CN116038820A - 一种用于短带料生产的高效加工装置及方法 - Google Patents
一种用于短带料生产的高效加工装置及方法 Download PDFInfo
- Publication number
- CN116038820A CN116038820A CN202310342505.5A CN202310342505A CN116038820A CN 116038820 A CN116038820 A CN 116038820A CN 202310342505 A CN202310342505 A CN 202310342505A CN 116038820 A CN116038820 A CN 116038820A
- Authority
- CN
- China
- Prior art keywords
- short strip
- short
- fixedly arranged
- lifting block
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/015—Means for holding or positioning work for sheet material or piles of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
本发明公开了一种用于短带料生产的高效加工装置及方法,本发明涉及在短带料上连续加工出产品的技术领域,它包括上模和下模,所述上模包括上托、固设于上托底表面上的固定板,上托内固设有两根上弹簧;下模包括底座、固设于底座顶表面上的固定座、固设于固定座顶表面上的盖板,盖板与固定座的顶表面之间形成有用于穿设短带料的通道,通槽的纵向宽度与短带料的宽度相等,盖板的顶表面上开设有连通通道的椭圆形孔和通槽,盖板的两端部均开设有U形槽,导向槽内滑动安装有升降块,下弹簧的顶部固设有传力柱,传力柱的顶部伸入于导向槽内且固设于升降块的底表面上。本发明的有益效果是:减轻工人工作强度、极大提高短带料生产效率、操作简单。
Description
技术领域
本发明涉及在短带料上连续加工出产品的技术领域,特别是一种用于短带料生产的高效加工装置及方法。
背景技术
某短带料的结构如图1~图2所示,其总长度为40~50cm,短带料1上沿其长度方向间隔开设有牵引孔2,每相邻两个牵引孔2之间的间距相等,工艺上要求在短带料1的指定区域3处成型出所需的产品,其中每个指定区域3分别与各个牵引孔2相对立,指定区域3如图2中虚线所示。
车间内采用成型模具在短带料1上的各个指定区域3处成型出产品,成型模具包括上模和下模,下模包括固定座,固定座的顶表面上固设有销钉,销钉的直径与牵引孔2的孔径相等,上模包括上托,上托的顶部固设于冲压机的冲头上,上托的底部固设有凸模。工人利用该成型模具在短带料上成型出产品的方法是:
S1、工人先将短带料1上的第一个牵引孔2从上往下套设在销钉上,并且将短带料1支撑于固定座的顶表面上,以实现对短带料1的定位,此时短带料1上的第一个指定区域3刚好处于凸模的正下方;
S2、控制冲压机的冲头向下运动,冲头带动上托向下运动,上托带动凸模向下运动,凸模向下运动后,即可在第一个指定区域3处成型出产品;
S3、工人控制上托向上运动,而后将短带料1从销钉上取下来,取下后,将短带料1上的第二牵引孔2套在销钉上,并且将短带料1支撑于固定座的顶表面上,以实现对短带料的再次定位,此时短带料1上的第二个指定区域3刚好处于凸模的正下方;重复步骤S2的操作,即可在第二个指定区域3处成型出产品;
S4、如此重复操作,即可连续地在短带料1上的各个指定区域3处成型出产品。
然而,车间内所使用的成型模具虽然能够在短带料1上加工出产品,但是随着待加工的短带料的数量增加,这种成型模具就体现出了以下技术缺陷:
I、每次在短带料1上加工一个产品前,都需要将短带料1上的一个牵引孔2从上往上套设在销钉上,而一个短带料1上有20~22个牵引孔2,也就说,要加工完一根短带料,需要将短带料1套在销钉上20~22次,这无疑是增加了短带料1的加工工序,进而增加了单根短带料的加工时间,从而极大的降低了短带料的生产效率,同时还增加了工人的工作强度。
II、当在短带料1上成型出一个产品后,又需要将短带料1从销钉上取下来,即需要将短带料1从销钉上取下20~22次,这无疑是进一步的增加了单根短带料的加工时间,进一步的降低了短带料的生产效率。因此,亟需一种减轻工人工作强度、极大提高短带料生产效率的短带料加工装置及方法。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种结构紧凑、减轻工人工作强度、极大提高短带料生产效率、操作简单的用于短带料生产的高效加工装置及方法。
本发明的目的通过以下技术方案来实现:一种用于短带料生产的高效加工装置,它包括上模和下模,所述上模包括上托、固设于上托底表面上的固定板,上托内固设有两根上弹簧,两根上弹簧的底部均固连接有贯穿固定板设置的压杆,固定板的底表面上且位于两个压杆之间固设有凸模;
所述下模包括底座、固设于底座顶表面上的固定座、固设于固定座顶表面上的盖板,盖板与固定座的顶表面之间形成有用于穿设短带料的通道,通槽的纵向宽度与短带料的宽度相等,盖板的顶表面上开设有连通通道的椭圆形孔和通槽,盖板的两端部均开设有U形槽,固定座内开设有贯穿其顶表面和底表面的导向槽,导向槽与两个U形槽连通,导向槽内滑动安装有升降块,底座内固设有下弹簧,下弹簧的顶部固设有传力柱,传力柱的顶部伸入于导向槽内且固设于升降块的底表面上;
所述升降块的顶表面上开设有连通导向槽的T形槽,T形槽内旋转安装有圆柱,圆柱的顶表面上固设有旋转板,旋转板的顶部固设有顺次贯穿T形槽、通道且伸入到椭圆形孔内的定位钉,所述固定座内设置有水平弹簧,水平弹簧的左端部上固设有侧推钉,在水平弹簧的弹力下,侧推钉抵压在旋转板上,且定位钉抵压在椭圆形孔的左侧壁上;
所述通槽设置于凸模的正下方,两个U形槽分别设置于两个压杆的正下方。
所述通槽设置于椭圆形孔的后方。
所述固定座经螺钉固定于底座上,所述固定板经螺钉固定于上托上。
所述底座内设置有两根下弹簧,两根下弹簧的顶部均固设有传力柱,两个传力柱均固设于升降块的底部。
所述升降块的横截面为矩形状。
所述底座内开设有连通T形槽的台阶孔,台阶孔的右端部固设有锁紧螺钉,所述水平弹簧设置于台阶孔内,水平弹簧的一端固设于锁紧螺钉上,另一端固设于侧推钉。
所述上托的顶部固设于冲压模具的冲头上。
一种用于短带料生产的高效加工方法,它包括以下步骤:
S1、短带料的安装,其具体操作步骤为:
S11、工人用手指穿过U形槽并向下压升降块,升降块带动圆柱、旋转板和定位钉同步向下运动,同时升降块向下压传力柱,传力柱向下压缩下弹簧,当定位钉伸入到导向槽内后,工人停止向下压升降块;
S12、工人将短带料从左往右穿入到通道内,并且确保短带料的底表面与固定座的顶表面接触,随后将位于短带料首端部处的牵引孔A放置于定位钉的正上方;
S13、工人松开向下压升降块的手指,在下弹簧的弹性恢复力下,下弹簧带动传力柱向上运动,传力柱带动升降块沿着导向槽向上运动,升降块带动圆柱、旋转板和定位钉同步向上运动,定位钉由下往上穿入到牵引孔A内,穿入后,工人继续向右推短带料,短带料带动定位钉绕着圆柱的轴线向右旋转,当定位钉在向右旋转过程中,定位钉带动旋转板同步向右旋转,旋转板向右压侧推钉,侧推钉向右将水平弹簧压缩,当旋转板被导向槽的右侧壁限制住时,定位钉刚好处于垂直状态,从而实现了将短带料定位,此时短带料上的第一个指定区域刚好处于通槽的正下方;
S2、在短带料上的第一个指定区域处成型产品,其具体操作步骤为:
S21、工人控制冲压模具的冲头向下运动,冲头带动上托和固定板同步向下运动,上托带动凸模和两根压杆同步向下运动,凸模穿过通槽并压在短带料上的第一指定区域处,从而在短带料上加工出第一个产品;
S22、随着上托的继续向下运动,两根压杆分别穿过两个U形槽并且压在升降块的两端部,升降块带动圆柱、旋转板和定位钉同步向下运动,同时升降块向下压缩下弹簧,当定位钉从牵引孔A内向下脱出后,在水平弹簧的恢复力下,侧推钉作用到旋转板上,旋转板绕着圆柱的轴线向左旋转,旋转板带动定位钉同步向左旋转,当旋转板被导向槽的左侧壁限制住时,控制冲压模具的冲头向上运动,冲头带动上托和固定板同步向上运动,上托带动凸模和两根压杆同步向下运动,当凸模复位后,即压杆和凸模复位后,压杆不再抵压在升降块上,此时定位钉在下弹簧的恢复力作用下,定位钉的顶端头抵压在短带料的底表面上,即定位钉的顶端头抵压在牵引孔A和第二牵引孔B之间;
S3、工人向右推动短带料,当短带料上的牵引孔B运动到定位钉的正上方时,定位钉的端头在下弹簧的弹力作用下由下往上穿入到牵引孔B内,当工人无法最次推动短带料时,定位钉再次处于垂直状态,从而实现了将短带料的第二次定位;工人重复步骤S2的操作,即可在短带料上的第二指定区域处加工出产品;
S4、如此重复步骤S2~S3的操作多次,即可在短带料上的各个指定区域处加工出产品,即实现了第一根短带料的加工。
本发明具有以下优点:结构紧凑、减轻工人工作强度、极大提高短带料生产效率、操作简单。
附图说明
图1为短带料的结构示意图;
图2为图1的俯视图;
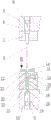
图3为本发明的结构示意图;
图4为图3的A-A剖视图;
图5为图4的B向示意图;
图6为手指向下压升降块的示意图;
图7为图6的C-C剖视图;
图8为将短带料首端处的牵引孔A放置于定位钉正上方的示意图;
图9为图8的D-D剖视图;
图10为图9的I处局部放大图;
图11为定位钉穿入到牵引孔A内且处于垂直状态时的示意图;
图12为图11的E-E剖视图;
图13为图12的II处局部放大图;
图14为定位钉的端头抵压在牵引孔A和牵引孔B之间的示意图;
图15为图14的F-F剖视图;
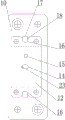
图16为图15的III处局部放大图;
图17为定位钉穿入到牵引孔B内且处于垂直状态的示意图;
图18为图17的IV处局部放大图;
图中,1-短带料,2-牵引孔,3-指定区域,4-上模,5-下模,6-上托,7-固定板,8-上弹簧,9-压杆,10-底座,11-固定座,12-盖板,13-通道,14-椭圆形孔,15-通槽,16-U形槽,17-导向槽,18-升降块,19-下弹簧,20-传力柱,21-圆柱,22-旋转板,23-定位钉,24-水平弹簧,25-侧推钉,26-牵引孔A,27-牵引孔B。
具体实施方式
下面结合附图对本发明做进一步的描述,本发明的保护范围不局限于以下所述:
如图3~图5所示,一种用于短带料生产的高效加工装置,它包括上模4和下模5,所述上模4包括上托6、固设于上托6底表面上的固定板7,上托6的顶部固设于冲压模具的冲头上,上托6内固设有两根上弹簧8,两根上弹簧8的底部均固连接有贯穿固定板7设置的压杆9,固定板7的底表面上且位于两个压杆9之间固设有凸模;所述下模5包括底座10、固设于底座10顶表面上的固定座11、固设于固定座11顶表面上的盖板12,盖板12与固定座11的顶表面之间形成有用于穿设短带料1的通道13,通槽15的纵向宽度与短带料1的宽度相等,盖板12的顶表面上开设有连通通道13的椭圆形孔14和通槽15,通槽15设置于椭圆形孔14的后方,盖板12的两端部均开设有U形槽16,固定座11内开设有贯穿其顶表面和底表面的导向槽17,导向槽17与两个U形槽16连通,导向槽17内滑动安装有升降块18,升降块18的横截面为矩形状,底座10内固设有下弹簧19,下弹簧19的顶部固设有传力柱20,传力柱20的顶部伸入于导向槽17内且固设于升降块18的底表面上。
如图3~图5所示,所述升降块18的顶表面上开设有连通导向槽17的T形槽,T形槽内旋转安装有圆柱21,圆柱21的顶表面上固设有旋转板22,旋转板22的顶部固设有顺次贯穿T形槽、通道13且伸入到椭圆形孔14内的定位钉23,所述固定座11内设置有水平弹簧24,水平弹簧24的左端部上固设有侧推钉25,在水平弹簧24的弹力下,侧推钉25抵压在旋转板22上,且定位钉23抵压在椭圆形孔14的左侧壁上;所述通槽15设置于凸模的正下方,两个U形槽16分别设置于两个压杆9的正下方。
如图3~图5所示,所述固定座11经螺钉固定于底座10上,所述固定板7经螺钉固定于上托6上。所述底座10内设置有两根下弹簧19,两根下弹簧19的顶部均固设有传力柱20,两个传力柱20均固设于升降块18的底部。所述底座10内开设有连通T形槽的台阶孔,台阶孔的右端部固设有锁紧螺钉,所述水平弹簧24设置于台阶孔内,水平弹簧24的一端固设于锁紧螺钉上,另一端固设于侧推钉25。
一种用于短带料生产的高效加工方法,它包括以下步骤:
S1、短带料1的安装,其具体操作步骤为:
S11、工人用手指穿过U形槽16并向下压升降块18,如图6~图7所示,向压方向如图6中空心箭头所示,升降块18带动圆柱21、旋转板22和定位钉23同步向下运动,同时升降块18向下压传力柱20,传力柱20向下压缩下弹簧19,当定位钉23伸入到导向槽17内后,工人停止向下压升降块18;
S12、工人将如图1~图2所示的短带料1从左往右穿入到通道13内,并且确保短带料1的底表面与固定座11的顶表面接触,随后将位于短带料1首端部处的牵引孔A26放置于定位钉23的正上方,如图8~图10所示;
S13、工人松开向下压升降块18的手指,在下弹簧19的弹性恢复力下,下弹簧19带动传力柱20向上运动,传力柱20带动升降块18沿着导向槽17向上运动,升降块18带动圆柱21、旋转板22和定位钉23同步向上运动,定位钉23由下往上穿入到牵引孔A26内,穿入后,工人继续向右推短带料1,短带料1带动定位钉23绕着圆柱21的轴线向右旋转,当定位钉23在向右旋转过程中,定位钉23带动旋转板22同步向右旋转,旋转板22向右压侧推钉25,侧推钉25向右将水平弹簧24压缩,当旋转板22被导向槽17的右侧壁限制住时,定位钉23刚好处于垂直状态,如图11~图13所示,从而实现了将短带料1定位,此时短带料1上的第一个指定区域3刚好处于通槽15的正下方;
S2、在短带料1上的第一个指定区域3处成型产品,其具体操作步骤为:
S21、工人控制冲压模具的冲头向下运动,冲头带动上托6和固定板7同步向下运动,上托6带动凸模和两根压杆9同步向下运动,凸模穿过通槽15并压在短带料1上的第一指定区域3处,从而在短带料1上加工出第一个产品;
S22、随着上托6的继续向下运动,两根压杆9分别穿过两个U形槽16并且压在升降块18的两端部,升降块18带动圆柱21、旋转板22和定位钉23同步向下运动,同时升降块18向下压缩下弹簧19,当定位钉23从牵引孔A26内向下脱出后,在水平弹簧24的恢复力下,侧推钉25作用到旋转板22上,旋转板22绕着圆柱21的轴线向左旋转,旋转板22带动定位钉23同步向左旋转,当旋转板22被导向槽17的左侧壁限制住时,控制冲压模具的冲头向上运动,冲头带动上托6和固定板7同步向上运动,上托6带动凸模和两根压杆9同步向下运动,当凸模复位后,即压杆9和凸模复位后,压杆9不再抵压在升降块18上,此时定位钉23在下弹簧19的恢复力作用下,定位钉23的顶端头抵压在短带料1的底表面上,即定位钉23的顶端头抵压在牵引孔A26和第二牵引孔B27之间,如图14~图16所示;
S3、工人向右推动短带料1,当短带料1上的牵引孔B27运动到定位钉23的正上方时,定位钉23的端头在下弹簧19的弹力作用下由下往上穿入到牵引孔B27内,当工人无法最次推动短带料1时,定位钉23再次处于垂直状态,如图17~图18所示,从而实现了将短带料1的第二次定位;工人重复步骤S2的操作,即可在短带料1上的第二指定区域3处加工出产品;
S4、如此重复步骤S2~S3的操作多次,即可在短带料1上的各个指定区域3处加工出产品,即实现了第一根短带料1的加工。
其中,从步骤S1~S4可知,本加工装置先将短带料1上的第一个牵引孔A26套在定位钉23上,以实现短带料1的第一次定位,而后通过冲压模具的冲压头向下运动,凸模在短带料1上的第一个指定区域3处加工出产品,同时使定位钉23在下弹簧19的弹力下抵压在牵引孔A26和第二个牵引孔B27之间,当向右推动短带料1时,即可自动的将短带料1上的第二个牵引孔B27套在定位钉23上,以实现短带料1的第二次定位,从而确保凸模在短带料1上的第二个指定区域3处加工出产品;如此重复操作,即可在各个指定区域3处加工出产品。
由此可知,本加工装置相比于车间内的成型模具,只需先定位一次短带料1,而后贴着固定座11的顶表面推动短带料1向右运动,同时配合冲压模具的冲头的往复上下运动,即可使短带料1上的各个牵引孔2依次的套在定位钉23上,进而实现连续自动对短带料1进行定位,从而极大的缩短了单根短带料的加工时间,进而极大的提高了短带料的生产效率。
此外,本加工装置相比于车间内的成型模具,无需工人多次将短带料1套在销钉上,也无需工人多次将短带料1从销钉上取下来,只需推动短带料1即可进行短带料1的定位,从而极大的减轻了工人的工作强度。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (8)
1.一种用于短带料生产的高效加工装置,其特征在于:它包括上模(4)和下模(5),所述上模(4)包括上托(6)、固设于上托(6)底表面上的固定板(7),上托(6)内固设有两根上弹簧(8),两根上弹簧(8)的底部均固连接有贯穿固定板(7)设置的压杆(9),固定板(7)的底表面上且位于两个压杆(9)之间固设有凸模;
所述下模(5)包括底座(10)、固设于底座(10)顶表面上的固定座(11)、固设于固定座(11)顶表面上的盖板(12),盖板(12)与固定座(11)的顶表面之间形成有用于穿设短带料(1)的通道(13),通槽(15)的纵向宽度与短带料(1)的宽度相等,盖板(12)的顶表面上开设有连通通道(13)的椭圆形孔(14)和通槽(15),盖板(12)的两端部均开设有U形槽(16),固定座(11)内开设有贯穿其顶表面和底表面的导向槽(17),导向槽(17)与两个U形槽(16)连通,导向槽(17)内滑动安装有升降块(18),底座(10)内固设有下弹簧(19),下弹簧(19)的顶部固设有传力柱(20),传力柱(20)的顶部伸入于导向槽(17)内且固设于升降块(18)的底表面上;
所述升降块(18)的顶表面上开设有连通导向槽(17)的T形槽,T形槽内旋转安装有圆柱(21),圆柱(21)的顶表面上固设有旋转板(22),旋转板(22)的顶部固设有顺次贯穿T形槽、通道(13)且伸入到椭圆形孔(14)内的定位钉(23),所述固定座(11)内设置有水平弹簧(24),水平弹簧(24)的左端部上固设有侧推钉(25),在水平弹簧(24)的弹力下,侧推钉(25)抵压在旋转板(22)上,且定位钉(23)抵压在椭圆形孔(14)的左侧壁上;
所述通槽(15)设置于凸模的正下方,两个U形槽(16)分别设置于两个压杆(9)的正下方。
2.根据权利要求1所述的一种用于短带料生产的高效加工装置,其特征在于:所述通槽(15)设置于椭圆形孔(14)的后方。
3.根据权利要求2所述的一种用于短带料生产的高效加工装置,其特征在于:所述固定座(11)经螺钉固定于底座(10)上,所述固定板(7)经螺钉固定于上托(6)上。
4.根据权利要求3所述的一种用于短带料生产的高效加工装置,其特征在于:所述底座(10)内设置有两根下弹簧(19),两根下弹簧(19)的顶部均固设有传力柱(20),两个传力柱(20)均固设于升降块(18)的底部。
5.根据权利要求4所述的一种用于短带料生产的高效加工装置,其特征在于:所述升降块(18)的横截面为矩形状。
6.根据权利要求5所述的一种用于短带料生产的高效加工装置,其特征在于:所述底座(10)内开设有连通T形槽的台阶孔,台阶孔的右端部固设有锁紧螺钉,所述水平弹簧(24)设置于台阶孔内,水平弹簧(24)的一端固设于锁紧螺钉上,另一端固设于侧推钉(25)。
7.根据权利要求6所述的一种用于短带料生产的高效加工装置,其特征在于:所述上托(6)的顶部固设于冲压模具的冲头上。
8.一种用于短带料生产的高效加工方法,采用权利要求7中所述高效加工装置以生产短带料,其特征在于:它包括以下步骤:
S1、短带料(1)的安装,其具体操作步骤为:
S11、工人用手指穿过U形槽(16)并向下压升降块(18),升降块(18)带动圆柱(21)、旋转板(22)和定位钉(23)同步向下运动,同时升降块(18)向下压传力柱(20),传力柱(20)向下压缩下弹簧(19),当定位钉(23)伸入到导向槽(17)内后,工人停止向下压升降块(18);
S12、工人将短带料(1)从左往右穿入到通道(13)内,并且确保短带料(1)的底表面与固定座(11)的顶表面接触,随后将位于短带料(1)首端部处的牵引孔A(26)放置于定位钉(23)的正上方;
S13、工人松开向下压升降块(18)的手指,在下弹簧(19)的弹性恢复力下,下弹簧(19)带动传力柱(20)向上运动,传力柱(20)带动升降块(18)沿着导向槽(17)向上运动,升降块(18)带动圆柱(21)、旋转板(22)和定位钉(23)同步向上运动,定位钉(23)由下往上穿入到牵引孔A(26)内,穿入后,工人继续向右推短带料(1),短带料(1)带动定位钉(23)绕着圆柱(21)的轴线向右旋转,当定位钉(23)在向右旋转过程中,定位钉(23)带动旋转板(22)同步向右旋转,旋转板(22)向右压侧推钉(25),侧推钉(25)向右将水平弹簧(24)压缩,当旋转板(22)被导向槽(17)的右侧壁限制住时,定位钉(23)刚好处于垂直状态,从而实现了将短带料(1)定位,此时短带料(1)上的第一个指定区域(3)刚好处于通槽(15)的正下方;
S2、在短带料(1)上的第一个指定区域(3)处成型产品,其具体操作步骤为:
S21、工人控制冲压模具的冲头向下运动,冲头带动上托(6)和固定板(7)同步向下运动,上托(6)带动凸模和两根压杆(9)同步向下运动,凸模穿过通槽(15)并压在短带料(1)上的第一指定区域(3)处,从而在短带料(1)上加工出第一个产品;
S22、随着上托(6)的继续向下运动,两根压杆(9)分别穿过两个U形槽(16)并且压在升降块(18)的两端部,升降块(18)带动圆柱(21)、旋转板(22)和定位钉(23)同步向下运动,同时升降块(18)向下压缩下弹簧(19),当定位钉(23)从牵引孔A(26)内向下脱出后,在水平弹簧(24)的恢复力下,侧推钉(25)作用到旋转板(22)上,旋转板(22)绕着圆柱(21)的轴线向左旋转,旋转板(22)带动定位钉(23)同步向左旋转,当旋转板(22)被导向槽(17)的左侧壁限制住时,控制冲压模具的冲头向上运动,冲头带动上托(6)和固定板(7)同步向上运动,上托(6)带动凸模和两根压杆(9)同步向下运动,当凸模复位后,即压杆(9)和凸模复位后,压杆(9)不再抵压在升降块(18)上,此时定位钉(23)在下弹簧(19)的恢复力作用下,定位钉(23)的顶端头抵压在短带料(1)的底表面上,即定位钉(23)的顶端头抵压在牵引孔A(26)和第二牵引孔B(27)之间;
S3、工人向右推动短带料(1),当短带料(1)上的牵引孔B(27)运动到定位钉(23)的正上方时,定位钉(23)的端头在下弹簧(19)的弹力作用下由下往上穿入到牵引孔B(27)内,当工人无法最次推动短带料(1)时,定位钉(23)再次处于垂直状态,从而实现了将短带料(1)的第二次定位;工人重复步骤S2的操作,即可在短带料(1)上的第二指定区域(3)处加工出产品;
S4、如此重复步骤S2~S3的操作多次,即可在短带料(1)上的各个指定区域(3)处加工出产品,即实现了第一根短带料(1)的加工。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310342505.5A CN116038820B (zh) | 2023-04-03 | 2023-04-03 | 一种用于短带料生产的高效加工装置及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310342505.5A CN116038820B (zh) | 2023-04-03 | 2023-04-03 | 一种用于短带料生产的高效加工装置及方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116038820A true CN116038820A (zh) | 2023-05-02 |
| CN116038820B CN116038820B (zh) | 2023-06-13 |
Family
ID=86120462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310342505.5A Active CN116038820B (zh) | 2023-04-03 | 2023-04-03 | 一种用于短带料生产的高效加工装置及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116038820B (zh) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1097192B (de) * | 1954-02-25 | 1961-01-12 | Int Computers & Tabulators Ltd | Anordnung zum Pruefen und anschliessenden Lochen von Aufzeichnungstraegern |
| US4180893A (en) * | 1978-07-03 | 1980-01-01 | Honeywell Information Systems, Inc. | Apparatus for cutting a segment from a strip of film and mounting the segment in a fixture |
| US5842320A (en) * | 1997-12-11 | 1998-12-01 | Chiu; Shao-Yi | Packaging machine equipped with an improved hole punching device and adjustable sealing mechanism |
| JPH11333800A (ja) * | 1998-05-29 | 1999-12-07 | Mikado Technos Kk | 薄膜フィルムの打ち抜き方法と装置 |
| CN2551055Y (zh) * | 2001-11-29 | 2003-05-21 | 上海莹冀精密工业有限公司 | 一种轧扣机限位块的触发装置 |
| CN108214653A (zh) * | 2017-11-27 | 2018-06-29 | 昆山邦泰汽车零部件制造有限公司 | 一种冲孔稳定的剑杆带冲压加工模具 |
| CN208557656U (zh) * | 2018-05-30 | 2019-03-01 | 湖南潇湘源科技开发有限责任公司 | 一种玻璃钢管道的切割装置 |
| CN112937153A (zh) * | 2021-04-07 | 2021-06-11 | 山东海伟广告有限公司 | 一种能及时清理纸屑的一体化铆管装订机 |
| CN113198959A (zh) * | 2021-05-27 | 2021-08-03 | 成都宏明双新科技股份有限公司 | 一种引深成型带孔产品的模具及方法 |
| CN215241351U (zh) * | 2021-05-26 | 2021-12-21 | 百润生科技(深圳)有限公司 | 一种pcb板自动裁切装置 |
| CN114082848A (zh) * | 2021-11-23 | 2022-02-25 | 成都宏明双新科技股份有限公司 | 一种减少引深筒底表面宽度的模具及其方法 |
| CN115488958A (zh) * | 2022-08-16 | 2022-12-20 | 四川泛华航空仪表电器有限公司 | 一种用于氟塑料薄膜多孔零件成形的冲压装置 |
-
2023
- 2023-04-03 CN CN202310342505.5A patent/CN116038820B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1097192B (de) * | 1954-02-25 | 1961-01-12 | Int Computers & Tabulators Ltd | Anordnung zum Pruefen und anschliessenden Lochen von Aufzeichnungstraegern |
| US4180893A (en) * | 1978-07-03 | 1980-01-01 | Honeywell Information Systems, Inc. | Apparatus for cutting a segment from a strip of film and mounting the segment in a fixture |
| US5842320A (en) * | 1997-12-11 | 1998-12-01 | Chiu; Shao-Yi | Packaging machine equipped with an improved hole punching device and adjustable sealing mechanism |
| JPH11333800A (ja) * | 1998-05-29 | 1999-12-07 | Mikado Technos Kk | 薄膜フィルムの打ち抜き方法と装置 |
| CN2551055Y (zh) * | 2001-11-29 | 2003-05-21 | 上海莹冀精密工业有限公司 | 一种轧扣机限位块的触发装置 |
| CN108214653A (zh) * | 2017-11-27 | 2018-06-29 | 昆山邦泰汽车零部件制造有限公司 | 一种冲孔稳定的剑杆带冲压加工模具 |
| CN208557656U (zh) * | 2018-05-30 | 2019-03-01 | 湖南潇湘源科技开发有限责任公司 | 一种玻璃钢管道的切割装置 |
| CN112937153A (zh) * | 2021-04-07 | 2021-06-11 | 山东海伟广告有限公司 | 一种能及时清理纸屑的一体化铆管装订机 |
| CN215241351U (zh) * | 2021-05-26 | 2021-12-21 | 百润生科技(深圳)有限公司 | 一种pcb板自动裁切装置 |
| CN113198959A (zh) * | 2021-05-27 | 2021-08-03 | 成都宏明双新科技股份有限公司 | 一种引深成型带孔产品的模具及方法 |
| CN114082848A (zh) * | 2021-11-23 | 2022-02-25 | 成都宏明双新科技股份有限公司 | 一种减少引深筒底表面宽度的模具及其方法 |
| CN115488958A (zh) * | 2022-08-16 | 2022-12-20 | 四川泛华航空仪表电器有限公司 | 一种用于氟塑料薄膜多孔零件成形的冲压装置 |
Non-Patent Citations (2)
| Title |
|---|
| K. HALLAMASEK, AN EXPERIMENTAL SECTOR SERVO SYSTEM FOR A ROTARY HEAD TAPE RECORDER, vol. 28, no. 5 * |
| 何平, 基于有限元分析的特种条带冲压模具数字化设计研究, no. 2019 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116038820B (zh) | 2023-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6546609B1 (en) | Automatic riveting apparatus | |
| CN1076190C (zh) | 制造拉链联接件的方法和装置 | |
| CN211614029U (zh) | 一种抱箍五孔板两用自动设备 | |
| CN111438292B (zh) | 一种制作冷凝器端板的模具、冲床装置、制作方法 | |
| CN116038820B (zh) | 一种用于短带料生产的高效加工装置及方法 | |
| CN109290805B (zh) | 一种新型连续压型切断机 | |
| CN220942823U (zh) | 一种汽车零部件加工用连续拉伸冲切模具 | |
| JP2002346685A (ja) | 両方向鍛造成形装置 | |
| CN111014451B (zh) | 散热器支架的级进冲压模具 | |
| CN211758121U (zh) | 一种单向定距送料装置 | |
| KR20060081794A (ko) | 문틀 제조를 위한 판재 성형장치 | |
| US5535497A (en) | High speed automatic terminal-pressing machine | |
| CN213826610U (zh) | 一种料带式冲压件掰废料机构 | |
| CN107282768B (zh) | 一种连续模具 | |
| KR102244399B1 (ko) | 케이블 덕트 제조장치 | |
| KR100497342B1 (ko) | 체인 제조장치 및 그 제조방법 | |
| KR100307128B1 (ko) | 파스너 체인 마무리 장치 | |
| KR101929900B1 (ko) | 프레스 금형 | |
| CN213437716U (zh) | 一种串焊机焊带定位机构 | |
| CN219309831U (zh) | 钣金自动冲孔机 | |
| CN214161097U (zh) | 一种挡点支架的级进模具 | |
| KR100478244B1 (ko) | 건축용 판재 성형 프레스 장치 | |
| KR20210017804A (ko) | 프레스 장치 | |
| CN218170672U (zh) | 一种皮革腰带冲孔机 | |
| KR20210041204A (ko) | 건축용 판재 성형용 프레스 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |