CN201841203U - 连续模 - Google Patents
连续模 Download PDFInfo
- Publication number
- CN201841203U CN201841203U CN2010202359177U CN201020235917U CN201841203U CN 201841203 U CN201841203 U CN 201841203U CN 2010202359177 U CN2010202359177 U CN 2010202359177U CN 201020235917 U CN201020235917 U CN 201020235917U CN 201841203 U CN201841203 U CN 201841203U
- Authority
- CN
- China
- Prior art keywords
- die
- plate
- progressive
- mould
- diel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Punching Or Piercing (AREA)
Abstract
本实用新型公开了一种连续模。它包括上模和下模,所述的上模包括上模座、上垫板、上夹板、止挡板和上脱板,所述的上模座、上垫板、上夹板、止挡板和上脱板从上而下依次排列,所述下模包括下模板、下垫板和下模座,所述上夹板和止挡板之间留有弹性间隔,所述连续模上设有多工位级进的连体冲压模具。本实用新型提供的连续模,结构简单,能进行多工位连续冲压。
Description
技术领域
本实用新型涉及一种冲压模具,尤其涉及一种用于生产压线框的连续模。
背景技术
对于压线框冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件又不能过于复杂,否则就需要多副单工位模具才能实现。中国专利CN201205576Y公开了一种可改变加工程序的连续模具结构,该连续模具是具有一主体模具配合至少一活动模具,该主体模具则具有固定模穴区,该固定模穴区是具有数程序的固定模穴,以配合单一活动模具上数组依不同加工条件而设置的活动模穴,活动模的移动,使适合被加工成品条件的活动模穴对准固定模穴区上的固定模穴,达到同一模具可以在连续自动化加工中制作出不同加工条件的被加工成品,以利后续自动化加工作业的需求,如同一料卷加工出不同尺寸条件的半成品后,直接自动化组合成品结构。但是这种模具结构复杂,工位较少,不利于产品的冲压成型。
发明内容
本实用新型主要是解决现有连续模具结构复杂、工位较少、不利于产品的冲压成型等的技术问题,提供一种连续模,结构简单,能进行多工位连续冲压。
本实用新型的上述技术问题主要是通过下述技术方案得以解决的:它包括上模和下模,所述的上模包括上模座、上垫板、上夹板、止挡板和上脱板,所述的上模座、上垫板、上夹板、止挡板和上脱板从上而下依次排列,所述下模包括下模板、下垫板和下模座,所述上夹板和止挡板之间留有弹性间隔,所述连续模上设有多工位级进的连体冲压模具。本实用新型按照工位顺序设计连续的冲压模具,使得模具形状简单,在一套模具上就能够一次性加工出成品。弹性间隔的设置,起到一定的缓冲作用,并在冲压力达到最大值前,为导向元件的及时调整模块位置提供了一定的时间保证。
作为优选,所述冲压模具的闭合高度相等。
作为优选,所述冲压模具的送料线高度一致。
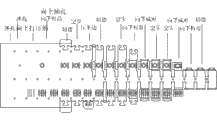
作为优选,冲压模具包括两道冲孔模、一道向上打压筋模、一道向上抽孔模、一道向下打凸模、三道切边模、四道空步模、一道压毛边模、一道向下打斜模、两道向下成形模、一道向下折弯模。
作为优选,作为所述上脱板上制有按冲压工序依次排列的多个冲裁凸模,在所述下模板上对应部位制有与所述冲裁凸模相适配的冲裁凹模。凹模和凸模配合,从而完成板料的成型。
作为优选,所述上模上设有多个冲裁用的冲子。冲子直接作用在板料上,用于板料的成型,如冲孔或切边等。
作为优选,所述上模和下模之间设有平衡上模和下模的内导柱,上模和下模上分别设有多个用于固定模块的销钉。
本实用新型带来的有益效果是,本实用新型结构简单,能进行多工位连续冲压的模具。
附图说明
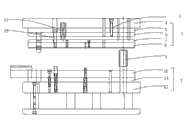
附图1是本实用新型的一种结构示意图;
附图2是本实用新型生产的压线框面板成型时的一种流程示意图。
附图说明:1、上模;2、下模;3、销钉;4、上模座;5、上垫板;6、上夹板;7、止挡板;8、上脱板;9、内导柱;10、下模板;11、下垫板;12、下模座;13、弹簧;14、冲子。
具体实施方式
下面通过实施例,并结合附图,对实用新型的技术方案作进一步具体的说明。
实施例:本实施例的连续模如图1、2所示,连续模包括上模1和下模2,上模1上还装有多个冲裁用的冲子14以及固定模具的销钉3,在上模1和下模2之间安装有平衡上模1和下模2的内导柱9。在连续模上制有多工位级进的冲压模具,这些冲压模具步距相等,闭合高度相等,送料线高度一致。冲压模具包括两道冲孔模、一道向上打压筋模、一道向上抽孔模、一道向下打凸模、三道切边模、四道空步模、一道压毛边模、一道向下打斜模、两道向下成形模、一道向下折弯模。上模1包括上模座4、上垫板5、上夹板6、止挡板7和上脱板8,上模座4、上垫板5、上夹板6、止挡板7和上脱板8从上而下依次连接在一起,下模2包括从上而下依次相连的下模板10、下垫板11和下模座12,在上模座4背面装有弹簧13,弹簧13穿过上垫板5和上夹板6,顶在止挡板7上,使得上夹板6和止挡板7之间形成弹性间隔。上脱板8上制有按冲压工序依次排列的多个冲裁凸模,在下模板10上对应部位制有与冲裁凸模相配的冲裁凹模。
Claims (7)
1.一种连续模,包括上模和下模,所述的上模包括上模座、上垫板、上夹板、止挡板和上脱板,所述的上模座、上垫板、上夹板、止挡板和上脱板从上而下依次排列,所述下模包括下模板、下垫板和下模座,其特征在于:所述上夹板和止挡板之间留有弹性间隔,所述连续模上设有多工位级进的连体冲压模具。
2.根据权利要求1所述的连续模,其特征在于,所述冲压模具的闭合高度相等。
3.根据权利要求1所述的连续模,其特征在于,所述冲压模具的送料线高度一致。
4.根据权利要求1或2或3所述的连续模,其特征在于,所述的冲压模具包括两道冲孔模、一道向上打压筋模、一道向上抽孔模、一道向下打凸模、三道切边模、四道空步模、一道压毛边模、一道向下打斜模、两道向下成形模、一道向下折弯模。
5.根据权利要求1所述的连续模,其特征在于,所述上脱板上制有按冲压工序依次排列的多个冲裁凸模,在所述下模板上对应部位制有与所述冲裁凸模相适配的冲裁凹模。
6.根据权利要求1所述的连续模,其特征在于,所述上模上设有多个冲裁用的冲子。
7.根据权利要求1所述的连续模,其特征在于,所述上模和下模之间设有平衡上模和下模的内导柱,上模和下模上分别设有多个用于固定模具的销钉。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202359177U CN201841203U (zh) | 2010-06-24 | 2010-06-24 | 连续模 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202359177U CN201841203U (zh) | 2010-06-24 | 2010-06-24 | 连续模 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201841203U true CN201841203U (zh) | 2011-05-25 |
Family
ID=44036107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010202359177U Expired - Fee Related CN201841203U (zh) | 2010-06-24 | 2010-06-24 | 连续模 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201841203U (zh) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102581119A (zh) * | 2012-01-19 | 2012-07-18 | 中国振华集团群英无线电器材厂 | 密封用精密多孔底板的冲压成形方法 |
| CN102615198A (zh) * | 2012-04-20 | 2012-08-01 | 宁波长华汽车装饰件有限公司 | 一种用于加工汽车螺母板的连续模 |
| CN102847802A (zh) * | 2012-09-12 | 2013-01-02 | 无锡红旗船厂有限公司 | 高强度薄钢板上压制加强筋的成型模具 |
| CN103008475A (zh) * | 2012-12-26 | 2013-04-03 | 宁波刚发实业有限公司 | 不锈钢垫圈级进模 |
| CN103331376A (zh) * | 2013-06-23 | 2013-10-02 | 苏州腾行精密模具有限公司 | 一种连续冲压冲孔模具 |
| CN103464606A (zh) * | 2013-09-25 | 2013-12-25 | 常熟市金马模具有限公司 | 一种多用途模具 |
| CN103658388A (zh) * | 2013-09-30 | 2014-03-26 | 浙江龙生汽车部件股份有限公司 | 一种生产汽车座椅滑道保持架的连续模及方法 |
| CN103752698A (zh) * | 2013-12-31 | 2014-04-30 | 慈溪市龙山汽配有限公司 | 一种电机外壳连续模 |
| CN104511528A (zh) * | 2013-09-30 | 2015-04-15 | 广东合和建筑五金制品有限公司 | 一种自动冲压模具 |
| CN104759884A (zh) * | 2015-03-24 | 2015-07-08 | 安徽汇精模具研发科技有限公司 | 模内冲压焊接多工位级进模具 |
| CN103611798B (zh) * | 2013-11-15 | 2015-10-28 | 梧州恒声电子科技有限公司 | 一种方形华司连续模具结构 |
| CN105834302A (zh) * | 2016-04-20 | 2016-08-10 | 昆山集鑫成精密模具有限公司 | 一种轴孔成型模具 |
| CN108043967A (zh) * | 2017-12-16 | 2018-05-18 | 浙江侨泰电力设备有限公司 | 一种压线框的加工方法及其专用模具 |
| CN108580677A (zh) * | 2018-03-21 | 2018-09-28 | 苏州弘能精密模具有限公司 | 一种卷圆成形用成套模具及成形工艺 |
| CN113858339A (zh) * | 2021-09-30 | 2021-12-31 | 合肥安信瑞德精密制造有限公司 | 排气阀片高速冲裁模具 |
-
2010
- 2010-06-24 CN CN2010202359177U patent/CN201841203U/zh not_active Expired - Fee Related
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102581119A (zh) * | 2012-01-19 | 2012-07-18 | 中国振华集团群英无线电器材厂 | 密封用精密多孔底板的冲压成形方法 |
| CN102615198A (zh) * | 2012-04-20 | 2012-08-01 | 宁波长华汽车装饰件有限公司 | 一种用于加工汽车螺母板的连续模 |
| CN102847802B (zh) * | 2012-09-12 | 2014-08-13 | 无锡红旗船厂有限公司 | 高强度薄钢板上压制加强筋的成型模具 |
| CN102847802A (zh) * | 2012-09-12 | 2013-01-02 | 无锡红旗船厂有限公司 | 高强度薄钢板上压制加强筋的成型模具 |
| CN103008475A (zh) * | 2012-12-26 | 2013-04-03 | 宁波刚发实业有限公司 | 不锈钢垫圈级进模 |
| CN103008475B (zh) * | 2012-12-26 | 2015-06-24 | 宁波刚发实业有限公司 | 不锈钢垫圈级进模 |
| CN103331376A (zh) * | 2013-06-23 | 2013-10-02 | 苏州腾行精密模具有限公司 | 一种连续冲压冲孔模具 |
| CN103464606A (zh) * | 2013-09-25 | 2013-12-25 | 常熟市金马模具有限公司 | 一种多用途模具 |
| CN103658388A (zh) * | 2013-09-30 | 2014-03-26 | 浙江龙生汽车部件股份有限公司 | 一种生产汽车座椅滑道保持架的连续模及方法 |
| CN104511528A (zh) * | 2013-09-30 | 2015-04-15 | 广东合和建筑五金制品有限公司 | 一种自动冲压模具 |
| CN103658388B (zh) * | 2013-09-30 | 2017-05-31 | 浙江龙生汽车部件股份有限公司 | 一种生产汽车座椅滑道保持架的连续模及方法 |
| CN103611798B (zh) * | 2013-11-15 | 2015-10-28 | 梧州恒声电子科技有限公司 | 一种方形华司连续模具结构 |
| CN103752698A (zh) * | 2013-12-31 | 2014-04-30 | 慈溪市龙山汽配有限公司 | 一种电机外壳连续模 |
| CN103752698B (zh) * | 2013-12-31 | 2015-08-05 | 慈溪市龙山汽配有限公司 | 一种电机外壳连续模 |
| CN104759884A (zh) * | 2015-03-24 | 2015-07-08 | 安徽汇精模具研发科技有限公司 | 模内冲压焊接多工位级进模具 |
| CN105834302A (zh) * | 2016-04-20 | 2016-08-10 | 昆山集鑫成精密模具有限公司 | 一种轴孔成型模具 |
| CN108043967A (zh) * | 2017-12-16 | 2018-05-18 | 浙江侨泰电力设备有限公司 | 一种压线框的加工方法及其专用模具 |
| CN108580677A (zh) * | 2018-03-21 | 2018-09-28 | 苏州弘能精密模具有限公司 | 一种卷圆成形用成套模具及成形工艺 |
| CN113858339A (zh) * | 2021-09-30 | 2021-12-31 | 合肥安信瑞德精密制造有限公司 | 排气阀片高速冲裁模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201841203U (zh) | 连续模 | |
| CN202180137U (zh) | 多工位级进模具 | |
| CN102189173B (zh) | 支架无载体一模二件成形方法 | |
| CN104785637B (zh) | 一种汽车支撑支架连续模 | |
| CN203887063U (zh) | 成型修边翻边复合模具结构 | |
| CN202479347U (zh) | 一种模板可调的简易冲压模具 | |
| CN202180147U (zh) | 刹车轮罩连续模 | |
| CN103658388B (zh) | 一种生产汽车座椅滑道保持架的连续模及方法 | |
| CN203426263U (zh) | 一种用于生产平板电脑外壳结构件的连续冲压模具 | |
| CN102909263A (zh) | 刹车轮罩连续模 | |
| CN205926796U (zh) | 一种汽车后坐垫骨架支架双排连续模 | |
| CN104772394B (zh) | 一种汽车扶手加强左右支架连续模 | |
| CN104785638B (zh) | 一种汽车头枕导管连续模 | |
| CN202006242U (zh) | 一种翻边成型模具 | |
| CN104438833B (zh) | 一种制造穿带设备通讯连接器端子的连续冲压模具 | |
| CN201223902Y (zh) | 一种弯曲冲压模具 | |
| CN201304445Y (zh) | 用卷材制造电容器铝壳坯料的模具 | |
| CN104759543B (zh) | 一种汽车固定座连续模 | |
| CN203235812U (zh) | 一种压弯卷圆工件连续模 | |
| CN203991984U (zh) | 汽车锁闩支架连续冲压模具中直角折弯结构 | |
| CN204975005U (zh) | 汽车暖风电机端盖底板连续冲压模具 | |
| CN209452629U (zh) | 一种汽车空调支架冲压连续模 | |
| CN203991978U (zh) | 汽车带动轴支架连续冲压模具 | |
| CN203695744U (zh) | 一种生产汽车座椅滑道保持架的连续模 | |
| CN206046812U (zh) | 用于生产汽车门锁安装底板的级进模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110525 Termination date: 20150624 |
|
| EXPY | Termination of patent right or utility model |