CN113277276A - 一种物料吸尘储运系统 - Google Patents
一种物料吸尘储运系统 Download PDFInfo
- Publication number
- CN113277276A CN113277276A CN202110573089.0A CN202110573089A CN113277276A CN 113277276 A CN113277276 A CN 113277276A CN 202110573089 A CN202110573089 A CN 202110573089A CN 113277276 A CN113277276 A CN 113277276A
- Authority
- CN
- China
- Prior art keywords
- storage
- dust
- transportation
- discharging
- transportation system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 155
- 239000000428 dust Substances 0.000 title claims abstract description 39
- 238000010521 absorption reaction Methods 0.000 title claims abstract description 19
- 230000007246 mechanism Effects 0.000 claims abstract description 163
- 238000003860 storage Methods 0.000 claims abstract description 75
- 238000007599 discharging Methods 0.000 claims abstract description 35
- 230000005540 biological transmission Effects 0.000 claims abstract description 27
- 239000000725 suspension Substances 0.000 claims description 33
- 230000017105 transposition Effects 0.000 claims description 18
- 238000009826 distribution Methods 0.000 claims description 3
- 238000000926 separation method Methods 0.000 claims 6
- 238000003912 environmental pollution Methods 0.000 abstract description 6
- 238000000034 method Methods 0.000 abstract description 6
- 230000007613 environmental effect Effects 0.000 abstract description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 230000008569 process Effects 0.000 abstract description 4
- 230000000694 effects Effects 0.000 abstract description 3
- 230000032258 transport Effects 0.000 description 18
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 17
- 229910052799 carbon Inorganic materials 0.000 description 17
- 230000009286 beneficial effect Effects 0.000 description 11
- 238000006243 chemical reaction Methods 0.000 description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 208000028571 Occupational disease Diseases 0.000 description 2
- 238000005303 weighing Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001052 transient effect Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G35/00—Mechanical conveyors not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/82—Rotary or reciprocating members for direct action on articles or materials, e.g. pushers, rakes, shovels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G69/00—Auxiliary measures taken, or devices used, in connection with loading or unloading
- B65G69/18—Preventing escape of dust
- B65G69/185—Preventing escape of dust by means of non-sealed systems
- B65G69/186—Preventing escape of dust by means of non-sealed systems with aspiration means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C1/00—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles
- B66C1/10—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles by mechanical means
- B66C1/42—Gripping members engaging only the external or internal surfaces of the articles
- B66C1/44—Gripping members engaging only the external or internal surfaces of the articles and applying frictional forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C11/00—Trolleys or crabs, e.g. operating above runways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C19/00—Cranes comprising trolleys or crabs running on fixed or movable bridges or gantries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C5/00—Base supporting structures with legs
- B66C5/02—Fixed or travelling bridges or gantries, i.e. elongated structures of inverted L or of inverted U shape or tripods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/025—Boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/02—Control or detection
- B65G2203/0208—Control or detection relating to the transported articles
- B65G2203/0233—Position of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
- B65G2203/042—Sensors
Abstract
本发明涉及一种物料吸尘储运系统,包括上料装置、传动运输装置以及下料装置,所述上料装置包括暂存机构、分料三通以及吸尘机构,所述暂存机构与所述分料三通一端连接,且连接处设有控制通断的第一阀门,所述分料三通上设有吸尘机构和分料换位装置;传动运输装置位于上料装置和下料装置下方并将从上料装置收集的物料运输至下料装置进行下料。本发明的物料吸尘储运系统,能够实现全自动化、高效转运,降低了工人劳动强度,提高生产效率。除尘效率高,并能有效解决环境污染,从而改善了工人的作业环境,提高了工人作业时的安全保障。本发明在上料装置、分料三通等部件上设置吸尘机构,在储运过程中有很好的收尘效果,在环卫和环保上具有突出的贡献。
Description
技术领域
本发明涉及物料储运相关技术领域,尤其涉及一种物料吸尘储运系统,具体涉及一种残极炭块吸尘储运装置,可实现对残极碳块的全自动化转运、储存以及吸尘等操作。
背景技术
电解铝残阳极碳块压脱后,经带式输送机输送至残极块储运车间,从高处自由下落到地面进行堆存,下落过程中产生大量粉尘。后由装载机从残极碳块下落点转运到残极碳块储运车间进行堆存,装载机转运过程中造成二次扬尘。待残极碳块需外运时,再由装载机将其装载到平板拖车上,由拖车外运出厂,此时造成三次扬尘。现有的残极炭块储运存在压脱块转运效率低下,环境污染严重,粉尘多,职业病危害大等问题。
发明内容
本发明所要解决的技术问题是针对现有技术的不足,提供一种物料吸尘储运系统。
本发明解决上述技术问题的技术方案如下:一种物料吸尘储运系统,包括上料装置、传动运输装置以及下料装置,所述上料装置包括暂存机构、分料三通以及吸尘机构,所述暂存机构与所述分料三通一端连接,且连接处设有控制通断的第一阀门,所述分料三通上设有吸尘机构和分料换位装置;所述传动运输装置位于上料装置和下料装置下方并将从上料装置收集的物料运输至下料装置进行下料。
本发明的有益效果是:本发明的物料吸尘储运系统,能够实现全自动化、高效转运,降低了工人劳动强度,提高生产效率。除尘效率高,并能有效解决环境污染,从而改善了工人的作业环境,提高了工人作业时的安全保障。本发明在上料装置、分料三通等部件上设置吸尘机构,在储运过程中有很好的收尘效果,在环卫和环保上具有突出的贡献。
上料装置设置暂存机构,能够让辅助储料装置与传动运输装置有充分的时间进行交替换位接料,当下游机构出现紧急状况时关闭阀瓣,截断与下游的关联。
在上述技术方案的基础上,本发明还可以做如下改进。
进一步,所述下料装置包括龙门架、升降机构、水平轨道、行走机构以及用于吊夹料箱的吊夹机构,所述吊夹机构上设有吸尘机构;所述水平轨道安装在所述龙门架上,所述行走机构可水平移动的设置在所述水平轨道上,所述升降机构安装在所述行走机构上,所述升降机构与所述吊夹机构连接并驱动吊夹机构升降。
采用上述进一步方案的有益效果是:行走机构沿水平轨道左右运动,升降机构置放于行走机构的中间支撑板上,可随行走机构左右运动,吊夹机构装配在升降机构的下勾支撑架上,可随升降机构上下运动;传动运输装置未到达下料装置的起始下料点前,升降机构第一次运行,并通过下勾支撑架带动吊夹机构下移至第一吊位点,第一吊位点的高度低于传动运输装置上的料箱的托架底部,当传动运输装置带着装满物料的料箱到达下料装置的起始下料点后,升降机构第二次运行,升降机构带动吊夹机构向上运行,吊夹机构的托架抬起料箱的托架向上运行,料箱脱离传动运输装置;然后行走机构第一次沿水平轨道向靠近接料点的位置水平移动,带动固定在其上的升降机构、吊夹机构以及吊夹机构托起的料箱一同运行至放料工位。
进一步,还包括竖直导向机构,所述吊夹机构通过滑块连接在所述竖直导向机构上。
采用上述进一步方案的有益效果是:竖直导向机构的设置,可保证吊夹机构能够带动物料竖直稳定升降。
进一步,所述吊夹机构上设有对称设有两组第一托架,两组第一托架之间形成有用于吊夹料箱的通道;所述升降机构包括电动葫芦,所述电动葫芦通过链条分别与吊夹机构并带动吊夹机构升降。
采用上述进一步方案的有益效果是:可将料箱上的第一托架与第二托架进行配合,利用吊夹机构进行吊装。
进一步,所述吊夹机构上设有吸尘机构。
采用上述进一步方案的有益效果是:吊夹机构上设置吸尘机构,当料箱在卸料点卸料时,可以进行有效吸尘,防止环境污染。
进一步,所述下料装置还包括卸料机构,所述卸料机构包括支撑架、电动推杆以及第一扣合件,所述支撑架一端固定在所述龙门架一侧,另一端向下延伸且设有限位挡板;所述电动推杆安装在所述支撑架上,所述电动推杆驱动端连接所述第一扣合件,所述第一扣合件被限位在所述限位挡板内侧。
采用上述进一步方案的有益效果是:第一扣合件可选用向上弯折的挂扣,推杆的绞点通过连接板安装在支撑架上,推杆末端的挂扣通过同样固定在支撑架上的限位挡板限位在放料工位上。
进一步,所述料箱底部设有第三阀门,所述第三阀门一侧设有与所述第一扣合件配合的第二扣合件,并当料箱运行至设定位置使第一扣合件与第二扣合件扣合,通过利用电动推杆拉动第二扣合件使第三阀门打开。
采用上述进一步方案的有益效果是:第二扣合件可选用向下弯折的挂扣,当行走机构运行至放料工位时,车辆已在下料工位等待,升降机构第三次运行,升降机构带动吊夹机构上移,料箱一侧向下弯折的挂扣正好与推杆末端的向上延伸的挂扣对接,推杆向上拉动,从而带动料箱底部的第三阀门打开。
进一步,所述分料换位装置包括驱动部、连杆以及分料阀瓣,所述分料阀瓣中部通过转轴连接在所述分料三通的中部,所述连杆一端与所述转轴连接,所述驱动部驱动端连接的推杆与连杆另一端铰接,并通过推动连杆带动分料阀瓣转动进行三通分料切换。所述分料阀瓣包括底板和两个圆弧形挡板,两个圆弧形挡板分别连接在所述底板两侧。
采用上述进一步方案的有益效果是:三通另两端分别为主通道和副通道,主通道用于与传动运输装置上的料箱配合,副通道用于与辅助储料装置配合,主通道和副通道分别连接有溜道。分料换位装置正常工作状态主通道为开启状态,推杆带动转轴顺时针旋转从而带动分料阀瓣旋转,开启主通道,关闭副通道。即分料换位装置处于主通道开启位置,物料(残极炭块)滑入主溜道通道;当遇紧急情况(或节假日)推杆带动转轴逆时针旋转从而带动分料阀瓣旋转,关闭主通道,开启副通道,即分料换位装置处于副通道开启位置,物料(残极炭块)滑入副通道,并通过与副通道连接的副溜道通道,进行辅助储料。
进一步,所述传动运输装置包括运输车,所述运输车上设有料箱,所述上料装置和下料装置之间设有环形轨道,所述运输车可移动的设置在所述环形轨道上。
采用上述进一步方案的有益效果是:环形轨道的设置,能够使上料点和下料点之间进行循环物料运输。
进一步,还包括辅助储料装置,所述辅助储料装置包括辅助轨道、承载板以及驱动机构,所述辅助轨道铺设在所述上料装置下方,所述承载板可移动的设置在所述辅助轨道上,所述驱动机构驱动所述承载板沿所述辅助轨道移动。
采用上述进一步方案的有益效果是:辅助储料装置设置方式有两种,一种可采用运输车自行在辅助轨道上运行,自行控制在装料位和下料位之间的转换,在运输车上设置转换箱,并在转换箱内设置吨袋用于装载物料;另一种是在承载板上设置转换箱,用于承接物料。辅助储料装置位于副通道的正下方,辅助轨道与承载滑块连接,连接板放置在承载滑块之上,驱动部的推杆伸出,推动连接板向左或向右运动,从而带动固定在连接板上的转换箱左右运动。当转换箱内的吨袋装满物料时,推杆推出,装满物料的吨袋移位下料位,空吨袋随另一残换箱移位至装料位,实现换位装料。辅助储料装置主要运用于紧急状况,如设备出现紧急故障等。
进一步,还包括料仓,所述分料三通的副通道连接破碎机的输入口,所述破碎机的输出口与传输皮带一端上方对应,所述传输皮带另一端与板链提升机的底部连通并将物料输送至板链提升机,所述板链提升机顶部通过物料通道与料仓顶部连通并将物料提升后通过物料通道输入到料仓内。
采用上述进一步方案的有益效果是:采用料仓也可以作为辅助储料使用,可将物料破碎后经过提升机提升并储存在料仓中。
附图说明
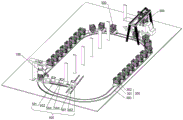
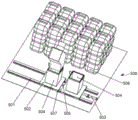
图1为本发明物料吸尘储运系统的立体结构示意图;
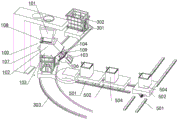
图2为本发明上料装置与辅助储料装置配合的立体结构示意图;
图3为本发明上料装置的立体结构示意图;
图4为本发明上料装置的主视结构示意图;
图5为本发明下料装置的立体结构示意图;
图6为本发明下图5中A部的放大结构示意图;
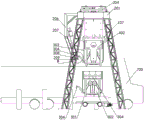
图7为本发明下料装置的主视结构示意图;
图8为本发明下料装置的侧视结构示意图;
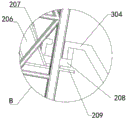
图9为图8中B部的放大结构示意图;
图10为本发明运输车的底部结构示意图;
图11为本发明辅助储运装置另一种实施例的结构示意图;
图12为本发明分料换位装置的内部结构示意图;
图13为本发明料仓辅助储运的结构示意图。
附图中,各标号所代表的部件列表如下:
100、上料装置;101、暂存机构;102、分料三通;103、主通道;104、副通道;106、副溜道;107、吸尘机构;108、第一阀门;109、第二阀门;
200、下料装置;201、龙门架;202、升降机构;203、水平轨道;204、行走机构;205、吊夹机构;206、支撑架;207、电动推杆;208、第一扣合件;209、限位挡板;
300、传动运输装置;301、运输车;302、料箱;303、环形轨道;304、第二扣合件;305、第二托架;306、驱动电机;307、齿轮组;308、车轮;309、第三阀门;
400、导轨;401、第一托架;402、连接板;403、滑块;
500、辅助储料装置;501、辅助轨道;502、承载板;503、驱动机构;504、转换箱;505、连接板;506、吨袋;507、承载滑块;
600、分料换位装置;601、驱动部;602、连杆;603、分料阀瓣;604、转轴;605、推杆;606、铰链;607、铰接座;
700、车辆;800、料仓;801、破碎机;802、传输皮带;803、板链提升机;804、物料通道。
具体实施方式
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
如图1-图12所示,本实施例的一种物料吸尘储运系统,包括上料装置100、传动运输装置300以及下料装置200,所述上料装置100包括暂存机构101、分料三通102以及吸尘机构107,所述暂存机构101与所述分料三通102一端连接,且连接处设有控制通断的第一阀门108,所述分料三通102上设有吸尘机构107和分料换位装置600;所述传动运输装置300位于上料装置100和下料装置200下方并将从上料装置100收集的物料运输至下料装置200进行下料。
本实施例的物料吸尘储运系统,能够实现全自动化、高效转运,降低了工人劳动强度,提高生产效率。除尘效率高,并能有效解决环境污染,从而改善了工人的作业环境,提高了工人作业时的安全保障。
上料装置设置暂存机构,能够让辅助储料装置与传动运输装置有充分的时间进行交替换位接料,当下游机构出现紧急状况时关闭阀瓣,截断与下游的关联。
其中,本实施例的吸尘机构107可选用风机、吸尘口和风管等组成,在待吸尘装置上开设吸尘口,并利用风机与风管连接并安装在吸尘口处进行吸尘。
如图5-图9所示,本实施例的所述下料装置200包括龙门架201、升降机构202、水平轨道203、行走机构204以及用于吊夹料箱302的吊夹机构205,所述水平轨道203安装在所述龙门架201上,所述行走机构204可水平移动的设置在所述水平轨道203上,所述升降机构202安装在所述行走机构204上,所述升降机构202与所述吊夹机构205连接并驱动吊夹机构205升降。行走机构204沿水平轨道203左右运动,升降机构202置放于行走机构204的中间支撑板上(行走机构204有两个且通过中间支撑板进行连接),可随行走机构204左右运动,吊夹机构205装配在升降机构202上,可随升降机构202上下运动;传动运输装置300未到达下料装置200的起始下料点前,升降机构202第一次运行,并通过下勾支撑架带动吊夹机构205下移至第一吊位点,第一吊位点的高度低于传动运输装置300上的料箱302的第二托架305底部,当传动运输装置300带着装满物料的料箱302到达下料装置200的起始下料点后,升降机构202第二次运行,升降机构202带动吊夹机构205向上运行,吊夹机构205的第一托架401抬起料箱302的第二托架305向上运行,料箱302脱离传动运输装置300;然后行走机构204第一次沿水平轨道203向靠近接料点的位置水平移动,带动固定在其上的升降机构202、吊夹机构205以及吊夹机构205托起的料箱302一同运行至放料工位。
本实施例的下料装置还设有用于感应行走机构位置的位置传感器以及用于感应料箱位置的红外传感器。
如图5-图7所示,下料装置200还包括竖直导向机构,所述吊夹机构205通过滑块403连接在所述竖直导向机构上。竖直导向机构的设置,可保证吊夹机构能够带动物料竖直稳定升降。所述竖直导向机构具体包括导轨400。
如图5-图7、图10所示,本实施例的所述吊夹机构205上设有对称设有两组第一托架401,两组第一托架401之间形成有用于吊夹料箱302的通道,所述第一托架401设置在连接板402上,所述连接板402通过滑块403可滑动的连接在导轨400上;所述升降机构202包括电动葫芦,所述电动葫芦通过链条分别与吊夹机构205并带动吊夹机构205升降。可将料箱302上的第二托架305与第一托架401进行配合,利用吊夹机构进行吊装。
如图5-图8所示,本实施例的所述吊夹机构205上设有吸尘机构107。吊夹机构上设置吸尘机构,当料箱在卸料点卸料时,可以进行有效吸尘,防止环境污染。
如图5-图9所示,本实施例的所述下料装置200的一个可选方案为,还包括卸料机构,所述卸料机构包括支撑架206、电动推杆207以及第一扣合件208,所述支撑架206一端固定在所述龙门架201一侧,另一端向下延伸且设有限位挡板209;所述电动推杆207安装在所述支撑架206上,所述电动推杆207驱动端连接所述第一扣合件208,所述第一扣合件208被限位在所述限位挡板209内侧。第一扣合件208可选用向上弯折的挂扣,电动推杆207的绞点通过连接板安装在支撑架206上,电动推杆207末端的挂扣通过同样固定在支撑架206上的限位挡板209限位在放料工位上。
如图5-图8所示,本实施例的所述料箱302底部设有第三阀门309,所述第三阀门309一侧设有与所述第一扣合件208配合的第二扣合件304,并当料箱302运行至设定位置使第一扣合件208与第二扣合件304扣合,通过利用电动推杆207拉动第二扣合件304使第三阀门309打开。第二扣合件304可选用向下弯折的挂扣,当行走机构204运行至放料工位时,车辆700已在下料工位等待,升降机构202第三次运行,升降机构202带动吊夹机构205上移,料箱302一侧向下弯折的挂扣正好与电动推杆207末端的向上延伸的挂扣对接,电动推杆207向上拉动,从而带动料箱302底部的第三阀门309打开。
如图12所示,本实施例的所述分料换位装置600包括驱动部601、连杆602以及分料阀瓣603,所述分料阀瓣603中部通过转轴604连接在所述分料三通102的中部,所述连杆602一端与所述转轴604连接,所述驱动部601驱动端连接的推杆605与连杆602另一端铰接,并通过推动连杆602带动分料阀瓣603转动进行三通分料切换。所述分料阀瓣包括底板和两个圆弧形挡板,两个圆弧形挡板分别连接在所述底板两侧。驱动部601通过铰链606铰接在铰链座607上。分料三通102另两端分别为主通道103和副通道104,主通道103用于与传动运输装置300上的料箱302配合,副通道104用于与辅助储料装置500配合,主通道103和副通道104分别螺栓连接有溜道,如图2-图4所示,副通道104连接有副溜道106,主通道103与主溜道连接位置以及副通道104与副溜道106连接位置处也可设置第二阀门109用于通过通断,分料换位装置600切换至主通道103时,第二阀门控制主溜道与主通道103导通,当分料换位装置600切换至副通道104时,可通过第二阀门109控制副溜道与副通道104导通,当然也可以不设置第二阀门,分料换位装置切换后直接导通。分料换位装置正常工作状态主通道为开启状态,推杆带动转轴顺时针旋转从而带动分料阀瓣旋转,开启主通道,关闭副通道。即分料换位装置处于主通道开启位置,物料(残极炭块)滑入主溜道通道;当遇紧急情况(或节假日)推杆带动转轴逆时针旋转从而带动分料阀瓣旋转,关闭主通道,开启副通道,即分料换位装置处于副通道开启位置,物料(残极炭块)滑入副通道,并通过与副通道连接的副溜道通道,进行辅助储料。也可在主溜道与副溜道上分别设置吸尘口,并安装吸尘机构。主溜道和副溜道内也可以设置缓冲架,缓冲架用筋板错位搭接而成,减缓由高处落下的物料(阳极残极碳块)对溜道的冲击,溜道表面光滑,便于传送物料(阳极残极碳块)。
如图1所示,本实施例的所述传动运输装置300包括运输车301,所述运输车301上设有料箱302,所述上料装置100和下料装置200之间设有环形轨道303,所述运输车301可移动的设置在所述环形轨道303上。环形轨道的设置,能够使上料点和下料点之间进行循环物料运输。
其中,运输车301采用能够实现在环形轨道303上运行的任意结构,例如,可以参考图10所示,包括车轮308、防偏轮、取电滑块、电控箱、驱动电机、齿轮组307等。运输车301车体正下方设有安装架,安装架一侧设置驱动电机306,驱动电机306的输出端设置减速箱,减速箱的输出端设置相互啮合的齿轮组307,齿轮组307包括主动齿轮和从动齿轮,主动齿轮与减速箱输出端连接,从动齿轮与运输车301转轴连接,转轴两端连接车轮308。安装架另一侧设置另一组驱动电机、减速箱、齿轮组307;运输车车体底部安装架上的两组驱动机构带动整个车体沿环形轨道303运行。自驱动运输车可实现顺利转弯,又避免了过多占用空间,很好地解决了现有轨道平车轨迹位置占用空间过多的问题;料箱平放在轨道平车顶平面上。
为了保证小车在环形轨道上运行平稳,环形轨道半径保证足够的曲率半径。因运行场地为室内车间,为安全起见,采用低压轨道供电,将交流380V的电源通过变压器降压至交流36V二相,分别接至二根轨道上,轨道上运输车的车轮和导电滑块将两根轨道上的交流36V电源引入车载电气箱,经过升压变压器将两相交流36V升压至两相交流220V。再通过交流控制系统控制平车启动,停止,前进,后退等。
如图11所示,本实施例的储运系统的一个可选实施例,还包括辅助储料装置500,所述辅助储料装置500包括辅助轨道501、承载板502以及驱动机构503,所述滑轨501铺设在所述上料装置200下方,所述承载板502可移动的设置在所述辅助轨道501上,所述驱动机构503驱动所述承载板502沿所述辅助轨道501移动。辅助储料装置设置方式有两种,一种可采用运输车301自行在辅助轨道501上运行,自行控制在装料位和下料位之间的转换,在运输车301上设置转换箱504,并在转换箱504内设置吨袋506用于装载物料;另一种是在承载板502上设置转换箱504,用于承接物料。辅助储料装置位于副通道的正下方,辅助轨道504与承载滑块507连接,连接板505放置在承载滑块507之上,驱动机构503的推杆伸出,推动连接板505向左或向右运动,从而带动固定在连接板505上的转换箱504左右运动。当转换箱504内的吨袋506装满物料时,推杆推出,装满物料的吨袋506移位下料位,空吨袋随另一残换箱504移位至装料位,实现换位装料。辅助储料装置主要运用于紧急状况,如设备出现紧急故障等。
如图13所示,本实施例的储运系统的另一个可选实施例,可采用料仓进行辅助储运。具体包括有料仓800,所述分料三通102的副通道104连接破碎机801的输入口,所述破碎机801的输出口与传输皮带802一端上方对应,所述传输皮带802另一端与板链提升机803的底部连通并将物料输送至板链提升机803,所述板链提升机803顶部通过物料通道804与料仓800顶部连通并将物料提升后通过物料通道804输入到料仓800内。采用料仓也可以作为辅助储料使用,当出现设备故障,无法进行物料运输时,可将物料破碎后经过提升机提升并储存在料仓中。
本实施例的物料吸尘储运系统,可用于电解铝残极碳块压脱后的储运。可利用带式输送机将物料运输至上料装置附近,然后根据情况选择经过破碎机破碎后,再经过提升机提升到上料装置的暂存机构顶部的上料口处进行上料,可以在带式输送机构下方设置称重装置,可以通过称重装置控制第一阀门的开启或关闭,利用暂存机构起到承上启下的作用,对带式输送机下来的物料实现开启及短暂的存储。分料三通与暂存机构相连接,并利用其内的分料换位装置实现主通道和副通道的切换;装满物料的料箱可沿环形轨道运输至下料装置,并利用下料装置的升降装置以及行走机构运输至放料工位,再利用支撑架上的电动推杆打开料箱底部的第三阀门实现放料至车辆上。由于在主通道、副通道以及放料时料箱上端都安装有吸尘机构,可以有效减少物料转运时产生的粉尘,避免对环境造成污染,减少职业病的发生,实现了全自动化管理,降低了工人劳动强度,提高了生产效率。改善了工人的作业环境,提高了工人作业时的安全保障。
在本说明书的描述中,参考术语“实施例一”、“实施例二”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体方法、装置或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、方法、装置或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.一种物料吸尘储运系统,其特征在于,包括上料装置、传动运输装置以及下料装置,所述上料装置包括暂存机构、分料三通以及吸尘机构,所述暂存机构与所述分料三通一端连接,且连接处设有控制通断的第一阀门,所述分料三通上设有吸尘机构和分料换位装置;所述传动运输装置位于上料装置和下料装置下方并将从上料装置收集的物料运输至下料装置进行下料。
2.根据权利要求1所述一种物料吸尘储运系统,其特征在于,所述下料装置包括龙门架、升降机构、水平轨道、行走机构以及用于吊夹料箱的吊夹机构,所述吊夹机构上设有吸尘机构;所述水平轨道安装在所述龙门架上,所述行走机构可水平移动的设置在所述水平轨道上,所述升降机构安装在所述行走机构上,所述升降机构与所述吊夹机构连接并驱动吊夹机构升降。
3.根据权利要求2所述一种物料吸尘储运系统,其特征在于,还包括竖直导向机构,所述吊夹机构通过滑块连接在所述竖直导向机构上。
4.根据权利要求2所述一种物料吸尘储运系统,其特征在于,所述吊夹机构上设有对称设有两组第一托架,两组第一托架之间形成有用于吊夹料箱的通道;所述升降机构包括电动葫芦,所述电动葫芦通过链条分别与吊夹机构并带动吊夹机构升降。
5.根据权利要求2所述一种物料吸尘储运系统,其特征在于,所述下料装置还包括卸料机构,所述卸料机构包括支撑架、电动推杆以及第一扣合件,所述支撑架一端固定在所述龙门架一侧,另一端向下延伸且设有限位挡板;所述电动推杆安装在所述支撑架上,所述电动推杆驱动端连接所述第一扣合件,所述第一扣合件被限位在所述限位挡板内侧。
6.根据权利要求5所述一种物料吸尘储运系统,其特征在于,所述料箱底部设有第三阀门,所述第三阀门一侧设有与所述第一扣合件配合的第二扣合件,并当料箱运行至设定位置使第一扣合件与第二扣合件扣合,通过利用电动推杆拉动第二扣合件使第三阀门打开。
7.根据权利要求1至6任一项所述一种物料吸尘储运系统,其特征在于,所述分料换位装置包括驱动部、连杆以及分料阀瓣,所述分料阀瓣中部通过转轴连接在所述分料三通的中部,所述连杆一端与所述转轴连接,所述驱动部驱动端连接的推杆与连杆另一端铰接,并通过推动连杆带动分料阀瓣转动进行三通分料切换。
8.根据权利要求1至6任一项所述一种物料吸尘储运系统,其特征在于,所述传动运输装置包括运输车,所述运输车上设有料箱,所述上料装置和下料装置之间设有环形轨道,所述运输车可移动的设置在所述环形轨道上。
9.根据权利要求1至6任一项所述一种物料吸尘储运系统,其特征在于,还包括辅助储料装置,所述辅助储料装置包括辅助轨道、承载板以及驱动机构,所述辅助轨道铺设在所述上料装置下方,所述承载板可移动的设置在所述辅助轨道上,所述驱动机构驱动所述承载板沿所述辅助轨道移动。
10.根据权利要求1至6任一项所述一种物料吸尘储运系统,其特征在于,还包括料仓,所述分料三通的副通道连接破碎机的输入口,所述破碎机的输出口与传输皮带一端上方对应,所述传输皮带另一端与板链提升机的底部连通并将物料输送至板链提升机,所述板链提升机顶部通过物料通道与料仓顶部连通并将物料提升后通过物料通道输入到料仓内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110573089.0A CN113277276B (zh) | 2021-05-25 | 2021-05-25 | 一种物料吸尘储运系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110573089.0A CN113277276B (zh) | 2021-05-25 | 2021-05-25 | 一种物料吸尘储运系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113277276A true CN113277276A (zh) | 2021-08-20 |
| CN113277276B CN113277276B (zh) | 2023-05-12 |
Family
ID=77281447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110573089.0A Active CN113277276B (zh) | 2021-05-25 | 2021-05-25 | 一种物料吸尘储运系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113277276B (zh) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101372433A (zh) * | 2008-09-24 | 2009-02-25 | 山东金正大生态工程股份有限公司 | 一种控释肥生产中的产业化加料工艺和装置 |
| CN103831156A (zh) * | 2012-12-03 | 2014-06-04 | 洛阳宇航重工机械有限公司 | 一种用于电解质粉磨的特有生产装置及工艺方法 |
| CN107601062A (zh) * | 2017-09-25 | 2018-01-19 | 中铁第四勘察设计院集团有限公司 | 一种基于agv小车的高铁物流智能装卸系统及方法 |
| CN107839701A (zh) * | 2017-11-16 | 2018-03-27 | 周秘起 | 一种自运行无人驾驶轨道运输装置 |
| CN109761006A (zh) * | 2019-01-24 | 2019-05-17 | 宁波市姚江源机械有限公司 | 一种茶叶上料送料工艺 |
| CN211945057U (zh) * | 2020-03-11 | 2020-11-17 | 佛山井松智能科技有限公司 | 一种智能进仓系统 |
| CN212768673U (zh) * | 2020-05-11 | 2021-03-23 | 河南金升电碳有限公司 | 一种环保型粉料储料系统 |
-
2021
- 2021-05-25 CN CN202110573089.0A patent/CN113277276B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101372433A (zh) * | 2008-09-24 | 2009-02-25 | 山东金正大生态工程股份有限公司 | 一种控释肥生产中的产业化加料工艺和装置 |
| CN103831156A (zh) * | 2012-12-03 | 2014-06-04 | 洛阳宇航重工机械有限公司 | 一种用于电解质粉磨的特有生产装置及工艺方法 |
| CN107601062A (zh) * | 2017-09-25 | 2018-01-19 | 中铁第四勘察设计院集团有限公司 | 一种基于agv小车的高铁物流智能装卸系统及方法 |
| CN107839701A (zh) * | 2017-11-16 | 2018-03-27 | 周秘起 | 一种自运行无人驾驶轨道运输装置 |
| CN109761006A (zh) * | 2019-01-24 | 2019-05-17 | 宁波市姚江源机械有限公司 | 一种茶叶上料送料工艺 |
| CN211945057U (zh) * | 2020-03-11 | 2020-11-17 | 佛山井松智能科技有限公司 | 一种智能进仓系统 |
| CN212768673U (zh) * | 2020-05-11 | 2021-03-23 | 河南金升电碳有限公司 | 一种环保型粉料储料系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113277276B (zh) | 2023-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106004609B (zh) | 自装卸货车车厢的装卸方法 | |
| CN210236494U (zh) | 一种袋装物料自动装车机 | |
| CN115092709B (zh) | 一种带有码放压平功能的软袋物料装车机 | |
| CZ280527B6 (cs) | Způsob výměny starých pražců koleje za nové pražce a zařízení k jeho provádění | |
| CN214192408U (zh) | 一种下层上料提升架 | |
| CN213010899U (zh) | 袋装物料自动装车机 | |
| CN113277276B (zh) | 一种物料吸尘储运系统 | |
| CN108995570B (zh) | 一种构件转运车及转运系统 | |
| CN111483833A (zh) | 一种货物自动装车设备 | |
| CN108716285B (zh) | 一种建筑用砖卸运装置 | |
| JP2688868B2 (ja) | 運搬車の荷物の移し換え方法 | |
| CN211619404U (zh) | 铁路散粮运输装车设备 | |
| CN209796893U (zh) | 一种高位废钢连续上料系统 | |
| CN111703448A (zh) | 一种自动化铁路扣件散料车 | |
| CN111470227A (zh) | 垃圾压缩站 | |
| CN203306548U (zh) | 一种水平分体式生活垃圾压缩站的两箱位移位装置 | |
| CN212830738U (zh) | 一种垃圾压缩装置及垃圾压缩站 | |
| CN220904810U (zh) | 一种自动装卸共享电单车载运车箱 | |
| CN217755946U (zh) | 一种散装物料装车设备 | |
| CN109625761A (zh) | 一种自动上下料装置 | |
| CN215158472U (zh) | 土工膜铺设系统的高层送料车 | |
| CN210763802U (zh) | 一种电梯式原纸输送辅助设备 | |
| CN214059264U (zh) | 一种煤仓用移动卸料装置 | |
| CN209367410U (zh) | 一种袋装物料装车装置用投袋器 | |
| CN209367409U (zh) | 一种袋装物料装车装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: A material vacuum storage and transportation system Granted publication date: 20230512 Pledgee: Postal Savings Bank of China Co.,Ltd. Yangzhou Jiangdu District Sub branch Pledgor: YANGZHOU BAFANG ELECTROMECHANICAL DEVICE Co.,Ltd. Registration number: Y2024980012576 |