CN212329446U - 一种五金冲压模具的废料预切装置 - Google Patents
一种五金冲压模具的废料预切装置 Download PDFInfo
- Publication number
- CN212329446U CN212329446U CN202020690474.4U CN202020690474U CN212329446U CN 212329446 U CN212329446 U CN 212329446U CN 202020690474 U CN202020690474 U CN 202020690474U CN 212329446 U CN212329446 U CN 212329446U
- Authority
- CN
- China
- Prior art keywords
- punch
- die
- plate
- cutting device
- plc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Abstract
一种五金冲压模具的废料预切装置,五金冲压模具包括上模、下模、导柱、导套和进料装置,五金冲压模具上沿进料方向设有两个以上的工位,在正常加工产品的工序之前设计有废料预切装置,废料预切装置包括PLC感应头、冲头、限位板、固定螺丝、斜滑块、气缸、PLC控制系统。通过PLC感应头感应料带的位置和形状,PLC控制系统判断是会有废料,并据此控制气缸动作,气缸动作则驱动斜滑块带动冲头动作,切除废料,解决了因料带不规则而造成不规则废料留在模具中,导致模具压坏、冲头断裂、刀口断裂的问题。
Description
技术领域
本实用新型属于模具技术领域,尤其涉及一种五金冲压模具的废料预切装置。
背景技术
现有五金冲压模具在生产过程中常出现的问题有:1、五金冲压模具在每次换料带时都要调成手动模式,按照工序1送料、冲压、清理废料,工序2送料、冲压、清理废料……工序N送料、冲压、清理废料,直到所有的工序全部完成、有完整的产品出来,才可以开启自动模式;2、五金冲压模具在生产过程中难免因料带不规则而造成不规则废料留在模具中,导致模具压坏、冲头断裂、刀口断裂等问题。
实用新型内容
本实用新型针对上述问题,提供一种五金冲压模具的废料预切装置。
本实用新型的目的可以通过下述技术方案来实现:一种五金冲压模具的废料预切装置,所述五金冲压模具包括上模、下模、导柱、导套和进料装置,五金冲压模具上沿进料方向设有两个以上的工位,所述废料预切装置包括PLC感应头、冲头、限位板、固定螺丝、斜滑块、气缸、PLC控制系统;所述PLC感应头、冲头、斜滑块、气缸安装于上模且设置于第一工位,所述PLC感应头在进料方向上设置于冲头之前,所述冲头顶面的前侧边设有第一斜面,冲头的一侧面开设有上下延伸的限位槽,所述限位板通过固定螺丝固定,并与冲头的限位槽的上下两端配合对冲头上下移动限位,所述斜滑块设置于冲头的上侧,斜滑块底面的后侧边设有前后布置的第二斜面和平面,所述第二斜面与斜滑块的底面衔接,所述平面与斜滑块的后侧面衔接,第二斜面与冲头的第一斜面配合,平面和斜滑块的底面与冲头的顶面配合,所述气缸设置于斜滑块的前侧,气缸的活塞杆水平向后设置,并与斜滑块连接,所述PLC控制系统连接并控制PLC感应头和气缸。
进一步地,所述上模包括模柄、上模座、上垫板、上夹板、止挡板、脱料板、弹簧;所述PLC感应头安装于上模的脱料板上,所述冲头穿设安装于上垫板、上夹板、止挡板、脱料板中,所述限位板通过固定螺丝固定于上夹板上,所述斜滑块安装于上垫板中,气缸安装于上垫板的前侧。
进一步地,所述下模包括下模座、下垫板、下模板、浮升导料销,所述浮升导料销在进料方向上设置于废料预切装置之前。
与现有技术相比,本实用新型的有益效果:在正常加工产品的工序之前设计有废料预切装置,通过PLC感应头感应料带的位置和形状,PLC控制系统判断是会有废料,并据此控制气缸动作,气缸动作则驱动斜滑块带动冲头动作,切除废料,解决了因料带不规则而造成不规则废料留在模具中,导致模具压坏、冲头断裂、刀口断裂的问题。
附图说明
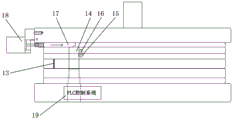
图1为本实用新型的五金冲压模具在打开状态的结构示意图。
图2为本实用新型的五金冲压模具在闭合状态的结构示意图。
图3为本实用新型的废料预切装置在静止时的结构示意图。
图4为本实用新型的废料预切装置在预切废料时的结构示意图。
图5为本实用新型的废料预切装置中的冲头和斜滑块的结构示意图。
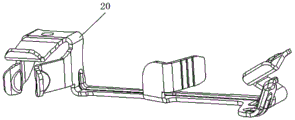
图6为本实用新型加工的联体二三插L极插套产品的结构示意图。
图7为本实用新型对联体二三插L极插套产品设计的料带的结构示意图。
图中部件标注如下:
1进料装置
2模柄
3上模座
4上垫板
5上夹板
6止挡板
7脱料板
8弹簧
9下模座
10下垫板
11下模板
12浮升导料销
13 PLC感应头
14冲头
1401顶面
1402第一斜面
1403限位槽
15限位板
16固定螺丝
17斜滑块
1701第二斜面
1702平面
1703底面
18气缸
19 PLC控制系统
20产品。
具体实施方式
以下结合附图详细说明本实用新型的具体实施方式,使本领域的技术人员更清楚地理解如何实践本实用新型。尽管结合其优选的具体实施方案描述了本实用新型,但这些实施方案只是阐述,而不是限制本实用新型的范围。
参见图1,一种五金冲压模具的废料预切装置。下面的描述中,前是指背向进料方向,后是指进料方向。
所述五金冲压模具包括上模、下模、导柱、导套和进料装置1。所述上模包括模柄2、上模座3、上垫板4、上夹板5、止挡板6、脱料板7、弹簧8,所述弹簧8穿设安装于上模座3、上垫板4、上夹板5中,并且两端分别抵于上模座3内和止挡板6上。所述下模包括下模座9、下垫板10、下模板11、浮升导料销12,所述浮升导料销12穿设安装于下模座9、下垫板10、下模板11中,并且头端露出下模板11。所述上模和下模通过导柱和导套相导向。所述进料装置1安装于下模板11的前侧。所述五金冲压模具上沿进料方向设有两个以上的工位。
参见图3和图4,所述废料预切装置包括PLC感应头13、冲头14、限位板15、固定螺丝16、斜滑块17、气缸18、PLC控制系统19。
所述PLC感应头13、冲头14、斜滑块17、气缸18设置于第一工位。所述PLC感应头13安装于脱料板7上且在进料方向上设置于冲头14之前。所述冲头14穿设安装于上垫板4、上夹板5、止挡板6、脱料板7中,参见图5,冲头14顶面1401的前侧边设有第一斜面1402,冲头14的一侧面开设有上下延伸的限位槽1403。所述限位板15通过固定螺丝16固定于上夹板5的下表面,限位板15与限位槽1403的上下两端配合对冲头14上下移动限位。所述斜滑块17安装于上垫板4中,斜滑块17底面1703的后侧边设有前后布置的第二斜面1701和平面1702,所述第二斜面1701与斜滑块17的底面1703衔接,所述平面1702与斜滑块17的后侧面衔接,第二斜面1701与冲头14的第一斜面1402配合,平面1702和斜滑块17的底面1703与冲头14的顶面1401配合。所述气缸18安装于上垫板4的前侧,气缸18的活塞杆水平向后设置,并与斜滑块17连接。所述PLC控制系统19连接并控制PLC感应头13和气缸18。
五金冲压模具安装在冲压机床上时,五金冲压模具的下模座9固定在冲压机床的工作台上,五金冲压模具的模柄2与冲压机床的活动滑块相连接并锁紧。
参见图6,本实施例中要加工的产品20为联体二三插L极插套。参见图7,针对该联体二三插L极插套产品20,在料带上设计有废料预切工序及后续正式加工的25道工序,这25道工序依次为:1、压包;2、冲孔,压包;3、冲孔;4、空步;5、冲孔;6、空步;7、冲孔;8、冲孔;9、冲孔;10、冲孔;11、成型;12、成型;13、成型;14、成型;15、成型;16、空步;17、成型;18、空步;19、成型;20、空步;21、成型;22、成型;23、成型;24、空步;25、冲切出产品20。
冲压时,参见图1,当冲压机床的活动滑块滑动到最高点时,五金冲压模具开模行程最大,送料装置送料,料带向后运动至第一工位。PLC感应头13感应料带的位置和形状,将信息传送到PLC控制系统19,由PLC控制系统19判断料带对后面工位的工序是否有影响,是否会产生废料,废料是否对模具造成伤害。
若PLC控制系统19判断不会产生废料,PLC控制系统19不会向气缸18发出指令,斜滑块17的第二斜面1701和平面1702分别与冲头14的第一斜面1402和顶面1401接触,气缸18处于静止状态,斜滑块17也处于静止状态,冲头14不动作,见图3。冲压机床的活动滑块向下运动时,五金冲压模具的上模也随之向下运动,后续工位中的25道工序也随之介入。当冲压机床的活动滑块滑动到最低点时,五金冲压模具处于闭合状态,见图2,后续工位中的25道工序完成。
若PLC控制系统19判断会产生废料,PLC控制系统19向气缸18发出指令,气缸18通过活塞杆向后推动带动斜滑块17向后移动,斜滑块17的第二斜面1701作用于冲头14的第一斜面1402上,使冲头14向下运动。当斜滑块17运动到预定位置时,斜滑块17的底面1703作用于冲头14的顶面1401上,将冲头14锁死,见图4。冲压机床的活动滑块向下运动时,五金冲压模具上模也随之向下运动,冲头14对料带预切,并且后续工位中的25道工序也随之介入。当冲压机床的活动滑块滑动到最低点时,五金冲压模具处于闭合状态,废料切除及后续工位中的25道工序完成。
应当指出,对于经充分说明的本实用新型来说,还可具有多种变换及改型的实施方案,并不局限于上述实施方式的具体实施例。上述实施例仅仅作为本实用新型的说明,而不是对本实用新型的限制。总之,本实用新型的保护范围应包括那些对于本领域普通技术人员来说显而易见的变换或替代以及改型,且以所附权利要求为准。
Claims (3)
1.一种五金冲压模具的废料预切装置,所述五金冲压模具包括上模、下模、导柱、导套和进料装置,五金冲压模具上沿进料方向设有两个以上的工位,其特征在于,所述废料预切装置包括PLC感应头、冲头、限位板、固定螺丝、斜滑块、气缸、PLC控制系统;所述PLC感应头、冲头、斜滑块、气缸安装于上模且设置于第一工位,所述PLC感应头在进料方向上设置于冲头之前,所述冲头顶面的前侧边设有第一斜面,冲头的一侧面开设有上下延伸的限位槽,所述限位板通过固定螺丝固定,并与冲头的限位槽的上下两端配合对冲头上下移动限位,所述斜滑块设置于冲头的上侧,斜滑块底面的后侧边设有前后布置的第二斜面和平面,所述第二斜面与斜滑块的底面衔接,所述平面与斜滑块的后侧面衔接,第二斜面与冲头的第一斜面配合,平面和斜滑块的底面与冲头的顶面配合,所述气缸设置于斜滑块的前侧,气缸的活塞杆水平向后设置,并与斜滑块连接,所述PLC控制系统连接并控制PLC感应头和气缸。
2.根据权利要求1所述的五金冲压模具的废料预切装置,其特征在于,所述上模包括模柄、上模座、上垫板、上夹板、止挡板、脱料板、弹簧;所述PLC感应头安装于上模的脱料板上,所述冲头穿设安装于上垫板、上夹板、止挡板、脱料板中,所述限位板通过固定螺丝固定于上夹板上,所述斜滑块安装于上垫板中,气缸安装于上垫板的前侧。
3.根据权利要求1所述的五金冲压模具的废料预切装置,其特征在于,所述下模包括下模座、下垫板、下模板、浮升导料销,所述浮升导料销在进料方向上设置于废料预切装置之前。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020690474.4U CN212329446U (zh) | 2020-04-29 | 2020-04-29 | 一种五金冲压模具的废料预切装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020690474.4U CN212329446U (zh) | 2020-04-29 | 2020-04-29 | 一种五金冲压模具的废料预切装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212329446U true CN212329446U (zh) | 2021-01-12 |
Family
ID=74078553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020690474.4U Active CN212329446U (zh) | 2020-04-29 | 2020-04-29 | 一种五金冲压模具的废料预切装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212329446U (zh) |
-
2020
- 2020-04-29 CN CN202020690474.4U patent/CN212329446U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103752698B (zh) | 一种电机外壳连续模 | |
| CN203664505U (zh) | 一种电机外壳连续模 | |
| CN201470983U (zh) | 模切机送料结构 | |
| CN112024719A (zh) | 一种外壳多工位模具及其使用方法 | |
| CN212329446U (zh) | 一种五金冲压模具的废料预切装置 | |
| CN111468612A (zh) | 一种五金冲压模具的废料预切装置 | |
| CN202701137U (zh) | 多工位高精密五金折弯件模内铆合模 | |
| CN2936484Y (zh) | 一种钢钩的成型模具 | |
| CN111842738A (zh) | 送丝铆接模 | |
| CN214133585U (zh) | 一种快卸锁零部件上弹片的自动成型冲压模具 | |
| CN216911710U (zh) | 精密零件可变换自动切断冲压模 | |
| CN213256598U (zh) | 液力变矩器叶轮叶片一体化加工装置 | |
| CN213530434U (zh) | 一种快卸锁零部件上盖片的自动成型冲压模具 | |
| CN209998185U (zh) | 一种用于固定汽车油箱的后段底板的加工模具 | |
| CN110064704B (zh) | 一种实现四极方轴一体化铆合的装置 | |
| CN200939482Y (zh) | 叉类锻件的切边模 | |
| CN210059615U (zh) | 一种冲压机床的废料边卸料装置 | |
| CN112719114A (zh) | 一种冲压设备的送料装置 | |
| CN2728683Y (zh) | 管件下料冲压装置 | |
| CN219746045U (zh) | 一种钣金件连续冲压模具 | |
| CN217964294U (zh) | 一种具有分体式导轨的模具 | |
| CN214977122U (zh) | 半挂车闭锁装置下盖模具 | |
| CN216911713U (zh) | 一种拉伸工件切边装置 | |
| CN212525614U (zh) | 一种落料模具用制动刹车片切边装置 | |
| CN218052879U (zh) | 一种高效冲切料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |