CN115139028A - 一种光伏行业焊带双夹持搬运机构 - Google Patents
一种光伏行业焊带双夹持搬运机构 Download PDFInfo
- Publication number
- CN115139028A CN115139028A CN202211078716.4A CN202211078716A CN115139028A CN 115139028 A CN115139028 A CN 115139028A CN 202211078716 A CN202211078716 A CN 202211078716A CN 115139028 A CN115139028 A CN 115139028A
- Authority
- CN
- China
- Prior art keywords
- clamp
- clamping
- tail
- guide rail
- pull belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Photovoltaic Devices (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本发明公开的属于光伏电池片超细焊带焊接工艺技术领域,具体为一种光伏行业焊带双夹持搬运机构,包括直线模组、滑动设在直线模组上的两个丝杆升降模组、分别设在两个丝杆升降模组升降端上的A侧前搬运夹持机构和A侧尾搬运夹持机构,两个所述丝杆升降模组用于分别带动A侧前搬运夹持机构和A侧尾搬运夹持机构升降进行高度调节,且直线模组用于带动丝杆升降模组进行轴向移动,本发明串焊机用焊带双夹持结构,焊带在运动过程中始终处于绷直的状态,保证了焊带在运动过程中不变形,大幅提高焊带相对于电池片的焊接精度,同时本发明用焊带夹持结构,可以减少串焊后的电池片出现虚焊、露白等不良。
Description
技术领域
本发明涉及光伏电池片超细焊带焊接工艺技术领域,具体为一种光伏行业焊带双夹持搬运机构。
背景技术
现有的电池片多主栅串焊工艺,焊带是从切刀处通过上下夹持的杠杆结构夹持,由伺服模组水平驱动将焊带拉至电池片上方,后端焊带平铺在加热平台上,四轴机器人再将真空吸附好的电池片放在后端焊带上,重复以上动作;
然而新工艺需求串焊机工作时的焊带越来越多,焊带越来越细,焊带越细切断后弯曲越严重,直径0.25MM以下圆焊带在光伏行业称为超细焊带,如背景技术所述,现有焊带铺设技术已无法达到新工艺超细焊带铺设需求,切刀切断后超细焊带形成弯曲状,造成焊带与电池片铺设时,焊带与电池片主栅线不在一条直线上,偏栅、重叠性差,串焊后虚焊和露白较多,不良率太高而无法生产。
发明内容
本发明的目的在于提供一种光伏行业焊带双夹持搬运机构,以解决上述背景技术中提出的切刀切断后超细焊带形成弯曲状,造成焊带与电池片铺设时,焊带与电池片主栅线不在一条直线上,偏栅、重叠性差,串焊后虚焊和露白较多,不良率太高而无法生产的问题。
为实现上述目的,本发明提供如下技术方案:一种光伏行业焊带双夹持搬运机构,包括直线模组、滑动设在直线模组上的两个丝杆升降模组、分别设在两个丝杆升降模组升降端上的A侧前搬运夹持机构和A侧尾搬运夹持机构,两个所述丝杆升降模组用于分别带动A侧前搬运夹持机构和A侧尾搬运夹持机构升降进行高度调节,且直线模组用于带动丝杆升降模组进行轴向移动。
优选的,所述A侧前搬运夹持机构包括安装在盒体中的预夹气缸和两个加力气缸、设在盒体外壁的夹头主体和直线导轨三,且夹头主体包括拉带夹、弹簧一、短拉带夹、长拉带夹,所述夹头主体和拉带夹均安装在直线导轨三上,且加力气缸的伸缩端与夹头主体连接,所述短拉带夹、长拉带夹均通过活动轴安装在夹头主体中,且弹簧一用于对压紧短拉带夹和长拉带夹。
优选的,所述A侧尾搬运夹持机构包括设在安装架上的夹持气缸、直线导轨一、直线导轨二、滑设在直线导轨一、直线导轨二上的尾夹推板、设在尾夹推板上的拉带夹抓,所述夹持气缸的伸缩端与尾夹推板连接。
优选的,所述拉带夹抓的数量不少于一个,且两个拉带夹抓构成一组,两个所述拉带夹抓之间设有弹簧二。
优选的,所述预夹气缸的伸缩端与拉带夹连接。
与现有技术相比,本发明的有益效果是:
1)本发明串焊机用焊带双夹持结构,焊带在运动过程中始终处于绷直的状态,保证了焊带在运动过程中不变形,大幅提高焊带相对于电池片的焊接精度,同时本发明用焊带夹持结构,可以减少串焊后的电池片出现虚焊、露白等不良。
2)本发明可以应用于24栅线的电池片,填补了目前市场上的空白,大大提高了设备的效率,增加了设备对于电池片的栅线的兼容性。
附图说明
图1为本发明结构示意图;
图2为本发明夹持焊带结构示意图;
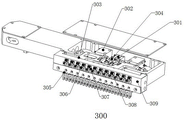
图3为本发明A侧前搬运夹持机构结构示意图;
图4为本发明A侧尾搬运夹持机构结构示意图。
图中:100、直线模组;200、丝杆升降模组;300、A侧前搬运夹持机构;301、预夹气缸;302、加力气缸;303、直线导轨三;304、拉簧;305、拉带夹;306、弹簧一;307、短拉带夹;308、长拉带夹;309、夹头主体;400、A侧尾搬运夹持机构;401、夹持气缸;402、直线导轨一;403、直线导轨二;404、拉带夹抓;405、弹簧二;406、尾夹推板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例:
请参阅图1-4,本发明提供一种技术方案:一种光伏行业焊带双夹持搬运机构,包括直线模组100、滑动设在直线模组100上的两个丝杆升降模组200、分别设在两个丝杆升降模组200升降端上的A侧前搬运夹持机构300和A侧尾搬运夹持机构400,两个所述丝杆升降模组200用于分别带动A侧前搬运夹持机构300和A侧尾搬运夹持机构400升降进行高度调节,且直线模组100用于带动丝杆升降模组200进行轴向移动。
所述A侧前搬运夹持机构300包括安装在盒体中的预夹气缸301和两个加力气缸302、设在盒体外壁的夹头主体309和直线导轨三303,且夹头主体309包括拉带夹305、弹簧一306、短拉带夹307、长拉带夹308,所述夹头主体309和拉带夹305均安装在直线导轨三303上,且加力气缸302的伸缩端与夹头主体309连接,所述短拉带夹307、长拉带夹308均通过活动轴安装在夹头主体309中,且弹簧一306用于对压紧短拉带夹307和长拉带夹308,气缸不工作时,此时A侧前搬运夹持机构300是处于张开状态,当A侧前搬运夹持机构300需要夹紧焊带时,预夹气缸301驱动拉带夹305,左右两侧加力气缸302同时工作,驱动固定在夹头主体309上的短拉带夹307,长拉带夹308,来夹紧焊带,图3中304为拉簧,用于连接预夹气缸301和拉带夹305,起到对拉带夹305牵引的作用。
所述A侧尾搬运夹持机构400包括设在安装架上的夹持气缸401、直线导轨一402、直线导轨二403、滑设在直线导轨一402、直线导轨二403上的尾夹推板406、设在尾夹推板406上的拉带夹抓404,所述夹持气缸401的伸缩端与尾夹推板406连接,所述拉带夹抓404的数量不少于一个,且两个拉带夹抓404构成一组,两个所述拉带夹抓404之间设有弹簧二405,所述预夹气缸301的伸缩端与拉带夹305连接,当尾搬运夹持机构需要夹紧焊带时,夹持气缸401推动连接尾夹推板406的一个连接板,把X轴方向的运动转化为Y方向的运动,同时推动两个拉带夹抓404夹紧焊带。
工作原理:A侧前搬运夹持机构300运动到切刀处夹持焊带(预夹气缸301、加力气缸302分别动作),A侧直线模组100拉动焊带往前送一定的距离,切刀(图中未示出,该机构不属于本申请的技术方案内,仅与本申请配合工作)开始切断焊带,A侧尾搬运夹持机构400,开始下降夹持焊带,A侧前搬运夹持机构300和A侧尾搬运夹持机构400同时夹紧焊带的头、尾两端,直线模组100(相当于X轴工作台)上的双动子驱动双夹持机构(指的是A侧前搬运夹持机构300和A侧尾搬运夹持机构400)搬运焊带到达指定的位置,双夹持机构在夹持焊带的搬运的过程中一直处于绷直的状态,保证了焊带运动过程中不变形,不跑偏,直至将焊带送至加热平台的指定位置。此时A侧尾搬运夹持机构400松开焊带并离开,加热平台(图中未示出,该机构不属于本申请的技术方案内,仅与本申请配合工作)的大理石下方的模组开始上升,到达A侧尾搬运夹持机构400松开焊带的一端,夹紧焊带的尾端,然后再绷直焊带,此动作过程是让焊带一直处于绷直,达到直线状态。双夹持机构夹紧焊带同时动作下降贴近电池片栅线,此时四轴机器人将压焊治具压紧定位焊带,使焊带贴在电池片上, A侧前搬运夹持机构300(预夹气缸301、加力气缸302同时动作松开焊带)及加热平台尾夹松开焊带下降到指定位置,避位平台运动,丝杆升降模组200驱动夹持机构上升,直线模组100动子把A侧尾搬运夹持机构400送回切刀处夹持焊带;重复以上动作。A、B两侧相互交错往复运动。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明;因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (5)
1.一种光伏行业焊带双夹持搬运机构,其特征在于:包括直线模组(100)、滑动设在直线模组(100)上的两个丝杆升降模组(200)、分别设在两个丝杆升降模组(200)升降端上的A侧前搬运夹持机构(300)和A侧尾搬运夹持机构(400),两个所述丝杆升降模组(200)用于分别带动A侧前搬运夹持机构(300)和A侧尾搬运夹持机构(400)升降进行高度调节,且直线模组(100)用于带动丝杆升降模组(200)进行轴向移动。
2.根据权利要求1所述的一种光伏行业焊带双夹持搬运机构,其特征在于:所述A侧前搬运夹持机构(300)包括安装在盒体中的预夹气缸(301)和两个加力气缸(302)、设在盒体外壁的夹头主体(309)和直线导轨三(303),且夹头主体(309)包括拉带夹(305)、弹簧一(306)、短拉带夹(307)、长拉带夹(308),所述夹头主体(309)和拉带夹(305)均安装在直线导轨三(303)上,且加力气缸(302)的伸缩端与夹头主体(309)连接,所述短拉带夹(307)、长拉带夹(308)均通过活动轴安装在夹头主体(309)中,且弹簧一(306)用于对压紧短拉带夹(307)和长拉带夹(308)。
3.根据权利要求1所述的一种光伏行业焊带双夹持搬运机构,其特征在于:所述A侧尾搬运夹持机构(400)包括设在安装架上的夹持气缸(401)、直线导轨一(402)、直线导轨二(403)、滑设在直线导轨一(402)、直线导轨二(403)上的尾夹推板(406)、设在尾夹推板(406)上的拉带夹抓(404),所述夹持气缸(401)的伸缩端与尾夹推板(406)连接。
4.根据权利要求3所述的一种光伏行业焊带双夹持搬运机构,其特征在于:所述拉带夹抓(404)的数量不少于一个,且两个拉带夹抓(404)构成一组,两个所述拉带夹抓(404)之间设有弹簧二(405)。
5.根据权利要求2所述的一种光伏行业焊带双夹持搬运机构,其特征在于:所述预夹气缸(301)的伸缩端与拉带夹(305)连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211078716.4A CN115139028B (zh) | 2022-09-05 | 2022-09-05 | 一种光伏行业焊带双夹持搬运机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211078716.4A CN115139028B (zh) | 2022-09-05 | 2022-09-05 | 一种光伏行业焊带双夹持搬运机构 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115139028A true CN115139028A (zh) | 2022-10-04 |
| CN115139028B CN115139028B (zh) | 2022-11-29 |
Family
ID=83415845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211078716.4A Active CN115139028B (zh) | 2022-09-05 | 2022-09-05 | 一种光伏行业焊带双夹持搬运机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115139028B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116214063A (zh) * | 2023-02-21 | 2023-06-06 | 连城凯克斯科技有限公司 | 一种串焊机的焊带拉伸装置 |
| CN116525531A (zh) * | 2023-07-05 | 2023-08-01 | 深圳光远智能装备股份有限公司 | 一种应用于电池片高密度焊带的夹持机构及串焊装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110147437A1 (en) * | 2009-12-22 | 2011-06-23 | Kioto Photovoltaics Gmbh | Device for fixing conductor tracks on a solar cell |
| CN104084730A (zh) * | 2014-04-02 | 2014-10-08 | 太原风华信息装备股份有限公司 | 太阳能电池片串焊机的电池片定位机构 |
| CN110391316A (zh) * | 2019-07-23 | 2019-10-29 | 杭州康奋威科技股份有限公司 | 一种l-c形汇流条自动制备装置及其汇流条制备方法 |
| CN113471335A (zh) * | 2021-07-19 | 2021-10-01 | 杭州康奋威科技股份有限公司 | 一种电池串生产线 |
| CN217122035U (zh) * | 2022-01-29 | 2022-08-05 | 浙江隆基乐叶光伏科技有限公司 | 焊带夹爪及串焊机 |
-
2022
- 2022-09-05 CN CN202211078716.4A patent/CN115139028B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110147437A1 (en) * | 2009-12-22 | 2011-06-23 | Kioto Photovoltaics Gmbh | Device for fixing conductor tracks on a solar cell |
| CN104084730A (zh) * | 2014-04-02 | 2014-10-08 | 太原风华信息装备股份有限公司 | 太阳能电池片串焊机的电池片定位机构 |
| CN110391316A (zh) * | 2019-07-23 | 2019-10-29 | 杭州康奋威科技股份有限公司 | 一种l-c形汇流条自动制备装置及其汇流条制备方法 |
| CN113471335A (zh) * | 2021-07-19 | 2021-10-01 | 杭州康奋威科技股份有限公司 | 一种电池串生产线 |
| CN217122035U (zh) * | 2022-01-29 | 2022-08-05 | 浙江隆基乐叶光伏科技有限公司 | 焊带夹爪及串焊机 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116214063A (zh) * | 2023-02-21 | 2023-06-06 | 连城凯克斯科技有限公司 | 一种串焊机的焊带拉伸装置 |
| CN116214063B (zh) * | 2023-02-21 | 2024-02-23 | 连城凯克斯科技有限公司 | 一种串焊机的焊带拉伸装置 |
| CN116525531A (zh) * | 2023-07-05 | 2023-08-01 | 深圳光远智能装备股份有限公司 | 一种应用于电池片高密度焊带的夹持机构及串焊装置 |
| CN116525531B (zh) * | 2023-07-05 | 2023-09-15 | 深圳光远智能装备股份有限公司 | 一种应用于电池片高密度焊带的夹持机构及串焊装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115139028B (zh) | 2022-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115139028B (zh) | 一种光伏行业焊带双夹持搬运机构 | |
| WO2018171275A1 (zh) | 汇流条的供料机构和供料方法以及集成了汇流条供料机构的串焊机 | |
| CN113744998A (zh) | 一种自动缠脚机 | |
| CN113838949B (zh) | 一种太阳能板引出线放置机 | |
| CN209736513U (zh) | 一种圆柱形电容器双引脚同步折弯及整形设备 | |
| CN113555756B (zh) | 电子线的全自动剥线焊线生产线设备 | |
| CN203621900U (zh) | 一种拉丝切丝装置 | |
| CN212823247U (zh) | 自动焊锡机 | |
| CN110768490B (zh) | 一种快速运输式绕线生产线 | |
| CN110002071A (zh) | 自动贴标设备 | |
| CN210589452U (zh) | 绝缘条裁剪设备 | |
| CN219746809U (zh) | 一种端子连接线束焊机 | |
| CN218579209U (zh) | 一种焊带牵引装置 | |
| CN217193145U (zh) | 一种串焊机用焊带夹持装置 | |
| CN217280816U (zh) | 一种高效率光伏夹爪装置 | |
| CN214518742U (zh) | 一种紫铜直管双斜口下料机 | |
| CN210403755U (zh) | 一种太阳能电池串焊接汇流条拉取装置 | |
| CN115057285A (zh) | 一种焊带牵引装置及牵引方法 | |
| CN113084533A (zh) | 双根同步穿角码机 | |
| CN111055008A (zh) | 一种送料装置及焊接系统 | |
| CN220856656U (zh) | 一种长条电芯极耳折弯预焊传输线 | |
| CN219520785U (zh) | 一种自动芯片焊接机 | |
| CN210160553U (zh) | 一种全自动灯条焊线机的拉线结构 | |
| CN220050645U (zh) | 一种气动夹焊机构 | |
| CN219601805U (zh) | 一种单夹爪撕排线膜机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |