CN1119711A - 制动摩擦垫组件 - Google Patents
制动摩擦垫组件 Download PDFInfo
- Publication number
- CN1119711A CN1119711A CN95105454.6A CN95105454A CN1119711A CN 1119711 A CN1119711 A CN 1119711A CN 95105454 A CN95105454 A CN 95105454A CN 1119711 A CN1119711 A CN 1119711A
- Authority
- CN
- China
- Prior art keywords
- parts
- friction
- pad
- mixture
- noise abatement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000203 mixture Substances 0.000 claims abstract description 75
- 238000000034 method Methods 0.000 claims abstract description 26
- 238000000465 moulding Methods 0.000 claims abstract description 12
- 239000002245 particle Substances 0.000 claims description 93
- 239000000463 material Substances 0.000 claims description 62
- 239000008187 granular material Substances 0.000 claims description 56
- 238000003825 pressing Methods 0.000 claims description 55
- 239000000853 adhesive Substances 0.000 claims description 34
- 230000001070 adhesive effect Effects 0.000 claims description 34
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 27
- 229910052751 metal Inorganic materials 0.000 claims description 27
- 239000002184 metal Substances 0.000 claims description 27
- 239000011707 mineral Substances 0.000 claims description 27
- 238000001125 extrusion Methods 0.000 claims description 20
- 229920001971 elastomer Polymers 0.000 claims description 18
- 239000003795 chemical substances by application Substances 0.000 claims description 17
- 230000007797 corrosion Effects 0.000 claims description 14
- 238000005260 corrosion Methods 0.000 claims description 14
- 239000004033 plastic Substances 0.000 claims description 9
- 229920003023 plastic Polymers 0.000 claims description 9
- 238000007906 compression Methods 0.000 claims description 6
- 230000006835 compression Effects 0.000 claims description 6
- 238000011049 filling Methods 0.000 claims description 5
- 239000002131 composite material Substances 0.000 claims 1
- 238000000748 compression moulding Methods 0.000 claims 1
- 239000003814 drug Substances 0.000 claims 1
- 238000013016 damping Methods 0.000 abstract description 3
- 239000002783 friction material Substances 0.000 description 34
- 238000004519 manufacturing process Methods 0.000 description 7
- 229910000831 Steel Inorganic materials 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 239000000843 powder Substances 0.000 description 5
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- 239000010428 baryte Substances 0.000 description 4
- 229910052601 baryte Inorganic materials 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 229920001568 phenolic resin Polymers 0.000 description 4
- 239000005011 phenolic resin Substances 0.000 description 4
- 230000003584 silencer Effects 0.000 description 4
- 210000002268 wool Anatomy 0.000 description 4
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 3
- IOVCWXUNBOPUCH-UHFFFAOYSA-M Nitrite anion Chemical compound [O-]N=O IOVCWXUNBOPUCH-UHFFFAOYSA-M 0.000 description 3
- 239000000571 coke Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 239000010420 shell particle Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000010456 wollastonite Substances 0.000 description 3
- 229910052882 wollastonite Inorganic materials 0.000 description 3
- 239000005997 Calcium carbide Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 229910021383 artificial graphite Inorganic materials 0.000 description 2
- 239000010425 asbestos Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000010445 mica Substances 0.000 description 2
- 229910052618 mica group Inorganic materials 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000007634 remodeling Methods 0.000 description 2
- 229910052895 riebeckite Inorganic materials 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 235000012222 talc Nutrition 0.000 description 2
- CLZWAWBPWVRRGI-UHFFFAOYSA-N tert-butyl 2-[2-[2-[2-[bis[2-[(2-methylpropan-2-yl)oxy]-2-oxoethyl]amino]-5-bromophenoxy]ethoxy]-4-methyl-n-[2-[(2-methylpropan-2-yl)oxy]-2-oxoethyl]anilino]acetate Chemical compound CC1=CC=C(N(CC(=O)OC(C)(C)C)CC(=O)OC(C)(C)C)C(OCCOC=2C(=CC=C(Br)C=2)N(CC(=O)OC(C)(C)C)CC(=O)OC(C)(C)C)=C1 CLZWAWBPWVRRGI-UHFFFAOYSA-N 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- NDLPOXTZKUMGOV-UHFFFAOYSA-N oxo(oxoferriooxy)iron hydrate Chemical compound O.O=[Fe]O[Fe]=O NDLPOXTZKUMGOV-UHFFFAOYSA-N 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- -1 phenolic aldehyde Chemical class 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/006—Pressing and sintering powders, granules or fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/0006—Noise or vibration control
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/02—Braking members; Mounting thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/025—Compositions based on an organic binder
- F16D69/026—Compositions based on an organic binder containing fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/16—Frictional elements, e.g. brake or clutch linings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D2069/005—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces having a layered structure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D2069/005—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces having a layered structure
- F16D2069/006—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces having a layered structure comprising a heat-insulating layer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D2069/0425—Attachment methods or devices
- F16D2069/0441—Mechanical interlocking, e.g. roughened lining carrier, mating profiles on friction material and lining carrier
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D2069/0425—Attachment methods or devices
- F16D2069/045—Bonding
- F16D2069/0466—Bonding chemical, e.g. using adhesives, vulcanising
- F16D2069/0475—Bonding chemical, e.g. using adhesives, vulcanising comprising thermal treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D2069/0425—Attachment methods or devices
- F16D2069/0483—Lining or lining carrier material shaped in situ
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D2069/0425—Attachment methods or devices
- F16D2069/0491—Tools, machines, processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/21—Circular sheet or circular blank
- Y10T428/213—Frictional
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Braking Arrangements (AREA)
Abstract
一种新型的制动摩擦垫组件,带有一个垫板及一个或多个整体连接在一起的,由垫板支承的摩擦生成垫,减噪垫及垫件,摩擦生成垫,减噪垫及垫件均用专门的颗粒混合料经最佳模压方法模压而成。
Description
本发明与用于包括盘式制动系统及鼓式制动系统在内的多种汽车制动系统的制动摩擦垫组件有关。这些系统可用于小汽车、卡车、大轿车及越野车等等。这一发明尤其涉及到一种改进制动摩擦垫组件及其制造方法,这种经改进的制动摩擦垫组件有能显著降低制动系统动作时产生的制动噪音的,整体成型的垫片。这一发明还涉及具有更好的摩擦生成效果、传热及减噪性能的新型制动摩擦垫组件的材料。
发明背景
了解汽车制动系统的设计者及制造者经常采用各种减噪元件或材料以降低制动系统的噪音,常用的方法是在制动系统中引入隔音材料或垫片体。这种减噪器常常是以单层或多层钢板,单层或多层经预浸处理的材料,如纤维加强热固性硬树脂,像橡胶那样的弹性物涂层,或上述材料的组合,也可以是具有适当组分及结构的其它材料的组合。这种减噪器与制动摩擦垫的连接可采用各种机械的方法(如铆接、螺栓连接,弯形接头等),或用在室温下能粘接的粘合剂,也可以用高温下固化的热固性粘合剂。目前尚未发现有将减噪器与盘式制动摩擦垫及垫板件做成一个整体式的。仅用一个摩擦垫材料便能达到具有减噪能力的组件,这种组件的制造过程中不需要进行各另件的组装工作。
Pocock的美国专利3027979号中提出一种制动结构,这种结构的摩擦材料是与垫板件整体模压成型的,但是其摩擦材料没有以垫板挤出以形成垫片状减噪元件。
由Sumitomo申请的欧洲专利申请号90116561.3(公布号0415381A3)中也提出了一种制动结构。这种结构中的组合摩擦材料挤入到垫板的开孔中,但没有延伸出来而形成一个附加的减噪件。同样由Sumitomo申请的日本专利应用号55—139543中也可以见到类似的结构。
授于Textas GmbH的美国专利应用号GB2190968A也提出了一种盘式制动摩擦件,其摩擦材料被挤入承板孔,但没有伸出来,因此在承板的反面没有形成减噪件。
授于Soiciete Anenyme Francaise du Ferodo的法国专利号3322322也提出一种制动摩擦件的成型方法。这种方法是对摩擦材料施压,将其挤压进夹制动组件的金属支承板的孔中,在支承板的反面也未形成一个整体的,垫片状减噪件。
以上所引述的有关制动系统摩擦件的内容中均未采用或建议采用在对组件摩擦材料或该材料的改型进行换压的同时制成垫片状减噪件,以有效地增加制动系统摩擦件组件的制动减噪能力。这而这种方法可以不必单独制造减噪器或隔音件,也无需将之连接至制动摩擦组件以提高组件的减噪能力。
本发明综述
制动摩擦组件发明物主要由模压的摩擦生成材料及垫板构成。该垫板有核对的表面,其上还有一个或多个穿过其厚度的开孔及翼状突出部分或其它整体连接的装置,用以将组件定位与固定在制动系统上。在本发明的第一种结构中,模压摩擦材料被挤压通过垫板开孔并延伸到垫板的两面,以形成单一的结构,垫板一侧的摩擦材料作摩擦生成材料用,由于该材料具有较好的振动衰减性能,垫板另一侧的摩擦材料作组件片状减噪垫用。
本发明的第二种结构,在某些方面也是一种最佳结构中,一种新型的摩擦生成材料经固化连接的方法迭加到模压减噪垫材料上。与新型的摩擦材料相比,这种模压减噪垫材料的挤压性能,传热性能及振动衰减性能均有改善。模压减噪垫材料延伸到垫板的两面并充满垫板开孔以形成单一的结构。在这一结构中,被迭加上的摩擦材料起组件的摩擦生成材料的作用。
本发明的第三种结构中,是将一模压垫板件夹入盘式制动组件的摩擦生成垫及减噪垫之间,在这一发明结构中,模压的垫材料与相迭的模压摩擦材料及模压减噪材料固化连接在一起,模压减噪材料延伸到垫板孔的两面,形成单一结构,其模压摩擦材料作组件的摩擦生成垫,模压减噪材料作组件的片状减噪垫。在本结构中模压的垫材料则在制动时一旦摩擦生成即、垫的温度较高时,它可起热保护作用,从而防止模压减噪材料发生热降阶。
在下面的详细说明及图中还提供了有关模压摩擦材料,模压垫材料及模压减噪材料的成分,制造本发明制动摩擦组件的设备及加工过程。
图的说明
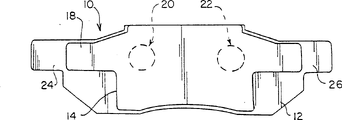
图1是本发明制动摩擦垫组件的第一种结构的顶视图;
图2是图1中沿2—2剖分的正视剖面图;
图3是图1及2中所示制动摩擦垫组件的底面图;
图4是说明材料模压制造中如图1至3所示制动摩擦垫组件之前,模具中材料填充状况的模具正视剖面简图;
图5是说明合模具加压之后,材料在模具内固化状态的图4所示模具的正视剖面简图;
图6是说明本发明制动摩擦垫组件的第二种结构的,与图2相似的正视剖面图;
图7是说明材料模压制造中如图6所示制动摩擦垫组件之前,模具中材料填充状况的模具正视剖面简图;
图8是说明合模且加压之后,材料在模具内固化状态的图6所示模具的正视剖面筒图;
图9是说明本发明制动摩擦垫组件的第三种结构的,与图2及图6相似的正视剖面图;
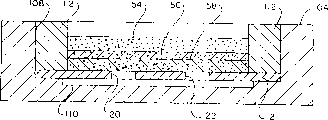
图10是说明材料模压制造中如图9所示制动摩擦垫组件之前,模具中材料填充状况的模具正视剖面简图;
图11是说明合模且加压之后,材料在模具内固化状态的如图9所示模具的正视剖面简图。
详细说明
尽管下述详细说明仅涉及盘式制动摩擦垫组件,应当注意到本发明同样适用于任何一种制动摩擦件或带垫板及包括鼓式摩擦垫或组件的摩擦块的摩擦垫组件。
图1至3表示盘式制动摩擦垫或组件10,它大体上是由垫板12及在材料模压时便整体连接于垫板上的模压摩擦材料14组成。在图1至3所表示的本发明的具体结构中,模压摩擦材料14是由产生摩擦的垫块部分16及伸到垫板12反面位置的片状减噪垫部分18组成。通过垫板12上的挤压孔20及22内的模压摩擦材料将这两部分模压摩擦材料连成一体。垫板12还带有翼状突出部分24及26。它的作用是将组件10正确地支承于相配的制动系统上。垫板12通常是用钢板一类的钢铁材料制成。
图1至3说明带不可分式减噪垫18的制动摩擦垫组件10。要不,根据预期的制动系统减噪程度要求,垫18可以分成二块或更多块),这些块可以有不同的平面结构,不同(不相等)的平面面积及不同的厚度。尽管不是必要,但是最好是每块垫均与垫板12上的不同挤出孔20、22相联系。
图4至5是说明用于将组件摩擦垫、减噪垫两部分16及18与垫板12整体模压的正在压缩的模具100的简图。这种设备主要有上模102及相应的下模104两部分。上模凸出的“冲头”部分106有一平面,其大小与模压摩擦垫部分16相当,仅稍小一些。下模104的模腔108的平面与垫板12的平面相当,仅稍大一些。模腔108还有一个下面的腔室110,其平面尺寸与组件10中模压摩擦材料14中的片状减噪垫部分18的平面尺寸相当。下面的腔室110的高度最好在0.03英寸至0.035英寸之间。该尺寸是典型的民用客车制动系统中盘式制动摩擦垫组件的片状减噪垫部分18的最佳厚度。实际上,在任何一种制动系统中所用的片状减噪垫部分18的实际厚度是根据系统减噪要求及预期的系统制动动作的猛烈程度确定的。
先将垫板12置于接近模腔108的底部位置,在用所选的摩擦材料颗粒混合物(可以是松散的粒料,也可以是经预压成型的料)充模之前,先将一活动的环状模具插件112置入模腔108。插件112最好用与上、下模102及104相同的合金材料制成。其外形尺寸与模腔108相应尺寸相配,但稍小一些,其内孔尺寸与上模102冲头部分106的尺寸相配,但稍大一些。在使用模具之前最好先在模腔108及110的表面涂上脱模油。
在向模内装填下文将叙述的,经预压或预成型的摩擦材料颗粒混合物之前,最好先将模具100的上、下模120及104预热至330°F。要不,就向模腔内填充松散的混合物颗粒料。将混合物的预制件置于垫板12上之后,将上模102的“冲头”部分106放下,与预制件114相接触。然后向模具100施压,在一部分材料被挤压而通过垫板孔20及22并完全填满模腔的下腔室110,形成组件110即、中等片状减噪件18之后,在模压摩擦材料预制件114中最终达到约500磅/平方英寸至6000磅/平方英寸的均匀压力。然后,从初始压缩时刻起算的30秒至138秒时间内,每18秒进行一次已填充模腔108内的排气操作,再至少维持1分钟压力。然后将上、下模102及104分开,用安装着的脱模顶出销(图中未表示)将经压缩已部分固化的组件10顶出。再将此部分固化的组件10放入固化炉中,在2小时以上的时间内线性升高摩擦材料温度,使之达到360°F,然后维持约3小时。
下面表1给出摩擦材料组分的专门配方及配方范围。这些是已在盘式制动摩擦垫组件10的制造中已获得成功的配方,所有组分的量均以经适当圆整后的,总体积的百分数表示。
表1
| 组分 | 混合物1的配方 | 配方范围 |
| 有机颗粒 | 23.3 | 20.9—23.3 |
| 粘结剂颗粒 | 31.7 | 31.7—31.9 |
| 碳质颗粒 | 12.5 | 12.5—14.5 |
| 金属颗柱 | 13.9 | 6.4—13.9 |
| 矿物颗粒 | 16.3 | 16.3—21.8 |
| 橡胶/树脂固化剂 | 1.8 | 1.8—3.7 |
| 减蚀剂 | 0.4 | 0.4—0.9 |
| 总计 | 99.9 |
有机颗粒可用贾如树坚果壳颗粒,橡胶皮及粉状腈橡胶颗粒。前面所述粘合剂最好用粉状、纯的或改型的二步酚醛树脂及如树紧果壳树脂。天然或合成的石墨及焦炭颗粒可用作碳质颗粒组合。金属颗粒可以用铁粉、磷铁粉及钢棉颗粒。矿物颗粒最好用重晶石、滑石、云母及玻璃纤维颗粒。
图6至8表示本发明中关于盘式制动摩擦垫组件的另一种结构30。在某些方面它具有更优的性能。组件30有一摩擦材料件32,组件30与上述结构10(见图1至5)的主要区别在于其摩擦材料组件32是用二种不同材料混合配方模压而成,而不像件14仅是用一种材料配方。仔细观察图6,模压的摩擦材料件32的上部是将作为摩擦垫件的摩擦材料混合物34在固化时粘接于垫板材料36上构成的。材料36与34之间的主要区别在于它们在温度作用下的粘性或挤压性能,在加压与挤出的加工温度下,其流动性能更好一些。这与在组件10的讨论中所述模压摩擦材料14经过垫板12的开孔20及22形成片状减噪垫部分18一样,垫板材料36受挤压且经过垫板12的开孔20及22,形成片状减噪垫部分38。
在现有的这组件结构30中,摩擦垫34采用对前述表1中的摩擦材料颗粒混合物配方作些改进而得到的混合物2,而组件30中的片状减噪垫部分36则采用表2中后一列所示,挤压性能更佳的摩擦生成材料颗粒混合物配方(混合物3)。与表1相同,表中规定的所有组份均指经圆整后的体积百分数。
表2
| 组分 | 混合物2配方 | 混合物3配方 |
| 有机颗粒 | 25.7 | 22.3 |
| 粘合剂颗粒 | 31.4 | 31.8 |
| 碳质颗粒 | 10.6 | 13.6 |
| 金属颗粒 | 21.4 | 10.9 |
| 矿物颗粒 | 10.9 | 18.5 |
| 橡胶/树脂固化剂 | —0— | 2.6 |
| 减蚀剂 | —0— | 0.6 |
| 总计 | 100.0 | 100.0 |
另外,本发明还发明一种配方,即混合物4,具有领人满意的挤压性能,可用以代替混合物3、其组分为有机颗粒体积百分数为20.9,粘合剂颗粒体积百分数为31.9,碳质颗粒体积百分数为14.5,金属颗粒体积百分数为6.4,矿物颗粒的体积百分数为21. 8,橡胶/树脂固化剂的体积百分数为3.7,还有体积百分数为0.9的减蚀剂。
还发现当仅将混合料4用作挤压减噪件的组分,而不是用于挤压摩擦/减噪功能为一体的元件时,其组份的范围可放宽到如下混合料4A所述。不能指望将混合料4A用于挤压整体式摩擦/减噪元件,因为其抗摩性能较差。已经发现按如下配方的混合物4A具有好的挤压/减噪性能。其配方为:有机颗粒的体积百分数范围为5.2至23.3,粘合剂颗粒的体积百分数范围为30.6至39.2,碳质颗粒的体积百分数范围为3.6至14.5,金属颗粒的体积百分数范围为1.6至13.9,矿物颗粒的体积百分数范围为16.3至49.2,橡胶/树脂固化剂的体积百分数范围为0.9至3.7,减蚀剂的体积百分数范围为0.2—0.9。
在上述混合物4及混合物4A的组分中,贾如树竖果壳颗粒、橡胶皮,腈橡胶粉及aramid纤维是最好的有机颗粒。贾树坚果壳树脂,纯的或改进的,二步酚醛树脂是优选的粘合剂组分,合成的片状石墨及焦炭颗粒可作碳质组分。磷铁粉、铁粉、钢棉纤维及氧化铁可用作金属粉末组分,矿物颗粒则可选自含滑石、云母、石棉纤维、硅石、碳化钙、重晶石,硅灰石及玻璃纤维的一类材料。
同样,应当看到,无论从采用的设备,还是加工时间上看,组件30的制造与前述盘式制动摩擦垫组件10的生产过程十分相近。只是此时施压固化压力要调至3000—4000PSi,模压材料的模压温度需要在330至345°F。将混合件34及36置于下模104的模腔108内的垫板12之上,作为通常预压件。与前述组件10中预压摩擦材料组分14的方法相同,垫板材料36的预压件经挤压,过垫板12上的开孔20及22,形成片状减噪垫部分38。
有关盘式制动摩擦垫组件发明的第三种具体结构如图9至11之中所示。见图9所示正视剖面简图,组件50的模压材料部分52是由粘接成整体的三块不同材料—54,56及58构成的。组件50的模压材料部分52的最上一段54是组件中的摩擦生成部分,它是固化连接于56上,其功能与组件10中的摩擦垫元件16及组件30中的摩擦垫元件34相同。中间段56是固化的垫板材料,其各组分配方范围按下述表4规定。与上段54一样,对中间垫板材料56来说并不要求它象最下段58那样在加工温度下有较低的粘性(好的挤压性能)。最后,58必须用挤出性能好的组合材料模压。它夹住垫板12的两面,形成盘形制动摩擦垫组件50中的片状减噪垫件60。
已经制造出的组件50,其摩擦垫块54用下表3中的混合物5的配方,垫块56按后面将给出的表4中的配方范围确定其混合物的配方,而整体粘接的片状的减噪垫件58则可用上述混合物3,4或4A中的任何一种。
表3
| 组 | 混合物5配方 |
| 有机颗粒 | 3.8 |
| 粘合剂颗粒 | 24.1 |
| 碳质颗粒 | 32.4 |
| 金属颗粒 | 31.0 |
| 矿物颗粒 | 8.6 |
| 橡胶/树脂固化剂 | 0.1 |
| 总计 | 100.0 |
表3中所有比例均是按体积百分数给出的。合适的有机颗粒包括橡胶皮颗粒,腈橡胶粉末,aramid纤维颗粒及贾如树竖果壳颗粒。而粘合剂颗粒,我们更乐于选用纯的及改进的二步酚醛树脂颗粒。至于碳质颗粒,我们选用了合成石墨粒及焦炭颗粒。适用的金属颗粒包括铁粉,钢棉颗粒及氧化铁颗粒。满意的矿物颗粒有重晶石颗粒,氧化镁颗粒,石棉纤维颗粒,硅石粉末,碳化钙颗粒及硅灰石颗粒。
至于用于组件50的中间垫块56的颗粒混合物组分,我们选用下面表4所规定的组分范围
表4
| 组分 | 混合物配方范围 |
| 有机颗粒 | 0—25.7 |
| 粘合剂颗粒 | 31.4—35.9 |
| 碳质颗粒 | 0-10.6 |
| 金属颗粒 | 16.5—21.4 |
| 矿物颗粒 | 10.9—47.6 |
用于垫块材料的有机颗粒,建议采用贾如树竖果壳颗粒及橡胶皮颗粒。建议用纯的及改进的二步酚醛树脂颗粒作粘合剂颗粒。建议用天然石墨粒作碳质材料。建议用铁粉,钢棉颗粒及氧化颗粒作金属颗粒类。最后,对于矿物颗粒类,建议用重晶石颗粒,硅灰石颗粒或这两种组分的组合中的任一种。表4中所有比例均以体积百分数表示。
图10及11说明固化颗粒混合物组分54、56及58的主要方法步骤。在将这些材料置于下模104的腔室108内之间,最好先预压成一个单一的预制件。除此之外,所用设备及时间均与前面已经详细叙述过的,盘式制动摩擦垫组件结构10及30的制造中所用的设备及时间相同,只是在些固化压力为3000PSi及固化温度范围在340°F至350°F之间,随后再在340°F温度下进行后烘干。
尽管前面讨论的,在模压摩擦材料件,减噪件及垫片材料件中所用的颗粒混合物配方是已经进行预压成型处理(预成型)的,所有这些元件也可以以松散颗粒状装进模具。因此颗粒混合物配方这一提法包括预成型及松散颗粒的两类混合物。
由有经验的司机对上述盘式制动摩擦垫组件结构,包括详细的材料组分,进行广泛的车辆试验表明与没有装入连成一体的减噪元件的制动摩擦垫组件相比,装入本发明后在操作过程中被测出的,可听见的制动噪声有明显的下降。另外,采用快速付里叶变换(FFT)分析的不同模压组分分析及振动试验表明带整体组件的制动组件的自然频率下降,其衰减能力相应提高。对5种主要振动模型进行分析,结论都是一样的。
将材料挤出并通过垫板孔,在板的活塞侧形成一层薄薄的材料层还会带来一个附加的好处,即挤出层可作为保护酚醛活塞及液压流体等制动件的热屏障。
尽管图4及5,7及8以及10,11都是带上模中头106的下压型设备,也可采用如喷射型工具等其它形式的工具制造本发明的盘式制动摩擦垫组件。例如,用经加热的、平的上模板代替带冲头的上模板,也可以产生足够的压缩压力。这时,置于设备的最上层摩擦材料必须是经预压成型的,必须一开始便投向带有与组件的摩擦垫部分图形相应的切口的模板的最上面。这种模板的厚度必须明显小于前面所述的模子插件112的厚度。另外,带切口的模板必须置于具有与下腔室110相当的空间的垫板上,然而模腔部分108则是不必要的。但是,对于所示的正压式工具,当将摩擦材料置于模具进入压缩之前,不必是预压成型件。
在后面权利要求范围内提出的其它材料组分,另件形状及另件尺寸可以用于本发明。另外,如前面指出的,本发明对盘式制动摩擦垫组件及鼓式制动座擦组件或其它另件组同等有效。
由于可以对上述系统及设备作某些变化而不偏离上述发明的范围,因此只能将本详细说明及附图中涉及的全部内容看作是具体实例而毫无仅限于此的意思。
Claims (25)
1、制动摩擦垫组件,包括:有二个相对表面,其上至少有一个挤压孔延伸至两表面的垫板;
有一个与该垫板二相对表面之一相接的模压的摩擦生成垫;及
一个与该垫板二相对表面之另一面相接的模压减噪垫,该减噪垫经该挤压孔中的模压材料与该摩擦生成垫相连接。
2、按权利要求1所述的制动摩擦垫组件,其中该模压摩擦生成垫与该模压减噪垫是用相同组分的材料模压而成。
3、按权利要求2所述的制动摩擦垫组件,其中该模压摩擦生成垫与该模压减噪垫用相同组分材料模压,其组分为约20.9至23.3份有机颗粒,约31.7至31.9份粘合剂颗粒,约12.5至14.5份碳质颗粒,约6.4至13.9金属颗粒,约16.3至21.8份矿物颗粒,约1.8至3.7份有机颗粒/粘合剂颗粒固化剂,及约0.4至0.9份减蚀剂,所有以上份额均指体积百分数。
4、按权利要求1所述的制动摩擦垫组件,其中该模压摩擦生成垫用第一种混合物模压而成,该模压减噪垫则用第二种混合物模压,该第一种混合物主要特征是摩擦生成的性能,其固化粘性高于该第二种混合物。
5、按权利要求4所述的制动摩擦垫组件,其中该第一种混合物的组分为:约25.7份有机颗粒,约31.4份粘合剂颗粒,约10.6份碳质颗粒,约21.4份金属颗粒及约10.9份矿物颗粒,所有以上份额均指体积百分数。
6、按权利要求4所述的制动摩擦垫组件,其中该第二种混合物的组分为:约20.9至23.3份有机颗粒,约31.7至31.9份粘合剂颗粒,约12.5至14.5份碳质颗粒,约6.4至13.9份金属颗粒,约16.3至21.8份矿物颗粒,约1.8至3.7份橡胶/树脂颗粒固化剂,及约0.4至0.9份减蚀剂颗粒,所有以上份额均指体积百分数。
7、按权利要求4所述的制动摩擦垫组件,其中该第二种混合物的组分为:约5.2至23.3份有机颗粒,约30.6至39.2份粘合剂颗粒,约3.6至14.5份碳质颗粒,约1.6至13.9份金属颗粒,约16.3至49.2份矿物颗粒,约0.9至3.7份橡胶/树脂颗粒固化剂及约0.2至0.9份减蚀剂,所有以上份额均指体积百分数。
8、按权利要求1所述的制动摩擦垫组件,它还可以由该换模摩擦生成垫、模压减噪垫及夹在其中的垫板组成,垫板将该减噪垫与摩擦生成垫连成整体,与该摩擦生成垫模压所用混合物的导热性能相比,该模压垫板所用混合物的导热性能较低。
9、按权利要求8所述的制动摩擦垫组件,其中该模压垫板材料的组分为:约0至25.7份有机颗粒,约31.4至35.9份粘合剂颗粒,约0至10.6份碳质颗粒,约16.5至21.4份金属颗粒,约10.9至47.6份矿物颗粒,所有以上份额均指体积百分数。
10、按权利要求9所述的制动摩擦垫组件,其中该模压摩擦生成垫的组分为:约3.8份有机颗粒,约24.1份粘合剂颗粒,约32.4份碳质颗粒,约31.0份金属颗粒,约8.6份矿物颗粒,约0.1份有机颗粒药剂,所有以上份额均按体积百分数计。
11、按权利要求9所述的制动摩擦垫组件,其中该模压减噪垫的组分为:约20.9至23.3份有机颗粒,约31.7至31.9份粘合剂颗粒,约12.5至14.5份碳质颗粒,约6.4至13.9份金属颗粒,约16.3至21.8份矿物颗粒,约1.8至3.7份有机颗粒/粘合剂颗粒固化剂,约0.4至0.9份减蚀剂,所有以上份额均按体积百分数计。
12、一种热固性的模压混合物,其组分为,20.9至23.3份有机颗粒,约31.7至31.9份粘合剂颗粒,约12.5至14.5份碳质颗粒,约6.4至13.9份金属颗粒,约16.3至21.8份矿物颗粒,约1.8至3.7份有机颗粒/粘合剂颗粒固化剂,约0.4至0.9份减蚀剂,所有以上份额均按体积百分数计。
13、一种热固性的模压混合物,其组分为:约25.7份有机颗粒,约31.4份粘合剂颗粒,约10.6份碳质颗粒,约21.4份金属颗粒,约10.9份矿物颗粒,所有以上组份均按体积百分数计。
14、在具有内模腔的、可分式模具中模压摩擦性材料成型制动摩擦垫组件的方法,其加工过程如下:
将相隔上、下面,且至少有一个挤压孔可将该上、下面连通的垫板置于模内腔的较低的垫位上及较高垫位下;
将定量的摩擦生成部分的颗粒混合料置于模内腔该垫板上面;及
合上另一半模,持续一段时间压缩该摩擦生成部分的颗粒混合料,将该混合料的一部分挤压经过热板上的开孔,充满模具上、下部分内腔,该摩擦生成部分的颗粒混合物连接该垫板分开的上、下两面。
15、按照权利要求14所述的方法,其中该摩擦生成部分的颗粒混合料组分为:约20.9至23.3份有机颗粒,约31.7至31.9份粘合剂颗粒,约12.5至14.5份碳质颗粒,约6.4至13.9份金属颗粒,约16.3至.21.8份矿物颗粒,约1.8至3.7份有机颗粒/粘合剂颗粒固化剂,约0.4至0.9份减蚀剂,所有上述份额均为体积百分数计。
16、按权利要求15所述的方法,其中该摩擦生成部分颗粒混合物在放入模内腔该垫板上,并盖住该垫板挤压孔之前已预压成实体状。
17、在带内腔的、可分式模具中挤压成型由垫板支承的减噪垫与摩擦生成件成一整体的制动摩擦垫组件的方法,其加工过程如下:
将相隔上、下面,且至少有一个挤压孔可将该上、下面连通的垫板置于模内腔的减噪垫腔之上、摩擦生成垫腔之下的位置;
将定量的减噪部分颗粒混合物置于该模内腔的该垫板上面,盖住挤压孔;
将定量的摩擦生成部分颗粒混合物置于该减噪部分颗粒混合料上;及
合上另一半模,持续一段时间压缩该摩擦生成及减噪部分混合物颗粒,至少将一部分该减噪部分颗粒混合物挤压过该垫板挤压孔,充满模腔的减噪垫腔部分,该模腔的摩擦生成垫腔部分则用该摩擦生成部分颗粒混合物及部分该减噪件颗粒混合物充满。
18、按权利要求17所述的方法,其中该减噪部分颗粒混合物的组分为:约20.9至23.3份有机颗粒,约31.7至31.9份粘合剂颗粒,约12.5至14.5份碳质颗粒,约6.4至13.9份金属颗粒,约16.3至21.8份矿物颗粒,约1.8至3.7份橡胶颗粒1粘合剂颗粒固化剂,约0.4至0.9份减蚀剂,所有上述份额均以体积百分数计。
19、按权利要求17规定的方法,其中该减噪颗粒混合物的组分为:约5.2至23.3份有机颗粒,约30.6至39.2份粘合剂颗粒,约3.6至14.5份碳质颗粒,约1.6至13.9份金属颗粒,约16.3至49.2份矿物颗粒,约0.9至3.7份橡胶/树脂颗粒固化剂,约0.2至0.9份减蚀剂,所有以上份额均以体积百分数计。
20、按权利要求17规定的方法,其中该摩擦生:生成部分的颗粒混合物组份为约25.7份有机颗粒,约31.4份粘合剂颗粒,约10.6份碳质颗粒,约21.4份金属颗粒,约10.9份矿物颗粒,所有以上份额均以体积百分数计。
21、在带内模腔、可分式模中模压成型带中间垫板、摩擦生成垫及减噪垫的制动摩擦垫组件的方法,其加工步骤如下:
将相隔上、下面,且至少有一个挤压孔可将该上、下面连通的的垫板置于模内腔的减噪垫腔之上,摩擦生成垫之下的位置;
将定量的减噪部颗粒混合料置于该模内腔的该垫板上面;
将定量的垫板部分颗粒混合料置于该模内腔的该减噪部分颗粒混合料之上;
将定量的摩擦生成部分颗粒混合料置于该模内腔的该垫板部分颗粒混合料之上,及
合上另一半模,持续一段时间压缩该摩擦生成部分,垫板部分及减噪部分的颗粒混合料,至少将一部分该减噪部分颗粒混合物颗粒挤压过该垫板挤压孔,充满该模腔的减噪垫腔部分,模腔内摩擦生成垫部分腔室则用该摩擦生成部分颗粒混合物,该垫板部分颗粒混合物及部分该减噪部分颗粒混合物充填。
22、按权利要求21规定的方法,其中该减噪部分颗粒混合物的组分是、约20.9至23.3份有机颗粒,约31.7至31.9份粘合剂颗粒,约12.5至14.5份碳质颗粒,约6.4至13.9份金属颗粒,约16.3至21.8矿物颗粒,约1.8至3.7份有机颗粒/粘合剂颗粒固化剂,约0.4至0.9份减蚀剂,所有以上份额均以体积百分数表示。
23、按权利要求21规定的方法,其中该减噪部分颗粒混合物的组分是:约5.2至23.3份有机颗粒,约30.6至39.2份粘合剂颗粒,约3.6至14.5份碳质颗粒,约1.6至13.9份金属颗粒,约16.3至49.2份矿物颗粒,约0.9至3.7份橡胶/树脂颗粒固化剂,约0.2至0.9份减蚀剂,所有以上份额均以体积百分数计。
24、按权利要求21规定的方法,其中该摩擦生成部分颗粒混合物的组分是:约25.7份有机颗粒,约31.4份粘合剂颗粒,约10.6份碳质颗粒,约21.4份金属颗粒,约10.9份矿物颗粒,所有以上份额均以体积百分数计。
25、按权利要求21规定的方法,其中该垫板部分颗粒混合物的组分是:约0至25.7份有机颗粒,约35.9份粘合剂颗粒,约0至10.6份碳质颗粒,约16.5至21.4份金属颗粒,约10.9至47.6份矿物颗粒,所有以上份额均以体积百分数计。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/279,555 | 1994-07-25 | ||
| US08/279,555 US5413194A (en) | 1994-07-25 | 1994-07-25 | Brake friction pad assembly |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1119711A true CN1119711A (zh) | 1996-04-03 |
Family
ID=23069485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95105454.6A Pending CN1119711A (zh) | 1994-07-25 | 1995-05-25 | 制动摩擦垫组件 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5413194A (zh) |
| EP (1) | EP0694708A3 (zh) |
| JP (1) | JPH08105475A (zh) |
| KR (1) | KR960004838A (zh) |
| CN (1) | CN1119711A (zh) |
| AU (1) | AU687199B2 (zh) |
| BR (1) | BR9503437A (zh) |
| CA (1) | CA2146617A1 (zh) |
| CO (1) | CO4440617A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1997838B (zh) * | 2004-07-01 | 2010-09-22 | 克诺尔-布里姆斯轨道车辆系统有限公司 | 轨道车辆的盘式制动器的制动衬片 |
| CN110730875A (zh) * | 2017-06-14 | 2020-01-24 | 日立化成株式会社 | 摩擦构件、盘式制动器制动衬块和车 |
Families Citing this family (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0681116B2 (en) * | 1994-04-26 | 2002-12-18 | Sumitomo Electric Industries, Ltd. | Method of manufacturing disk brake pad |
| CA2146497C (en) * | 1994-06-17 | 2000-12-12 | Yongbin Yuan | Reinforced friction material |
| US6260674B1 (en) * | 1996-03-16 | 2001-07-17 | Akebono Brake Industry Co., Ltd. | Friction material |
| US5842546A (en) * | 1996-07-03 | 1998-12-01 | Prattville Manufacturing, Inc. | Split backplate for noise suppression in brake pad assemblies |
| JPH11223230A (ja) * | 1998-02-04 | 1999-08-17 | Yuusan Gasket Kk | ディスクブレーキの鳴き防止用シムおよびディスクブレーキ |
| DE10034210A1 (de) * | 2000-07-13 | 2002-01-24 | Tmd Friction Gmbh | Bremsbacke sowie Verfahren zur Herstellung einer Bremsbacke |
| US6283258B1 (en) * | 2000-08-29 | 2001-09-04 | Ford Global Technologies, Inc. | Brake assembly with noise damping |
| US6572712B2 (en) | 2000-12-14 | 2003-06-03 | Waupaca Foundry, Inc. | Compacted graphite iron brake drum |
| WO2003071154A1 (en) * | 2002-02-19 | 2003-08-28 | Freni Brembo S.P.A. | Pad for calipers of disk brakes |
| US6902044B2 (en) * | 2002-10-15 | 2005-06-07 | Arvinmeritor Technology, Llc | Disc pad assembly without backing plate |
| EP1673547A1 (en) * | 2003-10-16 | 2006-06-28 | Federal-Mogul Corporation | Noise attenuating friction assembly |
| JP2005351287A (ja) * | 2004-06-08 | 2005-12-22 | Shimano Inc | 自転車用ディスクブレーキパッド |
| DE102005048109A1 (de) * | 2004-10-12 | 2006-04-20 | Miba Frictec Gmbh | Bremsbacke für eine Scheibenbremse |
| US8863915B2 (en) * | 2005-06-25 | 2014-10-21 | Philip Herbert Adams | Disc brake pad cushions |
| JP2007056959A (ja) * | 2005-08-23 | 2007-03-08 | Nisshinbo Ind Inc | 摩擦部材の製造方法 |
| DE102005042424B3 (de) * | 2005-09-07 | 2007-01-18 | Tmd Friction Services Gmbh | Verfahren und Vorrichtung zur Herstellung von Reibbelägen für Scheibenbremsen oder Kupplungen von Fahrzeugen |
| WO2007053237A1 (en) * | 2005-11-01 | 2007-05-10 | Borgwarner Inc. | Segmented and laminated core steel plate for single and/or double sided wet clutch friction plates or separator plates |
| KR101286258B1 (ko) | 2006-02-21 | 2013-07-15 | 보르그워너 인코퍼레이티드 | 분할형 코어판 및 마찰판 |
| DE102006014406A1 (de) * | 2006-03-27 | 2007-10-11 | Tmd Friction Services Gmbh | Belagträger für Bremseinrichtungen, insbesondere Trommelbremsen, Träger-Reibbelag-Einheit und Belagträgerhalter einer Pressvorrichtung sowie Verfahren zum Herstellen eines Reibbelages auf Belagträger |
| US7568561B2 (en) * | 2006-04-19 | 2009-08-04 | Anstro Manufacturing, Inc. | Method of securing a shim to a backing plate and subassembly formed thereby |
| US8151433B2 (en) * | 2007-08-01 | 2012-04-10 | Federal-Mogul Products, Inc. | Method of making disc brake pads |
| US8505698B2 (en) * | 2007-08-01 | 2013-08-13 | Federal-Mogul Products, Inc. | Brake pad |
| DE102008036332A1 (de) * | 2007-08-30 | 2009-03-05 | Luk Lamellen Und Kupplungsbau Beteiligungs Kg | Verfahren zum Aufbringen eines Reibbelags mittels Siebdruckverfahrens |
| ITTO20070678A1 (it) * | 2007-09-26 | 2009-03-27 | Fq Innovation Technology S R L | Gruppo frenante per autoveicoli, motoveicoli e similari |
| US8267229B2 (en) * | 2007-11-20 | 2012-09-18 | Rfpc Holding Corp. | Railway brake shoe |
| US20090139809A1 (en) * | 2007-11-30 | 2009-06-04 | Rfpc Holding Corp. | Plateless Railway Brake Shoe |
| JP5442120B2 (ja) * | 2010-07-05 | 2014-03-12 | 三菱電機株式会社 | ブレーキライニング |
| WO2012056563A1 (ja) | 2010-10-29 | 2012-05-03 | 三菱電機株式会社 | ブレーキライニング及びその製造方法 |
| RU2475657C1 (ru) * | 2011-08-10 | 2013-02-20 | Открытое акционерное общество "Термостойкие изделия и инженерные разработки" (ОАО "ТИИР") | Фрикционное изделие |
| US8974725B2 (en) * | 2011-09-29 | 2015-03-10 | Federal-Mogul Products, Inc. | Friction material tooling |
| DE102011118127B4 (de) * | 2011-11-10 | 2015-04-02 | Knorr-Bremse Systeme für Nutzfahrzeuge GmbH | Bremsbelag für eine Scheibenbremse |
| US9429202B2 (en) | 2012-05-02 | 2016-08-30 | Intellectuall Property Holdings LLC | Ceramic preform and method |
| JP6562393B2 (ja) * | 2013-06-18 | 2019-08-21 | 曙ブレーキ工業株式会社 | ブレーキパッド用摩擦材の金型、製造装置、製造方法および予備成形物 |
| RU2539037C1 (ru) * | 2013-08-01 | 2015-01-10 | Открытое акционерное общество "Термостойкие изделия и инженерные разработки" (ОАО "ТИИР") | Колодка дискового тормоза |
| DE102013223065B4 (de) * | 2013-11-13 | 2019-12-24 | Schaeffler Technologies AG & Co. KG | Reibring |
| CN103615484A (zh) * | 2013-11-28 | 2014-03-05 | 湖北赤壁赛飞摩擦材料有限公司 | 一种咬合型耐高温刹车片 |
| BR102013031407B1 (pt) * | 2013-12-06 | 2020-09-01 | Fras-Le S/A | Plaqueta para pastilha de freio de um freio a disco |
| US9950495B2 (en) | 2014-07-24 | 2018-04-24 | Nugripmetal S.A.R.L. | System and method for additive manufacturing of a three-dimensional object |
| JP6672319B2 (ja) | 2014-10-20 | 2020-03-25 | インテレクチュアル プロパティ ホールディングス, エルエルシー | セラミックプリフォームおよび方法 |
| US9360067B1 (en) | 2015-02-05 | 2016-06-07 | R. A. Investment Management S.A.R.L. | Hybrid laminate |
| US9388872B1 (en) * | 2015-03-26 | 2016-07-12 | Nucap Industries Inc. | Friction fusion fastening system |
| WO2017117601A1 (en) | 2015-12-31 | 2017-07-06 | Intellectual Property Holdings, Llc | Method of making a metal matrix composite vented brake rotor |
| EP3411167A1 (en) | 2016-02-04 | 2018-12-12 | Intellectual Property Holdings, LLC | Device and method for forming a metal matrix composite vehicle component |
| US10830296B2 (en) | 2017-04-21 | 2020-11-10 | Intellectual Property Holdings, Llc | Ceramic preform and method |
| US10233990B2 (en) | 2017-06-29 | 2019-03-19 | Robert Bosch Llc | Composite coating for noise and vibration damping and brake pad having such a coating |
| EP3594525A1 (en) * | 2018-07-12 | 2020-01-15 | MAT Commercial Vehicle Products GmbH | Brake pad, disk brake assembly, and vehicle |
| US20210381562A1 (en) * | 2018-10-12 | 2021-12-09 | Federal-Mogul Motorparts Llc | Brake pad backing plate |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1673027A (en) * | 1926-03-18 | 1928-06-12 | American Brake Materials Corp | Friction brake |
| US1696821A (en) * | 1926-09-24 | 1928-12-25 | American Brake Materials Corp | Friction brake |
| US3027979A (en) | 1959-04-16 | 1962-04-03 | Bendix Corp | Brake structure |
| FR1322322A (fr) * | 1962-02-16 | 1963-03-29 | Ferodo Sa | Patin pour frein à disque, ses procédé et dispositif de fabrication |
| GB1188121A (en) * | 1966-04-01 | 1970-04-15 | Girling Ltd | Improvements in and relating to Disc Brakes |
| FR2121949A5 (zh) * | 1971-01-13 | 1972-08-25 | Uzina Tractorul Brasov | |
| FR2192664A5 (zh) * | 1972-07-11 | 1974-02-08 | Abex Pagid Equip | |
| GB1354839A (en) * | 1972-10-23 | 1974-06-05 | Abex Pagid Equip | Friction pads |
| GB1496135A (en) * | 1974-04-02 | 1977-12-30 | Don Int Ltd | Disc brakes |
| US4219452A (en) * | 1978-05-19 | 1980-08-26 | Amsted Industries Incorporated | Composite friction element |
| FR2406128A1 (fr) * | 1977-07-25 | 1979-05-11 | Abex Pagid Equip | Procede de fabrication de garnitures pour freins a disques |
| GB1604828A (en) * | 1977-08-10 | 1981-12-16 | Ferodo Ltd | Friction materials |
| JPS55139534A (en) | 1979-04-17 | 1980-10-31 | Sumitomo Electric Ind Ltd | Method of molding pad for disk brake |
| DE3022842A1 (de) * | 1980-06-19 | 1982-01-07 | Beral-Bremsbelag KG Wilhelm Berges, 5277 Marienheide | Reibkoerper fuer scheibenbremsen und verfahren zur herstellung dieses reibkoerpers |
| GB2123908B (en) * | 1982-07-14 | 1986-04-23 | Automotive Products Plc | Disc brake pad |
| US4781275A (en) * | 1984-04-30 | 1988-11-01 | Amsted Industries Incorporated | Composition railway brake shoe |
| DE3617846A1 (de) * | 1986-05-27 | 1987-12-03 | Textar Gmbh | Verfahren zur herstellung einer bremsbacke fuer scheibenbremsen und bremsbacke hiervon |
| US4792361A (en) * | 1986-08-08 | 1988-12-20 | Cemcom Corp. | Cementitious composite friction compositions |
| JPH0343134U (zh) * | 1989-09-01 | 1991-04-23 | ||
| US5099962A (en) * | 1990-09-17 | 1992-03-31 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Backing plate for disc brake with different damping layers for brake squeal |
| US5132065A (en) * | 1991-04-24 | 1992-07-21 | Amsted Industries, Inc. | Method for producing friction compositions and products |
-
1994
- 1994-07-25 US US08/279,555 patent/US5413194A/en not_active Expired - Lifetime
-
1995
- 1995-04-07 CA CA002146617A patent/CA2146617A1/en not_active Abandoned
- 1995-05-25 CN CN95105454.6A patent/CN1119711A/zh active Pending
- 1995-06-15 EP EP95630066A patent/EP0694708A3/en not_active Withdrawn
- 1995-06-29 KR KR19950018042A patent/KR960004838A/ko not_active Application Discontinuation
- 1995-07-13 AU AU25003/95A patent/AU687199B2/en not_active Ceased
- 1995-07-19 CO CO95032000A patent/CO4440617A1/es unknown
- 1995-07-21 JP JP7185406A patent/JPH08105475A/ja active Pending
- 1995-07-25 BR BR9503437A patent/BR9503437A/pt not_active Application Discontinuation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1997838B (zh) * | 2004-07-01 | 2010-09-22 | 克诺尔-布里姆斯轨道车辆系统有限公司 | 轨道车辆的盘式制动器的制动衬片 |
| CN110730875A (zh) * | 2017-06-14 | 2020-01-24 | 日立化成株式会社 | 摩擦构件、盘式制动器制动衬块和车 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR960004838A (zh) | 1996-02-23 |
| AU2500395A (en) | 1996-02-08 |
| CO4440617A1 (es) | 1997-05-07 |
| CA2146617A1 (en) | 1996-01-26 |
| JPH08105475A (ja) | 1996-04-23 |
| AU687199B2 (en) | 1998-02-19 |
| US5413194A (en) | 1995-05-09 |
| EP0694708A3 (en) | 1996-12-18 |
| BR9503437A (pt) | 1996-04-16 |
| EP0694708A2 (en) | 1996-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1119711A (zh) | 制动摩擦垫组件 | |
| EP0271965B1 (en) | Friction materials and their manufacture | |
| CA1117448A (en) | Brake pad for disc brakes | |
| EP0687829B1 (en) | Reinforced friction material | |
| EP0180381A2 (en) | Friction materials and their manufacture | |
| US5268398A (en) | Friction material and method of manufacturing such material | |
| EP3091247B1 (en) | Methods for the preparation of a friction material and for the manufacturing of a brake pad using such friction material | |
| US6413622B1 (en) | Non-asbestos friction materials | |
| US5396972A (en) | Friction materials | |
| US3998573A (en) | Manufacture of friction elements | |
| JP2756110B2 (ja) | 摩擦ブレーキサブアセンブリー | |
| JPH0821462A (ja) | ディスクブレーキパッド | |
| JP4885411B2 (ja) | ブレーキ・シューを生産するための方法 | |
| JP2000027912A (ja) | ディスクブレーキパッド | |
| EP1388684A1 (en) | Non-asbestos friction material | |
| EP0415459B2 (en) | Friction material and method of manufacturing therefor | |
| WO2021236758A1 (en) | Brake pad with a friction material having a geopolymer binder | |
| CN1076804C (zh) | 车轮制动装置和制动摩擦垫件 | |
| JP2024516554A (ja) | 摩擦材料組成物及び関連するブレーキパッド | |
| RU2364771C1 (ru) | Фрикционное изделие | |
| JP3546373B2 (ja) | ディスクブレーキ用摩擦パッド | |
| JPH04249629A (ja) | 摩擦材 | |
| JPH11268061A (ja) | ディスクブレーキパッドの製造方法 | |
| RU70949U1 (ru) | Колодка тормозная для автомобилей большой грузоподъемности | |
| JPH0433301B2 (zh) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C53 | Correction of patent of invention or patent application | ||
| CB02 | Change of applicant information |
Applicant after: Moog automotive products company Applicant before: Wagner Electric Corporation |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: APPLICANT; FROM: WAGNER ELECTRIC CORPORATION TO: MOOG AUTOMOTIVE PRODUCTS CO., LTD. |
|
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |