CN1141020A - 滤色片及其印刷方法 - Google Patents
滤色片及其印刷方法 Download PDFInfo
- Publication number
- CN1141020A CN1141020A CN94194754A CN94194754A CN1141020A CN 1141020 A CN1141020 A CN 1141020A CN 94194754 A CN94194754 A CN 94194754A CN 94194754 A CN94194754 A CN 94194754A CN 1141020 A CN1141020 A CN 1141020A
- Authority
- CN
- China
- Prior art keywords
- ink
- pattern
- cylinder
- printing
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/20—Filters
- G02B5/22—Absorbing filters
- G02B5/223—Absorbing filters containing organic substances, e.g. dyes, inks or pigments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F17/00—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/14—Multicolour printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/14—Multicolour printing
- B41M1/20—Multicolour printing by applying differently-coloured inks simultaneously to different parts of the printing surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/26—Printing on other surfaces than ordinary paper
- B41M1/34—Printing on other surfaces than ordinary paper on glass or ceramic surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/003—Printing processes to produce particular kinds of printed work, e.g. patterns on optical devices, e.g. lens elements; for the production of optical devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0072—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using mechanical wave energy, e.g. ultrasonics; using magnetic or electric fields, e.g. electric discharge, plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/10—Intaglio printing ; Gravure printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2200/00—Printing processes
- B41P2200/10—Relief printing
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
- G02F1/133509—Filters, e.g. light shielding masks
- G02F1/133514—Colour filters
- G02F1/133516—Methods for their manufacture, e.g. printing, electro-deposition or photolithography
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S101/00—Printing
- Y10S101/43—Machines printing by both intaglio and another type of printing means
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Plasma & Fusion (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Optical Filters (AREA)
- Printing Methods (AREA)
Abstract
本发明涉及制作液晶显示板滤色片的方法和设备。当多彩油墨图案处于可变形状态时将其沉积在一片基上,沉积期间将其压平,随后通过沉积期间的固化干燥保持印刷网点变形后更均匀的形状。最好在收集滚筒上形成转印层。然后将多个彩色油墨图案(最好是由具有多个图案的单个图案滚筒上)转印至收集滚筒,以形成将成为滤色片的多彩图像。然后将该多彩图像转印至片基上。
Description
发明领域
本发明涉及一种液晶显示板的滤色片,尤其涉及一种有源矩阵显示板和生产这种滤色片的方法。
背景技术
市场上出现小尺寸液晶显示器(LCD)已有二十多年了。近年来的进步在于开发笔记簿和台式计算机中使用的大尺寸和高分辨率的显示器。这种LCD板,尤其是彩色LCD板用于平型屏幕的电视机、投影电视系统和摄象录象机取景器等,预计将来还会有更多的应用。
这类显示板可采取两种形式:无源矩阵液晶显示器和有源矩阵液晶显示器(AMLCD)。无源矩阵显示器在对面的玻璃板上使用成垂直条形阵列图案的透明电极。位于玻璃板之一内表面上的红、绿和蓝滤色片提供全色显示。无源矩阵显示比AMLCD容易制造,但其性能受到很大限制。
有源矩阵液晶显示器的制造包含若干步骤。第一步是制备前玻璃板,包括将滤色片单元沉积在诸如玻璃等合适的片基上。滤色片的沉积一般包括将黑色矩阵图案和三原色(红、绿和蓝)图案沉积在黑色矩阵勾出的空间内。例如,在笔记簿计算机的应用中,每个彩色单元的宽度一般为70至100微米,长度一般为200至300微米。通过在滤色片单元上沉积一层透明的导电层,完成前玻璃片基的制作。在第二步中,用一分立(后面)的玻璃板形成薄膜晶体管或二极管,以及金属互连线。每个晶体管对显示板中的单个彩色象素起通/断开关的作用。最后第三步是组合这两块板,包括将液晶材料注入两块板之间,以形成液晶晶格(cell)。
理想地,在LCD显示器中,一般为铟锡氧化物(ITO)的透明导电层应尽可能的光滑,以确保通电连续。另外,玻璃片基或涂层厚度的任何变化都会在最后的显示中产生可见的缺陷。因此,使填入前后板缝隙中的液晶层在整个显示器范围内尽可能均匀也是很重要的。由于形成前板的玻璃片基本身是一个对边平行且相当平整的部件,所以厚度的变化通常是在沉积滤色片阵列的工艺过程中产生的。因此,由于一旦获得厚度均匀的滤色片/片基复合材料,沉积光滑ITO层的过程和前板与后板结合时获得均匀晶格空隙的过程就会相当顺利,所以希望沉积上表面光滑并且厚度尽可能均匀的滤色片图案。为此,由于照相平版印刷法能形成均匀的彩色阵列,所以目前在形成滤色片的印刷技术中,照相平版印刷技术是最佳的。但是,至今为止,包括照相平版印刷法的所有沉积方法本身还不能沉积足够光滑的彩色图案。因此,通常在彩色图案上加一层平面层,以减缓沉积过程引起的涂层光滑度或厚度均匀性的不足。透明平面层还用于防止离子在ITO和彩色图案层之间来回迁移。平面层也应该尽可能的光滑和平整。
为了便于沉积平整的平面层,希望彩色图案光滑、平整,并且基本平行于玻璃片基的下表面。另外,由于图案的厚度如果变化,发射光的强度也将变化,所以截面积均匀的彩色图案才有希望获得最佳的显示对比度和彩色性能。
目前用于制作滤色片的一种方法是照相平版印刷法,该方法用分立的步骤沉积滤色片中的每一个彩色图案。如上所述,由于照相平版印刷法可以沉积人们希望的更加平整的矩形截面积,所以过去照相平版印刷法曾经是沉积滤色片的较佳方法,尤其在与诸如无水平印、凹印和活版印刷术等油墨印刷方法相比时。另一方面,由于表面张力的影响,印刷墨点一般具有顶部较圆或三角形的截面。另外,在一般印刷过程中,由于在滚筒(roll)至滚筒或滚筒至片基的转印期间,油墨会弄湿两个表面,所以所述转印期间油墨会在一定程度上粘裂。这会进一步会使墨点厚度不均匀,尤其对于粘着性较高的油墨。当由此产生的墨点沉积在片基上并固化时,其截面形状不均匀,从而产生一个用平面层也难以缓解的不均匀表面。另外,由于不同彩色图案间的对准是通过光学而非机械的方法来实现的,并且光学方法本质上较为精确,所以照相平版印刷方法显示出固有的高精度。鉴于所有这些原因,早期平板型显示器领域中的各工种工人都认为印刷方法对于制造LCD板的滤色片是劣等的。
例如,Ueyama等作者在SEMI-SEMICON/West 92国际平板型显示器会议专集B第41-59页,“液晶显示器的滤色片”一文中,阐明虽然印刷方法较便宜,但油墨印刷方法的精度不足以可靠地制作高质量的彩色滤色片部分。如同上文所提及的那样,该文也指出,主要由于印刷点的截面成圆形,所以与照相平版印刷法相比,其印刷方法在质量上处于劣等。
K.Mizuno和S.Okazaki在1991年11月日本应用物理杂志第30卷第118册第3313-3317页,建议通过下述工艺过程来产生滤色片,即在转印至片基之前,先在转印(传印)滚筒上连续制作油墨图案,并在紫外光(UV)的照射下干燥。每个干燥的彩色油墨图案单独转印至涂有粘着层的玻璃片基。美国专利第4,445,432号和第4,549,928号阐述了其他一些印刷方法。
不幸的是,上述所有技术产生的墨点都具有传统的圆形或三角形截面。故希望开发一种能产生更适于滤色片应用的更光滑更均匀的墨点。
另外,在制造LCD显示器期间,滤色片阵列一般要经历急剧加热和处理步骤。例如,一般为铟锡氧化物的透明导电层通常被真空喷涂在滤色片阵列板上,这常常在温度上升至250℃时进行,时间长达一小时或更长。另外,通过在压力下用可热固的粘着剂层压前后玻璃板,来装配液晶材料,该过程一般要求温度超过200℃。不是所有的材料都能承受如此高温的。
美国专利第4,445,432号和第4,549,928号中揭示的印刷技术使用压敏热熔的油墨,它们由加热的凹版滚筒印刷。油墨在传印表面上充分冷却,使粘聚强度足以在传印滚筒和收集滚筒(collectorroll)之间和收集滚筒和片基之间转印100%的油墨。在某些方面,热熔性油墨不如辐射干燥型油墨理想。例如,映象或印品转印表面温度略有变化会导致对准定位的偏差。另外,辐照于200-250℃温度下是用来沉积透明电极的喷涂过程中常有的情况,这会使传统的热熔性油墨发生变形、氧化和挥发。
希望提供具有良好分辨率和定位质量高且厚度均匀的油墨滤色片阵列,并且比现有滤色片阵列的制作容易且成本低。还希望提供能够承受制造液晶显示器时需经历的加热和处理步骤的滤色片阵列单元。
发明内容
本发明涉及液晶显示器的滤色片,和用于制造这种滤色片的方法和设备。
在本发明的一个方面,用油墨形成滤色片,并当油墨仍处于可塑变形状态时,压扁油墨以提高印刷墨点厚度的均匀性。由此,墨点将获得更光滑、顶部更平整,并且厚度和截面均匀的形状。该较光滑、厚度较均匀的形状可用各种技术来保持,例如如下所述,在挤压时固化油墨,利用保护转印层,或者两者都用。
在本发明的一个方面,挤压变形发生在多彩滤色片图像向片基转印期间。油墨最好在其被挤压转印至片基的同时干燥。例如,可以通过使用辐射干燥型油墨和透过透明处理滚筒(或透明片基)射出射线,或者通过在转印点(比如,在转印滚筒与片基形成的压印线处)发射射线,来实现这种同时干燥。
本发明还涉及一种用于制作滤色片的方法,该方法包括:提供一透明转印层;将多个彩色油墨图案沉积在所述转印层上,以形成彩色油墨图案/转印层的复合物,油墨图案具有足够的粘性可以变形;并且将所述复合物转印至片基上,致使所述彩色油墨图案接触片基,并在转印时使油墨图案变形,使其厚度比所述转印前更均匀。更光滑。用这种方法,可使油墨沉积,直接与片基接触。由此,与片基接触的彩色油墨表面将与片基表面吻合。如果片基是平的,那么与片基接触的油墨表面也将是平的。变形步骤最好与转印步骤同时发生。最好在挤压转印步骤的同时使油墨干燥,这将有利于保持表面平整或光滑。
本发明的另一方面涉及一种制作液晶显示器滤色片的方法,该方法包括:用单一的沉积步骤将多彩的热塑性油墨图案沉积在透明片基上,在所述沉积期间所述多彩油墨图案可永久变形;并且提高所述油墨图案的粘性或粘度。在沉积前和/或沉积期间进行冷却可以提高粘性或粘度,以便油墨图案转印成为一个整体膜。由此可以避免片基与转印表面间的粘裂。使热塑性油墨变形,成为比沉积至片基前更光滑、厚度更均匀的涂层。该变形最好通过向片基上的挤压转印来实现。最好在向片基上沉积期间或之后作进一步的冷却,以保持整平后的形状。更好的方法是,使用活性的热塑性油墨,并在向片基上沉积期间或之后使油墨干燥。
本发明还涉及一种制作液晶显示器滤色片的方法,该方法包括:用单一的沉积步骤将多彩的辐射干燥型油墨图案沉积在透明片基上;并且提高油墨图案的粘性或粘度。在沉积前和/或沉积期间通过辐射干燥曝光可以提高粘性或粘度,以便油墨图案转印成为一个整体膜。由此可以避免片基与转印表面间的粘裂。最终的固化最好发生在向片基沉积时。
本发明的另一方面涉及一种用于制作滤色片的方法,该方法包括:按顺序使收集滚筒滚过多个产生图案的表面或板,至少在一些产生图案的表面或板上具有不同的彩色油墨,从而在收集滚筒上形成多彩油墨图案;并且将多彩图案转印至片基上。图案版可以是用来印刷的凸面型板(例如活版印刷)、凹面型板(例如凹版或无水平版印刷)、基本上平的版(例如典型的平版印刷工艺),或印刷用的任何其他的图像版或混合版组合,只要它们能形成转印至收集滚筒上油墨图案。收集滚筒可以是圆筒形的,在这种情况下,可把图案版成行放在台上,或者放在旋转台的周边上,各板按顺序被转向圆柱体。收集滚筒还可以是圆锥形的,并且将图案版放在台的周围,使台或收集滚筒相对另一个移动,以使收集滚筒按顺序滚过各版。
本发明的另一方面涉及一种用于形成滤色片的方法,该方法包括:提供一个能形成油墨图案的图案滚筒;使图案滚筒沾上多种彩色的油墨;并且将彩色油墨从图案滚筒转印至片基。
本发明的另一方面涉及一种用于形成滤色片的方法,该方法包括:提供一个能形成油墨图案的图案滚筒;使图案滚筒沾上多种彩色的油墨;将彩色油墨从图案滚筒转印至片基,以至少形成一个多彩油墨图案;并且将所述至少一个多彩油墨图案从收集滚筒转印至片基上。类似于上述讨论的图案版,图案滚筒可以是任何类型的能从着墨滚筒上有选择地接受油墨以形成油墨图案的图案滚筒。因此,例如图案滚筒可以具有凸型图案(在活版印刷工艺的情况下)或者凹型图案(在凹版印刷或无水平版印刷工艺的情况下),或者图案滚筒可以是平的并适于在选定的区域内接受油墨(在平版印刷的情况下)。最好在接受彩色油墨图案前将转印层加至收集滚筒上,并且将转印层和彩色油墨图案都转印到片基上,致使油墨图案与片基接触。
本发明还涉及一种用于制作滤色片的印刷设备,该设备包括:一个能产生多个油墨图案的图案滚筒。图案滚筒上的每个图案与滤色片阵列的不同颜色对应。图案滚筒周围放有多个着墨滚筒,用于将油墨加至图案滚筒,并且收集滚筒与图案滚筒相邻,用于从图案滚筒接受不同颜色的油墨,以形成至少一个多彩油墨图案。
在一制作液晶显示器滤色片的较佳实施例中,图案滚筒上每个独立的图案从具有不同彩色油墨的各个着墨滚筒上接受一种单独的彩色油墨。然后,按顺序将不同颜色的图案加至收集滚筒,以形成多彩油墨图案。最好在接受彩色油墨之前将一透明转印层加至收集滚筒上,以在向片基转印时帮助墨点变形。这种透明转印层最好从那些对所用油墨有良好吸湿度(good wetability)的材料中选取。最好将转印层加至收集滚筒上,形成厚度均匀的涂层,并且立即固化以保持厚度均匀。在一较佳实施例中,为了制作液晶产品的滤色片阵列,收集滚筒能接受多种多彩图案。
本发明的另一方面涉及用上述方法和设备制作的滤色片。例如通过在向片基挤压转印期间将墨点图案整平,滤色层的厚度将基本均匀,比以前用油墨印刷技术所能想象的更光滑,更均匀。由此,在整个滤色片范围内,从平面层顶部至片基底部的距离也将更均匀。
本发明还涉及一种包括诸如ITO透明导电层的滤色片,导电层直接沉积在滤色层上。由于本发明的各种方法能够沉积膜的厚度非常均匀的滤色片阵列,所以在某些情况下可将透明导电层直接沉积在滤色片阵列上。
本发明的另一方面涉及一种滤色层部分,该部分实质上由具有大致均匀彩色图案层的固化滤色层构成。这可以是一种无限卷绕(infinite roll)的材料。另一种方法是,滤色层实质上由具有固化滤色层的透明辅助材料构成,所述滤色层具有大致均匀的彩色图案层。可以在一次制造过程中制造该部分,随后靠适当的粘性使其附着在适当的片基上。
上述本发明各方面所包含的方法和设备与现有的用于制作滤色片的系统相比有许多优点。例如,用单一的沉积步骤沉积这种多彩油墨图案便于将多彩油墨图案对准定位在片基上。
通过利用印刷技术并使墨点变形,使其厚度更为均匀,比如可在向片基上转印的同时压扁油墨来实现,便可用印刷方法沉积厚度均匀的彩色点状图案。在向片基上转印的同时或之后不久(例如在使用活性的热熔热塑性油墨的情况下)使油墨干燥,这将有利于保持变形获得的均匀厚度。将多彩油墨图案沉积在转印层上以形成转印层/油墨图案复合层,并且将复合层转印至片基上,从而使油墨图案与片基接触,这也将有利于保持均匀的厚度。由此,将油墨夹在转印层和片基之间,并将获得顶部更平整、截面厚度均匀的形状。转印层也有优点,它可以起平面层的作用。但是,与在一随后的沉积步骤中进行整平过程的一般工艺过程不同,在本发明中,则不需要随后的步骤。
用上述多图案印刷滚筒设备可提高对准定位精度。垂直安装特殊的印刷设备,即在端部支撑印品滚筒的轴,将更有利于印刷过程。
综上所述,现在可用油墨印刷技术进行沉积制成能与照相平版印刷技术的质量和精度相媲美的滤色片图案,同时避免了照相平版印刷技术化费大和复杂的缺点。从以下的详细描述中本领域的技术人员将清楚本发明的其他优点。
附图概述
图1A-1C示意图,示出了已有技术和本发明印刷墨点的截面。
图2是依据本发明将多彩油墨图案印至片基上的设备的示意图。
图2A是图2中收集滚筒与片基间接触面积的放大图。
图3是依据本发明用于印制多彩油墨图案的另一设备的示意图。
图4是依据本发明用于印制多彩油墨图案的纵向固定印刷设备的示意图。
图5是依据本发明用于印制多彩油墨图案的印刷设备的示意图,其中圆筒形收集滚筒在图案平版上移动。
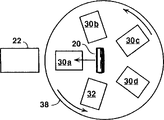
图6是依据本发明用于印制多彩油墨图案的印刷设备的示意图,其中圆筒形收集滚筒在按沿台上圆形轨迹布置的图案平版上移动。
图7依据本发明用于印制多彩油墨图案的印刷设备的示意图,其中圆锥形收集滚筒在沿台上按圆形轨迹布置的图案平版上移动。
图8是本发明的另一印刷设备。
图9是图8中印刷设备的局部侧视图。
图10是本发明的另一印刷设备。
图11是图10中印刷设备的局部侧视图。
本发明的最佳实施方式
本发明涉及各种用于制造和印刷液晶显示系统中滤色片上高质量油墨图案的方法和设备。印上的油墨被变形和整平,与用现有方法可能获得的油墨截面相比更光滑,厚度更均匀。
油墨印刷工艺过程一般使用表面相当光滑的转印滚筒(即不能制作油墨图案),它从图案滚筒接受油墨图案。图案滚筒是一种能从着墨滚筒上有选择地接受油墨来制作油墨图案的滚筒,例如它可以是凹版印刷、活版印刷、轮转丝网印刷、平版印刷、无水平版印刷或柔性版印刷(flexographic)滚筒。当如图1B和图1C中的墨点7a所示,当初始将油墨从图案滚筒沉积在转印滚筒6上时,每个墨点的截面将是圆形或三角形的。常规的印刷操作在片基上形成的油墨截面形状类似于图1A中墨点7b所示的形状。如图1B和图1C中墨点7c所示,在本发明中,当油墨仍可塑卞形时,压扁油墨,使三角形截面变平,即形成厚度均匀光滑并具有一平顶的墨点。利用该技术,可大大改善制作滤色片阵列的油墨彩点厚度的均匀性。
除了使油墨变形外,转印期间或转印后不久还应使油墨充分硬化,以永久地保持整平后的墨点形状。例如,这可以通过使用辐射干燥型油墨并在固化工位8处进行挤压转印的同时固化该油墨来实现。辐射干燥型油墨一般在UV(一般大约为200-400纳米)和可见光(大约为400-700纳米)下干燥。
如图1C所示,在另一实施例中,墨点平整过程首先在适当的表面(在图1C中所述适当表面为收集滚筒)上形成一透明转印层9,然后将多彩油墨滤色片图案沉积在透明转印层9上。在一较佳实施例中,透明转印层9由辐射可干燥型材料构成,并且在接受构成多彩图案的油墨之前被干燥在收集滚筒上。接着,通过将油墨夹在转印层9和片基之间使多彩阵列变形。因此,转印层与多彩油墨图案一起被印在片基22上,致使多彩油墨直接与片基表面接触。用这种方法,可将柔软可变形的墨点压扁在两个光滑质硬的表面之间。由于油墨沉积在片基上后,透明层覆盖在多彩油墨图案上,所以透明层为保持挤压转印产生的平整墨点形状提供了极大的便利。另外,由于透明层覆盖在墨点上,所以它还起到了平面或保护层的作用。在这方面,本发明与现有技术相反,在现有技术中,首先将滤色片阵列沉积在片基上,接着再覆盖平面层。最好是在光滑位置8处进行挤压转印的同时使墨点干燥。
透明层被沉积在转印滚筒或转印衬垫上,成为一层薄膜,厚度一般薄于10微米。对透明层有用的材料不仅包括那些平面层常用的,而且包括诸如脂肪族聚氨酯、甲基丙烯酸酯、丙烯酸酯、环氧、聚酯等聚合物。透明层的较佳材料是辐射干燥型丙烯酸酯材料,诸如辐射干燥型环氧丙烯酸酯。另一种方法是,透明层可以采用表面相当硬的片基,例如象玻璃这种热固性或热塑性聚合物层。当然,如果印品滚筒将被用来沉积多彩薄膜,那么这种硬表面片基应当具有相当的柔性。一种此类材料是微型玻璃片(glass microsheet),其厚度一般大约从0.03至0.14毫米。因此例如,可将每个不同的彩色油墨图案涂在一片玻璃片上,形成一个多彩图像,然后使该图像与另一片玻璃片接触,形成夹在两片玻璃片之间的彩色阵列,其中一片玻璃片起片基的作用,另一片起保护层或平面层的作用。
图2简要示出了依照本发明的一个方面用于印刷液晶显示器滤色片阵列的油墨印刷设备10。如图所示,设备10有四个上墨工位11。其中三个工位(11b,11c,11d)提供基本的红、绿和蓝色点,而一个工位(11a)提供彩色点周围的黑色矩阵。
如图所示,每个上墨工位11a-11d都包括一个供墨容器12、一个具有图案表面的加热凹版滚筒14、一个转印滚筒18和一个刮墨刀16。另一种方法是,用活版印刷或柔性印刷图案的滚筒及其合适的着墨滚筒来代替凹版滚筒14和转印滚筒18,并且按需要使用更多或更少的上墨工位。每个凹版图案滚筒14上都有刻有一个特殊的图案。每个凹版滚筒上的图案设计都会在滤色片中形成特殊彩点的所需图案。
在每个上墨工位11处,油墨被加至凹版滚筒14上,并用刮刀16刮平。然后,使每个彩色图案与其相应的转印滚筒18紧密接触,从而将着色的油墨图案转印至转印滚筒18上。接下来使每个转印滚筒18上的彩色图案与收集滚筒20接触。这时,油墨图案从每个转印滚筒18转印至收集滚筒20上。如图2所示,最好在使用凹版型滚筒时,使用具有热熔压敏粘着特性的油墨,以便例如当上墨工位11a将黑色矩阵沉积在收集滚筒20上时,黑色矩阵图案足够硬,不会被转印回到以下的转印滚筒18上。当然,可以使用辐射干燥型油墨,在这种情况下,这类油墨必须部分干燥,以避免转印回到以下的转印滚筒上。
上墨工位11a、11b、11c和11d按顺序将其各自的黑色矩阵和彩色油墨图案沉积在收集滚筒20上,从而在收集滚筒20上形成多彩的油墨图案。然后,使片基22与收集滚筒20接触,并用一次转印步骤将多彩油墨图案转印至片基22上。用这种方法,将多彩油墨图案和黑色矩阵沉积到片基上的过程只需要在收集滚筒和片基之间进行一次对准定位。这不同于已有技术的方法,已有技术一般用四次不同的沉积将滤色片图案沉积在片基上,因此需要与片基作四次分立的对准定位。
在一个步骤中转印完整的多彩图案有若干好处。首先,由于将多彩油墨图案从收集滚筒沉积至片基上只需要一次对准定位,所以便于片基对滤色片精确对准定位。另外,可在转印前检查整个多彩图像的缺陷
例如,在图2所示的实施例中,检查工位27检查多彩图像,其中检查工位27可以使用例如图像分析或激光扫描型检查系统。如果检查时多彩图像通过了有关合适滤色片的判别,那么移动片基使之与收集滚筒接触,并将多彩图像收集在片基上。如果多彩图案未通过检查,那么它不与片基接触,并且在一合适的清洗工位例如清洗滚筒31处,将油墨图案从滚筒上清洗掉。由于液晶显示器所用的片基材料非常昂贵,所以在转印片基前能检查多彩图案实质上意味着成本的节约。
多彩矩阵的沉积最好发生在从收集滚筒20至片基22的挤压转印过程中。如上所述,最好通过在挤压转印的同时使油墨干燥来保持挤压转印产生的更均匀的墨点形状。因此,对于这些实施例,将油墨配制成可辐射干燥的,不考虑油墨在未干燥(未交联)的状态下是否还具有热熔热塑性能。在图2所示的实施例中,干燥工位23是一透明滚筒23,它能辐射射线,适于干燥所用的特殊油墨。例如,干燥滚筒23中有一个紫外线(200-400μm)或可见光(400-700μm)辐射源,从而可以发出紫外线或可见光的射线。因此,干燥工位23处的滚筒或者收集滚筒20可由透明玻璃或塑料外壳构成,并覆一层清洁的硅氧烷。这可使干燥射线到达油墨。另一种方法是,从滚筒外部发出射线,使油墨暴露在射线下,例如将射线对准由滚筒和片基形成的压印线。虽然这种干燥可以用通常的辐照灯辐射干燥来完成,但也可以用激光器,经反射镜引导使油墨充分干燥(交联)。如图2A中压平部分所示(为图示清楚有所夸大),为了在沉积到片基上时能靠干燥滚筒23使墨点在变形后的状态下干燥,在某特定的滚筒转速下,收集滚筒和片基间接触面的表面积必须足够大,以便在墨点仍处于压平状态时就有适量的油墨干燥。该接触面称为“脚”,长度一般约5至25毫米的玻璃上接触面。
如上所述,在一较佳实施例中,为了便于保持墨点被整平的形状,如以上对图1C的描述,可使用一转印层。例如,在图2中,在接受多彩油墨图案前,转印层施加滚筒25将一厚度相当均匀的透明转印层加至收集滚筒20上。透明转印层加至收集滚筒上后直接在干燥工位26处干燥。如图2所示,干燥工位26采用干燥滚筒26的形式,类似于干燥滚筒23。除了干燥作用以外,如果需要,滚筒26还可进一步使转印层光滑平整,厚度均匀。干燥工位26可以根据转印层所用的材料使用紫外线、红外线或其他射线。如果转印层在沉积至收集滚筒上时足够光滑,那么干燥工位26可以只是常规的辐照灯。转印层干燥后,将多彩油墨图案加印至转印层上。然后,如图1C最佳显示,转印层和多彩油墨图案一起被印至片基22上。虽然如上所述将图1C中的转印层沉积在收集滚筒20上,但它也可以形成在另一种合适的转印面比如转印衬垫上,或者转印层还可以是具有硬表面的片基,比如塑料或玻璃片。
多彩油墨图案最好在向片基挤压转印的同时干燥。另一种方法是,利用上述转印层将油墨沉积在片基上,多彩图案被转印到片基上后,油墨最终会硬化或干燥。只要热熔热塑性油墨或辐射干燥型油墨能够承受诸如高温喷涂等接下来的处理步骤的影响,就可使用。如果使用热塑性油墨,它们最好具有足够低的粘性以在转印期间适于变形,但仍要有足够的粘性以在转印后保持平整的形状。因此,例如可以选择热熔性油墨,它在挤压转印前为流体,可被充分变形,而且具有足够的粘性,以致在沉积后不久通过发散掉足以使油墨干燥的热量永久保持形变。硬的转印层将保持墨点的形状,直至发生固化干燥。为了能够经受诸如高温喷涂等接下来的处理步骤的影响,诸如辐射干燥型油墨或活性的热熔性油墨等所用的油墨最好能通过干燥而交联。一般,热熔性油墨由加热的凹版滚筒印刷,并且在转印表面上充分冷却,从而充分提高粘性强度,在转印表面间和收集滚筒与片基间都获得100%的油墨转印。
滤色片一般要求黑色矩阵线的宽度大约为15-25微米,厚度小于2微米(在某些情况下厚度小于0.5微米),并且要求彩色小点的宽度一般约为70-100微米数量级,长度为200-300微米。彩点一般被印在厚度小于约10微米并且最好小于5微米的薄膜上。这些细长的彩点必须被均匀地加印并精确地对准定位在黑色矩阵图案内。在实施本发明过程中,一般愿意使用常规的辐射干燥型油墨而非热塑性油墨,其部分原因是它们能在较低的粘性下进行印刷,这有助于印刷这种细小的点。另外,由于热熔热塑性油墨需要极其严格的热学容限来控制图案尺寸,所以更难控制其图案的对准。另外,依照本发明很容易在挤压转印操作期间使辐射干燥型油墨干燥。热塑性油墨至少具有一个优点,即可将它们配制成当沉积在具有较低温度的片基或转印滚筒上时立即固定,使针孔减少,薄膜不均匀性减低,以及减少其他因转印表面湿度不当而产生的缺陷。因此,较佳类型的油墨是一种同时具有热塑性和辐射可干燥性的油墨。这种油墨直至印刷到片基上时才表现出热塑性,这时它通过适当射线的辐射而干燥。干燥意味着油墨在某些程度交联。油墨的交联提高了它对更高温度的忍耐力和抵抗力,这对于滤色片在接下来的处理步骤中将要承受的温度是需要的。在沉积到片基上时或之后,油墨通过辐射热流的辐射、湿气或者其他类型固化处理,进行最后的固化,以达到硬的无粘性的耐用状态。至少有两种不同的途径来配制与收集工艺过程相适应的辐射干燥型油墨。
第一种方法是,将超高粘性的辐射干燥型齐聚物与足量的单体组合,使该材料变成一种具有良好粘性的粘胶。这些油墨非常类似于热熔性油墨,可由加热的凹版滚筒印刷。在硅氧烷上冷却可以提高硅氧烷间转印和转印至玻璃板所需的粘度。一般,油墨每冷却一摄氏度,粘性平均提高大约10%。配方中加入合适的、粘性相当高的热塑性聚合物也可提高粘度。例如,可增加重量约为20%的纤维素醋酸丁酸酯。这种油墨可在向玻璃板转印期间或之后经射线辐照而干燥。可以根据所用的光引发剂使用紫外光、电子束或高强度的可见光。
可用任何化学类型的辐射干燥型油墨来满足这些标准。虽然可以利用诸如滚筒上的辐射能获得中途部分干燥,来提高粘性,但固化干燥发生在将油墨图案转印至玻璃板期间或之后。因此,活性的热熔性油墨可以是一种自由基油墨、阳离子油墨或两者的混合。它也可以是辐射干燥型油墨成份与热固性油墨成份的混合。
很容易将这些油墨配制成,能在冷却时增加足够的粘性,以获得100%的转印。然后,它们通过诸如射线辐射或热后固化,在玻璃板上继续干燥至耐久而无粘性的状态。使用按热熔性油墨方式印刷的油墨,一般不会干燥,直至在该油墨转印至玻璃板期间或之后。
第二种方式是,用凹版滚筒将辐射干燥型油墨印刷在一般为硅树胶的转印滚筒上。然后转印滚筒上的油墨被射线辐射,达到粘着、部分干燥的状态。部分干燥使粘度提高至这样的程度,即接下来油墨可以在释放表面间100%地转印,并100%地转印至玻璃板上。进一步辐射或热后干燥可完成最后的干燥。
根据自由基机理进行干燥的油墨非常令人满意,并且具有印刷速度较快的优点。但是,对于转印期间在第一转印滚筒上的干燥,阳离子或混合型油墨实质上具有较宽的干燥时间辐照窗口。初时阳离子或混合型油墨的干燥足以提高粘度但为下一步从收集滚筒至片基的转印保留足够的粘性。
对本发明有用的辐射干燥型油墨包括下列四种普通的分类:自由基、阳离子、自由基与阳离子的混合型,以及基于辐射与热固机理结合的混合型。
自由基油墨由自由基光引发剂来表现其特征。在辐射的影响下,可用这种光引发剂固化具有丙烯酸酯和甲基丙烯酸酯官能团以及不饱和聚酯树脂中乙烯基的树脂。
阳离子油墨利用不同的树脂,主要是环氧官功团树脂或乙烯基醚官能树脂。环氧配方主要包括环氧化物,多醇及阳离子光引发剂,主要是三芳基锍盐类。当该光引发剂被利用通过辐射而促进固化干燥作用时会产生正电荷。固化干燥作用的形成是基于通过布郎斯台德(质子)酸的作用而产生的环氧化物的开环作用。该质子酸是由于阳离子光引发剂的光分解作用而产生。
辐射可固化的混合油墨是刚才讨论的阳离子和自由基配方的混合物。这些油墨曝光后通过自由基的作用快速部分固化干燥。随后,通过阳离子的作用继续较慢地固化干燥。阳离子固化作用与自由基的固化作用不同,它在停止射线辐照后并不停止固化干燥。事实上,混合型自由基/阳离子油墨是用图2所示的转印凹版型机器印刷滤色片的理想油墨。在射线辐照下自由基部分将快速固化干燥,而阳离子部分的固化干燥将慢得多。这允许油墨保持足够长时间的粘性,以完成印刷过程的操作。这类油墨被配置成可用紫外线、电子束或高强度可见光来固化干燥。但是,由于紫外线或可见光容易与印刷设备结合,所以最好使用紫外线或可见光。
以下所列表格给出了每种辐射干燥型油墨的典型配方,组份用重量表示。在表中,第一栏用其属名给出了若干油墨的成份。第二栏给出了配方中所用特殊材料的商用名。其他各栏给出了每种油墨的配方。
另外,配方中将包含合适的色素。不排除使用染料。但是,由于染料的温度和浓淡不稳定,所以最好避免使用染料。另外,它们会影响辐射干燥型油墨的化学固化干燥,尤其对于阳离子油墨。
表格中的配方给出了适于本发明使用的油墨。油黑成份
商品名
自由基
阳离子
自由基/阳离子环氧化酚醛清漆 Quatrex 2010 - 70 50部分丙烯酸酯化环氧树 Ebecryl 3605 - - 35脂丙烯酸酯单体 Sartomer 351 30 - 15
(TMPTA)自由基光引发剂 Darocur 4265 3 - .5阳离子光引发剂 UVI-6974 - 1.5 1.5硅烷偶合剂 Z6040 - 1.75 1.75氟表面活性剂 FC-430 .25 .25 .25环脂族环氧化物 UVR 6105 - 30 -含有20%丙烯酸酯单 Ebecryl 3603 70 - -体的丙烯酸酯环氧化酚醛清漆硅烷偶合剂 A-174 1.75 - -固化增效剂 Quantacure 1 - -
ITX
合并辐射和热固作用的混合型油墨也可以用于图2所示的凹版型工艺过程。用这种油墨时,在进行这里所述的印刷过程期间,只有辐射干燥部分在射线辐射下固化干燥。之后,通过适当的热处理使油墨的热固部分固化,从而油墨完全固化干燥。
过去,已广泛使用含有硅氧烷材料的滚筒来沉积需印刷的油墨图案。由于这种含有硅氧烷的材料会慢慢渗出有机硅油,所以使用含有硅氧烷的滚筒具有内在固有的缺点。这在滤色片的应用中成为一个问题。
进行转印凹版型印刷过程时,发现一些粘性低,固化干燥弱的油墨在硅氧烷剥离表面上结成珠状,除非油墨配方呈现出塑性流变性(plastic flow rheology);即剪切速率所遵循的屈服点依赖于粘性。为了克服该问题,希望油墨沉积后不久使油墨部分固化干燥在转印滚筒上。还希望为滚筒选择脱离性比热塑性油墨小的材料。幸运的是,辐射干燥型油墨在部分干燥后具有较高的粘滞强度,可使用更紧密(不易脱离)的硅氧烷材料,满足人们的需要。
还希望转印滚筒使用较高硬度的材料,以在转印期间使变形最小。同时,它们还必须通过令人满意的油墨剥离和脱离性能。
过去的印刷方法中所存在的问题是,当通过常规的印刷技术用常用的硅氧烷脱离表面来产生滤色片时,文献中已报道了严重的排斥问题。一般,这种硅氧烷转印滚筒会渗出少量的有机硅油,随后硅油会沉积在滤色片的顶部。为了避免粘连,必须在沉积平面层或透明导电层之前清除掉该有机硅油。
在本发明中,由于辐射干燥型油墨的粘滞强度比热塑性油墨高得多,所以可以通过使用辐射干燥型油墨来解决该问题。由此,辐射干燥型油墨的使用可使转印和收集滚筒使用不易脱落的表面,更重要的是,也许可以使用不含硅氧烷的表面。用作收集滚筒材料的不易脱落的较佳材料是氟碳聚合物。
使用氟碳聚合物的一个原因是不会有硅氧烷沉积在印刷的滤色片图案的顶部。另外,油墨通常使用可被传统转印表面吸收的、粘性低且分子量小的材料。这种吸收通常被称为膨胀(swelling)。但是,发现氟碳材料的抗膨胀性很强,并且还能提供100%的脱离,特别在使用辐射干燥型油墨时。辐射干燥型油墨具有超级功能的原因是其在部分干燥后具有较高的粘度。为了获得100%的脱离,油墨的粘度必须大于油墨对其脱离表面的粘度。
除了收集表面的性能外,收集装置的实际结构应使表面变形最小或不存在。如果收集装置的表面相当硬,就会使例如垫在高弹层上的氟碳薄膜补偿片基的翘曲。当玻璃板的尺寸增大时,该要求更为重要。
在图2所示的设备中,将分立凹版表面产生的分立图案对准印刷在收集滚筒20上。因此,每个分立的油墨图案按照与其余每个油墨图案的具体几何关系被印刷在收集滚筒20上。通过各转印滚筒18与收集滚筒20的对准完成记录过程。当按照适当的关系把所有的彩色油墨和黑色矩阵油墨印刷在收集装置上时,便建立了构成滤色片的多彩阵列。一旦阵列建立,便可一次将多彩阵列从收集滚筒20转印至片基上。
图3示出了另一个依照本发明的更好的设备,该设备对于在片基上沉积精确对准定位的多彩油墨滤色片图案尤其有用。如图3所示,用具有多个印刷图案的图案滚筒19代替图2中更为传统的多图案和转印滚筒的设计。实际上,图案滚筒19可以是能产生油墨图案或图像的任何形式的滚筒,包括平版印刷。活版印刷、无水平版印刷等等。图案滚筒19最好是柔性印刷或其他类型的活版印刷滚筒。
在图3所示的实施例中,图案滚筒19是具有四个活版印刷油墨接受区28a、28b、28c和28d的活版滚筒,接受区接受油墨并形成合适的黑色矩阵及红色、绿色和蓝色图案。上墨工位11具有着墨滚筒33,它将着色正确的油墨从油墨计量滚筒21加至图案滚筒19的四个扇形区中。因此着墨滚筒33可移至和移离与图案滚筒19相接触的位置,以便将每种着色的油墨只加至适当的扇区中。在图3的实施例中,扇形区28A的图案接受黑色油墨并印制黑色矩阵,而28b、28c和28d的图案分别印制滤色片阵列的红色、绿色和蓝色图案。收集滚筒20具有三个接收面:29A、29B和29C。
因此,图3所示的实施例从图案滚筒19至收集滚筒20使用4∶3的图像转印比例。转印比例是图案滚筒19上的多彩图案数与收集滚筒20上的接受图案数的比。
将图案滚筒19上制得的分立油墨图案对准定位印刷到收集滚筒20的每个接受面上。这意味着将来自扇形区28A、28B、28C和28D的每个分立油墨图案按照其与其余每个油墨图案的具体几何关系印刷到收集装置上。与图2中所描述的设备相比,因某些原因,用图3的设备更容易进行对准定位。首先,由于只包括两个滚筒,即图案滚筒19转印至收集滚筒20,所以需要对准的机械部件较少。精确地将各个图案放在图案滚筒19上可进一步方便对准定位过程,从而当收集滚筒20于图案滚筒19精确对准时,每个图案都能自动对准定位到收集滚筒20上。因此,与图2中多个图案滚筒不同,这里只有一个图案滚筒需要对准。当按适当的关系把所有着色的油墨印刷到收集滚筒20上时,便建立了构成滤色片的多彩图像。图像一旦建立,通过收集装置至片基的一次转印便可将多彩图像完全转印到板上。液晶显示器彩色阵列的对准要求一般为正负5微米。由于这些极高的对准要求,类似图3这样用单个图案滚筒来形成各种彩色图案并将其沉积在单个收集滚筒上的印刷机对制作液晶显示器中精确对准定位的滤色片是很有用的。
从图案滚筒19至收集滚筒20采用4∶3图案转印比例的好处在于,该比例可使多个图像按顺序从一个滚筒转印至另一个滚筒,其中每个图案滚筒扇区借助于图案滚筒的每次旋转接触收集滚筒上不同的接受区。这导致一个自转位(self-indexing)过程,即一次进入运行产生过程,并且在所有印刷部分间获得精确的对准,在表面速度匹配的操作模式下,可使图案滚筒19和收集滚筒20保持在其各自的位置。该自转位特性还有助于保持精确的对准定位。
在接受黑色矩阵或彩色图案前,最好用施加滚筒25将一透明转印层加到每个分区29A、29B和29C上。通过光滑滚筒26发出的射线最好使透明层在受压状态下固化干燥。
在图3所示的实施例中,图案滚筒19已将黑色矩阵图案沉积在收集滚筒20的分区29A上。接着,扇区28B将把红色点状图案沉积到收集滚筒20的分区29B上,而扇区28C将把绿色点状图案沉积到分区29C上。在滚筒20的下一次旋转中,扇区28D将把蓝色点状图案沉积在分区29A上,扇区28A将把黑色矩阵图案沉积在分区29B上,而扇区28B将把红色点状图案沉积在分区29C上。在滚筒20的下一次旋转中,扇区28C将把绿色点状图案沉积在分区29A上,扇区28D将把蓝色点状图案沉积在分区29B上,而扇区28A将把黑色矩阵图案沉积在分区29C上。在滚筒20的下一次旋转中,扇区28B将把红色点状图案沉积在分区29A上,等等。
这时,收集滚筒20的分区29A上呈现出完整的多彩图像。然后,在检查工位27处检查该图像。如果多彩图案未通过检查,则遭到拒绝,并用清洗滚筒31将分区29A清洗干净。如果多彩图案通过检查,则使承放在真空吸盘24上的玻璃片基与收集滚筒20接触,以将透明层和多彩图像转印至片基上。
在上述操作顺序中,沉积在滚筒20之分区29B和29C上的第一个图案是红色和绿色的点状图案。但是,在某些情况下,希望首先沉积黑色矩阵图案。在这种情况下,可在清洗滚筒31处按需要清除掉各种颜色的图案,直至黑色矩阵图案是收集滚筒20之每个分区29A、29B和29C上的第一个沉积的图案。
另一种方法是,在起始旋转过程中有选择地对图案滚筒上油墨。例如,图案滚筒19转第一圈时,只给黑色矩阵图案上油墨。当图案滚筒19转第二圈时,给蓝色油墨图案和黑色矩阵图案上油墨。当图案滚筒19转第三圈时,给图案滚筒19的绿色、蓝色和黑色矩阵油墨图案上油墨,并在图案滚筒19转第四圈时,给图案滚筒19上的所有图案上油墨。用这种方法,所有分区29A、29和29C将在接受任何彩色油墨图案之前接受黑色矩阵图案。一旦完成上述四次起始旋转后,接着的每次旋转将对图案滚筒19的所有扇区上油墨,从而形成一个连续的过程,在该过程中黑色矩阵图案将先于任何彩色图案被沉积到分区29A、29B和29C上。
如上所述,多彩油墨图案的转印最好在多彩图像还能变形的时候进行。从而,如图1C所示,可在转印层和片基22之间的转印期间挤压可变形的油墨。在一较佳实施例中,所用的油墨是辐射干燥型油墨,而真空吸盘24能从位于内部的辐射源(未示出)透过片基22射出射线,以在油墨受挤压时使其固化干燥,从而使墨点保持最终的较为均匀的形状。当然,也可以使用透明吸盘24,并透过吸盘24射出固化干燥所需的射线。
在各种彩色图案沉积至收集滚筒20期间,图案滚筒19和收集滚筒20的接触面最好以相同的速度移动,以减少因滚筒接触面间不均匀的速度而引起的“滑”疵。但是,存在多次希望在非接触位置以不同速度运转图案滚筒19和收集滚筒20的情况。例如,由于许多油墨的流变行为随剪切速率和/或时间而变化,所以它们会在某一速度下最佳地从上墨工位11转印至图案滚筒19,而在另一速度下最佳地从图案滚筒19转印至收集滚筒20。图3所示的设备很容易获得这种多速度的过程,其方法是设计图案滚筒19和收集滚筒20,致使它们可以相互移近和移离。由此,图案滚筒19可以以某一速度(或对不同的颜色用多种速度)运转,以将每一单独的彩色油墨收集到图案滚筒19上,然后在另一速度下使其与收集滚筒20接触,将多彩图像收集在收集滚筒20上。
从以下角度看具有三个图像分区的收集装置20是有优点的,即当它从图案滚筒19接受油墨图像时,它还能把多彩图像沉积在片基22上。当然,可用图案滚筒19和收集滚筒20的其他变化来代替4∶3的转印比例。因此,例如可将收集滚筒20设计成能够接受单个完整的多彩图像,或者其他数量的多彩图像。
图4示出了依照本发明的最佳设备,其中将印刷设备转至侧边,即垂直安装。通过垂直安装印刷滚筒,它们可以垂直(相对滚筒沿轴向)离开印刷设备,而在传统的水平放置滚筒的情况下,必须水平移动滚筒。图4的设备在设计和操作上类似于图3所示的设备,主要区别在于,每个印刷滚筒的端部受到支撑。
垂直安装印刷滚筒的构想不局限于诸如图3和图4所示的设备。因此实际上,对于任何水平安装的传统印刷结构都可采用垂直安装方式。如图4所示,通过在端部支撑印刷滚筒可以克服现有印刷设备中许多固有的缺点,比图3中和其他传统印刷设备中的水平操作要优越。
首先,垂直安装印刷设备在结构上更简单,原因是可用位于每个印刷滚筒下的单个而非两个(每端处一个)支撑系统支撑印刷滚筒。由于每个印刷滚筒的另一端(即上端)是自由的,所以沿垂直方向(而非象图2和图3所示设备的那样沿水平方向)移动滚筒可以拆卸和掉换这些印刷滚筒。由此,大大方便了印刷滚筒的更换。例如,可以通过上升和拆除现用的转印滚筒18并将新的转印滚筒降低至露出的滚筒轴承上,来更换图4中的转印滚筒18。可使顶部轴承与滚筒的上端固定,在这种情况下必须在拆下滚筒之前先拆除轴承。
垂直安装设计还可使印刷设备中的可用空间最大。例如,由于图3中的印刷滚筒19必须水平(沿径向移动滚筒)拆除,所以印刷工位11都被安装在图案滚筒19一侧限定的区域中,以便拆卸工具能够触及图案滚筒19的另一侧。另一方面,在图4中,由于通过垂直上升(沿轴向移动滚筒)来更换滚筒,所以更有效地利用了空间。
如图4所示垂直安装印刷设备的另一优点在于,与水平安装相比,当垂直安装印刷滚筒时。由于重力所以滚筒的倾斜程度较小。这在诸如制作滤色片等精密印刷应用中有很大的好处。
一方面,由于常识上认为油墨会沿轴向滴到滚筒上,从而减低油墨沉积厚度的均匀性,所以垂直安装印刷观点能良好地运作是令人吃惊的。但事实上,情况并非如此。由于滤色片阵列中的彩色墨点图案的厚度一般不超过10微米,而且最好不超过5微米,所以这些相当薄油墨层的表面张力和流变性足以在整个过程中使滚筒上的油墨保留在所需的位置。另外,在水平印刷滚筒设备中,着墨滚筒产生的任何滴漏还落在下面的滚筒上。由于垂直安装设备中的滚筒被垂直安装,所以发生的任何滴漏只会滴出过程之外。
图5是另一种用于实现上述方法的印刷设备,其中收集滚筒20与多个分立的着墨图案版接触,这些图案版用于制作滤色片所需的黑色矩阵、红色、绿色和蓝色图案。着墨图案版将多彩图像传印到收集滚筒20上,然后再转印至片基22。
在一较佳实施例中,首先用平面层施加板32将一平面层加至收集滚筒上并使之固化干燥。然后,使平面层与板30a接触,板30a将黑色矩阵层沉积到平面层上,随后经过板30b、30c和30d,它们沉积红色、绿色和蓝色油墨图案。
当彩色油墨图案仍可变形时,用可以产生变形的压力将它们从收集滚筒20转印到片基22上。最好使用辐射干燥型油墨,并在向片基转印期间固化油墨,保持墨点的形变。
图6是另一例类似于图5的实施例,其主要区别在于,不成行安置油墨图案版30,而是将其沿台38周围的圆周放置。
相对移动台38和收集滚筒20,以使图案版30按顺序经受收集滚筒20的作用。例如,旋转台子,使各图案版移向收集滚筒20,然后收集滚筒20(相对转台38,沿径向)滚过图案版。
在一较佳实施例中,首先用平面层施加板32将一平面层加至收集滚筒20上,并使之在滚筒20上固化干燥。然后,使平面层与板30a接触,板30a将黑色矩阵层沉积在平面层上,然后经过板30b、30c和30d,它们沉积红色、绿色和蓝色油黑图案。
当彩色油墨图案仍可变形时,用可以产生变形的压力将它们从收集滚筒20转印至片基22上。最好使用辐射干燥型油墨,并在向片基22转印期间固化油墨,保持墨点的形变。
图7是另一实施例。图7类似于图6的,其主要区别在于,用圆锥形的收集滚筒20代替了圆柱形的收集滚筒20。适当旋转台子,使圆锥形收集滚筒20按顺序与各种图案版接触。
在一较佳实施例中,首先用平面层施加板32将一平面层加至收集滚筒20上并使之在滚筒20上固化干燥。然后,使平面层与板30a接触,板30a将黑色矩阵层沉积到平面层上,随后经过板30b、30c和30d,它们沉积红色、绿色和蓝色油墨图案。
当彩色油墨图案仍可变形时,用可以产生变形的压力将它们从收集滚筒20转印到片基22上。最好使用辐射干燥型油墨,并在向片基转印期间固化油墨,保持墨点的形变。
图8是设备50的透视图,该设备能将四色滤色片加至玻璃片基上。设备50装有四个滚筒52、54、56和58。图中滚筒52-58是适当悬挂的凹版型滚筒。每个滚筒都与一个油墨源60和一刮刀62相连。油墨源60以公知的方式备有合适颜色的油墨。
设备50还装有一个组装件,它包括转印滚筒64、收集滚筒66和清洗滚筒68。与滚筒64相连的是一辐射源70,比如紫外线灯。组装件能与承放平型玻璃片基74的支撑滑板72同步移动。滑板72在其上表面内有一凹区,例如可通过真空模将片基74安全地放于固定的位置。支撑滑板72承放在位于底座80上的主滑板78上,并在主滑板78上移动。
在操作中,组装件移动滑板78和片基74,以便转印滚筒64与滚筒52相遇,并从其接受单色图案。该图案在转印滚筒64上固化至粘滞状态,并被转印至收集滚筒66。用类似的方法,转印滚筒64按顺序与每个滚筒54、56和58相遇,并接受每个滚筒上的单色图案。将每个图案转印至收集滚筒66,从而在滚筒66上组合成完整的滤色片四色(黑色矩阵以及红色、绿色和蓝色)图案。然后,在检查装置82处检查该图案。如果被拒绝,则用清洗滚筒68清除图案。如果被接受,则将整个滤色片图案从收集滚筒66转印至片基74。
图9是图8设备的部分侧视图,示出了当转印滚筒64与滚筒52相遇以接受转印至收集滚筒66的初始油墨图案时的布置。当组装件沿主滑板78移动时,希望能连续重复该操作。这会使转印滚筒64与每个滚筒54、56和58相遇,并从其拾取油墨图案。
虽然图8将滚筒52-58示作凹版滚筒,但可以用诸如活版印刷或柔性版印刷等其他印刷技术来替代。在这样的情况下,按习惯可以提供不同的油墨源,并省略刮刀62。使用凹版滚筒或加网装置(screening mechanism)需要转印滚筒64以及收集滚筒66。否则,在制作滤色片图案过程中,前面的颜色将会印回到凹版滚筒或网上。由于活版印刷滚筒(比如凸版印刷letterpress或柔性印刷滚筒)除了滚筒上的印刷区域外没有接触,所以不需要转印滚筒。类似地,由于非印刷区不接受油墨,所以平版印刷滚筒不需要转印滚筒。
另外,可以组合不同类型的滚筒。例如,在印刷黑色矩阵内包含红、绿和蓝色点的滤色片图案过程中,可以先印刷黑色矩阵。在该情况下,滚筒52可以是凹版滚筒。提供三种彩色点的图案的滚筒54。56和58可以是活版印刷或平版印刷滚筒。
还可以在传统的凹版或腐蚀板上形成初始油墨图案。当它们受热时,本过程尤其是所用的油墨的特点是,可在环境温度下转印图案,以避免因热变化可能引起的对准定位问题。
图10是用90总体标注的设备的透视图,它类似于图6中的设备,也使用直线排列的凹版印版。当然,这些版也可以是活版或平版印板。设备90装有四块凹版印刷版92、94、96和98。每块版都配有刮刀100和图案所需特殊颜色的油墨源(未示出)。在操作中,将适当的油墨加至每块版上。使刮刀100移过版,形成油墨图案。
设备90还装有组装件102,该组装件包括转印滚筒104和收集滚筒106。收集滚筒106位于转印滚筒104的上方,而主滑板108位于支撑滑板110的上方。真空吸盘将玻璃片基112容纳在滑板110底侧的凹区114中。
如图11最佳显示,设备90还装有辐射源116、清洗滚筒118和检查装置120。如前所述,本发明的重要优点在于,印刷前能对滤色片进行检查,并在不印刷时提供一种能从滚筒上清除有缺陷图案的简单装置。
设备90,特别是组装件102的操作基本上类似于设备50的操作。但是,部件的安装倒转了。因此组装件102与主滑板108和玻璃片基112一起移动,从而与每块版92-98相遇,并从其上接受图案。在转印滚筒84行进至下一版前,使每个油墨图案固化至粘滞状态,并将其转印至收集滚筒106上。当在收集滚筒106上收集到每个独立的图案后,由装置120检查整个滤色片图案。然后,或者将其整个转印至玻璃片基112上,或者用清洗滚筒118将其清除。
图11是图10中组装件102的侧视图。为了更好地显示操作过程,卸除了刮刀100。图11示出了当转印滚筒104与版92相遇以接受转印至收集滚筒106的油墨图案时的布置情况。当组装件从一版移至另一版时,该操作重复。这会使转印滚筒104从每块版上拾取油墨图案,并将其转印至收集滚筒106上。
如图10和图11所示,设备90的操作使滚筒对104和106单方向向前移动,以实现所有所需的功能。
尽管为了便于说明,详细描述了本发明,但应当理解,该描述只是为了说明的目的,并且本领域的技术人员不脱离以下权利要求所限定的本发明的精神和范围,可以进行各种变化。
例如,在图8和图10所述的设备中也能容易地使用上述与图3-7中所述设备相关的平面层9的转印。
另外,黑色矩阵图案特别适于用不同的沉积技术来制作。因此,尽管这样的过程会使对准定位更为困难,但可在一独立的沉积操作中将黑色矩阵层沉积在片基上,然后再用印刷技术加上余下的滤色片部分(红、绿和蓝色彩点)。例如,用蒸汽沉积法和照相平版印刷技术沉积黑色矩阵层,然后用这里所述的印刷技术沉积彩点。另一种方法是,用一不同的技术将黑色矩阵图案沉积在转印层上。例如,用类似于转印层施加工位的方式,将黑色矩阵施加工位安置在施加滚筒20的周围。黑色矩阵施加装置可以使用完全不同的沉积技术,例如升华转印、磁记录、激光记录或电子照相技术。最好在接受彩色图案前固化干燥黑色矩阵图案,在这种情况下,可按需要适当的放置和使用固化滚筒。
Claims (26)
1.一种制作滤色片的方法,其特征在于,包括:
将可变形的油墨图案沉积在片基上;
当所述油墨仍可变形时,使油墨图案变形,从而使厚度比所述变形前更均匀;并且
在所述变形的同时进行辐射干燥,以提高粘性或使所述油墨硬化。
2.如权利要求1所述的方法,其特征在于,通过一滚筒沉积所述油墨图案,并且所述变形包含在滚筒和片基之间压扁油墨。
3.如权利要求1或2所述的方法,其特征在于,在所述沉积步骤之前,包括:
提供一透明转印层;
在所述转印层上形成多个彩色油墨图案,以形成彩色油墨图案/转印层的复合物,所述油墨图案具有足够的粘性可以变形;
将所述复合物转印至片基上,致使所述彩色油墨图案接触片基;并且
使所述油墨图案变形,使其厚度比所述转印前更均匀。
4.如权利要求3所述的用于制作滤色片的方法,其特征在于,所述沉积步骤还包括:
将所述复合物转印至片基上,致使所述彩色油墨图案接触片基。
5.如权利要求1至4所述的方法,其特征在于,所述变形分别与所述沉积步骤或所述转印步骤同时发生。
6.如权利要求4或5所述的方法,其特征在于,所述片基是玻璃,并且在所述转印步骤期间,所述彩色油墨图案直接与玻璃接触,并且/或者在所述转印步骤期间,将与片基接触的油墨表面弄平。
7.如权利要求4、5或6所述的方法,其特征在于,在转印或收集滚筒或衬垫上提供所述转印层。
8.如权利要求3或4所述的方法,其特征在于,所述转印层选自下列物质:玻璃、聚亚胺、环氧树脂、丙烯酸酯、甲基丙烯酸酯、聚氨酯和聚酯。
9.如权利要求3或4所述的方法,其特征在于,通过按顺序将各彩色油墨图案沉积在所述转印层上,来沉积所述彩色油墨图案。
10.如权利要求7所述的方法,其特征在于,直接将所述复合物从所述滚筒转印至所述片基上。
11.如权利要求9所述的方法,其特征在于,在所述转印步骤期间,固化干燥所述各个彩色油墨图案。
12.如权利要求1-11中任何一个所述的方法,其特征在于,还包括:沉积一黑色矩阵层,可选择在接受所述转印复合物前将其沉积在所述片基上,或者选择在接受彩色油墨图案前将其沉积在转印层上。
13.如权利要求3或4所述的方法,其特征在于,在所述转印前,选择使用图像分析或激光扫描的方法检查所述多彩图像。
14.如前述权利要求中任何一个所述的方法,其特征在于,包括下列步骤:
按顺序使收集滚筒与多个至少基本上平整的图案版接触,其中至少一些所述的图案版上具有不同的彩色油墨,从而将多彩油墨图案沉积在所述收集滚筒上;并且
将所述多彩图案转印至片基上。
15.如权利要求14所述的方法,其特征在于,收集滚筒为圆筒形,并且/或者所述收集滚筒的轴至少基本上垂直。
16.如权利要求15所述的方法,其特征在于,还包括:
提供一个台,所述图案版可选择基本上按直线放在台上;
旋转所述转台,按顺序将所述图案版移至所述收集滚筒,并且使所述收集滚筒相对转台沿径向移动,滚过所述图案版。
17.如权利要求14所述的方法,其特征在于,所述收集滚筒是圆锥形收集滚筒,并且所述方法还包括:
按顺序使所述收集滚筒沿圆周滚过多个图案版。
18.用前述权利要求中任何一项所述的方法制作的液晶显示器或显示设备。
19.一种形成滤色片的方法,其特征在于,包括:
提供能至少形成一个油墨图案的图案滚筒;
使所述图案滚筒沾取多个颜色的油墨;
将所述彩色油墨从所述图案滚筒转印至第一片基上。
20.如权利要求19所述的方法,其特征在于,所述图案滚筒至少能形成两个油墨图案,并且/或者将所述彩色油墨永久地转印到所述第一片基上。
21.如权利要求19或20所述的方法,其特征在于,所述第一片基包括一沉积在收集表面的转印层,所述彩色油墨被转印至所述转印层上,以在其上至少形成一个多彩的油墨图案,并且所述转印层和多彩油墨图案被转印至第二片基上,或者所述第一片基包括一收集表面,所述彩色油墨被转印至所述收集表面上,以在其上至少形成一个多彩油墨图案,并且所述多彩油墨图案被转印至第二片基上。
22.如权利要求21所述的方法,其特征在于,所述多彩油墨图案直接与所述第二片基接触,并且/或者所述收集表面位于一收集滚筒上,并且在所述多彩图案向片基转印期间,所述多彩图案在压力下固化干燥。
23.如权利要求22所述的方法,其特征在于,所述图案滚筒具有多个能形成油墨图案的区域,并且在所述上墨步骤期间,不同颜色的油墨被加在不同的区域。
24.用于实施权利要求1-17或19-23中任何一项所述方法的设备,其特征在于,包括:
一图案源,它能接受油墨,并能在其上产生多个油墨图案,每个所述图案与滤色片的一种区别颜色对应;
多个加墨装置,与所述图案源相邻,用于把油墨加给所述转印滚筒;和
一收集滚筒,与所述图案源相邻,用于从所述转印滚筒接受不同颜色的油墨,以形成至少一个多彩油墨图案。
25.一种制作LCD显示器滤色片的方法,其特征在于,包括:用照相平版印刷法沉积黑色矩阵,然后用一次性沉积步骤沉积多彩油墨图案。
26.一种滤色层部分,适于与片基叠合,该部分基本上由具有基本均匀彩色图案的固化干燥彩色滤色层构成,可选择地位于透明支撑材料上。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/145,155 | 1993-11-03 | ||
| US08/145,244 US5533447A (en) | 1993-11-03 | 1993-11-03 | Method and apparatus for printing a color filter ink pattern |
| US08/145,244 | 1993-11-03 | ||
| US08/145,155 US5535673A (en) | 1993-11-03 | 1993-11-03 | Method of printing a color filter |
| US08/197,141 | 1994-02-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1141020A true CN1141020A (zh) | 1997-01-22 |
Family
ID=26842718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94194754A Pending CN1141020A (zh) | 1993-11-03 | 1994-10-21 | 滤色片及其印刷方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5544582A (zh) |
| KR (1) | KR100326281B1 (zh) |
| CN (1) | CN1141020A (zh) |
| TW (1) | TW279223B (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100417987C (zh) * | 2004-06-30 | 2008-09-10 | 乐金显示有限公司 | 制造液晶显示器件用滤色片的装置和方法 |
| WO2013078719A1 (zh) * | 2011-12-02 | 2013-06-06 | 深圳市华星光电技术有限公司 | 彩膜基板的制作方法及制作装置 |
| CN106526957A (zh) * | 2017-01-19 | 2017-03-22 | 京东方科技集团股份有限公司 | 彩膜基板及其制造方法、显示面板 |
| CN110023092A (zh) * | 2016-11-30 | 2019-07-16 | 兰达实验室(2012)有限公司 | 热转印打印的改进 |
| CN110450554A (zh) * | 2019-07-31 | 2019-11-15 | 深圳市凯力诚实业发展有限公司 | 光栅印刷方法 |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6001515A (en) * | 1993-11-03 | 1999-12-14 | Corning Incorporated | Method for printing a color filter |
| WO1995012494A1 (en) * | 1993-11-03 | 1995-05-11 | Corning Incorporated | Color filter and method of printing |
| US5752442A (en) * | 1993-11-03 | 1998-05-19 | Corning Incorporated | Method for printing a color filter |
| US5624775A (en) * | 1994-02-16 | 1997-04-29 | Corning Incorporated | Apparatus and method for printing a color filter |
| US5972545A (en) * | 1993-11-03 | 1999-10-26 | Corning Incorporated | Method of printing a color filter |
| US5535673A (en) * | 1993-11-03 | 1996-07-16 | Corning Incorporated | Method of printing a color filter |
| US5678483A (en) * | 1994-02-16 | 1997-10-21 | Corning Incorporated | Method for printing a black border for a color filter |
| JP3666820B2 (ja) * | 1994-09-19 | 2005-06-29 | 株式会社大久保製作所 | 偏光板の貼り付け装置 |
| US5858624A (en) * | 1996-09-20 | 1999-01-12 | Minnesota Mining And Manufacturing Company | Method for assembling planarization and indium-tin-oxide layer on a liquid crystal display color filter with a transfer process |
| US5897727A (en) * | 1996-09-20 | 1999-04-27 | Minnesota Mining And Manufacturing Company | Method for assembling layers with a transfer process using a crosslinkable adhesive layer |
| NL1004179C2 (nl) * | 1996-10-03 | 1998-04-06 | Oce Tech Bv | Inrichting voor het decoderen van keramische en glazen dragers en tonerpoeder te gebruiken in deze inrichting. |
| DE19642634A1 (de) * | 1996-10-16 | 1998-04-23 | Philips Patentverwaltung | Druckform für ein Rotations-Hochdruckverfahren |
| US6093455A (en) * | 1997-05-23 | 2000-07-25 | Deco Patents, Inc. | Method and compositions for decorating glass |
| US6152033A (en) * | 1997-08-29 | 2000-11-28 | Corning Incorporated | Method of making an electronic printed structure |
| US6114404A (en) * | 1998-03-23 | 2000-09-05 | Corning Incorporated | Radiation curable ink compositions and flat panel color filters made using same |
| JP4469086B2 (ja) * | 1998-10-13 | 2010-05-26 | エレクトロック コーポレイション | 電子生産応用分野に適した機能性トナー材料の静電印刷のための装置 |
| US6781612B1 (en) | 1998-10-13 | 2004-08-24 | Electrox Corporation | Electrostatic printing of functional toner materials for electronic manufacturing applications |
| US6689308B2 (en) | 1998-12-21 | 2004-02-10 | Corning Incorporated | Method for making display panels with opaque rib structures |
| US6412305B1 (en) | 1998-12-21 | 2002-07-02 | Corning Incorporated | Method of manufacturing opaque rib structures for display panel |
| US6321571B1 (en) * | 1998-12-21 | 2001-11-27 | Corning Incorporated | Method of making glass structures for flat panel displays |
| US6560997B2 (en) | 1998-12-21 | 2003-05-13 | Corning Incorporated | Method of making glass structures for flat panel displays |
| IT1304803B1 (it) * | 1998-12-23 | 2001-03-29 | Veneta Decalcogomme S R L | Procedimento per la produzione di un nastro colorato in rilievo. |
| US6272275B1 (en) | 1999-06-25 | 2001-08-07 | Corning Incorporated | Print-molding for process for planar waveguides |
| US6401608B1 (en) | 2000-05-05 | 2002-06-11 | Halm Industries, Co., Inc. | Printing press with perfecting station |
| US7569153B2 (en) * | 2002-05-23 | 2009-08-04 | Lg Display Co., Ltd. | Fabrication method of liquid crystal display device |
| KR100518270B1 (ko) * | 2002-12-18 | 2005-10-04 | 엘지.필립스 엘시디 주식회사 | 인쇄방식에 의한 패턴형성방법 |
| KR100585871B1 (ko) * | 2002-12-18 | 2006-06-02 | 엘지.필립스 엘시디 주식회사 | 인쇄방식에 의한 패턴형성방법 |
| KR100909414B1 (ko) | 2002-12-18 | 2009-07-24 | 엘지디스플레이 주식회사 | 액정 표시 소자의 제조 방법 |
| KR100905017B1 (ko) * | 2002-12-27 | 2009-06-30 | 엘지디스플레이 주식회사 | 액정표시소자 및 그 제조방법 |
| KR100606446B1 (ko) * | 2002-12-27 | 2006-07-31 | 엘지.필립스 엘시디 주식회사 | 액정표시소자의 제조방법 |
| KR100945357B1 (ko) * | 2002-12-27 | 2010-03-08 | 엘지디스플레이 주식회사 | 액정 표시 소자의 제조 방법 |
| KR100945356B1 (ko) * | 2002-12-27 | 2010-03-09 | 엘지디스플레이 주식회사 | 액정표시소자의 칼라필터 제조방법 |
| KR100909419B1 (ko) * | 2002-12-27 | 2009-07-28 | 엘지디스플레이 주식회사 | 액정표시소자의 칼라필터 제조방법 |
| KR100914200B1 (ko) * | 2002-12-27 | 2009-08-27 | 엘지디스플레이 주식회사 | 액정 표시 소자의 제조 방법 |
| KR100950133B1 (ko) * | 2002-12-27 | 2010-03-30 | 엘지디스플레이 주식회사 | 인쇄방식에 의한 패턴형성방법 |
| KR100945349B1 (ko) * | 2002-12-28 | 2010-03-08 | 엘지디스플레이 주식회사 | 액정표시소자의 칼라필터 제조방법 |
| KR100909422B1 (ko) | 2002-12-31 | 2009-07-24 | 엘지디스플레이 주식회사 | 액정표시소자의 패턴 및 그 형성방법 |
| US7514149B2 (en) * | 2003-04-04 | 2009-04-07 | Corning Incorporated | High-strength laminated sheet for optical applications |
| US20060199086A1 (en) * | 2005-03-04 | 2006-09-07 | Burkum Philip S | System and method for creating a color filter for a display panel |
| US7771781B2 (en) * | 2005-03-09 | 2010-08-10 | Konica Minolta Opto, Inc. | Anti-glare film, manufacturing method of anti-glare film, anti glaring anti-reflection film, polarizing plate, and display |
| US7592117B2 (en) * | 2005-06-16 | 2009-09-22 | Hewlett-Packard Development Company, L.P. | System and method for transferring features to a substrate |
| TW200933207A (en) * | 2008-01-18 | 2009-08-01 | Univ Nat Taiwan | Production apparatus of color filters |
| KR101592386B1 (ko) * | 2009-01-16 | 2016-02-11 | 삼성디스플레이 주식회사 | 액정 표시 장치 |
| CN113878991B (zh) * | 2020-07-01 | 2023-07-11 | 中钞特种防伪科技有限公司 | 个性化防伪元件制备装置 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE242028C (zh) * | ||||
| FR426144A (fr) * | 1910-11-18 | 1911-06-28 | Charles Austin Bigelow | Procédé et machine pour imprimer sur matières transparentes |
| US1499997A (en) * | 1921-08-29 | 1924-07-01 | John joseph ormond | |
| GB544884A (en) * | 1939-08-18 | 1942-05-01 | Champlain Corp | Improvements in or relating to method of and apparatus for printing or coating a travelling web of sheet material with a thermoplastic material |
| GB611096A (en) * | 1946-07-12 | 1948-10-25 | Dufay Chromex Ltd | Improvements in manufacture of photographic film bearing a reseau or multicolour screen |
| US2818016A (en) * | 1954-03-18 | 1957-12-31 | Gottscho Inc Adolph | Marking apparatus |
| FR1284446A (fr) * | 1961-03-22 | 1962-02-09 | Procedes Serge Beaune Soc D | Machine pour la reproduction sur papier, tissu ou autres supports, d'images polychromes |
| US3443515A (en) * | 1966-08-03 | 1969-05-13 | Intern Corp | Apparatus for flat plate powder gravure printing |
| US3420170A (en) * | 1966-10-11 | 1969-01-07 | United Aircraft Corp | Single impression multicolor printing |
| US4035214A (en) * | 1975-07-21 | 1977-07-12 | American Can Company | Total image transfer process |
| US4209551A (en) * | 1977-12-28 | 1980-06-24 | Toppan Printing Co., Ltd. | Method of fabricating a phosphor screen of a color television picture tube |
| US4445432A (en) * | 1980-07-28 | 1984-05-01 | Corning Glass Works | Article decorating |
| ES517851A0 (es) * | 1981-12-21 | 1984-04-01 | Corning Glass Works | Aparato de estampacion y proceso para su realizacion. |
| US4549928A (en) * | 1982-09-29 | 1985-10-29 | Corning Glass Works | Television panel and method of manufacture |
| JPS614020A (ja) * | 1984-06-18 | 1986-01-09 | Nissha Printing Co Ltd | マルチカラ−液晶表示装置 |
| JPS61284441A (ja) * | 1985-06-11 | 1986-12-15 | Takahane Sangyo Kk | オフセツトによる印刷機及びその印刷方法 |
| JPH0820566B2 (ja) * | 1986-05-30 | 1996-03-04 | 凸版印刷株式会社 | カラ−フィルタ−製造方法 |
| JP2565869B2 (ja) * | 1986-05-30 | 1996-12-18 | 凸版印刷株式会社 | カラ−フィルタ−製造方法 |
| JPS63106601A (ja) * | 1986-05-30 | 1988-05-11 | Toppan Printing Co Ltd | カラ−フイルタ− |
| DE3709206A1 (de) * | 1987-03-20 | 1988-09-29 | Standard Elektrik Lorenz Ag | Herstellverfahren fuer den leuchtschirm einer bildwiedergabevorrichtung |
| JPH01293305A (ja) * | 1988-05-20 | 1989-11-27 | Matsushita Electric Ind Co Ltd | カラーフィルタの製造法 |
| US4885992A (en) * | 1988-08-24 | 1989-12-12 | General Motors Corporation | Vertical rotary indirect printer |
| JPH02176704A (ja) * | 1988-12-28 | 1990-07-09 | Toppan Printing Co Ltd | カラーフィルタ |
| JPH02175252A (ja) * | 1988-12-28 | 1990-07-06 | Toppan Printing Co Ltd | 多色印刷機 |
| CA2019046C (en) * | 1989-06-16 | 1998-05-12 | Satoshi Okazaki | Method of printing fine patterns |
| JPH0361581A (ja) * | 1989-07-31 | 1991-03-18 | Toppan Printing Co Ltd | 精細パターンの印刷方法 |
| JPH03156404A (ja) * | 1989-11-14 | 1991-07-04 | Dainippon Printing Co Ltd | カラーフィルター印刷面のピンホール防止方法 |
| US4965242A (en) * | 1989-12-11 | 1990-10-23 | Eastman Kodak Company | Method of making color filter array for liquid crystal display |
| JPH04175193A (ja) * | 1990-03-02 | 1992-06-23 | Mitsumura Insatsu Kk | 画像形成方法 |
| JPH0470803A (ja) * | 1990-07-12 | 1992-03-05 | Toshiba Corp | 液晶表示装置用カラーフィルタの製造方法 |
| DE9012484U1 (de) * | 1990-08-31 | 1990-11-08 | Tampoprint GmbH, 7015 Korntal-Münchingen | Druckklischee |
| JPH04264502A (ja) * | 1991-02-20 | 1992-09-21 | Matsushita Electric Ind Co Ltd | カラーフィルターとその製造法 |
| JPH04322203A (ja) * | 1991-04-22 | 1992-11-12 | Toshiba Corp | カラーフィルタの製造方法 |
| JPH0588007A (ja) * | 1991-09-27 | 1993-04-09 | Toshiba Corp | カラーフイルタの製造方法 |
| JPH05127013A (ja) * | 1991-10-31 | 1993-05-25 | Toppan Printing Co Ltd | カラーフイルター及びその製造方法 |
| JPH05147359A (ja) * | 1991-11-27 | 1993-06-15 | Dainippon Printing Co Ltd | 微細パターンの形成方法 |
| JPH06939A (ja) * | 1992-06-18 | 1994-01-11 | Mitsumura Insatsu Kk | 平版平台多色印刷機 |
| JPH0634808A (ja) * | 1992-07-13 | 1994-02-10 | Mitsumura Insatsu Kk | カラーフィルター作製法 |
-
1994
- 1994-02-16 US US08/197,141 patent/US5544582A/en not_active Expired - Lifetime
- 1994-10-21 KR KR1019960702318A patent/KR100326281B1/ko not_active IP Right Cessation
- 1994-10-21 CN CN94194754A patent/CN1141020A/zh active Pending
- 1994-10-22 TW TW083109934A patent/TW279223B/zh active
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100417987C (zh) * | 2004-06-30 | 2008-09-10 | 乐金显示有限公司 | 制造液晶显示器件用滤色片的装置和方法 |
| WO2013078719A1 (zh) * | 2011-12-02 | 2013-06-06 | 深圳市华星光电技术有限公司 | 彩膜基板的制作方法及制作装置 |
| CN110023092A (zh) * | 2016-11-30 | 2019-07-16 | 兰达实验室(2012)有限公司 | 热转印打印的改进 |
| CN110023092B (zh) * | 2016-11-30 | 2021-08-20 | 兰达实验室(2012)有限公司 | 热转印打印的改进 |
| CN106526957A (zh) * | 2017-01-19 | 2017-03-22 | 京东方科技集团股份有限公司 | 彩膜基板及其制造方法、显示面板 |
| CN106526957B (zh) * | 2017-01-19 | 2019-11-05 | 京东方科技集团股份有限公司 | 彩膜基板及其制造方法、显示面板 |
| CN110450554A (zh) * | 2019-07-31 | 2019-11-15 | 深圳市凯力诚实业发展有限公司 | 光栅印刷方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100326281B1 (ko) | 2002-11-27 |
| US5544582A (en) | 1996-08-13 |
| KR960705688A (ko) | 1996-11-08 |
| TW279223B (zh) | 1996-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1141020A (zh) | 滤色片及其印刷方法 | |
| JP3559044B2 (ja) | 色フィルタおよび印刷方法 | |
| JP3931925B2 (ja) | カラーフィルタの印刷装置および印刷方法 | |
| US5535673A (en) | Method of printing a color filter | |
| US5624775A (en) | Apparatus and method for printing a color filter | |
| US6001515A (en) | Method for printing a color filter | |
| US5533447A (en) | Method and apparatus for printing a color filter ink pattern | |
| CN1167530A (zh) | 用于滤色片的仿形平整层成型方法和装置 | |
| US20090038492A1 (en) | Micro-Stamping Method for Photoelectric Process | |
| US5752442A (en) | Method for printing a color filter | |
| JP2008116880A (ja) | 液晶表示装置用カラーフィルターへのスペーサービーズ形成方法および液晶表示素子の製造方法 | |
| JP2010023393A (ja) | 印刷方法及び印刷装置 | |
| JP3197660B2 (ja) | カラーフィルタの製造方法 | |
| CN1153496A (zh) | 印刷滤色片的设备和方法 | |
| JP2011235543A (ja) | 高精細パターンの印刷方法、それにより作製したカラーフィルタ、および印刷装置 | |
| KR100638410B1 (ko) | 화상 잉크 패턴을 제조하는 방법 | |
| CN100529875C (zh) | 彩色滤光片的制造方法 | |
| JP5163563B2 (ja) | 精密パターンの印刷方法 | |
| JPH11138751A (ja) | カラーフィルタの製造装置 | |
| JPH07281017A (ja) | カラーフィルタの製造システム | |
| CN1782809A (zh) | 用于液晶显示装置的滤色器基板及其制造方法 | |
| JP2013073212A (ja) | 精密パターンの印刷方法 | |
| JPH11326621A (ja) | カラーフィルタの製造装置 | |
| JP2013184434A (ja) | 印刷方法および印刷装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |