CN212762114U - 一种用于铝型材加工的孔加工系统 - Google Patents
一种用于铝型材加工的孔加工系统 Download PDFInfo
- Publication number
- CN212762114U CN212762114U CN202021486014.6U CN202021486014U CN212762114U CN 212762114 U CN212762114 U CN 212762114U CN 202021486014 U CN202021486014 U CN 202021486014U CN 212762114 U CN212762114 U CN 212762114U
- Authority
- CN
- China
- Prior art keywords
- clamping
- frame
- aluminum profile
- punching
- drill bit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Drilling And Boring (AREA)
Abstract
本实用新型涉及铝型材自动加工设备技术领域,具体涉及一种用于铝型材加工的孔加工系统,包括输送架、支撑装夹机构、横向打孔机构、纵向打孔机构以及活动打孔机构,待加工铝型材设置在输送架上并由支撑装夹机构支撑并装夹,铝型材由设置在移动车上的夹持机构夹持并带动位移,输送架上设置有用于对铝型材底面进行加工的纵向打孔机构、用于对铝型材上表面进行加工的活动打孔机构以及多个用于对铝型材两侧面进行加工的横向打孔机构,加工过程中铝型材无需翻转重新定位,不仅有利于提高加工效率还可有效保证加工精度。
Description
技术领域
本实用新型涉及铝型材自动加工设备技术领域,具体涉及一种用于铝型材加工的孔加工系统。
背景技术
铝型材广泛应用于各个领域,生活中铝型材大多用于组成门窗框架,在铝型材的加工应用过程中,需要对铝型材进行分切、打孔和削筋等操作,用于门窗材料时,铝型材的各个侧面需要打上多种不同功能的孔,例如落水孔、注胶孔、执手孔、连接孔等,现有设备中对铝型材进行打孔时一般采用铣刀或者钻头,将铝型材固定后对其一侧面进行加工,加工后将铝型材绕轴线翻转加工其他侧面,加工过程中铝型材的翻转不仅会影响加工效率,铝型材翻转后还需要重新定位,而且容易发生翻转错误导致宕机,存在多种弊端。
实用新型内容
为解决上述问题,本实用新型提供了一种铝型材加工用的孔加工系统,包括输送架、支撑装夹机构、横向打孔机构、纵向打孔机构以及活动打孔机构,待加工铝型材设置在输送架上并由支撑装夹机构支撑并装夹,铝型材由设置在移动车上的夹持机构夹持并带动位移,输送架上设置有用于对铝型材底面进行加工的纵向打孔机构、用于对铝型材上表面进行加工的活动打孔机构以及多个用于对铝型材两侧面进行加工的横向打孔机构,加工过程中铝型材无需翻转重新定位,不仅有利于提高加工效率还可有效保证加工精度。
本实用新型为解决上述问题提供的是一种用于铝型材加工的孔加工系统,包括输送架、支撑装夹机构、横向打孔机构、纵向打孔机构以及活动打孔机构,所述输送架上沿输送方向固定设置有多个支撑底板,支撑底板水平设置且板面上安装有用于支撑和水平装夹待加工铝型材的支撑装夹机构,横向打孔机构和纵向打孔机构均固定安装在输送架上以分别向待加工铝型材的侧面和底面打孔加工,所述输送架上活动设置有两个可沿输送方向移动调节的移动车,活动打孔机构安装在一个移动车上以向待加工铝型材的顶部纵向打孔,另一个移动车上安装有用于夹持待加工铝型材端部的夹持机构。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述输送架的上表面沿输送方向固设有导向滑轨,输送架两侧面的上沿均固设有驱动齿条,驱动齿条表面沿长度方向均匀设置有多个齿牙,所述移动车包括移动架、调节架和安装架,移动架为龙门形架体且其两侧均安装有移动电机,移动电机通过其动力轴上安装的齿轮与驱动齿条传动连接以带动移动车沿输送方向移动调节,调节架活动安装在移动架的上表面,移动架上安装有用于带动调节架沿垂直输送方向移动的横向对位电机,安装架活动安装在移动架上,安装架上设置有用于带动安装架纵向升降调节的纵向对位电机。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述夹持机构安装在一个移动车的安装架上,夹持机构由横向对位电机和纵向对位电机联动调节以与待加工铝型材的端头正对,所述夹持机构包括安装杆、推杆和夹持头,安装杆安装在安装架上并与输送方向平行,安装杆远离移动车的端面上开设有夹持槽,夹持槽的槽底沿安装杆的长度方向开设有调节槽,安装杆的杆体上开设有与调节槽连通的条形槽,所述推杆活动穿设于调节槽内且其一端位于夹持槽内,推杆位于调节槽内的一端固接有连杆并且连杆穿设于条形槽内,连杆位于安装杆外的一端与夹持气缸连接;所述夹持头包括夹持块、夹爪和转轴,转轴固定穿设于夹持槽内并与安装杆垂直,两个夹持块分别位于转轴的两侧并与转轴铰接,夹持块位于夹持槽外部的一端固设有夹爪,推杆位于夹持槽内的一端位于两个夹持块之间以使其沿轴向运动时可通过带动两个夹持块绕转轴旋转,两个夹爪末端的间距变化以夹持或松开待加工铝型材的端部,所述夹持块位于夹持槽槽底的一端与夹持槽的槽壁通过弹性片连接,弹性片为U形片且其两端分别抵在夹持槽的槽壁和夹持块的侧壁。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述活动打孔机构安装在另一个移动车的安装架上,活动打孔机构包括用于钻孔的第一钻孔机和用于纵向固定铝型材的压料辊,第一钻孔机固定安装在纵向调节架上并且钻头竖直,安装架上纵向固设有压料气缸,压料辊水平设置并通过安装座安装在压料气缸的底端。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述支撑装夹机构包括支撑辊和装夹件,支撑辊通过轴承座可旋转地安装在支撑底板上,装夹件包括固定轮、活动轮和装夹气缸,固定轮为多个并沿输送方向固设在支撑底板上,活动轮固设在装夹气缸的活塞杆上,装夹气缸安装在支撑底板上且与支撑辊平行,待加工铝型材通过多个支撑辊支撑并由活动轮压在多个固定轮的侧面以实现水平装夹。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述支撑底板上还设置有压料机构,压料机构包括压料底座、转角气缸和压料板,压料底座固定安装在支撑底板上且其上板面与支撑辊的上沿平齐,转角气缸纵向固设在压料底座上,压料板位于压料底座的上方并固定安装在压料气缸的活塞杆上,压料板由转角气缸带动旋转下压以将被支撑装夹机构支撑并水平装夹的待加工铝型材固定压在压料底座上。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述输送架上沿输送方向固定安装有多个打孔对位座,横向打孔机构和纵向打孔机构分别通过打孔对位座安装在输送架上,打孔对位座包括对位底座、横向对位架和纵向对位架,对位底座与输送架固接且其上板面水平,横向对位架活动安装在对位底座上并由对位底座上设置的横向驱动电机带动沿与输送方向垂直的方向移动调节,纵向对位架活动安装在横向对位架上并由安装在横向对位架上的纵向驱动电机驱动沿竖直方向升降调节。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述横向打孔机构安装在一个打孔对位座的纵向对位架上,横向打孔机构包括安装筒、钻头装夹轴和钻孔电机,安装筒固定设置在纵向对位架上且其侧面开设有安装孔,钻头装夹轴穿设于安装孔内并通过轴承与安装筒连接,钻孔电机安装在纵向对位架上并与钻头装夹轴传动连接,所述钻头装夹轴水平设置且与输送方向垂直,钻头装夹轴的一端安装有用于安装钻头或铣刀的钻夹头。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述横向打孔机构为三个,三个横向打孔机构通过三个打孔对位座安装在输送架上并沿输送方向排布,三个横向打孔机构的钻头装夹轴上分别安装有变径钻头、铣刀和变径钻头;所述钻头装夹轴通过安装筒安装在纵向对位架上,钻头装夹轴的一端位于安装筒的外部,位于两个安装变径钻头的横向打孔机构上钻头分别位于待加工铝型材的两侧以分别对铝型材的两侧面打孔。
作为本实用新型一种用于铝型材加工的孔加工系统的进一步方案,所述纵向打孔机构包括第二钻孔机,第二钻孔机固定安装在纵向对位架上且其钻头竖直。
有益效果
待加工的铝型材由输送架上设置的支撑装夹机构支撑并活动装夹,输送架上还设置有用于纵向固定铝型材的压料机构,夹持机构安装在一个移动车上,夹持机构将铝型材的一端装夹并可沿输送方向调节铝型材的位置,铝型材的底部由输送架上设置的纵向打孔机构进行加工,顶部由另一个移动车上的活动打孔机构来加工,铝型材的两侧分别由多个横向打孔机构加工,铝型材由夹持机构及其所在的移动车带动移动使其加工位置与横向打孔机构或纵向打孔机构对应,活动打孔机构根据铝型材的位置自由移动以完成铝型材上表面的加工,加工过程中铝型材无需翻转重新定位,不仅有利于提高加工效率还可有效保证加工精度。
附图说明
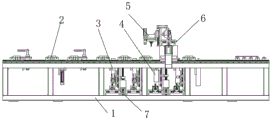
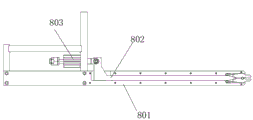
图1是本实用新型孔加工系统的侧面结构示意图;
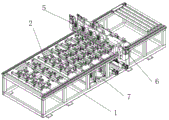
图2是本实用新型孔加工系统的各机构安装分布示意图;
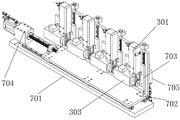
图3是本实用新型孔加工系统的横向打孔机构和纵向打孔机构的分布示意俯视图;
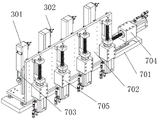
图4是本实用新型孔加工系统的横向打孔机构的安装示意图;
图5是本实用新型孔加工系统的横向打孔机构的安装示意立体图;
图6是本实用新型孔加工系统的纵向打孔机构的安装示意图;
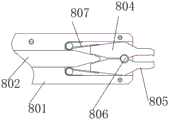
图7是本实用新型孔加工系统的夹持机构的安装示意图;
图8是本实用新型孔加工系统的夹持机构的侧面结构示意图;
图9是本实用新型孔加工系统的夹持头的内部结构示意图;
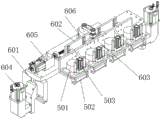
图10是本实用新型孔加工系统的活动打孔机构的安装示意图;
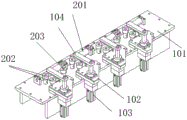
图11是本实用新型孔加工系统的支撑装夹机构的结构示意图;
图12是本实用新型孔加工系统的压料机构的安装示意图;
图中标记:1、输送架,2、支撑装夹机构,3、横向打孔机构,4、纵向打孔机构,5、活动打孔机构,6、移动车,7、打孔对位座,8、夹持机构,101、支撑底板,102、压料底座,103、转角气缸,104、压料板,201、支撑辊,202、固定轮,203、活动轮,301、安装筒,302、钻头装夹轴,303、钻孔电机,401、第二钻孔机,501、第一钻孔机,502、压料辊,503、压料气缸,601、移动架,602、调节架,603、安装架,604、移动电机,605、横向对位电机,606、纵向对位电机,701、对位底座,702、横向对位架,703、纵向对位架,704、横向驱动电机,705、纵向驱动电机,801、安装杆,802、推杆,803、夹持气缸,804、夹持块,805、夹爪,806、转轴,807、弹性片。
具体实施方式
如图所示:一种用于铝型材加工的孔加工系统,包括输送架1、支撑装夹机构2、横向打孔机构3、纵向打孔机构4以及活动打孔机构5,所述输送架1上沿输送方向固定设置有多个支撑底板101,支撑底板101水平设置且板面上安装有用于支撑和水平装夹待加工铝型材的支撑装夹机构2,支撑装夹机构2包括支撑辊201和装夹件,支撑辊201通过轴承座可旋转地安装在支撑底板101上,支撑辊201水平设置且与输送方向垂直,装夹件包括固定轮202、活动轮203和装夹气缸,固定轮202为多个并沿输送方向固设在支撑底板101上,固定轮202的轮轴竖直并与支撑底板101的上板面固接,活动轮203的轮轴竖直且底端固设在装夹气缸的活塞杆上,装夹气缸安装在支撑底板101上且其长度方向与支撑辊201平行,待加工铝型材沿输送方向设置并通过多个支撑辊201水平支撑,活动轮203由夹持气缸803带动向固定轮202所在侧移动以将待加工铝型材压在多个固定轮202的侧面,从而配合固定轮202将待加工铝型材水平装夹,本装置可用于多个铝型材的同时加工,图示中四个,当需要同时进行四个铝型材的加工时,支撑底板101上沿支撑辊201的长度方向均匀设置有四个支撑装夹机构2,每个支撑底板101上的四个支撑装夹机构2分别对应。优选的,为了保证铝型材加工过程中的稳定,一些支撑底板101上还设置有压料机构,压料机构包括压料底座102、转角气缸103和压料板104,压料底座102固定安装在支撑底板101上且其上板面与支撑辊201的上沿平齐,转角气缸103纵向固设在压料底座102上,压料板104位于压料底座102的上方并固定安装在压料气缸503的活塞杆上,压料板104为水平设置的条形板,转角气缸103在伸缩的同时还可同步进行一定的角度旋转,转角气缸103伸长时压料板104的长度方向与输送方向平行并且压料板104的板面位于待加工铝型材的侧面,转角气缸103收缩时,压料板104向压料底板移动的同时绕活塞杆旋转,压料板104的板面位于铝型材的上方并配合压料底板将待加工的铝型材纵向固定。
所述输送架1为立方体形中空框架结构,输送架1的上表面沿输送方向固设有导向滑轨,输送架1两侧面的上沿处均固设有驱动齿条,驱动齿条为长条形且其下表面沿长度方向均匀设置有多个齿牙;输送架1上活动设置有两个移动车6并且移动车6可沿输送方向移动调节,所述移动车6包括移动架601、调节架602和安装架603,移动架601为龙门形架体且其底面两侧均安装有导向滑块,移动架601通过导向滑块活动安装在导向滑轨上,移动架601的两侧面均安装有移动电机604,移动电机604的动力轴水平且动力轴上固定安装有齿轮,移动电机604通过其动力轴上安装的齿轮与驱动齿条传动连接从而带动移动车6沿输送方向移动调节;所述移动架601的上表面安装有第一横向滑轨,第一横向滑轨与输送架1上的支撑辊201平行,调节架602通过其底部固设的第一横向滑块活动安装在第一横向滑轨上,移动架601上安装有用于带动调节架602沿第一横向滑轨移动的横向对位电机605,所述调节架602为L形架,调节架602的纵板上纵向固设有第一纵向滑轨,安装架603通过其侧面固设的第一纵向滑块活动安装在第一纵向滑轨上,安装架603上设置有用于带动安装架603纵向升降调节的纵向对位电机606。
两个移动车6上分别安装有用于向待加工铝型材的顶部纵向打孔的活动打孔机构5和用于夹持待加工铝型材端部的夹持机构8;所述夹持机构8安装在一个移动车6的安装架603上,夹持机构8由该移动车6上的横向对位电机605和纵向对位电机606联动调节以与待加工铝型材的端头正对,所述夹持机构8包括安装杆801、推杆802和夹持头,安装杆801安装在安装架603上并与输送方向平行,安装杆801远离所在移动车6的端面上开设有夹持槽,夹持槽的槽底沿安装杆801的长度方向开设有调节槽,安装杆801的杆体上开设有与调节槽内部连通的条形槽;所述推杆802活动穿设于调节槽内且其一端位于夹持槽内,推杆802位于调节槽内的一端固接有连杆并且连杆穿设于条形槽内,连杆位于安装杆801外的一端与夹持气缸803连接,夹持气缸803固设在安装架603上或安装杆801外壁且其伸缩方向与安装杆801平行,夹持气缸803伸缩动作通过连杆带动推杆802沿调节槽移动;所述夹持头包括夹持块804、夹爪805和转轴806,转轴806水平固设在夹持槽内且与安装杆801垂直,两个夹持块804分别位于转轴806的上下两侧并均与转轴806的外壁铰接,夹持块804位于夹持槽外部的一端固设有夹爪805,推杆802位于夹持槽内的一端为锥面且位于两个夹持块804之间,推杆802由夹持气缸803带动向夹持头所在侧移动时可通过带动两个夹持块804绕转轴806旋转,使两个夹爪805末端的间距变小从而将位于两个夹爪805之间的待加工铝型材的末端夹持,推杆802由夹持气缸803带动远离夹持头所在侧时,两个夹持块804不受推杆802的撑开作用从而使两个夹爪805松开待加工铝型材的端部,所述夹持块804位于夹持槽槽底的一端与夹持槽的槽壁通过弹性片807连接,弹性片807为U形片且其两端分别抵在夹持槽的槽壁和夹持块804的侧壁,在弹性片807的作用下,夹持头未夹持铝型材时两个夹爪805可以自动复位;优选的,当本装置用于多个铝型材的同时加工时,夹持机构8的数量对应增加,如附图所示,夹持机构8为四个并沿第一横向滑轨的长度方向设置。
所述活动打孔机构5安装在另一个移动车6的安装架603上,活动打孔机构5包括用于钻孔的第一钻孔机501和用于纵向固定铝型材的压料辊502,第一钻孔机501固定安装在纵向调节架602上并且钻头竖直,安装架603上纵向固设有压料气缸503,压料辊502水平设置并通过安装座安装在压料气缸503的底端。所述活动打孔机构5也为四个并沿第一横向滑轨的长度方向设置,横向对位电机605通过带动调节架602移动对活动打孔机构5的钻头进行位置调节,纵向对位电机606带动安装架603下移以使第一钻孔机501的钻头对其正下方的待加工铝型材的上表面进行打孔,压料气缸503与纵向对位电机606联动配合以在打孔过程中将铝型材纵向固定。
所述输送架1上沿输送方向固定安装有多个打孔对位座7,打孔对位座7用于安装盒调节横向打孔机构3或纵向打孔机构4,打孔对位座7包括对位底座701、横向对位架702和纵向对位架703,对位底座701与输送架1固接且其上板面水平,对位底座701上固设有第二横向滑轨并且第二横向滑轨与输送方向垂直,横向对位架702通过其底部固定设置的第二横向滑块活动安装在第二横向滑轨上,对位底座701上设置有用于带动横向对位架702沿第二横向滑轨移动调节的横向驱动电机704;所述横向对位架702为L形架体结构,横向对位架702上纵向固设有多个第二纵向滑轨,所述第二纵向滑轨可为四个以便于四个纵向对位架703的安装和独立调节,纵向对位架703通过其侧面固设的第二纵向滑块活动安装在第二纵向滑轨上,横向对位架702上安装有用于纵向对位架703沿第二纵向滑轨移动调节的纵向驱动电机705,所述纵向驱动电机705为多个以使纵向对位架703为多个时可被分别调节;
所述横向打孔机构3安装在一个打孔对位座7的纵向对位架703上,横向打孔机构3包括安装筒301、钻头装夹轴302和钻孔电机303,安装筒301固定设置在纵向对位架703上且其侧面开设有安装孔,钻头装夹轴302穿设于安装孔内并通过轴承与安装筒301连接,钻头装夹轴302一端位于安装筒301外部且该端设置有用于安装钻头或铣刀的钻夹头,钻头装夹轴302位于安装筒301内的轴体与安装在纵向对位架703上的钻孔电机303传动连接,所述钻头装夹轴302水平设置且与输送方向垂直;纵向对位架703上的横向打孔机构3可为一个或多个,横向打孔机构3与支撑底板101上的支撑装夹机构2数量一致并分别对应,以同时完成多个铝型材的加工。
所述输送架1上沿输送方向设置的三个打孔对位座7上均安装有横向打孔机构3,三个打孔对位座7上的横向打孔机构3的钻头分别为变径钻头、铣刀和变径钻头,沿输送方向第一个打孔对位座7上的变径钻头用于对铝型材的一侧面加工阶梯孔、注胶孔、中梃孔等,第二个打孔对位座7上的铣刀用于对铝型材的一侧面加工执手孔,第三个打孔对位座7上的钻头位于待加工铝型材的另一侧以对铝型材另一侧侧面加工阶梯孔、落水孔以及铣筋操作。所述纵向打孔机构4包括第二钻孔机401,第二钻孔机401固定安装在纵向对位架703上且其钻头竖直,纵向打孔机构4用于对铝型材的底面加工落水孔、执手孔以及内执手孔等,纵向打孔机构4也为多个以同时进行多个铝型材的加工。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
Claims (10)
1.一种用于铝型材加工的孔加工系统,其特征在于:包括输送架(1)、支撑装夹机构(2)、横向打孔机构(3)、纵向打孔机构(4)以及活动打孔机构(5),所述输送架(1)上沿输送方向固定设置有多个支撑底板(101),支撑底板(101)水平设置且板面上安装有用于支撑和水平装夹待加工铝型材的支撑装夹机构(2),横向打孔机构(3)和纵向打孔机构(4)均固定安装在输送架(1)上以分别向待加工铝型材的侧面和底面打孔加工,所述输送架(1)上活动设置有两个可沿输送方向移动调节的移动车(6),活动打孔机构(5)安装在一个移动车(6)上以向待加工铝型材的顶部纵向打孔,另一个移动车(6)上安装有用于夹持待加工铝型材端部的夹持机构(8)。
2.如权利要求1所述的一种用于铝型材加工的孔加工系统,其特征在于:所述输送架(1)的上表面沿输送方向固设有导向滑轨,输送架(1)两侧面的上沿均固设有驱动齿条,驱动齿条表面沿长度方向均匀设置有多个齿牙,所述移动车(6)包括移动架(601)、调节架(602)和安装架(603),移动架(601)为龙门形架体且其两侧均安装有移动电机(604),移动电机(604)通过其动力轴上安装的齿轮与驱动齿条传动连接以带动移动车(6)沿输送方向移动调节,调节架(602)活动安装在移动架(601)的上表面,移动架(601)上安装有用于带动调节架(602)沿垂直输送方向移动的横向对位电机(605),安装架(603)活动安装在移动架(601)上,安装架(603)上设置有用于带动安装架(603)纵向升降调节的纵向对位电机(606)。
3.如权利要求2所述的一种用于铝型材加工的孔加工系统,其特征在于:所述夹持机构(8)安装在一个移动车(6)的安装架(603)上,夹持机构(8)由横向对位电机(605)和纵向对位电机(606)联动调节以与待加工铝型材的端头正对,所述夹持机构(8)包括安装杆(801)、推杆(802)和夹持头,安装杆(801)安装在安装架(603)上并与输送方向平行,安装杆(801)远离移动车(6)的端面上开设有夹持槽,夹持槽的槽底沿安装杆(801)的长度方向开设有调节槽,安装杆(801)的杆体上开设有与调节槽连通的条形槽,所述推杆(802)活动穿设于调节槽内且其一端位于夹持槽内,推杆(802)位于调节槽内的一端固接有连杆并且连杆穿设于条形槽内,连杆位于安装杆(801)外的一端与夹持气缸(803)连接;所述夹持头包括夹持块(804)、夹爪(805)和转轴(806),转轴(806)固定穿设于夹持槽内并与安装杆(801)垂直,两个夹持块(804)分别位于转轴(806)的两侧并与转轴(806)铰接,夹持块(804)位于夹持槽外部的一端固设有夹爪(805),推杆(802)位于夹持槽内的一端位于两个夹持块(804)之间以使其沿轴向运动时可通过带动两个夹持块(804)绕转轴(806)旋转,两个夹爪(805)末端的间距变化以夹持或松开待加工铝型材的端部,所述夹持块(804)位于夹持槽槽底的一端与夹持槽的槽壁通过弹性片(807)连接,弹性片(807)为U形片且其两端分别抵在夹持槽的槽壁和夹持块(804)的侧壁。
4.如权利要求3所述的一种用于铝型材加工的孔加工系统,其特征在于:所述活动打孔机构(5)安装在另一个移动车(6)的安装架(603)上,活动打孔机构(5)包括用于钻孔的第一钻孔机(501)和用于纵向固定铝型材的压料辊(502),第一钻孔机(501)固定安装在纵向调节架(602)上并且钻头竖直,安装架(603)上纵向固设有压料气缸(503),压料辊(502)水平设置并通过安装座安装在压料气缸(503)的底端。
5.如权利要求2所述的一种用于铝型材加工的孔加工系统,其特征在于:所述支撑装夹机构(2)包括支撑辊(201)和装夹件,支撑辊(201)通过轴承座可旋转地安装在支撑底板(101)上,装夹件包括固定轮(202)、活动轮(203)和装夹气缸,固定轮(202)为多个并沿输送方向固设在支撑底板(101)上,活动轮(203)固设在装夹气缸的活塞杆上,装夹气缸安装在支撑底板(101)上且与支撑辊(201)平行,待加工铝型材通过多个支撑辊(201)支撑并由活动轮(203)压在多个固定轮(202)的侧面以实现水平装夹。
6.如权利要求5所述的一种用于铝型材加工的孔加工系统,其特征在于:所述支撑底板(101)上还设置有压料机构,压料机构包括压料底座(102)、转角气缸(103)和压料板(104),压料底座(102)固定安装在支撑底板(101)上且其上板面与支撑辊(201)的上沿平齐,转角气缸(103)纵向固设在压料底座(102)上,压料板(104)位于压料底座(102)的上方并固定安装在压料气缸(503)的活塞杆上,压料板(104)由转角气缸(103)带动旋转下压以将被支撑装夹机构(2)支撑并水平装夹的待加工铝型材固定压在压料底座(102)上。
7.如权利要求5或6所述的一种用于铝型材加工的孔加工系统,其特征在于:所述输送架(1)上沿输送方向固定安装有多个打孔对位座(7),横向打孔机构(3)和纵向打孔机构(4)分别通过打孔对位座(7)安装在输送架(1)上,打孔对位座(7)包括对位底座(701)、横向对位架(702)和纵向对位架(703),对位底座(701)与输送架(1)固接且其上板面水平,横向对位架(702)活动安装在对位底座(701)上并由对位底座(701)上设置的横向驱动电机(704)带动沿与输送方向垂直的方向移动调节,纵向对位架(703)活动安装在横向对位架(702)上并由安装在横向对位架(702)上的纵向驱动电机(705)驱动沿竖直方向升降调节。
8.如权利要求7所述的一种用于铝型材加工的孔加工系统,其特征在于:所述横向打孔机构(3)安装在一个打孔对位座(7)的纵向对位架(703)上,横向打孔机构(3)包括安装筒(301)、钻头装夹轴(302)和钻孔电机(303),安装筒(301)固定设置在纵向对位架(703)上且其侧面开设有安装孔,钻头装夹轴(302)穿设于安装孔内并通过轴承与安装筒(301)连接,钻孔电机(303)安装在纵向对位架(703)上并与钻头装夹轴(302)传动连接,所述钻头装夹轴(302)水平设置且与输送方向垂直,钻头装夹轴(302)的一端安装有用于安装钻头或铣刀的钻夹头。
9.如权利要求8所述的一种用于铝型材加工的孔加工系统,其特征在于:所述横向打孔机构(3)为三个,三个横向打孔机构(3)通过三个打孔对位座(7)安装在输送架(1)上并沿输送方向排布,三个横向打孔机构(3)的钻头装夹轴(302)上分别安装有变径钻头、铣刀和变径钻头;所述钻头装夹轴(302)通过安装筒(301)安装在纵向对位架(703)上,钻头装夹轴(302)的一端位于安装筒(301)的外部,位于两个安装变径钻头的横向打孔机构(3)上钻头分别位于待加工铝型材的两侧以分别对铝型材的两侧面打孔。
10.如权利要求8所述的一种用于铝型材加工的孔加工系统,其特征在于:所述纵向打孔机构(4)包括第二钻孔机(401),第二钻孔机(401)固定安装在纵向对位架(703)上且其钻头竖直。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021486014.6U CN212762114U (zh) | 2020-07-24 | 2020-07-24 | 一种用于铝型材加工的孔加工系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021486014.6U CN212762114U (zh) | 2020-07-24 | 2020-07-24 | 一种用于铝型材加工的孔加工系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212762114U true CN212762114U (zh) | 2021-03-23 |
Family
ID=75038454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021486014.6U Active CN212762114U (zh) | 2020-07-24 | 2020-07-24 | 一种用于铝型材加工的孔加工系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212762114U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113399716A (zh) * | 2021-05-25 | 2021-09-17 | 佛山市南海简佳铝业有限公司 | 一种高效率铝型材铣孔一体机 |
-
2020
- 2020-07-24 CN CN202021486014.6U patent/CN212762114U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113399716A (zh) * | 2021-05-25 | 2021-09-17 | 佛山市南海简佳铝业有限公司 | 一种高效率铝型材铣孔一体机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111687647B (zh) | 一种铝型材自动加工设备 | |
| CN112453495A (zh) | 一种轧辊生产用深孔镗钻床 | |
| CN112265085A (zh) | 一种板材开槽设备及板材开槽方法 | |
| CN212762114U (zh) | 一种用于铝型材加工的孔加工系统 | |
| CN214724826U (zh) | 一种印刷线路板钻孔机的全自动夹紧装置 | |
| CN214561633U (zh) | 一种用于木加工的打孔攻丝装置 | |
| CN212351091U (zh) | 一种铝型材自动加工设备 | |
| CN214026145U (zh) | 一种板材开槽设备 | |
| CN211218269U (zh) | 一种电路板冲孔机 | |
| CN212761207U (zh) | 一种铝型材加工用钻孔装置 | |
| CN213470291U (zh) | 一种基于半自动夹紧找正技术的薄壁铝型框装夹组件 | |
| CN211891227U (zh) | 雕铣机的翻转机构 | |
| CN210755404U (zh) | 一种铝合金窗框铣孔机 | |
| CN212527342U (zh) | 一种冷镦机切料刀修磨用夹具 | |
| CN212761350U (zh) | 一种铝型材的小角加工装置 | |
| CN213615215U (zh) | 一种通用型铣槽钻孔装置 | |
| CN221818951U (zh) | 一种家具板材加工用数控拉槽设备 | |
| CN203437480U (zh) | 一种气缸滚包机 | |
| CN220782370U (zh) | 一种双工位汽车门铰链铣双肩加工专用机床 | |
| CN216938526U (zh) | 一种导轨钻孔机 | |
| CN221210017U (zh) | 一种门窗型材铣槽设备 | |
| CN212857867U (zh) | 加工心盘垫板的台式钻床定位工装 | |
| CN216966361U (zh) | 一种钢结构加工生产用的冲孔设备 | |
| CN216181365U (zh) | 一种长木板铣槽装置 | |
| CN218946904U (zh) | 一种车削打磨一体机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |