CN216066171U - 定子铁芯焊接工装 - Google Patents
定子铁芯焊接工装 Download PDFInfo
- Publication number
- CN216066171U CN216066171U CN202122269062.0U CN202122269062U CN216066171U CN 216066171 U CN216066171 U CN 216066171U CN 202122269062 U CN202122269062 U CN 202122269062U CN 216066171 U CN216066171 U CN 216066171U
- Authority
- CN
- China
- Prior art keywords
- mandrel
- pushing
- stator core
- expansion
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Manufacture Of Motors, Generators (AREA)
Abstract
本实用新型公开了一种定子铁芯焊接工装,包括设置在工作台上的加工工位,还包括焊接基座,多根槽定位条、沿着加工工位轴心的径向滑动套设在相应的槽定位条上的多个涨块、芯轴底板、芯轴杆、推动芯轴,推动芯轴具有径向向外伸出的多个推齿,推齿与涨块相斜面配合,且每个涨块上具有推齿槽,每个推齿插在相应的推齿槽内,还包括由焊接基座上向上伸出并沿着加工工位轴心圆周方向均匀分布的多根芯轴防转镶块、固定在多根芯轴防转镶块上端部的涨紧压板,每根芯轴防转镶块位于相邻的两个推齿之间。通过推动芯轴的上下运动,转化为涨块的扩张来将铁芯叠片径向撑紧实现同心度,通过设置多根芯轴防转镶块来防止在上压头下压过程中的芯轴扭动。
Description
技术领域
本实用新型涉及一种定子铁芯焊接工装。
背景技术
随着我国新能源汽车的快速发展,对新能源汽车零部件的要求也越来越高,定子铁芯的质量要求也愈来愈高,在保证生产质量的前提下,如何提升生产效率是一个亟待解决的问题。定子铁芯是由多个叠片焊接而成的整体结构,因此定子铁芯的质量很大程度上取决于定子铁芯的焊接工装。
现有技术中,定子铁芯焊接工装也有多种,如授权公告号CN 210878333 U的一种高速电机定子硅钢片焊接工装模具,包括芯轴、涨芯、压缩弹簧、锥套和定子冲片组,所述涨芯活动套接在芯轴上,所述压缩弹簧活动套接在芯轴上,且压缩弹簧位于涨芯的轴心孔中,所述锥套的数量为两个,两个所述锥套分别活动套接在芯轴的上下两端,所述定子冲片组活动套接在涨芯上,所述涨芯的上下两侧均开设有锥形孔,且涨芯的锥形孔与涨芯的轴心孔连通,所述锥套插接在涨芯的锥形孔中。
实用新型内容
本实用新型要解决的技术问题是提供一种定子铁芯焊接工装。
为了解决上述技术问题,本实用新型采用的技术方案是:一种定子铁芯焊接工装,用于固定定子铁芯,包括设置在工作台上的加工工位,所述加工工位能够转动地设置在所述工作台上,还包括安装在所述加工工位上的焊接基座,由所述焊接基座向上伸出并且沿着加工工位轴心圆周方向均匀分布的多根槽定位条、沿着加工工位轴心的径向滑动套设在相应的所述槽定位条上的多个涨块、能够上下滑动地设置在所述焊接基座下部的芯轴底板、穿插在所述焊接基座中间且下端部固定在所述芯轴底板上的芯轴杆、套设并固定在所述芯轴杆上部的推动芯轴,所述推动芯轴具有径向向外伸出的多个推齿,所述推齿与所述涨块相斜面配合,且每个所述涨块上具有推齿槽,每个所述推齿插在相应的所述推齿槽内,所述焊接基座与所述芯轴底板之间设置有复位弹簧,还包括由所述焊接基座上向上伸出并沿着加工工位轴心圆周方向均匀分布的多根芯轴防转镶块、固定在多根所述芯轴防转镶块上端部的涨紧压板,每根所述芯轴防转镶块位于相邻的两个所述推齿之间。
在某些实施方式中,位于所述定子铁芯焊接工装上方的伺服压机上压头上具有多个沿着加工工位轴心圆周方向均匀分布上压头传动键,多个所述上压头传动键分别位于相应的所述推齿的正上方,下压时所述上压头传动键抵在所述推齿上。
在某些实施方式中,所述上压头的下表面向下伸出有焊接时用于压在定子铁芯上的压边。
在某些实施方式中,多个所述涨块围合成呈圆柱形的中空涨套。
在某些实施方式中,所述芯轴底板固定在能够使得所述上压头压力解除后所述推动芯轴具有向上运动趋势卸料顶出杆上,所述卸料顶出杆通过升降机构能够上下滑动地设置在所述加工工位上。
在某些实施方式中,所述升降机构为气缸。
本实用新型的范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本申请中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案等。
由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:本实用新型提供了一种定子铁芯焊接工装,通过推动芯轴的上下运动,转化为涨块的扩张来将铁芯叠片径向撑紧实现同心度,并且将铁芯叠片的位置相对固定,当上方的上压头下压时即可焊接,通过设置多根芯轴防转镶块来防止在上压头下压过程中的芯轴扭动,保证芯轴与涨块之间的配合正常顺畅,提高工作的稳定性,提高焊接的精度,增长使用寿命。
附图说明
图1为安装有定子铁芯焊接工装的工作台平面图;
图2为工装分解示意图;
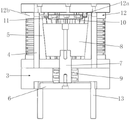
图3为工装剖面图;
其中: 1、工作台;2、加工工位;3、焊接基座;4、槽定位条;5、涨块;5a、推齿槽;6、芯轴底板;7、芯轴杆;8、推动芯轴;8a、推齿;9、复位弹簧;10、芯轴防转镶块;11、涨紧压板;12、上压头;12a、上压头传动键;12b、压边;13、卸料顶出杆。
具体实施方式
如各图所示,在本实施例中,一种定子铁芯焊接工装,用于固定定子铁芯,包括设置在工作台1上的加工工位2,所述加工工位2能够转动地设置在所述工作台1上,还包括安装在所述加工工位2上的焊接基座3,由所述焊接基座3向上伸出并且沿着加工工位轴心圆周方向均匀分布的六根槽定位条4、沿着加工工位轴心的径向滑动套设在相应的所述槽定位条4上的六个涨块5、能够上下滑动地设置在所述焊接基座3下部的芯轴底板6、穿插在所述焊接基座3中间且下端部固定在所述芯轴底板6上的芯轴杆7、套设并固定在所述芯轴杆7上部的推动芯轴8,所述推动芯轴8具有径向向外伸出的六个推齿8a,所述推齿8a与所述涨块5相斜面配合,且每个所述涨块5上具有推齿槽5a,每个所述推齿8a插在相应的所述推齿槽5a内,所述焊接基座3与所述芯轴底板6之间设置有使得所述推动芯轴具有向上运动趋势的复位弹簧9,还包括由所述焊接基座3上向上伸出并沿着加工工位轴心圆周方向均匀分布的六根芯轴防转镶块10、固定在六根所述芯轴防转镶块10上端部的涨紧压板11,每根所述芯轴防转镶块10位于相邻的两个所述推齿8a之间。通过设置多根芯轴防转镶块来防止在上压头下压过程中的芯轴扭动,保证芯轴与涨块之间的配合正常顺畅,提高工作的稳定性,提高焊接的精度,增长使用寿命。
在本实施例中,六个所述涨块5围合成呈圆柱形的中空涨套。
在本实施例中,位于所述定子铁芯焊接工装上方的伺服压机上压头12上具有六个沿着加工工位轴心圆周方向均匀分布上压头传动键12a,六个所述上压头传动键12a分别位于相应的所述推齿8a的正上方,下压时所述上压头传动键12a抵在所述推齿8a上。所述上压头12的下表面向下伸出有焊接时用于压在定子铁芯上的压边12b。
所述芯轴底板6固定在能够使得所述上压头12压力解除后所述推动芯轴8具有向上运动趋势卸料顶出杆13上,所述卸料顶出杆13通过升降机构能够上下滑动地设置在所述加工工位2上。所述升降机构为气缸。
首先将铁芯叠片按顺序套设在涨套上,上压头下压时,上压头上的上压头传动键带动推动芯轴向下运动,推动芯轴上的推齿向外挤压与之配合的涨块使其沿径向向外扩展,当上压头向下运动至某一位置时,上压头的压边与铁芯叠片的上表面相接触,此时上压头停止向下运动。这个过程中多片铁芯叠片的内侧壁与多个涨块的外侧壁由分离状态转变为接触状态,当推动芯轴带动多个涨块继续向外扩展时,多片铁芯叠片的内侧壁与多个涨块的外侧壁因较大地涨紧力而相对静止,将铁芯叠片轴向压紧、径向撑紧,固定牢固,内圆扩张整齐,保证内孔整齐无错片,同时,保证了铁芯叠片的同心度。然后便能够焊接。使焊接后的铁芯槽口整齐,内圆同心,能保证铁芯叠片叠压系数和焊接变形量,保证了后续的铁芯叠片焊接质量。
焊接完成后,上压头回升,在复位弹簧的作用下,推动芯轴向上运动,此时多片铁芯叠片的内侧壁与多个涨块的外侧壁间没有作用力,便可卸下该焊好的定子铁芯,继续进行下一次的加工作业。
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
Claims (6)
1.一种定子铁芯焊接工装,用于固定定子铁芯,包括设置在工作台(1)上的加工工位(2),其特征在于:所述加工工位(2)能够转动地设置在所述工作台(1)上,还包括安装在所述加工工位(2)上的焊接基座(3),由所述焊接基座(3)向上伸出并且沿着加工工位轴心圆周方向均匀分布的多根槽定位条(4)、沿着加工工位轴心的径向滑动套设在相应的所述槽定位条(4)上的多个涨块(5)、能够上下滑动地设置在所述焊接基座(3)下部的芯轴底板(6)、穿插在所述焊接基座(3)中间且下端部固定在所述芯轴底板(6)上的芯轴杆(7)、套设并固定在所述芯轴杆(7)上部的推动芯轴(8),所述推动芯轴(8)具有径向向外伸出的多个推齿(8a),所述推齿(8a)与所述涨块(5)相斜面配合,且每个所述涨块(5)上具有推齿槽(5a),每个所述推齿(8a)插在相应的所述推齿槽(5a)内,所述焊接基座(3)与所述芯轴底板(6)之间设置有复位弹簧(9),还包括由所述焊接基座(3)上向上伸出并沿着加工工位轴心圆周方向均匀分布的多根芯轴防转镶块(10)、固定在多根所述芯轴防转镶块(10)上端部的涨紧压板(11),每根所述芯轴防转镶块(10)位于相邻的两个所述推齿(8a)之间。
2.根据权利要求1所述的定子铁芯焊接工装,其特征在于:位于所述定子铁芯焊接工装上方的伺服压机上压头(12)上具有多个沿着加工工位轴心圆周方向均匀分布上压头传动键(12a),多个所述上压头传动键(12a)分别位于相应的所述推齿(8a)的正上方,下压时所述上压头传动键(12a)抵在所述推齿(8a)上。
3.根据权利要求2所述的定子铁芯焊接工装,其特征在于:所述上压头(12)的下表面向下伸出有焊接时用于压在定子铁芯上的压边(12b)。
4.根据权利要求1所述的定子铁芯焊接工装,其特征在于:多个所述涨块(5)围合成呈圆柱形的中空涨套。
5.根据权利要求2所述的定子铁芯焊接工装,其特征在于:所述芯轴底板(6)固定在能够使得所述上压头(12)压力解除后所述推动芯轴(8)具有向上运动趋势的卸料顶出杆(13)上,所述卸料顶出杆(13)通过升降机构能够上下滑动地设置在所述加工工位(2)上。
6.根据权利要求5所述的定子铁芯焊接工装,其特征在于:所述升降机构为气缸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122269062.0U CN216066171U (zh) | 2021-09-18 | 2021-09-18 | 定子铁芯焊接工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122269062.0U CN216066171U (zh) | 2021-09-18 | 2021-09-18 | 定子铁芯焊接工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216066171U true CN216066171U (zh) | 2022-03-18 |
Family
ID=80677410
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122269062.0U Active CN216066171U (zh) | 2021-09-18 | 2021-09-18 | 定子铁芯焊接工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216066171U (zh) |
-
2021
- 2021-09-18 CN CN202122269062.0U patent/CN216066171U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN216066171U (zh) | 定子铁芯焊接工装 | |
| CN108620497B (zh) | 全自动压条机 | |
| CN106849539B (zh) | 一种简易定子铁芯叠压模具 | |
| CN103990695A (zh) | 一种落料弯曲复合模 | |
| CN218693347U (zh) | 一种圆罐成型模具 | |
| CN214639632U (zh) | 一种组合快换窝孔冲压模具 | |
| CN213317202U (zh) | 一种车轮轮辐拉伸加工模具 | |
| CN216252475U (zh) | 铁芯叠压工装及铁芯叠压模组 | |
| CN2640113Y (zh) | 缠绕式汽车发电机定子铁芯整形装置 | |
| CN211183739U (zh) | 一种拼块式定子铁芯的垂直度整形工装 | |
| CN212442841U (zh) | 铝合金冲压翻边复合模具 | |
| CN213436934U (zh) | 一种基于智能控制的锻压机用上料装置 | |
| CN214161117U (zh) | 一种带料上叶片圈圆的模具 | |
| CN210907672U (zh) | 顶盖切断翻边整形复合模具 | |
| CN207770592U (zh) | 一种用于汽车后盖的生产传递线 | |
| CN111390027A (zh) | 一种数控加工快速成形冲压模具 | |
| CN213613639U (zh) | 一种铜钥匙高速冲制模具 | |
| CN211071498U (zh) | 一种高效冲床模具 | |
| CN217665725U (zh) | 一种减少冲孔部位毛刺的模具 | |
| CN214978791U (zh) | 一种油冷电机定子散片的焊接定位工装 | |
| CN213671314U (zh) | 一种用于电器柜面板的成型模具 | |
| CN214814240U (zh) | 一种汽车排气端锥类零件的点铆接模具 | |
| CN214235792U (zh) | 一种阶梯包圆新型侧推成型装置 | |
| CN220605725U (zh) | 一种永磁电机转子铆压装置 | |
| CN214601378U (zh) | 一种渣浆泵端盖的冲孔装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |