CN115648503A - 空调abs外壳注塑成型后去毛刺设备 - Google Patents
空调abs外壳注塑成型后去毛刺设备 Download PDFInfo
- Publication number
- CN115648503A CN115648503A CN202211111586.XA CN202211111586A CN115648503A CN 115648503 A CN115648503 A CN 115648503A CN 202211111586 A CN202211111586 A CN 202211111586A CN 115648503 A CN115648503 A CN 115648503A
- Authority
- CN
- China
- Prior art keywords
- air conditioner
- plate
- base
- deburring
- screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Milling Processes (AREA)
Abstract
本发明涉及空调外壳处理技术领域,特别涉及空调ABS外壳注塑成型后去毛刺设备,包括底座、支撑板、固定板、肋板、支撑单元和去毛刺单元;现有的去毛刺装置还存在以下问题:该装置采用的打磨刀表面容易附着毛刺碎屑,因此毛刺碎屑无法确保对空调外壳的加工精度;打磨刀难以清除较小的毛刺,从而容易造成空调外壳的毛刺残留,且无法确保空调外壳的光滑度;本发明通过弧型切割刀和去毛刺刀对空调外壳的毛刺进行切削处理,使得毛刺碎屑无法附着在弧型切割刀或去毛刺刀上,可以防止对空调外壳造成划伤或损坏;本发明通过扇型锉刀和柱体锉刀可以对较小的毛刺进行锉削,避免存在毛刺残留,以确保空调外壳顶部的光滑度。
Description
技术领域
本发明涉及空调外壳处理技术领域,特别涉及空调ABS外壳注塑成型后去毛刺设备。
背景技术
空调是人们日常生活中常见的电器,常见的功能有制冷和制热,家用空调按种类可分为挂壁式空调、立柜式空调、窗式空调以及吊顶式空调,其中,由于挂壁式空调使用更舒适,且方便日常拆卸清洁,因此挂壁式空调比较受大众欢迎。
挂壁式空调的外壳比较容易拆卸,是因为挂壁式空调的外壳多采用PP塑料材质和ABS塑料材质,空调外壳生产过程中多采用注塑成型的方式,由于注塑机的动模座和定模座之间存在缝隙,因此空调外壳注塑成型的过程中其边缘处容易出现毛刺,因此为了方便后期使用,需要对空调外壳的毛刺进行清理,目前空调外壳在去毛刺时大多数仍采用人工去除毛刺,使去毛刺效率低下。
针对上述的去毛刺效率低下的问题,现有技术中提供了相应的解决方案,比如:公开号为CN213351873U的中国实用新型专利公开了一种家用空调塑料外壳加工用去毛刺装置,该专利提供的去毛刺装置通过第三电机带动打磨刀进行转动,然后通过第一滑块带动打磨刀进行左右移动,对外壳的左右位置进行去除毛刺,同时通过第二滑块带动打磨刀进行前后移动,对外壳的前后位置进行去除毛刺。
然而上述的去毛刺装置还存在以下问题:1.该去毛刺装置通过打磨刀对空调外壳进行去毛刺处理,而打磨刀会进行自转,因此打磨刀在去毛刺过程中其外壁容易缠绕毛刺碎屑,使得毛刺碎屑容易影响打磨刀的锋利程度,且容易造成空调外壳顶部的划伤或损坏,从而无法确保对空调外壳的加工精度。
2.由于打磨刀的实际工作面积有限,因此难以清除较小的毛刺,从而容易造成空调外壳的毛刺残留,无法确保空调外壳的光滑度,且打磨刀无法根据空调外壳的形状轮廓进行相应的调整,因此无法适应不同形状的空调外壳,使得打磨刀在对空调外壳去毛刺过程中容易造成空调外壳的损坏或去毛刺不彻底。
发明内容
一、要解决的技术问题:本发明提供的空调ABS外壳注塑成型后去毛刺设备,可以解决上述背景技术中指出的难题。
二、技术方案:为达到以上目的,本发明采用以下技术方案,空调ABS外壳注塑成型后去毛刺设备,包括底座、支撑板、固定板、肋板、支撑单元和去毛刺单元,所述底座的顶部左右对称且沿其前后方向等间距安装有多个支撑板,底座上左右两侧的支撑板顶部分别设置有固定板,支撑板和固定板之间安装有肋板,底座顶部且位于支撑板内侧设置有支撑单元,去毛刺单元安装在固定板上。
所述支撑单元包括定位板、可摆动顶升板、联动板、承托板、楔型座、支撑滑块、第一螺杆和辅助组件,其中:底座的上端左右对称设置有两个支撑组,支撑组位于支撑板靠近底座中部的一侧,每个支撑组包括两个前后排布的定位板和联动板,定位板的上端转动设置有可摆动顶升板,且定位板和联动板之间安装有承托板,承托板上开设有限位滑槽,限位滑槽内滑动设置有楔型座,楔型座的顶部转动设置有支撑滑块,可摆动顶升板的底部开设有连接滑槽,支撑滑块滑动设置在连接滑槽内,定位板上转动设置有第一螺杆,第一螺杆远离定位板的一端通过螺纹连接的方式穿过楔型座后延伸至联动板的后侧;通过支撑单元能够根据空调外壳的不同弧度调整可摆动顶升板的倾斜角度,以便于空调外壳贴合在可摆动顶升板上,进而确保空调外壳去毛刺处理过程中的稳定性,从而能够提高本发明的适应性。
所述去毛刺单元包括导轨、第一电动滑块、支撑弹簧杆、支撑架、移动轮、定位筒、第二螺杆、滑移块、执行块和刀具转换组件,其中:底座上左右两个固定板的底部均安装有导轨,导轨内设置有丝杠,丝杠外壁通过螺纹连接的方式套设有滑动设置在导轨底部的第一电动滑块,第一电动滑块底部通过支撑弹簧杆安装有支撑架,支撑架为开口向下的U型结构,支撑架的开口处转动设置有移动轮,支撑架远离底座中部的一侧固定安装有开口向下的定位筒,定位筒上端通过螺纹连接的方式贯穿设置有第二螺杆,第二螺杆的底部转动设置有滑动设置在定位筒内部的滑移块,滑移块的底部安装有执行块,执行块内部设置有刀具转换组件;通过去毛刺单元可以根据空调外壳顶部的轮廓将其左右两侧边毛刺清除,从而能够确保刀具转换组件在清除毛刺时的加工精度,且可以防止对空调外壳造成划伤或损坏。
作为本发明的一种优选技术方案,所述辅助组件包括固定座、固定螺杆、第二电动滑块、连接板、第三螺杆、位移板、导柱和去毛刺刀,其中:底座的前侧设置有固定座,固定座靠近底座中部的一侧开设有滑移槽,滑移槽内转动设置有固定螺杆,固定螺杆外壁通过螺纹连接的方式套设有第二电动滑块,第二电动滑块靠近底座中部的一侧安装有连接板,连接板中部通过螺纹连接的方式贯穿设置有第三螺杆,第三螺杆的底部转动设置有位移板,位移板顶部沿第三螺杆左右对称设置有两个导柱,导柱上端滑动贯穿连接板,连接板下端的中部安装有去毛刺刀;辅助组件可以根据空调外壳前端的厚度调节去毛刺刀的高度,使得去毛刺刀可以对不同厚度的空调外壳进行去毛刺处理。
作为本发明的一种优选技术方案,所述刀具转换组件包括转轴、齿轮、齿条板、第一摆杆、弧型切割刀、第二摆杆、支撑座和扇型锉刀,其中:执行块的下侧开设有摆动槽,摆动槽上端开设有滑移通孔,摆动槽中部转动设置有转轴,转轴的中部固定套设有齿轮,滑移通孔内滑动设置有与齿轮相啮合的齿条板,转轴外壁沿齿轮左右对称固定套设有两个第一摆杆,两个第一摆杆的下端共同设置有弧型切割刀,且转轴外壁沿齿轮左右对称固定套设有两个第二摆杆,第二摆杆位于第一摆杆远离齿轮的一侧,两个第二摆杆的下端共同通过支撑座设置有扇型锉刀。
作为本发明的一种优选技术方案,所述刀具转换组件还包括撞击垫和磁性条,其中:齿条板的前后两端均安装有撞击垫,撞击垫与执行块之间沿齿条板上下对称设置有两个相吸的磁性条;刀具转换组件在对空调外壳去毛刺之后转换弧型切割刀与扇型锉刀之间的位置,以便于扇型锉刀对空调外壳顶部的去毛刺处进行锉削处理,避免空调外壳的顶部残留毛刺,以确保空调外壳顶部的光滑度。
作为本发明的一种优选技术方案,所述固定座靠近底座中部的一侧且左右对称设置有两个与执行块位置相对应的第一L型板,底座上左右两个导轨的下端均安装有与执行块位置相对应的第二L型板;通过第一L型板和第二L型板可以分别对齿条板的前后两侧进行抵触,通过齿条板带动齿轮发生转动,从而能够实现自动转换弧型切割刀和扇型锉刀,操作便捷。
作为本发明的一种优选技术方案,所述定位筒远离底座中部的一侧开设有通槽,且定位筒远离底座中部的一侧沿通槽前后对称开设有刻度标记,滑移块的远离底座中部的一侧安装有指针,指针远离滑移块的一端延伸至定位筒的外部;旋转第二螺杆调整滑移块的高度时,通过指针和刻度标记可以确保调整滑移块的高度时的精确度。
作为本发明的一种优选技术方案,所述去毛刺刀的左右两侧均通过可拆卸的方式设置有切割刀头,且连接板的下端沿去毛刺刀左右对称设置有两个柱体锉刀;通过柱体锉刀可以对空调外壳前端进行锉削,避免空调外壳前端的去毛刺处残留毛刺而影响后期使用。
作为本发明的一种优选技术方案,所述固定座靠近底座中部的一侧且左右对称设置有两组夹持组,每个夹持组包括两个上下排布的卡接板;首先将空调外壳的前端插入在两个卡接板之间,再将空调外壳放置在可摆动顶升板上,从而通过卡接板和可摆动顶升板可以对空调外壳进行支撑,以确保空调外壳加工过程中的稳定性。
三、有益效果:1.本发明通过弧型切割刀和去毛刺刀对空调外壳的毛刺进行切削处理,切削后的毛刺碎屑将向下掉落,使得毛刺碎屑无法附着在弧型切割刀或去毛刺刀上,能够避免毛刺碎屑影响弧型切割刀或去毛刺刀的使用效果,从而能够确保清除毛刺时的加工精度,且可以防止对空调外壳造成划伤或损坏;本发明可以对空调外壳的前端及其左右两侧边的毛刺进行清除,且可以对不同厚度的空调外壳进行去毛刺处理,从而能够提高本发明的适应性;本发明通过去毛刺单元可以根据空调外壳的轮廓对其进行去毛刺处理,且可以根据空调外壳边缘处的厚度调节弧型切割刀的高度,以便于对空调外壳上的毛刺进行完全清除。
2.本发明通过支撑单元能够根据空调外壳的不同弧度调整可摆动顶升板的倾斜角度,以便于空调外壳贴合在可摆动顶升板上,进而确保空调外壳去毛刺处理过程中的稳定性。
3.本发明的辅助组件可以根据空调外壳前端的厚度调节去毛刺刀的高度,使得去毛刺刀可以对不同厚度的空调外壳进行去毛刺处理。
4.本发明的刀具转换组件在对空调外壳去毛刺之后,可以自动转换弧型切割刀与扇型锉刀之间的位置,以便于扇型锉刀对空调外壳顶部的去毛刺处进行锉削处理,操作便捷。
5.本发明通过扇型锉刀和柱体锉刀可以对空调外壳的毛刺处进行锉削,避免空调外壳的毛刺处残留毛刺而影响后期使用,且可以对较小的毛刺进行锉削,避免存在毛刺残留,以确保空调外壳顶部的光滑度。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的立体结构示意图。
图2是本发明的立体结构示意图(不包含空调外壳)。
图3是本发明的剖视图(从右向左看)。
图4是本发明的支撑单元的局部剖切图。
图5是本发明的辅助组件的立体结构示意图。
图6是本发明的去毛刺单元的局部剖切图。
图7是本发明的图6的A处局部放大图。
图8是本发明的图6的B处局部放大图。
图9是本发明的刀具转换组件的初始状态图。
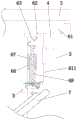
图10是本发明的图9的S处局部放大图。
图11是本发明的刀具转换组件的工作状态图。
图12是本发明的图11的D处局部放大图。
图中:1、底座;2、支撑板;3、固定板;4、肋板;5、支撑单元;51、定位板;52、可摆动顶升板;53、联动板;54、承托板;55、楔型座;56、支撑滑块;57、第一螺杆;58、辅助组件;581、固定座;582、固定螺杆;583、第二电动滑块;584、连接板;585、第三螺杆;586、位移板;587、导柱;588、去毛刺刀;589、第一L型板;580、柱体锉刀;590、卡接板;6、去毛刺单元;61、导轨;611、第二L型板;62、第一电动滑块;63、支撑弹簧杆;64、支撑架;65、移动轮;66、定位筒;661、刻度标记;67、第二螺杆;68、滑移块;681、指针;69、执行块;60、刀具转换组件;601、转轴;602、齿轮;603、齿条板;604、第一摆杆;605、弧型切割刀;606、第二摆杆;607、支撑座;608、扇型锉刀;609、撞击垫;610、磁性条;7、空调外壳。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
参阅图1、图2和图3,空调ABS外壳注塑成型后去毛刺设备,包括底座1、支撑板2、固定板3、肋板4、支撑单元5和去毛刺单元6,所述底座1的顶部左右对称且沿其前后方向等间距安装有多个支撑板2,底座1上左右两侧的支撑板2顶部分别设置有固定板3,支撑板2和固定板3之间安装有肋板4,底座1顶部且位于支撑板2内侧设置有支撑单元5,去毛刺单元6安装在固定板3上。
参阅图2和图4,所述支撑单元5包括定位板51、可摆动顶升板52、联动板53、承托板54、楔型座55、支撑滑块56、第一螺杆57和辅助组件58,其中:底座1的上端左右对称设置有两个支撑组,支撑组位于支撑板2靠近底座1中部的一侧,每个支撑组包括两个前后排布的定位板51和联动板53,定位板51的上端转动设置有可摆动顶升板52,且定位板51和联动板53之间安装有承托板54,承托板54上开设有限位滑槽,限位滑槽内滑动设置有楔型座55,楔型座55的厚度为从后到前逐渐减小的结构,楔型座55的顶部转动设置有支撑滑块56,可摆动顶升板52的底部开设有连接滑槽,支撑滑块56滑动设置在连接滑槽内,定位板51上转动设置有第一螺杆57,第一螺杆57远离定位板51的一端通过螺纹连接的方式穿过楔型座55后延伸至联动板53的后侧;本实施例中,可摆动顶升板52的顶部可设有橡胶防滑垫(图中未示出),因此当空调外壳7放置在可摆动顶升板52上之后,通过橡胶防滑垫可以增大与空调外壳7之间的摩擦力,从而避免空调外壳7在加工过程中发生偏移等现象。
具体工作时,转动第一螺杆57,第一螺杆57通过楔型座55带动支撑滑块56进行前后移动,随后第一螺杆57可以实现自动锁定,使得支撑滑块56带动可摆动顶升板52沿定位板51的顶部进行旋转,从而可以调整可摆动顶升板52的倾斜角度,然后将空调外壳7放置在可摆动顶升板52上,通过支撑单元5能够根据空调外壳7的不同弧度调整可摆动顶升板52的倾斜角度,以便于空调外壳7贴合在可摆动顶升板52上,进而确保空调外壳7去毛刺处理过程中的稳定性,从而能够提高本发明的适应性。
参阅图5,所述辅助组件58包括固定座581、固定螺杆582、第二电动滑块583、连接板584、第三螺杆585、位移板586、导柱587和去毛刺刀588,其中:底座1的前侧设置有固定座581,所述固定座581靠近底座1中部的一侧且左右对称设置有两组夹持组,每个夹持组包括两个上下排布的卡接板590;所述固定座581靠近底座1中部的一侧且左右对称设置有两个与执行块69位置相对应的第一L型板589;固定座581靠近底座1中部的一侧开设有滑移槽,滑移槽内转动设置有固定螺杆582,固定螺杆582外壁通过螺纹连接的方式套设有第二电动滑块583,固定螺杆582相连接,第二电动滑块583靠近底座1中部的一侧安装有连接板584,连接板584中部通过螺纹连接的方式贯穿设置有第三螺杆585,第三螺杆585的底部转动设置有位移板586,位移板586顶部沿第三螺杆585左右对称设置有两个导柱587,导柱587上端滑动贯穿连接板584,通过导柱587可以对位移板586进行限位,使得第三螺杆585转动过程中,位移板586在导柱587的作用下只能进行上下移动,连接板584下端的中部安装有去毛刺刀588;所述去毛刺刀588的左右两侧均通过可拆卸的方式设置有切割刀头,且连接板584的下端沿去毛刺刀588左右对称设置有两个柱体锉刀580;连接板584随第二电动滑块583移动过程中,通过柱体锉刀580可以对空调外壳7前端进行锉削,避免空调外壳7前端的去毛刺处残留毛刺而影响后期使用;初始状态下,第二电动滑块583位于滑移槽的最右端,便于放置空调外壳7。
具体工作时,首先将空调外壳7的前端插入在两个卡接板590之间,再将空调外壳7放置在可摆动顶升板52上,从而通过卡接板590和可摆动顶升板52可以对空调外壳7进行支撑,以确保空调外壳7加工过程中的稳定性,空调外壳7放置完成之后,旋转第三螺杆585,第三螺杆585转动的同时可带动位移板586和去毛刺刀588进行上下移动,以便于根据空调外壳7前端的厚度调节去毛刺刀588的高度,使得去毛刺刀588的高度等于空调外壳7前端的厚度,随后通过外部的第一往复电机带动固定螺杆582旋转,使得第二电动滑块583在固定螺杆582的作用下沿滑移槽往复移动,使得第二电动滑块583通过连接板584带动第三螺杆585、位移板586和去毛刺刀588同步移动,期间去毛刺刀588将贴合在空调外壳7前端的顶部,从而通过去毛刺刀588可以对空调外壳7前端的毛刺进行清除。
参阅图6、图7、图8和图11,所述去毛刺单元6包括导轨61、第一电动滑块62、支撑弹簧杆63、支撑架64、移动轮65、定位筒66、第二螺杆67、滑移块68、执行块69和刀具转换组件60,其中:底座1上左右两个固定板3的底部均安装有导轨61,底座1上左右两个导轨61的下端均安装有与执行块69位置相对应的第二L型板611,第二L型板611为伸缩调节结构;导轨61内设置有丝杠,丝杠外壁通过螺纹连接的方式套设有滑动设置在导轨61底部的第一电动滑块62,第一电动滑块62底部通过支撑弹簧杆63安装有支撑架64,支撑架64为开口向下的U型结构,支撑架64的开口处转动设置有移动轮65,支撑弹簧杆63在外力作用下可发生收缩,支撑弹簧杆63在无外力作用下可在其自身的弹性作用下复位,且支撑弹簧杆63始终对支撑架64和移动轮65施加抵靠在空调外壳7上端的抵触力,支撑架64远离底座1中部的一侧固定安装有开口向下的定位筒66,定位筒66上端通过螺纹连接的方式贯穿设置有第二螺杆67,第二螺杆67的底部转动设置有滑动设置在定位筒66内部的滑移块68,滑移块68的底部安装有执行块69,执行块69内部设置有刀具转换组件60;所述定位筒66远离底座1中部的一侧开设有通槽,且定位筒66远离底座1中部的一侧沿通槽前后对称开设有刻度标记661,滑移块68的远离底座1中部的一侧安装有指针681,指针681远离滑移块68的一端延伸至定位筒66的外部;旋转第二螺杆67调整滑移块68的高度时,通过指针681和刻度标记661可以确保调整滑移块68的高度时的精确度;需要说明的是,通过旋转第二螺杆67可以带动滑移块68进行上下移动,从而通过滑移块68可以带动执行块69上下移动,以便于根据空调外壳7的左右两侧的顶部调整刀具转换组件60的高度,使得刀具转换组件60贴合在空调外壳7的顶部。
本实施例中,本发明中涉及的第一螺杆57、第二螺杆67和第三螺杆585均为自锁式螺杆,与现有技术中的自锁螺杆的工作原理相同,这里不再赘述,此外,第一电动滑块62和第二电动滑块583上均可设有气泵,因此当辅助组件58和去毛刺单元6在对空调外壳7进行去毛刺处理时,通过气泵可以将空调外壳7顶部的毛刺吹除,避免毛刺残留使得空调外壳7的顶部出现划痕等不良现象。
具体工作时,空调外壳7放置完成之后,移动轮65抵靠在空调外壳7的顶部,然后通过外部的第二往复电机带动丝杠转动,第一电动滑块62在丝杠的作用下沿导轨61进行往复滑动,第一电动滑块62通过支撑弹簧杆63和支撑架64带动移动轮65在空调外壳7的顶部滚动,使得支撑架64带动刀具转换组件60可对空调外壳7的左右两侧边的毛刺进行清除,由于空调外壳7具有一定的弧度,且空调外壳7为倾斜放置,因此支撑架64随移动轮65沿空调外壳7移动过程中会根据空调外壳7顶部的轮廓发生上下移动,使得支撑架64带动刀具转换组件60根据空调外壳7顶部的轮廓将其左右两侧边毛刺清除,从而能够确保刀具转换组件60在清除毛刺时的加工精度,以防止对空调外壳7造成划伤或损坏,且移动轮65通过支撑架64可以带动刀具转换组件60对不同厚度的空调外壳7进行去毛刺处理。
参阅图8、图9、图10、图11和图12,所述刀具转换组件60包括转轴601、齿轮602、齿条板603、第一摆杆604、弧型切割刀605、第二摆杆606、支撑座607和扇型锉刀608,其中:执行块69的下侧开设有摆动槽,摆动槽上端开设有滑移通孔,摆动槽中部转动设置有转轴601,转轴601的中部固定套设有齿轮602,滑移通孔内滑动设置有与齿轮602相啮合的齿条板603,转轴601外壁沿齿轮602左右对称固定套设有两个第一摆杆604,两个第一摆杆604的下端共同设置有弧型切割刀605,且转轴601外壁沿齿轮602左右对称固定套设有两个第二摆杆606,第二摆杆606的长度大于第一摆杆604的长度,且转轴601发生转动时,第一摆杆604和第二摆杆606均随转轴601发生旋转,第二摆杆606位于第一摆杆604远离齿轮602的一侧,两个第二摆杆606的下端共同通过支撑座607设置有扇型锉刀608;所述刀具转换组件60还包括撞击垫609和磁性条610,其中:齿条板603的前后两端均安装有撞击垫609,撞击垫609与执行块69之间沿齿条板603上下对称设置有两个相吸的磁性条610;通过磁性条610可以对齿条板603进行限位固定,避免齿条板603随意移动而造成齿轮602发生转动,从而可以对第一摆杆604和第二摆杆606进行限位固定;此外,通过第一L型板589和第二L型板611可以分别对齿条板603的前后两侧进行抵触,通过齿条板603带动齿轮602发生转动,从而能够实现自动转换弧型切割刀605和扇型锉刀608,操作便捷;初始状态下,第一电动滑块62位于导轨61的最前侧,执行块69位于第一电动滑块62下方,此时齿条板603前端的撞击垫609抵靠在第一L型板589的外壁,且齿条板603前端的撞击垫609的磁性条610与执行块69前端的磁性条610之间相吸,从而第一摆杆604为垂直状态,第二摆杆606为倾斜状态(如图9和图10所示);当空调外壳7的倾斜角度发生变化时,空调外壳7的后侧底座1之间的距离会随之发生变化,使得撞击垫609无法与第二L型板611之间发生接触,因此可以根据空调外壳7的倾斜角度调节第二L型板611的长度,使得撞击垫609可以与第二L型板611之间发生接触,以实现弧型切割刀605和扇型锉刀608的自动转换。
具体工作时,执行块69随第一电动滑块62沿导轨61向后侧移动,此时执行块69下方的弧型切割刀605与空调外壳7左右两侧的顶部相贴合并将其避免的毛刺刮除,在此期间,空调外壳7可对弧型切割刀605施加向上的支撑力,使得弧型切割刀605根据空调外壳7上端的轮廓对其进行去毛刺处理,从而能够确保对空调外壳7的毛刺刮除精度;第一电动滑块62移动至导轨61的最后侧时,执行块69随第一电动滑块62同步移动并带动齿条板603抵靠在第二L型板611外壁,使得齿条板603向前侧移动并带动齿轮602转动,齿轮602转动的同时可通过转轴601带动第一摆杆604和第二摆杆606随之转动,此时第一摆杆604为倾斜状态,第二摆杆606为垂直状态,且齿条板603后侧的撞击垫609上的磁性条610与执行块69后端的磁性条610之间相吸(如图11和图12所示),此时第二摆杆606带动扇型锉刀608抵靠在空调外壳7的左右两侧的顶部,随后第一电动滑块62带动执行块69向前侧移动,执行块69带动扇型锉刀608对空调外壳7顶部的去毛刺处进行锉削处理,避免空调外壳7的顶部残留毛刺,以确保空调外壳7顶部的光滑度。
此外,弧型切割刀605对空调外壳7左右两侧的毛刺刮除时,由于弧型切割刀605向后侧移动,因此空调外壳7对弧型切割刀605施加向前侧的反作用力,弧型切割刀605通过第一摆杆604对转轴601施加旋转力,从而转轴601通过齿轮602带动齿条板603向后侧抵紧,使得齿条板603不会随意移动,从而可以确保弧型切割刀605的稳定性;反之,弧型切割刀605和扇型锉刀608转换之后,通过扇型锉刀608向前侧移动并对空调外壳7的毛刺处进行锉削处理,使得空调外壳7对扇型锉刀608施加向后侧的反作用力,从而通过扇型锉刀608和第二摆杆606可以对转轴601施加旋转力,使得转轴601通过齿条板603对齿条板603进行锁紧,以确保扇型锉刀608的稳定性。
本发明的工作过程如下:第一步:调整可摆动顶升板52的倾斜角度,然后将空调外壳7的前端插入在两个卡接板590之间,再将空调外壳7放置在可摆动顶升板52上,然后将空调外壳7放置在可摆动顶升板52上。
第二步:旋转第三螺杆585并根据空调外壳7前端的厚度调节去毛刺刀588的高度,随后通过外部的第一往复电机带动固定螺杆582旋转,第二电动滑块583在固定螺杆582的作用下带动去毛刺刀588往复移动,期间去毛刺刀588可以对空调外壳7前端的毛刺进行清除,且通过柱体锉刀580可以对空调外壳7前端的毛刺进行锉削。
第三步:通过外部的第二往复电机带动丝杠转动,第一电动滑块62在丝杠的作用下沿导轨61进行往复滑动,并通过支撑弹簧杆63和支撑架64带动移动轮65在空调外壳7的顶部滚动,使得支撑架64通过执行块69带动弧型切割刀605根据空调外壳7上端的轮廓对其进行去毛刺处理。
第四步:第一电动滑块62移动至导轨61的最后侧时,通过第二L型板611抵触齿条板603并带动齿轮602转动,齿轮602转动的同时可通过转轴601带动第一摆杆604和第二摆杆606随之转动,以转换弧型切割刀605与扇型锉刀608之间的位置,随后第一电动滑块62向前侧移动,此时执行块69带动扇型锉刀608对空调外壳7顶部的去毛刺处进行锉削处理,避免空调外壳7的顶部残留毛刺。
第五步:空调外壳7侧边的毛刺清除完成之后,第一电动滑块62和第二电动滑块583恢复至初始状态,随后将加工完成的空调外壳7取下。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (8)
1.空调ABS外壳注塑成型后去毛刺设备,包括底座(1)、支撑板(2)、固定板(3)、肋板(4)、支撑单元(5)和去毛刺单元(6),其特征在于:所述底座(1)的顶部左右对称且沿其前后方向等间距安装有多个支撑板(2),底座(1)上左右两侧的支撑板(2)顶部分别设置有固定板(3),支撑板(2)和固定板(3)之间安装有肋板(4),底座(1)顶部且位于支撑板(2)内侧设置有支撑单元(5),去毛刺单元(6)安装在固定板(3)上,其中:
所述支撑单元(5)包括定位板(51)、可摆动顶升板(52)、联动板(53)、承托板(54)、楔型座(55)、支撑滑块(56)、第一螺杆(57)和辅助组件(58),其中:所述底座(1)的上端左右对称设置有两个支撑组,支撑组位于支撑板(2)靠近底座(1)中部的一侧,每个支撑组包括两个前后排布的定位板(51)和联动板(53),定位板(51)的上端转动设置有可摆动顶升板(52),且定位板(51)和联动板(53)之间安装有承托板(54),承托板(54)上开设有限位滑槽,限位滑槽内滑动设置有楔型座(55),楔型座(55)的顶部转动设置有支撑滑块(56),可摆动顶升板(52)的底部开设有连接滑槽,支撑滑块(56)滑动设置在连接滑槽内,定位板(51)上转动设置有第一螺杆(57),第一螺杆(57)远离定位板(51)的一端通过螺纹连接的方式穿过楔型座(55)后延伸至联动板(53)的后侧;
所述去毛刺单元(6)包括导轨(61)、第一电动滑块(62)、支撑弹簧杆(63)、支撑架(64)、移动轮(65)、定位筒(66)、第二螺杆(67)、滑移块(68)、执行块(69)和刀具转换组件(60),其中:所述底座(1)上左右两个固定板(3)的底部均安装有导轨(61),导轨(61)内设置有丝杠,丝杠外壁通过螺纹连接的方式套设有滑动设置在导轨(61)底部的第一电动滑块(62),第一电动滑块(62)底部通过支撑弹簧杆(63)安装有支撑架(64),支撑架(64)为开口向下的U型结构,支撑架(64)的开口处转动设置有移动轮(65),支撑架(64)远离底座(1)中部的一侧固定安装有开口向下的定位筒(66),定位筒(66)上端通过螺纹连接的方式贯穿设置有第二螺杆(67),第二螺杆(67)的底部转动设置有滑动设置在定位筒(66)内部的滑移块(68),滑移块(68)的底部安装有执行块(69),执行块(69)内部设置有刀具转换组件(60)。
2.根据权利要求1所述的空调ABS外壳注塑成型后去毛刺设备,其特征在于:所述辅助组件(58)包括固定座(581)、固定螺杆(582)、第二电动滑块(583)、连接板(584)、第三螺杆(585)、位移板(586)、导柱(587)和去毛刺刀(588),其中:所述底座(1)的前侧设置有固定座(581),固定座(581)靠近底座(1)中部的一侧开设有滑移槽,滑移槽内转动设置有固定螺杆(582),固定螺杆(582)外壁通过螺纹连接的方式套设有第二电动滑块(583),第二电动滑块(583)靠近底座(1)中部的一侧安装有连接板(584),连接板(584)中部通过螺纹连接的方式贯穿设置有第三螺杆(585),第三螺杆(585)的底部转动设置有位移板(586),位移板(586)顶部沿第三螺杆(585)左右对称设置有两个导柱(587),导柱(587)上端滑动贯穿连接板(584),连接板(584)下端的中部安装有去毛刺刀(588)。
3.根据权利要求1所述的空调ABS外壳注塑成型后去毛刺设备,其特征在于:所述刀具转换组件(60)包括转轴(601)、齿轮(602)、齿条板(603)、第一摆杆(604)、弧型切割刀(605)、第二摆杆(606)、支撑座(607)和扇型锉刀(608),其中:所述执行块(69)的下侧开设有摆动槽,摆动槽上端开设有滑移通孔,摆动槽中部转动设置有转轴(601),转轴(601)的中部固定套设有齿轮(602),滑移通孔内滑动设置有与齿轮(602)相啮合的齿条板(603),转轴(601)外壁沿齿轮(602)左右对称固定套设有两个第一摆杆(604),两个第一摆杆(604)的下端共同设置有弧型切割刀(605),且转轴(601)外壁沿齿轮(602)左右对称固定套设有两个第二摆杆(606),第二摆杆(606)位于第一摆杆(604)远离齿轮(602)的一侧,两个第二摆杆(606)的下端共同通过支撑座(607)设置有扇型锉刀(608)。
4.根据权利要求3所述的空调ABS外壳注塑成型后去毛刺设备,其特征在于:所述刀具转换组件(60)还包括撞击垫(609)和磁性条(610),其中:所述齿条板(603)的前后两端均安装有撞击垫(609),撞击垫(609)与执行块(69)之间沿齿条板(603)上下对称设置有两个相吸的磁性条(610)。
5.根据权利要求2所述的空调ABS外壳注塑成型后去毛刺设备,其特征在于:所述固定座(581)靠近底座(1)中部的一侧且左右对称设置有两个与执行块(69)位置相对应的第一L型板(589),底座(1)上左右两个导轨(61)的下端均安装有与执行块(69)位置相对应的第二L型板(611)。
6.根据权利要求1所述的空调ABS外壳注塑成型后去毛刺设备,其特征在于:所述定位筒(66)远离底座(1)中部的一侧开设有通槽,且定位筒(66)远离底座(1)中部的一侧沿通槽前后对称开设有刻度标记(661),滑移块(68)的远离底座(1)中部的一侧安装有指针(681),指针(681)远离滑移块(68)的一端延伸至定位筒(66)的外部。
7.根据权利要求2所述的空调ABS外壳注塑成型后去毛刺设备,其特征在于:所述去毛刺刀(588)的左右两侧均通过可拆卸的方式设置有切割刀头,且连接板(584)的下端沿去毛刺刀(588)左右对称设置有两个柱体锉刀(580)。
8.根据权利要求2所述的空调ABS外壳注塑成型后去毛刺设备,其特征在于:所述固定座(581)靠近底座(1)中部的一侧且左右对称设置有两组夹持组,每个夹持组包括两个上下排布的卡接板(590)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211111586.XA CN115648503B (zh) | 2022-09-13 | 2022-09-13 | 空调abs外壳注塑成型后去毛刺设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211111586.XA CN115648503B (zh) | 2022-09-13 | 2022-09-13 | 空调abs外壳注塑成型后去毛刺设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115648503A true CN115648503A (zh) | 2023-01-31 |
| CN115648503B CN115648503B (zh) | 2023-10-20 |
Family
ID=84982991
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211111586.XA Active CN115648503B (zh) | 2022-09-13 | 2022-09-13 | 空调abs外壳注塑成型后去毛刺设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115648503B (zh) |
Citations (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE7407806L (zh) * | 1973-06-14 | 1974-12-16 | Sundstrand Syracuse | |
| US4787134A (en) * | 1986-09-19 | 1988-11-29 | Mazda/Motor Corporation | Automatic tool exchange apparatus |
| JPH11347866A (ja) * | 1998-06-02 | 1999-12-21 | Nagase Integurekkusu:Kk | 工作機械 |
| CN104308263A (zh) * | 2014-09-17 | 2015-01-28 | 重庆和剑机械制造有限公司 | 一种专用于去除圆筒零件横向通孔中毛刺的机构 |
| US20180085882A1 (en) * | 2016-09-24 | 2018-03-29 | Citic Dicastal Co.,Ltd | Burr removing device for wheel |
| CN107984321A (zh) * | 2017-12-28 | 2018-05-04 | 新昌县长城空调部件有限公司 | 一种空调部件表面去毛刺装置 |
| US20180215007A1 (en) * | 2016-06-29 | 2018-08-02 | Chongqing University | Abrasive belt grinding device for profile precision consistency |
| JP2019111592A (ja) * | 2017-12-21 | 2019-07-11 | ダイハツ工業株式会社 | バリ取り装置 |
| CN110744398A (zh) * | 2019-12-26 | 2020-02-04 | 烟台工程职业技术学院(烟台市技师学院) | 计算机金属键盘壳打磨装置 |
| CN111230641A (zh) * | 2020-03-19 | 2020-06-05 | 嵊州佳想汽车用品有限公司 | 一种用于汽车不同类型轮毂毛刺打磨设备 |
| CN210678105U (zh) * | 2019-09-30 | 2020-06-05 | 天津源通自动化设备有限公司 | 一种用于上侧板的毛刺打磨装置 |
| CN210818839U (zh) * | 2019-09-30 | 2020-06-23 | 杭州蓝本汽车电器有限公司 | 一种汽车空调控制器外壳去毛刺装置 |
| CN213351873U (zh) * | 2020-08-17 | 2021-06-04 | 苏州塑豪机械科技有限公司 | 一种家用空调塑料外壳加工用去毛刺装置 |
| CN213411461U (zh) * | 2019-12-16 | 2021-06-11 | 瓦房店龙工机械制造有限公司 | 一种螺杆生产用打磨装置 |
| CN113211695A (zh) * | 2021-05-25 | 2021-08-06 | 深圳市磐锋精密技术有限公司 | 一种连续注塑成型自动化辅助生产设备 |
| CN214109920U (zh) * | 2020-12-16 | 2021-09-03 | 大连保利泵阀密封材料有限公司 | 一种橡胶密封圈加工用万能磨床 |
| CN113442352A (zh) * | 2021-07-01 | 2021-09-28 | 陈栋 | 一种橡胶圈毛刺切除设备 |
| CN215092674U (zh) * | 2021-05-31 | 2021-12-10 | 芜湖锐研机电设备有限公司 | 一种空调压缩机外壳成型后表面打磨装置 |
| CN215216502U (zh) * | 2021-04-12 | 2021-12-17 | 汉福启东空气处理设备有限公司 | 一种利用压缩机排气显热的空调除湿机组 |
| CN215700853U (zh) * | 2021-09-24 | 2022-02-01 | 深圳市倍斯科技有限公司 | 一种数控机床用磨削斜角的夹具装置 |
| CN215748340U (zh) * | 2021-06-04 | 2022-02-08 | 山东永锦电气股份有限公司 | 一种整流器外壳生产用打磨装置 |
| CN114193289A (zh) * | 2021-12-13 | 2022-03-18 | 中国船舶重工集团公司第七一六研究所 | 一种连续上下料和不间断打磨船用圆弧板的设备及方法 |
| CN114310540A (zh) * | 2021-08-30 | 2022-04-12 | 中国科学院沈阳自动化研究所 | 一种机匣流道焊缝机器人自动磨削的装备及方法 |
| CN216913190U (zh) * | 2022-02-15 | 2022-07-08 | 河南通臻科技有限公司 | 一种异形薄壁壳体加工用去毛刺装置 |
| CN114808572A (zh) * | 2022-06-08 | 2022-07-29 | 四川大学 | 一种钢轨廓形立式斜磨砂轮对刀方法 |
-
2022
- 2022-09-13 CN CN202211111586.XA patent/CN115648503B/zh active Active
Patent Citations (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE7407806L (zh) * | 1973-06-14 | 1974-12-16 | Sundstrand Syracuse | |
| US4787134A (en) * | 1986-09-19 | 1988-11-29 | Mazda/Motor Corporation | Automatic tool exchange apparatus |
| JPH11347866A (ja) * | 1998-06-02 | 1999-12-21 | Nagase Integurekkusu:Kk | 工作機械 |
| CN104308263A (zh) * | 2014-09-17 | 2015-01-28 | 重庆和剑机械制造有限公司 | 一种专用于去除圆筒零件横向通孔中毛刺的机构 |
| US20180215007A1 (en) * | 2016-06-29 | 2018-08-02 | Chongqing University | Abrasive belt grinding device for profile precision consistency |
| US20180085882A1 (en) * | 2016-09-24 | 2018-03-29 | Citic Dicastal Co.,Ltd | Burr removing device for wheel |
| JP2019111592A (ja) * | 2017-12-21 | 2019-07-11 | ダイハツ工業株式会社 | バリ取り装置 |
| CN107984321A (zh) * | 2017-12-28 | 2018-05-04 | 新昌县长城空调部件有限公司 | 一种空调部件表面去毛刺装置 |
| CN210678105U (zh) * | 2019-09-30 | 2020-06-05 | 天津源通自动化设备有限公司 | 一种用于上侧板的毛刺打磨装置 |
| CN210818839U (zh) * | 2019-09-30 | 2020-06-23 | 杭州蓝本汽车电器有限公司 | 一种汽车空调控制器外壳去毛刺装置 |
| CN213411461U (zh) * | 2019-12-16 | 2021-06-11 | 瓦房店龙工机械制造有限公司 | 一种螺杆生产用打磨装置 |
| CN110744398A (zh) * | 2019-12-26 | 2020-02-04 | 烟台工程职业技术学院(烟台市技师学院) | 计算机金属键盘壳打磨装置 |
| CN111230641A (zh) * | 2020-03-19 | 2020-06-05 | 嵊州佳想汽车用品有限公司 | 一种用于汽车不同类型轮毂毛刺打磨设备 |
| CN213351873U (zh) * | 2020-08-17 | 2021-06-04 | 苏州塑豪机械科技有限公司 | 一种家用空调塑料外壳加工用去毛刺装置 |
| CN214109920U (zh) * | 2020-12-16 | 2021-09-03 | 大连保利泵阀密封材料有限公司 | 一种橡胶密封圈加工用万能磨床 |
| CN215216502U (zh) * | 2021-04-12 | 2021-12-17 | 汉福启东空气处理设备有限公司 | 一种利用压缩机排气显热的空调除湿机组 |
| CN113211695A (zh) * | 2021-05-25 | 2021-08-06 | 深圳市磐锋精密技术有限公司 | 一种连续注塑成型自动化辅助生产设备 |
| CN215092674U (zh) * | 2021-05-31 | 2021-12-10 | 芜湖锐研机电设备有限公司 | 一种空调压缩机外壳成型后表面打磨装置 |
| CN215748340U (zh) * | 2021-06-04 | 2022-02-08 | 山东永锦电气股份有限公司 | 一种整流器外壳生产用打磨装置 |
| CN113442352A (zh) * | 2021-07-01 | 2021-09-28 | 陈栋 | 一种橡胶圈毛刺切除设备 |
| CN114310540A (zh) * | 2021-08-30 | 2022-04-12 | 中国科学院沈阳自动化研究所 | 一种机匣流道焊缝机器人自动磨削的装备及方法 |
| CN215700853U (zh) * | 2021-09-24 | 2022-02-01 | 深圳市倍斯科技有限公司 | 一种数控机床用磨削斜角的夹具装置 |
| CN114193289A (zh) * | 2021-12-13 | 2022-03-18 | 中国船舶重工集团公司第七一六研究所 | 一种连续上下料和不间断打磨船用圆弧板的设备及方法 |
| CN216913190U (zh) * | 2022-02-15 | 2022-07-08 | 河南通臻科技有限公司 | 一种异形薄壁壳体加工用去毛刺装置 |
| CN114808572A (zh) * | 2022-06-08 | 2022-07-29 | 四川大学 | 一种钢轨廓形立式斜磨砂轮对刀方法 |
Non-Patent Citations (2)
| Title |
|---|
| "ST124周边导轨磨床", 精密制造与自动化, no. 03 * |
| 刘洪斌;王增平;王金兰;: "雷达罩内壁电厚度测量与磨削校正系统研究", 测控技术, no. 08 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115648503B (zh) | 2023-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN216681512U (zh) | 一种具有高光倒角功能的磨切机 | |
| CN115648503A (zh) | 空调abs外壳注塑成型后去毛刺设备 | |
| CN219005224U (zh) | 后地板防毛边剪切冲孔装置 | |
| CN114193267B (zh) | 一种弹簧内、外表面毛刺去除设备及其工作方法 | |
| CN112757092B (zh) | 一种圆形砧板加工用表面打磨装置 | |
| CN114734566A (zh) | 一种塑料制品修边装置 | |
| CN212218036U (zh) | 一种亚克力修边机 | |
| CN210435916U (zh) | 桌面式抛光返修机 | |
| CN112936033A (zh) | 一种家具板材自动化加工系统 | |
| CN113043098A (zh) | 一种线路板铣槽装置 | |
| CN218312572U (zh) | 一种原标生产用去毛刺设备 | |
| CN117300641B (zh) | 一种用于金属制品生产的切边模具 | |
| CN220863543U (zh) | 一种塑料件生产用去毛刺设备 | |
| CN214214559U (zh) | 一种塑料制品修边机 | |
| CN220093733U (zh) | 一种切割打磨装置 | |
| CN215661370U (zh) | 一种橡胶加工用修边装置 | |
| CN219685722U (zh) | 一种汽车座椅防尘套生产的裁剪结构 | |
| CN218614293U (zh) | 一种可防护夹持的切割机 | |
| CN117584180B (zh) | 一种塑料板材生产装置及生产方法 | |
| CN215019746U (zh) | 一种鼻尖成型器 | |
| CN219882061U (zh) | 用于铸造件的毛刺去除装置 | |
| CN219170405U (zh) | 一种磨边机 | |
| CN219310636U (zh) | 一种窗框边角用残边修整装置 | |
| CN219053555U (zh) | 一种镶钢导轨加工用齐边设备 | |
| CN214869786U (zh) | 一种自动磨削砂轮调整机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information |
Address after: 226200 No. 38, Jiangtian Road, Binhai Industrial Park, Qidong City, Nantong City, Jiangsu Province Applicant after: Hanfu Qidong Environmental Technology Co.,Ltd. Address before: 226200 No. 38, Jiangtian Road, Binhai Industrial Park, Qidong City, Nantong City, Jiangsu Province Applicant before: HANFU QIDONG AIR TREATMENT EQUIPMENT Co.,Ltd. |
|
| CB02 | Change of applicant information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |