杠110两端的螺纹旋向相反,因此通过转动转动第一手轮109能够带动两个第一滑块102相互靠近或远离,从而调节两个第一滑块102上第一挡杆103的距离,以适应不同长度的PP膜;通过转动转动第二手轮111能够带动两个第二滑块104相互靠近或远离,从而调节两个第二滑块104上第二挡杆105的距离,以适应不同宽度的PP膜。
底板101的底部设有第三安装板116,底板101可滑动地连接于第三安装板116上。本实施例中,将多个PP膜放置装置100并列布置,通过第三安装板116固定在机壳400的内部的机架500上,每个PP膜放置装置100放置不同种类的PP膜;在机壳400上开口,以便能够将PP膜放置装置100拉出添加PP膜,进一步地,可在底板101靠近第一手轮109和第二手轮111的一端设置封闭开口的盖板123,盖板123上设有把手124,便于将PP膜放置装置100以抽屉的形式拉出。
具体地,底板101的底部并列设有至少两个第三导轨117,容易理解的是,实际应用时需要将PP膜放置装置100沿第一双向丝杠108的轴向拉出,因此第三导轨117沿第一双向丝杠108的轴向延伸,第三安装板116的一端(本实例即是指靠近第一手轮109和第二手轮111的一端)设有与第三导轨117配合的固定滑座18,第三安装板116的中部设有支撑滚轮119,底板101的底部设有与支撑滚轮119相抵的导向块120,导向块120远离固定滑座18的一端设有导向斜面。值得说明的,在添膜后将PP膜放置装置100推入机壳400内部时,导向斜面的设置便于底板101滑上支撑滚轮119,此外,支撑滚轮119可便于减小摩擦,使推入拉出更加顺畅。
底板101远离固定滑座18的一端设有磁性块121,第三安装板116设有可与磁性块121吸合的电磁铁122,在添膜后将PP膜放置装置100推入到底后,磁性块121与电磁铁122接触,再将电磁铁122通电,使电磁铁122与磁性块121吸合,避免PP膜放置装置100以外滑出机壳400外。
请参考图8-14,吸料装置200包括吸料机构200a,吸料机构200a连接有驱动其升降的吸料升降机构200b,吸料升降机构200b连接有横移机构200c,以使吸料吸料升降机构200b沿若干放置装置100的连线方向(为了便于描述,下文简称横向)移动。
吸料机构200a包括第一安装板201,第一安装板201与吸料升降机构200b固定连接,具体地,为了使结构更加稳定,本实施例第一安装板201的下方固定连接有连接支架202,连接支架202与吸料升降机构200b固定连接,再在连接支架202和第一安装板201外周设置相应的防护板209。第一安装板201的底部两端均滑动连接有第一滑座203,具体地,第一安装板201的底部设有两并列布置的第四导轨208,第一滑座203与第四导轨208配合。
第一滑座203的底部设有吸料板204,吸料板204上设有若干吸料嘴205,容易理解的是,吸料嘴205沿一条直线间隔布置,以便吸料时能够吸住PP膜的整个侧边顶部。吸料嘴205采用真空吸料嘴205,每个真空吸料嘴205通过支连接管(图未示)连接主连接管(图未示),主连接管再连接抽真空设备(图未示)进行抽真空产生负压。由于真空吸料嘴205的工作方式为本领域常规技术,又不是本实用新型的实用新型点,因此此处不再赘述。
本实施例中吸料嘴205倾斜布置,且吸料嘴205沿轴线向下沿伸的方向为远离第一安装板201中部的方向。值得说明的是,吸料时,两组吸料嘴205(为了便于描述,将一个吸料板204上设置的所有吸料嘴205称为一组吸料嘴205,因此两个吸料板204便具有两组吸料嘴205)各吸住PP膜的一端,两组吸料嘴205在吸料时能够使PP膜两端上翘,而且配合上述垫板107的结构使用,进一步便于下层PP膜脱离,有效防止一次吸取多张PP膜。
第一安装板201上设有用于驱动两个第一滑座203相互靠近或远离的调节机构206,具体地,调节机构206包括转动设置于第一安装板201底部的第三双向丝杠206a,第三双向丝杠206a的一端通过螺纹与其中一个第一滑座203连接,第三双向丝杠206a的另一端通过螺纹与另一个第一滑座203连接,为了便于连接,两个第一滑座203上均设有与第三双向丝杠206a连接的第一固定座203a,第一安装板201上设有驱动第三双向丝杠206a转动的第一驱动部件。在本实用新型的其它实施例中,每个第一滑座203也可以通过螺纹单独连接两个丝杠,每个丝杠通过独立的驱动部件来带动其转动;还可以通过电动推杆等其它方式来实现两个第一滑座203的相互靠近或远离。
值得说明的是,第三双向丝杠206a的两端螺纹旋向相反,使用时通过第三驱动部件带动第三双向丝杠206a转动即可使两个第一滑座203相互靠近或远离,从而调节两组吸料嘴205的距离,以便适应不同宽度的PP膜。
第三驱动部件包括第一驱动马达206b,第一驱动马达206b的输出端通过第一皮带206c与第三双向丝杠206a的中部连接,容易理解的是,第一驱动马达206b的输出端和第三双向丝杠206a的中部均设有用于连接第一皮带206c的带轮。在本实用新型的其它实施例中,第三驱动部件也可以是第一驱动马达206b的输出端通过其它形式与第三双向丝杠206a传动,例如可通过齿轮或者链轮传动。
第一滑座203上设有抖动气缸207,抖动气缸207的输出端与吸料板204连接,抖动气缸207的作用力方向沿吸料嘴205的轴向,在吸料嘴205吸料后,通过抖动气缸207的伸缩可使PP膜的两端上下抖动,进一步有助于下层PP膜与吸取的PP膜分离,防止一次吸取多张PP膜。
吸料升降机构200b包括升降座210,升降座210可上下滑动地设于横移机构200c上,具体地,横移机构200c上固设有两组导轨座221,升降座210上并列设有两条与导轨座221配合的第五导轨213,升降座210上转动设置有沿上下方向布置的第一丝杠211,第一丝杠211的一端连接有第一驱动元件212,第一驱动元件212为马达,第一丝杠211的中部与横移机构200c通过螺纹连接,上述连接支架202与升降座210的底端固定连接。由于丝杠与横移机构200c通过螺纹连接,因此第一驱动元件212带动第一丝杠211转动(正转或反转)时,可带动升降座210及第一丝杠211整体上下升降,从而实现吸料机构200a的升降。
横移机构200c包括连接座214和导向座215,连接座214可横向滑动地设于导向座215上,具体地,导向座215上设有第六导轨216,连接座214可滑动地设置在第三导轨117上,吸料升降机构200b与连接座214固定连接,为了方便连接,连接座214上设有第二固定座214a,第二固定座214a与吸料升降机构200b的第一丝杠211通过螺纹连接。
导向座215上设有驱动连接座214滑动的第四驱动部件,第四驱动部件包括设于导向座215一端的第二驱动马达217,第二驱动马达217的输出端通过第二皮带218与导向座215的另一端连接,容易理解的是,第二驱动马达217的输出端和导向座215的另一端均设有用于连接第二皮带218的带轮;连接座214与第二皮带218的一侧固定连接,具体地,连接座214上设有下夹块220,下夹块220上设有卡住第二皮带218的卡槽,下夹块220的上方通过螺钉连接有下夹块220,上夹块219和下夹块220共同夹住第二皮带218,避免打滑。
在第二驱动马达217正反转时,可带动第二皮带218顺时针或逆时针转动行走,由于连接座214固定在第二皮带218的一侧,因此连接座214能够跟随第二皮带218运动实现横向来回移动。值得说明的是,在本实用新型的其它实施例中,第四驱动部件也可以是丝杠以及连接在丝杠一端的马达,丝杠转动设置于导向座215上,丝杠与导向座215通过螺纹连接,在马达正反转时,即可带动导向座215沿丝杠来回运动。
实际应用中,为了提高效率,还可在导向座215的两侧均设置横移机构200c,再在横移机构200c上设置相应的吸料升降机构200b,吸料升降机构200b上设置相应的吸料机构200a,容易理解的是,为了避免干涉,两个吸料机构200a在导向座215上相同横向位置时,应处于不同高度,工作时处于导向座215上横向不同位置上。
请参考图15-19,升降装置300包括安装架301,转运小车302和用于叠放PP膜的叠合台303,叠合台303放置于转运小车302上,本实施例中,安装架301安装在机架上,安装架301的两侧各设有一个用于支撑叠合台303的支撑块304以及用于升降支撑块304的叠合升降机构305,支撑块304与叠合升降机构305的升降部分转动连接,叠合升降机构305的升降部分上设有用于驱动支撑块304翻转的翻转机构306。
叠合升降机构305包括第二安装板3051,第二安装板3051上滑动连接有可上下滑动的第二滑座3053,具体地,第二滑座3053与第二安装板3051通过至少两个并列布置的第七导轨3052连接,即第二滑座3053可沿第七导轨3052上下滑动,第七导轨3052起到导向作用。
支撑块304与第二滑座3053转动连接,第二滑座3053上设有用于带动第二滑座3053滑动的传动皮带3054,传动皮带3054包括相互垂直的竖直段3054a和横向段3054b,具体地,第二滑座3053的顶端设有第一带轮3055,安装架301的后侧设有第二带轮3056,第二滑座3053的底端设有两个导向轮3057,传动皮带3054依次包绕在第一带轮3055、导向轮3057和第二带轮3056上,以实现传动皮带3054的垂直转向。本实施例中,两个叠合升降机构305中传动皮带3054的横向段3054b后端之间即两个第二带轮3056之间连接有第二驱动杆3058,第二驱动杆3058的一端连接有第三驱动马达3059,如此设置,可使得两个叠合升降机构305的传动皮带3054同步运动。
第二滑座3053与传动皮带3054的竖直段3054a的一侧固定连接,通过传动皮带3054往复转动,即可带动第二滑座3053上下升降;具体地,第二滑座3053上设有第一夹块3053a和第二夹块3053b,第一夹块3053a与第二滑座3053固定连接,第二夹块3053b与第一夹块3053a通过螺钉连接,第一夹块3053a和第二夹块3053b共同作用夹住传动皮带3054的竖直段3054a的一侧,以便跟随传动皮带3054一起运动。
值得说明的是,在本实用新型的其它实施例中,第二滑座3053也可以通过丝杠来驱动,即丝杆转动设置于安装板,第二滑座3053与丝杠通过螺纹连接,再在丝杠的一端连接马达,也可以实现第二滑座3053的升降。
翻转机构306设于第二滑座3053上,本实施例中翻转机构306包括翻转气缸3061,翻转气缸3061的底端与叠合升降机构305的升降部分即第二滑座3053铰接,翻转气缸3061的顶端与支撑块304铰接,为了避免支撑块304的形状过于复杂,本实施例翻转机构306还包括连接件3062,连接连接件3062的一端与支撑块304固定连接,连接件3062的另一端与翻转机构306的顶端铰接。
请参考图16、图17,此时支撑块304的位置为工作状态的姿态,在翻转支撑块304时,翻转气缸3061的输出轴缩回,即可带动支撑块304绕转动连接处向上翻转,翻转后即可将转运小车302推进推出,翻转气缸3061的输出轴伸出即可使支撑块304复位。
值得说明的是,在本实用新型的其它实施例中,翻转机构306也可以是通过能够自锁的马达连接在支撑块304转动处的转轴上,通过马达的转动可带动转轴及支撑块304翻转。
转运小车302的顶部设有更换升降机构307,叠合台303放置于更换升降机构307上,更换升降机构307可采用现有技术常用的剪刀臂升降机构或者千斤顶式升降机构,如此设置,可使叠合台303的一部分升降高度由更换升降机构307来实现,可减小叠合升降机构305的升降高度。
本实施例转运小车302可为AGV小车又叫无人搬运车,采用AGV下车,有利于进一步提高自动化,减少工人劳动强度。值得说明的是,AGV小车为转运领域常用的设备,指装备有电磁或光学等自动导航装置,能够沿规定的导航路径行驶,具有安全保护以及各种移载功能的运输车。工业应用中不需要驾驶员的搬运车,以可充电的蓄电池为其动力来源。一般可通过电脑来控制其行进路径以及行为,或利用电磁轨道来设立其行进路径,电磁轨道黏贴于地板上,无人搬运车则依靠电磁轨道所带来的讯息进行移动与动作。
本实用新型的工作过程如下:
做好工作前的准备后,首先翻转气缸3061的输出轴缩回,带动支撑块304绕其转动处向上翻转,支撑块304翻转后,通过转运小车302将空载的叠合台303推入到两个支撑块304之间,此时可通过更换升降机构307升降使叠合台303的底部在支撑块304的上方,再使翻转气缸3061的输出轴伸出,将支撑块304复位,通过更换升降机构307将叠合台303下放到支撑块304上,然后再通过叠合升降机构305使空载的叠合台303上升到指定位置。
通过若干放置装置100来分别放置不同类型的PP膜,再通过吸料装置200的横移机构200c带动吸料沿沿若干放置装置100的连线方向移动,吸料机构200a移动到放置装置100的正上方后,通过吸料升降机构200b使吸料机构200a下降并抓取PP膜,然后将PP膜转移到叠合台303上进行预叠;设置的升降装置300便于叠合的升降,每当在叠合台303上放置一片或几片PP膜时,即可通过叠合升降机构305使叠合台303下降对应的高度,叠放到所需厚度后,通过更换升降机构307顶部支撑住叠合台303的底部,再通过翻转机构306将支撑块304再次翻转,以便通过转运小车302将载有PP膜的叠合台303移走,更换新的空载叠合台303进行下一次叠合。本实用新型自动化程度高,减少了工人的劳动强度,提高了工作效率。
此外,本实施例中,可将两套叠合设备对称设置,两套叠合设备可以同时运行,进一步提高工作效率。容易理解的是,本实施例中的气缸及马达等均通过PLC控制器编程控制,此技术为自动化生产领域均会用到的技术,为本领域现有技术,而且也不是本实用新型的实用新型点,因此此处不再赘述。
以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (11)
1.一种柔性PP自动预叠合设备,其特征在于,包括:
若干用于放置PP膜的放置装置(100),若干放置装置(100)并列设置;
吸料装置(200),包括吸料机构(200a),吸料机构(200a)连接有驱动其升降的吸料升降机构(200b),吸料升降机构(200b)连接有横移机构(200c),以使吸料升降机构(200b)沿若干放置装置(100)的连线方向移动;
升降装置(300),包括安装架(301),转运小车(302)和用于叠放PP膜的叠合台(303),叠合台(303)放置于转运小车(302)上,安装架(301)的两侧各设有一个用于支撑叠合台(303)的支撑块(304)以及用于升降支撑块(304)的叠合升降机构(305),支撑块(304)与叠合升降机构(305)的升降部分转动连接,叠合升降机构(305)的升降部分上设有用于驱动支撑块(304)翻转的翻转机构(306)。
2.根据权利要求1所述的柔性PP自动预叠合设备,其特征在于:所述放置装置(100)包括底板(101),底板(101)的顶部沿第一方向设有两个可相互靠近或远离的第一滑块(102),第一滑块(102)上设有第一挡杆(103),底板(101)的顶部沿垂直于第一方向的第二方向设有两个可相互靠近或远离的第二滑块(104),第二滑块(104)上设有第二挡杆(105),底板(101)的上方固定连接有支撑板(106)。
3.根据权利要求2所述的柔性PP自动预叠合设备,其特征在于:所述第一滑块(102)与所述底板(101)滑动连接,底板(101)的顶部转动设置有第一双向丝杠(108),其中一个第一滑块(102)通过螺纹连接于第一双向丝杠(108)的一端,另一个第一滑块(102)通过螺纹连接于第一双向丝杠(108)的另一端,第一双向丝杠(108)连接有第一驱动部件;所述第二滑块(104)与所述底板(101)滑动连接,底板(101)的顶部转动设置有第二双向丝杠(110),其中一个第二滑块(104)通过螺纹连接于第二双向丝杠(110)的一端,另一个第二滑块(104)通过螺纹连接于第二双向丝杠(110)的另一端,第二双向丝杠(110)连接有第二驱动部件。
4.根据权利要求3所述的柔性PP自动预叠合设备,其特征在于:所述第一驱动部件包括第一手轮(109),第一手轮(109)连接于第一双向丝杠(108)的一端;所述第二驱动机构包括第一驱动杆(112)和第二手轮(111),第一驱动杆(112)平行于所述第一双向丝杠(108)且转动设置于底板(101)的顶部,第一驱动杆(112)靠近第一手轮(109)的一端设有第二手轮(111),第一驱动杆(112)的另一端与所述第二双向丝杠(110)通过一对相互啮合的锥齿轮(113)传动。
5.根据权利要求2所述的柔性PP自动预叠合设备,其特征在于:所述支撑板(106)的顶部设有垫板(107),垫板(107)的顶面呈两端低、中间高的拱形结构。
6.根据权利要求1所述的柔性PP自动预叠合设备,其特征在于:所述吸料机构(200a)包括第一安装板(201),第一安装板(201)与所述吸料升降机构(200b)固定连接,第一安装板(201)的底部两端均滑动连接有第一滑座(203),第一安装板(201)上设有用于驱动两个第一滑座(203)相互靠近或远离的调节机构(206),第一滑座(203)的底部设有吸料板(204),吸料板(204)上设有若干吸料嘴(205)。
7.根据权利要求6所述的柔性PP自动预叠合设备,其特征在于:所述调节机构(206)包括转动设置于所述第一安装板(201)底部的第三双向丝杠(206a),第三双向丝杠(206a)的一端通过螺纹与其中一个第一滑座(203)连接,第三双向丝杠(206a)的另一端通过螺纹与另一个第一滑座(203)连接,第一安装板(201)上设有驱动第三双向丝杠(206a)转动的第三驱动部件。
8.根据权利要求6所述的柔性PP自动预叠合设备,其特征在于:所述吸料升降机构(200b)包括升降座(210),升降座(210)可上下滑动地设于所述横移机构(200c)上,所述第一安装板(201)与所述升降座(210)的底端固定连接,升降座(210)上转动设置有沿上下方向布置的第一丝杠(211),第一丝杠(211)的一端连接有第一驱动元件(212),第一丝杠(211)的中部与所述横移机构(200c)通过螺纹连接。
9.根据权利要求6所述的柔性PP自动预叠合设备,其特征在于:所述吸料嘴(205)倾斜布置,且吸料嘴(205)沿轴线向下沿伸的方向为远离所述第一安装板(201)中部的方向。
10.根据权利要求1所述的柔性PP自动预叠合设备,其特征在于:所述叠合升降机构(305)包括第二安装板(3051),第二安装板(3051)上滑动连接有可上下滑动的第二滑座(3053),所述支撑块(304)与第二滑座(3053)转动连接,所述翻转机构(306)设于第二滑座(3053)上,第二滑座(3053)上设有用于带动第二滑座(3053)滑动的传动皮带(3054)。
11.根据权利要求10所述的柔性PP自动预叠合设备,其特征在于:所述传动皮带(3054)包括相互垂直的竖直段(3054a)和横向段(3054b),所述第二滑座(3053)与竖直段(3054a)的一侧固定连接,两个叠合升降机构(305)中传动皮带(3054)的横向段(3054b)后端之间连接有第二驱动杆(3058),第二驱动杆(3058)的一端连接有第三驱动马达(3059)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123195543.8U CN216763636U (zh) | 2021-12-16 | 2021-12-16 | 一种柔性pp自动预叠合设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123195543.8U CN216763636U (zh) | 2021-12-16 | 2021-12-16 | 一种柔性pp自动预叠合设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216763636U true CN216763636U (zh) | 2022-06-17 |
Family
ID=81966244
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202123195543.8U Active CN216763636U (zh) | 2021-12-16 | 2021-12-16 | 一种柔性pp自动预叠合设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216763636U (zh) |
-
2021
- 2021-12-16 CN CN202123195543.8U patent/CN216763636U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109533973B (zh) | 玻璃自动下料机 | |
| CN205381739U (zh) | 一种自动打饭机的餐盘输送装置 | |
| CN109941765B (zh) | 一种多用途的上料装置及上料方法 | |
| CN109848751B (zh) | 用于金属板材切割生产线的上下料转运系统 | |
| TWI571421B (zh) | Automatic stacking machine and automatic stacking method | |
| CN206871976U (zh) | 一种自动上料机 | |
| CN106025327B (zh) | 一种电池包板机 | |
| CN216763636U (zh) | 一种柔性pp自动预叠合设备 | |
| CN114148791A (zh) | 一种柔性pp自动预叠合设备 | |
| CN211997827U (zh) | 自动接料码垛系统 | |
| CN113320992A (zh) | 双通道拆叠垛机及拆叠垛方法 | |
| CN210914421U (zh) | 一种箱体自动码垛机 | |
| CN216836273U (zh) | 一种薄膜抓取分离装置 | |
| CN114148788A (zh) | 一种薄膜抓取分离方法及装置 | |
| CN208700048U (zh) | 一种玻璃面板自动上料装置 | |
| CN110421959A (zh) | 一种自动撕膜机构 | |
| CN215433736U (zh) | 一种电池片吸取机构、电池片搬运装置及串焊机 | |
| CN113526145A (zh) | 分层上料系统以及分切机 | |
| CN107020330B (zh) | 一种紧凑型冲床上下料装置 | |
| CN219278858U (zh) | 一种自动上下料机构 | |
| CN210878185U (zh) | 应用于电梯门板生产的自动送板装置 | |
| CN117594352B (zh) | 一种铁芯叠片设备 | |
| CN216835702U (zh) | 一种叠合用升降装置 | |
| CN210864916U (zh) | 一种出货装置及自动售货机 | |
| CN218950447U (zh) | 一种板材码垛机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: 629000 No. 1, Qifeng Middle Road, high tech Zone, Suining City, Sichuan Province Patentee after: Sichuan Tuopule Technology Co.,Ltd. Country or region after: China Address before: 629000 No. 1, Qifeng Middle Road, high tech Zone, Suining City, Sichuan Province Patentee before: Sichuan Tuobule Technology Co.,Ltd. Country or region before: China |