CN114726166B - 潮流能发电用的永磁同步发电机装配生产线及生产工艺 - Google Patents
潮流能发电用的永磁同步发电机装配生产线及生产工艺 Download PDFInfo
- Publication number
- CN114726166B CN114726166B CN202210471898.5A CN202210471898A CN114726166B CN 114726166 B CN114726166 B CN 114726166B CN 202210471898 A CN202210471898 A CN 202210471898A CN 114726166 B CN114726166 B CN 114726166B
- Authority
- CN
- China
- Prior art keywords
- generator shell
- generator
- carrying
- assembly
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
- B07C5/362—Separating or distributor mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G57/00—Stacking of articles
- B65G57/02—Stacking of articles by adding to the top of the stack
- B65G57/16—Stacking of articles of particular shape
- B65G57/20—Stacking of articles of particular shape three-dimensional, e.g. cubiform, cylindrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G61/00—Use of pick-up or transfer devices or of manipulators for stacking or de-stacking articles not otherwise provided for
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/14—Casings; Enclosures; Supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/02—Control or detection
- B65G2203/0208—Control or detection relating to the transported articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Multi-Process Working Machines And Systems (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本发明涉及发电机技术领域,具体涉及潮流能发电用的永磁同步发电机装配生产线及生产工艺。本发明提供了潮流能发电用的永磁同步发电机装配生产线,工作时,搬运部驱动搬运组件水平将发电机壳体搬运至检测台上,以检测发电机壳体是否合格;搬运组件将发电机壳体搬运至操作台上;发电机壳体检测合格时,搬运组件依次将操作台上的发电机壳体搬运至次品输送带,搬运组件将次品输送带上的发电机壳体搬运至堆码部;发电机壳体检测不合格时,搬运部驱动限位块卡插入定位槽内,以使搬运组件侧壁将发电机壳体侧壁挤压出一凹槽;搬运组件将不合格发电机壳体搬运至次品输送带上后,次品输送将发电机壳体输送至集中收集。
Description
技术领域
本发明涉及发电机技术领域,具体涉及潮流能发电用的永磁同步发电机装配生产线及生产工艺。
背景技术
发电机(Generators)是指将其他形式的能源转换成电能的机械设备,由法国人毕克西于1832年发明。一般的发电机是通过原动机将各类一次能源蕴藏的能量转换为机械能,再由发电机转换为电能,经输电、配电网络送往各种用电场所。
发电机分为直流发电机和交流发电机,工作原理都基于电磁感应定律和电磁力定律,广泛用于工农业生产、国防、科技及日常生活中。
现有技术中在检测发电机是否合格时,通常做法是将不合格品与合格品分开放置,但是有时候会因为操作失误或机械故障导致不合格品混合到合格品中,这样导致后期还需要再次检测区分合格品和不合格品,浪费了人力物力。因此,研发潮流能发电用的永磁同步发电机装配生产线是很有必要的。
发明内容
本发明的目的是提供潮流能发电用的永磁同步发电机装配生产线。
为了解决上述技术问题,本发明提供了潮流能发电用的永磁同步发电机装配生产线,包括:工作台、上料输送带、次品输送带、操作台、若干检测台、堆码部、搬运部和若干搬运组件,所述工作台呈箱式结构,所述上料输送带固定在所述工作台的一侧,所述上料输送带适于输送发电机壳体;所述次品输送带固定在所述工作台远离所述上料输送带的一侧,所述次品输送带适于输送不合格发电机壳体;
所述检测台固定在所述工作台上,且若干所述检测台沿所述工作台长度方向等间距设置;
所述操作台固定在所述工作台上,且所述操作台设置在次品输送带和检测台之间,所述操作台上设置有两限位块,所述搬运组件下端开设有与限位块相适配的定位槽;
所述搬运部固定在所述工作台上,且所述搬运部设置在所述检测台上方,若干所述搬运组件固定在所述搬运部侧壁,且所述搬运组件的数量大于检测台的数量,所述搬运组件适于搬运发电机壳体;
所述堆码部固定在所述工作台靠近所述次品输送带的一端,所述堆码部适于收集堆叠合格发电机壳体;其中
工作时,搬运部驱动搬运组件水平移动,以将上料输送带上的发电机壳体搬运至检测台上,以检测发电机壳体是否合格;
同步的,搬运组件将检测台上的发电机壳体搬运至操作台上;
发电机壳体被检测台检测合格时,所述搬运组件依次将操作台上的发电机壳体搬运至次品输送带,此时次品输送带停止输送工作,所述搬运组件将次品输送带上的发电机壳体搬运至堆码部;
发电机壳体被检测台检测不合格时,所述搬运组件将检测台上的发电机壳体搬运至操作台,搬运部驱动搬运组件向下移动以使限位块卡插入定位槽内,搬运组件向右滑动,以使搬运组件侧壁顶推发电机壳体并将发电机壳体侧壁挤压出一凹槽;
搬运组件将不合格发电机壳体搬运至次品输送带上后,所述次品输送带开始工作并将发电机壳体输送至集中收集。
进一步地,所述搬运部包括:两搬运立架、固定板、驱动电机、限位板和移动组件,两所述搬运立架垂直固定在所述工作台上,所述固定板水平固定在两所述搬运立架上端;
所述驱动电机垂直固定在所述固定板侧壁;
所述限位板固定在所述固定板远离所述驱动电机的一侧,所述限位板上开设有一限位槽,所述限位槽呈圆弧状;
所述驱动电机的转动轴贯穿所述固定板和所述限位板;
所述驱动电机的转动轴外壁套定有一联动组件,所述联动组件与所述限位槽相适配;
所述移动组件上端固定在所述联动组件上,若干所述搬运组件等间距固定在所述移动组件下端,所述移动组件适于驱动所述搬运组件夹取并搬运发电机壳体;其中
驱动电机工作时适于所述联动组件沿所述限位槽滑动;
联动组件沿所述限位槽滑动时,所述联动组件适于驱动所述移动组件水平或竖直移动。
进一步地,所述联动组件包括:转动板、滑动柱、固定块和定位块,所述转动板一端套定在所述驱动电机的转动轴外壁;
所述转动板远离所述驱动电机转动轴的一端开设有一移动槽,所述移动槽沿所述转动板长度方向设置;
所述滑动柱可滑动的设置在所述移动槽内,且所述滑动柱与所述限位槽相适配;
所述固定块套定在所述滑动柱远离所述驱动电机的一端,且所述移动组件固定在所述固定块上;
所述定位块固定在所述转动板靠近所述移动槽的一端,所述限位板两端分别固定有一与所述定位块相适配的信号块;其中
驱动电机驱动所述转动板周向转动时,所述转动板通过所述滑动柱沿所述限位槽圆弧移动;
所述滑动柱通过所述固定块同步驱动所述移动组件竖直或水平移动,以夹取并搬运发电机壳体移动。
进一步地,所述移动组件包括:上支撑板、下支撑板、两竖向滑轨、横向滑轨和移动板,所述上支撑板固定在所述固定块上;
所述横向滑轨水平固定在所述固定板侧壁,且所述横向滑轨设置在所述限位板下方,所述移动板通过滑块与所述横向滑轨滑动适配;
两竖向滑轨垂直固定在所述上支撑板的两端,所述下支撑板垂直固定在两所述竖直滑轨下端,所述搬运组件固定在所述下支撑板上;
所述竖向滑轨通过滑块与所述移动板滑动适配;
所述限位槽包括两竖直段和水平段;其中
转动柱沿限位槽竖直段滑动时,所述上支撑板带动所述竖向滑轨沿移动板竖直移动,以使所述下支撑板驱动所述搬运组件竖直移动;
转动柱沿限位槽水平段滑动时,所述上支撑板带动所述移动板沿横向滑轨水平移动,以使所述下支撑板驱动所述搬运组件水平移动。
进一步地,所述搬运组件包括:搬运固定架、负压吸盘、伸缩柱、顶推块和两滑动板,所述搬运固定架垂直固定在所述下支撑板下端,所述搬运固定架下端呈凹字型,且凹字型的开口朝下;
所述伸缩柱可伸缩的设置在所述搬运固定架下端,所述伸缩柱内部中空,且所述伸缩柱通孔负压管与负压气泵连通;
所述负压吸盘固定在所述伸缩柱下端,所述伸缩盘与负压管连通;
所述顶推块垂直固定在所述搬运固定架下端左侧内侧壁;
两滑动板分别可滑动的设置在所述搬运固定架下端内侧;且一个滑动板上开设有一与所述顶推块相适配的通孔;
所述定位槽开设在所述滑动板下端;其中
搬运固定架向下移动以使负压吸盘与发电机壳体相抵时,所述负压吸盘能够吸附发电机壳体并搬运发电机壳体随搬运固定架移动;
当发电机壳体检测不合格时,搬运固定架水平移动至不合格发电机壳体放置在操作台上后,驱动电机驱动滑动柱沿限位槽竖直段继续向下移动,以使操作台上的限位块插入对应定位槽内,搬运固定架沿操作台水平移动,以使顶推块向发电机壳体侧壁移动,以将发电机壳体侧壁顶推处一凹槽;
搬运固定架将不合格发电机壳体自操作台移动至次品输送带上时,所述次品输送带工作并将不合格发电机壳体向远离工作台方向输送。
进一步地,所述搬运固定架上开设有两吸尘风道,两吸尘风道对称设置在所述伸缩柱的两侧,所述吸尘风道与所述负压管连通;
所述吸尘风道靠近所述伸缩柱的端部设置有一单向阀;
所述搬运固定架两侧壁开设有若干与所述吸尘风道联动的吸尘管,所述吸尘管的开口朝向发电机壳体;其中
下支撑架驱动搬运固定架向下移动至负压吸盘与发电机壳体相抵时,搬运固定架继续向下移动以使伸缩柱向上顶升,伸缩柱顶推单向阀打开,以使吸尘管与负压管连通,所述吸尘管能够吸附发电机壳体外侧壁上的粉尘。
进一步地,所述堆码部包括:转动盘、夹取机械手和收料盒,所述转动盘可转动的设置在所述工作台上,所述转动盘上开设有若干收料工位;
所述夹取机械手可滑动的设置在所述转动盘上方,所述夹取机械手适于夹取搬运发电机壳体;
所述收料盒可滑动的设置在所述夹取机械手下方,所述收料盒适于承载发电机壳体;
所述下支撑板靠近所述转动盘的一端的搬运组件为可滑动的;其中
负压吸盘吸附并搬运发电机壳体至次品输送带上后,当发电机壳体合格品时,次品输送带停止输送发电机壳体;
可滑动的搬运组件沿下支撑板水平滑动并吸附发电机壳体搬运至转动盘上;
可滑动的搬运组件在将发电机壳体放置在转动盘上并水平滑动的过程中能够再次检测是否有不合格发电机壳体放入转动盘上。
进一步地,每所述收料工位上设置有一限位框,所述限位框的尺寸大于发电机壳体的尺寸,所述限位框一端凸起设置有一与所述定位槽相适配的凸起块;
所述限位框远离所述凸起块的一侧可滑动的设置有两夹紧块;其中
负压吸盘搬运发电机壳体使其落入限位框时,所述凸起块插入所述定位槽内,搬运固定架沿所述下支撑板水平向右滑动;
当发电机壳体合格时,搬运固定架推动顶推块同步向右滑动,以使发电机壳体一端向夹紧块移动以被夹紧固定块夹紧固定;
当发电机壳体不合格时,搬运固定架推动顶推块同步向右滑动,顶推块插入发电机壳体侧壁凹槽内,发电机壳体无法被夹紧块夹紧固定,所述负压吸盘在复位的过程中能够继续将发电机壳体自限位框内吸附走。
进一步地,所述上料输送带的一侧固定有一限位气缸,所述限位气缸设置在所述上料输送带的下料端,所述限位气缸的活塞杆端部固定有一隔板,所述隔板设置在所述上料输送带上方,且所述隔板与所述上料输送带互相垂直;其中
上料输送带驱动一个发电机壳体移动至下料工位时,所述限位气缸驱动所述隔板向上料输送带移动,以限位下一个发电机壳体移动至下料工位。
此外,本发明还提供了潮流能发电用的永磁同步发电机装配生产线的生产工艺,包括上述的潮流能发电用的永磁同步发电机装配生产线,
工作时,发电机壳体依次放置到上料输送带上,上料输送带驱动发电机壳体向检测台方向移动,一个发电机壳体移动至下料工位时,所述限位气缸驱动隔板水平移动,以限位下一个发电机壳体向下料工位移动;
驱动电机驱动所述转动板周向转动,以使所述滑动柱沿所述限位槽水平滑动,所述滑动柱通过所述固定块驱动所述下支撑板移动;
下支撑板向右滑动时,带动所述搬运固定架同步向右移动至发电机壳体上方,下支撑板向下移动至负压吸盘与发电机壳体相抵,继续向下移动,以使负压吸盘吸附发电机壳体;此时下支撑板开始向上并向左移动,以将上料输送带上的发电机壳体搬运并放置到相邻的一个检测台上,所述检测台能够检测发电机壳体表面平整度是否合格;
所述负压吸盘依次将发电机壳体从上料输送带搬运至检测台上,发电机壳体依次在每个检测台上停留,以使检测台能够多次多方向检测发电机壳体是否合格;
发电机壳体自第一个检测台向第二检测台移动时,下支撑板驱动搬运固定架向下移动至负压吸盘与发电机壳体相抵时,搬运固定架继续向下移动以使伸缩柱向上顶升,伸缩柱顶推单向阀打开,以使吸尘管与负压管连通,所述吸尘管能够吸附发电机壳体外侧壁上的粉尘;搬运固定架每吸附搬运一次发电机壳体,即对发电机壳体外侧壁进行一次负压吸附粉尘的工作;
当发电机壳体检测不合格时,搬运固定架水平移动至不合格发电机壳体放置在操作台上后,驱动电机驱动滑动柱沿限位槽竖直段继续向下移动,以使操作台上的限位块插入对应定位槽内,搬运固定架沿操作台水平移动,以使顶推块向发电机壳体侧壁移动,以将发电机壳体侧壁压出一凹槽;搬运固定架将不合格发电机壳体自操作台移动至次品输送带上时,所述次品输送带工作并将不合格发电机壳体向远离工作台方向输送;
发电机壳体合格时,搬运固定架将次品输送带上的发电机壳体向转动盘搬运;
当发电机壳体合格时,搬运固定架推动顶推块同步向右滑动,以使发电机壳体一端向夹紧块移动以被夹紧固定块夹紧固定,而夹取机械手能够将转动盘上的发电机壳体夹取放置到收料盒上;
当发电机壳体不合格时,搬运固定架推动顶推块同步向右滑动,顶推块插入发电机壳体侧壁凹槽内,发电机壳体无法被夹紧块夹紧固定,所述负压吸盘在复位的过程中能够继续将发电机壳体自限位框内吸附走。
本发明的有益效果是,本发明提供了潮流能发电用的永磁同步发电机装配生产线,通过搬运部的设置,能够驱动搬运组件做竖直以及水平的复合往复运动,从而顺序将各发电机壳体依次搬运到各个工位上,以进行对应的工序。通过搬运组件的设置,能够在搬运发电机壳体的过程中对发电机壳体表面进行吸气清理,同时将发电机壳体搬运到操作台后,能够对不合格的发电机壳体进行挤压标记,以便于操作人员对发电机壳体是否合格进行甄别。此外搬运组件将发电机壳体搬运到堆码部后,能够再次对发电机壳体进行检测,以避免不合格发电机壳体混入堆码部内;通过对永磁同步发电机的外壳平整度的检测后,提高了永磁同步发电机的外壳的平整度,使得永磁同步发电机工作时稳定性更好,同时也能够提高设备的使用寿命。
附图说明
下面结合附图和实施例对本发明进一步说明。
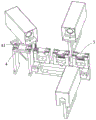
图1是本发明的潮流能发电用的永磁同步发电机装配生产线的优选实施例的立体图;
图2是本发明的搬运部的立体图;
图3是本发明的联动组件的立体图;
图4是本发明的搬运组件的立体图;
图5是本发明的搬运固定架内部结构示意图;
图6是本发明的检测台和操作台的立体图;
图7是本发明的转动盘的立体图;
图8是本发明的上料输送带的立体图。
图中:
1、工作台;2、上料输送带;21、限位气缸;22、隔板;
3、次品输送带;4、操作台;41、限位块;
5、检测台;
6、堆码部;61、转动盘;611、限位框;612、凸起块;613、夹紧块;62、夹取机械手;63、收料盒;
7、搬运部;71、搬运立架;72、固定板;73、驱动电机;74、限位板;740、限位槽;
75、移动组件;751、上支撑板;752、下支撑板;753、竖向滑轨;754、横向滑轨;755、移动板;756、水平气缸;
76、联动组件;761、转动板;762、滑动柱;763、固定块;764、定位块;765、移动槽;
8、搬运组件;81、搬运固定架;811、吸尘风道;812、单向阀;813、吸尘管;82、负压吸盘;83、伸缩柱;84、顶推块;85、滑动板;86、定位槽。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1至8所示,本发明提供了潮流能发电用的永磁同步发电机装配生产线,包括:工作台1、上料输送带2、次品输送带3、操作台4、若干检测台5、堆码部6、搬运部7和若干搬运组件8。工作台1适于支撑上料输送带2、次品输送带3、操作台4、检测台5、堆码部6、搬运部7和搬运组件8。上料输送带2适于输送发电机壳体。次品输送带3适于输送不合格发电机壳体。操作台4适于挤压不合格发电机壳体。检测台5适于检测发电机壳体是否合格。堆码部6适于堆放合格发电机壳体。搬运部7适于驱动搬运组件8往复移动。搬运组件8适于搬运发电机壳体。本发明所述的发电机壳体为永磁同步发电机的壳体;针对于以上各部件,下面进行一一详述。
工作台1
工作台1固定在一水平面上,所述工作台1呈箱式结构,且工作台1的上端平整,工作台1能够作为本实施例所示的潮流能发电用的永磁同步发电机装配生产线的安装基座,即上料输送带2、次品输送带3、操作台4、检测台5、堆码部6、搬运部7和搬运组件8均安装在工作台1上。
上料输送带2
上料输送带2固定在工作台1的一侧,上料输送带2的一端凸出工作台1,另一端沿工作台1长度方向延伸。所述上料输送带2适于输送发电机壳体。具体来说,上料输送带2凸出工作台1的一端为上料端,另一端为下料端,发电机壳体放置到上料输送带2的上料端后,上料输送带2能够将发电机壳体顺序向下料端输送。
为了实现顺序将发电机壳体输送至上料输送带2的下料端的效果,所述上料输送带2的一侧固定有一限位气缸21。所述限位气缸21设置在所述上料输送带2的下料端,限位气缸21的活塞杆水平设置,且朝向上料输送带2的另一侧。所述限位气缸21的活塞杆端部固定有一隔板22,所述隔板22设置在所述上料输送带2上方,且所述隔板22与所述上料输送带2互相垂直。上料输送带2驱动一个发电机壳体移动至下料工位时,所述限位气缸21驱动所述隔板22向上料输送带2移动,以限位下一个发电机壳体移动至下料工位。通过上述设置,使得同一时间内,仅能有一个发电机壳体穿过隔板22,移动至上料输送带2的末端,从而实现发电机壳体的顺序输送。
次品输送带3
次品输送带3固定在所述工作台1远离所述上料输送带2的一侧,次品输送带3的输送方向与上料输送带2垂直,且次品输送带3一端向工作台1外侧延伸。所述次品输送带3适于输送不合格发电机壳体。具体来说,次品输送带3位于靠近工作台1内的一端为上料端,另一端为下料端。不合格发电机壳体放置到次品输送带3上后,次品输送带3启动,将不合格的发电机壳体向工作台1外侧输送。
检测台5
检测台5固定在工作台1上,工作台1具有若干个,为了确保与发电机壳体的输送方向一致,检测台5沿上料输送带2输送发电机壳体的延长线方向排列,各检测台5等间距设置。检测台5适于检测发电机壳体的外形以及尺寸是否合格。具体来说,一个检测台5的一侧设置有一各检测设备,各检测设备的检测角度不同。本实施例中,检测台5优选的数量为三个,检测设备的数量也对应为三个,并且检测设备可选的为摄像头。发电机壳体能够依次放置到三个检测台5上,三个对应的摄像头能够从三个不同的角度对发电机壳体进行检测,以判断发电机壳体是否合格。若发电机壳体合格,发电机壳体放置到次品输送带3的上料端后,次品输送带3不会启动;若发电机壳体不合格,发电机壳体放置到次品输送带3的上料端后,次品输送带3启动将发电机壳体一侧输送。
操作台4
操作台4固定在工作台1上,所述操作台4设置在次品输送带3和检测台5之间。具体地,操作台4位于检测台5排列方向的延长线上,且操作台4与最近的检测台5之间的距离与各检测台5之间的距离相等。操作人上设置有两限位块41,两限位块41之间的距离与发电机壳体的宽度相等,以使发电机壳体能够放置在两限位块41之间。不合格发电机壳体放置到操作台4上后,搬运组件8能够挤压不合格发电机壳体,以使不合格发电机壳体一侧被压出槽口,从而对不合格发电机壳体做标记,便于操作人员识别发电机壳体是否合格。
搬运部7
搬运部7固定在所述工作台1上,且所述搬运部7设置在所述检测台5上方。搬运部7适于驱动搬运组件8往复移动,以使搬运组件8能够依次将发电机壳体从上料输送带2顺序搬运到各检测台5上,从检测台5搬运到操作台4,再从操作台4搬运到次品输送带3的上料端,最后从次品输送带3的上料端搬运到堆码部6上。
下面具体说明搬运部7的结构,搬运部7包括:两搬运立架71、固定板72、驱动电机73、限位板74和移动组件75。两所述搬运立架71垂直固定在所述工作台1上,两搬运立架71设置在检测台5一侧,两搬运立架71适于支撑固定板72。所述固定板72水平固定在两所述搬运立架71上端,固定板72连接两搬运立架71,并且固定板72用于支撑驱动电机73和限位板74。驱动电机73和限位板74分别固定在固定板72的两侧,并且限位板74位于靠近检测台5的一侧。驱动电机73垂直固定在所述固定板72侧壁,驱动电机73的转轴水平设置,且贯穿固定板72和所述限位板74。所述限位板74上开设有一限位槽740,所述限位槽740呈圆弧状,所述限位槽740包括两竖直段和水平段。所述驱动电机73的转动轴外壁套定有一联动组件76,所述联动组件76与所述限位槽740相适配。驱动电机73启动时,能够驱动联动组件76沿限位槽740滑动。所述移动组件75上端固定在所述联动组件76上,若干所述搬运组件8等间距固定在所述移动组件75下端,联动组件76沿限位槽740往复滑动时,能够带动移动组件75升降以及左右往复摆动,以使移动组件75驱动搬运组件8夹取并搬运发电机壳体。
为了实现驱动电机73工作驱动联动组件76沿限位槽740滑动的效果,所述联动组件76包括:转动板761、滑动柱762、固定块763和定位块764。所述转动板761一端套定在所述驱动电机73的转动轴外壁,驱动组件工作时,能够驱动转动板761绕驱动电机73的转动轴转动。所述转动板761远离所述驱动电机73转动轴的一端开设有一移动槽765,所述移动槽765沿所述转动板761长度方向设置。所述滑动柱762可滑动的设置在所述移动槽765内,且所述滑动柱762与所述限位槽740相适配。通过上述设置,使得滑动柱762沿限位槽740滑动时,限位槽740与驱动电机73的转动轴之间的距离变化时,滑动柱762能够沿移动槽765滑动,以适配限位槽740与驱动电机73的转动轴之间的距离变化。所述固定块763套定在所述滑动柱762远离所述驱动电机73的一端,且所述移动组件75固定在所述固定块763上,搬运组件8固定在移动组件75下端。滑动柱762在限位槽740内滑动时,能够通过固定块763带动移动组件75对应水平以及竖直移动。驱动电机73驱动所述转动板761周向转动时,所述转动板761通过所述滑动柱762沿所述限位槽740圆弧移动。所述滑动柱762通过所述固定块763同步驱动所述移动组件75竖直或水平移动,以夹取并搬运发电机壳体移动。所述定位块764固定在所述转动板761靠近所述移动槽765的一端,所述限位板74两端分别固定有一与所述定位块764相适配的信号块。驱动电机73驱动转动板761转动至定位块764穿过信号块时,搬运组件8移动至对应检测台5,或者操作台4,或者上料输送带2的下料端。或者次品输送带3,或者堆码部6上方,以使搬运组件8能够夹取发电机壳体,并向堆码部6方向搬运。
为了实现移动组件75驱动搬运组件8搬运发电机壳体的效果,所述移动组件75包括:上支撑板751、下支撑板752、两竖向滑轨753、横向滑轨754和移动板755。所述上支撑板751固定在所述固定块763上。所述横向滑轨754水平固定在所述固定板72侧壁,且所述横向滑轨754设置在所述限位板74下方,所述移动板755通过滑块与所述横向滑轨754滑动适配。两竖向滑轨753垂直固定在所述上支撑板751的两端。固定块763水平移动时,能够上支撑板751推动移动板755沿横向滑轨754水平滑动。所述下支撑板752垂直固定在两所述竖直滑轨下端,固定块763竖直滑动时,能够通过支撑板推动下支撑板752沿竖直滑轨竖直滑动。所述竖向滑轨753通过滑块与所述移动板755滑动适配。所述搬运组件8固定在所述下支撑板752上。转动柱沿限位槽740竖直段滑动时,所述上支撑板751带动所述竖向滑轨753沿移动板755竖直移动,以使所述下支撑板752驱动所述搬运组件8竖直移动。转动柱沿限位槽740水平段滑动时,所述上支撑板751带动所述移动板755沿横向滑轨754水平移动,以使所述下支撑板752驱动所述搬运组件8水平移动。通过上述下支撑板752的复合运动,使得下支撑板752在保持水平的情况下,驱动搬运组件8水平以及竖直移动,从而依次搬运各发电机壳体。
搬运组件8
搬运组件8设置在下支撑板752的一侧,搬运组件8具有若干个,且各搬运组件8的距离与各检测台5之间的距离相等。同样的,上料输送带2与最近的检测台5,次品输送带3与最近的检测台5和次品输送带3之间的距离均相等,且等于搬运组件8之间的距离。所述搬运组件8下端开设有与限位块41相适配的定位槽86。因此与上述部件对应的,本实施例中搬运组件8优选的数量为六个,六个搬运组件8能够将发电机壳体顺序搬运到上述各部件上,并完成对应工序。通过上述设置,使得下支撑板752驱动搬运组件8往复滑动一次,能够将发电机壳体沿输送方向搬运一个工位。具体来说,搬运组件8将发电机壳体搬运从上料输送带2上依次搬运到个检测台5上,以检测发电机壳体是否合格,若发电机壳体合格,则继续将发电机壳体依次搬运到操作台4、次品输送带3和堆码部6上;若发电机壳体不合格,搬运组件8将发电机壳体搬运到操作台4上,搬运部7驱动搬运组件8向下移动以使限位块41卡插入定位槽86内,搬运组件8向右滑动,以使搬运组件8侧壁顶推发电机壳体并将发电机壳体侧壁挤压出一凹槽,以对发电机壳体做标记。搬运组件8将不合格发电机壳体搬运至次品输送带3上后,所述次品输送带3开始工作并将发电机壳体输送至集中收集。
下面具体说明搬运组件8的结构,所述搬运组件8包括:搬运固定架81、负压吸盘82、伸缩柱83、顶推块84和两滑动板85。所述搬运固定架81垂直固定在所述下支撑板752下端,所述搬运固定架81下端呈凹字型,且凹字型的开口朝下,搬运固定架81上适于安装伸缩柱83。所述伸缩柱83可伸缩的设置在所述搬运固定架81下端,所述伸缩柱83内部中空,且所述伸缩柱83通孔负压管与负压气泵连通。所述负压吸盘82固定在所述伸缩柱83下端,所述伸缩盘与负压管连通。搬运固定架81向下移动以使负压吸盘82与发电机壳体相抵时,负压气泵能够将负压吸盘82与发电机壳体之间的空气吸走,以使负压吸盘82能够吸附发电机壳体并搬运发电机壳体随搬运固定架81移动,从而实现带动发电机壳体顺序移动工位的效果。所述顶推块84垂直固定在所述搬运固定架81下端左侧内侧壁。两滑动板85分别可滑动的设置在所述搬运固定架81下端内侧,且一个滑动板85上开设有一与所述顶推块84相适配的通孔。顶推块84能够沿通孔穿过滑动板85。两滑动板85与搬运固定架81内壁之间固定有若干弹簧,搬运固定架81推动滑动板85滑动后,滑动板85能够通过弹簧复位。所述定位槽86开设在所述滑动板85下端,定位槽86沿竖直方向开设。当发电机壳体检测不合格时,搬运固定架81水平移动至不合格发电机壳体放置在操作台4上后,驱动电机73驱动滑动柱762沿限位槽740竖直段继续向下移动,以使操作台4上的限位块41插入对应定位槽86内,此时两滑动板85通过定位槽86与限位块41的配合水平固定,从而将发电机壳体限位在两滑动板85之间。驱动电机73继续驱动转动板761带动滑动柱762沿限位槽740下方的水平段移动,以使搬运固定架81沿操作台4水平移动,以使顶推块84穿出滑动板85,并向发电机壳体侧壁移动,以将发电机壳体侧壁压出一凹槽。接着搬运固定架81将不合格发电机壳体自操作台4移动至次品输送带3上时,所述次品输送带3工作并将不合格发电机壳体向远离工作台1方向输送。
为了便于在搬运发电机壳体的过程中,清理发电机壳体表面的灰尘,所述搬运固定架81上开设有两吸尘风道811。两吸尘风道811对称设置在所述伸缩柱83的两侧,所述吸尘风道811与所述负压管连通。所述吸尘风道811靠近所述伸缩柱83的端部设置有一单向阀812,单向阀812向吸尘风道811外部单向连通。所述搬运固定架81两侧壁开设有若干与所述吸尘风道811联动的吸尘管813,所述吸尘管813的开口朝向发电机壳体。下支撑板752驱动搬运固定架81向下移动至负压吸盘82与发电机壳体相抵时,搬运固定架81继续向下移动以使伸缩柱83向上顶升,伸缩柱83顶推单向阀812打开,以使吸尘管813与负压管连通,所述吸尘管813能够吸附发电机壳体外侧壁上的粉尘。通过上述设置,使得伸缩柱83吸附并搬运发电机壳体经过各工位时,伸缩柱83每次吸附发电机壳体都能够对发电机壳体表面的灰尘进行吸附,从而确保对发电机壳体表面除尘的效果。
堆码部6
堆码部6固定在所述工作台1靠近所述次品输送带3的一端,所述堆码部6适于收集堆叠合格发电机壳体,同时堆码部6能够再次检测发电机壳体是否合格,即发电机壳体一侧是否被标记,以避免次品输送带3未正常工作时,不合格发电机壳体混入合格发电机壳体内。
下面具体说明堆码部6的结构,所述堆码部6包括:转动盘61、夹取机械手62和收料盒63。所述转动盘61可转动的设置在所述工作台1上,所述转动盘61上开设有若干收料工位,转动盘61能够配合搬运组件8检测发电机壳体是否被标记,将标记的发电机壳体再次被负压吸盘82吸走,并放置到次品输送带3上。所述夹取机械手62可滑动的设置在所述转动盘61上方,所述夹取机械手62适于夹取搬运发电机壳体,所述收料盒63可滑动的设置在所述夹取机械手62下方,所述收料盒63适于承载发电机壳体,转动盘61检测到的合格发电机壳体能够被机械手夹取并搬运到收料盒63上。所述下支撑板752靠近所述转动盘61的一端的搬运固定架81与下支撑板752滑动连接,其余搬运固定架81与下支撑板752固定连接。即靠近转动盘61的一端内的搬运固定架81一侧固定有一水平气缸756,水平气缸756的壳体与想支撑板侧壁固定连接,水平气缸756的活塞杆水平设置,且与靠近转动盘61的一端内的搬运固定架81固定。通过上述设置,使得可滑动的搬运组件8沿下支撑板752水平滑动并吸附发电机壳体搬运至转动盘61上。可滑动的搬运组件8在将发电机壳体放置在转动盘61上并水平滑动的过程中能够再次检测是否有不合格发电机壳体放入转动盘61上。
为了实现上述搬运组件8配合转动盘61检测发电机壳体是否合格的效果,每所述收料工位上设置有一限位框611,所述限位框611的尺寸大于发电机壳体的尺寸,所述限位框611一端凸起设置有一与所述定位槽86相适配的凸起块612。所述限位框611远离所述凸起块612的一侧可滑动的设置有两夹紧块613。搬运组件8将发电机壳体搬运至限位框611内后,开设有通孔的一侧的滑动板85对应的定位槽86能够插入凸起块612内,从而对滑动板85限位,接着,搬运固定架81沿所述下支撑板752水平向右滑动。当发电机壳体合格时,搬运固定架81推动顶推块84同步向右滑动,以使发电机壳体一端向夹紧块613移动以被夹紧固定块763夹紧固定,负压吸盘82在复位的过程中,夹紧固定块763阻挡发电机壳体随负压吸盘82向上移动,以使发电机壳体与负压吸盘82脱离,发电机壳体滞留在限位框611内;当发电机壳体不合格时,搬运固定架81推动顶推块84同步向右滑动,顶推块84插入发电机壳体侧壁凹槽内,发电机壳体无法被夹紧块613夹紧固定,所述负压吸盘82在复位的过程中能够继续将发电机壳体自限位框611内吸附走。负压吸盘82再次将不合格发电机壳体放置到次品输送带3上,以使不合格发电机壳体被输送走。
实施例二
本实施例二在实施例一的基础上,还提供了潮流能发电用的永磁同步发电机装配生产线的生产工艺,包括如实施例一所述的潮流能发电用的永磁同步发电机装配生产线,且具体结构与实施例一相同,此处不再赘述。具体的潮流能发电用的永磁同步发电机装配生产线的生产工艺如下:
工作时,发电机壳体依次放置到上料输送带2上,上料输送带2驱动发电机壳体向检测台5方向移动,一个发电机壳体移动至下料工位时,所述限位气缸21驱动隔板22水平移动,以限位下一个发电机壳体向下料工位移动;
驱动电机73驱动所述转动板761周向转动,以使所述滑动柱762沿所述限位槽740水平滑动,所述滑动柱762通过所述固定块763驱动所述下支撑板752移动;
下支撑板752向右滑动时,带动所述搬运固定架81同步向右移动至发电机壳体上方,下支撑板752向下移动至负压吸盘82与发电机壳体相抵,继续向下移动,以使负压吸盘82吸附发电机壳体;此时下支撑板752开始向上并向左移动,以将上料输送带2上的发电机壳体搬运并放置到相邻的一个检测台5上,所述检测台5能够检测发电机壳体表面平整度是否合格;
所述负压吸盘82依次将发电机壳体从上料输送带2搬运至检测台5上,发电机壳体依次在每个检测台5上停留,以使检测台5能够多次多方向检测发电机壳体是否合格;
发电机壳体自第一个检测台5向第二检测台5移动时,下支撑架驱动搬运固定架81向下移动至负压吸盘82与发电机壳体相抵时,搬运固定架81继续向下移动以使伸缩柱83向上顶升,伸缩柱83顶推单向阀812打开,以使吸尘管813与负压管连通,所述吸尘管813能够吸附发电机壳体外侧壁上的粉尘;搬运固定架81每吸附搬运一次发电机壳体,即对发电机壳体外侧壁进行一次负压吸附粉尘的工作;
当发电机壳体检测不合格时,搬运固定架81水平移动至不合格发电机壳体放置在操作台4上后,驱动电机73驱动滑动柱762沿限位槽740竖直段继续向下移动,以使操作台4上的限位块41插入对应定位槽86内,搬运固定架81沿操作台4水平移动,以使顶推块84向发电机壳体侧壁移动,以将发电机壳体侧壁顶推处一凹槽;搬运固定架81将不合格发电机壳体自操作台4移动至次品输送带3上时,所述次品输送带3工作并将不合格发电机壳体向远离工作台1方向输送;
发电机壳体合格时,搬运固定架81将次品输送带3上的发电机壳体向转动盘61搬运;
当发电机壳体合格时,搬运固定架81推动顶推块84同步向右滑动,以使发电机壳体一端向夹紧块613移动以被夹紧固定块763夹紧固定,而夹取机械手62能够将转动盘61上的发电机壳体夹取放置到收料盒63上;
当发电机壳体不合格时,搬运固定架81推动顶推块84同步向右滑动,顶推块84插入发电机壳体侧壁凹槽内,发电机壳体无法被夹紧块613夹紧固定,所述负压吸盘82在复位的过程中能够继续将发电机壳体自限位框611内吸附走。
以上依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
Claims (8)
1.潮流能发电用的永磁同步发电机装配生产线,其特征在于,包括:
工作台(1)、上料输送带(2)、次品输送带(3)、操作台(4)、若干检测台(5)、堆码部(6)、搬运部(7)和若干搬运组件(8),所述工作台(1)呈箱式结构,所述上料输送带(2)固定在所述工作台(1)的一侧,所述上料输送带(2)适于输送发电机壳体;
所述次品输送带(3)固定在所述工作台(1)远离所述上料输送带(2)的一侧,所述次品输送带(3)适于输送不合格发电机壳体;
所述检测台(5)固定在所述工作台(1)上,且若干所述检测台(5)沿所述工作台(1)长度方向等间距设置;
所述操作台(4)固定在所述工作台(1)上,且所述操作台(4)设置在次品输送带(3)和检测台(5)之间,所述操作台(4)上设置有两限位块(41),所述搬运组件(8)下端开设有与限位块(41)相适配的定位槽(86);
所述搬运部(7)固定在所述工作台(1)上,且所述搬运部(7)设置在所述检测台(5)上方,若干所述搬运组件(8)固定在所述搬运部(7)侧壁,且所述搬运组件(8)的数量大于检测台(5)的数量,所述搬运组件(8)适于搬运发电机壳体;
所述堆码部(6)固定在所述工作台(1)靠近所述次品输送带(3)的一端,所述堆码部(6)适于收集堆叠合格发电机壳体;其中
工作时,搬运部(7)驱动搬运组件(8)水平移动,以将上料输送带(2)上的发电机壳体搬运至检测台(5)上,以检测发电机壳体是否合格;
同步的,搬运组件(8)将检测台(5)上的发电机壳体搬运至操作台(4)上;
发电机壳体被检测台(5)检测合格时,所述搬运组件(8)依次将操作台(4)上的发电机壳体搬运至次品输送带(3),此时次品输送带(3)停止输送工作,所述搬运组件(8)将次品输送带(3)上的发电机壳体搬运至堆码部(6);
发电机壳体被检测台(5)检测不合格时,所述搬运组件(8)将检测台(5)上的发电机壳体搬运至操作台(4),搬运部(7)驱动搬运组件(8)向下移动以使限位块(41)卡插入定位槽(86)内,搬运组件(8)向右滑动,以使搬运组件(8)侧壁顶推发电机壳体并将发电机壳体侧壁挤压出一凹槽;
搬运组件(8)将不合格发电机壳体搬运至次品输送带(3)上后,所述次品输送带(3)开始工作并将发电机壳体输送至集中收集;
所述搬运部(7)包括:两搬运立架(71)、固定板(72)、驱动电机(73)、限位板(74)和移动组件(75),两所述搬运立架(71)垂直固定在所述工作台(1)上,所述固定板(72)水平固定在两所述搬运立架(71)上端;
所述驱动电机(73)垂直固定在所述固定板(72)侧壁;
所述限位板(74)固定在所述固定板(72)远离所述驱动电机(73)的一侧,所述限位板(74)上开设有一限位槽(740),所述限位槽(740)呈圆弧状;
所述驱动电机(73)的转动轴贯穿所述固定板(72)和所述限位板(74);
所述驱动电机(73)的转动轴外壁套定有一联动组件(76),所述联动组件(76)与所述限位槽(740)相适配;
所述移动组件(75)上端固定在所述联动组件(76)上,若干所述搬运组件(8)等间距固定在所述移动组件(75)下端,所述移动组件(75)适于驱动所述搬运组件(8)夹取并搬运发电机壳体;其中
驱动电机(73)工作时适于所述联动组件(76)沿所述限位槽(740)滑动;
联动组件(76)沿所述限位槽(740)滑动时,所述联动组件(76)适于驱动所述移动组件(75)水平或竖直移动。
2.如权利要求1所述的潮流能发电用的永磁同步发电机装配生产线,其特征在于,
所述联动组件(76)包括:转动板(761)、滑动柱(762)、固定块(763)和定位块(764),所述转动板(761)一端套定在所述驱动电机(73)的转动轴外壁;
所述转动板(761)远离所述驱动电机(73)转动轴的一端开设有一移动槽(765),所述移动槽(765)沿所述转动板(761)长度方向设置;
所述滑动柱(762)可滑动的设置在所述移动槽(765)内,且所述滑动柱(762)与所述限位槽(740)相适配;
所述固定块(763)套定在所述滑动柱(762)远离所述驱动电机(73)的一端,且所述移动组件(75)固定在所述固定块(763)上;
所述定位块(764)固定在所述转动板(761)靠近所述移动槽(765)的一端,所述限位板(74)两端分别固定有一与所述定位块(764)相适配的信号块;其中
驱动电机(73)驱动所述转动板(761)周向转动时,所述转动板(761)通过所述滑动柱(762)沿所述限位槽(740)圆弧移动;
所述滑动柱(762)通过所述固定块(763)同步驱动所述移动组件(75)竖直或水平移动,以夹取并搬运发电机壳体移动。
3.如权利要求2所述的潮流能发电用的永磁同步发电机装配生产线,其特征在于,
所述移动组件(75)包括:上支撑板(751)、下支撑板(752)、两竖向滑轨(753)、横向滑轨(754)和移动板(755),所述上支撑板(751)固定在所述固定块(763)上;
所述横向滑轨(754)水平固定在所述固定板(72)侧壁,且所述横向滑轨(754)设置在所述限位板(74)下方,所述移动板(755)通过滑块与所述横向滑轨(754)滑动适配;
两竖向滑轨(753)垂直固定在所述上支撑板(751)的两端,所述下支撑板(752)垂直固定在两竖向滑轨(753)下端,所述搬运组件(8)固定在所述下支撑板(752)上;
所述竖向滑轨(753)通过滑块与所述移动板(755)滑动适配;
所述限位槽(740)包括两竖直段和水平段;其中
转动柱沿限位槽(740)竖直段滑动时,所述上支撑板(751)带动所述竖向滑轨(753)沿移动板(755)竖直移动,以使所述下支撑板(752)驱动所述搬运组件(8)竖直移动;
转动柱沿限位槽(740)水平段滑动时,所述上支撑板(751)带动所述移动板(755)沿横向滑轨(754)水平移动,以使所述下支撑板(752)驱动所述搬运组件(8)水平移动。
4.如权利要求3所述的潮流能发电用的永磁同步发电机装配生产线,其特征在于,
所述搬运组件(8)包括:搬运固定架(81)、负压吸盘(82)、伸缩柱(83)、顶推块(84)和两滑动板(85),所述搬运固定架(81)垂直固定在所述下支撑板(752)下端,所述搬运固定架(81)下端呈凹字型,且凹字型的开口朝下;
所述伸缩柱(83)可伸缩的设置在所述搬运固定架(81)下端,所述伸缩柱(83)内部中空,且所述伸缩柱(83)通过负压管与负压气泵连通;
所述负压吸盘(82)固定在所述伸缩柱(83)下端,且所述负压吸盘(82)与负压管连通;
所述顶推块(84)垂直固定在所述搬运固定架(81)下端左侧内侧壁;
两滑动板(85)分别可滑动的设置在所述搬运固定架(81)下端内侧;且一个滑动板(85)上开设有一与所述顶推块(84)相适配的通孔;
所述定位槽(86)开设在所述滑动板(85)下端;其中
搬运固定架(81)向下移动以使负压吸盘(82)与发电机壳体相抵时,所述负压吸盘(82)能够吸附发电机壳体并搬运发电机壳体随搬运固定架(81)移动;
当发电机壳体检测不合格时,搬运固定架(81)水平移动至不合格发电机壳体放置在操作台(4)上后,驱动电机(73)驱动滑动柱(762)沿限位槽(740)竖直段继续向下移动,以使操作台(4)上的限位块(41)插入对应定位槽(86)内,搬运固定架(81)沿操作台(4)水平移动,以使顶推块(84)向发电机壳体侧壁移动,以将发电机壳体侧壁顶推处一凹槽;
搬运固定架(81)将不合格发电机壳体自操作台(4)移动至次品输送带(3)上时,所述次品输送带(3)工作并将不合格发电机壳体向远离工作台(1)方向输送;
所述搬运固定架(81)上开设有两吸尘风道(811),两吸尘风道(811)对称设置在所述伸缩柱(83)的两侧,所述吸尘风道(811)与所述负压管连通;
所述吸尘风道(811)靠近所述伸缩柱(83)的端部设置有一单向阀(812);
所述搬运固定架(81)两侧壁开设有若干与所述吸尘风道(811)联动的吸尘管(813),所述吸尘管(813)的开口朝向发电机壳体;其中
下支撑架驱动搬运固定架(81)向下移动至负压吸盘(82)与发电机壳体相抵时,搬运固定架(81)继续向下移动以使伸缩柱(83)向上顶升,伸缩柱(83)顶推单向阀(812)打开,以使吸尘管(813)与负压管连通,所述吸尘管(813)能够吸附发电机壳体外侧壁上的粉尘。
5.如权利要求4所述的潮流能发电用的永磁同步发电机装配生产线,其特征在于,
所述堆码部(6)包括:转动盘(61)、夹取机械手(62)和收料盒(63),所述转动盘(61)可转动的设置在所述工作台(1)上,所述转动盘(61)上开设有若干收料工位;
所述夹取机械手(62)可滑动的设置在所述转动盘(61)上方,所述夹取机械手(62)适于夹取搬运发电机壳体;
所述收料盒(63)可滑动的设置在所述夹取机械手(62)下方,所述收料盒(63)适于承载发电机壳体;
所述下支撑板(752)靠近所述转动盘(61)的一端的搬运组件(8)为可滑动的;其中
负压吸盘(82)吸附并搬运发电机壳体至次品输送带(3)上后,当发电机壳体合格品时,次品输送带(3)停止输送发电机壳体;
可滑动的搬运组件(8)沿下支撑板(752)水平滑动并吸附发电机壳体搬运至转动盘(61)上;
可滑动的搬运组件(8)在将发电机壳体放置在转动盘(61)上并水平滑动的过程中能够再次检测是否有不合格发电机壳体放入转动盘(61)上。
6.如权利要求5所述的潮流能发电用的永磁同步发电机装配生产线,其特征在于,
每所述收料工位上设置有一限位框(611),所述限位框(611)的尺寸大于发电机壳体的尺寸,所述限位框(611)一端凸起设置有一与所述定位槽(86)相适配的凸起块(612);
所述限位框(611)远离所述凸起块(612)的一侧可滑动的设置有两夹紧块(613);其中
负压吸盘(82)搬运发电机壳体使其落入限位框(611)时,所述凸起块(612)插入所述定位槽(86)内,搬运固定架(81)沿所述下支撑板(752)水平向右滑动;
当发电机壳体合格时,搬运固定架(81)推动顶推块(84)同步向右滑动,以使发电机壳体一端向夹紧块(613)移动以被夹紧固定块(763)夹紧固定;
当发电机壳体不合格时,搬运固定架(81)推动顶推块(84)同步向右滑动,顶推块(84)插入发电机壳体侧壁凹槽内,发电机壳体无法被夹紧块(613)夹紧固定,所述负压吸盘(82)在复位的过程中能够继续将发电机壳体自限位框(611)内吸附走。
7.如权利要求6所述的潮流能发电用的永磁同步发电机装配生产线,其特征在于,
所述上料输送带(2)的一侧固定有一限位气缸(21),所述限位气缸(21)设置在所述上料输送带(2)的下料端,所述限位气缸(21)的活塞杆端部固定有一隔板(22),所述隔板(22)设置在所述上料输送带(2)上方,且所述隔板(22)与所述上料输送带(2)互相垂直;其中
上料输送带(2)驱动一个发电机壳体移动至下料工位时,所述限位气缸(21)驱动所述隔板(22)向上料输送带(2)移动,以限位下一个发电机壳体移动至下料工位。
8.潮流能发电用的永磁同步发电机装配生产线的生产工艺,其特征在于,包括如权利要求7所述的潮流能发电用的永磁同步发电机装配生产线,
工作时,发电机壳体依次放置到上料输送带(2)上,上料输送带(2)驱动发电机壳体向检测台(5)方向移动,一个发电机壳体移动至下料工位时,所述限位气缸(21)驱动隔板(22)水平移动,以限位下一个发电机壳体向下料工位移动;
驱动电机(73)驱动所述转动板(761)周向转动,以使所述滑动柱(762)沿所述限位槽(740)水平滑动,所述滑动柱(762)通过所述固定块(763)驱动所述下支撑板(752)移动;
下支撑板(752)向右滑动时,带动所述搬运固定架(81)同步向右移动至发电机壳体上方,下支撑板(752)向下移动至负压吸盘(82)与发电机壳体相抵,继续向下移动,以使负压吸盘(82)吸附发电机壳体;此时下支撑板(752)开始向上并向左移动,以将上料输送带(2)上的发电机壳体搬运并放置到相邻的一个检测台(5)上,所述检测台(5)能够检测发电机壳体表面平整度是否合格;
所述负压吸盘(82)依次将发电机壳体从上料输送带(2)搬运至检测台(5)上,发电机壳体依次在每个检测台(5)上停留,以使检测台(5)能够多次多方向检测发电机壳体是否合格;
发电机壳体自第一个检测台(5)向第二个 检测台(5)移动时,下支撑板(752)驱动搬运固定架(81)向下移动至负压吸盘(82)与发电机壳体相抵时,搬运固定架(81)继续向下移动以使伸缩柱(83)向上顶升,伸缩柱(83)顶推单向阀(812)打开,以使吸尘管(813)与负压管连通,所述吸尘管(813)能够吸附发电机壳体外侧壁上的粉尘;搬运固定架(81)每吸附搬运一次发电机壳体,即对发电机壳体外侧壁进行一次负压吸附粉尘的工作;
当发电机壳体检测不合格时,搬运固定架(81)水平移动至不合格发电机壳体放置在操作台(4)上后,驱动电机(73)驱动滑动柱(762)沿限位槽(740)竖直段继续向下移动,以使操作台(4)上的限位块(41)插入对应定位槽(86)内,搬运固定架(81)沿操作台(4)水平移动,以使顶推块(84)向发电机壳体侧壁移动,以将发电机壳体侧壁压出一凹槽;搬运固定架(81)将不合格发电机壳体自操作台(4)移动至次品输送带(3)上时,所述次品输送带(3)工作并将不合格发电机壳体向远离工作台(1)方向输送;
发电机壳体合格时,搬运固定架(81)将次品输送带(3)上的发电机壳体向转动盘(61)搬运;
当发电机壳体合格时,搬运固定架(81)推动顶推块(84)同步向右滑动,以使发电机壳体一端向夹紧块(613)移动以被夹紧固定块(763)夹紧固定,而夹取机械手(62)能够将转动盘(61)上的发电机壳体夹取放置到收料盒(63)上;
当发电机壳体不合格时,搬运固定架(81)推动顶推块(84)同步向右滑动,顶推块(84)插入发电机壳体侧壁凹槽内,发电机壳体无法被夹紧块(613)夹紧固定,所述负压吸盘(82)在复位的过程中能够继续将发电机壳体自限位框(611)内吸附走。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210471898.5A CN114726166B (zh) | 2022-04-29 | 2022-04-29 | 潮流能发电用的永磁同步发电机装配生产线及生产工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210471898.5A CN114726166B (zh) | 2022-04-29 | 2022-04-29 | 潮流能发电用的永磁同步发电机装配生产线及生产工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114726166A CN114726166A (zh) | 2022-07-08 |
| CN114726166B true CN114726166B (zh) | 2023-03-24 |
Family
ID=82245597
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210471898.5A Active CN114726166B (zh) | 2022-04-29 | 2022-04-29 | 潮流能发电用的永磁同步发电机装配生产线及生产工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114726166B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116161371B (zh) * | 2023-04-26 | 2023-07-14 | 中科摩通(常州)智能制造股份有限公司 | 一种热泵生产用eol检测系统及其检测方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101870804B1 (ko) * | 2017-01-17 | 2018-06-25 | 주진 | 한 장씩 블랭킹된 낱장을 소정 매수씩 적층 및 정렬하여 컨베이어로 배출하는 장치 |
| WO2021104044A1 (zh) * | 2019-11-26 | 2021-06-03 | 华为技术有限公司 | 一种挂线装置及记忆合金马达生产线 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6823502B2 (en) * | 2002-12-31 | 2004-11-23 | Lsi Logic Corporation | Placement of configurable input/output buffer structures during design of integrated circuits |
| JP2018057111A (ja) * | 2016-09-27 | 2018-04-05 | 東芝プラントシステム株式会社 | 発電機ロータ取り外し方法、発電機取り付け方法、タービン建屋および発電機基礎台 |
| CN206878648U (zh) * | 2017-07-07 | 2018-01-12 | 江苏上骐集团有限公司 | 一种两侧端盖等电位的永磁直流电动机 |
| CN108880134B (zh) * | 2018-08-17 | 2023-09-08 | 浙江巨龙自动化设备股份有限公司 | 永磁电机装配生产线 |
| CN209375392U (zh) * | 2018-12-19 | 2019-09-10 | 深圳市科羽鑫自动化设备有限公司 | 一种全自动三件组立机总装配体 |
| CN111355350B (zh) * | 2020-03-25 | 2021-12-03 | 江苏钜辉电力设备有限公司 | 一种防共振伺服电机转子的自动装配生产线及装配方法 |
| CN214440982U (zh) * | 2020-09-25 | 2021-10-22 | 苏州富强科技有限公司 | 一种自动检测设备 |
| CN112605648B (zh) * | 2020-11-23 | 2022-07-22 | 中山睿钢五金科技有限公司 | 一种电机部件自动化装配生产线及其生产装配方法 |
| CN214516132U (zh) * | 2021-03-30 | 2021-10-29 | 常州宝捷冲片有限公司 | 一种定转子压装检测设备 |
| CN114142687B (zh) * | 2021-11-19 | 2023-04-18 | 深圳市稳定机械有限公司 | 一种微型电机生产线 |
-
2022
- 2022-04-29 CN CN202210471898.5A patent/CN114726166B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101870804B1 (ko) * | 2017-01-17 | 2018-06-25 | 주진 | 한 장씩 블랭킹된 낱장을 소정 매수씩 적층 및 정렬하여 컨베이어로 배출하는 장치 |
| WO2021104044A1 (zh) * | 2019-11-26 | 2021-06-03 | 华为技术有限公司 | 一种挂线装置及记忆合金马达生产线 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114726166A (zh) | 2022-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208103189U (zh) | 音圈马达自动检测装置 | |
| CN113466255B (zh) | 一种芯片检测设备 | |
| CN209698378U (zh) | 手机电池自动组装机 | |
| CN114726166B (zh) | 潮流能发电用的永磁同步发电机装配生产线及生产工艺 | |
| CN210477810U (zh) | 一种中空管覆膜设备 | |
| CN113182212A (zh) | 电路板视觉检测机构及其检测方法 | |
| CN113044549A (zh) | 一种全检包装一体机 | |
| CN108381141B (zh) | 一种自动装配上下扣件设备 | |
| CN215034536U (zh) | 一种电池片划片装置及串焊机 | |
| CN112207547A (zh) | 循环压钉设备 | |
| CN209774123U (zh) | 一种薄片工件连续上料机构 | |
| CN209072641U (zh) | 一种摄像头模组自动检测机 | |
| CN213827858U (zh) | 循环压钉设备 | |
| CN113433070B (zh) | 一种双通道芯片检测设备 | |
| CN212096233U (zh) | 多面体零件取料机构 | |
| CN214776890U (zh) | 一种全检包装一体机 | |
| CN213053403U (zh) | 一种芯片自动焊接机用芯片插接装置 | |
| CN214322457U (zh) | 一种服务器硬盘自动锁螺丝机 | |
| CN108513533B (zh) | 一种用于模组电路板的螺丝锁付设备 | |
| CN214975829U (zh) | 一种振动上料式图像识别检测系统 | |
| CN206444912U (zh) | 太阳能电池片色差及缺陷检测分选机 | |
| CN212173776U (zh) | 一种自动插片机 | |
| CN218968189U (zh) | 一种分板设备 | |
| CN211839116U (zh) | 一种换向器检测设备 | |
| CN217775879U (zh) | 一种太阳能电池激光刻槽装置及太阳能电池加工设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |