CN113828658A - 一种用于密闭门制造的校直机 - Google Patents
一种用于密闭门制造的校直机 Download PDFInfo
- Publication number
- CN113828658A CN113828658A CN202111178730.7A CN202111178730A CN113828658A CN 113828658 A CN113828658 A CN 113828658A CN 202111178730 A CN202111178730 A CN 202111178730A CN 113828658 A CN113828658 A CN 113828658A
- Authority
- CN
- China
- Prior art keywords
- steel
- jacking
- plate hole
- guide groove
- straightening machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 130
- 239000010959 steel Substances 0.000 claims abstract description 130
- 238000001125 extrusion Methods 0.000 claims abstract description 33
- 230000007246 mechanism Effects 0.000 claims abstract description 21
- 230000000712 assembly Effects 0.000 claims abstract description 8
- 238000000429 assembly Methods 0.000 claims abstract description 8
- 230000000149 penetrating effect Effects 0.000 claims abstract description 4
- 230000007723 transport mechanism Effects 0.000 claims description 3
- 230000000694 effects Effects 0.000 abstract description 6
- 238000003754 machining Methods 0.000 abstract description 4
- 238000003825 pressing Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/08—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/10—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts between rams and anvils or abutments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本申请涉及工件校直的领域,尤其是涉及一种用于密闭门制造的校直机,其包括依次设置的传送机构和工作台,所述工作台上开设有顶升板孔,所述传送机构用于将供校直机加工的工字钢输送至所述工作台上的顶升板孔上方;所述顶升板孔的下方设有能够穿过所述顶升板孔将所述工字钢顶起的顶升组件,所述顶升板孔的上方两侧的位置均设有用于向被所述顶升组件顶起的所述工字钢施加挤压力的挤压组件;所述顶升板孔的上方设置有压降组件,所述压降组件用于向被所述顶升组件顶起的工字钢施加向下的挤压力。本申请具有便于提高对密闭门上的工字钢进行校直的效率的效果。
Description
技术领域
本申请涉及工件校直的领域,尤其是涉及一种用于密闭门制造的校直机。
背景技术
为了增加密闭门的强度,会在密闭门上使用工字钢,工字钢经过高温加热后会产生弯曲变形,粗精加工过程中切削应力也会使工字钢弯曲变形,为了保证密闭门上使用的工字钢的质量,在将工字钢安装到密闭门上前需要对工字钢进行校直处理。
传统对工字钢的校直一般采用火焰校直和人工手持校直工具校直,火焰校直是利用火焰加热时产生的局部压缩变形使较长的部分在冷却后缩短,消除变形;而人工校直大多采用人工手持校直工具反复压直。
针对上述中的相关技术,发明人认为存在有以下缺陷:通过火焰校直的方式对工字钢进行校直一般需要采用多次火焰校直才能达到工业要求,而通过人工校直的方式工字钢进行校直耗时耗力且效率低;综上可见,现有技术对密闭门上的工字钢进行校直的效率比较低。
发明内容
为了便于提高对密闭门上的工字钢进行校直的效率,本申请提供一种用于密闭门制造的校直机。
本申请提供的一种用于密闭门制造的校直机采用如下的技术方案:
一种用于密闭门制造的校直机,包括依次设置的传送机构和工作台,所述工作台上开设有顶升板孔,所述传送机构用于将供校直机加工的工字钢输送至所述工作台上的顶升板孔上方;所述顶升板孔的下方设有能够穿过所述顶升板孔将所述工字钢顶起的顶升组件,所述顶升板孔的上方两侧的位置均设有用于向被所述顶升组件顶起的所述工字钢施加挤压力的挤压组件;所述顶升板孔的上方设置有压降组件,所述压降组件用于向被所述顶升组件顶起的工字钢施加向下的挤压力。
通过采用上述技术方案,通过传送机构将工字钢传至工作台上,顶升组件穿过顶升板孔顶升工字钢腹板的底壁将工字钢顶起,然后压降组件从向下压降并紧压工字钢腹板的顶壁,顶升组件和压降组件起到校直工字钢腹板的作用,然后,挤压组件从工字钢的两侧挤压工字钢侧板的一侧,顶升组件和压降组件从工字钢侧板的另一侧挤压工字钢的侧板,进而达到校直工字钢侧板的目的,如此可快速将工字钢传至工作台上,并通过挤压的方式对工字钢进行快速校直,从而便于提高对密闭门上的工字钢进行校直的效率。
优选的,所述顶升组件包括设置在顶升板孔下方的第一伸缩件,所述第一伸缩件上固定有可穿过顶升板孔的顶升板。
通过采用上述技术方案,第一伸缩件可使顶升板穿过顶升板孔并进一步顶住工作台上的工字钢的腹板,从而便于配合挤压组件和压降组件对工字钢进行挤压。
优选的,所述挤压组件包括设置在所述工作台侧边的第二伸缩件,且所述第二伸缩件上设有用于挤压所述工字钢两侧的挤压板。
通过采用上述技术方案,第二伸缩件可通过挤压板挤压工字钢的侧板,从而便于对工字钢的侧板进行校正。
优选的,所述挤压组件还包括设置在所述工作台侧边上的第一安置板,且所述第二伸缩件固定在所述第一安置板上;所述第二伸缩件和所述工作台之间连接有支撑块。
通过采用上述技术方案,将第二伸缩件固定在第一安置板上,并在第二伸缩件和工作台之间连接可对第二伸缩件起到支撑和限位作用的支撑块,从而提升了第二伸缩件挤压工字钢时的稳定性。
优选的,所述第一安置板上方设有第三伸缩件,且所述第三伸缩件上设有用于挤压所述工字钢的压降板。
通过采用上述技术方案,第三伸缩件上可以带动压降板下降从上方对工字钢进行挤压,从而和顶升板配合,从上下两侧对工字钢进行校直。
优选的,所述安装板上设有直线模组,所述直线模组上设有电动伸缩杆,且所述电动伸缩杆的远离所述直线模组的一端设有用于抓取所述工字钢的工件抓取件。
通过采用上述技术方案,当对工字钢进行校直前,可通过电动伸缩杆使工件抓取件靠近工字钢,并抓取工字钢,然后在直线模组的带动下使工字钢进入工作台;当工字钢完成校直后,可通过电动伸缩杆使工件抓取件靠近工字钢,并抓取工字钢,然后在直线模组的带动下使工字钢离开工作台。
优选的,所述工作台上靠近所述传送机构的位置上开设有连通所述顶升板孔一端的第一导槽和第二导槽,且所述第一导槽和所述第二导槽中均设有若干用于传送工件的转轮。
通过采用上述技术方案,从传送机构机构进入到工作台上的工字钢可通过第一导槽和第二导槽中的转轮对传至工作台上的工字钢起到支撑以及传送的作用,有利于防止工字钢和工作台之间产生摩擦。
优选的,所述顶升板孔远离所述第一导槽和所述第二导槽的一端连通有第三导槽和第四导槽,且所述第三导槽和第四导槽中也均设有所述转轮。
通过采用上述技术方案,当工字钢完成校直后,当使用与直线模组连接的工件抓取件将工字钢托离工作台时,通过第三导槽和第四导槽中的转轮可以对工字钢起到支撑和传送的作用,从而有利于防止工字钢和工作台之间产生摩擦。
优选的,所述传送机构包括传送架,所述传送架上转动连接有若干用于传送工件的转动辊,且所述传送架上还设有用于驱动若干所述转动辊的电机。
通过采用上述技术方案,通过电机可带动传送架上的转动辊转动,从而便于将工字钢传至工作台上。
优选的,每个所述转动辊上均开设有若干用于对所述工字钢进行限位的环槽。
通过采用上述技术方案,可将工字钢的侧板伸入转动辊上的环槽中,从而环槽可以对工字钢起到限位和导向的作用。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过顶升组件、压降组件可以紧压工字钢的腹板,从而对工字板的腹板起到校直的作用;通过顶升组件、压降组件以及挤压组件可以紧压工字钢的两个侧板,从而对工字钢的两个侧板起到校直的作用;
2.通过第一导槽、第二导槽、第三导槽以及第四导槽中的转轮可以对工字钢起到支撑以及传送的作用,有利于减少工字钢和工作台之间的摩擦力;
3.在转动辊上设置供工字钢的侧板伸入的环槽,有利于对工字钢起到限位和导向的作用。
附图说明
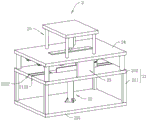
图1是本申请实施例中一种用于密闭门制造的校直机的整体结构示意图。
图2是本申请实施例中传送机构的整体结构示意图。
图3是图2中A部分的放大图。
图4是本申请实施例中一个视角下校直机构的整体结构示意图。
图5是本申请实施例中用于体现工作台和底座之间位置关系的结构示意图。
图6是图5中B部分的放大图。
图7是本申请实施例中用于体现第一伸缩件、顶升板以及顶升板孔三者之间位置关系的结构示意图。
图8是本申请实施例中用于体现直线模组和压降板孔之间位置关系的结构示意图。
图9是本申请实施例中用于体现第二伸缩件和第三伸缩件之间位置关系的结构示意图。
图10是本申请实施例中另一视角下校直机构的整体结构示意图。
图11是图10中C部分的放大图。
附图标记说明:1、传送机构;11、传送架;111、第一支撑腿;112、横梁;1121、圆形孔;12、转动辊;121、轴承;122、链轮;123、驱动轮;124、环槽;13、电机;14、链条;2、校直机构;21、工作台;211、第二支撑腿;212、台板;2121、顶升板孔;2122、第一导槽;2123、第二导槽;2124、第三导槽;2125、第四导槽;2126、第一支撑柱;213、转轮;2131、转轮环槽;22、顶升组件;221、底座;222、第一伸缩件;223、第一三角固定板;224、顶升板;23、挤压组件;231、第一安置板;233、第二伸缩件;235、挤压板;237、支撑块;239、第二三角固定板;24、安装板;241、压降板孔;25、压降组件;251、第二支撑柱;252、第二安置板;253、第三伸缩件;254、压降板;255、第三三角固定板;26、直线模组;27、电动伸缩杆;28、工件抓取件;281、电磁铁。
具体实施方式
以下结合附图1-10对本申请作进一步详细说明。
所谓校直机,就是用来对轴杆类零部件进行校直的机器,通过校直以便获得理想的直线度要求或回转精度要求,保证零部件能够达到装配精度或获得下道工序最小切削加工余量。
工字钢包括腹板,腹板的两端均设有侧板,两侧板相互平行且均与腹板垂直。
本申请实施例公开一种用于密闭门制造的校直机。参照图1,用于密闭门制造的校直机包括依次设置的传送机构1和校直机构2,且校直机构2靠近传送机构1的一端。
参照图2,传送机构1包括传送架11,传送架11包括两个横梁112,每个横梁112的两端均设有第一支撑腿111,且两个横梁112之间设有若干用于传送工字钢的转动辊12,结合图3,每个横梁112上对应转动辊12端部的位置均设有圆形孔1121,且每个转动辊12的两端均设有转动连接在圆形孔1121中的轴承121。且每个转动辊12还均伸出其中一个横梁112,每个转动辊12伸出横梁112的一端上均设有链轮122,且链轮122之间通过一根链条14传动连接,其中一个转动辊12伸出横梁112的一端上还设有一个驱动轮123,且传送架11的下方设有一个可与此驱动轮123传动连接的电机13。
参照图3,每个转动辊12的侧壁上均设有两个环槽124,且两个环槽124之间的距离为工字钢上两个侧板之间的距离,每个环槽的宽度与工字钢侧板的厚度一致。传送工字钢时,将工字钢两个侧板分别伸入转动辊12上的对应的环槽124中,这样通过转动辊12传送工字钢,不仅可以防止工字钢在传送过程中发生偏移,还能对工字钢起到导向的作用,以便于后续对工字钢进行校直。
参照图4,校直机构2包括底座221,底座221上固定有一个工作台21。底座221上设有用于将工字钢顶起的顶升组件22,工作台21设有两个用于从工字钢的两侧对工字钢进行挤压的挤压组件23,工作台21上还设有安装板24,且安装板24上设有用于从上方对工字钢进行挤压的压降组件25。
参照图5,工作台21包括竖直安装在底座221上的四个第二支撑腿211,四个第二支撑腿211的顶端固定有一个台板212,且台板212的中间区域开设有一个长度方向与转动辊12的传送方向一致的顶升板孔2121。台板212上且靠近传送架11的位置上开设有相互平行且间距和工字钢两侧板之间距离相同的第一导槽2122和第二导槽2123,第一导槽212远离第二导槽2123的一个内侧壁与顶升板孔2121的一个侧壁齐平,且第二导槽2123远离第一导槽2122的一个内侧壁与顶升板孔2121的另一个侧壁齐平。结合图1,第一导槽2122靠近传送架11的一端对准转动辊12上的一个环槽124,第二导槽2123靠近传送架11的一端对准转动辊12上的另一环槽124。
参照图6,第一导槽2122和第二导槽2123中均设有若干用于支撑和传动工字钢的转轮213,且每个转轮213上均设有转轮环槽2131。在转轮213上设置转轮环槽2131的目的在于:其一,使工字钢进入台板212上后仍能保持原有的运动方向,其二,对工字钢进行限位防止工字钢发生偏移。
参照图7,底座221上且位于顶升板孔2121正下方的位置上设有朝上顶升的第一伸缩件222,此处的第一伸缩件222可以是一个液压缸或者气缸等可进行强力顶升的器件。第一伸缩件222的侧壁和底座221之间连接有若干第一三角固定板223,如此可以提升第一伸缩件222工作时的稳定性。第一伸缩件222的顶端设有一个可穿过顶升板孔2121的顶升板224,且顶升板224的宽度与工字钢腹板的宽度一致。
在其他实施例中,第一伸缩件222还可以为不少于两个且能并排使用的液压缸或者气缸等可进行强力顶升的器件,再在这样的第一伸缩件222的顶端设置顶升板224,如此可以增加第一伸缩件222顶升时的稳定性。
参照图8,台板212的顶壁上固定有四个第一支撑柱2126,且四个第一支撑柱2126的顶端上固定有一块安装板24,此安装板24上开设有与顶升板孔2121大小一致的压降板孔241,且此压降板孔241和顶升板孔2121在竖直方向上对齐。
安装板24的底壁上且位于压降板孔241两侧的位置上均设有直线模组26,且每个直线模组26的滑块上均设有电动伸缩杆27,每个电动伸缩杆27均朝向顶升板孔2121上方的位置,且每个电动伸缩杆27的远离直线模组26的一端均设有用于吸住工字钢侧板的工件抓取件28,且工件抓取件28一般采用电磁铁281。
在其他实施例中,工件抓取件28还可采用现有技术中的机械抓手。
参照图1和图8,通过转动辊12将工字钢传至台板212上后,工字钢的侧板会进入第一导槽2122和第二导槽2123中,此时转动辊12仍会对与转动辊12有接触的工字钢有传动的作用,从而使工字钢沿第一导槽2122和第二导槽2123朝向顶升板孔2121处运动,此时,通过第一伸缩件222向上顶升顶升板224,并使顶升板224的顶面和工字钢腹板底壁的高度保持一致。
当工字钢和转动辊12脱离接触时,通过电动伸缩杆27使电磁铁281朝向工字钢的侧板处运动,进一步通过电磁铁281吸住工字钢的侧板,并在直线模组26的带动下将工字钢朝顶升板孔2121处拖动,直至将工字钢拖动至顶升板孔2121的正上方,且工字钢的腹板底壁和顶升板224的顶壁完全贴合,然后使电磁铁281松开工字钢,再使电动伸缩杆27收缩。
参照图9,台板212的两个侧边上均设有挤压组件23,且两组挤压组件23相对设置。以其中一组挤压组件23为例,挤压组件23包括竖直设置的台板212上的第一安置板231,且第一安置板231的顶端与安装板24的底壁连接,安装板24和第一安置板231之间固定有若干用于加强安装板24和第一安置板231之间连接强度的第二三角固定板239。
两个第一安置板231相对的侧壁上均固定有第二伸缩件233,此处的第二伸缩件233可以是一个液压缸或者气缸等可进行强力伸缩的器件,第二伸缩件233的侧壁和台板212之间固定有支撑块237,支撑块237用于对第二伸缩件233进行支撑与限位,可防止第二伸缩件233在挤压工字钢的时候发生倾斜。
每个第二伸缩件233远离第一安置板231的一端均设有用于和工字钢一个侧板相抵的挤压板235,且挤压板235宽度大于工字钢侧板的宽度。
在其他实施例中,第二伸缩件233也可以为不少于两个且能并排使用的液压缸或者气缸等可进行强力伸缩的器件,再在这样的第二伸缩件233远离第一安置板231的一端连接挤压板235。如此,不仅可以增加挤压板235配合顶升板224和压降板254挤压工字钢侧板时的稳定性,还能有效提升挤压板235配合顶升板224和压降板254挤压工字钢侧板的力度,从而有效提升工字钢腹板的校直质量和效率。
参照图10,压降组件25包括安装板24的顶壁上竖直设置的四根第二支撑柱251,且四根第二支撑柱251的顶端连接有水平设置的第二安置板252,第二安置板252的底壁上设有一个第三伸缩件253,此处的第三伸缩件253可以是液压缸或者气缸等可进行强力压降的器件,为了防止第三伸缩件253在挤压工字钢的过程中产生偏移,故而在第三伸缩件253的侧壁和第二安置板252之间连接有第三三角固定板255,第三伸缩件253的底端水平设有和顶升板224一致且可穿过压降板孔241的压降板254。
在其他实施例中,第三伸缩件253也可为不少于两个且能并排使用的液压缸或者气缸等可进行强力伸缩的器件,再在这样的第三伸缩件253远离第二安置板252的一端连接压降板254,如此不仅可以提升压降板254配合顶升板224挤压工字钢腹板时的稳定性,还能提升压降板254配合顶升板224挤压工字钢腹板的力度,从而进一步提升工字钢腹板的校直质量和效率。
当工字钢腹板的底壁完全置于顶升板224上时,通过第一伸缩件222将工字钢顶升至两个挤压板235之间的位置上,接着,通过第三伸缩件253使压降板254向下穿过压降板孔241,并挤压在工字钢腹板的顶壁上,然后顶升板224和压降板254对工字钢的腹板进行挤压式的校直操作,此时,顶升板224和压降板254还均与工字钢侧板的内侧壁相抵,然后通过第二伸缩件233带动挤压板235挤压工字钢的两个侧板,这样,挤压板235可以和顶升板224以及压降板254配合对工字钢的侧板进行挤压式的校直操作。
参照图10和图11,台板212上还设有相互平行且和顶升板孔2121连通的第三导槽2124和第四导槽2125,且第三导槽2124和第四导槽2125中也均设有若干带有转轮环槽2131的转轮213。
当完成工字钢的校直操作后,第一伸缩件222、第二伸缩件233以及第三伸缩件253收缩,从而使挤压板235以及压降板254离开工字钢,且顶升板224再次降至与台板212的顶壁处于同一高度,然后再次使用电动伸缩杆27使电磁铁281向工字钢处运动,并进一步使电磁铁281再次吸附工字钢的侧板,然后电动伸缩杆27在直线模组26的带动下,使工字钢腹板的底壁逐渐脱离顶升板224,并使工字钢一个侧板依次进入到转轮213的转轮环槽2131中,同时还使工字钢另一个侧板依次进入到转轮213的转轮环槽2131中,最后,完成校直的工字钢在直线模组26的带动下从第三导槽2124和第四导槽2125逐渐离开台板212。
本申请实施例一种用于密闭门制造的校直机的实施原理为:将需要进行校直处理的工字钢放置到传送架11上的转动辊12上,并使工字钢的侧板伸入转动辊12的环槽124内,接着通过转动辊12将待校直的工字钢传至工作台21上,然后通过顶升板224和压降板254以挤压的方式对工字钢的腹板进行校直处理,再通过顶升板224、压降板254以及挤压板235以挤压的方式对工字钢的两个侧板进行校直处理,最后将完成校直的工字钢从工作台21上脱离进行收集。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
Claims (10)
1.一种用于密闭门制造的校直机,其特征在于:包括依次设置的传送机构(1)和工作台(21),所述工作台上开设有顶升板孔(2121),所述传送机构(1)用于将供校直机加工的工字钢输送至所述工作台(21)上的顶升板孔(2121)上方;所述顶升板孔(2121)的下方设有能够穿过所述顶升板孔(2121)将所述工字钢顶起的顶升组件(22),所述顶升板孔(2121)的上方两侧的位置均设有用于向被所述顶升组件(22)顶起的所述工字钢施加挤压力的挤压组件(23);所述顶升板孔(2121)的上方设置有压降组件(25),所述压降组件(25)用于向被所述顶升组件(22)顶起的工字钢施加向下的挤压力。
2.根据权利要求1所述的一种用于密闭门制造的校直机,其特征在于:所述顶升组件(22)包括设置在顶升板孔(2121)下方的第一伸缩件(222),所述第一伸缩件(222)上固定有可穿过顶升板孔(2121)的顶升板(224)。
3.根据权利要求1所述的一种用于密闭门制造的校直机,其特征在于:所述挤压组件(23)包括设置在所述工作台(21)侧边的第二伸缩件(233),且所述第二伸缩件(233)上设有用于挤压所述工字钢两侧的挤压板(235)。
4.根据权利要求3所述的一种用于密闭门制造的校直机,其特征在于:所述挤压组件(23)还包括设置在所述工作台(21)侧边上的第一安置板(231),且所述第二伸缩件(233)固定在所述第一安置板(231)上;所述第二伸缩件(233)和所述工作台(21)之间连接有支撑块(237)。
5.根据权利要求4所述的一种用于密闭门制造的校直机,其特征在于:所述第一安置板(231)上方设有第三伸缩件(253),且所述第三伸缩件(253)上设有用于挤压所述工字钢的压降板(254)。
6.根据权利要求1所述的一种用于密闭门制造的校直机,其特征在于:所述安装板(24)上设有直线模组(26),所述直线模组(26)上设有电动伸缩杆(27),且所述电动伸缩杆(27)的远离所述直线模组(26)的一端设有用于抓取所述工字钢的工件抓取件(28)。
7.根据权利要求1所述的一种用于密闭门制造的校直机,其特征在于:所述工作台(21)上靠近所述传送机构(1)的位置上开设有连通所述顶升板孔(2121)一端的第一导槽(2122)和第二导槽(2123),且所述第一导槽(2122)和所述第二导槽(2123)中均设有若干用于传送工件的转轮(213)。
8.根据权利要求7所述的一种用于密闭门制造的校直机,其特征在于:所述顶升板孔(2121)远离所述第一导槽(2122)和所述第二导槽(2123)的一端连通有第三导槽(2124)和第四导槽(2125),且所述第三导槽(2124)和第四导槽(2125)中也均设有所述转轮(213)。
9.根据权利要求1所述的一种用于密闭门制造的校直机,其特征在于:所述传送机构(1)包括传送架(11),所述传送架(11)上转动连接有若干用于传送工件的转动辊(12),且所述传送架(11)上还设有用于驱动若干所述转动辊(12)的电机(13)。
10.根据权利要求9所述的一种用于密闭门制造的校直机,其特征在于:每个所述转动辊(12)上均开设有若干用于对所述工字钢进行限位的环槽(124)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111178730.7A CN113828658B (zh) | 2021-10-11 | 2021-10-11 | 一种用于密闭门制造的校直机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111178730.7A CN113828658B (zh) | 2021-10-11 | 2021-10-11 | 一种用于密闭门制造的校直机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113828658A true CN113828658A (zh) | 2021-12-24 |
| CN113828658B CN113828658B (zh) | 2023-11-24 |
Family
ID=78968264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111178730.7A Active CN113828658B (zh) | 2021-10-11 | 2021-10-11 | 一种用于密闭门制造的校直机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113828658B (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11147132A (ja) * | 1997-11-13 | 1999-06-02 | Nkk Corp | H形鋼のローラ矯正方法 |
| JP2018012285A (ja) * | 2016-07-22 | 2018-01-25 | パスカルエンジニアリング株式会社 | 金型搬送台車 |
| CN207222635U (zh) * | 2017-09-07 | 2018-04-13 | 安徽兴永机电设备有限公司 | 一种h型钢矫正装置 |
| CN110127114A (zh) * | 2019-06-12 | 2019-08-16 | 台州速贝机电科技有限公司 | 一种理料装置 |
| CN112170556A (zh) * | 2020-10-22 | 2021-01-05 | 昆明地标机电设备有限公司 | 一种便携式全方位专业校直、校正工具 |
-
2021
- 2021-10-11 CN CN202111178730.7A patent/CN113828658B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11147132A (ja) * | 1997-11-13 | 1999-06-02 | Nkk Corp | H形鋼のローラ矯正方法 |
| JP2018012285A (ja) * | 2016-07-22 | 2018-01-25 | パスカルエンジニアリング株式会社 | 金型搬送台車 |
| CN207222635U (zh) * | 2017-09-07 | 2018-04-13 | 安徽兴永机电设备有限公司 | 一种h型钢矫正装置 |
| CN110127114A (zh) * | 2019-06-12 | 2019-08-16 | 台州速贝机电科技有限公司 | 一种理料装置 |
| CN112170556A (zh) * | 2020-10-22 | 2021-01-05 | 昆明地标机电设备有限公司 | 一种便携式全方位专业校直、校正工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113828658B (zh) | 2023-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102896250A (zh) | 一种液压机自动上下料装置 | |
| CN107433444A (zh) | 二次连续化浮动压装装置 | |
| CN104310071A (zh) | 一种码箱抓手机构及抓取方法 | |
| CN111531340B (zh) | 一种大型设备的工件的更换装置 | |
| CN110877162A (zh) | 升降式激光切割机工料台 | |
| CN113828658A (zh) | 一种用于密闭门制造的校直机 | |
| CN202921804U (zh) | 一种液压机自动上下料装置 | |
| CN112008287A (zh) | 带式输送机槽形托辊横梁组件的自动装夹智能焊接设备 | |
| CN110919089A (zh) | 一种型材角度锯切流水线 | |
| US3052140A (en) | Apparatus and method for manufacture of riveted plate girders | |
| CN113601082B (zh) | 一种多功能钢结构组焊流水线平台 | |
| CN209830045U (zh) | 易于拆装模具的冲压设备 | |
| CN108788573B (zh) | 纵缝自动焊接设备 | |
| CN112676752A (zh) | 一种臂架固定焊接设备 | |
| CN211331043U (zh) | 一种快速定位的冲孔机 | |
| CN213059111U (zh) | 一种用于轴承加工的板件预处理定位装置 | |
| CN216576827U (zh) | 一种加工用切削设备 | |
| CN213613438U (zh) | 金属管加工装置 | |
| CN218693132U (zh) | 一种用于金属板料加工的连续冲压模具 | |
| CN219052702U (zh) | 一种加工成形定位装置 | |
| CN217912925U (zh) | 一种通过式自动打孔机 | |
| CN217570318U (zh) | 一种无人机结构件加工用工装 | |
| CN214556428U (zh) | 重型汽车连接板冲压折弯机 | |
| CN211102804U (zh) | 自动化切割滑台 | |
| CN219275192U (zh) | 一种板件快速定位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |