CN203496160U - 吹瓶机的自动上料机构 - Google Patents
吹瓶机的自动上料机构 Download PDFInfo
- Publication number
- CN203496160U CN203496160U CN201320395331.0U CN201320395331U CN203496160U CN 203496160 U CN203496160 U CN 203496160U CN 201320395331 U CN201320395331 U CN 201320395331U CN 203496160 U CN203496160 U CN 203496160U
- Authority
- CN
- China
- Prior art keywords
- feed
- blank
- bottle
- track
- recycle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Abstract
本实用新型公开了一种吹瓶机的自动上料机构,包括间歇式循环进料轨道、下料斗、移坯机构和翻转机构;其中循环进料轨道包括均匀间隔设置在循环链条上的多个水平进料槽;所述下料斗接近循环进料轨道起始端的正上方设置,其下料口与循环进料轨道上的水平进料槽同向设置;所述移坯机构位于循环进料轨道的外侧,移坯机构的高度相对所述水平进料槽同水平设置,翻转机构对应移坯机构同水平设置在循环进料轨道的内侧。本实用新型是针对油瓶瓶坯长而重的特点而专门设计的一种吹瓶机的自动上料机构,其可实现油瓶瓶坯的无损上料,具有结构简单、造价经济、养护方便的特点。
Description
技术领域
本实用新型涉及吹瓶机,具体是一种吹瓶机的自动上料机构。
背景技术
在吹瓶机中,有一种是专门用于油瓶的吹制加工,在工作时,首先将油瓶瓶坯通过上料机构送到高处,而后下滑分离由机械手转移到加热轨道上。在此,因油瓶的瓶坯长而重,以上的这种上料方式,使得瓶坯下滑分离的过程中很容易磕碰损坏,严重影响了油瓶的加工质量,同时机械手转移机构也相对比较复杂,造价和养护成本都比较高。
实用新型内容
针对上述问题,本实用新型设计了一种吹瓶机的自动上料机构,其可实现油瓶瓶坯的无损上料,具有结构简单、造价经济、养护方便的特点。
为实现上述目的,本实用新型采用以下技术方案:
一种吹瓶机的自动上料机构,其特征在于:包括间歇式循环进料轨道、下料斗、移坯机构和翻转机构;其中循环进料轨道包括均匀间隔设置在循环链条上的多个水平进料槽;所述下料斗接近循环进料轨道起始端的正上方设置,其下料口与循环进料轨道上的水平进料槽同向设置;所述移坯机构位于循环进料轨道的外侧,移坯机构的高度相对所述水平进料槽同水平设置,翻转机构对应移坯机构同水平设置在循环进料轨道的内侧。
进一步的,上述移坯机构包括移坯推板和推杆,所述推杆可在动力源的作用下带动移坯推板进行内外移动。
进一步的,上述翻转机构包括一带若干V型槽的翻转板和翻转连杆,所述翻转板在翻转连杆的带动下可翻转90°。
进一步的,上述水平进料槽设置成V型结构。
工作时,瓶坯在下料斗内均呈水平放置,利用瓶坯的自重,以水平状态逐个由下料口掉落到循环进料轨道的水平进料槽中。在此,因下料斗的出料口紧靠循环进料轨道设置,可有效避免在下料过程中发生磕碰损坏。
当瓶坯掉落到循环进料轨道的V型水平进料槽之后,将随循环进料轨道的间歇性运行不断前移,该过程一直到瓶坯移动到移坯机构所对应的位置,此时循环轨道停止,上料推板在其推杆的作用下快速内移,将循环进料轨道水平进料槽中的瓶坯快速内推到翻转机构翻转板的V型槽上,之后上料推板快速回缩到初始位置,循环进料轨道运转带下一批的瓶坯过来,与此同时,翻转板在翻转连杆的带动下翻转90°,V型槽中的瓶坯在其自身重力作用下下滑并使瓶坯插接到吹瓶机加热轨道上的瓶坯插座上完成上料,之后翻转板在翻转连杆的带动下反向翻转90°复位到水平状态,为下一次的上料做好准备。
以此类推,随着循环进料轨道的间歇性运行,其结合与移坯机构、翻转机构的配合联动,即可实现瓶坯的自动连续上料。
本实用新型整个上料过程无需人工参与,可实现油瓶瓶坯的无损上料,同时整个机构相比机械手也得到很大简化,不仅可有效提升工作效率,并在一定程度上降低设备的养护难度和成本。
附图说明
图1、本实用新型的结构示意图;
图2、本实用新型移坯机构动作时的结构示意图;
图3、本实用新型翻转机构动作时的结构示意图;
图4、本实用新型下料斗为斜滑道结构的示意图;
图5、图4中下料斗的侧面图。
具体实施方式
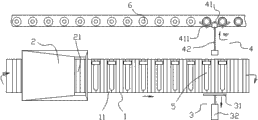
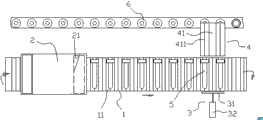
如图1所示,一种吹瓶机的自动上料机构,包括间歇式循环进料轨道1、下料斗2、移坯机构3和翻转机构4。
其中循环进料轨道1包括均匀间隔设置在循环链条上的多个水平进料槽11,为便于定位瓶坯5,各水平进料槽11设置成V型结构。
所述下料斗2接近循环进料轨道1起始端的正上方设置,其下料口21与循环进料轨道1上的水平进料槽11同向设置。在此,本实施例中下料斗设置成喇叭口结构,如图1中所示,在实际中,也可根据需要设置成单瓶坯水平下滑的斜滑道结构,其结构如图4和5所示。
所述移坯机构3位于循环进料轨道1的外侧,移坯机构3的高度相对所述水平进料槽11同水平设置。移坯机构3包括移坯推板31和推杆32,所述推杆32可在动力源的作用下带动移坯推板31进行内外移动。
所述翻转机构4对应移坯机构3同水平设置在循环进料轨道1的内侧。翻转机构4包括一带若干V型槽411的翻转板41和翻转连杆42,所述翻转板41在翻转连杆42的带动下可翻转90°。
工作时,瓶坯5在下料斗2内均呈水平放置,利用瓶坯5的自重,以水平状态逐个由下料口21掉落到循环进料轨道1的水平进料槽11中。在此,因下料斗的出料口21紧靠循环进料轨道1设置,可有效避免在下料过程中发生磕碰损坏。
当瓶坯5掉落到循环进料轨道的V型水平进料槽11之后,将随循环进料轨道1的间歇性运行不断前移,该过程一直到瓶坯5移动到移坯机构3所对应的位置,此时循环轨道1停止,上料推板31在其推杆32的作用下快速内移,将循环进料轨道水平进料槽11中的瓶坯5快速内推到翻转机构4翻转板41的V型槽411上,之后上料推板31快速回缩到初始位置,循环进料轨道1运转带下一批的瓶坯5过来,与此同时,翻转板41在翻转连杆42的带动下翻转90°,V型槽411中的瓶坯5在其自身重力作用下下滑并使瓶坯5插接到吹瓶机加热轨道上的瓶坯插座6上完成上料,之后翻转板41在翻转连杆42的带动下反向翻转90°复位到水平状态,为下一次的上料做好准备。
以此类推,随着循环进料轨道1的间歇性运行,其结合与移坯机构3、翻转机构4的配合联动,即可实现瓶坯5的自动连续上料。
本实用新型整个上料过程无需人工参与,可实现油瓶瓶坯的无损自动上料,同时整个机构相比机械手也得到很大简化,不仅可有效提升工作效率,并在一定程度上降低设备的养护难度和成本。
以上所述,仅是本实用新型的较佳实施方式,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术原理对以上实施例所做的任何简单修改、等同变化或修饰,仍属于本实用新型技术方案的范围内。
Claims (4)
1.一种吹瓶机的自动上料机构,其特征在于:包括间歇式循环进料轨道、下料斗、移坯机构和翻转机构;其中循环进料轨道包括均匀间隔设置在循环链条上的多个水平进料槽;所述下料斗接近循环进料轨道起始端的正上方设置,其下料口与循环进料轨道上的水平进料槽同向设置;所述移坯机构位于循环进料轨道的外侧,移坯机构的高度相对所述水平进料槽同水平设置,翻转机构对应移坯机构同水平设置在循环进料轨道的内侧。
2.如权利要求1所述的自动上料机构,其特征在于:所述移坯机构包括移坯推板和推杆,所述推杆可在动力源的作用下带动移坯推板进行内外移动。
3.如权利要求1或2所述的自动上料机构,其特征在于:所述翻转机构包括一带若干V型槽的翻转板和翻转连杆,所述翻转板在翻转连杆的带动下可翻转90°。
4.如权利要求1所述的自动上料机构,其特征在于:所述水平进料槽设置成V型结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320395331.0U CN203496160U (zh) | 2013-07-04 | 2013-07-04 | 吹瓶机的自动上料机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320395331.0U CN203496160U (zh) | 2013-07-04 | 2013-07-04 | 吹瓶机的自动上料机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203496160U true CN203496160U (zh) | 2014-03-26 |
Family
ID=50327164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320395331.0U Expired - Lifetime CN203496160U (zh) | 2013-07-04 | 2013-07-04 | 吹瓶机的自动上料机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203496160U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104228045A (zh) * | 2014-08-29 | 2014-12-24 | 章超超 | 全自动吹瓶机 |
| CN107856278A (zh) * | 2017-12-15 | 2018-03-30 | 浙江宏振机械模具集团有限公司 | 吹瓶机大容量塑料瓶坯上料装置 |
| CN108058364A (zh) * | 2017-12-15 | 2018-05-22 | 浙江宏振机械模具集团有限公司 | 吹瓶机大容量塑料瓶坯上料检测机构 |
| CN108793034A (zh) * | 2018-07-19 | 2018-11-13 | 成都鑫合达自动化设备有限公司 | 一种药丸灌装理瓶机 |
| CN114162572A (zh) * | 2022-01-08 | 2022-03-11 | 岳西县田园东方生态农林发展有限公司 | 一种用于坯体转料用转料装置 |
-
2013
- 2013-07-04 CN CN201320395331.0U patent/CN203496160U/zh not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104228045A (zh) * | 2014-08-29 | 2014-12-24 | 章超超 | 全自动吹瓶机 |
| CN104228045B (zh) * | 2014-08-29 | 2017-01-11 | 章超超 | 全自动吹瓶机 |
| CN107856278A (zh) * | 2017-12-15 | 2018-03-30 | 浙江宏振机械模具集团有限公司 | 吹瓶机大容量塑料瓶坯上料装置 |
| CN108058364A (zh) * | 2017-12-15 | 2018-05-22 | 浙江宏振机械模具集团有限公司 | 吹瓶机大容量塑料瓶坯上料检测机构 |
| CN108793034A (zh) * | 2018-07-19 | 2018-11-13 | 成都鑫合达自动化设备有限公司 | 一种药丸灌装理瓶机 |
| CN114162572A (zh) * | 2022-01-08 | 2022-03-11 | 岳西县田园东方生态农林发展有限公司 | 一种用于坯体转料用转料装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203496160U (zh) | 吹瓶机的自动上料机构 | |
| CN203917194U (zh) | 一种锂离子圆柱电池的测短路分选装置 | |
| CN204183184U (zh) | 机器人卡扣自动装配系统 | |
| CN202296308U (zh) | 一种理瓶机 | |
| CN203740582U (zh) | 钼圆片换向输送装置 | |
| CN204497308U (zh) | 一种用于锂电池的注液孔封装装置 | |
| CN203112083U (zh) | 具有翻转功能的传送装置 | |
| CN203667597U (zh) | 轴承套圈自动排料整列装置 | |
| CN204124804U (zh) | 球形连杆上料机构 | |
| CN205555375U (zh) | 一种自动送料装置 | |
| CN103794807B (zh) | 一种9v锂电池的组装设备 | |
| CN206500346U (zh) | 一种全自动双面油漆木门烘干装置 | |
| CN206901253U (zh) | 一种电容生产用自动排料机 | |
| CN203835989U (zh) | 一种轴承加球器 | |
| CN203497775U (zh) | 一种用于卷烟装车的轨道 | |
| CN206345416U (zh) | 一种卧式整列卸料装置 | |
| CN205972824U (zh) | 一种不间断供料装置 | |
| CN204902566U (zh) | 一种用于环保排蜡隧道窑的循环运输设备 | |
| CN204110899U (zh) | 一种轴承滚子无磕碰上料机 | |
| CN204056925U (zh) | 一种陶瓷片烧制的储坯器 | |
| CN202778980U (zh) | 螺母高度分检器 | |
| CN101439579A (zh) | 一种自动拉伸吹瓶机上料机构 | |
| CN201953840U (zh) | 轴承合套仪的套圈上料装置 | |
| CN204391050U (zh) | 半导体封装设备自动上料系统 | |
| CN203707258U (zh) | 一种9v锂电池的组装设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20140326 |
|
| CX01 | Expiry of patent term |