CN115673085B - 一种液压钢管冲压设备 - Google Patents
一种液压钢管冲压设备 Download PDFInfo
- Publication number
- CN115673085B CN115673085B CN202211587464.8A CN202211587464A CN115673085B CN 115673085 B CN115673085 B CN 115673085B CN 202211587464 A CN202211587464 A CN 202211587464A CN 115673085 B CN115673085 B CN 115673085B
- Authority
- CN
- China
- Prior art keywords
- fixed
- frame
- cutting
- type
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 75
- 239000010959 steel Substances 0.000 title claims abstract description 75
- 238000005520 cutting process Methods 0.000 claims abstract description 93
- 239000000463 material Substances 0.000 claims abstract description 41
- 230000000903 blocking effect Effects 0.000 claims abstract description 38
- 230000000149 penetrating effect Effects 0.000 claims description 9
- 230000005540 biological transmission Effects 0.000 claims description 8
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 239000002893 slag Substances 0.000 claims description 2
- 210000003437 trachea Anatomy 0.000 claims description 2
- 238000003825 pressing Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 6
- 238000004080 punching Methods 0.000 description 6
- 239000003921 oil Substances 0.000 description 3
- 230000001960 triggered effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本发明涉及冲压技术领域,尤其是一种液压钢管冲压设备,包括上模具、下模具、工作板,上模具下侧设有用于防止物料粘在上模具上的脱模机构,工作板下侧固定有若干支撑腿,工作板的上侧固定有上料台,下模具固定在上料台的上侧,上料台上侧设有自动上料组件和挡料组件,自动上料组件和挡料组件之间设有控制解除组件,控制解除组件用于解除挡料组件,上模具的上侧设有自动升降组件。本发明,通过设置工作板、上料台、升降架、钩型架、T型块、拉簧、A气缸、顶出片、夹紧架,使其具有自动分切、自动冲压、自动上料、自动下料、自动送料、定量挡料、自动供能、自动卸力、自动锁紧和松开功能。
Description
技术领域
本发明涉及冲压技术领域,尤其涉及一种液压钢管冲压设备。
背景技术
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
现有技术中的许多的冲压件是以钢管为原料而制成的,而钢管在冲压前,需要将其分切成需要使用的长度,然后再对其进行冲压成型,而目前的冲压设备大多只能进行冲压作业,所以需要提前将钢管分切好,然后再进行冲压,这种加工方式需要使用多台设备,还需要对钢管进行挪运,不便于使用,且在冲压作业时,还需要人工进行上料和下料,需要耗费人力,且存在安全隐患,如申请号为:CN202211004019.4的方案中就需要使用切割成一定长度的较短的钢管段,来进行冲压,而在申请号为:CN201810383296.8的方案中就需要将较长的钢管,分切成较短的钢管段,为此,我们提出了一种液压钢管冲压设备,用于解决上述问题。
发明内容
本发明的目的是为了解决现有技术中的许多的冲压件是以钢管为原料而制成的,而钢管在冲压前,需要将其分切成需要使用的长度,然后再对其进行冲压成型,而目前的冲压设备大多只能进行冲压作业,所以需要提前将钢管分切好,然后再进行冲压,这种加工方式需要使用多台设备,还需要对钢管进行挪运,不便于使用,且在冲压作业时,还需要人工进行上料和下料,需要耗费人力,且存在安全隐患的缺点,而提出的一种液压钢管冲压设备。
为了实现上述目的,本发明采用了如下技术方案:
设计一种液压钢管冲压设备,包括上模具、下模具、工作板,所述上模具下侧设有用于防止物料粘在上模具上的脱模机构,所述工作板下侧固定有若干支撑腿,所述工作板的上侧固定有上料台,所述下模具固定在上料台的上侧,所述上料台上侧设有自动上料组件和挡料组件,所述自动上料组件和挡料组件之间设有控制解除组件,所述控制解除组件用于解除挡料组件,所述上模具的上侧设有自动升降组件,所述工作板上侧设有送料组件,所述送料组件与上料台之间设有切割组件,所述自动升降组件能够为送料组件提供动力。
优选的,所述自动上料组件包括两个钩型架,所述钩型架均可滑动在上料台的上侧,所述钩型架下侧均设有长孔,所述长孔内侧均滑动有T型块,所述T型块均固定在上料台的上侧,所述T型块与钩型架之间均固定有拉簧,所述T型块上均固定有贯穿其的A气缸,所述A气缸的轴端均固定有顶出片,所述顶出片均能够与钩型架相接触,所述钩型架上均滑动安装有贯穿其的夹紧架,所述钩型架的上侧均固定有B气缸,所述B气缸的轴端均固定在夹紧架上,所述A气缸、B气缸均需通过气管外接电磁阀,一个所述T型块的上侧固定有接触开关,所述接触开关能够与钩型架相接触。
优选的,所述挡料组件包括T型挡架,所述上料台下侧设有T型阶梯孔,所述T型挡架可滑动在T型阶梯孔内侧,所述T型挡架的下侧与工作板的上侧之间固定有挡料弹簧。
优选的,所述控制解除组件包括两个从动斜边块,所述从动斜边块分别固定在T型挡架相远离的两侧上,所述钩型架一侧均固定有主动斜边架,所述主动斜边架均能够与从动斜边块相接触。
优选的,所述自动升降组件包括升降架,所述升降架下侧固定有冲压柱,所述上模具固定在冲压柱的下侧,所述升降架的下侧固定有若干导向杆,所述导向杆均贯穿工作板且与其滑动连接,所述工作板上侧固定有两个安装架,所述安装架上均固定有贯穿其的液压缸,所述液压缸均需油管外接电磁阀,所述液压缸的轴端均与升降架固定连接。
优选的,所述送料组件包括L型架,所述L型架固定安装在升降架的上侧,所述L型架的一侧固定有齿条,所述齿条上通过啮合传动连接有齿轮,所述齿轮内侧固定有送料轴,所述送料轴一侧设有中间环、罩型轴,所述送料轴、中间环、罩型轴外侧均转动设有支撑座,所述中间环与一个支撑座之间设有第二棘轮机构,所述第二棘轮机构用于控制中间环只能往顺时针的方向旋转,所述支撑座均固定在工作板的上侧,所述送料轴的外侧上转动安装有棘轮扣,所述棘轮扣与送料轴的外侧之间固定有棘轮弹簧,所述中间环内侧固定有内齿棘轮,所述棘轮扣能够与内齿棘轮的内侧相接触,所述中间环的外侧与罩型轴的内侧之间固定有发条弹簧,所述发条弹簧可驱动罩型轴往顺时针方向旋转,所述罩型轴下侧设有上凹面轮,所述上凹面轮内侧固定有固定轴,所述固定轴贯穿两个支撑座且与其转动连接,所述上凹面轮外侧固定有防滑圈,所述固定轴外侧转动安装有卸力环,所述卸力环的外侧与罩型轴的外侧之间通过皮带和带轮传动连接,所述工作板的上侧固定有若干U型座,所述U型座内侧均转动安装有下凹面轮,所述卸力环与固定轴之间设有卸力组件。
优选的,所述卸力组件包括若干伸缩杆,所述伸缩杆一端均固定在卸力环的内侧,所述伸缩杆外侧均滑动设有伸缩套,所述伸缩套一端均固定有尖头卡块,所述尖头卡块的一侧与卸力环的内侧之间均固定有卸力弹簧,所述固定轴外侧设有若干卸力卡槽,所述尖头卡块均可拆卸在卸力卡槽内侧。
优选的,所述切割组件包括切割板,所述切割板上滑动安装有两个贯穿其的正T型架,所述正T型架的上端均固定在升降架的下侧,所述升降架的下侧与切割板的上侧之间固定有两个切割弹簧,所述切割板的上侧固定有切割电机,所述切割电机需通过导线外接电源和开关,所述切割板的下侧设有切割轴,所述切割轴的外侧与切割电机的轴端之间通过皮带和带轮传动连接,所述切割轴的外侧转动有大连接架、小连接架,所述大连接架固定在切割板的下侧,所述小连接架可拆卸在大连接架的一侧上,所述切割轴的外侧固定有切割片,所述升降架的下侧固定有U型架,所述U型架的下侧滑动安装有贯穿其的倒T型架,所述倒T型架的下端固定有压紧座,所述压紧座的上侧与U型架的下侧之间固定有压紧弹簧,所述工作板的上侧固定有两个停止架,所述切割板的上侧能够与停止架的上侧相接触。
优选的,所述工作板的上侧设有排渣孔,所述工作板的上侧固定有落料斗。
本发明提出的一种液压钢管冲压设备,有益效果在于:
(1)、通过设置上模具、下模具、工作板、自动升降组件、切割组件,使其具有自动分切、自动冲压功能,在冲压作业的单次下降过程中,可对钢管进行自动分切和自动冲压,单次下降即可完成两步加工,单台设备即可完成分切和冲压,从而无需挪运钢管,便于使用。
(2)、通过设置工作板、上料台、自动上料组件、挡料组件、控制解除组件、落料斗,使其具有自动上料、自动下料、自动解除挡料功能,当钢管被切断时,可将被分切下的钢管自动送至下模具上,且在自动上料时,会将上一个被冲压完成的工件自动挤出下模具,从而在自动上料时还可以完成自动下料,无需人工操作,可节省人力,且不存在安全隐患。
(3)、通过设置自动升降组件、送料组件、切割组件、挡料组件,使其具有自动送料、定量挡料、自动供能、自动卸力功能,压紧座离开钢管时,即可使得整根钢管自动前送,然后钢管的一端会被T型挡架阻挡,所以每次的前送距离均相同,且升降架在升降的过程中即可为送料组件提供动力,可节省资源,若是发条弹簧的蓄力较大,则会自动卸力,从而可防止发条弹簧损坏。
(4)、通过设置自动升降组件、切割组件,使其具有自动锁紧和松开、自动分切功能,在升降架从最高处开始下落期间,可依次自动完成压紧钢管、切割钢管,反之,可自动完成自动复位和自动松开钢管。
附图说明
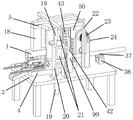
图1为本发明提出的一种液压钢管冲压设备的正面立体结构示意图;
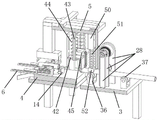
图2为本发明提出的一种液压钢管冲压设备的正面剖切立体结构示意图;
图3为本发明中提出的图2中A区的局部放大结构示意图;
图4为本发明中提出的图2中B区的局部放大结构示意图;
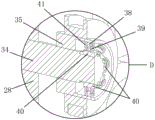
图5为本发明中提出的图2中C区的局部放大结构示意图;
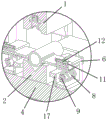
图6为本发明提出的一种液压钢管冲压设备的正面剖切轴测结构示意图;
图7为本发明提出的一种液压钢管冲压设备的正面局部剖切立体结构示意图;
图8为本发明提出的一种液压钢管冲压设备的左侧面局部剖切立体结构示意图;
图9为本发明提出的一种液压钢管冲压设备的背面局部剖切立体结构示意图;
图10为本发明提出的一种液压钢管冲压设备的右侧面局部剖切立体结构示意图;
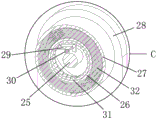
图11为本发明中提出的图10中D区的局部放大结构示意图。
图中:1上模具、2下模具、3工作板、4上料台、5升降架、6钩型架、7T型块、8拉簧、9A气缸、10顶出片、11夹紧架、12B气缸、13接触开关、14T型挡架、15挡料弹簧、16从动斜边块、17主动斜边架、18冲压柱、19导向杆、20安装架、21液压缸、22L型架、23齿条、24齿轮、25送料轴、26中间环、27罩型轴、28支撑座、29棘轮扣、30棘轮弹簧、31内齿棘轮、32发条弹簧、33上凹面轮、34固定轴、35卸力环、36U型座、37下凹面轮、38伸缩杆、39伸缩套、40尖头卡块、41卸力弹簧、42切割板、43正T型架、44切割弹簧、45切割电机、46切割轴、47大连接架、48小连接架、49切割片、50U型架、51倒T型架、52压紧座、53压紧弹簧、54落料斗、99停止架。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-11,一种液压钢管冲压设备,包括上模具1、下模具2、工作板3,上模具1下侧设有用于防止物料粘在上模具1上的脱模机构,工作板3下侧固定有若干支撑腿,工作板3的上侧设有排渣孔,工作板3的上侧固定有落料斗54,工作板3的上侧固定有上料台4,下模具2固定在上料台4的上侧,上料台4上侧设有自动上料组件,自动上料组件包括两个钩型架6,钩型架6均可滑动在上料台4的上侧,钩型架6下侧均设有长孔,长孔内侧均滑动有T型块7,T型块7均固定在上料台4的上侧,T型块7与钩型架6之间均固定有拉簧8,T型块7上均固定有贯穿其的A气缸9,A气缸9的轴端均固定有顶出片10,顶出片10均能够与钩型架6相接触,钩型架6上均滑动安装有贯穿其的夹紧架11,钩型架6的上侧均固定有B气缸12,B气缸12的轴端均固定在夹紧架11上,A气缸9、B气缸12均需通过气管外接电磁阀,一个T型块7的上侧固定有接触开关13,接触开关13需通过导线外接处理控制器,接触开关13能够与钩型架6相接触,当需要自动上料时,可控制A气缸9伸出,A气缸9完全伸出后,再控制B气缸12缩回,此时两个夹紧架11会将一段钢管夹紧,然后控制A气缸9缩回,此时钩型架6不会发生移动,然后切割片49会接触并切割钢管,当钢管被完全切断后,钩型架6会因为拉簧8的拉力自动复位,此时被夹紧架11夹紧的一段钢管会自动移动到下模具2的上方,钩型架6自动复位时,会自动触发接触开关13,接触开关13被触发后,可控制B气缸12伸出,此时被切下的一段钢管则会自动落至下模具2上,即可完成上料;
上料台4上侧设有挡料组件,挡料组件包括T型挡架14,上料台4下侧设有T型阶梯孔,T型挡架14可滑动在T型阶梯孔内侧,T型挡架14的下侧与工作板3的上侧之间固定有挡料弹簧15,采用了挡料组件,使其具有自动定量功能,可使钢管每次的前送距离均相同,在钢管自动前送时,钢管的一端会被T型挡架14所阻挡,从而可保证每次都分切出长度一样的钢管;
自动上料组件和挡料组件之间设有控制解除组件,控制解除组件用于解除挡料组件,控制解除组件包括两个从动斜边块16,从动斜边块16分别固定在T型挡架14相远离的两侧上,钩型架6一侧均固定有主动斜边架17,主动斜边架17均能够与从动斜边块16相接触,A气缸9完全伸出后,会通过从动斜边块16和主动斜边架17,使T型挡架14自动下降,从而可自动接触阻挡状态,可使得钢管能够到达下模具2上方,当钩型架6因为拉簧8的拉力自动复位后,主动斜边架17会离开从动斜边块16,此时T型挡架14会因为挡料弹簧15的张力,而自动上移,可完成自动复位;
上模具1的上侧设有自动升降组件,自动升降组件包括升降架5,升降架5下侧固定有冲压柱18,上模具1固定在冲压柱18的下侧,升降架5的下侧固定有若干导向杆19,导向杆19均贯穿工作板3且与其滑动连接,工作板3上侧固定有两个安装架20,安装架20上均固定有贯穿其的液压缸21,液压缸21均需油管外接电磁阀,液压缸21的轴端均与升降架5固定连接,控制液压缸21伸出或缩回时,即可使得升降架5自动上升或下降;
工作板3上侧设有送料组件,送料组件包括L型架22,L型架22固定安装在升降架5的上侧,L型架22的一侧固定有齿条23,齿条23上通过啮合传动连接有齿轮24,齿轮24内侧固定有送料轴25,送料轴25一侧设有中间环26、罩型轴27,送料轴25、中间环26、罩型轴27外侧均转动设有支撑座28,中间环26与一个支撑座28之间设有第二棘轮机构,第二棘轮机构用于控制中间环26只能往顺时针的方向旋转,支撑座28均固定在工作板3的上侧,送料轴25的外侧上转动安装有棘轮扣29,棘轮扣29与送料轴25的外侧之间固定有棘轮弹簧30,中间环26内侧固定有内齿棘轮31,棘轮扣29能够与内齿棘轮31的内侧相接触,中间环26的外侧与罩型轴27的内侧之间固定有发条弹簧32,中间环26在顺时针旋转时,可为发条弹簧32上劲,发条弹簧32可驱动罩型轴27往顺时针方向旋转,同时发条弹簧32会向中间环26施加一个向逆时针旋转的力,而第二棘轮机构会使得中间环26不会往逆时针方向旋转,所以发条弹簧32的能力会被储蓄,且只能用于驱动罩型轴27往顺时针方向旋转,罩型轴27下侧设有上凹面轮33,上凹面轮33内侧固定有固定轴34,固定轴34贯穿两个支撑座28且与其转动连接,上凹面轮33外侧固定有防滑圈,固定轴34外侧转动安装有卸力环35,卸力环35的外侧与罩型轴27的外侧之间通过皮带和带轮传动连接,工作板3的上侧固定有若干U型座36,U型座36内侧均转动安装有下凹面轮37,卸力环35与固定轴34之间设有卸力组件,卸力组件包括若干伸缩杆38,伸缩杆38一端均固定在卸力环35的内侧,伸缩杆38外侧均滑动设有伸缩套39,伸缩套39一端均固定有尖头卡块40,尖头卡块40的一侧与卸力环35的内侧之间均固定有卸力弹簧41,固定轴34外侧设有若干卸力卡槽,尖头卡块40均可拆卸在卸力卡槽内侧,在升降架5下降时,会通过齿条23、齿轮24,使得送料轴25自动做逆时针旋转,送料轴25逆时针旋转时,不会带动中间环26旋转,升降架5上升时,送料轴25会顺时针旋转,送料轴25顺时针旋转时,会通过棘轮扣29、棘轮弹簧30、内齿棘轮31带动中间环26顺时针旋转,中间环26顺时针旋转时,可为发条弹簧32上劲,发条弹簧32可驱动罩型轴27和上凹面轮33旋转,上凹面轮33旋转时,即可使得钢管自动前送,进而可实现自动送料,且在发条弹簧32的储能较大时,可通过卸力组件自动卸力,可保护发条弹簧32和上凹面轮33;
送料组件与上料台4之间设有切割组件,切割组件包括切割板42,切割板42上滑动安装有两个贯穿其的正T型架43,正T型架43的上端均固定在升降架5的下侧,升降架5的下侧与切割板42的上侧之间固定有两个切割弹簧44,切割板42的上侧固定有切割电机45,切割电机45需通过导线外接电源和开关,切割板42的下侧设有切割轴46,切割轴46的外侧与切割电机45的轴端之间通过皮带和带轮传动连接,切割轴46的外侧转动有大连接架47、小连接架48,大连接架47固定在切割板42的下侧,小连接架48可拆卸在大连接架47的一侧上,切割轴46的外侧固定有切割片49,升降架5的下侧固定有U型架50,U型架50的下侧滑动安装有贯穿其的倒T型架51,倒T型架51的下端固定有压紧座52,压紧座52的上侧与U型架50的下侧之间固定有压紧弹簧53,工作板3的上侧固定有两个停止架99,切割板42的上侧能够与停止架99的上侧相接触,升降架5下降期间,压紧座52会先接触并压紧钢管,然后切割片49会继续下降,然后切割片49会接触并切割钢管,当钢管被完全切断后,切割板42会被停止架99阻挡,所以切割板42和切割片49则会停止下降,所以在升降架5,下降的同时即可完成自动切割和自动压紧钢管,便于使用;
自动升降组件能够为送料组件提供动力。
本发明的使用方法及流程为:使用前,需要将钢管放置在上凹面轮33和下凹面轮37之间,并且使得钢管的一端顶在T型挡架14上,然后控制液压缸21伸出、A气缸9缩回、B气缸12伸出、切割电机45开启,开始工作时,先控制液压缸21缩回,使得升降架5下降,升降架5下降期间,压紧座52会先接触并压紧钢管,然后切割片49会继续下降,当切割片49即将触碰到钢管时,控制A气缸9伸出,A气缸9完全伸出后,会通过从动斜边块16和主动斜边架17,使T型挡架14自动下降,再控制B气缸12缩回,此时两个夹紧架11会将一段钢管夹紧,然后控制A气缸9缩回,此时钩型架6不会发生移动,然后切割片49会接触并切割钢管,当钢管被完全切断后,切割板42会被停止架99阻挡,所以切割板42和切割片49则会停止下降,同时钩型架6会因为拉簧8的拉力自动复位,此时被夹紧架11夹紧的一段钢管会自动移动到下模具2的上方,同时T型挡架14会因为挡料弹簧15的张力,而自动上移,且钩型架6自动复位时,会自动触发接触开关13,接触开关13被触发后,可控制B气缸12伸出,此时被切下的一段钢管则会自动落至下模具2上,然后升降架5和上模具1会继续下降,然后上模具1会完全贴紧在下模具2上,此时即可完成自动冲压,至此升降架5即可完成完全下降,然后控制液压缸21伸出,升降架5会自动上升,在升降架5上升期间,被冲压成型的工件会因为脱模机构,而自动落至下模具2上,然后升降架5继续上升,然后压紧座52会上移离开钢管,而在升降架5上升时,会通过齿条23、齿轮24、送料轴25、中间环26、支撑座28、棘轮扣29、棘轮弹簧30、内齿棘轮31和第二棘轮机构为发条弹簧32自动上劲,所以在压紧座52离开钢管时,发条弹簧32会驱动罩型轴27和上凹面轮33旋转,钢管会自动前送,完成自动送料,当液压缸21完全伸出后,钢管也会自动顶紧T型挡架14,此时,即可回复到初始状态,反复操作即可完成自动分切、自动冲压、自动上下料、自动送料。
需要说明的是:
本申请中提出的上模具1、下模具2、脱模机构、A气缸9、B气缸12、接触开关13、液压缸21、发条弹簧32、切割电机45、第二棘轮机构,均为现有技术,其具体功能、用法及结构,文中不再赘述。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体的情况理解上述术语在本发明中的具体含义。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (6)
1.一种液压钢管冲压设备,包括上模具(1)、下模具(2)、工作板(3),所述上模具(1)下侧设有用于防止物料粘在上模具(1)上的脱模机构,所述工作板(3)下侧固定有若干支撑腿,其特征在于,所述工作板(3)的上侧固定有上料台(4),所述下模具(2)固定在上料台(4)的上侧,所述上料台(4)上侧设有自动上料组件和挡料组件,所述自动上料组件和挡料组件之间设有控制解除组件,所述控制解除组件用于解除挡料组件,所述自动上料组件包括两个钩型架(6),所述钩型架(6)均可滑动在上料台(4)的上侧,所述钩型架(6)下侧均设有长孔,所述长孔内侧均滑动有T型块(7),所述T型块(7)均固定在上料台(4)的上侧,所述T型块(7)与钩型架(6)之间均固定有拉簧(8),所述T型块(7)上均固定有贯穿其的A气缸(9),所述A气缸(9)的轴端均固定有顶出片(10),所述顶出片(10)均能够与钩型架(6)相接触,所述钩型架(6)上均滑动安装有贯穿其的夹紧架(11),所述钩型架(6)的上侧均固定有B气缸(12),所述B气缸(12)的轴端均固定在夹紧架(11)上,所述A气缸(9)、B气缸(12)均需通过气管外接电磁阀,一个所述T型块(7)的上侧固定有接触开关(13),所述接触开关(13)能够与钩型架(6)相接触,所述挡料组件包括T型挡架(14),所述上料台(4)下侧设有T型阶梯孔,所述T型挡架(14)可滑动在T型阶梯孔内侧,所述T型挡架(14)的下侧与工作板(3)的上侧之间固定有挡料弹簧(15),所述控制解除组件包括两个从动斜边块(16),所述从动斜边块(16)分别固定在T型挡架(14)相远离的两侧上,所述钩型架(6)一侧均固定有主动斜边架(17),所述主动斜边架(17)均能够与从动斜边块(16)相接触,所述上模具(1)的上侧设有自动升降组件,所述工作板(3)上侧设有送料组件,所述送料组件与上料台(4)之间设有切割组件,所述自动升降组件能够为送料组件提供动力。
2.根据权利要求1所述的一种液压钢管冲压设备,其特征在于,所述自动升降组件包括升降架(5),所述升降架(5)下侧固定有冲压柱(18),所述上模具(1)固定在冲压柱(18)的下侧,所述升降架(5)的下侧固定有若干导向杆(19),所述导向杆(19)均贯穿工作板(3)且与其滑动连接,所述工作板(3)上侧固定有两个安装架(20),所述安装架(20)上均固定有贯穿其的液压缸(21),所述液压缸(21)均需油管外接电磁阀,所述液压缸(21)的轴端均与升降架(5)固定连接。
3.根据权利要求2所述的一种液压钢管冲压设备,其特征在于,所述送料组件包括L型架(22),所述L型架(22)固定安装在升降架(5)的上侧,所述L型架(22)的一侧固定有齿条(23),所述齿条(23)上通过啮合传动连接有齿轮(24),所述齿轮(24)内侧固定有送料轴(25),所述送料轴(25)一侧设有中间环(26)、罩型轴(27),所述送料轴(25)、中间环(26)、罩型轴(27)外侧均转动设有支撑座(28),所述中间环(26)与一个支撑座(28)之间设有第二棘轮机构,所述第二棘轮机构用于控制中间环(26)只能往顺时针的方向旋转,所述支撑座(28)均固定在工作板(3)的上侧,所述送料轴(25)的外侧上转动安装有棘轮扣(29),所述棘轮扣(29)与送料轴(25)的外侧之间固定有棘轮弹簧(30),所述中间环(26)内侧固定有内齿棘轮(31),所述棘轮扣(29)能够与内齿棘轮(31)的内侧相接触,所述中间环(26)的外侧与罩型轴(27)的内侧之间固定有发条弹簧(32),所述发条弹簧(32)可驱动罩型轴(27)往顺时针方向旋转,所述罩型轴(27)下侧设有上凹面轮(33),所述上凹面轮(33)内侧固定有固定轴(34),所述固定轴(34)贯穿两个支撑座(28)且与其转动连接,所述上凹面轮(33)外侧固定有防滑圈,所述固定轴(34)外侧转动安装有卸力环(35),所述卸力环(35)的外侧与罩型轴(27)的外侧之间通过皮带和带轮传动连接,所述工作板(3)的上侧固定有若干U型座(36),所述U型座(36)内侧均转动安装有下凹面轮(37),所述卸力环(35)与固定轴(34)之间设有卸力组件。
4.根据权利要求3所述的一种液压钢管冲压设备,其特征在于,所述卸力组件包括若干伸缩杆(38),所述伸缩杆(38)一端均固定在卸力环(35)的内侧,所述伸缩杆(38)外侧均滑动设有伸缩套(39),所述伸缩套(39)一端均固定有尖头卡块(40),所述尖头卡块(40)的一侧与卸力环(35)的内侧之间均固定有卸力弹簧(41),所述固定轴(34)外侧设有若干卸力卡槽,所述尖头卡块(40)均可拆卸在卸力卡槽内侧。
5.根据权利要求2所述的一种液压钢管冲压设备,其特征在于,所述切割组件包括切割板(42),所述切割板(42)上滑动安装有两个贯穿其的正T型架(43),所述正T型架(43)的上端均固定在升降架(5)的下侧,所述升降架(5)的下侧与切割板(42)的上侧之间固定有两个切割弹簧(44),所述切割板(42)的上侧固定有切割电机(45),所述切割电机(45)需通过导线外接电源和开关,所述切割板(42)的下侧设有切割轴(46),所述切割轴(46)的外侧与切割电机(45)的轴端之间通过皮带和带轮传动连接,所述切割轴(46)的外侧转动有大连接架(47)、小连接架(48),所述大连接架(47)固定在切割板(42)的下侧,所述小连接架(48)可拆卸在大连接架(47)的一侧上,所述切割轴(46)的外侧固定有切割片(49),所述升降架(5)的下侧固定有U型架(50),所述U型架(50)的下侧滑动安装有贯穿其的倒T型架(51),所述倒T型架(51)的下端固定有压紧座(52),所述压紧座(52)的上侧与U型架(50)的下侧之间固定有压紧弹簧(53),所述工作板(3)的上侧固定有两个停止架(99),所述切割板(42)的上侧能够与停止架(99)的上侧相接触。
6.根据权利要求1所述的一种液压钢管冲压设备,其特征在于,所述工作板(3)的上侧设有排渣孔,所述工作板(3)的上侧固定有落料斗(54)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211587464.8A CN115673085B (zh) | 2022-12-12 | 2022-12-12 | 一种液压钢管冲压设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211587464.8A CN115673085B (zh) | 2022-12-12 | 2022-12-12 | 一种液压钢管冲压设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115673085A CN115673085A (zh) | 2023-02-03 |
| CN115673085B true CN115673085B (zh) | 2023-03-17 |
Family
ID=85056376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211587464.8A Active CN115673085B (zh) | 2022-12-12 | 2022-12-12 | 一种液压钢管冲压设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115673085B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117282834B (zh) * | 2023-10-16 | 2024-03-19 | 泰州市申工不锈钢制品有限公司 | 一种不锈钢管冲压装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1128528A (ja) * | 1997-07-04 | 1999-02-02 | Amada Eng Center:Kk | パンチプレスにおけるワーク搬入方法およびその装置 |
| CN102294409A (zh) * | 2011-08-08 | 2011-12-28 | 佘银柱 | 一种始用挡料装置 |
| CN105398786A (zh) * | 2015-11-06 | 2016-03-16 | 天津市晟岛科技有限公司 | 一种钢管上料装置 |
| CN109014920B (zh) * | 2018-08-17 | 2020-01-14 | 杭萧钢构(河北)建设有限公司 | 一种钢支架c型钢的冲孔切割一体机 |
| CN110203680B (zh) * | 2019-07-09 | 2021-04-23 | 海盐星达精密机械有限公司 | 一种泵套加工用上料装置的送料装置 |
| CN113579106A (zh) * | 2021-06-30 | 2021-11-02 | 周伟伟 | 一种高精度装配式建筑钢筋桁架结构制作设备及制作方法 |
-
2022
- 2022-12-12 CN CN202211587464.8A patent/CN115673085B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN115673085A (zh) | 2023-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115673085B (zh) | 一种液压钢管冲压设备 | |
| CN113275432A (zh) | 一种具有自动上料功能的五金零件加工用冲压设备 | |
| CN108500116B (zh) | 一种汽车挡泥板卡件自动加工机 | |
| CN110586753B (zh) | 一种具备废料收集功能的冲压设备 | |
| CN108065484B (zh) | 一种全自动冲孔铆扣机 | |
| CN112404240A (zh) | 一种链条安全生产用自动冲压设备 | |
| CN111922234A (zh) | 一种改进型连续往复式机械冲压设备 | |
| CN215467414U (zh) | 一种机械制造用扳手冲压装置 | |
| CN212822071U (zh) | 一种便捷式的防毛刺冲压机 | |
| CN113976734A (zh) | 一种汽车零部件用冲压模具 | |
| CN211386478U (zh) | 一种固定压力机结构 | |
| CN111687274A (zh) | 一种具有导向定位功能的冲压装置 | |
| CN218015362U (zh) | 一种金属加工用冲压装置 | |
| CN114309789B (zh) | 一种气缸套生产用等长切割设备 | |
| CN108543869A (zh) | 自动脱模双面液压冲压模具 | |
| CN214639493U (zh) | 一种冷冲压成型的散热冲压件 | |
| CN210280399U (zh) | 一种汽车钢板落料冲孔模具 | |
| CN109465371B (zh) | 一种带有机械手的锻压系统 | |
| CN210847877U (zh) | 一种自动拉料裁剪模具 | |
| CN112620451A (zh) | 一种金属器材冲压设备及其加工方法 | |
| CN218611306U (zh) | 用于金属板件制品的冲压装置 | |
| CN219632428U (zh) | 一种连续冲压的冲压设备 | |
| CN216263119U (zh) | 一种金属型材的自动化冲床 | |
| CN215918770U (zh) | 一种用于铜制品加工的冲压装置 | |
| CN112935180B (zh) | 一种高速螺母成型机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 264006 No. 6, Beijing South Road, development zone, Yantai City, Shandong Province Patentee after: Shandong Xinghui Hydraulic Equipment Co.,Ltd. Address before: 264006 No. 6, Beijing South Road, development zone, Yantai City, Shandong Province Patentee before: Yantai Xinghui LOUSBERG Hydraulic Machinery Co.,Ltd. |
|
| CP01 | Change in the name or title of a patent holder |