CN202015783U - 阶段式侧冲型精抽马达壳模具 - Google Patents
阶段式侧冲型精抽马达壳模具 Download PDFInfo
- Publication number
- CN202015783U CN202015783U CN2011200743538U CN201120074353U CN202015783U CN 202015783 U CN202015783 U CN 202015783U CN 2011200743538 U CN2011200743538 U CN 2011200743538U CN 201120074353 U CN201120074353 U CN 201120074353U CN 202015783 U CN202015783 U CN 202015783U
- Authority
- CN
- China
- Prior art keywords
- punch
- grades
- mould
- side pressure
- drift
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Landscapes
- Manufacture Of Motors, Generators (AREA)
Abstract
本实用新型涉及马达壳的制造设备技术领域,尤其是指一种阶段式侧冲型精抽马达壳模具,包括模架、上模座、下模座及设置于模架的导柱,导柱上套装有可活动的导套,上模座设置有一级凸模及切边冲头,下模座设置有一级凹模及切边套,二级凸模、三级凸模及下料凸模分别设置于二级凹模三级凹模及下料凹模的正下方;所述三级冲压套的旁侧装设有侧推件,与该三级冲压套相对应的三级冲头的旁侧活动设置有侧压凸模,该侧压凸模的侧壁设置有侧压冲头,该三级冲头的侧壁开设有侧压凹孔。本实用新型采用阶段式多级冲裁加工的方式将拉伸冲压、壳底整形、盲孔抽深和侧向冲裁集合在一个模具设备中,大大简化了整体设备的结构,降低了设备的投入成本。
Description
技术领域
本实用新型涉及马达壳的制造设备技术领域,尤其是指一种阶段式侧冲型精抽马达壳模具。
背景技术
随着科学技术的发展和工业产品的普及,各种各样的电子产品进入千家万户,是人们生活水平提高的重要象征。马达是电子产品中非常常见的部件,从而导致市场对马达的需求量非常巨大,马达壳是马达的重要组成部件,其质量的好坏也直接关系到马达质量的好坏,并影响到电子产品的性能稳定性。
马达壳的制造一般是采用阶段式侧冲型精抽加工,现有阶段式侧冲型精抽马达壳加工方法为龙门冲床传递手式的逐段加工,即按部品成型步聚制作多套单冲型的模具,一套模具完成部品一部分的成型加工,其方法在实际技术和资源上存在着一些不足之处,如:一、加工部品需要多套的单冲型模具,且单冲型模具都需要占用一台专用的机器设备,存在一定较大的局限性;二、在机台成型工站不足的影响下,马达壳的壁厚不能被均匀拉伸,会引起其壁厚不均现象,安装到马达上后,会因重心不均,导致马达运转时噪声过大;三、由于马达壳的各个成型工站分别采用不同的单冲型模具进行加工,导致各个阶段的生产速度不一致,在加工冲裁过程中,容易导致产品发生偏差而损坏模具,还增加了废品率,缺陷明显。
发明内容
本实用新型要解决的技术问题是提供一种集精密冲裁、侧冲及抽深于一体的阶段式侧冲型精抽马达壳模具,该阶段式侧冲型精抽马达壳模具具有加工精度高、生产效率高和生产成本低的优点。
为了解决上述技术问题,本实用新型采用如下技术方案:阶段式侧冲型精抽马达壳模具,包括模架、上模座、下模座及设置于模架的导柱,导柱上套装有可活动的导套,下模座与导柱的连接,上模座与导套连接,上模座设置有一级凸模及切边冲头,下模座设置有与一级凸模相对应的一级凹模及与切边冲头相对应的切边套,上模座设置有二级凹模、三级凹模及下料凹模,下模座设置有二级凸模、三级凸模及下料凸模,二级凸模、三级凸模及下料凸模分别设置于二级凹模、三级凹模及下料凹模的正下方;所述三级凸模设置有至少两个三级冲头,所述三级凹模设置有与三级冲头数量相同的三级冲压套,三级冲压套与三级冲头一一对应,三级冲压套的内径与对应的三级冲头的直径相适应;所述三级冲压套的旁侧装设有侧推件,该侧推件上设置有侧推斜面,与该三级冲压套相对应的三级冲头的旁侧活动设置有侧压凸模,该侧压凸模的侧壁设置有侧压冲头,该三级冲头的侧壁开设有与侧压冲头相对应的侧压凹孔,该侧压凹孔的截面的形状大小与侧压冲头的截面的形状大小相适应。
其中,所述侧推件和侧压凸模的数量均为八个,八个侧推件环形布置于所述三级冲压套,八个侧压凸模环形布置于所述三级冲头,侧推件的位置与侧压凸模的位置一一对应。
其中,所述二级凸模设置有至少三个二级冲头,至少三个二级冲头依工作顺序从短到长排列,从短到长排列的所述二级冲头的直径逐渐减小;所述二级凹模设置有与二级冲头数量相同的二级冲压套, 二级冲压套与二级冲头一一对应,二级冲压套的内径与对应的二级冲头的直径相适应。
其中,所述二级冲压套内套装有定位整形柱。
其中,所述上模座设置有支撑柱,该支撑柱的下端与定位整形柱的上端相抵触。
其中,所述一级凸模设置有拉伸冲头,一级凹模设置有与拉伸冲头的位置相对应的拉伸套,拉伸套的内径与拉伸冲头的直径相适应。
本实用新型的有益效果在于:本实用新型提供了一种阶段式侧冲型精抽马达壳模具,包括模架、上模座、下模座及设置于模架的导柱,导柱上套装有可活动的导套,下模座与导柱的连接,上模座与导套连接,上模座设置有一级凸模及切边冲头,下模座设置有与一级凸模相对应的一级凹模及与切边冲头相对应的切边套,上模座设置有二级凹模、三级凹模及下料凹模,下模座设置有二级凸模、三级凸模及下料凸模,二级凸模、三级凸模及下料凸模分别设置于二级凹模、三级凹模及下料凹模的正下方;所述三级凸模设置有至少两个三级冲头,所述三级凹模设置有与三级冲头数量相同的三级冲压套,三级冲压套与三级冲头一一对应,三级冲压套的内径与对应的三级冲头的直径相适应;所述三级冲压套的旁侧装设有侧推件,该侧推件上设置有侧推斜面,与该三级冲压套相对应的三级冲头的旁侧活动设置有侧压凸模,该侧压凸模的侧壁设置有侧压冲头,该三级冲头的侧壁开设有与侧压冲头相对应的侧压凹孔,该侧压凹孔的截面的形状大小与侧压冲头的截面的形状大小相适应。本实用新型采用阶段式多级冲裁加工的方式将拉伸冲压、壳底整形、盲孔抽深和侧向冲裁集合在一个模具设备中,大大简化了整体设备的结构,降低了设备的投入成本,实用性强。
附图说明
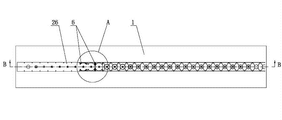
图1为本实用新型俯视结构示意图。
图2为图1中A部分的局部放大结构示意图。
图3为图1中B-B截面的剖面结构示意图。
图4为图3中C部分的局部放大结构示意图。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
如图1至图4 所示,一种阶段式侧冲型精抽马达壳模具,包括模架、上模座1、下模座2及设置于模架的导柱,导柱上套装有可活动的导套,下模座2与导柱的连接,上模座1与导套连接,上模座1设置有一级凸模3及切边冲头6,下模座2设置有与一级凸模3相对应的一级凹模4及与切边冲头6相对应的切边套5,上模座1设置有二级凹模7、三级凹模8及下料凹模9,下模座2设置有二级凸模10、三级凸模11及下料凸模12,二级凸模10、三级凸模11及下料凸模12分别设置于二级凹模7、三级凹模8及下料凹模9的正下方;所述三级凸模11设置有至少两个三级冲头13,所述三级凹模8设置有与三级冲头13数量相同的三级冲压套14,三级冲压套14与三级冲头13一一对应,三级冲压套14的内径与对应的三级冲头13的直径相适应;所述三级冲压套14的旁侧装设有侧推件15,该侧推件15上设置有侧推斜面16,与该三级冲压套14相对应的三级冲头13的旁侧活动设置有侧压凸模17,该侧压凸模17的侧壁设置有侧压冲头18,该三级冲头13的侧壁开设有与侧压冲头18相对应的侧压凹孔19,该侧压凹孔19的截面的形状大小与侧压冲头18的截面的形状大小相适应。
在料带26自左向右的移动过程中,先由一级凸模3和一级凹模4对当前加工位的中心部分进行冲压整形,再由切边套5和切边冲头6对该加工位进行切边处理,经过切边后,该加工位留有弯曲的搭边27。然后由二级凹模7和二级凸模10对该加工位进行抽深加工,抽深加工完毕后得到马达壳坯料,料带26继续向右移动,由三级凹模8和三级凸模11对该加工位进行侧向冲裁加工;最后由下料凹模9及下料凸模12对料带26进行最后的冲裁下料。当上模座1与下模座2相互靠近时,三级凹模8和三级凸模11合拢,侧推件15向下移动,侧推件15上的侧推斜面16与侧压凸模17的上端部相抵触,并推动侧压凸模17向三级冲头13靠近,使侧压凸模17与侧压凹孔19合模,从而实现马达壳的侧向冲裁加工,该侧向冲裁过程无需使用额外的冲裁设备,大大简化了侧向冲裁加工的工序。
本实用新型采用阶段式多级冲裁加工的方式将拉伸冲压、壳底整形、盲孔抽深和侧向冲裁集合在一个模具设备中,大大简化了整体设备的结构,降低了设备的投入成本,实用性强。
本实施例的所述侧推件15和侧压凸模17的数量均为八个,八个侧推件15环形布置于所述三级冲压套14,八个侧压凸模17环形布置于所述三级冲头13,侧推件15的位置与侧压凸模17的位置一一对应,在一次冲裁加工中,即可同时对一个加工位的八个缺口进行侧向冲裁,方便快捷,生产效率高。
本实施例的所述二级凸模10设置有至少三个二级冲头20,至少三个二级冲头20依工作顺序从短到长排列,从短到长排列的所述二级冲头20的直径逐渐减小;所述二级凹模7设置有与二级冲头20数量相同的二级冲压套21, 二级冲压套21与二级冲头20一一对应,二级冲压套21的内径与对应的二级冲头20的直径相适应。
由至少三个二级冲头20依工作顺序依次对料带26进行冲压,当前加工位被第一个二级冲头20冲压之后,该加工位被冲压出一个直径大深度小的盲孔,随后,料带26向右移动一个工位,由第二个二级冲头20对该加工位进行冲压,使所述盲孔的深度变大,直径变小;经过至少三个二级冲头20的依次冲压之后,盲孔的深度和直径均达到设定要求,即马达壳坯料,由于经过切边之后,加工位留有弯曲的搭边27,加工过程中弯曲的搭边27被逐渐拉直,使加工位不会与料带26脱离,保证加工位在卸料之前,加工位始终与料带26一起向右移动。利用多个二级冲头20对加工位进行多次冲压,逐渐将其冲压成符合标准的尺寸规格,确保内外孔的直径和总体高度达到要求的精确度,大大降低废品率,加工精度大大提高。
本实施例的所述二级冲压套21内套装有定位整形柱22。具体的所述所述上模座1设置有支撑柱23,该支撑柱23的下端与定位整形柱22的上端相抵触。定位整形柱22用于对马达壳的盲孔底部进行整形加工,支撑柱23的设置用于提高定位整形柱22与下模座2的连接强度,延长使用寿命。
本实施例的所述一级凸模3设置有拉伸冲头24,一级凹模4设置有与拉伸冲头24的位置相对应的拉伸套25,拉伸套25的内径与拉伸冲头24的直径相适应。先由拉伸冲头24和拉伸套25对加工位进行拉伸处理,使该加工位的中部隆起,从而为下一步的整形加工工序做准备,避免加工位在整形过程中产生裂痕而影响马达壳的加工质量。
上述实施例为本实用新型较佳的实现方案之一,除此之外,本实用新型还可以其它方式实现,在不脱离本实用新型发明构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
Claims (6)
1.阶段式侧冲型精抽马达壳模具,包括模架、上模座(1)、下模座(2)及设置于模架的导柱,导柱上套装有可活动的导套,下模座(2)与导柱的连接,上模座(1)与导套连接,上模座(1)设置有一级凸模(3)及切边冲头(6),下模座(2)设置有与一级凸模(3)相对应的一级凹模(4)及与切边冲头(6)相对应的切边套(5),其特征在于:上模座(1)设置有二级凹模(7)、三级凹模(8)及下料凹模(9),下模座(2)设置有二级凸模(10)、三级凸模(11)及下料凸模(12),二级凸模(10)、三级凸模(11)及下料凸模(12)分别设置于二级凹模(7)、三级凹模(8)及下料凹模(9)的正下方;所述三级凸模(11)设置有至少两个三级冲头(13),所述三级凹模(8)设置有与三级冲头(13)数量相同的三级冲压套(14),三级冲压套(14)与三级冲头(13)一一对应,三级冲压套(14)的内径与对应的三级冲头(13)的直径相适应;所述三级冲压套(14)的旁侧装设有侧推件(15),该侧推件(15)设置有侧推斜面(16),与该三级冲压套(14)相对应的三级冲头(13)的旁侧活动设置有侧压凸模(17),该侧压凸模(17)的侧壁设置有侧压冲头(18),该三级冲头(13)的侧壁开设有与侧压冲头(18)相对应的侧压凹孔(19),该侧压凹孔(19)的截面的形状大小与侧压冲头(18)的截面的形状大小相适应。
2.根据权利要求1所述的阶段式侧冲型精抽马达壳模具,其特征在于:所述侧推件(15)和侧压凸模(17)的数量均为八个,八个侧推件(15)环形布置于所述三级冲压套(14),八个侧压凸模(17)环形布置于所述三级冲头(13),侧推件(15)的位置与侧压凸模(17)的位置一一对应。
3.根据权利要求1所述的阶段式侧冲型精抽马达壳模具,其特征在于:所述二级凸模(10)设置有至少三个二级冲头(20),至少三个二级冲头(20)依工作顺序从短到长排列,从短到长排列的所述二级冲头(20)的直径逐渐减小;所述二级凹模(7)设置有与二级冲头(20)数量相同的二级冲压套(21), 二级冲压套(21)与二级冲头(20)一一对应,二级冲压套(21)的内径与对应的二级冲头(20)的直径相适应。
4.根据权利要求3所述的阶段式侧冲型精抽马达壳模具,其特征在于:所述二级冲压套(21)内套装有定位整形柱(22)。
5.根据权利要求4所述的阶段式侧冲型精抽马达壳模具,其特征在于:所述上模座(1)设置有支撑柱(23),该支撑柱(23)的下端与定位整形柱(22)的上端相抵触。
6.根据权利要求1所述的阶段式侧冲型精抽马达壳模具,其特征在于:所述一级凸模(3)设置有拉伸冲头(24),一级凹模(4)设置有与拉伸冲头(24)的位置相对应的拉伸套(25),拉伸套(25)的内径与拉伸冲头(24)的直径相适应。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200743538U CN202015783U (zh) | 2011-03-21 | 2011-03-21 | 阶段式侧冲型精抽马达壳模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200743538U CN202015783U (zh) | 2011-03-21 | 2011-03-21 | 阶段式侧冲型精抽马达壳模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202015783U true CN202015783U (zh) | 2011-10-26 |
Family
ID=44809462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011200743538U Expired - Lifetime CN202015783U (zh) | 2011-03-21 | 2011-03-21 | 阶段式侧冲型精抽马达壳模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202015783U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104014645A (zh) * | 2014-06-18 | 2014-09-03 | 苏州旭创精密模具有限公司 | 一种轴阀紧固件加工方法 |
| CN104096747A (zh) * | 2013-04-11 | 2014-10-15 | 昆山昌禾精密电子有限公司 | 一体式马达壳加工方法及所用的马达壳冲压成型模具 |
| CN106513504A (zh) * | 2016-12-23 | 2017-03-22 | 佛山市诺迪精密模具有限公司 | 一种马达壳加工模具及其加工方法 |
| CN108188267A (zh) * | 2018-03-09 | 2018-06-22 | 深圳市创超电子有限公司 | 一种铜帽的制作工艺及用于制作铜帽的模具 |
-
2011
- 2011-03-21 CN CN2011200743538U patent/CN202015783U/zh not_active Expired - Lifetime
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104096747A (zh) * | 2013-04-11 | 2014-10-15 | 昆山昌禾精密电子有限公司 | 一体式马达壳加工方法及所用的马达壳冲压成型模具 |
| CN104096747B (zh) * | 2013-04-11 | 2016-04-27 | 昆山昌禾精密电子有限公司 | 一体式马达壳加工方法及所用的马达壳冲压成型模具 |
| CN104014645A (zh) * | 2014-06-18 | 2014-09-03 | 苏州旭创精密模具有限公司 | 一种轴阀紧固件加工方法 |
| CN104014645B (zh) * | 2014-06-18 | 2016-05-04 | 苏州旭创精密模具有限公司 | 一种轴阀紧固件加工方法 |
| CN106513504A (zh) * | 2016-12-23 | 2017-03-22 | 佛山市诺迪精密模具有限公司 | 一种马达壳加工模具及其加工方法 |
| CN108188267A (zh) * | 2018-03-09 | 2018-06-22 | 深圳市创超电子有限公司 | 一种铜帽的制作工艺及用于制作铜帽的模具 |
| CN108188267B (zh) * | 2018-03-09 | 2024-04-12 | 深圳市创超电子有限公司 | 一种铜帽的制作工艺及用于制作铜帽的模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103611817A (zh) | 一种盆架自动送料连续模具 | |
| CN203418009U (zh) | Dc风扇类马达外壳拉伸连续模 | |
| CN203610520U (zh) | 一种盆架自动送料连续模具 | |
| CN102319800B (zh) | 多功能一次成形模具 | |
| CN205253895U (zh) | 一种小搭边落料折弯成型精冲连续模具 | |
| CN202015783U (zh) | 阶段式侧冲型精抽马达壳模具 | |
| CN206882509U (zh) | 一种片端子的冲压模具 | |
| CN202367043U (zh) | 用于汽车轮罩零件的生产流水线装置 | |
| CN105458081B (zh) | 一种辐照监督管几字型半槽壳冲压成型工装 | |
| CN202479354U (zh) | 波形片级进模 | |
| CN103203413A (zh) | 外圈连续冲压模具 | |
| CN104785625A (zh) | 制作汽车座椅滑道保持架的连续模及其方法 | |
| CN202571028U (zh) | 冲焊桥壳半壳成形模具 | |
| CN203830549U (zh) | 翻边冲槽复合模具 | |
| CN202169326U (zh) | 多功能一次成形模具 | |
| CN201956830U (zh) | 交叉铆合式定子模具 | |
| CN204396634U (zh) | 生产汽车前围挡板下横梁的模具 | |
| CN208787450U (zh) | 一种电气化铁路腕臂金具锻压成型模具 | |
| CN203862837U (zh) | 一种用于圆管接口的冲压模具 | |
| CN206997546U (zh) | 一种汽车覆盖件冲压模具 | |
| CN203265407U (zh) | 外圈连续冲压模具 | |
| CN202070663U (zh) | 一体成型精抽定子模具 | |
| CN213223960U (zh) | 一种轮辐成型模具 | |
| CN102009101A (zh) | 一种侧孔成形拉深类级进模 | |
| CN209849701U (zh) | 汽车隔热板用翻边模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20111026 |