CN210045791U - 一种自动整平机 - Google Patents
一种自动整平机 Download PDFInfo
- Publication number
- CN210045791U CN210045791U CN201920932754.9U CN201920932754U CN210045791U CN 210045791 U CN210045791 U CN 210045791U CN 201920932754 U CN201920932754 U CN 201920932754U CN 210045791 U CN210045791 U CN 210045791U
- Authority
- CN
- China
- Prior art keywords
- leveling
- long
- edge
- carrying
- guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims abstract description 89
- 230000005540 biological transmission Effects 0.000 claims abstract description 15
- 238000004519 manufacturing process Methods 0.000 claims abstract description 8
- 238000012546 transfer Methods 0.000 claims abstract description 4
- 238000001179 sorption measurement Methods 0.000 claims description 24
- 230000000694 effects Effects 0.000 claims description 10
- 125000003003 spiro group Chemical group 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims 2
- 238000013461 design Methods 0.000 abstract description 6
- 238000000034 method Methods 0.000 abstract description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 239000003292 glue Substances 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



Landscapes
- Soil Working Implements (AREA)
Abstract
本实用新型涉及机械设备技术领域,尤其是指一种自动整平机,包括机架,所述机架沿着产品的加工工序依次设置有上料装置、搬运装置、精定位单元、导向单元、长边整平装置、传输装置以及短边整平装置,所述上料装置用于对产品进行上料,所述搬运装置用于将产品从上料装置移送至精定位单元上或/和将产品从精定位单元移送至导向单元的搬运装置,所述导向单元用于将产品推送至所述长边整平装置内,所述长边整平装置用于对产品的长边进行整平,所述短边整平装置用于对产品的短边进行整平。本实用新型结构新颖,设计合理,简单,自动化程度高,提高产品整平的工作效率,减少人力成本,提高生产效率,减少人工操作难度。
Description
技术领域
本实用新型涉及机械设备技术领域,尤其是指一种自动整平机。
背景技术
整平机是将不平整的金属板材,通过上下轧辊将一定厚度的带材或板材的挤压作用,从而达到平整的效果。目前的整平机结构复杂,需要大量的人力参与,自动化程度低,人力成本高,生产效率低,操作难度大。
发明内容
本实用新型针对现有技术的问题提供一种自动整平机,结构新颖,设计合理,简单,自动化程度高,提高产品整平的工作效率,减少人力成本,提高生产效率,减少人工操作难度。
为了解决上述技术问题,本实用新型采用如下技术方案:
本实用新型提供的一种自动整平机,包括机架,所述机架沿着产品的加工工序依次设置有上料装置、搬运装置、精定位单元、导向单元、长边整平装置、传输装置以及短边整平装置,所述上料装置用于对产品进行上料,所述搬运装置用于将产品从上料装置移送至精定位单元上或/和将产品从精定位单元移送至导向单元的搬运装置,所述导向单元用于将产品推送至所述长边整平装置内,所述长边整平装置用于对产品的长边进行整平,所述传输装置用于将长边整平装置送出的产品传输至短边整平装置内,所述短边整平装置用于对产品的短边进行整平。
其中,所述上料装置包括转动盘以及用于驱动转动盘转动的上料转动机构,所述转动盘上对称设置有至少两个的料架,料架用于叠层装设多个产品,所述上料装置还包括用于将料架内的产品从料架顶部推出的推料组件,所述推料组件包括推料升降板以及用于驱动推料升降板上下移动的推料升降驱动件,所述上料转动机构以及推料升降驱动件均装设在机架内。
其中,所述精定位单元包括精定位平台以及设置在精定位平台上用于定位产品的定位区,定位去的外周等间隔环设有多个定位块,定位块与精定位平台滑动连接,所述精定位平台贯穿设置有多个锁定滑槽,所述定位块上贯穿设置有锁定螺丝,锁定螺丝的螺杆穿过定位块以及锁定滑槽后连接有锁定螺母,精定位平台与机架固定连接。
其中,所述搬运装置包括搬运支架、搬运滑块、搬运组件、装设在搬运滑块并用于驱动搬运组件升降往复移动的搬运升降驱动件以及装设在搬运支架并用于驱动搬运滑块左右往复移动的搬运横向驱动件,搬运组件包括搬运连接架以及等间隔装设在搬运连接架底部的第一吸附架和吸附升降气缸,吸附升降气缸的输出端连接有第二吸附架,第一吸附架和第二吸附架均装设有多个吸嘴,所述第二吸附架位于搬运连接架靠近上料装置的一端,搬运支架与机架固定连接。
其中,所述导向单元包括包括导向滑槽,所述搬运装置将精定位平台的产品搬运至导向滑槽内,所述导向滑槽的底部开设有开槽,所述导向单元还包括用于导料推块以及用于驱动导料推块前后往复移动的导料驱动件,所述导料驱动件的输出端与导料推块连接,导料推块的一端从开槽突伸入所述导向滑槽内,导料推块用于将导向滑槽内的产品推动至长边整平装置内。
其中,所述长边整平装置包括长边整平支架以及滑动设置于长边整平支架的长边整平调整架,所述长边整平支架转动设置有多个长边导料转辊,长边整平支架设置有用于驱动长边导料转辊转动的长边导料驱动件,多个长边导料转辊呈一排式且等间隔设置,所述长边整平调整架转动设置有多个长边整平转辊,多个长边整平转辊呈一排式且等间隔设置,多个长边整平转辊均位于多个长边导料转辊的上方,多个长边整平转辊与多个长边导料转辊形成供产品穿过的间隙;
所述长边整平支架的顶部设置有多个用于调整所述长边整平调整架高度的长边调节螺丝,长边调节螺丝与所述长边整平支架的顶部螺接,长边调节螺丝的底端与长边整平调整架的顶部抵接,所述长边整平支架的顶部活动穿设有多个第一复位杆,第一复位杆的底部与长边整平调整架固定连接,第一复位杆的另一端穿过长边整平支架的顶部后连接有第一螺母,第一复位杆的外周套设有第一复位弹簧,第一复位弹簧的一端与长边整平支架的顶部连接,第一复位弹簧的另一端与第一螺母连接。
其中,所述传输装置包括用于承接长边整平装置送出的产品的传输履带以及用于驱动传输履带移动的传输驱动件,传输履带位于长边整平装置的出料端,短边整平装置的入料端位于传输履带的出料端。
其中,所述短边整平装置包括短边整平支架以及滑动设置于短边整平支架的短边整平调整架,所述短边整平支架转动设置有多个短边导料转辊,短边整平支架设置有用于驱动短边导料转辊转动的短边导料驱动件,多个短边导料转辊呈一排式且等间隔设置,所述短边整平调整架转动设置有多个短边整平转辊,多个短边整平转辊呈一排式且等间隔设置,多个短边整平转辊均位于多个短边导料转辊的上方,多个短边整平转辊与多个短边导料转辊形成供产品穿过的间隙;
所述短边整平支架的顶部设置有多个用于调整所述短边整平调整架高度的短边调节螺丝,短边调节螺丝与所述短边整平支架的顶部螺接,短边调节螺丝的底端与短边整平调整架的顶部抵接,所述短边整平支架的顶部活动穿设有多个第二复位杆,第二复位杆的底部与短边整平调整架固定连接,第二复位杆的另一端穿过短边整平支架的顶部后连接有第二螺母,第二复位杆的外周套设有第二复位弹簧,第二复位弹簧的一端与短边整平支架的顶部连接,第二复位弹簧的另一端与第二螺母连接。
本实用新型的有益效果:
本实用新型结构新颖,设计合理,简单,自动化程度高,提高产品整平的工作效率,减少人力成本,提高生产效率,减少人工操作难度。
附图说明
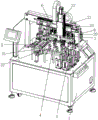
图1为本实用新型的一种自动整平机的结构示意图。
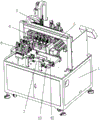
图2为本实用新型的一种自动整平机的另一视角结构示意图。
图3为本实用新型的上料装置的结构示意图。
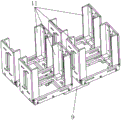
图4为本实用新型的转动盘和料架的结构示意图。
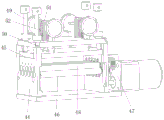
图5为本实用新型的精定位单元和导向单元的结构示意图。
图6为本实用新型的搬运装置的部分结构示意图。
图7为本实用新型的长边整平装置的结构示意图。
图8为本实用新型的短边整平装置的结构示意图。
在图1至图8中的附图标记包括:
1—机架 2—上料装置 3—搬运装置
4—精定位单元 5—导向单元 6—长边整平装置
7—传输装置 8—短边整平装置 9—转动盘
10—上料转动机构 11—料架 12—推料升降板
13—推料升降驱动件 14—精定位平台 15—定位区
16—定位块 17—锁定滑槽 18—锁定螺丝
19—锁定螺母 20—搬运支架 21—搬运滑块
22—搬运升降驱动件 23—搬运横向驱动件 24—搬运连接架
25—第一吸附架 26—吸附升降气缸 27—第二吸附架
28—吸嘴 29—导向滑槽 30—开槽
31—导料推块 32—导料驱动件
33—长边整平支架 34—长边整平调整架 35—长边导料转辊
36—长边导料驱动件 37—长边整平转辊
38—长边调节螺丝 39—第一复位杆 40—第一螺母
41—第一复位弹簧 42—传输履带
43—传输驱动件 44—短边整平支架 45—短边整平调整架
46—短边导料转辊 47—短边导料驱动件 48—短边整平转辊
49—短边调节螺丝 50—第二复位杆 51—第二螺母
52—第二复位弹簧。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。以下结合附图对本实用新型进行详细的描述。
一种自动整平机,如图1至图8所示,包括机架1,所述机架1沿着产品的加工工序依次设置有上料装置2、搬运装置3、精定位单元4、导向单元5、长边整平装置6、传输装置7以及短边整平装置8,所述上料装置2用于对产品进行上料,所述搬运装置3用于将产品从上料装置2移送至精定位单元4上或/和将产品从精定位单元4移送至导向单元5的搬运装置3,所述导向单元5用于将产品推送至所述长边整平装置6内,所述长边整平装置6用于对产品的长边进行整平,所述传输装置7用于将长边整平装置6送出的产品传输至短边整平装置8内,所述短边整平装置8用于对产品的短边进行整平。
具体地,通过上料装置2对胶铁产品进行上料,然后通过搬运装置3将上料装置2的产品送至精定位单元4内进行定位,精定位单元4对产品进行定位后,搬运装置3将产品移送至导向单元5内,通过导向单元5将产品推送至长边整平装置6内对胶铁产品的长边进行整平,长边整平装置6对胶铁产品的长边整平后送出至传输装置7,传输装置7将胶铁产品送至短边整平装置8内对产品的短边进行整平,本实用新型结构新颖,设计合理,简单,自动化程度高,提高产品整平的工作效率,减少人力成本,提高生产效率,减少人工操作难度。
本实施例所述的一种自动整平机,所述上料装置2包括转动盘9以及用于驱动转动盘9转动的上料转动机构10,所述转动盘9上对称设置有至少两个的料架11,料架11用于叠层装设多个产品,所述上料装置2还包括用于将料架11内的产品从料架11顶部推出的推料组件,所述推料组件包括推料升降板12以及用于驱动推料升降板12上下移动的推料升降驱动件13,所述上料转动机构10以及推料升降驱动件13均装设在机架1内。具体地,人工将胶铁产品放置到料架11上,至少两个料架11对称设置,推料升降板12位于其中一个料架11的底部,通过上料转动机构10带动转动盘9转动,使得其中一个料架11与推料升降板12的位置对应,然后通过推料升降驱动件13驱使推料升降板12升高来推动胶铁产品升高,便于搬运装置3对胶铁产品进行吸附,多个层叠的胶铁产品放置在料架11内,配合推料组件,可以减少多次重复的人工放料操作,实现多次自动化上料、推料以及搬运,提高自动化程度;另外利用上料转动机构10以及转动盘9的配合,两个料架11配备一个推料组件或者四个料架11配备两个推料组件,如此类推,即可实现一半的料架11在被推料组件推动升降,另一半料架11可以进行人工放料,互不影响,提高工作效率,推料升降驱动件13可以为现有技术中的丝杆传动结构,上料转动机构10可以为现有技术中的转动电机。
本实施例所述的一种自动整平机,所述精定位单元4包括精定位平台14以及设置在精定位平台14上用于定位产品的定位区15,定位去的外周等间隔环设有多个定位块16,定位块16与精定位平台14滑动连接,所述精定位平台14贯穿设置有多个锁定滑槽17,所述定位块16上贯穿设置有锁定螺丝18,锁定螺丝18的螺杆穿过定位块16以及锁定滑槽17后连接有锁定螺母19,精定位平台14与机架1固定连接。具体地,上述设置可以对定位区15外周的定位块16的位置进行调整,方便适应定位不同尺寸的胶铁产品,调整方便,操作难度小,方便性高。
本实施例所述的一种自动整平机,所述搬运装置3包括搬运支架20、搬运滑块21、搬运组件、装设在搬运滑块21并用于驱动搬运组件升降往复移动的搬运升降驱动件22以及装设在搬运支架20并用于驱动搬运滑块21左右往复移动的搬运横向驱动件23,搬运组件包括搬运连接架24以及等间隔装设在搬运连接架24底部的第一吸附架25和吸附升降气缸26,吸附升降气缸26的输出端连接有第二吸附架27,第一吸附架25和第二吸附架27均装设有多个吸嘴28,所述第二吸附架27位于搬运连接架24靠近上料装置2的一端,搬运支架20与机架1固定连接。具体地,在搬运升降驱动件22以及搬运横向驱动件23的结构下,可以驱动搬运组件左右移动以及升降移动,再者配合第一吸附架25的吸嘴28可以将产品从精定位单元4搬运至导向单元5内,在吸附升降气缸26的作用下,可以单独控制第二吸附架27升降,继而配合第二吸附架27的吸嘴28可以吸附料架11内的胶铁产品,实现同时上料至精定位单元4以及搬运产品至导向单元5,提高工作效率,搬运横向驱动件23和搬运升降驱动件22均可以为现有技术中的丝杆传动结构或者气缸传动结构。
本实施例所述的一种自动整平机,所述导向单元5包括包括导向滑槽29,所述搬运装置3将精定位平台14的产品搬运至导向滑槽29内,所述导向滑槽29的底部开设有开槽30,所述导向单元5还包括用于导料推块31以及用于驱动导料推块31前后往复移动的导料驱动件32,所述导料驱动件32的输出端与导料推块31连接,导料推块31的一端从开槽30突伸入所述导向滑槽29内,导料推块31用于将导向滑槽29内的产品推动至长边整平装置6内。具体地,当产品被送至精定位平台14的导向滑槽29内后,通过导料驱动件32驱使导料推块31移动,将导向滑槽29内的产品推送至长边整平装置6内,导料驱动件32可以为现有技术中的丝杆传动结构或者气缸传动结构。
本实施例所述的一种自动整平机,所述长边整平装置6包括长边整平支架33以及滑动设置于长边整平支架33的长边整平调整架34,所述长边整平支架33转动设置有多个长边导料转辊35,长边整平支架33设置有用于驱动长边导料转辊35转动的长边导料驱动件36,多个长边导料转辊35呈一排式且等间隔设置,所述长边整平调整架34转动设置有多个长边整平转辊37,多个长边整平转辊37呈一排式且等间隔设置,多个长边整平转辊37均位于多个长边导料转辊35的上方,多个长边整平转辊37与多个长边导料转辊35形成供产品穿过的间隙;长边导料驱动件36可以为现有技术中的转动电机配合齿轮的传动机构;
所述长边整平支架33的顶部设置有多个用于调整所述长边整平调整架34高度的长边调节螺丝38,长边调节螺丝38与所述长边整平支架33的顶部螺接,长边调节螺丝38的底端与长边整平调整架34的顶部抵接,所述长边整平支架33的顶部活动穿设有多个第一复位杆39,第一复位杆39的底部与长边整平调整架34固定连接,第一复位杆39的另一端穿过长边整平支架33的顶部后连接有第一螺母40,第一复位杆39的外周套设有第一复位弹簧41,第一复位弹簧41的一端与长边整平支架33的顶部连接,第一复位弹簧41的另一端与第一螺母40连接。具体地,导向单元5送出的产品进入长边整平装置6内,其中,产品从多个长边整平转辊37与多个长边导料转辊35形成的间隙通过,通过多个长边导料转辊35带动产品前移,通过长边整平转辊37抵压产品实现对产品的整平,结构新颖,设计合理,结构稳定性好、可靠性高;其中,通过长边调节螺丝38的设置,拧动长边调节螺丝38来调整长边整平调整架34的高度,进而控制长边整平转辊37的高度来控制多个长边整平转辊37与多个长边导料转辊35形成的间隙的间距大小,调节方便,并且利用第一复位杆39、第一复位弹簧41以及第一螺母40的配合可以实现长边整平调整架34的稳定性以及复位效果,结构可靠。
本实施例所述的一种自动整平机,所述传输装置7包括用于承接长边整平装置6送出的产品的传输履带42以及用于驱动传输履带42移动的传输驱动件43,传输履带42位于长边整平装置6的出料端,短边整平装置8的入料端位于传输履带42的出料端。具体地,长边整平装置6将产品送出至传输装置7的传输履带42上,通过传输履带42进行过渡将产品送入短边整平装置8内进行整平,传输驱动件43可以为现有技术中的转动电机配合齿轮的传动机构。
本实施例所述的一种自动整平机,所述短边整平装置8包括短边整平支架44以及滑动设置于短边整平支架44的短边整平调整架45,所述短边整平支架44转动设置有多个短边导料转辊46,短边整平支架44设置有用于驱动短边导料转辊46转动的短边导料驱动件47,多个短边导料转辊46呈一排式且等间隔设置,所述短边整平调整架45转动设置有多个短边整平转辊48,多个短边整平转辊48呈一排式且等间隔设置,多个短边整平转辊48均位于多个短边导料转辊46的上方,多个短边整平转辊48与多个短边导料转辊46形成供产品穿过的间隙;短边导料驱动件47可以为现有技术中的转动电机配合齿轮的传动机构;
所述短边整平支架44的顶部设置有多个用于调整所述短边整平调整架45高度的短边调节螺丝49,短边调节螺丝49与所述短边整平支架44的顶部螺接,短边调节螺丝49的底端与短边整平调整架45的顶部抵接,所述短边整平支架44的顶部活动穿设有多个第二复位杆50,第二复位杆50的底部与短边整平调整架45固定连接,第二复位杆50的另一端穿过短边整平支架44的顶部后连接有第二螺母51,第二复位杆50的外周套设有第二复位弹簧52,第二复位弹簧52的一端与短边整平支架44的顶部连接,第二复位弹簧52的另一端与第二螺母51连接。具体地,传输装置7送出的产品进入短边整平装置8内,其中,产品从多个短边整平转辊48与多个短边导料转辊46形成的间隙通过,通过多个短边导料转辊46带动产品前移,通过短边整平转辊48抵压产品实现对产品的整平,结构新颖,设计合理,结构稳定性好、可靠性高;其中,通过短边调节螺丝49的设置,拧动短边调节螺丝49来调整短边整平调整架45的高度,进而控制短边整平转辊48的高度来控制多个短边整平转辊48与多个短边导料转辊46形成的间隙的间距大小,调节方便,并且利用第二复位杆50、第二复位弹簧52以及第二螺母51的配合可以实现短边整平调整架45的稳定性以及复位效果,结构可靠。
以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
Claims (8)
1.一种自动整平机,其特征在于:包括机架,所述机架沿着产品的加工工序依次设置有上料装置、搬运装置、精定位单元、导向单元、长边整平装置、传输装置以及短边整平装置,所述上料装置用于对产品进行上料,所述搬运装置用于将产品从上料装置移送至精定位单元上或/和将产品从精定位单元移送至导向单元的搬运装置,所述导向单元用于将产品推送至所述长边整平装置内,所述长边整平装置用于对产品的长边进行整平,所述传输装置用于将长边整平装置送出的产品传输至短边整平装置内,所述短边整平装置用于对产品的短边进行整平。
2.根据权利要求1所述的一种自动整平机,其特征在于:所述上料装置包括转动盘以及用于驱动转动盘转动的上料转动机构,所述转动盘上对称设置有至少两个的料架,料架用于叠层装设多个产品,所述上料装置还包括用于将料架内的产品从料架顶部推出的推料组件,所述推料组件包括推料升降板以及用于驱动推料升降板上下移动的推料升降驱动件,所述上料转动机构以及推料升降驱动件均装设在机架内。
3.根据权利要求1所述的一种自动整平机,其特征在于:所述精定位单元包括精定位平台以及设置在精定位平台上用于定位产品的定位区,定位去的外周等间隔环设有多个定位块,定位块与精定位平台滑动连接,所述精定位平台贯穿设置有多个锁定滑槽,所述定位块上贯穿设置有锁定螺丝,锁定螺丝的螺杆穿过定位块以及锁定滑槽后连接有锁定螺母,精定位平台与机架固定连接。
4.根据权利要求1所述的一种自动整平机,其特征在于:所述搬运装置包括搬运支架、搬运滑块、搬运组件、装设在搬运滑块并用于驱动搬运组件升降往复移动的搬运升降驱动件以及装设在搬运支架并用于驱动搬运滑块左右往复移动的搬运横向驱动件,搬运组件包括搬运连接架以及等间隔装设在搬运连接架底部的第一吸附架和吸附升降气缸,吸附升降气缸的输出端连接有第二吸附架,第一吸附架和第二吸附架均装设有多个吸嘴,所述第二吸附架位于搬运连接架靠近上料装置的一端,搬运支架与机架固定连接。
5.根据权利要求1所述的一种自动整平机,其特征在于:所述导向单元包括导向滑槽,所述搬运装置将精定位平台的产品搬运至导向滑槽内,所述导向滑槽的底部开设有开槽,所述导向单元还包括用于导料推块以及用于驱动导料推块前后往复移动的导料驱动件,所述导料驱动件的输出端与导料推块连接,导料推块的一端从开槽突伸入所述导向滑槽内,导料推块用于将导向滑槽内的产品推动至长边整平装置内。
6.根据权利要求1所述的一种自动整平机,其特征在于:所述长边整平装置包括长边整平支架以及滑动设置于长边整平支架的长边整平调整架,所述长边整平支架转动设置有多个长边导料转辊,长边整平支架设置有用于驱动长边导料转辊转动的长边导料驱动件,多个长边导料转辊呈一排式且等间隔设置,所述长边整平调整架转动设置有多个长边整平转辊,多个长边整平转辊呈一排式且等间隔设置,多个长边整平转辊均位于多个长边导料转辊的上方,多个长边整平转辊与多个长边导料转辊形成供产品穿过的间隙;
所述长边整平支架的顶部设置有多个用于调整所述长边整平调整架高度的长边调节螺丝,长边调节螺丝与所述长边整平支架的顶部螺接,长边调节螺丝的底端与长边整平调整架的顶部抵接,所述长边整平支架的顶部活动穿设有多个第一复位杆,第一复位杆的底部与长边整平调整架固定连接,第一复位杆的另一端穿过长边整平支架的顶部后连接有第一螺母,第一复位杆的外周套设有第一复位弹簧,第一复位弹簧的一端与长边整平支架的顶部连接,第一复位弹簧的另一端与第一螺母连接。
7.根据权利要求1所述的一种自动整平机,其特征在于:所述传输装置包括用于承接长边整平装置送出的产品的传输履带以及用于驱动传输履带移动的传输驱动件,传输履带位于长边整平装置的出料端,短边整平装置的入料端位于传输履带的出料端。
8.根据权利要求1所述的一种自动整平机,其特征在于:所述短边整平装置包括短边整平支架以及滑动设置于短边整平支架的短边整平调整架,所述短边整平支架转动设置有多个短边导料转辊,短边整平支架设置有用于驱动短边导料转辊转动的短边导料驱动件,多个短边导料转辊呈一排式且等间隔设置,所述短边整平调整架转动设置有多个短边整平转辊,多个短边整平转辊呈一排式且等间隔设置,多个短边整平转辊均位于多个短边导料转辊的上方,多个短边整平转辊与多个短边导料转辊形成供产品穿过的间隙;
所述短边整平支架的顶部设置有多个用于调整所述短边整平调整架高度的短边调节螺丝,短边调节螺丝与所述短边整平支架的顶部螺接,短边调节螺丝的底端与短边整平调整架的顶部抵接,所述短边整平支架的顶部活动穿设有多个第二复位杆,第二复位杆的底部与短边整平调整架固定连接,第二复位杆的另一端穿过短边整平支架的顶部后连接有第二螺母,第二复位杆的外周套设有第二复位弹簧,第二复位弹簧的一端与短边整平支架的顶部连接,第二复位弹簧的另一端与第二螺母连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920932754.9U CN210045791U (zh) | 2019-06-20 | 2019-06-20 | 一种自动整平机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920932754.9U CN210045791U (zh) | 2019-06-20 | 2019-06-20 | 一种自动整平机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210045791U true CN210045791U (zh) | 2020-02-11 |
Family
ID=69398085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920932754.9U Expired - Fee Related CN210045791U (zh) | 2019-06-20 | 2019-06-20 | 一种自动整平机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210045791U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112371763A (zh) * | 2020-11-03 | 2021-02-19 | 南京恒捷达机械制造有限公司 | 一种电机定子精加工机械 |
| CN113511528A (zh) * | 2021-06-30 | 2021-10-19 | 东莞市皇盈自动化设备有限公司 | 一种具有二次定位功能的上料台 |
-
2019
- 2019-06-20 CN CN201920932754.9U patent/CN210045791U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112371763A (zh) * | 2020-11-03 | 2021-02-19 | 南京恒捷达机械制造有限公司 | 一种电机定子精加工机械 |
| CN112371763B (zh) * | 2020-11-03 | 2021-06-11 | 常州大千科技股份有限公司 | 一种电机定子精加工机械 |
| CN113511528A (zh) * | 2021-06-30 | 2021-10-19 | 东莞市皇盈自动化设备有限公司 | 一种具有二次定位功能的上料台 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210045791U (zh) | 一种自动整平机 | |
| CN105600489B (zh) | 一种木塑基板生产线用双跺码垛装置 | |
| CN110653289A (zh) | 一种用于钢板自动上料、冲压及下料的一体成型装置 | |
| CN111646168B (zh) | 一种翻板机 | |
| CN202861245U (zh) | 带有全自动板料上料装置的精冲机 | |
| CN210594398U (zh) | 轨道宽度可调节的上下料输送装置 | |
| CN102935470A (zh) | 精冲机全自动板坯上料装置 | |
| CN114872432B (zh) | 一种自动化热压转印及覆膜一体设备 | |
| CN111231331A (zh) | 一种门禁卡自动焊接方法 | |
| CN209533591U (zh) | 一种原木加工生产线 | |
| CN214359012U (zh) | 一种自动板材叠合设备 | |
| CN110937374B (zh) | 一种搓纸式的分纸设备 | |
| CN210910285U (zh) | 一种全自动压克力板双边裁切生产线 | |
| CN210445547U (zh) | 一种猴魁快速压制成型机 | |
| CN209192957U (zh) | 周转箱自动供应机 | |
| CN210001053U (zh) | 一种间歇进给运动机构 | |
| CN113000751A (zh) | 具有自动下料功能的钢筋滚丝装置 | |
| CN220144584U (zh) | 冲床双送料机构 | |
| CN218619184U (zh) | 一种铝板堆叠收集机构 | |
| CN110668178A (zh) | 一种直料自动上料分料装置 | |
| CN220865795U (zh) | 一种产品包装线进盒分盒间距分离输送机构 | |
| CN220033217U (zh) | 一种单层贴面生产线用的自动下料装置 | |
| CN217397657U (zh) | 一种纸皮物料传输装置 | |
| CN116812243B (zh) | 自动叠瓦机构及自动叠瓦设备 | |
| CN219859392U (zh) | 一种不间断收料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200211 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |