CN112404240A - 一种链条安全生产用自动冲压设备 - Google Patents
一种链条安全生产用自动冲压设备 Download PDFInfo
- Publication number
- CN112404240A CN112404240A CN202011429111.6A CN202011429111A CN112404240A CN 112404240 A CN112404240 A CN 112404240A CN 202011429111 A CN202011429111 A CN 202011429111A CN 112404240 A CN112404240 A CN 112404240A
- Authority
- CN
- China
- Prior art keywords
- roller
- gear
- working plate
- plate
- punching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 51
- 239000010959 steel Substances 0.000 claims abstract description 51
- 238000004080 punching Methods 0.000 claims abstract description 48
- 238000003825 pressing Methods 0.000 claims abstract description 18
- 238000007599 discharging Methods 0.000 claims abstract description 14
- 230000005540 biological transmission Effects 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 15
- 239000002699 waste material Substances 0.000 claims description 14
- 238000005096 rolling process Methods 0.000 claims description 2
- 230000000694 effects Effects 0.000 abstract description 4
- 238000000034 method Methods 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 239000004411 aluminium Substances 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000007790 scraping Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/08—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers
- B21D43/09—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers by one or more pairs of rollers for feeding sheet or strip material
Abstract
本发明涉及一种自动冲压设备,尤其涉及一种链条安全生产用自动冲压设备。本发明提供一种钢板打孔效率较高和可以自动送料链条安全生产用自动冲压设备。一种链条安全生产用自动冲压设备,包括有:底架和工作板,底架上设有工作板;打孔机构,工作板上设有打孔机构;放料机构,工作板上设有放料机构。本发明达到了快速进行钢板打孔的效果,本发明通过打孔机构和压紧机构的配合将压紧打孔的钢板进行打孔,将一卷钢板都快速的进行打孔,减少手动打孔的时间,提高工作效率,同时通过放料机构、主拉动机构和副拉动机构的配合完成钢板的自动送料,钢板从放料机构方向输出,通过主拉动机构和副拉动机构的配合实现钢板的向左移动。
Description
技术领域
本发明涉及一种自动冲压设备,尤其涉及一种链条安全生产用自动冲压设备。
背景技术
人们在制作链条时,首先需要将钢板进行打孔,之后再进行加工完成链条的制作。
钢板材质较硬,手动进行打孔较为费力,且在打孔的过程中钢板可能发生偏移,导致孔的排列较为杂乱,钢板的边缘较为锋利,再置换钢板时可能将手部割伤。
公开号为CN211515716U,公开了一种铝卷材自动冲压设备,属于铝卷材技术领域,该铝卷材自动冲压设备包括机架、冲压机构、移动机构和限位机构,所述机架包括下箱体和上架体,所述上架体固定于所述下箱体顶端,所述冲压机构包括第一伸缩件、第二伸缩件、第一板体、第二板体、上模和下模,所述第一伸缩件安装于所述上架体一侧。本发明通过转动双头丝杠,使两个滑动件移动,带动两个第一限位板移动,可以将两个第一限位板和两个第二限位板分别移动到下模的两侧,在冲压时,工件位于下模的表面,第一限位板和第二限位板可以限制工件的移动范围,减小工件在冲压时移动的可能性,提高冲压的稳定性,但是改设备无法进行自动送料。
因此,亟需设计一种提高钢板打孔的效率,可以进行自动送料和安全性较高的链条安全生产用自动冲压设备。
发明内容
为了克服钢板打孔效率较低和无法自动送料的缺点,技术问题:提供一种钢板打孔效率较高和可以自动送料链条安全生产用自动冲压设备。
技术方案:一种链条安全生产用自动冲压设备,包括有:
工作板,底架上设有工作板;
打孔机构,工作板上设有打孔机构;
放料机构,工作板上设有放料机构。
进一步地,打孔机构包括有:
定位架,工作板上设有定位架;
电机,工作板上安装有电机;
异形凸轮,电机上设有两个异形凸轮;
连接框,定位架上滑动式设有连接框,连接框与异形凸轮配合;
压孔板,连接框上设有压孔板;
第一复位弹簧,连接框上绕有四个第一复位弹簧,第一复位弹簧与定位架和连接框连接;
工作台,工作板上设有工作台,工作台与压孔板配合。
进一步地,放料机构包括有:
第一立柱,工作板上设有两个第一立柱;
钢卷轮,两个第一立柱上转动式设有钢卷轮;
转轴,第一立柱上转动式设有转轴;
压块,转轴上设有压块,压块与第一立柱和钢卷轮配合。
进一步地,还包括有:
主拉动机构,工作板上设有主拉动机构,主拉动机构与打孔机构连接;
主拉动机构包括有:
第二立柱,工作板上设有两个第二立柱;
第一滚柱,第二立柱上转动式设有第一滚柱;
第一主齿轮,第一滚柱上设有第一主齿轮;
第二滚柱,第二立柱上转动式设有第二滚柱;
第一从齿轮,第二滚柱上设有第一从齿轮,第一从齿轮与第一主齿轮啮合;
传动轴,一个第二立柱上转动式设有传动轴;
第一皮带轮组件,传动轴与电机之间连接有第一皮带轮组件;
半齿轮,传动轴上设有半齿轮;
第一全齿轮,第一滚柱上设有第一全齿轮,第一全齿轮与半齿轮啮合。
进一步地,还包括有:
压紧机构,打孔机构上设有压紧机构;
压紧机构包括有:
圆头长板,连接框上滑动式设有两个加长杆;
圆头长板,六个加长杆底部共连接有两个圆头长板;
第二复位弹簧,加长杆上绕有第二复位弹簧,第二复位弹簧与连接框和圆头长板连接。
进一步地,还包括有:
副拉动机构,工作板上设有副拉动机构,副拉动机构与主拉动机构连接。
进一步地,副拉动机构包括有:
第三立柱,工作板上设有两个第三立柱;
第三滚柱,第三立柱上转动式设有第三滚柱;
第二主齿轮,第三滚柱上设有第二主齿轮;
第二皮带轮组件,第三滚柱与第一滚柱之间连接有第二皮带轮组件;
第四滚柱,第三立柱上转动式设有第四滚柱;
第二从齿轮,第四滚柱上设有第二从齿轮,第二从齿轮与第二主齿轮啮合。
进一步地,还包括有:
出废料机构,打孔机构上设有出废料机构。
进一步地,出废料机构包括有:
推料板,工作台上滑动式连接有推料板;
齿条,连接框上设有两个齿条;
空间凸轮,工作板上转动式设有两个空间凸轮,空间凸轮与推料板配合;
第二全齿轮,空间凸轮上设有第二全齿轮,第二全齿轮与齿条啮合。
本发明具有以下优点:
1、本发明达到了快速进行钢板打孔的效果,本发明通过打孔机构和压紧机构的配合将压紧打孔的钢板进行打孔,将一卷钢板都快速的进行打孔,减少手动打孔的时间,提高工作效率。
2、本发明达到了自动送料的效果,本发明通过放料机构、主拉动机构和副拉动机构的配合完成钢板的自动送料,钢板从放料机构方向输出,通过主拉动机构和副拉动机构的配合实现钢板的向左移动。
3、本发明达到了自动清理设备的效果,本发明通过出废料机构和打孔机构的配合,在打孔的同时对掉落在打孔机构内的废料进行清理,延长了设备的使用寿命。
附图说明
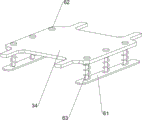
图1为本发明的立体结构示意图。
图2为本发明的打孔机构立体结构示意图。
图3为本发明的放料机构立体结构示意图。
图4为本发明的主拉动机构立体结构示意图。
图5为本发明的主拉动机构的传动组件立体结构示意图。
图6为本发明的压紧机构立体结构示意图。
图7为本发明的副拉动机构立体结构示意图。
图8为本发明的副拉动机构的传动组件立体结构示意图。
图9为本发明的出废料机构第一视角立体结构示意图。
图10为本发明的出废料机构第二视角立体结构示意图。
附图中的标记:1:底架,2:工作板,3:打孔机构,31:定位架,32:电机,33:异形凸轮,34:连接框,35:压孔板,36:第一复位弹簧,37:工作台,4:放料机构,41:第一立柱,42:钢卷轮,43:压块,44:转轴,5:主拉动机构,51:第二立柱,52:第一滚柱,521:第一主齿轮,53:第二滚柱,531:第一从齿轮,54:传动轴,55:第一皮带轮组件,56:半齿轮,57:第一全齿轮,6:压紧机构,61:圆头长板,62:加长杆,63:第二复位弹簧,7:副拉动机构,71:第三立柱,72:第三滚柱,721:第二主齿轮,73:第二皮带轮组件,74:第四滚柱,741:第二从齿轮,8:出废料机构,81:推料板,82:齿条,83:第二全齿轮,84:空间凸轮。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
一种链条安全生产用自动冲压设备,如图1、图2、图3、图4和图7所示,包括有底架1、工作板2、打孔机构3和放料机构4,底架1顶部设有工作板2,工作板2中部设有打孔机构3,工作板2右部设有放料机构4。
人们在制作链条时,无法快速的将钢板进行打孔,本发明帮助人们以较快的速度完成链条的制作,首先将钢卷固定在放料机构4上,将钢卷上的钢板拉至打孔机构3内,启动打孔机构3,打孔机构3对钢板进行打孔,过程中拉住钢板左部并且向左拉动,使放料机构4放料,直至将钢卷全部打孔,之后关闭打孔机构3即可,再次使用本设备时,重复上述步骤。
实施例2
在实施例1的基础之上,如图2、图3、图4、图6和图9所示,打孔机构3包括有定位架31、电机32、异形凸轮33、连接框34、压孔板35、第一复位弹簧36和工作台37,工作板2上侧中部设有定位架31,工作板2下侧中部安装有电机32,电机32前后两侧的输出轴上均设有异形凸轮33,定位架31顶部滑动式设有连接框34,连接框34与异形凸轮33配合,连接框34内顶部设有压孔板35,连接框34上部绕有四个第一复位弹簧36,第一复位弹簧36与定位架31和连接框34连接,工作板2上侧中部设有工作台37,工作台37与压孔板35配合。
首先启动电机32,电机32输出轴带动异形凸轮33转动,异形凸轮33凸面推动连接框34向下移动,第一复位弹簧36压缩,连接框34带动压孔板35向下移动,压孔板35与工作台37将钢板打孔,异形凸轮33转动至凹面时,异形凸轮33不再推动连接框34向下移动,第一复位弹簧36恢复初始状态,第一复位弹簧36带动连接框34向上移动,连接框34带动压孔板35向上移动至初始位置,此时拉住钢板左部并且向左拉动,如此往复将钢卷打孔,打孔完成后,关闭电机32即可,再次使用本设备时,重复上述步骤。
放料机构4包括有第一立柱41、钢卷轮42、压块43和转轴44,工作板2右部上侧设有两个第一立柱41,两个第一立柱41顶部转动式设有钢卷轮42,第一立柱41顶部右侧转动式设有转轴44,转轴44内侧设有压块43,压块43与第一立柱41和钢卷轮42配合。
初始状态下,压块43为打开状态,人们将钢板卷至钢卷轮42上制作出钢卷,之后将钢卷轮42放置到第一立柱41上,通过转轴44的转动使得压块43转动,将压块43与第一立柱41配合对钢卷轮42进行固定,拉住钢板左部并且向左拉动时,钢卷轮42转动进行放料,钢卷放料完成后,打开压块43,转轴44转动,取出钢卷轮42即可,再次使用本设备时,重复上述步骤。
实施例3
在实施例2的基础之上,如图1、图4、图5、图6、图7、图8、图9和图10所示,还包括有主拉动机构5,工作板2中部设有主拉动机构5,主拉动机构5与打孔机构3连接,主拉动机构5包括有第二立柱51、第一滚柱52、第一主齿轮521、第二滚柱53、第一从齿轮531、传动轴54、第一皮带轮组件55、半齿轮56和第一全齿轮57,工作板2中部设有两个第二立柱51,第二立柱51中部内侧转动式设有第一滚柱52,第一滚柱52前部设有第一主齿轮521,第二立柱51上部内侧转动式设有第二滚柱53,第二滚柱53前部设有第一从齿轮531,第一从齿轮531与第一主齿轮521啮合,后侧的第二立柱51中部转动式设有传动轴54,传动轴54与电机32后侧的输出轴之间连接有第一皮带轮组件55,传动轴54后部设有半齿轮56,第一滚柱52后部设有第一全齿轮57,第一全齿轮57与半齿轮56啮合。
将钢板穿过第一滚柱52和第二滚柱53之间放置在工作台37上,启动电机32后,电机32后侧的输出轴带动第一皮带轮组件55转动,第一皮带轮组件55带动传动轴54转动,传动轴54带动半齿轮56转动,由于半齿轮56与第一全齿轮57啮合,半齿轮56带动第一全齿轮57转动四分之一圈,第一全齿轮57带动第一滚柱52转动,第一滚柱52带动第一主齿轮521转动,由于第一主齿轮521与第一从齿轮531啮合,第一主齿轮521带动第一从齿轮531转动,第一从齿轮531带动第二滚柱53转动,由于第一滚柱52和第二滚柱53转动方向相反,第一滚柱52和第二滚柱53通过摩擦力使得钢板向左移动四分之一,完成钢板的上料,半齿轮56与第一全齿轮57不啮合时,导致第一滚柱52和第二滚柱53均停止转动,从而钢板停止移动,钢卷放料完成后,关闭电机32即可,再次使用本设备时,重复上述步骤。
还包括有压紧机构6,打孔机构3上设有压紧机构6,压紧机构6包括有圆头长板61、加长杆62和第二复位弹簧63,连接框34上部左右两侧均滑动式设有加长杆62,前后两侧的加长杆62底部连接有圆头长板61,加长杆62上绕有第二复位弹簧63,第二复位弹簧63与连接框34和圆头长板61连接。
连接框34向下移动时,使得加长杆62向下移动,加长杆62带动圆头长板61向下移动,圆头长板61比压孔板35先一步接触钢板,之后圆头长板61与加长杆62停止移动,连接框34继续向下移动使得第二复位弹簧63压缩,第二复位弹簧63给予圆头长板61向下的力,圆头长板61将铁板固定,防止铁板在切割过程中移位,连接框34向上移动时,第二复位弹簧63逐渐恢复初始状态,第二复位弹簧63减小对圆头长板61的压力,使得铁板能够移动,第二复位弹簧63完全恢复初始状态后,连接框34带动圆头长板61和加长杆62同时向上移动至初始位置,再次使用本设备时,重复上述步骤。
还包括有副拉动机构7,工作板2左部设有副拉动机构7,副拉动机构7与主拉动机构5连接,副拉动机构7包括有第三立柱71、第三滚柱72、第二主齿轮721、第二皮带轮组件73、第四滚柱74和第二从齿轮741,工作板2左部设有两个第三立柱71,第三立柱71中部内侧转动式设有第三滚柱72,第三滚柱72前部设有第二主齿轮721,第三滚柱72后部与第一滚柱52后部连接有第二皮带轮组件73,第三立柱71上部内侧转动式设有第四滚柱74,第四滚柱74前部设有第二从齿轮741,第二从齿轮741与第二主齿轮721啮合。
第一滚柱52转动时,第一滚柱52带动第二皮带轮组件73转动,第二皮带轮组件73带动第三滚柱72转动,第三滚柱72带动第二主齿轮721转动,由于第二主齿轮721与第二从齿轮741啮合,第二主齿轮721带动第二从齿轮741转动,第二从齿轮741带动第四滚柱74转动,打孔完成的钢板被向左移动从第三滚柱72和第四滚柱74中间穿过,第三滚柱72和第四滚柱74转动方向相反,通过摩擦力,第三滚柱72和第四滚柱74推动打孔完成的钢板继续向左移动,第一滚柱52停止转动时,使得第三滚柱72和第四滚柱74均停止转动,再次使用本设备时,重复上述步骤。
还包括有出废料机构8,打孔机构3上设有出废料机构8,出废料机构8包括有推料板81、齿条82、第二全齿轮83和空间凸轮84,工作台37内底部滑动式连接有推料板81,连接框34内前部设有两个齿条82,工作板2左部转动式设有两个空间凸轮84,空间凸轮84与推料板81配合,空间凸轮84前部设有第二全齿轮83,第二全齿轮83与齿条82啮合。
连接框34向下移动时,连接框34带动齿条82向下移动,由于齿条82与第二全齿轮83啮合,齿条82使得第二全齿轮83转动,第二全齿轮83带动空间凸轮84转动,由于空间凸轮84与推料板81配合,空间凸轮84带动推料板81前后移动,空间凸轮84转动一圈使得推料板81前后移动一个来回,推料板81前后移动将工作台37内的钢板废料扫出,达到清理废料的效果,连接框34向上移动时,连接框34带动齿条82向上移动,齿条82与第二全齿轮83啮合,齿条82使得第二全齿轮83转动,由于第二全齿轮83为单向齿轮,此时第二全齿轮83不带动空间凸轮84转动,推料板81不发生移动,再次使用本设备时,重复上述步骤。
尽管已经仅相对于有限数量的实施方式描述了本公开,但是受益于本公开的本领域技术人员将理解,在不脱离本发明的范围的情况下,可以设计各种其他实施方式。因此,本发明的范围应仅由所附权利要求限制。
Claims (9)
1.一种链条安全生产用自动冲压设备,其特征是,包括有:
工作板(2),底架(1)上设有工作板(2);
打孔机构(3),工作板(2)上设有打孔机构(3);
放料机构(4),工作板(2)上设有放料机构(4)。
2.根据权利要求1所述的一种链条安全生产用自动冲压设备,其特征是,打孔机构(3)包括有:
定位架(31),工作板(2)上设有定位架(31);
电机(32),工作板(2)上安装有电机(32);
异形凸轮(33),电机(32)上设有两个异形凸轮(33);
连接框(34),定位架(31)上滑动式设有连接框(34),连接框(34)与异形凸轮(33)配合;
压孔板(35),连接框(34)上设有压孔板(35);
第一复位弹簧(36),连接框(34)上绕有四个第一复位弹簧(36),第一复位弹簧(36)与定位架(31)和连接框(34)连接;
工作台(37),工作板(2)上设有工作台(37),工作台(37)与压孔板(35)配合。
3.根据权利要求2所述的一种链条安全生产用自动冲压设备,其特征是,放料机构(4)包括有:
第一立柱(41),工作板(2)上设有两个第一立柱(41);
钢卷轮(42),两个第一立柱(41)上转动式设有钢卷轮(42);
转轴(44),第一立柱(41)上转动式设有转轴(44);
压块(43),转轴(44)上设有压块(43),压块(43)与第一立柱(41)和钢卷轮(42)配合。
4.根据权利要求3所述的一种链条安全生产用自动冲压设备,其特征是,还包括有:
主拉动机构(5),工作板(2)上设有主拉动机构(5),主拉动机构(5)与打孔机构(3)连接;
主拉动机构(5)包括有:
第二立柱(51),工作板(2)上设有两个第二立柱(51);
第一滚柱(52),第二立柱(51)上转动式设有第一滚柱(52);
第一主齿轮(521),第一滚柱(52)上设有第一主齿轮(521);
第二滚柱(53),第二立柱(51)上转动式设有第二滚柱(53);
第一从齿轮(531),第二滚柱(53)上设有第一从齿轮(531),第一从齿轮(531)与第一主齿轮(521)啮合;
传动轴(54),一个第二立柱(51)上转动式设有传动轴(54);
第一皮带轮组件(55),传动轴(54)与电机(32)之间连接有第一皮带轮组件(55);
半齿轮(56),传动轴(54)上设有半齿轮(56);
第一全齿轮(57),第一滚柱(52)上设有第一全齿轮(57),第一全齿轮(57)与半齿轮(56)啮合。
5.根据权利要求4所述的一种链条安全生产用自动冲压设备,其特征是,还包括有:
压紧机构(6),打孔机构(3)上设有压紧机构(6);
压紧机构(6)包括有:
圆头长板(61),连接框(34)上滑动式设有两个加长杆(62);
圆头长板(61),六个加长杆(62)底部共连接有两个圆头长板(61);
第二复位弹簧(63),加长杆(62)上绕有第二复位弹簧(63),第二复位弹簧(63)与连接框(34)和圆头长板(61)连接。
6.根据权利要求5所述的一种链条安全生产用自动冲压设备,其特征是,还包括有:
副拉动机构(7),工作板(2)上设有副拉动机构(7),副拉动机构(7)与主拉动机构(5)连接。
7.根据权利要求6所述的一种链条安全生产用自动冲压设备,其特征是,副拉动机构(7)包括有:
第三立柱(71),工作板(2)上设有两个第三立柱(71);
第三滚柱(72),第三立柱(71)上转动式设有第三滚柱(72);
第二主齿轮(721),第三滚柱(72)上设有第二主齿轮(721);
第二皮带轮组件(73),第三滚柱(72)与第一滚柱(52)之间连接有第二皮带轮组件(73);
第四滚柱(74),第三立柱(71)上转动式设有第四滚柱(74);
第二从齿轮(741),第四滚柱(74)上设有第二从齿轮(741),第二从齿轮(741)与第二主齿轮(721)啮合。
8.根据权利要求7所述的一种链条安全生产用自动冲压设备,其特征是,还包括有:
出废料机构(8),打孔机构(3)上设有出废料机构(8)。
9.根据权利要求8所述的一种链条安全生产用自动冲压设备,其特征是,出废料机构(8)包括有:
推料板(81),工作台(37)上滑动式连接有推料板(81);
齿条(82),连接框(34)上设有两个齿条(82);
空间凸轮(84),工作板(2)上转动式设有两个空间凸轮(84),空间凸轮(84)与推料板(81)配合;
第二全齿轮(83),空间凸轮(84)上设有第二全齿轮(83),第二全齿轮(83)与齿条(82)啮合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011429111.6A CN112404240A (zh) | 2020-12-09 | 2020-12-09 | 一种链条安全生产用自动冲压设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011429111.6A CN112404240A (zh) | 2020-12-09 | 2020-12-09 | 一种链条安全生产用自动冲压设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112404240A true CN112404240A (zh) | 2021-02-26 |
Family
ID=74775001
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011429111.6A Pending CN112404240A (zh) | 2020-12-09 | 2020-12-09 | 一种链条安全生产用自动冲压设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112404240A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113020409A (zh) * | 2021-03-02 | 2021-06-25 | 江西樟树市福铃内燃机配件有限公司 | 一种用于气门弹簧座的冲孔设备 |
| CN114192901A (zh) * | 2021-12-27 | 2022-03-18 | 苏雪英 | 一种建筑工程用固定钢板攻纹设备 |
| CN114798889A (zh) * | 2022-05-17 | 2022-07-29 | 文泽帝 | 一种医疗骨科钢板打孔装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN204712170U (zh) * | 2015-04-07 | 2015-10-21 | 深圳市威利特自动化设备有限公司 | 一种卷料防刮的错位双头卷料打孔机 |
| CN206868920U (zh) * | 2016-11-11 | 2018-01-12 | 刘庭权 | 一种万能无导柱冲模 |
| CN207448651U (zh) * | 2017-11-16 | 2018-06-05 | 安徽金马药业有限公司 | 一种用于生产乳癖消贴膏的单面打孔切片机 |
| CN207887710U (zh) * | 2017-12-29 | 2018-09-21 | 绍兴大纬针织机械有限公司 | 一种镀锌铁板加工用便于固定的打孔机 |
| CN108941300A (zh) * | 2018-07-02 | 2018-12-07 | 江苏赫芝电气有限公司 | 一种铁皮板自动冲压成型装置及冲压方法 |
| CN208879459U (zh) * | 2018-09-07 | 2019-05-21 | 中科动力(福建)新能源汽车有限公司 | 一种带无搭边落料冲孔模具的冲压装置 |
| CN210112971U (zh) * | 2019-04-10 | 2020-02-25 | 深圳市鑫泽峰科技有限公司 | 一种冲压模具冲压废料清理装置 |
| CN111055123A (zh) * | 2019-12-05 | 2020-04-24 | 西安汇富融通信息科技有限责任公司 | 一种工业现代化用机械加工装置 |
| CN211564187U (zh) * | 2019-10-12 | 2020-09-25 | 镇江浩翔机电设备有限公司 | 一种母线生产用打孔装置 |
-
2020
- 2020-12-09 CN CN202011429111.6A patent/CN112404240A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN204712170U (zh) * | 2015-04-07 | 2015-10-21 | 深圳市威利特自动化设备有限公司 | 一种卷料防刮的错位双头卷料打孔机 |
| CN206868920U (zh) * | 2016-11-11 | 2018-01-12 | 刘庭权 | 一种万能无导柱冲模 |
| CN207448651U (zh) * | 2017-11-16 | 2018-06-05 | 安徽金马药业有限公司 | 一种用于生产乳癖消贴膏的单面打孔切片机 |
| CN207887710U (zh) * | 2017-12-29 | 2018-09-21 | 绍兴大纬针织机械有限公司 | 一种镀锌铁板加工用便于固定的打孔机 |
| CN108941300A (zh) * | 2018-07-02 | 2018-12-07 | 江苏赫芝电气有限公司 | 一种铁皮板自动冲压成型装置及冲压方法 |
| CN208879459U (zh) * | 2018-09-07 | 2019-05-21 | 中科动力(福建)新能源汽车有限公司 | 一种带无搭边落料冲孔模具的冲压装置 |
| CN210112971U (zh) * | 2019-04-10 | 2020-02-25 | 深圳市鑫泽峰科技有限公司 | 一种冲压模具冲压废料清理装置 |
| CN211564187U (zh) * | 2019-10-12 | 2020-09-25 | 镇江浩翔机电设备有限公司 | 一种母线生产用打孔装置 |
| CN111055123A (zh) * | 2019-12-05 | 2020-04-24 | 西安汇富融通信息科技有限责任公司 | 一种工业现代化用机械加工装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113020409A (zh) * | 2021-03-02 | 2021-06-25 | 江西樟树市福铃内燃机配件有限公司 | 一种用于气门弹簧座的冲孔设备 |
| CN113020409B (zh) * | 2021-03-02 | 2022-12-20 | 江西樟树市福铃内燃机配件有限公司 | 一种用于气门弹簧座的冲孔设备 |
| CN114192901A (zh) * | 2021-12-27 | 2022-03-18 | 苏雪英 | 一种建筑工程用固定钢板攻纹设备 |
| CN114192901B (zh) * | 2021-12-27 | 2023-09-19 | 深圳轩科五金科技有限公司 | 一种建筑工程用固定钢板攻纹设备 |
| CN114798889A (zh) * | 2022-05-17 | 2022-07-29 | 文泽帝 | 一种医疗骨科钢板打孔装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112404240A (zh) | 一种链条安全生产用自动冲压设备 | |
| CN111001720A (zh) | 一种自卸料式冲压成形一体机 | |
| CN210547446U (zh) | 一种板材成型翻边模具 | |
| CN111390008A (zh) | 一种机械加工用金属垫片冲压装置 | |
| CN111940588B (zh) | 一种高效率冲压装置 | |
| CN112828130B (zh) | 一种金属加工用具有夹紧功能的冲孔设备 | |
| CN113000710A (zh) | 一种汽车钣金件加工用高效冲压模具及其使用方法 | |
| CN117086178A (zh) | 一种金属型材冲压设备 | |
| CN215431030U (zh) | 一种用于金属冲压的连续冲压模具 | |
| CN114769400A (zh) | 一种高效率的数控冲床 | |
| CN112640936B (zh) | 一种食品加工用饺子皮冲压成型设备 | |
| CN113231527A (zh) | 一种金属材质包装罐成型加工机械及加工方法 | |
| CN115889599B (zh) | 一种钣金件冲压模具 | |
| CN210547333U (zh) | 接线端自动断切模 | |
| CN115673085B (zh) | 一种液压钢管冲压设备 | |
| CN112170694A (zh) | 一种勺子加工冲压塑形设备 | |
| CN115041569B (zh) | 一种汽车配件加工用安全型冲压设备 | |
| CN217095386U (zh) | 一种机械制造用冲压车床 | |
| CN112958685B (zh) | 一种数控冲压机冲压平台 | |
| CN113210496A (zh) | 一种汽车零件加工用冲压装置 | |
| CN109465371B (zh) | 一种带有机械手的锻压系统 | |
| CN112620445A (zh) | 一种自动冲压折弯和分堆装置 | |
| CN213968494U (zh) | 一种模型冲压流水线 | |
| CN116727543B (zh) | 金属板材板式家具用冲压成型模具 | |
| CN220144485U (zh) | 一种薄片的冲裁装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210226 |