CN112678538A - 一种软包电池的自动堆叠装置及其组盘和拆盘方法 - Google Patents
一种软包电池的自动堆叠装置及其组盘和拆盘方法 Download PDFInfo
- Publication number
- CN112678538A CN112678538A CN202011496980.0A CN202011496980A CN112678538A CN 112678538 A CN112678538 A CN 112678538A CN 202011496980 A CN202011496980 A CN 202011496980A CN 112678538 A CN112678538 A CN 112678538A
- Authority
- CN
- China
- Prior art keywords
- metal plate
- cylinder
- jacking
- assembled
- battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Battery Mounting, Suspending (AREA)
Abstract
一种软包电池的自动堆叠装置,它涉及软包电池技术领域。它包括:机架;装配于所述机架上的输送线;用于驱动所述输送线的驱动电机;可在所述输送线上运输、用于承载软包电池的金属板;装配于所述机架上、且位于所述输送线一端的、用于将所述金属板顶升或缩回的顶升机构;装配于所述机架上、且位于所述顶升机构两侧的承载台;装配于所述承载台上、用于防止被顶升的金属板下落的止回组件;对应于所述顶升机构位置处的后感应器。采用上述技术方案,具有组盘效率高和对组盘精度要求低的优势。
Description
技术领域
本发明涉及软包电池技术领域,具体涉及一种软包电池的自动堆叠装置及其组盘和拆盘方法。
背景技术
现有的软包电池干燥前需要将软包电池组盘后重组进行干燥,常规的组盘方式是软包电池平躺着流转到组盘区,模组将软包电池逐一垂直竖立起来,然后用机器人或模组抓住软包电池,并将软包电池垂直插入专用电池夹具中两块金属板之间很窄的缝隙里,当专用电池夹具装满软包电池后,再连通金属板一同夹紧后,送入电池干燥箱内干燥。这种方式组盘效率低,精度要求高,硬件成本高。当电池产能较大时,这种组盘方式时序就来不及,只能增加组盘套数,造成成本进一步增加。
发明内容
本发明的目的在于针对现有技术的缺陷和不足,提供一种软包电池的自动堆叠装置,具有组盘效率高和对组盘精度要求低的优势。
为实现上述目的,本发明采用的技术方案是:一种软包电池的自动堆叠装置,包括:机架;装配于所述机架上的输送线;用于驱动所述输送线的驱动电机;可在所述输送线上运输、用于承载软包电池的金属板;装配于所述机架上、且位于所述输送线一端的、用于将所述金属板顶升或缩回的顶升机构;装配于所述机架上、且位于所述顶升机构两侧的承载台;装配于所述承载台上、用于防止被顶升的金属板下落的止回组件;以及,对应于所述顶升机构位置处的、且用于感应到所述金属板后、控制所述顶升机构顶升的后感应器。
本发明进一步设置,所述软包电池的自动堆叠装置还包括:装配于所述机架上、且位于所述顶升机构前、用于将所述金属板分离的分离机构;以及,对应于所述分离机构位置处的、且用于感应到所述金属板后、控制所述分离机构阻挡后续的所述金属板通过的前感应器。
本发明进一步设置,所述承载台上装配有、用于限制堆叠的所述金属板位置的限位板;所述限位板的下端高于所述金属板在所述输送线时的上端。
本发明进一步设置,所述分离机构包括:横向装配于所述机架侧边上、位于所述顶升机构前、用于当所述前感应器感应到所述金属板后、伸出阻挡后续所述金属板的电池分离气缸。
本发明进一步设置,所述分离机构还包括:纵向装配于所述机架横梁上、位于所述顶升机构前、用于当所述前感应器感应到所述金属板后、缩回使所述金属板通过的电池阻挡气缸。
本发明进一步设置,所述软包电池的自动堆叠装置还包括:滑动装配于所述承载台上的安装板、用于带动所述安装板横移的横移气缸;装配于所述安装板上的提升气缸;装配于所述提升气缸输出端的、且突出于所述提升气缸的、可用于抬起所述金属板的承接板。
本发明进一步设置,所述顶升机构为顶升气缸。
本发明进一步设置,所述前感应器和所述后感应器均为红外感应器。
采用上述技术方案后,本发明有益效果为:
1、在本发明中,通过设有金属板,且通过设有输送线来运输金属板,又通过设有顶升机构和止回组件,使得软包电池能够被顶升起来,且由于止回组件的存在,使得被顶升的软包电池不会掉下,使得软包电池能够被放置在金属板里被运输和一同堆叠,由于无需逐一将软包电池放垂直,夹起,以及插入专用电池夹具中两块金属板之间很窄的缝隙里,明显加快了软包电池组盘速度,降低了软包电池的组盘精度要求,且兼容性更好。
2、在本发明中,还通过设有分离机构,能够将金属板有序分离,不会扎堆,不易出错,提高了堆叠效率。此外,还通过设有用于感应的前感应器和后感应器,进一步提高了堆叠效率。
3、在本发明中,通过在承载台上装配有限位板,使得被堆叠的金属板不会掉落,而且堆叠得更加整齐。
4、在本发明中,通过设有横移气缸和提升气缸,使得该软包电池的自动堆叠装置还能够用来拆盘。具体的,当后感应器感应到金属板时,顶升气缸顶升,将所有金属板顶起;随后横移气缸缩回,提升气缸向下伸出,横移气缸伸出,提升气缸缩回,使承接板抬起堆叠下料区里面除了最下面一层剩余的金属板;紧接着顶升气缸缩回,分离出一个金属板;分离的金属板随输送线流走。
本发明还提供一种软包电池的组盘方法,包括以下步骤:
S11、装有软包电池的金属板在输送线上排列流转;
S12、前感应器感应到金属板时,电池分离气缸横向伸出,电池阻挡气缸纵向缩回;
S13、金属板流转到顶升气缸上;
S14、后感应器感应到金属板时,电池阻挡气缸纵向伸出,电池分离气缸横向横向缩回,顶升气缸伸出,将金属板顶到止回组件上面;
S15、顶升气缸缩回;
S16、重复步骤S12-S15,直到顶升的金属板在止回组件上堆叠出需要的数量,完成堆叠组盘。
采用上述技术方案后,本发明有益效果为:大幅度提高了软包电池堆叠组盘的效率。
本发明还提供一种软包电池的拆盘方法,包括以下步骤:
S21、组盘后的软包电池放置在堆叠下料区;
S22、后感应器感应到金属板时,顶升气缸顶升,将所有金属板顶起;
S23、横移气缸缩回,提升气缸向下伸出,横移气缸伸出,提升气缸缩回,使承接板抬起堆叠下料区里面除了最下面一层剩余的金属板;
S24、顶升气缸缩回,分离出一个金属板;
S25、分离的金属板随输送线流走;
S26、前感应器感应到金属板流走,后感应器感应到还有剩余需要下料的金属板,重复步骤S22-S25,直到需要拆盘的金属板,下完为止。
采用上述技术方案后,本发明有益效果为:大幅度提高了软包电池组拆盘的效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1是本发明的结构示意图;
图2是本发明的结构示意图;
图3是本发明的结构示意图;
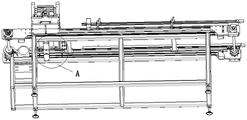
图4是图3中A处的放大图;
图5是本发明的局部零件结构示意图。
附图标记说明:1、机架;2、输送线;3、驱动电机;4、金属板;5、顶升气缸;6、承载台;7、止回组件;8、电池分离气缸;9、电池阻挡气缸;10、后感应器;11、前感应器;12、限位板;13、安装板;14、横移气缸;15、提升气缸;16、承接板。
具体实施方式
以下结合附图对本发明作进一步详细说明。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
本实施例涉及一种一种软包电池的自动堆叠装置,如图1-图5所示,包括:机架1;装配于机架1上的输送线2;用于驱动输送线2的驱动电机3;可在输送线2上运输、用于承载软包电池的金属板4;装配于机架1上、且位于输送线2一端的、用于将金属板4顶升或缩回的顶升机构;装配于机架1上、且位于顶升机构两侧的承载台6;装配于所述承载台6上、用于防止被顶升的金属板4下落的止回组件7;对应于顶升机构位置处的、且用于感应到金属板4后、控制顶升机构顶升的后感应器10。通过设有金属板4,且通过设有输送线2来运输金属板4,又通过设有顶升机构和止回组件7,使得软包电池能够被顶升起来,且由于止回组件7的存在,使得被顶升的软包电池不会掉下,使得软包电池能够被放置在金属板4里被运输和一同堆叠,由于无需逐一将软包电池放垂直,夹起,以及插入专用电池夹具中两块金属板4之间很窄的缝隙里,明显加快了软包电池组盘速度,降低了软包电池的组盘精度要求,且兼容性更好。
软包电池的自动堆叠装置还包括:装配于机架1上、且位于顶升机构前、用于将金属板4分离的分离机构;以及,对应于分离机构位置处的、且用于感应到金属板4后、控制分离机构阻挡后续的金属板4通过的前感应器11。此外还通过设有分离机构,能够将金属板4有序分离,不会扎堆,不易出错,提高了堆叠效率。此外,还通过设有用于感应的前感应器11和后感应器10,进一步提高了堆叠效率。
进一步地,如图1或图2所示,承载台6上装配有、用于限制堆叠的金属板4位置的限位板12;限位板12的下端高于金属板4在输送线2时的上端。通过在承载台6上装配有限位板12,使得被堆叠的金属板4不会掉落,而且堆叠得更加整齐。
具体的,如图2所示,分离机构包括:横向装配于机架1侧边上、位于顶升机构前、用于当前感应器11感应到金属板4后、伸出阻挡后续金属板4的电池分离气缸8。分离机构还包括:纵向装配于机架1横梁上、位于顶升机构前、用于当前感应器11感应到金属板4后、缩回使金属板4通过的电池阻挡气缸9。通过设有电池分离气缸8和电池阻挡气缸9,使得金属板4有序通过,效率更高。
为了使该软包电池的自动堆叠装置还能自动拆盘。如图5所示,该软包电池的自动堆叠装置还包括:滑动装配于承载台6上的安装板13、用于带动安装板13横移的横移气缸14;装配于安装板13上的提升气缸15;装配于提升气缸15输出端的、且突出于提升气缸15的、可用于抬起金属板4的承接板16。
在本实施例中,如图1所示,顶升机构为顶升气缸5。
在本实施例中,前感应器11和后感应器10均为无接触式感应器,具体的,为。红外感应器。当然,该前感应器11和后感应器10也能为其他感应器。
本发明的工作原理大致如下述:
组盘时,当前感应器11感应到金属板4时,电池分离气缸8横向伸出,电池阻挡气缸9纵向缩回,使得被检测的金属板4顺利通过而后续的金属板4被挡住;接着金属板4流转到顶升气缸5上;随后当后感应器10感应到金属板4时,电池阻挡气缸9纵向伸出,电池分离气缸8横向横向缩回,顶升气缸5伸出,将金属板4顶到止回组件7上面;最后顶升气缸5缩回,完成一个金属板4的堆叠上料。
拆盘时,当后感应器10感应到金属板4时,顶升气缸5顶升,将所有金属板4顶起;随后横移气缸14缩回,提升气缸15向下伸出,横移气缸14伸出,提升气缸15缩回,使承接板16抬起堆叠下料区里面除了最下面一层剩余的金属板4;紧接着顶升气缸5缩回,分离出一个金属板4;最后分离的金属板4随输送线2流走,完成一个金属板4的拆卸。
本发明还提供一种软包电池的组盘方法,包括以下步骤:
S11、装有软包电池的金属板4在输送线2上排列流转;
S12、前感应器11感应到金属板4时,电池分离气缸8横向伸出,电池阻挡气缸9纵向缩回;
S13、金属板4流转到顶升气缸5上;
S14、后感应器10感应到金属板4时,电池阻挡气缸9纵向伸出,电池分离气缸8横向横向缩回,顶升气缸5伸出,将金属板4顶到止回组件7上面;
S15、顶升气缸5缩回;
S16、重复步骤S12-S15,直到顶升的金属板4在止回组件7上堆叠出需要的数量,完成堆叠组盘。
采用上述技术方案后,大幅度提高了软包电池堆叠组盘的效率。
本发明还提供一种软包电池的拆盘方法,包括以下步骤:
S21、组盘后的软包电池放置在堆叠下料区;
S22、后感应器10感应到金属板4时,顶升气缸5顶升,将所有金属板4顶起;
S23、横移气缸14缩回,提升气缸15向下伸出,横移气缸14伸出,提升气缸15缩回,使承接板16抬起堆叠下料区里面除了最下面一层剩余的金属板4;
S24、顶升气缸5缩回,分离出一个金属板4;
S25、分离的金属板4随输送线2流走;
S26、前感应器11感应到金属板4流走,后感应器10感应到还有剩余需要下料的金属板4,重复步骤S22-S25,直到需要拆盘的金属板4,下完为止。
采用上述技术方案后,大幅度提高了软包电池组拆盘的效率。
以上,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
Claims (10)
1.一种软包电池的自动堆叠装置,其特征在于,包括:机架(1);装配于所述机架(1)上的输送线(2);用于驱动所述输送线(2)的驱动电机(3);可在所述输送线(2)上运输、用于承载软包电池的金属板(4);装配于所述机架(1)上、且位于所述输送线(2)一端的、用于将所述金属板(4)顶升或缩回的顶升机构;装配于所述机架(1)上、且位于所述顶升机构两侧的承载台(6);装配于所述承载台(6)上、用于防止被顶升的金属板(4)下落的止回组件(7);以及,对应于所述顶升机构位置处的、且用于感应到所述金属板(4)后、控制所述顶升机构顶升的后感应器(10)。
2.根据权利要求1所述的软包电池的自动堆叠装置,其特征在于,所述软包电池的自动堆叠装置还包括:装配于所述机架(1)上、且位于所述顶升机构前、用于将所述金属板(4)分离的分离机构;以及,对应于所述分离机构位置处的、且用于感应到所述金属板(4)后、控制所述分离机构阻挡后续的所述金属板(4)通过的前感应器(11)。
3.根据权利要求1所述的软包电池的自动堆叠装置,其特征在于,所述承载台(6)上装配有、用于限制堆叠的所述金属板(4)位置的限位板(12);所述限位板(12)的下端高于所述金属板(4)在所述输送线(2)时的上端。
4.根据权利要求2所述的软包电池的自动堆叠装置,其特征在于,所述分离机构包括:横向装配于所述机架(1)侧边上、位于所述顶升机构前、用于当所述前感应器(11)感应到所述金属板(4)后、伸出阻挡后续所述金属板(4)的电池分离气缸(8)。
5.根据权利要求4所述的软包电池的自动堆叠装置,其特征在于,所述分离机构还包括:纵向装配于所述机架(1)横梁上、位于所述顶升机构前、用于当所述前感应器(11)感应到所述金属板(4)后、缩回使所述金属板(4)通过的电池阻挡气缸(9)。
6.根据权利要求1所述的软包电池的自动堆叠装置,其特征在于,所述软包电池的自动堆叠装置还包括:滑动装配于所述承载台(6)上的安装板(13)、用于带动所述安装板(13)横移的横移气缸(14);装配于所述安装板(13)上的提升气缸(15);装配于所述提升气缸(15)输出端的、且突出于所述提升气缸(15)的、可用于抬起所述金属板(4)的承接板(16)。
7.根据权利要求1所述的软包电池的自动堆叠装置,其特征在于,所述顶升机构为顶升气缸(5)。
8.根据权利要求2所述的软包电池的自动堆叠装置,其特征在于,所述前感应器(11)和所述后感应器(10)均为红外感应器。
9.一种软包电池的组盘方法,其特征在于,包括以下步骤:
S11、装有软包电池的金属板(4)在输送线(2)上排列流转;
S12、前感应器(11)感应到金属板(4)时,电池分离气缸(8)横向伸出,电池阻挡气缸(9)纵向缩回;
S13、金属板(4)流转到顶升气缸(5)上;
S14、后感应器(10)感应到金属板(4)时,电池阻挡气缸(9)纵向伸出,电池分离气缸(8)横向横向缩回,顶升气缸(5)伸出,将金属板(4)顶到止回组件(7)上面;
S15、顶升气缸(5)缩回;
S16、重复步骤S12-S15,直到顶升的金属板(4)在止回组件(7)上堆叠出需要的数量,完成堆叠组盘。
10.一种软包电池的拆盘方法,其特征在于,包括以下步骤:
S21、组盘后的软包电池放置在堆叠下料区;
S22、后感应器(10)感应到金属板(4)时,顶升气缸(5)顶升,将所有金属板(4)顶起;
S23、横移气缸(14)缩回,提升气缸(15)向下伸出,横移气缸(14)伸出,提升气缸(15)缩回,使承接板(16)抬起堆叠下料区里面除了最下面一层剩余的金属板(4);
S24、顶升气缸(5)缩回,分离出一个金属板(4);
S25、分离的金属板(4)随输送线(2)流走;
S26、前感应器(11)感应到金属板(4)流走,后感应器(10)感应到还有剩余需要下料的金属板(4),重复步骤S22-S25,直到需要拆盘的金属板(4),下完为止。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011496980.0A CN112678538A (zh) | 2020-12-17 | 2020-12-17 | 一种软包电池的自动堆叠装置及其组盘和拆盘方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011496980.0A CN112678538A (zh) | 2020-12-17 | 2020-12-17 | 一种软包电池的自动堆叠装置及其组盘和拆盘方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112678538A true CN112678538A (zh) | 2021-04-20 |
Family
ID=75448744
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011496980.0A Pending CN112678538A (zh) | 2020-12-17 | 2020-12-17 | 一种软包电池的自动堆叠装置及其组盘和拆盘方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112678538A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113601153A (zh) * | 2021-10-11 | 2021-11-05 | 常州联益光学有限公司 | 一种治具锁扣拆卸设备及其拆卸方法 |
| CN113859967A (zh) * | 2021-09-16 | 2021-12-31 | 广东拓斯达科技股份有限公司 | 电池烘烤用上料机 |
| CN117053540A (zh) * | 2023-08-02 | 2023-11-14 | 中山市宏唯自动化科技有限公司 | 一种锂电池上下料系统及锂电池烘烤干燥生产线 |
-
2020
- 2020-12-17 CN CN202011496980.0A patent/CN112678538A/zh active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113859967A (zh) * | 2021-09-16 | 2021-12-31 | 广东拓斯达科技股份有限公司 | 电池烘烤用上料机 |
| CN113859967B (zh) * | 2021-09-16 | 2023-12-01 | 广东拓斯达科技股份有限公司 | 电池烘烤用上料机 |
| CN113601153A (zh) * | 2021-10-11 | 2021-11-05 | 常州联益光学有限公司 | 一种治具锁扣拆卸设备及其拆卸方法 |
| CN113601153B (zh) * | 2021-10-11 | 2022-03-08 | 常州联益光学有限公司 | 一种治具锁扣拆卸设备及其拆卸方法 |
| CN117053540A (zh) * | 2023-08-02 | 2023-11-14 | 中山市宏唯自动化科技有限公司 | 一种锂电池上下料系统及锂电池烘烤干燥生产线 |
| CN117053540B (zh) * | 2023-08-02 | 2024-02-09 | 中山市宏唯自动化科技有限公司 | 一种锂电池上下料系统及锂电池烘烤干燥生产线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112678538A (zh) | 一种软包电池的自动堆叠装置及其组盘和拆盘方法 | |
| CN111674941B (zh) | 一种垛板库及自动输送系统 | |
| CN202072278U (zh) | 货物转运托盘替载滑片自动配载装置 | |
| CN113320992A (zh) | 双通道拆叠垛机及拆叠垛方法 | |
| CN213949934U (zh) | 一种软包电池的自动堆叠装置 | |
| CN202156779U (zh) | 纸箱堆放执行机构 | |
| CN110606378A (zh) | 料盘自动收放料机构 | |
| CN116986329A (zh) | 一种铁芯磁钢自动上料设备 | |
| CN218708926U (zh) | 一种短行程举升的重载堆栈机 | |
| CN218707224U (zh) | 一种板材堆叠装置 | |
| CN218560358U (zh) | 一种锂离子电池泡氦气测漏流水线用的上下料设备 | |
| CN116487719A (zh) | 一种电芯端板绝缘罩组装生产线 | |
| CN216037388U (zh) | 一种自动卸垛板设备 | |
| CN215946109U (zh) | 桁架式纸箱码垛装置 | |
| CN213036861U (zh) | 底托盘推送机构 | |
| CN215755260U (zh) | 一种用于线圈检测设备上的料盒收料装置 | |
| CN212173632U (zh) | 钢片供料装置 | |
| CN210795016U (zh) | 料盘自动收放料机构 | |
| CN219885044U (zh) | 一种预堆垛运输机 | |
| CN220555505U (zh) | 一种电池检测的自动化上料装置 | |
| CN212952400U (zh) | 分垛垂直堆叠用栈板提升装置 | |
| CN218663639U (zh) | 一种电芯模组的转运机构及堆叠设备 | |
| CN214217390U (zh) | 码垛机料盘移动组件 | |
| CN218087897U (zh) | 一种堆叠装置 | |
| CN221499762U (zh) | 一种新能源模组和栈板的搬运夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |