CN202212762U - 一种五工位蝶阀专机 - Google Patents
一种五工位蝶阀专机 Download PDFInfo
- Publication number
- CN202212762U CN202212762U CN201120336637XU CN201120336637U CN202212762U CN 202212762 U CN202212762 U CN 202212762U CN 201120336637X U CN201120336637X U CN 201120336637XU CN 201120336637 U CN201120336637 U CN 201120336637U CN 202212762 U CN202212762 U CN 202212762U
- Authority
- CN
- China
- Prior art keywords
- fixed
- hinge
- axle
- aperture apparatus
- aperture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
本实用新型是一种五工位蝶阀专机,包括机座、车削装置、钻中孔装置、铰中孔装置、钻多孔装置和回转台组成,所述的车削装置、钻中孔装置、铰中孔装置和钻多孔装置围在回转台四周,所述的车削装置与钻中孔装置、钻中孔装置与铰中孔装置、铰中孔装置与钻多孔装置互成72°角设置;所述的回转台上设置有工作台,工作台是具有五工位,各个工位上均安装有对应的夹具,夹具包含固定在工作台的锁紧螺杆、压板、锁紧螺母,及固定在工作台侧边的调整支撑板,调整支撑板上设置调整螺杆。本实用新型在一台设备通过一次装夹可对工件进行车、钻、铰、钻等工序,因此大大提高了生产效率;一次性装夹完成全部工序,因此工件的尺寸精度得到了保证。
Description
技术领域
本实用新型涉及一种机床,尤其是涉及一种具有多个工位可同时加工具有车、钻、铰、钻等工序的五工位蝶阀专机。
背景技术
目前,现有的多头机床,例如多头钻床、多头车床等,可以在一台机床上进行多点加工,提高了加工效率。然而,一件工件根据加工工艺要求,通常要在不同加工工位时,一般为不同的机床上进行,因此,在一台机床上完成加工后,还需要把工件拆下再转移到另一台机床上进行装夹、定位,这样的多次装夹、定位,不但增加了工作量、降低了加工效率,由于每次装夹、定位不能保证完全相同,因此也影响了加工的精度,从而影响产品的质量。
实用新型内容
本实用新型的目的在于针对现有技术存在的不足,而提供一种通过一次性装夹,且具有车、钻、铰、钻工序,可以减少装夹、定位次数,提高工作效率和加工精度的五工位蝶阀专机。
为实现上述目的,本实用新型的技术解决方案是:
本实用新型是一种五工位蝶阀专机,包括机座、车削装置、钻中孔装置、铰中孔装置、钻多孔装置和回转台组成,所述的车削装置、钻中孔装置、铰中孔装置和钻多孔装置围在回转台四周,所述的车削装置与钻中孔装置、钻中孔装置与铰中孔装置、铰中孔装置与钻多孔装置互成72°角设置;所述的回转台上设置有工作台,工作台是具有五工位,各个工位上均安装有对应的夹具,夹具包含固定在工作台的锁紧螺杆、压板、锁紧螺母,及固定在工作台侧边的调整支撑板,调整支撑板上设置调整螺杆。
进一步,所述的车削装置由车削电机通过齿轮带动轴A,轴A通过齿轮带动轴B,轴B通过齿轮带动车削主轴,车削主轴连接夹盘,夹盘设有夹盘伺服电机相配合,车削装置固定在进给上滑座上,进给下滑座固定在机座上;所述的钻中孔装置由钻中孔电机通过齿轮带动轴C,轴C通过齿轮带动轴D,轴D通过齿轮带动钻中孔主轴,钻中孔主轴连接钻头,钻中孔装置固定在进给上滑座上,进给下滑座固定在机座上;所述的铰中孔装置铰中孔电机通过齿轮带动轴E,轴E通过齿轮带动轴F,轴F通过齿轮带动钻中孔主轴,钻中孔主轴连接铰头,铰中孔装置固定在进给上滑座上,进给下滑座固定在机座上;所述的钻多孔装置由钻多孔电机通过齿轮带动轴G,轴G通过齿轮带动轴H,轴H联接驱动钻头箱体,钻头箱体上设置有若干个主轴钻头,钻多孔装置固定在进给上滑座上,进给下滑座固定在机座上。
进一步,所述的钻多孔装置的钻头箱体是可根据实践需要主轴钻头数而更换。
本实用新型的有益效果是:由于本实用新型在一台设备通过一次装夹可对工件进行车、钻、铰、钻等工序,因此大大提高了生产效率;一次性装夹完成全部工序,因此工件的尺寸精度得到了保证。
下面结合附图和具体实施例对本实用新型作进一步的说明。
附图说明
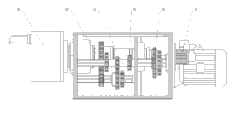
图1是本实用新型的整体结构示意图;
图2是本实用新型的车削装置结构示意图;
图3是本实用新型的钻中孔装置结构示意图;
图4是本实用新型的铰中孔装置结构示意图;
图5是本实用新型的钻多孔装置结构示意图。
具体实施方式
如图1所示,是本实用新型一种五工位蝶阀专机的结构示意图,包括机座1、车削装置、钻中孔装置、铰中孔装置、钻多孔装置和回转台2组成。
所述的车削装置、钻中孔装置、铰中孔装置和钻多孔装置围在回转台2四周,所述的车削装置与钻中孔装置、钻中孔装置与铰中孔装置、铰中孔装置与钻多孔装置互成72°角设置;所述的回转台2上设置有工作台3,工作台3是具有五工位,各个工位上均安装有对应的夹具,夹具包含固定在工作台3的锁紧螺杆4、压板5、锁紧螺母6,及固定在工作台3侧边的调整支撑板7,调整支撑板7上设置调整螺杆8。
如图2所示,所述的车削装置由车削电机9通过齿轮10带动轴A11,轴A11通过齿轮带动轴B12,轴B12通过齿轮带动车削主轴13,车削主轴13连接夹盘14,夹盘14设有夹盘伺服电机15相配合,车削装置固定在进给上滑座上16,进给下滑座17固定在机座1上。
如图3所示,所述的钻中孔装置由钻中孔电机18通过齿轮带动轴C19,轴C19通过齿轮带动轴D20,轴D20通过齿轮21带动钻中孔主轴22,钻中孔主轴22连接钻头,钻中孔装置固定在进给上滑座23上,进给下滑座24固定在机座1上。
如图4所示,所述的铰中孔装置铰中孔电机25通过齿轮带动轴E26,轴E26通过齿轮带动轴F27,轴F27通过齿轮28带动铰中孔主轴29,铰中孔主轴29连接铰头,铰中孔装置固定在进给上滑座30上,进给下滑座31固定在机座1上。
如图5所示,所述的钻多孔装置由钻多孔电机32通过齿轮带动轴G33,轴G33通过齿轮34带动轴H35,轴H35联接驱动钻头箱体36,钻头箱体36上设置有若干个主轴钻头37,钻多孔装置固定在进给上滑座上38,进给下滑座39固定在机座1上。
以上方案所述,仅为本实用新型较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
Claims (3)
1. 一种五工位蝶阀专机,包括机座、车削装置、钻中孔装置、铰中孔装置、钻多孔装置和回转台组成,其特征在于:所述的车削装置、钻中孔装置、铰中孔装置和钻多孔装置围在回转台四周,所述的车削装置与钻中孔装置、钻中孔装置与铰中孔装置、铰中孔装置与钻多孔装置互成72°角设置;所述的回转台上设置有工作台,工作台是具有五工位,各个工位上均安装有对应的夹具,夹具包含固定在工作台的锁紧螺杆、压板、锁紧螺母,及固定在工作台侧边的调整支撑板,调整支撑板上设置调整螺杆。
2.根据权利要求1所述的五工位蝶阀专机,其特征在于:所述的车削装置由车削电机通过齿轮带动轴A,轴A通过齿轮带动轴B,轴B通过齿轮带动车削主轴,车削主轴连接夹盘,夹盘设有夹盘伺服电机相配合,车削装置固定在进给上滑座上,进给下滑座固定在机座上;所述的钻中孔装置由钻中孔电机通过齿轮带动轴C,轴C通过齿轮带动轴D,轴D通过齿轮带动钻中孔主轴,钻中孔主轴连接钻头,钻中孔装置固定在进给上滑座上,进给下滑座固定在机座上;所述的铰中孔装置铰中孔电机通过齿轮带动轴E,轴E通过齿轮带动轴F,轴F通过齿轮带动钻中孔主轴,钻中孔主轴连接铰头,铰中孔装置固定在进给上滑座上,进给下滑座固定在机座上;所述的钻多孔装置由钻多孔电机通过齿轮带动轴G,轴G通过齿轮带动轴H,轴H联接驱动钻头箱体,钻头箱体上设置有若干个主轴钻头,钻多孔装置固定在进给上滑座上,进给下滑座固定在机座上。
3.根据权利要求2所述的五工位蝶阀专机,其特征在于:所述的钻多孔装置的钻头箱体是可根据实践需要主轴钻头数而更换。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201120336637XU CN202212762U (zh) | 2011-09-08 | 2011-09-08 | 一种五工位蝶阀专机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201120336637XU CN202212762U (zh) | 2011-09-08 | 2011-09-08 | 一种五工位蝶阀专机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202212762U true CN202212762U (zh) | 2012-05-09 |
Family
ID=46012032
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201120336637XU Expired - Fee Related CN202212762U (zh) | 2011-09-08 | 2011-09-08 | 一种五工位蝶阀专机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202212762U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922287A (zh) * | 2012-10-26 | 2013-02-13 | 浙江精一重工有限公司 | 轮毂轴承壳体加工专用机床 |
| CN103084816A (zh) * | 2013-01-15 | 2013-05-08 | 云南省机械研究设计院 | 一种便于确定动力头主轴与理论加工孔同轴度的方法 |
| CN103240624A (zh) * | 2013-04-25 | 2013-08-14 | 常熟市宇龙模具有限责任公司 | 酒瓶模具合缝面、两端面的多工位加工夹具 |
| CN104475810A (zh) * | 2014-12-15 | 2015-04-01 | 济南玫德铸造有限公司 | 一种大规格蝶式止回阀钻孔机 |
| CN104772659A (zh) * | 2015-04-20 | 2015-07-15 | 江苏胜德龙机电科技有限公司 | 一种蝶阀阀体数控多工位复合加工专用机床 |
| CN107443078A (zh) * | 2017-09-23 | 2017-12-08 | 浙江班尼戈流体控制有限公司 | 一种蝶阀多功能加工装置 |
| CN108058021A (zh) * | 2018-02-01 | 2018-05-22 | 科达阀门科技有限公司 | 一种四工位蝶阀加工装置 |
-
2011
- 2011-09-08 CN CN201120336637XU patent/CN202212762U/zh not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922287A (zh) * | 2012-10-26 | 2013-02-13 | 浙江精一重工有限公司 | 轮毂轴承壳体加工专用机床 |
| CN102922287B (zh) * | 2012-10-26 | 2015-07-08 | 浙江精一重工有限公司 | 轮毂轴承壳体加工专用机床 |
| CN103084816A (zh) * | 2013-01-15 | 2013-05-08 | 云南省机械研究设计院 | 一种便于确定动力头主轴与理论加工孔同轴度的方法 |
| CN103240624A (zh) * | 2013-04-25 | 2013-08-14 | 常熟市宇龙模具有限责任公司 | 酒瓶模具合缝面、两端面的多工位加工夹具 |
| CN104475810A (zh) * | 2014-12-15 | 2015-04-01 | 济南玫德铸造有限公司 | 一种大规格蝶式止回阀钻孔机 |
| CN104772659A (zh) * | 2015-04-20 | 2015-07-15 | 江苏胜德龙机电科技有限公司 | 一种蝶阀阀体数控多工位复合加工专用机床 |
| CN107443078A (zh) * | 2017-09-23 | 2017-12-08 | 浙江班尼戈流体控制有限公司 | 一种蝶阀多功能加工装置 |
| CN107443078B (zh) * | 2017-09-23 | 2023-04-11 | 浙江班尼戈流体控制有限公司 | 一种蝶阀多功能加工装置 |
| CN108058021A (zh) * | 2018-02-01 | 2018-05-22 | 科达阀门科技有限公司 | 一种四工位蝶阀加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202212762U (zh) | 一种五工位蝶阀专机 | |
| CN201304576Y (zh) | 钻床主轴钻孔装置 | |
| CN204094461U (zh) | 一种组合机床 | |
| CN201168871Y (zh) | 一种万向轴承铣端面打中心孔机床 | |
| CN203265681U (zh) | 双头中心钻孔专机 | |
| CN204094158U (zh) | 多刀具加工机床 | |
| CN202317651U (zh) | 一种四工位闸阀数控专机 | |
| CN202985090U (zh) | 一种车钻复合机床 | |
| CN203765039U (zh) | 一种变速箱操纵体钻铰孔夹具 | |
| CN202742038U (zh) | 一种卧式多轴钻铰攻丝复合机床 | |
| CN202438837U (zh) | 电机壳移位专用钻孔攻丝机床 | |
| CN107891273B (zh) | 一种多工序加工成型孔智能设备 | |
| CN103753214B (zh) | 一种汽缸六工位加工机及其加工方法 | |
| CN102689184A (zh) | 一种同时加工汽缸进气侧和排气侧螺纹孔的机床 | |
| CN210099459U (zh) | 铣镗中心孔及车加工组合机床 | |
| CN104439989A (zh) | 曲轴斜油孔加工方法 | |
| CN201815865U (zh) | 阀门铣平面、钻多孔专用机床 | |
| CN204818077U (zh) | 一种双头车床 | |
| CN203437682U (zh) | 双钻头卧式钻床 | |
| CN205057504U (zh) | 一种车钻复合机床 | |
| CN201313189Y (zh) | 一种使用钻床镗孔的装置 | |
| CN205393994U (zh) | 一种车钻铣一体化的高速数控机床 | |
| CN204725127U (zh) | 一种用于加工节叉花键孔的转盘机 | |
| CN103753155A (zh) | 一种水轮机环形活塞加工工艺及其加工工具 | |
| CN204565218U (zh) | 一种用于开合螺母钻孔的夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120509 Termination date: 20140908 |
|
| EXPY | Termination of patent right or utility model |