CN112222839A - 一种圆形物料切断及端面挖孔装置 - Google Patents
一种圆形物料切断及端面挖孔装置 Download PDFInfo
- Publication number
- CN112222839A CN112222839A CN202010849711.1A CN202010849711A CN112222839A CN 112222839 A CN112222839 A CN 112222839A CN 202010849711 A CN202010849711 A CN 202010849711A CN 112222839 A CN112222839 A CN 112222839A
- Authority
- CN
- China
- Prior art keywords
- driving unit
- axial
- output end
- chuck
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/02—Machine tools for performing different machining operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Milling Processes (AREA)
Abstract
本发明涉及切断及端面挖孔装置,为解决圆形物料切断与端面挖孔主要依靠人工完成加工,存在劳动强度大和加工精度低的技术问题,提供一种圆形物料切断及端面挖孔装置,包括送料机构、夹紧旋转机构、切断机构、辅助机构、定长机构、挖孔机构和底座,底座用于安装支撑其他机构,送料机构能够完成圆形物料的轴向进给,夹紧旋转机构能够实现在切断作业和整型作业中圆形物料的夹紧和旋转,切断机构完成圆形物料的切断,辅助机构方便圆形物料的轴向运动和径向转动,定长机构主要完成圆形物料的到位检测和机械限位,挖孔机构对圆形物料的端面进行挖孔作业;通过各机构间的配合,共同完成圆形物料切断与端面挖孔。
Description
技术领域
本发明涉及切断及端面挖孔装置,具体涉及一种圆形物料切断及端面挖孔装置。
背景技术
伴随着自动化行业的飞速发展,减轻作业人员劳动强度已经成为各领域亟需解决的一个问题。目前,圆形物料的生产主要依靠人工使用相应设备完成切断及端面挖孔作业,劳动强度大;另外,由于产品尺寸不一致,在定长切断和挖孔操作时,难以制定作业标准,加工精度易受人工影响。因此,需要一种物料自动切断及端面挖孔设备代替人工。
发明内容
本发明为解决圆形物料切断与端面挖孔主要依靠人工使用相应设备完成加工,存在劳动强度大和加工精度低的技术问题,提供一种圆形物料切断及端面挖孔装置。
为实现上述目的,本发明提供如下技术方案:
一种圆形物料切断及端面挖孔装置,其特殊之处在于,包括送料机构、夹紧旋转机构、切断机构、辅助机构、定长机构、挖孔机构和底座;
所述送料机构包括安装于底座上的输送单元和第一驱动单元;所述第一驱动单元的输出端上连接有推动件,第一驱动单元驱动推动件直线运动;输送单元沿第一驱动单元的驱动方向延伸设置;推动件位于输送单元上方;
所述夹紧旋转机构包括卡盘,以及安装在底座上的第二驱动单元和卡盘座;所述卡盘通过轴承套装在卡盘座内,卡盘与第二驱动单元输出端连接,第二驱动单元驱动卡盘转动;
所述切断机构包括刀架,以及安装在底座上的第三驱动单元和第一导轨座;所述第一导轨座上设置有第一导轨;所述刀架上设置有与第一导轨相适配的第一滑块,第一滑块与第三驱动单元的输出端相连接,第三驱动单元驱动第一滑块直线运动;所述刀架上安装有切断刀;
所述辅助机构包括安装在底座上的第四驱动单元和第五驱动单元;所述第四驱动单元的输出端连接有径向支撑滚动组件,所述第五驱动单元的输出端连接有轴向支撑滚动组件,第四驱动单元驱动径向支撑滚动组件升降运动,第五驱动单元驱动轴向支撑滚动组件升降运动,径向支撑滚动组件和轴向支撑滚动组件相邻设置;
所述定长机构包括安装在底座上的第六驱动单元;所述第六驱动单元的输出端上连接有接触开关组件,第六驱动单元驱动接触开关组件升降运动;
所述挖孔机构包括安装在底座上的第七驱动单元和第二导轨座;所述第二导轨座上设置有第二导轨,第二导轨上安装有与其相适配的第二滑块,第七驱动单元的输出端与第二滑块相连,驱动第二滑块直线运动;第二滑块上安装有第八驱动单元,第八驱动单元的输出端上连接有铣刀,驱动铣刀旋转;
所述输送单元、卡盘、径向支撑滚动组件、轴向支撑滚动组件、接触开关组件和铣刀沿待加工圆形物料的运动方向依次设置;所述切断刀位于卡盘和径向支撑滚动组件之间,切断刀的运动方向与输送单元的延伸方向垂直。
进一步地,还包括回收机构;所述回收机构包括安装在底座上的第九驱动单元、导料槽和收集箱;
所述第九驱动单元的输出端与导料槽相连,驱动导料槽升降;
所述导料槽两端开口,上开口处位于切断刀下方,下开口处与收集箱的入口相对设置。
进一步地,所述输送单元包括安装在底座上的V字型支架,以及安装在支架两侧的多个辊轮,位于支架任一侧的多个所述辊轮沿支架延伸方向相互平行设置,支架沿第一驱动单元的驱动方向延伸设置;推动件位于支架上方;支架与卡盘同轴设置。
进一步地,所述第一驱动单元包括安装在底座上的导向轴和无杆气缸,导向轴的延伸方向与无杆气缸的驱动方向一致;无杆气缸的输出端上连接有直线轴承,直线轴承套设安装在导向轴上,推动件与直线轴承相连。
进一步地,所述第二驱动单元包括安装在底座上的三相异步电机,三相异步电机通过第一同步带与卡盘连接。
进一步地,所述第三驱动单元包括丝杠、丝杠螺母,以及安装在底座上的电机;
所述电机的输出端与丝杠通过第二同步带相连,丝杠螺母套设安装在丝杠上,丝杠螺母与第一滑块固定连接。
进一步地,所述径向支撑滚动组件设置有两个,轴向支撑滚动组件设置有一个,两个径向支撑滚动组件分别位于轴向支撑滚动组件的两侧;
所述径向支撑滚动组件包括径向辊轮安装架,以及安装在第四驱动单元输出端上的第一支撑架;径向辊轮安装架通过弹簧安装在第一支撑架上,径向辊轮安装架上安装有两个相互平行的径向辊轮,两个径向辊轮之间的距离小于待加工圆形物料的直径,径向辊轮的延伸方向与待加工圆形物料的轴线平行;
所述轴向支撑滚动组件包括轴向辊轮安装架,以及安装在第五驱动单元输出端上的第二支撑架;轴向辊轮安装架通过弹簧安装在第二支撑架上,轴向辊轮安装架上安装有两个圆台状的轴向辊轮,两个轴向辊轮通过安装在轴向辊轮安装架上的转轴相连,小端相对设置,轴向辊轮的轴线与待加工圆形物料的轴线垂直;
所述第四驱动单元和第五驱动单元均为气缸。
进一步地,所述接触开关组件包括安装在第六驱动单元输出端上的安装板,以及设置在安装板上的行程开关和限位板安装座;
所述限位板安装座上通过弹簧安装有限位板,行程开关位于限位板背侧,限位板的前侧与卡盘相对设置;
所述第六驱动单元为气缸。
进一步地,所述第七驱动单元为气缸;
所述第八驱动单元包括伺服电机,伺服电机通过联轴器与铣刀相连;伺服电机通过电机安装座固定在第二滑块上。
进一步地,所述底座的底部设置有多个可调脚杯和多个滚轮。
与现有技术相比,本发明的有益效果是:
1.本发明圆形物料切断及端面挖孔装置,能实现圆形物料的自动定长切断及端面挖孔,大大降低了作业人员的劳动强度,保证了产品尺寸的一致性;送料机构能够完成圆形物料的轴向进给,夹紧旋转机构能够实现在切断作业和整型作业中圆形物料的夹紧和旋转,切断机构完成圆形物料的切断,辅助机构方便圆形物料的轴向运动和径向转动,定长机构主要完成圆形物料的到位检测和机械限位,挖孔机构对圆形物料的端面进行挖孔作业;通过各机构间的配合,共同完成圆形物料切断与端面挖孔,劳动强度低,仅需将圆形物料放置于送料机构上即可,且加工精度高不受人工影响。
2.本发明中还配置有回收机构,能够对切断后剩余圆形物料的料头进行收集,进一步减少了人工工作量,且有助于加工现场的清洁。
3.本发明中采用V字型的支架配合辊轮作为输送单元,对圆形物料进行支撑和输送,能够有效减小圆形物料在前进过程中受到的摩擦力。
4.本发明中第三驱动单元采用电机驱动丝杠,以及丝杠与丝杠螺母配合的方式进行驱动,切断刀在切断时的进给速度可调可控,加之第一导轨和第一滑块的配合,减少了刀架在进给时受到的摩擦力。
5.本发明径向支撑滚动组件和轴向支撑滚动组件分别在圆形物料转动和轴向进给时助力其运动,其中的弹簧使其具有缓冲作用,在圆形物料运动过程中可以起到柔性作用;另外第四驱动单元和第五驱动单元分别驱动对应助力支架升降,可根据圆形物料的运动将对应部分升起进行工作。
6.本发明定长机构中的弹簧能够起到缓冲作用,而限位板的设置,能够增大其与圆形物料端面的接触面积,确保机械限位的可靠性,行程开关能够保证圆形物料的定长。
7.本发明的第八驱动单元中采用伺服电机,能够保证铣刀的在挖孔操作时旋转速度可调可控,能够与圆形物料的旋转速度相匹配。
8.本发明的底座底部设置有可调脚杯和滚轮,可调脚杯能够调节底座的水平度,滚轮便于在需要时对装置进行移动。
附图说明
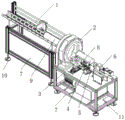
图1为本发明圆形物料切断及端面挖孔装置实施例的结构示意图;
图2为本发明图1中送料机构的结构示意图;
图3为本发明图1中夹紧旋转机构的结构示意图;
图4为本发明图1中切断机构的结构示意图;
图5为本发明图1中辅助机构的结构示意图;
图6为本发明图1中定长机构的机构示意图;
图7为本发明图1中挖孔机构的机构示意图;
图8为本发明图1中回收机构的机构示意图。
其中,1-送料机构、101-输送单元、1011-支架、1012-辊轮、102-第一驱动单元、1021-导向轴、1022-无杆气缸、1023-直线轴承、103-推动件、2-夹紧旋转机构、201-卡盘、202-第二驱动单元、2021-三相异步电机、2022-第一同步带、203-卡盘座、3-切断机构、301-刀架、302-第三驱动单元、3021-丝杠、3022-丝杠螺母、3023-电机、3024-第二同步带、303-第一导轨座、304-第一导轨、305-第一滑块、306-切断刀、4-辅助机构、401-第四驱动单元、402-第五驱动单元、403-径向支撑滚动组件、4031-径向辊轮安装架、4032-第一支撑架、4033-径向辊轮、404-轴向支撑滚动组件、4041-轴向辊轮安装架、4042-第二支撑架、4043-轴向辊轮、4044-转轴、5-定长机构、501-第六驱动单元、502-接触开关组件、5021-安装板、5022-行程开关、5023-限位板安装座、5024-限位板、6-挖孔机构、601-第七驱动单元、602-第二导轨座、603-第八驱动单元、6031-伺服电机、6032-联轴器、604-铣刀、7-底座、8-回收机构、801-第九驱动单元、802-导料槽、803-收集箱、9-待加工圆形物料、10-弹簧、11-可调脚杯、12-滚轮。
具体实施方式
下面将结合本发明的实施例和附图,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例并非对本发明的限制。
本发明提供了一种圆形物料切断及端面挖孔装置,除需要人工将待加工圆形物料9放置于送料机构1上以外,其余工序均可自动化完成,且加工精度较高。另外,如有需要,也可单独完成切断或端面挖孔。
如图1至图8所示,一种圆形物料切断及端面挖孔装置,包括送料机构1、夹紧旋转机构2、切断机构3、辅助机构4、定长机构5、挖孔机构6、底座7和回收机构8。
底座7可以是一体式的,也可以是分体式的,将送料机构1单独安装,其余机构共同安装于分体式的另一部分上,便于调整和单独加工。底座7可采用铝型材。另外,底座7的底部可以设置多个用于调节水平的可调脚杯11和多个用于移动的滚轮12,可调脚杯11和滚轮12都可以采用现有的相应结构,滚轮12应选择带有自锁的滚轮,需要固定时可锁定滚轮12。
如图2,送料机构1包括安装于底座7上的输送单元101和第一驱动单元102。作为一种优选方案,输送单元101包括安装在底座7上的V字型的支架1011,以及安装在支架1011两侧的多个辊轮1012,支架1011两侧的倾斜度和支架1011的开口宽度可根据待加工圆形物料9的直径进行调整,位于支架1011任一侧的多个辊轮1012沿支架1011延伸方向相互平行设置,辊轮1012的数量与间隔可根据支架1011的长度进行适当选择,支架1011沿第一驱动单元102的驱动方向延伸设置,可将待加工圆形物料9放置于支架1011上,推动件103位于支架1011上方,用于推动待加工圆形物料9,使待加工圆形物料9在辊轮1012上沿轴向运动。第一驱动单元102包括安装在底座7上的导向轴1021和无杆气缸1022,导向轴1021的延伸方向与无杆气缸1022的驱动方向一致,无杆气缸1022的输出端上连接有直线轴承1023,直线轴承套设安装在导向轴1021上,通过无杆气缸1022驱动直线轴承1023沿导向轴1021直线运动,推动件103与直线轴承1023相连,从而带动推动件103同向运动,通过推动件103推动位于支架1011上的待加工圆形物料9轴向运动。推动件103可采用不锈钢材质的推杆,确保推动件103的刚度。
如图3,夹紧旋转机构包括卡盘201,以及安装在底座7上的第二驱动单元202和卡盘座203。卡盘201通过轴承套装在卡盘座203内,卡盘201可以直接采用现有的三爪卡盘,当推动件103将待加工圆形物料9推送至卡盘201处,并达到定长时,用于夹紧待加工圆形物料9。第二驱动单元202包括安装在底座7上的三相异步电机2021,卡盘201的一端延伸出卡盘座203,三相异步电机2021通过第一同步带2022与卡盘201延伸出卡盘座203的部分连接,三相异步电机2021通过第一同步带2022驱动卡盘201转动。第一同步带2022还可以设置钣金防护罩对第一同步带2022进行防护。
如图4,切断机构3包括刀架301,以及安装在底座7上的第三驱动单元302和第一导轨座303。第三驱动单元302包括丝杠3021、丝杠螺母3022,以及安装在底座7上的电机3023,电机3023的输出端与丝杠3021通过第二同步带3024相连,丝杠螺母3022套设安装在丝杠3021上。第一导轨座303上设置有第一导轨304,刀架301上设置有与第一导轨304相适配的第一滑块305,第一滑块305与丝杠螺母3022固定连接,刀架301上安装有切断刀306,切断刀306可采用工具钢材料,确保切断作业可靠。电机3023通过第二同步带3024驱动丝杠3021转动,带动丝杠螺母3022直线运动,从而带动第一滑块305沿第一导轨304运动,使得刀架301与切断刀306共同进给或后退,当待加工圆形物料9完成定长,由卡盘201夹紧需要进行切断时,切断刀306从侧面垂直于待加工圆形物料9进给,完成切断。切断刀306的高度与卡盘201的夹持中心高度相同,切断时,只需使切断刀306进给即可。
如图5,辅助机构4包括安装在底座7上的第四驱动单元401和第五驱动单元402,第四驱动单元401和第五驱动单元402均可采用气缸。第四驱动单元401的输出端连接有径向支撑滚动组件403,径向支撑滚动组件403和第四驱动单元401均设置有两个,第五驱动单元402的输出端连接有轴向支撑滚动组件404,轴向支撑滚动组件404设置有一个,两个径向支撑滚动组件403分别位于轴向支撑滚动组件404的两侧,径向支撑滚动组件403用于待加工圆形物料9在端面挖孔进行旋转时支撑其旋转,轴向支撑滚动组件404用于待加工圆形物料9在轴向运动时对其进行支撑,避免待加工圆形物料9由于长度过长在轴向运动或旋转时不稳定,造成加工误差大。
其中,径向支撑滚动组件403包括径向辊轮安装架4031,以及安装在第四驱动单元401输出端上的第一支撑架4032,径向辊轮安装架4031通过弹簧10安装在第一支撑架4032上,弹簧10具有缓冲作用,径向辊轮安装架4031上安装有两个相互平行的径向辊轮4033,两个径向辊轮4033之间的距离小于待加工圆形物料9的直径,径向辊轮4033的延伸方向与待加工圆形物料9的轴线平行,待加工圆形物料9转动时,径向辊轮4033可对其进行支撑,同时,不影响其旋转。
轴向支撑滚动组件404包括轴向辊轮安装架4041,以及安装在第五驱动单元402输出端上的第二支撑架4042;轴向辊轮安装架4041通过弹簧10安装在第二支撑架4042上,轴向辊轮安装架4031上安装有两个圆台状的轴向辊轮4043,两个轴向辊轮4043通过安装在轴向辊轮安装架4041上的转轴4044相连,小端相对设置,轴向辊轮4043的轴线与待加工圆形物料9的轴线垂直。
待加工圆形物料9旋转时,第四驱动单元401驱动第一支撑架4032升起,第五驱动单元402驱动第二支撑架4042下降,径向辊轮4033与待加工圆形物料9接触;待加工圆形物料9轴向运动时,第四驱动单元401驱动第一支撑架4032下降,第五驱动单元402驱动第二支撑架4042升起,轴向辊轮4043与待加工圆形物料9接触。
如图6,定长机构5包括安装在底座7上的第六驱动单元501,第六驱动单元501可采用气缸,第六驱动单元501的输出端上连接有接触开关组件502。接触开关组件502包括安装在第六驱动单元501输出端上的安装板5021,以及设置在安装板5021上的行程开关5022和限位板安装座5023,限位板安装座5023上通过弹簧10安装有限位板5024,行程开关5022位于限位板5024背侧,限位板5024的前侧与卡盘201相对设置,当待加工圆形物料9轴向运动至其端面与限位板5024接触时,并由于压力使限位板5024与行程开关5022相接触,触发行程开关5022,即待加工圆形物料9达到定长,可通过第六驱动单元501使接触开关组件502下降。同时,还可为本发明的装置配备相应的控制系统,用以接收行程开关5022的信号,完成自动定长和限位。也可以相应配备显示单元和用于操控各驱动单元的人机交互操控系统,实现自动化加工。
如图7,挖孔机构6包括安装在底座7上的第七驱动单元601和第二导轨座602,第二导轨座602上设置有第二导轨,第二导轨上安装有与其相适配的第二滑块,第七驱动单元601的输出端与第二滑块相连,驱动第二滑块沿第二导轨直线运动,第二滑块上安装有第八驱动单元603,第八驱动单元603的输出端上连接有铣刀604,驱动铣刀604旋转。需要对待加工圆形物料9的端面进行挖孔时,通过第七驱动单元601驱动第二滑块带动铣刀604运动至待加工圆形物料9的端面,开始挖孔时,第八驱动单元603驱动铣刀604旋转,同时第七驱动单元601驱动铣刀604进给,进行端面挖孔。第七驱动单元601可以采用气缸,第八驱动单元603包括伺服电机6031,伺服电机6031通过联轴器6032与铣刀604相连,伺服电机6031通过电机安装座605固定在第二滑块上。
支架1011、卡盘201、径向支撑滚动组件403、轴向支撑滚动组件404、限位板5024和铣刀604依次同轴向设置,在加工过程中根据加工进程各部分升降配合,切断刀306位于卡盘201和径向支撑滚动组件403之间,切断刀306的运动方向与输送单元101的延伸方向垂直。
另外,如图8,为了使加工现场保持整洁,且便于对切断后的碎料进行回收,设置了回收机构8,回收机构8包括安装在底座7上的第九驱动单元801、导料槽802和收集箱803,所述第九驱动单元801的输出端与导料槽802相连,驱动导料槽802升降,导料槽802两端开口且倾斜设置,上开口处位于切断刀306下方,下开口处与收集箱803的入口相对设置,碎料由导料槽802的上开口处进入导料槽802,由下开口滑出进入收集箱803,收集箱803可使用钣金成型,待收集箱803装满料头后可由人工进行更换。第九驱动单元801可以直接采用气缸,也可以配合直线轴承导向。
前述的各驱动单元均为对应的优选结构,也可以采用其他的驱动形式代替。辊轮1012、径向辊轮4033和轴向辊轮4043都可由橡胶制成,便于与待加工圆形物料9实现柔性接触。
本发明的各部分之间相互配合完成工作,缺一不可,若要完成整个加工,必须通过各部件的配合工作。
利用本发明装置进行加工的过程为:
人工将待加工圆形物料9放至支架1011上的辊轮1012上,启动第一驱动单元102,待加工圆形物料9在无杆气缸1022的驱动与直线轴承1023的配合下,通过推动件103推动待加工圆形物料9沿其轴线方向运动,待加工圆形物料9穿过卡盘201,第五驱动单元402将轴向支撑滚动组件404升起,待加工圆形物料9通过轴向辊轮4043,第六驱动单元501驱动安装板5021升起,待加工圆形物料9被推送至其端面接触限位板5024,在弹簧10的缓冲下,待加工圆形物料9逐渐压紧限位板5024,进而触发行程开关5022,无杆气缸1022返回原点,第六驱动单元501驱动安装板5021下降收回,完成定长作业。
夹紧旋转机构2通过卡盘201将待加工圆形物料9夹紧,第四驱动单元401将径向支撑滚动组件403升起,第五驱动单元402将轴向支撑滚动组件404降下,通过第二驱动单元202驱动卡盘201带动待加工圆形物料9开始低速旋转,旋转速度可调,铣刀604在伺服电机6031的驱动下开始高速旋转,第七驱动单元601带动铣刀进给,直接切入待加工圆形物料9的端面,铣刀604的直径等于待加工圆形物料9的半径,从而对待加工圆形物料9的端面进行挖孔作业。挖孔完成后,第三驱动单元302带动切断刀306向待加工圆形物料9进给,对待加工圆形物料9进行切断。
可重复上述定长、挖孔和切断作业,直至完成对整个待加工圆形物料9的加工,在经过几次加工后,会留下一段料头,此时,第九驱动单元801驱动导料槽802升起,推动件103推送料头,将料头推入导料槽802内,料头经过导料槽802流入收集箱803,完成料头的收集作业,直至收集箱803内装满料头后,由人工进行收集箱803的更换。
依次循环进行人工上料、切断、端面挖孔、人工下料、料头收集,直至整个生产作业结束。
以上所述仅为本发明的实施例,并非对本发明保护范围的限制,凡是利用本发明说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均包括在本发明的专利保护范围内。
Claims (10)
1.一种圆形物料切断及端面挖孔装置,其特征在于:包括送料机构(1)、夹紧旋转机构(2)、切断机构(3)、辅助机构(4)、定长机构(5)、挖孔机构(6)和底座(7);
所述送料机构(1)包括安装于底座(7)上的输送单元(101)和第一驱动单元(102);所述第一驱动单元(102)的输出端上连接有推动件(103),第一驱动单元(102)驱动推动件(103)直线运动;输送单元(101)沿第一驱动单元(102)的驱动方向延伸设置;推动件(103)位于输送单元(101)上方;
所述夹紧旋转机构包括卡盘(201),以及安装在底座(7)上的第二驱动单元(202)和卡盘座(203);所述卡盘(201)通过轴承套装在卡盘座(203)内,卡盘(201)与第二驱动单元(202)输出端连接,第二驱动单元(202)驱动卡盘(201)转动;
所述切断机构(3)包括刀架(301),以及安装在底座(7)上的第三驱动单元(302)和第一导轨座(303);所述第一导轨座(303)上设置有第一导轨(304);所述刀架(301)上设置有与第一导轨(304)相适配的第一滑块(305),第一滑块(305)与第三驱动单元(302)的输出端相连接,第三驱动单元(302)驱动第一滑块(305)直线运动;所述刀架(301)上安装有切断刀(306);
所述辅助机构(4)包括安装在底座(7)上的第四驱动单元(401)和第五驱动单元(402);所述第四驱动单元(401)的输出端连接有径向支撑滚动组件(403),所述第五驱动单元(402)的输出端连接有轴向支撑滚动组件(404),第四驱动单元(401)驱动径向支撑滚动组件(403)升降运动,第五驱动单元(402)驱动轴向支撑滚动组件(404)升降运动,径向支撑滚动组件(403)和轴向支撑滚动组件(404)相邻设置;
所述定长机构(5)包括安装在底座(7)上的第六驱动单元(501);所述第六驱动单元(501)的输出端上连接有接触开关组件(502),第六驱动单元(501)驱动接触开关组件(502)升降运动;
所述挖孔机构(6)包括安装在底座(7)上的第七驱动单元(601)和第二导轨座(602);所述第二导轨座(602)上设置有第二导轨,第二导轨上安装有与其相适配的第二滑块,第七驱动单元(601)的输出端与第二滑块相连,驱动第二滑块直线运动;第二滑块上安装有第八驱动单元(603),第八驱动单元(603)的输出端上连接有铣刀(604),驱动铣刀(604)旋转;
所述输送单元(101)、卡盘(201)、径向支撑滚动组件(403)、轴向支撑滚动组件(404)、接触开关组件(502)和铣刀(604)沿待加工圆形物料(9)的运动方向依次设置;所述切断刀(306)位于卡盘(201)和径向支撑滚动组件(403)之间,切断刀(306)的运动方向与输送单元(101)的延伸方向垂直。
2.如权利要求1所述一种圆形物料切断及端面挖孔装置,其特征在于:还包括回收机构(8);所述回收机构(8)包括安装在底座(7)上的第九驱动单元(801)、导料槽(802)和收集箱(803);
所述第九驱动单元(801)的输出端与导料槽(802)相连,驱动导料槽(802)升降;
所述导料槽(802)两端开口,上开口处位于切断刀(306)下方,下开口处与收集箱(803)的入口相对设置。
3.如权利要求1或2所述一种圆形物料切断及端面挖孔装置,其特征在于:所述输送单元(101)包括安装在底座(7)上的V字型支架(1011),以及安装在支架(1011)两侧的多个辊轮(1012),位于支架(1011)任一侧的多个所述辊轮(1012)沿支架(1011)延伸方向相互平行设置,支架(1011)沿第一驱动单元(102)的驱动方向延伸设置;推动件(103)位于支架(1011)上方;支架(1011)与卡盘(201)同轴设置。
4.如权利要求3所述一种圆形物料切断及端面挖孔装置,其特征在于:所述第一驱动单元(102)包括安装在底座(7)上的导向轴(1021)和无杆气缸(1022),导向轴(1021)的延伸方向与无杆气缸(1022)的驱动方向一致;无杆气缸(1022)的输出端上连接有直线轴承(1023),直线轴承套设安装在导向轴(1021)上,推动件(103)与直线轴承(1023)相连。
5.如权利要求4所述一种圆形物料切断及端面挖孔装置,其特征在于:所述第二驱动单元(202)包括安装在底座(7)上的三相异步电机(2021),三相异步电机(2021)通过第一同步带(2022)与卡盘(201)连接。
6.如权利要求5所述一种圆形物料切断及端面挖孔装置,其特征在于:所述第三驱动单元(302)包括丝杠(3021)、丝杠螺母(3022),以及安装在底座(7)上的电机(3023);
所述电机(3023)的输出端与丝杠(3021)通过第二同步带(3024)相连,丝杠螺母(3022)套设安装在丝杠(3021)上,丝杠螺母(3022)与第一滑块(305)固定连接。
7.如权利要求6所述一种圆形物料切断及端面挖孔装置,其特征在于:所述径向支撑滚动组件(403)设置有两个,轴向支撑滚动组件(404)设置有一个,两个径向支撑滚动组件(403)分别位于轴向支撑滚动组件(404)的两侧;
所述径向支撑滚动组件(403)包括径向辊轮安装架(4031),以及安装在第四驱动单元(401)输出端上的第一支撑架(4032);径向辊轮安装架(4031)通过弹簧(10)安装在第一支撑架(4032)上,径向辊轮安装架(4031)上安装有两个相互平行的径向辊轮(4033),两个径向辊轮(4033)之间的距离小于待加工圆形物料(9)的直径,径向辊轮(4033)的延伸方向与待加工圆形物料(9)的轴线平行;
所述轴向支撑滚动组件(404)包括轴向辊轮安装架(4041),以及安装在第五驱动单元(402)输出端上的第二支撑架(4042);轴向辊轮安装架(4041)通过弹簧(10)安装在第二支撑架(4042)上,轴向辊轮安装架(4031)上安装有两个圆台状的轴向辊轮(4043),两个轴向辊轮(4043)通过安装在轴向辊轮安装架(4041)上的转轴(4044)相连,小端相对设置,轴向辊轮(4043)的轴线与待加工圆形物料(9)的轴线垂直;
所述第四驱动单元(401)和第五驱动单元(402)均为气缸。
8.如权利要求7所述一种圆形物料切断及端面挖孔装置,其特征在于:所述接触开关组件(502)包括安装在第六驱动单元(501)输出端上的安装板(5021),以及设置在安装板(5021)上的行程开关(5022)和限位板安装座(5023);
所述限位板安装座(5023)上通过弹簧(10)安装有限位板(5024),行程开关(5022)位于限位板(5024)背侧,限位板(5024)的前侧与卡盘(201)相对设置;
所述第六驱动单元(501)为气缸。
9.如权利要求8所述一种圆形物料切断及端面挖孔装置,其特征在于:
所述第七驱动单元(601)为气缸;
所述第八驱动单元(603)包括伺服电机(6031),伺服电机(6031)通过联轴器(6032)与铣刀(604)相连;伺服电机(6031)通过电机安装座(605)固定在第二滑块上。
10.如权利要求9所述一种圆形物料切断及端面挖孔装置,其特征在于:所述底座(7)的底部设置有多个可调脚杯(11)和多个滚轮(12)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010849711.1A CN112222839A (zh) | 2020-08-21 | 2020-08-21 | 一种圆形物料切断及端面挖孔装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010849711.1A CN112222839A (zh) | 2020-08-21 | 2020-08-21 | 一种圆形物料切断及端面挖孔装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112222839A true CN112222839A (zh) | 2021-01-15 |
Family
ID=74116400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010849711.1A Pending CN112222839A (zh) | 2020-08-21 | 2020-08-21 | 一种圆形物料切断及端面挖孔装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112222839A (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113305573A (zh) * | 2021-05-24 | 2021-08-27 | 西安航天精密机电研究所 | 一种定长切断及端面整型装置 |
| CN113442201A (zh) * | 2021-05-24 | 2021-09-28 | 西安航天精密机电研究所 | 一种固体推进剂装填药柱的切断整型系统 |
| CN113442200A (zh) * | 2021-05-24 | 2021-09-28 | 西安航天精密机电研究所 | 一种固体推进剂装填药柱的输送切断整型装置 |
| CN114789615A (zh) * | 2022-04-11 | 2022-07-26 | 米标科技有限公司 | 一种管路主动推进式打标设备 |
| CN115889825A (zh) * | 2022-11-15 | 2023-04-04 | 杭州川禾机械有限公司 | 一种车方机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136604A (ja) * | 2005-11-17 | 2007-06-07 | Komatsu Machinery Corp | 軸製品加工装置及び軸製品加工方法 |
| CN203031143U (zh) * | 2012-12-27 | 2013-07-03 | 苏州领创激光科技有限公司 | 圆管轴向和周向运动支撑机构 |
| CN204235126U (zh) * | 2014-11-28 | 2015-04-01 | 新昌县东科精密机械有限公司 | 棒类零件切钻加工中心 |
| CN105855884A (zh) * | 2016-05-26 | 2016-08-17 | 郭飚 | 一种自动切割磨砂棒料的加工机床 |
| CN107662717A (zh) * | 2017-09-21 | 2018-02-06 | 镇江康源新材料科技有限公司 | 一种快速切换导料方向的医用pvc粒料回收装置 |
| CN207206507U (zh) * | 2017-08-29 | 2018-04-10 | 昆山新实达精密电子科技有限公司 | 一种塑料管定长裁切装置 |
-
2020
- 2020-08-21 CN CN202010849711.1A patent/CN112222839A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136604A (ja) * | 2005-11-17 | 2007-06-07 | Komatsu Machinery Corp | 軸製品加工装置及び軸製品加工方法 |
| CN203031143U (zh) * | 2012-12-27 | 2013-07-03 | 苏州领创激光科技有限公司 | 圆管轴向和周向运动支撑机构 |
| CN204235126U (zh) * | 2014-11-28 | 2015-04-01 | 新昌县东科精密机械有限公司 | 棒类零件切钻加工中心 |
| CN105855884A (zh) * | 2016-05-26 | 2016-08-17 | 郭飚 | 一种自动切割磨砂棒料的加工机床 |
| CN207206507U (zh) * | 2017-08-29 | 2018-04-10 | 昆山新实达精密电子科技有限公司 | 一种塑料管定长裁切装置 |
| CN107662717A (zh) * | 2017-09-21 | 2018-02-06 | 镇江康源新材料科技有限公司 | 一种快速切换导料方向的医用pvc粒料回收装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113305573A (zh) * | 2021-05-24 | 2021-08-27 | 西安航天精密机电研究所 | 一种定长切断及端面整型装置 |
| CN113442201A (zh) * | 2021-05-24 | 2021-09-28 | 西安航天精密机电研究所 | 一种固体推进剂装填药柱的切断整型系统 |
| CN113442200A (zh) * | 2021-05-24 | 2021-09-28 | 西安航天精密机电研究所 | 一种固体推进剂装填药柱的输送切断整型装置 |
| CN114789615A (zh) * | 2022-04-11 | 2022-07-26 | 米标科技有限公司 | 一种管路主动推进式打标设备 |
| CN115889825A (zh) * | 2022-11-15 | 2023-04-04 | 杭州川禾机械有限公司 | 一种车方机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112222839A (zh) | 一种圆形物料切断及端面挖孔装置 | |
| CN110421277B (zh) | 一种三卡盘激光切管机及三卡盘切管方法 | |
| CN106976133B (zh) | 门套数控锯切铣形机 | |
| CN214721170U (zh) | 一种三卡盘超行程下料切管机 | |
| CN210548942U (zh) | 一种三卡盘激光切管机 | |
| CN111069695B (zh) | 一种双角锯床 | |
| CN208099626U (zh) | 一种多功能管板一体光纤激光切割机 | |
| CN113146279A (zh) | 一种数控机床用工作台 | |
| CN213827541U (zh) | 一种自适应自动激光切割装置 | |
| CN113601033B (zh) | 直线轴承管件自动定位切割装置及方法 | |
| CN112877687B (zh) | 一种夹持取刀机构上下随动的刀刃熔覆设备 | |
| CN117245742A (zh) | 一种将条形物料加工成异型件双五轴加工中心 | |
| CN212858009U (zh) | 箱包拉杆切割机 | |
| CN219093309U (zh) | 一种洁净板材加工用自动定位冲缺装置 | |
| CN212885052U (zh) | 一种转子外圆加工机 | |
| CN215587980U (zh) | 一种螺栓生产用可调式切割装置 | |
| CN219786780U (zh) | 一种辅助支架加工用切割机构 | |
| CN215200776U (zh) | 一种冷凝管加工定位结构 | |
| CN220499270U (zh) | 一种书写板用板材分切定型设备 | |
| CN220612980U (zh) | 轴架加工装置 | |
| CN220741358U (zh) | 一种乳胶导尿管的切管总成 | |
| CN220006120U (zh) | 一种后挡玻璃模具铣模 | |
| CN219852395U (zh) | 一种型材切割装置 | |
| CN220347323U (zh) | 机床拉杆胚料分段锯切装置 | |
| CN115648339B (zh) | 一种记忆枕生产用海绵切割系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210115 |
|
| RJ01 | Rejection of invention patent application after publication |