CN1463208A - 用以拆卸轧机轧辊的装置 - Google Patents
用以拆卸轧机轧辊的装置 Download PDFInfo
- Publication number
- CN1463208A CN1463208A CN02801741A CN02801741A CN1463208A CN 1463208 A CN1463208 A CN 1463208A CN 02801741 A CN02801741 A CN 02801741A CN 02801741 A CN02801741 A CN 02801741A CN 1463208 A CN1463208 A CN 1463208A
- Authority
- CN
- China
- Prior art keywords
- roll
- support
- bearing block
- orbital segment
- plane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/08—Interchanging rolls, roll mountings, or stand frames, e.g. using C-hooks; Replacing roll chocks on roll shafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/08—Interchanging rolls, roll mountings, or stand frames, e.g. using C-hooks; Replacing roll chocks on roll shafts
- B21B31/10—Interchanging rolls, roll mountings, or stand frames, e.g. using C-hooks; Replacing roll chocks on roll shafts by horizontally displacing, i.e. horizontal roll changing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Crushing And Grinding (AREA)
- Machine Tool Units (AREA)
Abstract
本发明涉及通过在上面有轴承座(3)的支撑辊(7)在运行的内轨道(5)与外轨道(55)之上相续平移来拆卸轧机轧辊的装置。根据本发明,各内轨道(5)包括有两段(51,52)安装成可分别在机座(1)的两个标准件(10,100)上,于回撤的轧制位置和使这两段(51,52)相互趋近的向前拆卸位置之间滑动。此两段的内端(53′,54′)分开一自由空间(e),而各轴承座(3)则装配有导辊(72,72′),这两个导轨相互分开的距离(d)大于上述自由空间(e)的长度,而得以在拆卸与重新装配过程中使轧辊继续留在所述段(51,52)之上。
Description
本发明涉及用于更换轧机机座中的轧辊特别是其工作辊的装置。
已知轧机在机座内包括至少两个轧辊,这些辊安装成绕平行的轴线转动并设置于实质上垂直的平面内。例如,“二辊式”机座只包括两个使待轧制的产品在其间运行的辊。在所谓“四辊式”机座中,拟轧制的产品是在直径较小的两个工作辊之间运行并直接抵靠于两个支承辊之上。在“六辊式”(Sexto Stands)机座中,中间辊是设在各工作辊与相应的支承辊之间。但我们也应知道其他类型的轧制,例如包括大量轧辊的“二十辊冷轧机”(Sendzimir),或者是所谓“Z字形排列高性能”(Z-High)轧机,其中各工作辊与横向支承辊相关,而此组件则置于一插件中。
与产品接触的工作辊磨损得很快。此外,工作辊的直径应该适合待轧制产品的性质与厚度,以及在某些情形下要适合拟求得的表面光洁度。这些辊于是必需周期性地更换。
这对于“方辊式”轧机中的中间轧辊或是“Z字形排列高性能”轧机中的插件,都存在上述情形。
在以前,这种辊是用所谓的载梁系统拆卸至悬臂位置,而此载梁系统则包括有用于配重平衡的轧辊的收取件。
但最近几年已开发了一些装置,用于减少维修时间与对人或设备的伤害并能使各工序自动化。
周知各个轧辊是以其两端安装于装在两个轴承座之间的定心轴承上而转动,在这两个轴承座上有支承装置用于调节辊的高度,各个轴承座能安装成沿平行于通过工作轧辊轴线延伸的夹持平面的导向面滑动。
为了能将轧辊撤出和插入,对于在机座的两个标准件之间与辊轴线平行延伸的轨道上的轧辊,一般装配有轴承座。
在有些情况下,要一起拆卸两个辊,上辊是位于在两个轨道上运行的下辊的轴承座上,所说的轨道置于夹持平面的每一侧。
但连续轧制技术应用得日益广泛,这就意味着在更换辊的同时要保持配合于两个工作轧辊之间的带材。在这种情形下,人们是用两对轨道来拆卸使轧辊脱离开带材上的分别处在两个高度上的轧辊。
在上述所有情形下,拟拆卸的轧辊于是通过平行于其轴线的位移从机座上卸下,然后转运到包括有设置成分别与机座上轨道准直的轨道以及装配有电机驱动的提取装置的运输车的外部装置上,这种提取装置能使轧辊从机座上取出或相反将新的轧辊插入。
为了加速上述过程,人们通常利用两台运输车,它们安装成在平行于运行方向的轨道上滑动并设在一横向底盘上,其中一台运输车包括有用于接纳磨损轧辊的凹座,而另一台运动车则载有能在撤下磨损辊之后插入机座中的新轧辊,在嵌入有带材条件下进行拆卸时,各台运动车包括两对设置成与机座的两对轨道准直的轨道。
即使工作轧辊具有较小的直径,但它们的重量仍然是相当大的,因而用拆卸目的的轨道所具有尺寸必须能充分地支承这些工作轧辊。于是这类用于拆卸轧辊的装置较为苯重,但它们还必需在夹持平面的各侧以及其邻近延伸,因为它们还载有拟拆卸的各个辊的轴承座。
或者一般地说,此机座的内部区域在工作轧辊的高度上业已装备着各种装置,如带材嵌合台、喷雾斜台(spray ramps),以及在带材断裂时用来保护轧辊的装置,等等。
甚至是在新机座情形,除了上述必备的装置外,也难以在有限的空间内容纳下用于拆卸的轨道。人们仍然可以采用可拆卸式的只当更换轧辊时才安装到机座上的轨道,但安装与拆卸这种轨道所需的时间便加大了这种工序的整个工作时间,结果达不到追求的目的。
另一方面,人们在任何情形下都不能减小轨道的尺寸而不使它们有断裂的风险。
本发明所借助一种更换装置来解决上述问题,它不需拆卸轨道就能在轧制工序中完全空出机座标准件之间的空间。
为此,本发明一般地说涉及一种用以拆卸轧制机中轧辊的装置,其中的轧辊可通过平行于其轴线的平移,而从轧机机座标准件之间的轧制位置移至离开此机座的拆卸位置,同时相继地支承于至少一对内轨道上,这时内轨道在各标准件对应的支柱间分别于夹持平面各侧之上延伸,且延伸到至少一对延伸到机座外的外轨道处,至少是在一个拆卸侧,拟拆卸的轧辊的两个轴承座装配有可在上述内轨与外轨上移动的支承件。
根据本发明,于上述夹持平面的每一侧上,各内轨包括两段各在两端之间分别限定内部与外部的长度上延伸,且安装成分别于机座的两个标准件上平行于轧辊的轴线滑动,而此轧机包括装置,用于控制各内轨道的两段从各段实质上是在相应标准件的宽度上延伸的轧制位置,到这两段相互趋近到一起用的拆卸轧辊的位置的滑动,在此两标准件的间隙中,上述两段的内端分开一自由空间,此外,一个轴承座的各可动支承件从其中间平面移开一段大于此中间平面与对应轨道段端部间距的距离,此时上述轨道处于轧制位置,同时至少是保持与该拆卸侧相对的轧辊的端部的轴承座在该夹持平面的两侧装配有两个可动支承件,这两个支承件在此轴承座的中间平面各侧相互分开一段距离,这段距离大于相应内轨两段的内相对端之间在用于拆卸轧辊的位置处的上述存在的自由空间的长度。
根据一优选实施例,拟拆卸的辊的两个轴承座在夹持平面的各侧各装配有一对相互分开大于对应轨道段长度的距离的可动支承件。
这些支承件最好包括导辊,各安装于轴承座对应侧上固定臂的端部上,并沿轴向延伸到轴承座的外侧,用以将支承件置于轴承座中间平面所要求的距离处。
另一方面,最好是使于夹紧平面的任一侧安装在此机座同一标准件上的各轨道段连接到一起同时与一用来控制这些段进行从轧制位置到拆卸位置或反之的一致滑动的装置相关联。
当两个工作轧辊同时卸下并以上部工作轧辊安置于下部轧辊之上的情形,此轧辊拆卸装置包括两对按同一拆卸高度分别安装于机座的两个标准件上的轨道段,用以在夹持平面的各侧形成两个内轨道。
根据另一种更优选的实施例,能够在带材仍然嵌入于其间时拆卸,所述装置包括有四对分别以两个拆卸高度安装于机座的两个标准件上的轨道段,用以在各个高度上形成分别于夹持平面各侧延伸的两个内轨道。这种装置能在保持嵌入的带材同时,独立或同时地平移两个工作辊同时在轧制平面的各侧保持它们分开。在“Z字形排列高性能”轧机中取与上述类似的布置,所独立或同时地拆卸或更换包括各工作轧辊和两个侧向支承辊的插件。
但其他的排列也是可能的,例如在“六辊式”轧机中,人们可以利用分别安装于四个不同高度的八对轨道段来拆卸工作轧辊与中间轧辊。
本发明还包括实施这种拆卸装置的方法。根据本发明,一旦将轧辊置于它们的拆卸高度时,即促使置于一前拆卸侧的轨道段滑向机座之内,然后与外辊道配合的运输车便移向上述侧,由此使所述轨道置于与内轨道段准直的位置而向前输送。坐落于内轨道段上拟更换的轧辊平移这时受到控制,而安装于后标准件上的轨道段便朝机座内侧向前输送。置于此输送机相对侧的后轴承座相续地停落于各后段上,然后通过它的两个分开的支承件而到达各前段上,同时横切上述段之间的自由空间。借助相反的操作就能将更换的辊插入此机座中,然后使内轨段滑向机座外侧以便把它们各置于标准件高度的轧制位置处。由此能垂直地移动辊的轴承座以调节工作轧辊间的距离。
为了实施本发明,轧机最好配合上C形的液压部件,这种液压部件在轧制平面各侧包括在其端部的两个突出都同时设在工作轴承座的横向导向面上,在此,所述轴承座装配有偏向轧制平面的支承耳且嵌入设在各液压部件的突出部之间的中央扇形凹口中。
事实上,安装在各标准件上的轨道段在上述情形下可以沿液压部件的突出部端部排列,而各个轨道则收容于设在此轴承座对应横向侧高度上一个部分处的扇形凹口中,同时此扇形凹口于上述横向侧和突出侧的端部上保持着相互相对滑动的导向面且具有可与此轴承座的高度调节能力相匹配的高度。
这样,各个轨道段便安装成可在液压部件突出侧的端部与设于轴承座横向侧上的扇形凹口底部之间沿轴向滑动,此底部与轨道的对应表面装配有耐磨板,这两个耐磨板一方面是在轨道段的位移之际沿轴向相互相对滑动,另一方面是在调节该轴承座的高度上沿垂向相互相对滑动,用以给该轴承座形成附加的横向支承装置。
本发明还包括在所附权利要求书中列述的其他有益的装置形式。
通过下面对为举例目的所给出而由附图所表示的特殊实施形式所作的描述,当可更好地理解本发明。
图1以正视图示明了装配有各种附件的轧机机座的通常布置形式。
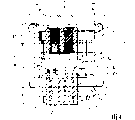
图2是装配有本发明的拆卸装置的轧机的俯视图,它可作为轧制平面P1的剖面图。
图3是正面图和沿图2中III-III线的局部剖面图。
图4是沿图3中IV-IV线的剖面图。
图5概示轧辊的拆卸工序。
图1以正视图形式示明了常规的四辊式轧机系统,它包括机座1、两个工作轧辊分别是下工作轧辊2与上工作轧辊2′、两个支撑辊15、15′。每个轧辊2、2′,支撑辊15、15′是以其端部安装于收纳在轴承座3,3′,16,16′中的两个轴承上而转动,且定中心于与轧辊轴线正交的中间平面Q上。
与通常情形相同,支承机座1包括两个相分开的标准件10,各具有一个为此标准件的两个支柱12a、12b所限定的窗口11,而这两个支柱12a、12b则接附到沿横向由导向面13保持的轧辊的轴承座上,此导向面13则是平行于实质上通过轧辊轴线的夹持平面P2而滑动的,用以在支承于此机座的标准件10上的夹持装置14以及未图示的用于调节轧辊高度的装置两者的控制下,来调节轧辊的高度。
由于工作轧辊2、2′的直径较小,它们的轴承座3、3′的导向面13便设有紧致部件或缩压部件4,所说部件在延伸并突入到窗口11内且在现代化机座中还载有用于工作轧辊2、2′的弯曲用液压千斤顶。
如图1所示,轧辊机座通常装配有许多附件,它们由两个工作轧辊定位且与之靠近,处于待轧制的带材M的通过平面的各侧。
例如,这种轧机机座可以在夹持平面P2的各侧包括:接合台A;设置成与轧辊2、2′尽可能接近的喷雾斜台B;张紧辊C;型材进料辊D,它安装在能将其相对于此带材移近或远离的装置上;以及用来在带材断裂时来保护轧辊的护板E。
所有上述附件,特别是喷雾斜台B与护板E必需在一受限制的空间内接近工作轧辊2、2′设置,此受限空间在垂向上为支承辊15、15′的轴承座16、16′限定,在横向上为此机座的两个标准件10、100所限定,因而难以在此间隙中还设置能拆卸轧辊的轨道。
本发明能借助图2、3与4所示的拆卸式轨道的独特装置解决上述问题。
在图1所示的实施例中,工作轧辊的轴承座属传统类型的,包括两个位于轴承座中央部分中的支承耳,它们依相反方向作用于设在支承耳两侧的分别为正与负的弯曲机(Cambering jacks)。各液压部件于是为E形的,包括正弯曲机的中央支承部和两个分别为下与上的末端部用于在其上支承负的弯曲机。
本发明可用于上述这种机座。但尤其有利的是采用同一公司的法国专利No.2786415中所述的设备,其中轴承座的支承直偏移向轧制平面,而各液压部件为C形的,只包括两个用于导引工作轴承座3,3′的突出部,上述轧辊2与2′的正与负的弯曲机即收容于其中。
优选实施例已示明于图2~4中。
根据上述专利No.2786415中描述的装置形式,液压部件的中央部分已除去,而轴承座的各正弯曲机制支承于设在轧制平面另一侧的从而被约束到通过所述平面的该液压部件的突出侧。为此目的,如图2所示,各轴承座3的支承耳显示出交错的轮廓,包括一突出部31于其上支承所涉及的轧辊2的正与负弯曲机,还包括一自由空间32以让设于轧制平面另一侧的轧辊2′的正弯曲机通过。此外,位于夹持平面P2两侧的支承部31a、31b分别错开于轴承座中间平面Q的前后,用于使所加载荷的合力位于中心处。
正如专利No.2786415中所公开的,上述布置形式表现出的显著优点是减少了液压部件与轴承座的总重,这是因为两个轴承座的支承耳可以在各C形液压部件的中央扇形凹口中设于轧制平面的邻近处。
在常规的拆卸装置中,轴承座的导辊通常安装于支承耳的端部上,因而拆卸轨道必须设于载承弯曲器的液压部件的两突出部之间,这种系统相当苯重,在例如使已有轧机现代化的情形中,是难以设在机座各标准件的支柱之间。
在上述专利No.2786415中所述的具有C形部件的装置则相反,特别良好地适于安装拆卸或轨道。事实上,由于各轴承座的支承耳在轧制平面一侧上偏移,此轴承座的整个余剩高度就能用来为其形成横向支承面,因而可以将导轨设置到液压部件的突出侧高度中的一部分上,同时为调节轧辊的高度而保持必需的导向高度。
上述布置形式具体示明于图3中,这是液压部件与轴承座的正视图,作为沿图2中III-III线的局部剖面图。
如上所述,由于轧辊会磨损,需要周期性地对它们进行更换。因此要考虑和决定轴承座高度的调整。图3示例性地表明在其左侧的磨损轧辊和在其右侧的新轧辊。
如前所述,两个工作轧辊2,2′在其各端为轴承座3、30、3′、30′所载承,这些轴承座安装成在分别固定于各标准件10、100的两支柱12a、12b上的两个液压部件4a、4b之间作垂直滑动,各个液压部件4包括两个在中央扇形凹口42两侧的突出部,分别是下部41与上部41′,其中接合两个轴承座3、3′的支承耳31、31′。在突出部41、41′中装设着轧辊的变曲机,分别为正弯曲机43与负弯曲机44。由于此液压部件的C形,下轴承座3的正弯曲机43设置于液压部件4的上部41′中,从而通过轧制平面P1而位于于下轴承座3的支承耳31上,同时通过上轴承座3′的凹座32。由于这支承耳31朝向轧制平面P1的偏移位置,设于突出部41、41′端部处的轴承座的横向导向面实际上就能延伸过轴承座的整个高度。这一具体实施例简化了将支承轨道5、5′安装到该液压部件内。
事实上如图3所示,支承轨道5、5′可设置于突出部41、41′的高度上用以导引轴承座3、3′,这是由于导辊7是直接安装于轴承座的横向边34上而不是如先前那样安装于支承耳的端部处。
假如考虑到例如上轴承座3′时,从图3中可以看到,由于轴承座3的横向边34有较大的高度,就能设置一扇形凹口33而于其中可以置纳支承轨道5′,同时保留有足够的高度用以沿着装配有耐磨板35的横向边34的其余部分导引轴承座。
结果,高度h1已确定成使之能与所需阻力比较的支承轨道5′便沿着液压部件4的突出边41′的端部43延伸,同时留下轴承座的横向导向面45同轴承座的导向面35接触,并在一高度h2上延伸。此高度适合于沿整个调节高度于横向上保持此轴承座的需要,相接触的这两个导向面35、45都装配了耐磨板。
下轴承座3是以类似的方式实现,但同时应考虑到轴承座的支承辊7的装配,这种支承辊与通常情形相同必须在轨道5、5′上运行用于轧辊的拆卸目的,因而是设在所述轧辊之上。
例如在表明处于拆卸位置的轧辊分开在所轧制的带材M的两边时的图3中,可以看到液压部件的导向面45与轴承座的导向面35是位于同一高度上并延伸到整个高度h2。而导辊7则正好位于支承轨道5、5′的上部平面之上。
结果,在上轴承座3′方向,导辊7′能够置于横边34的上部而其下部则形成导向面35。
相反,对下轴承座3而言,导辊7必须置于扇形凹口33之上,而横向导向面35在支承耳31与扇形凹口33之间设在与轴承座3相同的高度处。
此外,根据本发明,各支承轧道5包括分别安装在机座的两个标准件10与100的两段,如图2所示。于是各个轧辊在夹持平面P2的各侧与分别设在各标准件10、100的两对轨道段关联。
这样,如图2所示,于其端部为两个轴承座即分别于机座的两个标准件10、100中所导引的前轴承座3与后轴承座30所载承的下工作轧辊2,便同分别为前标准件10所承载的这对轨道段51a、51b以及后标准件100所承载的这对轨道段52a、52b相关联。
由于可以在嵌入有带材时进行拆卸,上轧辊2′也与前标准件10所载承的轨道段对51′a、51′b与后标准件100所载承的轨道段对52′a、52′b相关联。
此外,各轨道段51、51′安装成于设在液压部件4的对应突出部41、41′上的滑道6、6′上,平行于轧辊的轴线滑行。这样,各轨道段可以沿轴线在这样的回撤位置与前进位置间滑动:在此回撤位置,轨道段51、52带回到与机座对应的标准件10、100的高度处;在此前进位置,如图中虚线所示,各轨道5的两段51、52于机座的两标准件10与100之间在间隙17内相互相对延伸。
借助于将各轨道5分成规定长度的两段,就能将这两段置于突出部41、41′的端部与轴承座的横边34之间在此突出部41、41′的高度处,而不干扰轧辊的垂直位移。
事实上,根据本发明的另一特征,各轴承座的支承辊7与其中间平面Q分开的距离大于此中间平面与轨道段对应端之间的距离,使得所述轨道不会在调节轴承座的高度时干扰与轴承座连接的辊7的运动。
上述装置形式详示于图4中,图4是设于与轧辊拆卸侧相反一侧上的后轴承座30、30′的纵剖面图。
事实上可以看到,在这种情形下,各后轴承座30是由两个在轴承座的中间平面Q各侧上的两个分开的辊,即位于机座之外的外辊72及位于机座之内的内辊72′,处于两个标准件10与100之间的空隙17中,支承于夹持平面P2的两侧。各个辊72安装于固定于轴承座这一侧且延伸向内或外侧的臂73的端部,以使这两个辊72、72′相互分开的距离d大于轨道52的段长I。因此,设于相应轨道段52的外端54和内端54′两者之外的辊72、72′,就不会在轨道段52回撤到轧制位置时干扰轴承座3的垂直位移。
在此应注意到,轴承座的垂直运动与轨道段的轴向位移是绝不会同时进行的。因此各轨道段51、52可以无任何间隙地接附于突出部41、41′的端面46与设在轴承座的横向边34上的扇形凹口33的底部36之间。
轨道段51、52的面56与轴承座3的面36相接触,能同导向面35、45配合工作,用以从横向上保持轴承座,而为此目的装配有耐磨板,这两个耐磨板一方面是在轴承座的垂直位移中,另一方面是在轨道段51、52的轴向位移中相互相对地滑动。
优选的情形是,在设于轧辊2另一端上的前轴承座3、3′,于接附到机座的标准件10的拆卸侧,在夹持平面P2的每一面上,同样装配上外辊71与内辊71′,这两个辊分开的距离d大于对应的轨道段52的长度。这样,各轧辊2的两个轴承座3、30是一致的。但前轴承座3可以由朝机座内延伸的臂上所安装的单一后辊71′支承。
在由图2上虚线所示的拆卸位置处,这些轨道段被向前带至一悬臂位置,因而必须保持嵌入到滑道6上一段足以支承轧辊重量的长度。
此外,在拆卸位置,相对于分别安装于机座两标准件10、100上同一轨道的两段51、52的两个内相对端53′、54′,则分开一宽度e的自由空间。
轨道段的长度I以及此轴承座的两支承辊之间的间距d于是必须确定成,一方面要保持各段的充分嵌合长度;另一方面要使两支承辊之间的间距大于两轨道段端部之间的距离e,以便能在轧辊继续于两段上运动之中将其拆卸,如图5所示。
显然,适才参看图2相对于下轧辊2所述的所有装置对于上轧辊2′是一致的。所述的轧辊与两对轨道段关联,它们分别是51′a、52′a与51′b、52′b。
最好是在回撤的轧制位置与前进的拆卸位置之间,同时控制位于同一标准件上整个轨道段的滑动。
这样,如图3所示,在夹持平面P2的各侧,下轨道段51与上轨道段51′分别由臂81、81′连至一连接板8上,此连接板8沿液压部件4垂直地延伸,在此液压部件4上支撑着起重器82的杆部,而此起重器的体部则铰接于此液压部件4上,液压部件4的中央部分设有一凹座47;而起重器82则水平在此凹座中延伸。
如图4所示,上述连接板8最好在其中央部分装配上一导向板83,它水平地延伸至与轨道段51相同的长度,并在液压部件4上所设的水平滑道61上滑动。
此中央滑道61与轨道段51、51′的导向滑道6、6′相配合工作,用于将轨道段51、51′保持于用以拆卸的悬臂前向位置。
本拆卸装置的作业示意地表明于图5,图5示明了用于拆卸上轧辊2′的连续工序,而这些工序对于下轧辊2显然也是相同的。
在图5a中,两个工作轧辊2、2′处于产品M的轧制位置。它们的轴承座3与3′间的间距于是取决于此产品的厚度以及轧辊2与2′的磨损程度。
在上述位置,上轴承座3′a、3′b的导辊71、72能够定位于上轨道段51′、52′的高度处。事实上,从图中可以看到,各轴承座3′a、3′b的导辊71、72间的距离d大于对应的轨道段51′、52′的长度I,而此轨道段于是只在调节用起重器42、43的作用下才反作用于轴承座的垂直运动。
当轧辊2、2′磨损而必须更换时,它们分开在待轧制的产品M的两边,各处于其拆卸高度,在图5b中所示的位置处。导辊71、72此时正位于轨道段51、52上表面高度之上。
安装在位于拆卸侧的机座的前标准件10之上的轨道段51、51′这时便引向机座之内而处于它的拆卸位置。正如所指出的,在这一侧轧机是与承载外轨道55的辅助运输车关联,外轨道55所在位置与轨道段51′准直,在图5C所示位置处。
位于上述拆卸侧相对一侧的轨道段52′最好略微回撤,以便就位于轧辊2′的相应轴承座30′的各导辊72之下。
借助安装于辅助运输车上的未于图中示明的周知装置,就可以控制为它的两个轴承座载承的轧辊2′的轴向位移,这里的前轴承座3′为它的两个导向辊71、71′分别支承于外轨道55与轨道段51′上,而这里的后轴承座30′则于后轨道段52′上运转。上述轨道段此时向前带入图5d所示位置。在此位置上,轨道段51′、52′的内相对端53′、54′分开一间隙。此间隙的长度e小于两个辊72、72′间的距离d。
此后轴承座30′于是可以横过上述空隙,同时首先为其后辊72支承于后轨道段52′上,然后由其前辊72′支承于前轨道段51′上。
轧辊2′于是继续图5e所示的轴向位移,直至两个轴承座3′、30′落定于此辅助运输车的外轨道55上。
按同样方式说明下轧辊2的回撤,而各标准件上装配有用于同时控制分别设于两个拆卸高度处的两对轨道段的前进运动与后撤。
在周知的方式下,此辅助运输车可配备两个凹座,每个凹座可配合两对位于两个拆卸高度的外轨道55,分别是一个自由凹座用于接纳磨损的轧辊和一个备用凹座,该备用凹座包括两个新的轧辊,这两个新的轧辊能依照相同的工序但取相反的顺序插入机座。
虽然本发明不限于上面出于例示目的说明的实施例的细节,但在不背离权利要求书所确定的保护范围内是可以采用其他的等同装置的。
具体地说,采用装配有图2~4所示的这种偏移的支承耳的轴承座是特别有利的。但本发明也适用于图1所示的装配着传统类型的轴承座的轧机。
另一方面,只是位于拆卸侧相对侧的轴承座30、30′才必须横过各轨道两段间的空隙e,因而必须装配两个分开的辊72、72′。但出于简化目的,位于拆卸侧的轴承座3、3′可以包括一个离中间平面Q足够远的单辊,以在此相应的轨道段处于它们的轧制位置时能使轴承座作垂直的运动。
在权利要求书所述的技术特征后插入的标号其目的只在有助于对此技术特征的了解而并非以任何形式限制它们的范围。
Claims (14)
1.拆卸轧机用轧辊的装置,包括的支承机座(1)具有两个分开的标准件(10,100)和至少两个工作轧辊,分别为下工作轧辊(2)与上工作轧辊(2′),限定出一个间隙能让平的制品(M)沿轧制平面(P1)通过,而这个轧辊(2,2′)则安装成能绕两个保持用轴承座(3、30、3′、30′)的轴线转动,所述轴承座各定中于正交此轧辊轴线的中间平面(Q)且分别接附于各设在各标准件(10,100)的两个支柱(12)之间的两个窗口(11)上,各窗口(11)装配有导向面(45),可从上述轴承座平行于基本上通过此轧辊的轴线的夹持平面(P2)滑动,上述轧机装配有用于通过平移拆卸辊的装置,这种平移是相续地在平行于此轧辊的轴线且分别在此夹持平面(P2)的各侧,于机座(1)的两个标准件(10,100)的对应支柱之间延伸的至少一对内轨道(5)上,以及在从机座(1)之外延伸的且至少是在拆卸侧面各与一内轨道(5)准直的至少一对外轨(55)上进行,而此至少一个轧辊(2)的两个轴承座则装配有可在上述内轨道(5)与外轨道(55)上移动的支承件(7),其特征在于:于上述夹持平面(P2)的每一侧之上,各内轨道(5)包括两个段(51,52),各段的限定的长度于相应段的内端(53′,54′)和外端(53,54)之间延伸,且安装成分别于机座(1)的两个标准件(10,100)上平行于轧辊的轴线滑动;上述轧机包括有装置(82)用于控制各内轨道(5)的两段(51,52)这样的滑动,即从各段(51,52)由两个标准件(10,100)之间的间隙(17)回撤的轧制位置至这两个段(51,52)引向相互趋近的用以拆卸轧辊(2)的位置的滑动,在两标准件(10,100)之间的间隙(17)中,上述段(51,52)的内端(53′,54′)分开一自由空间(e);轴承座(3)的各个可动支承件(71)与其中间平面(Q)所分开的距离当所述轨道位于轧制位置时大于上述中间平面(Q)与所述轨道段之间的距离;至少是保持与所述拆卸侧相对的轧辊(2)的端部的轴承座(30)于夹持平面(P2)的各侧装配有两个可动的支承件(72,72′),它们相互分开的距离(d)大于在此轧辊拆卸位置处的内轨道(5)的两段(51,52)的内相对端(53′,54′)之间存在的自由空间的长度(e)。
2.权利要求1所述的装置,其特征在于,各轧辊(2)的两个轴承座(3,30)于该夹持平面(P2)的各侧分别装配有一对在轴向上相互分开的可动支承件(71,71′),(72,72′),此相互分开的距离(d)大于相应轨道段(51,52)的长度(I)。
3.权利要求1或2所述的装置,其特征在于,在此夹持平面(P2)各侧于机座的同一标准件(10)、(100)上安装的两个轨道段(51)、(52)是由连接板(8)相互连接,并且与用于控制这两个段(51)、(52)从轧制位置到拆卸位置或反之的同时滑动。
4.上述任一项权利要求所述的装置,它们是用于对相互支承的两个工作轧辊(2,2′)进行同时拆卸的,其特征在于,此装置包括两对轨道段(51,52),它们分别安装在机座的两个标准件(10、100)上且处于同一高度,用于拆卸在其上支撑有第二轧辊(2′)的第一轧辊(2)。
5.权利要求1至3中任一项所述的装置,其特征在于,此装置包括四对轨道段(51,52),(51′,52′),它们分别安装在机座(1)的两个标准件(10,100)上,在两个拆卸高度处,在此机座(1)上,两个轧辊(2,2′)于轧制过程中分开于产品(M)的两侧,用以在各个高度上形成一对分别于夹持平面(P1)各侧上延伸的内轨道(5,5′)。
6.上述任一项权利要求所述的装置,其特征在于,所述轴承座(3,30)的可动支承件是在轨道段(51)、(52)上的导辊(71、72)。
7.权利要求1至5中任一项所述的装置,其特征在于,所述轴承座的可动支承件是该轨道段上的滑动部件。
8.上述任一项权利要求所述的装置,其特征在于:所述轧机装配有C形液压部件,此部件于该轧制平面(P1)的各侧包括两个突出部(41,41′)其端部设有用于工作的轴承座(3)横向导向的面(45),轴承座(3)各装配有两个用于调节此轴承座高度的支承耳(31);所述支承耳(31)朝轧制平面(P1)偏移并配合到各液压部件(4)的设于其突出部(41,41′)间的中央扇形凹口(42)之内。
9.权利要求8所述的装置,其特征在于,于夹持平面(P2)各侧安装于各标准件(10,100)上用于支承各轧辊(2,2′)的轨道段(51,52)是沿着液压部件(4)的突出部(41,41′)的端部排列,并且收容于轴承座(4)各横向侧(34)的高度一部分上的扇形凹口(33)中,同时在所述横向侧(34)与突出部(41,41′)的端部上保持相互相对滑动且具有可适合轴承座(3)能作高度调节的高度(h2)的导向面(35,45)。
10.权利要求9所述的装置,其特征在于,各轨道段(51,52)安装成可沿轴向从液压部件(4)的突出部(41,41′)的端部沿轴向滑动到设于轴承座(3)的横向侧(34)上扉形凹口(33)的底部(36),此底部(36)与轨道(51,52)的对应面(46)都装配有耐磨板,它们一方面是在轨道段(51,52)的位移之际沿轴向;而另一方面是在调节轴承座高度之际沿垂向作相互相对滑动,得以为沿横向保持轴承座(3)形成另外的装置。
11.上述任一项权利要求所述的装置,其特征在于,轴承座(3,30)的各可动支承件(71,72)安装于臂(73)的端部上,臂(73)固定于此轴承座上且沿轴向延伸一段长度,以使所述支承件(71,72)与轴承座(3)的中间平面(Q)分开的距离大于此中间平面(Q)与轨道段(51,52)的对应端(53,54)之间的距离。
12.权利要求10或11所述的装置,其特征在于:各轨道段安装成可沿轴向于设在所述液压部件(4)的突出部(41,41′)端部上的滑道(6)上滑动;在向前的拆卸位置,与各轨道段相关的滑道(6)保持配合于所述突出部(41,41′)内至一段足以在轧辊(2)的负荷下将轨道段(51,52)保持于悬臂位置的嵌入长度。
13.权利要求2所述的装置,它在机座(1)的各标准件(10,100)上包括分别设于两工作轧辊(2,2′)的两个拆卸高度上的两对轨道段(51,51′),(52,52′),其特征在于:设于各标准件(10,100)以及夹持平面(P2)各侧上的两个导轨段(51,51′),(52,52′)相互由连接板(8)连接,连接板(8)上支承起重器(82)的第一部件,而此起重器(82)控制支承在标准件(10,100)上的第二部件轴向位移;分别位于夹持平面(P2)各侧的两个起重器(82)是以同步方式起动,用于控制两对轨道段(51,51′)、(52,52′)同时作轴向位移。
14.装配有上述任一项权利要求所述装置的轧机中轧辊更换方法,且对于此轧机,于机座的拆卸侧还配合地设置有更换用输送车,其中用于拆卸轧辊的各轨道(5)包括有安装于机座的标准件(10,100)上且与轧辊(2,2′)的轴线平行滑动的两段(51,52),其特征在于,在各轧辊(2,2′)业已置于其拆卸高度时,使安装在位于拆卸侧的前标准件(10)上的内轨道段(51)滑向机座内侧,将这样引向前的装配有定位成与轨道段(51)准直的外轨道(55)的更换用运输车向标准件(10)推进,然后平移拟更换的轧辊(2,2′),在此输送车上载有两对轨道段(51,52),然后置放于后标准件(100)上的轨道段(52)向前输送而轧辊则输送得更向前,此轧辊的后轴承座(30)借助它的两个相分开的支承件继续停留于后轨道段(52)上然后到达前轨道段(51)上,同时横过所述轨道段之间的自由空间,直到磨损的轧辊落定到此更换用运输车上,通过相反的操作,可将新轧辊插入机座,然后使轨道段(51,52)滑向机座的外侧以便将它们放回到轧制位置,而各轨道段则被带到标准件(10,100)之上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0106615A FR2824764B1 (fr) | 2001-05-18 | 2001-05-18 | Dispositif de demontage des cylindres d'un laminoir |
| FR0106615 | 2001-05-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1463208A true CN1463208A (zh) | 2003-12-24 |
Family
ID=8863462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN02801741A Pending CN1463208A (zh) | 2001-05-18 | 2002-05-17 | 用以拆卸轧机轧辊的装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20040144150A1 (zh) |
| EP (1) | EP1395375A1 (zh) |
| KR (1) | KR20030022865A (zh) |
| CN (1) | CN1463208A (zh) |
| FR (1) | FR2824764B1 (zh) |
| RU (1) | RU2003136282A (zh) |
| WO (1) | WO2002094465A1 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108025340A (zh) * | 2015-09-24 | 2018-05-11 | Sms集团有限公司 | 轧机机架和用于更换工作辊的方法 |
| CN109261722A (zh) * | 2018-07-27 | 2019-01-25 | 合肥神诺机械有限公司 | 一种组合式导辊 |
| CN111519291A (zh) * | 2020-04-30 | 2020-08-11 | 安徽兰翔纺机科技有限公司 | 一种便于组合拆装的纺机胶辊 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105538231B (zh) * | 2016-01-30 | 2017-08-25 | 中国有色(沈阳)冶金机械有限公司 | 轴承座抱辊拆卸工具 |
| CN110125861A (zh) * | 2018-02-08 | 2019-08-16 | 红塔烟草(集团)有限责任公司 | 镶嵌式轴承拆卸装置及其拆卸方法 |
| CN114348716A (zh) * | 2021-12-27 | 2022-04-15 | 西安泰金工业电化学技术有限公司 | 一种带有储料功能的收、放卷装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3443410A (en) * | 1966-08-16 | 1969-05-13 | Textron Inc | Method of and apparatus for changing rolls in a rolling mill |
| GB1153228A (en) * | 1967-01-25 | 1969-05-29 | Loewy Robertson Eng Co Ltd | Improvements in and relating to Roll-Changing Devices for Horizontal Rolling Mills |
| BE759861A (fr) * | 1969-12-05 | 1971-05-17 | Morgan Construction Co | Appareil destine a changer les cylindres de |
| GB1370793A (en) * | 1971-02-25 | 1974-10-16 | Wean United Inc | Roll changing arrangement for a rolling mill |
| GB1376605A (en) * | 1971-04-15 | 1974-12-11 | Wean United Inc | Rolling mill with roll change arrangement |
| JPS5910850B2 (ja) * | 1978-10-25 | 1984-03-12 | 株式会社日立製作所 | 圧延機のロ−ル組替装置 |
| JPS58119410A (ja) * | 1982-01-08 | 1983-07-15 | Mitsubishi Heavy Ind Ltd | 圧延機のロ−ル交換方法及びその装置 |
| DE3211378A1 (de) * | 1982-03-27 | 1983-12-29 | Mannesmann AG, 4000 Düsseldorf | Walzenstuetzeinrichtung fuer den arbeitswalzenwechsel an walzgeruesten |
| US6041636A (en) * | 1998-02-20 | 2000-03-28 | T. Sendzimir, Inc. | Side supported 6-high rolling mill |
-
2001
- 2001-05-18 FR FR0106615A patent/FR2824764B1/fr not_active Expired - Fee Related
-
2002
- 2002-05-17 RU RU2003136282/02A patent/RU2003136282A/ru not_active Application Discontinuation
- 2002-05-17 KR KR10-2003-7000714A patent/KR20030022865A/ko not_active Application Discontinuation
- 2002-05-17 WO PCT/FR2002/001691 patent/WO2002094465A1/fr not_active Application Discontinuation
- 2002-05-17 CN CN02801741A patent/CN1463208A/zh active Pending
- 2002-05-17 EP EP02740798A patent/EP1395375A1/fr not_active Withdrawn
- 2002-05-17 US US10/477,512 patent/US20040144150A1/en not_active Abandoned
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108025340A (zh) * | 2015-09-24 | 2018-05-11 | Sms集团有限公司 | 轧机机架和用于更换工作辊的方法 |
| US11565292B2 (en) | 2015-09-24 | 2023-01-31 | Sms Group Gmbh | Roll stand and method for changing work rolls |
| CN109261722A (zh) * | 2018-07-27 | 2019-01-25 | 合肥神诺机械有限公司 | 一种组合式导辊 |
| CN111519291A (zh) * | 2020-04-30 | 2020-08-11 | 安徽兰翔纺机科技有限公司 | 一种便于组合拆装的纺机胶辊 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040144150A1 (en) | 2004-07-29 |
| EP1395375A1 (fr) | 2004-03-10 |
| KR20030022865A (ko) | 2003-03-17 |
| WO2002094465A1 (fr) | 2002-11-28 |
| FR2824764B1 (fr) | 2003-10-03 |
| FR2824764A1 (fr) | 2002-11-22 |
| RU2003136282A (ru) | 2005-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101336143B (zh) | 在线更换轧机座至少一对轧辊的方法和实现该方法的装置 | |
| US7302820B2 (en) | Method for changing the configuration of a rolling mill and advanced rolling mill for carrying out said method | |
| CN101232956B (zh) | 具有三个可调辊机架的轧机 | |
| CN1293600A (zh) | 一种具有三个或更多个可调旋臂的轧制机架 | |
| US4706484A (en) | Universal rolling mill | |
| CN101360569B (zh) | 用于更换轧辊的方法和装置 | |
| CA2738713C (en) | Roll stand | |
| CN2829928Y (zh) | 六辊轧机快速换辊装置 | |
| CN1262363C (zh) | 生产具有所需横断面隆起形状的轧制扁带钢的轧机 | |
| CN1463208A (zh) | 用以拆卸轧机轧辊的装置 | |
| CN107252822A (zh) | 一种十八辊轧机 | |
| CN1263558C (zh) | 双辊轧机、操作这些轧机的方法以及采用这些轧机的轧制设备 | |
| US3754426A (en) | Roll changing arrangement for a rolling mill | |
| CN202129282U (zh) | 一种高速可逆冷轧带材表面除油装置 | |
| CN101574831B (zh) | 带倒角切坯机 | |
| CN107350287A (zh) | 一种十八辊轧机的工作辊侧支撑装置 | |
| CN101733280B (zh) | 冷轧管机 | |
| CN201127954Y (zh) | 轧机内升降快速换辊轨道 | |
| CN109500083B (zh) | 快速更换上中间辊的六辊轧机及换辊方法 | |
| CN109647886B (zh) | 快速更换上工作辊的六辊轧机及换辊方法 | |
| CN207138502U (zh) | 一种轧机的工作辊侧支撑装置 | |
| CN110315371B (zh) | 一种钢板桩锯切自动侧夹紧装置 | |
| CN101352731B (zh) | 多辊轧机下支撑辊换辊装置 | |
| CN112551119A (zh) | 一种冷床升降式平移机构 | |
| CN113646100A (zh) | 多辊轧机及多辊轧机中的分割式支承轴承组装轴的更换方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |