CN1906090A - 纸盒传送单元 - Google Patents
纸盒传送单元 Download PDFInfo
- Publication number
- CN1906090A CN1906090A CNA200480040873XA CN200480040873A CN1906090A CN 1906090 A CN1906090 A CN 1906090A CN A200480040873X A CNA200480040873X A CN A200480040873XA CN 200480040873 A CN200480040873 A CN 200480040873A CN 1906090 A CN1906090 A CN 1906090A
- Authority
- CN
- China
- Prior art keywords
- vehicle
- axle
- wheel hub
- carton
- delivery unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/50—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using rotary tables or turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/025—Making parallelepipedal containers from a single carton blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/186—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating rigid fittings, e.g. discharge spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/84—Star-shaped wheels or devices having endless travelling belts or chains, the wheels or devices being equipped with article-engaging elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/76—Opening and distending flattened articles
- B31B50/78—Mechanically
- B31B50/788—Mechanically by introducing the blanks into undeformable holders, e.g. on a drum or on chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B50/84—Forming or attaching means for filling or dispensing contents, e.g. valves or spouts
Abstract
一种传送单元用于成形、充装和密封包装机。传送单元从第一站接收成管状的局部竖立纸盒,将纸盒传送至第二站,并将纸盒从第二站传送至第三站。传送单元包括轮毂,该轮毂限定了纵向轮毂轴线,并构造成绕该轮毂轴线进行旋转运动。多个车辆对安装在轮毂上,用于沿轮毂纵向运动。各车辆对包括第一和第二车辆。各车辆有安装于其上的第一和第二心轴。心轴构成为接收局部竖立的纸盒。各心轴有心轴轴线,并绕它的相应轴线旋转。心轴轴线与轮毂轴线垂直和相切。用于使车辆对沿轮毂纵向运动和进行旋转运动的驱动器使得心轴绕它们各自的心轴轴线而在解扭位置和扭转位置之间运动大约90度。
Description
技术领域
本发明涉及一种纸盒传送单元。更特别是,本发明涉及用于与成形、充装和密封包装机一起使用的一种纸盒或包装件传送单元,该传送单元以一定节距、朝向和间隔接收局部竖立的纸盒,通过重新定向和重新间隔步骤来移动纸盒以便在纸盒上进行施加过程,并且定向和间隔开纸盒以便进一步处理。
背景技术
消费者已经认识和喜欢用于容器的可重复密封的封盖,以便储存例如液体食物产品等。这些可重复密封的封盖允许很容易地接近该产品,同时能够重新密封该容器,以便延长该产品的寿命和新鲜度,并防止在初次打开容器之后发生泄漏。通常,该容器或纸盒由具有一个或多个聚合物涂层或聚合物层的纸板材料组合而成,以便形成液体不可渗透的结构。
在具有这种封盖的已知容器中,该封盖是在独立的工序中形成并且被输送至包装工序,而将该封盖固定到容器上的过程通常是作为整个成形、充装和密封工作的一部分。通常,在用产品充装该纸盒之前将该封盖固定到局部竖立的纸盒上。用于将封盖固定在纸盒上的一种已知方法是使用超声焊接方法。在该方法中,将纸盒局部竖立,且使得封盖与该纸盒接触,覆盖纸盒中的一开口。随后,靠着该纸盒材料放置一砧台,且超声焊头与封盖的凸缘形成接触。起动超声焊头,这就将该凸缘超声焊接到纸盒材料上。
用于将封盖固定到纸盒上的另一方法是利用感应加热方法。在该方法中,砧台也布置在纸盒材料上,且感应密封头与该凸缘接触。在感应密封头中感应生成电流,这又使得凸缘焊接到纸盒上。
将封盖施加在纸盒上的再一方法是将封盖直接模制在纸盒上。该方法例如在Lees等的美国专利No.6467238和6536187中公开,这些专利与本申请一起转让,且这些专利文献在此引入作为参考。在授予Lees等的专利中的装置和方法包括:将纸盒插入模制站中;在纸盒上将模制工具关闭;将聚合物注入模制空腔中以形成封盖;打开模制工具;以及从模制工具中取出纸盒(其上带有模制的封盖)。
已经发现,与将封盖施加/固定在纸盒上相比,将封盖直接模制在纸盒上具有多个优点。首先,不再需要储存和输送封盖以及将封盖施加到纸盒上的设备。尽管该直接模制方法需要用于进行模制的设备,但是直接模制封盖所需的设备更少。而且,很重要的是不再需要进行封盖供给。不再依赖封盖供给对于多个原因来说都是很重要的。首先,封盖的供给总是可能中断。这当然影响整个成形、充装和密封工作,其中,必须停止该工作直到可获得用于纸盒的封盖。
另外,由于机器工作可能根据产品要求而变化,因此希望不必为了例如满足高需求量而在手头保留大量封盖。而且,更容易的是在手头保留一定量的“原料”聚合物或塑料以便满足需求。由于聚合物通常以小球形式供给和储存,因此它需要的空间更小,且与预制的封盖相比更容易从市场上获得。
不过,目前有多种正在使用的成形、充装和密封机器还在继续使用传统封盖。而且,这些机器的很多部分采用了多个已知的“标准”纸盒节距和朝向。例如,机器制造成用于充装标准为70mm×70mm和95mm×95mm截面的纸盒。不过,这些纸盒以不同节距和朝向供给到成形、充装和密封机器的心轴(mandrel)上。无论如何,为了减少提供这样直接模制的封盖的成本,希望对于该模制装置保持一种标准的朝向和形式。
因此,需要一种装置,它允许一种标准化模制装置与各种不同的成形、充装和密封包装机一起使用。所形成的“公共”部分提供了相当经济的优点。理想的是,这样一种装置能够“插入”多种标准的成形、充装和密封机器中,且需要对机器作出的改动很小。更理想的是,这样一种装置的使用对整个成形、充装和密封机器的工作没有不利影响。
发明内容
一种传送单元用于与成形、充装和密封包装机一起使用。该传送单元构造成从纸盒仓/竖立器接收成管状的局部竖立纸盒,并将管状纸盒传送至模制站。封盖在该模制站模制到纸盒上。然后,传送单元从模制站接收纸盒,并将纸盒传送至卸载站,以便使纸盒运动至包装机心轴上。
传送单元包括轮毂,该轮毂限定了纵向轮毂轴线,该轮毂绕该纵向轮毂轴线旋转。一驱动器使得轮毂旋转。
多个导轨式安装的车辆对安装在轮毂上,以便与轮毂轴线基本平行且与轮毂轴线间隔开地沿轮毂纵向运动。每一车辆对包括第一和第二车辆。每一车辆具有安装于其上的第一和第二心轴。该心轴构造成为可接收局部竖立的纸盒。一种当前传送单元包括四对车辆。
各心轴有心轴轴线,并绕其各自轴线旋转。该心轴轴线与轮毂轴线垂直和相切(tangential)。该传送单元包括用于使车辆对沿轮毂纵向移动的装置。在一种当前实施例中,各车辆对包括车辆驱动器,该车辆驱动器具有环绕一对轴布置的皮带。一个车辆安装在皮带的一侧,而另一车辆安装在皮带的相对一侧,这样,皮带的旋转使得车辆彼此相向移动或相互远离。
一种示出的车辆驱动器包括一个驱动轴和一个惰轮轴。驱动轴可与用于使该轴旋转的驱动器容纳器可操作地连接。T形驱动器安装在驱动轴上,并装入用于使该轴旋转的驱动器容纳器中。驱动器容纳器与马达可操作地连接。
引导环布置在轮毂的纵向端部,当轮毂旋转时T形驱动器在该引导环中运行。该环具有固定部分和旋转部分(旋转部分也是驱动器容纳器)。
各车辆包括肘节机构(toggle),用于使各车辆的心轴相互可操作地连接,并使得可操作连接的心轴绕它们各自轴线同时旋转。止动器与肘节机构可操作地连接,以便将心轴定位在扭转和解扭位置。
互锁杆与各车辆对可操作地连接,并与引导环配合。该杆和环包括凹口和狭槽,当车辆合适定位时,该凹口和狭槽彼此对齐,以便允许轮毂旋转,而当车辆并未合适定位时,该凹口和狭槽并不彼此对齐,以便干扰轮毂的旋转。
轮毂旋转移动通过四个离散的站或象限。在第一象限,车辆处于第一纵向位置,将纸盒装载至第一和第二车辆的第一心轴上。然后,第一和第二车辆纵向运动,将纸盒装载至第一和第二车辆的第二心轴上。第一和第二车辆进一步纵向运动,且第一和第二车辆的第一和第二心轴绕它们各自的轴线旋转。
在第二象限,纸盒传送至模制站中,且随后送回至传送单元。
在第三象限,车辆基本上是逆向运行,用于将纸盒从传送单元传送至该成形、充装和密封机器的转台心轴。纸盒纵向向外移动,且纸盒从第一和第二车辆的第二心轴上取下。然后,车辆进一步纵向向外移动,且纸盒从第一和第二车辆的第一心轴上取下。
第四象限是“闲置(dead)”象限,其中,并不对纸盒或对轮毂进行操作。在轮毂从第四象限向第一象限旋转的过程中,心轴进行解扭,以便重新定位心轴,用于接收下一组纸盒。
本发明还公开了传送驱动器以及卸载器。卸载器将纸盒从传送单元上卸载,并将纸盒装载至机器转台上。卸载器包括:框架;一对旋转元件,该对旋转元件安装在框架上;以及驱动器,该驱动器与该对旋转元件中的一个可操作地连接。皮带定位成环绕旋转元件,用于与该元件一起旋转,且指状部与该皮带操作连接,用于在卸载站与纸盒啮合,并用于将纸盒从传送单元移动至转台心轴。
在本发明的卸载器中,指状部往复运动,旋转元件是轮子。一个轮子的直径与另一个轮子不同。
通过下面的详细说明结合附图,将清楚本发明的这些和其它特征和优点。
附图说明
在阅读下面的详细说明和附图之后,本领域普通技术人员将更清楚本发明的益处和优点,附图中:
图1是成形、充装和密封包装机以及纸盒仓/竖立器的侧视图,其中,该封盖形成装置(模制单元)布置在该仓(magazine)和包装机之间,而体现本发明原理的纸盒传送单元位于模制单元上方;
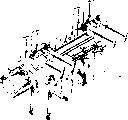
图2是位于框架内的传送单元的透视图,该框架支承传送单元(和模制单元),且该框架位于该仓和包装机之间;
图3是传送单元的透视图,它由框架以六个自由度(三个平移和三个旋转)安装方式支撑;
图4A是轮毂的驱动端以及车辆驱动器和互锁杆的透视图,其中局部被省略了;
图4B是从与图4A不同的角度看时的局部透视图,为了清楚去除了机器的多个部分,表示了车辆驱动器组件,并表示了用于车辆皮带的T形驱动器;
图4C是引导环的局部透视图,表示了用于容纳互锁杆的狭槽;
图5至10表示了框架的运动自由度,用于将框架定位在仓/竖立器和包装机之间,使得纸盒被合适地传送至包装机中;
图11是传送单元的透视图,表示了装载到心轴上的纸盒;
图12是传送单元的透视图,表示了装载到心轴上的(四个纸盒中的)一个纸盒以及横向向内移动的车辆;
图13是表示车辆进一步向内移动的透视图,还表示了心轴的扭转;
图14表示了轮毂的旋转,以便将纸盒定位在模制单元处;
图15A-15F是车辆和心轴在传送单元的循环过程中的后视图,表示了心轴安装在车辆上以及用于使心轴在车辆横向运动过程中旋转的连杆,图15A表示了车辆处于伸展位置,其中心轴未扭转,以便将纸盒装载到第一或内部心轴上,图15B表示了车辆在横向向内移动时的情况,以便将纸盒装载到第二或外部心轴上,图15C表示车辆处于最内侧位置,且心轴恰好完成扭转,图15D表示车辆的向外移动,用于进行卸载,图15E表示在轮毂旋转和心轴解扭(untwisted)之后车辆完全卸载并处于伸展位置,以便准备重新装载,而图15F表示了恰好在解扭作用之前(也就是仍然处于“扭转”方向)的解扭辊和凸轮;
图16A是安装到轮毂导轨上的车辆的局部透视图,并示出了保持臂致动组件,当辊子移动到斜坡以使该致动组件稍微旋转时,将该保持臂置成锁定构造;
图16B是轮毂的透视图,表示了T形驱动器和中间轮毂翼片,还表示了解锁凸轮,该解锁凸轮作用在车辆上来解锁保持臂,以便在模制站中使纸盒局部离开且移动至心轴上;
图17是拉动器指状部的透视图,用于使纸盒从传送单元心轴移动至转台心轴,该指状部处于传送位置;
图18是处于啮合位置的指状部的透视图;
图19是传送单元的一个实施例的工作图,该传送单元构造成用于70mm×70mm的纸盒,并具有并排移动的车辆;
图20是传送单元的另一实施例的工作图,该传送单元构造成用于70mm×70mm的纸盒,并具有嵌套的车辆;
图21是这里所述的传送单元实施例的工作图,该传送单元构造成用于70mm×70mm的纸盒,并具有镜像、对称移动的车辆;
图22是传送单元的又一实施例的工作图,该传送单元构造成用于95mm×95mm的纸盒,并具有并排运动的车辆(类似于图19所示);以及
图23是传送单元的还一实施例的工作图,该传送单元构造成用于95mm×95mm的纸盒,并具有嵌套的车辆(类似于图20所示)。
本发明的详细说明
尽管本发明可以有各种形式的实施例,但是在附图中表示和在下文中介绍了本发明的当前优选实施例,且应当知道,这里的说明是为了解释本发明,而不是将本发明局限于所述的特定实施例。
还应当知道,本部分说明书的标题(即“本发明的详细说明”)是由于美国专利局的要求,而并不意味着也不能认为是为了限制这里所公开的主题。
下面参考附图特别是图1,图中表示了一种示例的成形、充装和密封包装机10,该包装机10有模制单元12,该模制单元置于纸盒仓/竖立器14和纸盒底部密封站16(机器转台18)之间。体现本发明原理的传送单元20位于模制单元12上方。通常,传送单元20设置成从纸盒仓/竖立站接收两个纸盒C,使纸盒横向移动并接收另外两个纸盒。然后纸盒进一步横向向内移动并扭转。在本说明书中,扭转是指纸盒绕纸盒的纵向轴线旋转,而旋转是指传送单元轮毂24绕轮毂纵向轴线旋转。
在第二次横向运动和扭转后,传送单元使得纸盒旋转就位以便传送至模制单元内,且在模制封盖之后从模制单元收回纸盒。然后传送单元使纸盒旋转和横向移动。然后其中两个纸盒从传送单元卸载,并送向机器转台18上的纸盒心轴22,然后剩余纸盒横向移动,并随后从传送单元20卸载(并送向机器转台18上的纸盒心轴22)。在本说明书中为了防止混淆,在成形、充装和密封机器的转台18上的心轴22在下文中称为转台心轴22。
在Lees等的美国专利No.6536187和6467238中更充分地介绍了将封盖直接模制在纸盒上,这些专利与本申请一起转让并在此引入作为参考。示例的成形、充装和密封机器可以例如是在Katsumata的美国专利No.6012267中所述,该专利与本申请一起转让并在此引入作为参考。
本领域技术人员应当知道,纸盒是以扁平且折叠的形式且在形成有侧部密封的情况下储存于仓14中。在传统的成形、充装和密封包装机中,纸盒从仓中取出,并在纸盒竖立器中竖立或打开成管状纸盒形式。然后,将该管状纸盒插入机器转台的转台心轴上。当转台旋转时,纸盒移动通过一系列的站,在这些站中,对底部折片进行加热、折叠和密封,以便形成密封的纸盒底壁。然后将纸盒从转台心轴上“拔出”,并定位在链条传送器上,以便移动通过该机器,从而进行下述过程,例如:施加封盖、对纸盒消毒、用产品充装纸盒以及在顶部密封纸盒。
已经发现,当使用传统的成形、充装和密封包装机时,希望在形成密封底壁之前在纸盒上形成封盖。因此,封盖模制站或单元12最好定位在纸盒仓/竖立器站14和纸盒底部密封器16之间。还发现,希望不管纸盒的尺寸以及纸盒的节距/间距/朝向如何都能够使用单一的模制单元12设计(并且适于一次模制多个封盖)。纸盒的节距和间距由仓14的出口斜槽之间的间距以及转台18之间的间距来确定。朝向很重要,因为在纸盒C中预制的开口必须定位成使得该开口的位置适合于将封盖模制到标准纸盒上。
此外,该成形、充装和密封包装机10必须是接收处于正常朝向的纸盒C,以避免重新设计机器并实现现有机器10设计中的总体目标。不过,由于传送单元20使纸盒调头翻转,因此,作为补偿,纸盒C必须上下颠倒地装入纸盒仓14内。与纸盒正面朝上相比,将扁平纸盒坯料上下颠倒地装入仓14中导致在竖立纸盒时进行90度纵向扭转。传送单元20通过它的扭转功能来对此进行补偿,这将在下文中描述。
为了使单一的模制单元12适于与多种成形、充装和密封包装机一起使用,如上面所述,传送单元20设置成在第一位置从仓/竖立器14接收两个纸盒(或第一对纸盒),并使纸盒横向移动至第二位置,以便能在该单元上接收第二对纸盒。然后,四个纸盒横向移动和扭转,以便适当地使纸盒间隔开并在它们各自的纵向轴线上定向。然后,这组纸盒(在轮毂24上)绕轴线A24旋转,以便将纸盒定位成可被接纳在模制单元12中(将纸盒中的开口定位成适于模制封盖)。在模制封盖之后,纸盒(在轮毂24上)绕轴线A24旋转并且移动,以便卸载第一对纸盒,然后再次移动,以便卸载第二对纸盒。然后,该空载心轴绕轴线A24旋转至不使用或者说闲置(DEAD)位置(第四象限Q4,见图1和11)。在轮毂24旋转至第一或者说装载位置的过程中,纸盒心轴22被“解扭”,以便重置扭转方向,从而将该心轴合适定位成可从该仓接收纸盒。
整个过程包括在大约一秒循环中一次装载两个纸盒,并在大约两秒循环中一次模制四个纸盒。该定时方案提供了所需的模制和冷却时间,同时保持了整个成形、充装和密封包装机的生产率目标。
参考图11-16,图中表示了传送单元20。该单元20包括中心旋转轮毂24。对于结构和操作,轮毂24分成四个相同部分,它们旋转通过四个象限Q1-Q4,在这些象限中执行特定步骤。轮毂24通过驱动器26(例如所示马达)而绕纵向轴线A24旋转。在优选实施例中,使用伺服马达26来驱动或转动轮毂24。伺服马达26提供了对轮毂24的运动、速度和位置的精确控制。
轮毂24分成四个相同部分,每一部分包括一对车辆28,每一车辆28包括安装在其上的一对心轴30,这样,四个轮毂24部分中的每一部分都有总共四个心轴30。车辆28沿导轨32安装在轮毂24上,以便沿该轮毂24横向移动(即平行于纵向轴线A24移动)。在本实施例中,每一轮毂24部分中的车辆28以镜像对称方式安装,这样,它们朝着轮毂24的横向中心(表示为34)运行(在该横向中心处,它们相互靠近)、以及远离轮毂24的横向中心34(即朝着轮毂24的端部)运行。
心轴30是支撑纸盒的支撑件,因此设置成从仓14接收和承载纸盒,将纸盒通过模制单元12并送至纸盒底部成形站16。各心轴30设置成具有十字形横截面形状。每对心轴(例如30a和30b)以固定的相互关系安装在其相应车辆28上,但是允许心轴30绕轴线A30旋转,该轴线A30垂直于车辆28以及车辆28沿轮毂24的运动。车辆28安装在轮毂上并在导轨32上,该导轨32提供了使车辆28沿轮毂24移动的轨道。在本说明书中,轮毂24绕其轴线A24的旋转称为旋转,而心轴30绕它们各自轴线A30的旋转称为扭转或解扭。
参考图4A、4B和11,每一轮毂24部分包括车辆驱动器或输送组件36。该输送组件36实现车辆28的移动,每一组件36包括绕间隔开的柱40、42布置的旋转皮带38。柱40和42旋转并且被安装到轮毂24上,以允许皮带38自由旋转。车辆28固定在皮带38a、38b的相对两侧。这样,如上所述,皮带38沿一个方向的旋转使得车辆28朝着轮毂24的横向中心34运行(即彼此相向运行),且皮带38沿相反方向的旋转使得车辆28远离轮毂24的横向中心34运行(即朝着轮毂端部运行)。其中一个柱42只是皮带38的旋转点,而另一柱40包括用于皮带38的驱动部分44。在优选实施例中,T形驱动器46(具有T形头部)安装在柱40上,并进行旋转以便使得皮带38旋转。辊48固定于T形驱动器46各侧的上表面50上。该辊48设置成这样,即,当轮毂24旋转时辊48在一对引导环52、54之间运行(如后面所述)。
环52、54用于两个功能。首先,它们提供了圆形轨道,当轮毂24旋转时,辊48在该圆形轨道中运行。这种轨道功能在轮毂24的整个旋转过程中一直持续,包括当辊48运行至车辆驱动器36内时(如后面详细所述)。引导环52、54的第二功能是提供“防碰撞”功能。该功能(也在后面详细所述)由形成于一部分环内(在象限Q1和Q3中的装载和卸载位置之间)的槽或狭槽92来提供,该槽或狭槽92不同于形成在另一部分环内(在象限Q3和Q1中的卸载和装载位置之间)的槽或狭槽(未示出)。槽92与互锁杆68配合,如后面所述,以便当车辆28并不处在便于轮毂24旋转的合适位置时提供对轮毂24旋转的物理干扰。
简单参考图16B,图中表示了车辆驱动器36(特别是四个T形驱动器46)。中间翼片部分47在T形驱动器46之间延伸,并当T形驱动器46旋转时固定。翼片47在轮毂24旋转时用作引导件(运行通过环52、54,很像T形驱动器46)。
心轴30通过轴杆56而安装在它们各自的车辆28上。轴杆56从心轴30的纵向端部伸入到车辆28的套筒58内。这种结构允许轴杆56(和心轴30)在套筒58中旋转。轴杆56的端部60延伸穿过套筒58的端部并从该端部伸出。指状部62安装在各轴杆端部60上,且连杆元件64在两个指状部62之间延伸并安装在这两指状部62上,以便将心轴30可操作地连接。在这种结构中,一个心轴(例如30a)的旋转运动通过连杆64和指状部62而传递到另一心轴30b(也旋转运动)。因此,心轴30a和30b一起旋转,且促使一个心轴30a旋转将导致另一心轴30b也旋转。该指状部还包括凸块96(见图15A-15E),该凸块96与可精确调节的止动器98接触。在一个车辆的指状部62a上的凸块96阻止沿一个方向的旋转,而在另一车辆的指状部62b上的凸块96阻止沿另一方向的旋转。连杆元件64和弹簧100安装成将该连杆64偏压向车辆28。连杆64、弹簧100、凸块96、车辆轴杆56和指状部62一起用作一种肘节机构65。该肘节机构65需要致动作用以使心轴30扭转或解扭。在致动时,即使除去致动力,肘节机构65也保持其位置,直到被反向驱动。
此外,对于精确性,肘节机构65依赖于止动器98关于指状部6的位置,而不是依赖于肘节机构65的实际运动。一旦肘节机构65开始运动,致动器使得轴杆56(心轴30)扭转不超过约60度(或肘节机构65运行不超过90度),弹簧100的偏压力沿合适方向拉动连杆64,且止动器98精确定位连杆64(精确完成90度扭转)。
为了便于心轴30旋转,转动叶片66固定在轮毂24上并从该轮毂24上伸出。转动叶片66沿车辆28的移动线定位,这样,当车辆28经过该叶片时,相应指状部62与叶片66接触,以便使心轴30旋转。这在车辆28向内移动以及心轴30扭转(装载纸盒后)时发生。在卸载侧,车辆28在它们向外运动时离开叶片66。
参考图4A-4B和11-14,最靠近驱动器26的各(四个)车辆28包括互锁杆68。杆68安装在车辆28上,并与车辆28一起横向运动。杆68包括形成于其中的凹口70,该凹口70与传送单元20上的引导环52、54对齐。如后面所述,这些引导环布置在轮毂24的端部周围,并局部包围轮毂端部。环52、54包括固定部分52a、54a和旋转部分52b、54b。在环的固定部分52a、54a中的槽或狭槽92、94(见图4C)设置成这样,当车辆处于装载和卸载象限Q1和Q3时,杆68能够在它与狭槽92、94对齐时横向移动经过环52、54。
杆68与引导环52、54配合,以便为了传送单元20的下次移动或操作步骤,而保证轮毂24(的旋转位置)和车辆28的横向或平移位置处于合适位置。例如当车辆并没有合适定位成可用于下次“移动”时,杆68和环52、54将相互接触,从而干扰轮毂24的旋转,且(驱动器26的)过电流信号将关闭传送单元20,从而不会损坏该单元。杆68和环52、54还用于保证在维护或维修后轮毂轴线A24和车辆位置处于合适的方向和位置。
此外,杆68与卸载器124配合,如图17-18中所示(该卸载器用于将纸盒从传送单元的心轴30卸载至转台心轴22上),这样,只有当车辆28处在用于执行卸载步骤的合适位置时,卸载器124才进行操作。
各心轴30关联有一保持臂72。该保持臂72通过弯曲部分102、指状部62和轴杆56而安装在车辆28上,并朝着心轴30的中间位置(在心轴30基部即心轴轴杆56与心轴30端部的中间)延伸。保持臂72设置成允许将纸盒插到心轴30上,并当轮毂24旋转时通过施加很轻的力将纸盒“保持”在心轴30上。保持臂72还设置成当将要把纸盒移动至心轴30上或从心轴30上取下纸盒时释放该纸盒(通过释放该力)。滑靴74定位在各保持臂72的端部,以便于将纸盒插至心轴30上、将纸盒保持在心轴30上以及将纸盒从心轴30上取下,同时不会损坏纸盒材料。
参考图16A,弯曲部分102连接件布置在保持臂72和指状部62之间。弯曲部分102提供了所需的柔性(当臂72在轮毂24旋转过程中被致动时,例如更高保持力)以及将臂72拉向纸盒所需的弹性负载(在扭转、横向移动的装载和卸载过程中,例如较低的保持力)。弯曲部分102(和臂72)表示为处于解锁位置。在工作过程中,肘节机构65被致动(如箭头104所示)。在该位置,在弯曲部分102上的斜坡106与辊108接触(该辊108与连杆臂110以及安装在连杆臂110端部上的辊112连接)。当车辆28向内运动时,辊112骑在轮毂24的升高元件114上。这将辊108推至斜坡106上。这使得弯曲部分102变“弯曲”,该弯曲部分使得保持臂72朝着心轴运动,从而加紧至纸盒上或保持纸盒(或者使臂72移动至锁定位置)。
如上所述,车辆28沿轮毂24横向运动。为了提供用于使车辆28移动的驱动力,车辆驱动器36包括马达76,该马达76布置在引导环52、54周围,并处于固定环部分52a、54a的周向间隙之间。环52、54连续,且旋转部分52b、54b形成驱动器容纳器78。驱动马达76和环部分52、54(包括旋转环部分52b、54b)固定在传送单元20上,而轮毂24(及其相关车辆28、心轴30和T形驱动器46)相对于环52、54和驱动马达76旋转。
延续了该环的类似轨道的功能,容纳器78(如图16中所示总共的两个容纳器78,这两个容纳器78也是环的旋转部分52b、54b)分别适于容纳T形驱动器46(总共有四个T形驱动器,它们各自与四组车辆28相连,且它们与皮带38操作连接)。这样,当轮毂24旋转时,T形驱动器46从固定环部分52a、54a移动至车辆驱动器容纳器78内(或者说引导环旋转部分52b、54b内)。这时轮毂24停止,且T形驱动器46处于它们各自的容纳器78中,并且,当驱动马达76驱动时,T形驱动器46旋转,这又驱动了皮带38,以便使车辆28移动。优选的驱动马达76是精确控制马达(例如伺服马达),以便最大程度地控制车辆28的运动和位置。如后面所述,在工作过程中,车辆只在处于四个象限中的两个象限Q1和Q3内时需要横向运动。因此,在传送单元20上只有两个车辆驱动马达76(定位成间隔开180度),因为在另外两个象限Q2和Q4中并不需要横向驱动运动。
下面参考图19-23,图中表示了在各种纸盒截面尺寸的情况下传送单元20的工作“图”以及用于纸盒移动的车辆设计,该纸盒截面尺寸例如是70mm×70mm(图19-21)和95mm×95mm(图22-23)。应当知道,上述传送单元和车辆设计由图21的图表示。因此,首先参考该图。
对于工作说明,下面将参考图21的工作图以及图11-13中所示的传送单元20的实施例。对于工作说明,将介绍一排或一对车辆28在工作循环中(通过象限Q1-Q4)的运动。如图所示,轮毂24处于第一位置,其中,车辆28处于象限Q1并处于伸展位置。在该位置,纸盒C被装载到各车辆的内部心轴30a上(由图21的方框82中的“X”表示)。然后,车辆驱动器76进行驱动,以便使车辆28向内移动,从而将外部心轴30b定位成与纸盒仓/装载器14对齐(图12)。在装载第二/外部纸盒之后(由方框84中的“X”表示),车辆28再次向内移动,这时心轴30扭转(如箭头86所示),以便将纸盒开口定位在合适的纵向轴线方向上,以用于进行模制。该向内运动将纸盒定位在合适的横向位置(节距),以便一旦旋转就能传送至模制单元12内。这也使得互锁杆中的凹口与互锁环对齐,从而使轮毂24能够绕其轴线A24旋转,且通过使辊108运动至弯曲斜坡106上而进一步驱动纸盒保持臂72。
如上所述,对于各种纸盒尺寸和对于各种成形、充装和密封机器结构,在纸盒中心之间的“节距”或距离都相同。这样,单一的模制单元12设计能够用于适应各种充装机器。心轴30的扭转和随后轮毂24的旋转(如图14中的箭头88所示)将纸盒中的开口定位在模具处。
如图11-13中所示,当车辆28处于外部或中间位置(这些位置分别用于装载内部和外部纸盒,图11和12)时,互锁杆68延伸超过引导环52、54,这样,杆68中的凹口70并不与环52、54对齐。这样,当轮毂24旋转时,由轮毂驱动器26引入的电流将高于预期,向传送单元20的供电将切断,以便防止损坏该单元20。参考图16B,存在附加的“安全装置”,其在于T形驱动器46必须出现在车辆驱动器36的容纳器78中以便进行驱动。当轮毂24并未合适定位并且刚性翼片部分47定位在容纳器78中时,由翼片47提供的马达76旋转阻力将导致产生过电流信号,这将关闭传送单元20,从而不会损坏该单元。
在纸盒旋转至通用模制位置(在象限Q2,见图13)之前,互锁杆68与环52、54对齐,以便允许轮毂24旋转。这样,轮毂24将纸盒定位在模制单元12处。为了将纸盒移动至模制单元12中,纸盒必须从心轴30上释放或解锁。参考图16B,在轮毂24旋转的(大约)最后5度时,保持臂72通过辊109(也见图16A)与凸轮板111的啮合而释放。轮毂24沿箭头88所示方向旋转。当辊109向上运行至凸轮板111上时(具体地说,当它沿板111运行至突起部115上时),安装架113(辊108和109安装在该安装架113上)绕轴115稍微顺时针方向旋转。这将使得辊108沿斜坡106向下运动,以便使该保持臂能够稍微离开心轴30,从而解锁纸盒。如图16B所示,当出现这种情况时,臂110“弯曲”,以便允许该运动。纸盒运动至模具120中(最好如图1和2所示),模具120在纸盒上关闭,且封盖模制在纸盒上。然后打开模具120,且纸盒送回至传送单元20。应当知道,当纸盒“移动”到模制单元12内时,该纸盒C并不完全离开心轴30;而是,纸盒C部分地离开心轴30并进入模制单元,且在模制工作过程中,纸盒C的一部分保留在心轴30上。
在完成模制步骤之后,轮毂24旋转至第三位置,其中,车辆28处于象限Q3。在轮毂24旋转的(大约)开始5度中,保持臂72通过轮毂24的继续旋转而“重锁”(也就是在封盖模制于纸盒上并且纸盒重新装载在心轴30上之后)。轮毂24的继续旋转使得辊109离开凸轮板111上的突起部115。这就松弛了臂110,从而使得轴115(稍微)旋转,以使辊108能够向上返回斜坡106,因此将臂72重锁在纸盒上。凸轮板111具有弓形进入和离开“斜坡”117,以便使臂72很容易地从锁定过渡至解锁。
在象限Q3中,心轴30(和纸盒)从向外移动开始进行卸载。该向外移动解锁了对纸盒的保持(通过使辊112离开元件114)。在该移动之后,外部纸盒从心轴30上取下,且车辆28再次移动,以便将内部纸盒从心轴30上取下。本领域技术人员应当知道,当在该第三位置处取下纸盒时,该位置与将纸盒置于传送单元20上的位置偏离180度。因此,取下纸盒以及将纸盒定位在纸盒转台心轴22上基本是在一条直线上进行的,以便进一步处理(例如进行纸盒底壁成形)。
不过,有很重要的折线偏离效果,如图1中所示(也就是AC1的高度高于AC2)。这补偿了由于穿过传送单元20的纸盒通路向上倾斜而产生的高度增加。这使得在仓14处的操作员界面在有或没有传送单元20时都处于大约相同高度。
如图21所示,当在第三位置Q3时,车辆28和心轴30横向沿轮毂24返回它们的初始外部位置。到达外部位置使得互锁杆68中的凹口与环52、54对齐,从而能够进行轮毂24的下一次旋转。然后,轮毂24旋转至第四或最后象限Q4(位置),该位置是“闲置(dead)”位置,因为车辆28并不横向运动,且在心轴30上没有经过处理的纸盒,当轮毂24处于第三位置时,纸盒已经除去。
在象限Q4(“闲置”象限)和象限Q1(装载象限)之间还发生解扭,这使得心轴30解扭(以便在Q1中重置扭转,该Q1中的扭转恰好在装载之后进行)。该解扭通过安装在框架上的解扭凸轮116来进行,该解扭凸轮116与连杆64端部的凸轮从动件118啮合(见图15E和15F,其中,图15E表示已经经过解扭的心轴30,而图15F表示凸轮从动件118啮合于凸轮116上)。应当知道,在本实施例中,连杆64稍微不同(右手侧至左手侧),其不同在于,凸轮从动件作用在凸轮116的相同侧,而不是彼此成镜像。在从Q4旋转至Q1时,解扭凸轮116使得连杆64、指状部62、弹簧100和轴杆56返回至它们的初始位置。可调节止动器98提供了所需的精确定位,以便保证心轴30的纵向轴线A30合适定位成用于接收纸盒。
如上所述,本领域技术人员应当知道,传送单元20被框架150支承在模制单元12上方并处于仓/竖立器14以及成形、充装和密封机器10之间。还应当知道,必须使纸盒合适和精确地定位在模制单元12中以及合适和精确地定位在转台心轴22上,否则将可能损坏纸盒。因此,重要的是将仓/竖立器14和转台心轴22之间的“连接装置”(也就是传送单元20)合适和精确定位,以便进行传送。因为纸盒通过传送单元20的传送速率相当高,因此精确性是相当重要的。
因此,传送单元20在驱动器端通过多个具有螺丝扣154的撑杆152而安装在框架150上,该螺丝扣154能够精确地和细微地调节传送单元20在竖立器/仓14以及成形、充装和密封机器10之间的位置。螺丝扣部分154包括安装眼156,单元20通过该安装眼156而固定在撑杆152上。在空载端,轮毂通过球轴承来保持。轴承安装架可通过起重螺杆而上下和横向调节。可调节的止动螺母使轮毂抵靠轴承定位。像由可调节止动螺母所进行的定位一样,在轴承外部的帽用于沿轮毂长度锁定该轴承。该结构允许拆除传送单元20,以便例如进行维修以及将单元20精确地重新安装在相同位置,而不需要重新调节单元20。此外,该结构减小了由于不正确调节而产生过紧和损坏的可能性,也就是,任何调节都能够独立于其它调节,而不需要松开其它可调节元件。
这种支承结构的一个优点是由于通过调节螺丝扣来提供“精确”定位,框架自身在装配或构成时只需要较低精度。这使得框架制造成本较低(没有柱焊接机器等),且在调节好的组件高度处不会产生任何重复性恶化。
如上所述,图19-23的工作图阐明了在传送单元20的工作过程中的不同纸盒、车辆和轮毂位置。下面参考图19,在这种情况下,车辆一起移动,以便装载和卸载,而不是成镜像关系(如图21的情况)。这里,纸盒装载至车辆(车辆1和2)的左手侧心轴上,然后,两个车辆都向左平移,纸盒装载至右手侧心轴上。然后,车辆1(横向)移动,以便将心轴定位在通用模具节距(UMP),心轴在该移动过程中进行扭转。这时,在车辆2上的心轴同样进行扭转。也可选择,车辆1和2都能够彼此相对移动,只要在该移动结束时车辆彼此间隔开通用模具节距。
然后,轮毂旋转至第二位置,用于将纸盒插入模具中,模制出封盖,且纸盒往回运动至传送单元上。然后轮毂旋转至第三位置,在该位置,车辆1横向移动,且将纸盒从右手侧心轴上取下。然后车辆向右移动,将纸盒从左手侧心轴上取下。在取下纸盒之后,轮毂旋转至第四(闲置)位置,然后心轴在朝着它们的初始位置运动时进行解扭。
图20表示了车辆进行嵌套的传送单元实施例(和工作循环)。也就是,车辆1大于车辆2,该车辆2“装配”在车辆1内。纸盒装载至车辆1的左手侧心轴上和车辆2的右手侧心轴上。然后,两个车辆以不同速率(向左)横向平移,将纸盒装载到车辆1的右手侧心轴上以及车辆2的左手侧心轴上。然后,两个车辆以不同速率向右平移(以便与通用模具节距对齐),这也使心轴扭转,以便合适定位纸盒开口。
轮毂旋转至第二位置,以便将纸盒插入模具内,模制出封盖,且纸盒往回运动至传送单元上。然后,轮毂旋转至第三位置X,且车辆向左移动,以便对车辆1的右手侧心轴和车辆2的左手侧心轴进行卸载。然后,车辆向右运动,以便对车辆1的左手侧心轴和车辆2的右手侧心轴进行卸载。在卸载后,轮毂旋转至第四(闲置)位置。与其它结构一样,在象限Q1和Q4之间进行解扭操作。
图22是用于95mm×95mm纸盒的传送单元实施例的工作图,该传送单元有一起运动的并排车辆(与图19所示的工作情况类似)。图23是用于95mm×95mm纸盒的传送单元实施例的工作图,该传送单元有嵌套的车辆,其中,车辆1大于车辆2,且该车辆2“装配”在车辆1内,与图20所示的工作情况类似。
图17和18表示了卸载器组件124,用于将纸盒C从传送单元心轴30移动至转台心轴22上。该组件124包括驱动器126,该驱动器126有绕一对轮130、132旋转的运动皮带128。该组件124还包括往复运动的指状部134,该指状部134安装在支架136上,该支架136又安装到皮带128上。该指状部134在靠近传送单元心轴的位置或者说传送位置(图18)和靠近转台心轴的位置或者说被传送位置(图17)之间往复运动。在传送位置,指状部134与传送单元心轴30上的纸盒啮合,且当皮带128旋转而使得指状部134往复运动时,它使得纸盒朝着被传送位置运动,从而使纸盒C移动至转台心轴22上。
这里所涉及的所有专利都被本文参引,而不管在说明书的正文中是否特别说明。
在本说明书中,措辞“一”应当认为包括单个和多个。相反,所指的多项在合适时包括单个。
由前述可知,在不脱离本发明的真正精神和新颖构思范围的情况下,可以进行多种变化和改变。应当知道,这里所述的特定实施例并不是作为限制。所附权利要求将覆盖落在权利要求范围内的所有这些变化形式。
Claims (37)
1.一种传送单元,用于与成形、充装和密封包装机一起使用,该传送单元构造成可从第一站接收成管状的局部竖立纸盒,并将该管状纸盒传送至第二站,并且将纸盒从第二站传送至第三站,该传送单元包括:
轮毂,该轮毂限定了纵向轮毂轴线,该轮毂构造成可绕该轮毂轴线进行旋转运动;
至少一个车辆,该车辆安装在轮毂上,用于与轮毂轴线基本平行且与轮毂轴线间隔开地沿着该轮毂纵向移动,该至少一个车辆有安装于其上的第一和第二心轴,每一心轴都构造成为可接收局部竖立的纸盒,每一心轴都具有心轴轴线,该心轴轴线与轮毂轴线垂直且相切;
用于使轮毂绕轮毂轴线旋转运动的装置;以及
用于使车辆沿轮毂纵向移动的装置;
其中,轮毂旋转通过一系列站,在第一站,车辆处于第一纵向位置,一纸盒装载至第一心轴上,车辆纵向移动,一纸盒装载至第二心轴上,且轮毂旋转至第二站。
2.根据权利要求1所述的传送单元,包括一对车辆,该对车辆彼此纵向对齐地安装在轮毂上,并且该对车辆在轮毂上安装成可相互纵向移动。
3.根据权利要求1所述的传送单元,其中:心轴绕它们各自的心轴轴线旋转,并包括用于使心轴绕它们各自的轴线在解扭位置和扭转位置之间旋转运动大约90度的装置。
4.根据权利要求3所述的传送单元,其中:用于使车辆纵向移动的装置和用于使心轴旋转运动的装置相互可操作地连接。
5.根据权利要求1所述的传送单元,其中:用于使车辆纵向移动的装置包括车辆驱动器,该车辆驱动器具有绕一对轴布置的连续元件,用于绕该轴旋转,该元件限定了一对反向运动的侧部。
6.根据权利要求5所述的传送单元,其中:车辆安装在该元件的一个侧部,并包括第二车辆,该第二车辆安装在该元件的相对侧部;且该元件的旋转使得车辆彼此靠近或彼此远离地作反向移动。
7.根据权利要求5所述的传送单元,其中:该一对轴中的一个是驱动轴,另一个是惰轮轴,驱动轴可与用于使该轴旋转的驱动器容纳器可操作地连接。
8.根据权利要求7所述的传送单元,包括T形驱动器,该T形驱动器安装在驱动轴上,并装入用于使该轴旋转的驱动器容纳器中。
9.根据权利要求8所述的传送单元,还包括互锁环,该互锁环布置在轮毂的纵向端部,该互锁环有固定部分,其中,驱动器容纳器沿由互锁环所限定的路径布置,并形成该路径的一部分,且T形驱动器构造成沿互锁环运行并进入驱动器容纳器中。
10.根据权利要求2所述的传送单元,其中:该车辆安装在轮毂的导轨上,用于沿该轮毂纵向移动。
11.根据权利要求3所述的传送单元,其中:该车辆包括肘节机构,用于将车辆的心轴相互可操作地连接,该肘节机构构造成使得该可操作连接的心轴绕它们各自轴线同时旋转。
12.根据权利要求11所述的传送单元,包括止动器,该止动器可操作地连接至该肘节机构,以便将心轴定位在扭转位置和解扭位置。
13.根据权利要求9所述的传送单元,包括互锁杆,该互锁杆可操作地连接至车辆,并与互锁环配合,该杆和环包括凹口和狭槽,当车辆处于合适位置时,该凹口和狭槽彼此对齐,以便允许轮毂旋转,而当车辆并未处于合适位置时,该凹口和狭槽并不彼此对齐,以便干扰轮毂的旋转。
14.根据权利要求2所述的传送单元,包括四个车辆对,每个车辆对安装成与其相邻车辆对偏离90度。
15.根据权利要求14所述的传送单元,其中:该轮毂构造成旋转移动通过四个象限,且每一车辆对处于一相应象限内。
16.一种传送单元,用于与成形、充装和密封包装机一起使用,该传送单元构造成可从第一站接收成管状的局部竖立纸盒,并将该管状纸盒传送至第二站,并且将纸盒从第二站传送至第三站,该传送单元包括:
轮毂,该轮毂限定了纵向轮毂轴线,该轮毂构造成可绕该轮毂轴线进行旋转运动;
多个车辆对,这些车辆对安装在轮毂上,每一车辆对都沿导轨安装在轮毂上,用于与轮毂轴线基本平行且与轮毂轴线间隔开地沿着该轮毂纵向移动,每一车辆对都包括第一和第二车辆,每一车辆都具有安装于其上的第一和第二心轴,每一心轴都构造成为可接收局部竖立的纸盒,每一心轴都具有心轴轴线并绕其各自的心轴轴线旋转,每一心轴轴线都与轮毂轴线垂直且相切;
第一驱动器,该第一驱动器可操作地连接至轮毂,以便使轮毂旋转;
第二驱动器,用于使车辆对沿轮毂纵向移动;以及
连杆组件,该连杆组件由车辆对的纵向移动来致动,用于使心轴绕它们各自的心轴轴线在解扭位置和扭转位置之间扭转大约90度;
其中,轮毂旋转通过四个离散的站,在第一站,车辆处于第一纵向位置,纸盒装载至第一和第二车辆的第一心轴上,第一和第二车辆纵向移动,纸盒装载至第一和第二车辆的第二心轴上,第一和第二车辆进一步纵向运动,且第一和第二车辆的第一和第二心轴从解扭位置移动至扭转位置。
17.根据权利要求16所述的传送单元,其中:第二驱动器包括绕一对轴布置的连续皮带,用于绕该对轴旋转,该皮带限定了一对反向运动的侧部,其中一个车辆安装在皮带的一个侧部,另一车辆安装在皮带的相对侧部;且皮带的旋转使得车辆彼此靠近或彼此远离地作反向移动。
18.根据权利要求17所述的传送单元,其中:该一对轴中的一个是驱动轴,另一个是惰轮轴,驱动轴可与用于使该轴旋转的驱动器容纳器可操作地连接。
19.根据权利要求18所述的传送单元,包括T形驱动器,该T形驱动器安装在驱动轴上,并装入用于使该轴旋转的驱动器容纳器中。
20.根据权利要求19所述的传送单元,还包括互锁环,该互锁环布置在轮毂的纵向端部,该互锁环有固定部分,其中,驱动器容纳器沿由互锁环所限定的路径布置,并形成该路径的一部分,且T形驱动器构造成沿互锁环运行并进入驱动器容纳器中。
21.根据权利要求16所述的传送单元,其中:每一车辆包括肘节机构,用于将每一车辆的各心轴相互可操作地连,该肘节机构构造成使得该可操作连接的心轴绕它们各自轴线同时旋转。
22.根据权利要求21所述的传送单元,包括止动器,该止动器可操作地连接至该肘节机构,以便将心轴定位在扭转位置和解扭位置。
23.根据权利要求20所述的传送单元,包括互锁杆,该互锁杆可操作地连接至每一车辆对,并与互锁环配合,该杆和环包括凹口和狭槽,当车辆处于合适位置时,该凹口和狭槽彼此对齐,以便允许轮毂旋转,而当车辆并未处于合适位置时,该凹口和狭槽并不彼此对齐,以便干扰轮毂的旋转。
24.根据权利要求17所述的传送单元,包括四个车辆对,每个车辆对安装成与其相邻车辆对偏离90度。
25.根据权利要求24所述的传送单元,其中:该轮毂构造成旋转移动通过四个象限,且每一车辆对处于一相应象限内。
26.一种卸载器,用于与具有传送单元的成形、充装和密封包装机一起使用,该成形、充装和密封包装机构造成在转台心轴上接收之上形成有封盖的局部竖立纸盒,该传送单元构造成可从第一站接收成管状的局部竖立纸盒,并将该管状纸盒传送至用于将封盖模制于纸盒上的第二站,并且将纸盒从第二站传送至用于使纸盒移动至转台心轴上的卸载站,该卸载器包括:
框架;
安装在该框架上的一对旋转元件;
驱动器,该驱动器可操作地连接至该对旋转元件中的一个旋转元件上;
皮带,该皮带定位成环绕该旋转元件,用于与该元件一起旋转;
指状部,该指状部可操作地连接至该皮带,用于在卸载站与纸盒啮合,并用于将纸盒从传送单元移动至转台心轴。
27.根据权利要求26所述的卸载器,其中:该指状部作往复运动。
28.根据权利要求26所述的卸载器,其中:该旋转元件是轮子。
29.根据权利要求28所述的卸载器,其中:该轮子具有不同直径。
30.一种驱动器组件,用于使一对运载元件沿轮毂纵向运动,该轮毂具有纵向轴线并绕该纵向轴线旋转,该驱动器组件包括:
框架;
导轨,该导轨沿轮毂纵向布置,并与该纵向轴线间隔开,该导轨构造成承载该运载元件;
环,该环固定安装在框架上,并绕轮毂布置,该环限定了一轨道,并包括静止部分和旋转部分,旋转部分与一驱动器可操作地连接;
第一和第二旋转轴,该第一和第二旋转轴布置在轮毂上,并且沿纵向间隔开且相互对齐,第一轴是驱动轴,并包括布置在环处并由该环引导的头部部分,第二轴是惰轮轴;
连续的柔性元件,该柔性元件环绕第一和第二轴布置,用于绕该轴进行旋转运动,绕轴布置的柔性元件限定了相对的细长侧部以及在轴处的返回部分,该运载元件安装在该柔性元件上;以及
驱动器,该驱动器安装在框架上,并与环的旋转部分可操作地连接,用于使环的旋转部分旋转;
其中,该头部部分沿环轨道运行进入该环的旋转部分,并与该环的旋转部分啮合以及通过该旋转部分旋转,并且,该头部部分的旋转使得柔性元件旋转,以便使运载元件沿导轨移动。
31.根据权利要求30所述的驱动器组件,其中:该运载元件安装在柔性元件的各相对侧,且该元件沿第一方向的旋转驱动该运载元件彼此相向运动,而该元件沿第二方向的旋转驱动该运载元件彼此远离。
32.根据权利要求30所述的驱动器组件,其中:柔性元件的旋转驱动该运载元件相互沿相反方向运动。
33.根据权利要求30所述的驱动器组件,包括辊,该辊安装在头部部分上,以便沿导轨运行。
34.根据权利要求30所述的驱动器组件,其中:该环包括两个旋转部分,这两个旋转部分布置成彼此间隔开180度,且该头部部分在一个旋转部分处沿第一方向旋转,而在另一旋转部分处沿相反的第二方向旋转。
35.一种驱动器组件,用于使安装在轮毂上的执行元件运动,该轮毂有纵向轴线,且该轮毂构造成绕该纵向轴线旋转,该驱动器组件包括:
框架;
环,该环固定安装在框架上,并绕轮毂布置,该环限定了一轨道,并包括静止部分和旋转部分,旋转部分与一驱动器可操作地连接;
第一和第二旋转部件,该第一和第二旋转部件布置在轮毂上,并且沿纵向间隔开且相互对齐,第一部件是驱动部件,并包括布置在环处并由该环引导的头部部分,第二轴是惰轮部件;
连续的柔性元件,该柔性元件环绕第一和第二部件布置,用于绕该部件进行旋转运动,柔性元件绕该部件布置,执行元件可操作地连接至柔性元件;以及
驱动器,该驱动器安装在框架上,并与轨道的旋转部分可操作地连接,以便使轨道的旋转部分旋转;
其中,该头部部分沿该环轨道运行进入旋转轨道部分,并与旋转轨道部分啮合以及通过该旋转轨道部分旋转,且头部部分的旋转使得柔性元件旋转,以便使执行元件运动。
36.根据权利要求30所述的驱动器组件,其中:该执行元件是车辆。
37.根据权利要求31所述的驱动器组件,包括一对车辆,各车辆安装在柔性元件的相对侧,用于与该柔性元件一起进行反向运动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/763,893 | 2004-01-23 | ||
| US10/763,893 US7059466B2 (en) | 2004-01-23 | 2004-01-23 | Carton transfer unit |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1906090A true CN1906090A (zh) | 2007-01-31 |
Family
ID=34795163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA200480040873XA Pending CN1906090A (zh) | 2004-01-23 | 2004-12-16 | 纸盒传送单元 |
Country Status (8)
| Country | Link |
|---|---|
| US (4) | US7059466B2 (zh) |
| EP (1) | EP1711400B1 (zh) |
| JP (1) | JP4575391B2 (zh) |
| CN (1) | CN1906090A (zh) |
| DE (1) | DE602004015845D1 (zh) |
| NO (1) | NO339858B1 (zh) |
| TW (1) | TW200535075A (zh) |
| WO (1) | WO2005073090A1 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102695650A (zh) * | 2010-01-13 | 2012-09-26 | 莱特拉姆有限责任公司 | 反向计量式皮带传送机 |
| CN106945881A (zh) * | 2017-04-27 | 2017-07-14 | 浙江机电职业技术学院 | 一种自动包装机的存储机构 |
| CN108792598A (zh) * | 2018-06-27 | 2018-11-13 | 电子科技大学 | 一种物流运输中资源箱的搬运装置 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2831147B1 (fr) * | 2001-10-19 | 2004-02-06 | Leroux Gilles Sa | Dispositif de transport dans un systeme d'embossage de carte |
| US7313895B2 (en) * | 2004-07-20 | 2008-01-01 | Tetra Laval Holdings & Finance, Sa | Molding unit for forming direct injection molded closures |
| US8231024B2 (en) | 2007-08-08 | 2012-07-31 | Clear Lam Packaging, Inc. | Flexible, stackable container and method and system for manufacturing same |
| US8066137B2 (en) | 2007-08-08 | 2011-11-29 | Clear Lam Packaging, Inc. | Flexible, stackable container including a lid and package body folded from a single sheet of film |
| WO2010054226A2 (en) | 2008-11-06 | 2010-05-14 | Clear Lam Packaging, Inc. | Flexible, stackable container and method and system for manufacturing same |
| DE102010050483A1 (de) * | 2010-11-08 | 2012-05-10 | Elopak Systems Ag | Füllmaschine sowie ein Verfahren zum Betrieb einer Füllmaschine |
| US8617040B2 (en) | 2010-12-17 | 2013-12-31 | Kimberly-Clark Worldwide, Inc. | Folding apparatus and method of folding a product |
| EP2731892B1 (en) * | 2011-07-11 | 2016-10-12 | Å&R Carton Lund AB | Apparatus and method for sealing a cardboard based container |
| US9205994B2 (en) * | 2011-09-19 | 2015-12-08 | The Procter & Gamble Company | Methods for transferring items |
| CN105026282B (zh) | 2012-10-26 | 2018-08-14 | 优装有限责任公司 | 柔性包装和其制造方法 |
| US10207850B2 (en) | 2012-10-26 | 2019-02-19 | Primapak, Llc. | Flexible package and method of making same |
| CN103569410B (zh) * | 2013-11-04 | 2015-06-03 | 温州佳德包装机械有限公司 | 高速装盒机纸盒存放库 |
| ES2856251T3 (es) | 2014-05-19 | 2021-09-27 | Primapak Llc | Aparato y método para fabricar un envase flexible |
| CN104943240B (zh) * | 2015-07-09 | 2017-07-18 | 中山市新宏业自动化工业有限公司 | 一种包装袋焊嘴机 |
| CA2998754A1 (en) | 2015-09-18 | 2017-03-23 | Primapak, Llc | Apparatus and method for making a flexible package |
| US10520948B2 (en) | 2017-05-12 | 2019-12-31 | Autonomy Squared Llc | Robot delivery method |
| CN108502467A (zh) * | 2018-05-09 | 2018-09-07 | 佛山市顺德区港古工业自动化有限公司 | 一种型材螺丝拉铆机 |
| WO2021246914A1 (ru) | 2020-06-02 | 2021-12-09 | Форпет Сарл | Упаковка для хранения яиц |
| CN111776757A (zh) * | 2020-07-03 | 2020-10-16 | 马玲萍 | 一种快递纸箱单张分离机 |
| CN113442504B (zh) * | 2021-08-30 | 2021-11-30 | 江苏昌大盖业有限公司 | 一种包装箱加工系统 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH385710A (de) | 1960-09-30 | 1964-12-15 | Hesser Ag Maschf | Fördervorrichtung an Maschinen zum Herstellen, Füllen und Verschliessen von Verpackungsbehältern, insbesondere Verpackungsbeuteln |
| US3331186A (en) * | 1964-10-22 | 1967-07-18 | Ex Cell O Corp | High-speed carton transfer mechanism |
| US3310149A (en) * | 1966-06-20 | 1967-03-21 | Fmc Corp | Carton transfer apparatus |
| US3378128A (en) * | 1966-07-08 | 1968-04-16 | Fmc Corp | Carton transfer apparatus |
| US3712449A (en) | 1971-04-21 | 1973-01-23 | Dennison Mfg Co | Feeding apparatus |
| US3783752A (en) * | 1972-05-09 | 1974-01-08 | Langen H J & Sons Ltd | Carton opening device |
| US3890765A (en) * | 1973-09-07 | 1975-06-24 | Phillips Petroleum Co | Carton forming machine |
| US4067172A (en) * | 1977-01-28 | 1978-01-10 | Excel Engineering, Inc. | Carton set-up and loading machine |
| US4448008A (en) * | 1981-11-09 | 1984-05-15 | Liquipak International, Inc. | Multiple mandrel carton erecting, filling and sealing machine with two-stage loading |
| US4456118A (en) * | 1981-11-18 | 1984-06-26 | Ex-Cell-O Corporation | Single to dual indexing carton transfer mechanism |
| US4549876A (en) * | 1982-09-30 | 1985-10-29 | Kliklok Corporation | Apparatus and method for high speed forming a hinged carton |
| US4590740A (en) * | 1983-07-15 | 1986-05-27 | Ex-Cell-O Corporation | Container sterilization apparatus and method |
| US4588391A (en) * | 1984-10-17 | 1986-05-13 | Cherry-Burrell Corporation | Transfer system for use in carton forming and filling machinery |
| SE458030B (sv) * | 1986-04-18 | 1989-02-20 | Tetra Pak Ab | Anordning vid foerpackningsmaskin |
| US4718882A (en) * | 1986-10-15 | 1988-01-12 | Cherry-Burrell Corporation | Carton stop assembly |
| US4917659A (en) * | 1987-04-21 | 1990-04-17 | R. A. Jones & Co., Inc. | Packaging container ejection apparatus |
| US4805758A (en) * | 1987-07-08 | 1989-02-21 | Van Dam Machine Corporation | Crossed turret cup feeder |
| JPH03240629A (ja) * | 1990-02-14 | 1991-10-28 | Toppan Printing Co Ltd | 容器材料供給装置 |
| JPH0478527A (ja) * | 1990-07-21 | 1992-03-12 | Toppan Printing Co Ltd | 容器材料供給方法 |
| JPH04201818A (ja) * | 1990-11-29 | 1992-07-22 | Toppan Printing Co Ltd | 充填包装装置の容器搬送装置 |
| JPH0755695B2 (ja) * | 1990-11-30 | 1995-06-14 | 凸版印刷株式会社 | 充填包装装置の容器搬送装置 |
| US5197937A (en) * | 1991-07-09 | 1993-03-30 | Kliklok Corporation | Differential air pressure carton transfer apparatus and method |
| US5191964A (en) * | 1992-03-26 | 1993-03-09 | Elopak Systems A.G. | Rotating carton transfer mechanism |
| DE4228181A1 (de) | 1992-08-25 | 1994-03-03 | Tetra Pak Gmbh | Vorrichtung zum Anbringen einer Ausgießeinrichtung an einer Packung |
| US5359830A (en) * | 1992-09-11 | 1994-11-01 | Riverwood International Corporation | Clip-type article carrier packaging mechanism |
| US5630500A (en) * | 1995-05-17 | 1997-05-20 | Conrad; Rene A. | Positive geared tracking pulley and belt for a reversible conveyor belt system |
| US5867966A (en) * | 1996-04-25 | 1999-02-09 | Tetra Laval Holdings & Finance Sa | Method and apparatus for forming the top of a container |
| US5829228A (en) | 1996-04-25 | 1998-11-03 | Tetra Laval Holdings & Finance, Sa | Method and apparatus for forming the top of a container |
| IT1287126B1 (it) | 1996-10-31 | 1998-08-04 | Tetra Laval Holdings & Finance | Procedimento e utensili a stampo per lo stampaggio ad iniezione di una parte di materia plastica in un materiale in foglio da imballaggio |
| US5927474A (en) * | 1996-12-16 | 1999-07-27 | Elopak Systems Ag | Rotary transfer station |
| US6012267A (en) | 1998-02-26 | 2000-01-11 | Tetra Laval Holdings & Finance, Sa | Hygienic packaging machine |
| IT1301897B1 (it) * | 1998-08-03 | 2000-07-07 | Savio Macchine Tessili Spa | Dispositivo caricatore di spole su un supporto a piattello per illoro trasporto e posizionamento nelle macchine tessili. |
| US6467238B1 (en) | 2000-06-15 | 2002-10-22 | Tetra Laval Holdings & Finance, Sa | Direct injection molded closure and method therefor |
| US6629403B1 (en) * | 2000-10-24 | 2003-10-07 | Delaware Capital Formation, Inc. | Mandrel with variable pocket widths for automatic packaging machines |
| US6817969B2 (en) * | 2003-01-31 | 2004-11-16 | Tetra Laval Holdings & Finance, Sa | Carton puller vacuum head and method |
-
2004
- 2004-01-23 US US10/763,893 patent/US7059466B2/en active Active
- 2004-12-16 DE DE602004015845T patent/DE602004015845D1/de active Active
- 2004-12-16 JP JP2006551079A patent/JP4575391B2/ja not_active Expired - Fee Related
- 2004-12-16 CN CNA200480040873XA patent/CN1906090A/zh active Pending
- 2004-12-16 EP EP04814652A patent/EP1711400B1/en not_active Expired - Fee Related
- 2004-12-16 WO PCT/US2004/042499 patent/WO2005073090A1/en active Application Filing
-
2005
- 2005-01-21 TW TW094101829A patent/TW200535075A/zh unknown
- 2005-04-06 US US11/100,122 patent/US7128200B2/en not_active Expired - Fee Related
- 2005-04-06 US US11/099,961 patent/US7077259B2/en not_active Expired - Lifetime
- 2005-09-12 US US11/224,248 patent/US7080726B2/en not_active Expired - Lifetime
-
2006
- 2006-08-22 NO NO20063764A patent/NO339858B1/no not_active IP Right Cessation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102695650A (zh) * | 2010-01-13 | 2012-09-26 | 莱特拉姆有限责任公司 | 反向计量式皮带传送机 |
| CN102695650B (zh) * | 2010-01-13 | 2015-05-27 | 莱特拉姆有限责任公司 | 反向计量式皮带传送机 |
| CN106945881A (zh) * | 2017-04-27 | 2017-07-14 | 浙江机电职业技术学院 | 一种自动包装机的存储机构 |
| CN108792598A (zh) * | 2018-06-27 | 2018-11-13 | 电子科技大学 | 一种物流运输中资源箱的搬运装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7059466B2 (en) | 2006-06-13 |
| TW200535075A (en) | 2005-11-01 |
| US7128200B2 (en) | 2006-10-31 |
| US20060006049A1 (en) | 2006-01-12 |
| US20050161306A1 (en) | 2005-07-28 |
| DE602004015845D1 (de) | 2008-09-25 |
| WO2005073090A1 (en) | 2005-08-11 |
| NO339858B1 (no) | 2017-02-06 |
| EP1711400B1 (en) | 2008-08-13 |
| US7077259B2 (en) | 2006-07-18 |
| EP1711400A1 (en) | 2006-10-18 |
| NO20063764L (no) | 2006-08-22 |
| JP2007522035A (ja) | 2007-08-09 |
| US20050172573A1 (en) | 2005-08-11 |
| US7080726B2 (en) | 2006-07-25 |
| US20050172572A1 (en) | 2005-08-11 |
| JP4575391B2 (ja) | 2010-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1906090A (zh) | 纸盒传送单元 | |
| CN100341747C (zh) | 用于将瓶子包装在硬纸板箱中的机器 | |
| JP3545795B2 (ja) | 包装機械 | |
| US7191574B2 (en) | Machine for wrapping groups of products with tubular lengths of stretch film | |
| US20130181368A1 (en) | Method and device for forcibly inserting drop into compression molding machine, and molding die follow-up type method and device for supplying drop | |
| US20080156847A1 (en) | Continuous motion spin welding apparatus, system, and method | |
| RU2671086C1 (ru) | Установочное устройство для установки крышки на контейнере | |
| WO1994008849A1 (en) | Gang array filler with relocatable nozzles | |
| KR100538048B1 (ko) | 스파우트 파우치용기 충진포장 장치 | |
| US20070289665A1 (en) | Container transportation line bottling plants | |
| WO2011127367A1 (en) | Article handling apparatus | |
| EP3153413B1 (en) | A method of, and an applying apparatus comprising an applying head for, applying a lid onto a container | |
| CN1767980A (zh) | 用于将开口装置施加到可灌注食品的包装上的单元 | |
| CN217348635U (zh) | 一种快速翻转装置及快速理扁瓶系统 | |
| JP2695946B2 (ja) | 物品の受渡し装置 | |
| CN2866110Y (zh) | 吹瓶机专用回转链条 | |
| CN1122595C (zh) | 包装盒折叠成型设备 | |
| KR100515697B1 (ko) | 파우치용기 자동 이송장치 | |
| CN101772456A (zh) | 容器的成形和灌装方法 | |
| CN1278772A (zh) | 用于两种不同类型的纸盒的送料机构和贮料器 | |
| CN207522039U (zh) | 一种保护门自动组装机 | |
| CN114261936A (zh) | 一种灌装设备及其灌装方法 | |
| CN1075763C (zh) | 带把手容器的成形装置及成形方法 | |
| CN2493392Y (zh) | 全自动塑料瓶拉吹成形机 | |
| US20240116261A1 (en) | Device and method for forming a container by folding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |