CN111204479A - 粉料膜袋高速包装机 - Google Patents
粉料膜袋高速包装机 Download PDFInfo
- Publication number
- CN111204479A CN111204479A CN202010145225.1A CN202010145225A CN111204479A CN 111204479 A CN111204479 A CN 111204479A CN 202010145225 A CN202010145225 A CN 202010145225A CN 111204479 A CN111204479 A CN 111204479A
- Authority
- CN
- China
- Prior art keywords
- door
- bag
- hopper
- powder
- pneumatic air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000843 powder Substances 0.000 title claims abstract description 40
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 32
- 239000000463 material Substances 0.000 claims abstract description 99
- 230000007246 mechanism Effects 0.000 claims abstract description 29
- 230000007704 transition Effects 0.000 claims abstract description 23
- 238000007789 sealing Methods 0.000 claims abstract description 22
- 238000004140 cleaning Methods 0.000 claims abstract description 18
- 239000000428 dust Substances 0.000 claims abstract description 8
- 230000007306 turnover Effects 0.000 claims description 18
- 238000007599 discharging Methods 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 3
- 230000001360 synchronised effect Effects 0.000 claims description 2
- 230000010405 clearance mechanism Effects 0.000 claims 3
- 230000000740 bleeding effect Effects 0.000 claims 1
- 238000009792 diffusion process Methods 0.000 claims 1
- 239000012528 membrane Substances 0.000 claims 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 abstract 2
- 235000017491 Bambusa tulda Nutrition 0.000 abstract 2
- 241001330002 Bambuseae Species 0.000 abstract 2
- 235000015334 Phyllostachys viridis Nutrition 0.000 abstract 2
- 239000011425 bamboo Substances 0.000 abstract 2
- 238000012858 packaging process Methods 0.000 description 6
- 238000005192 partition Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000005086 pumping Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/28—Controlling escape of air or dust from containers or receptacles during filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/06—Methods of, or means for, filling the material into the containers or receptacles by gravity flow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
- B65D90/54—Gates or closures
- B65D90/66—Operating devices therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Vacuum Packaging (AREA)
Abstract
一种粉料膜袋高速包装机,它包括过渡料斗、二次料门、夹袋装置、袋口清理机构、移送摆臂、热封口机构、立袋输送机,过渡料斗内部设有隔板,二次料门包括料门外腔,料门外腔内设有内料斗,内料斗外侧设有左翻门和右翻门,料门外腔的侧壁上部设有第一气动风门,夹袋装置包括密闭式粉料夹袋器,密闭式粉料夹袋器的上方设有内落料筒,内落料筒的外侧设有支撑料筒,支撑料筒的侧壁上设有第二气动风门,密闭式粉料夹袋器的除尘管上设有第三气动风门,移送摆臂的袋口清理位手指下端设有Γ型夹板,热封口机构设有袋口排气板,立袋输送机上设有装袋振动板和输送振动板。本发明可减少粉料中混入空气,可排出袋口空白区和料内空气,实现粉料膜袋的高速包装。
Description
技术领域
本发明公开了一种粉料膜袋高速包装机,属于包装机械领域。
背景技术
采用塑料薄膜作为包装袋的包装方式已得到广泛应用,目前大部分颗粒物料都在推广应用膜袋包装方式。但是对于粉状物料而言,由于粉料在包装过程中容易混入空气,包装过程产生的粉尘会影响袋口热封的效果,所以目前的粉料膜袋包装机的生产能力都比较低,因为包装过程中需要等待排出物料内混入的空气、需要清理袋口粘附的粉尘,其包装速度为200袋/小时左右。专利文献CN110254767A公开了一种回转式垂直螺旋给料包装机,包装过程中可以防止空气混入物料内,可以自动清理袋口内粘附的粉尘,但是如果粉料内本身含有少量空气,则需要等待空气自行排出,并且料袋从袋口清理位置移送至热封口位置的过程中,袋口容易再次张开而进入空气,导致热封口后袋内含气量较大,另外回转式多工位包装机的结构较复杂、占地面积较大。专利文献CN209581955U公开了一种预抽负压式粉料装袋装置,预先抽离物料通道内的部分空气,减少了粉料下落过程中混入的空气量,但是由于物料预先储存在二次料门中,装袋时物料从二次料门处再重新开始下落,导致物料的下落速度较慢,物料装袋时间较长,另外负压料筒内设置的抽气通道也容易将物料直接抽走而影响料袋净重精度,其固定式夹袋器也限制了其包装能力,所以这种粉料装袋装置的最大装袋能力是800袋/小时。
发明内容
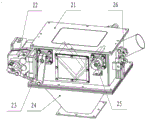
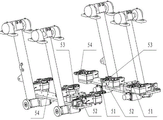
为了解决现有的粉料膜袋包装机存在的包装能力低、物料损失大、袋内含气量大等问题,本发明提出了一种粉料膜袋高速包装机,它包括过渡料斗1、二次料门2、夹袋装置3、袋口清理机构4、移送摆臂5、热封口机构6、立袋输送机7,所述过渡料斗1内部中间从上到下设有隔板12,隔板12下部设有多个卸料孔,隔板12将过渡料斗1的上端入口分隔为左右两个进料口,所述二次料门2连接在过渡料斗1的下端,二次料门2包括料门外腔21,料门外腔21下端设有过渡小料斗24,料门外腔21内设有倒锥形的内料斗28,内料斗28外侧下方分别设有左翻门23和右翻门25,左翻门23和右翻门25闭合时可将内料斗28的倒锥形下端出口封闭,料门外腔21的侧壁上部设有与内部联通的第一气动风门26,在上方落下的物料到达内料斗28的下端出口时闭合的左翻门23和右翻门25将立即打开,同时第一气动风门26将关闭而停止抽气,所述夹袋装置3连接在二次料门2的下端,夹袋装置3包括可垂直升降的密闭式粉料夹袋器31,密闭式粉料夹袋器31的上方设有与二次料门2连接的内落料筒37,内落料筒37的外侧设有支撑料筒36,支撑料筒36的侧壁上设有与内部联通的第二气动风门35,密闭式粉料夹袋器31的上料筒33插入到内落料筒37与支撑料筒36之间的空隙中,支撑料筒36的下端设有压紧在上料筒33外周的密封板34,密闭式粉料夹袋器31的除尘管上设有第三气动风门32,在物料下落通过夹袋装置3时第二气动风门35和第三气动风门32将依次关闭而停止抽气,在物料完全装入包装袋中后第一气动风门26、第二气动风门35和第三气动风门32将同时打开,所述夹袋装置3的前方设有袋口清理机构4,袋口清理机构4的前下方设有移送摆臂5,移送摆臂5上从后往前依次设有装袋位手指51、袋口清理位手指53、袋口封口位手指54,袋口清理位手指53的下端设有与手指长度一致的Γ型夹板52,所述移送摆臂5的上方设有热封口机构6,热封口机构6包括袋口夹持板61,袋口夹持板61的中部下端设有袋口排气板62,所述移送摆臂5的下方设有立袋输送机7,立袋输送机7上对应夹袋装置3的位置设有可升降的装袋振动板71,立袋输送机7的输送皮带下方对应袋口清理机构4和热封口机构6的位置设有输送振动板72。
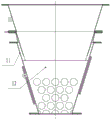
所述过渡料斗1包括料斗体11,料斗体11的外壁上设有振动气锤13。
所述左翻门23和右翻门25由翻门电机22驱动实现同步开合。
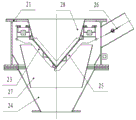
所述二次料门2在左翻门23和右翻门25的外侧设有导流筒27,导流筒27可防止物料向外扩散和飞溅。
本发明的工作原理是:
A.初始状态为左翻门23和右翻门25关闭,所有的气动风门打开抽气,翻门下方至密闭式粉料夹袋器31的出口上方的内部物料通道形成负压;
B.空包装袋套在密闭式粉料夹袋器31上,包装机上方的电子秤投放物料至过渡料斗1的左侧或右侧进料口;
C.物料在料斗体11和隔板12之间限定的空间内下落或下滑,振动气锤13开始工作防止粉料粘附侧壁,物料到达隔板12下部时,部分物料从隔板12下部的卸料孔中溢出到另外一侧,使物料在过渡料斗1内基本上分布均匀;
D.物料下落到达左翻门23和右翻门25时,左右翻门打开、第一气动风门26关闭,物料在导流筒27的限制作用下快速下落而不停留;
E.物料到达内落料筒37的下端时第二气动风门35关闭,然后是第三气动风门32关闭,物料继续下落至包装袋内,装袋振动板71升至高位对料袋底部进行振动,使物料内混入的空气排出;
F.当全部物料都装入包装袋后,密闭式粉料夹袋器31释放料袋并升起至高位,左翻门23和右翻门25和闭合,所有气动风门打开抽气,装袋位手指51抓住袋口,移送摆臂5将满料袋移送至袋口清理机构4位置;
G.袋口清理机构4吹扫掉袋口粘附的粉尘,并利用滚轮排出袋口空白区的空气,输送振动板72对料袋底部进行振动,排出袋内物料内所含的空气;
H.袋口清理位手指53抓住袋口,同时手指下端的Γ型夹板52也夹紧袋口空白区,防止袋口在移送过程中变形而进气,然后移送摆臂5将满料袋移送至热封口机构6位置;
I.袋口夹持板61闭合而夹住袋口,同时袋口排气板62也闭合将袋口中部空白区的空气排出,同时输送振动板72对料袋底部进行振动,最后加热机构将袋口热封。
本发明的有益效果是:
A.物料投放前预先将物料下落通道内抽成负压,避免了粉状物料在下落过程中混入空气和溢出粉尘,物料下落过程中通过次上而下顺序关闭气动风门,避免了粉状物料被抽走而造成物料重量超差;
B.二次料门内的左右翻门只用于封闭物料通道以便形成负压,而不截止下落的物料,从而让物料保持较高的下落速度,达到提高包装能力的效果;
C.二次料门内的左右翻门由电机驱动,翻门打开的角度可根据需要任意调整,使左右翻门起到限制物料流量的作用,从而保证物料以最短的时间、最快的速度完成装袋,避免因物料流量太大而使物料堆积在下方的出料口处而延长物料下落的时间;
D.利用Γ型夹板和袋口排气板将袋口空白区的空气排除干净,利用装袋振动板和输送振动板将物料内混入的空气完全排出,确保了膜袋在热封口后袋内所含空气满足包装工艺要求;
E.通过采用预先使物料下落通道内抽成负压、保持物料高速下落而不停留和不扩散、独立可控的多个气动风门、对料袋底部持续进行振动而排出料内空气、排出袋口空白区空气等技术方案,实现了粉料膜袋的高速包装,膜袋热封后袋内空气满足包装工艺要求,包装能力可以达到1000袋/小时以上。
附图说明
图1是本发明的主视图。
图2是过渡料斗1的主视图。
图3是过渡料斗1的侧视图。
图4是二次料门2的三维轴测视图。
图5是二次料门2的主视图。
图6是二次料门2的左翻门23和右翻门25打开时的状态示意图。
图7是夹袋装置3的主视图。
图8是移送摆臂5的三维轴测视图。
图9是热封口机构6的三维轴测视图。
图10是立袋输送机7的三维轴测视图。
具体实施方式
本发明的具体实施方式参见图1~图10,一种粉料膜袋高速包装机,它包括过渡料斗1、二次料门2、夹袋装置3、袋口清理机构4、移送摆臂5、热封口机构6、立袋输送机7,所述过渡料斗1包括料斗体11,料斗体11的外壁上设有振动气锤13,料斗体11的内部中间从上到下设有隔板12,隔板12将过渡料斗1的上端入口分隔为左右两个进料口,隔板12下部设有多个卸料孔,所述二次料门2连接在过渡料斗1的下端,二次料门2包括料门外腔21,料门外腔21下端设有过渡小料斗24,料门外腔21内设有倒锥形的内料斗28,内料斗28外侧下方分别设有左翻门23和右翻门25,左翻门23和右翻门25由翻门电机22驱动实现同步开合,左翻门23和右翻门25闭合时可将内料斗28的倒锥形下端出口封闭,料门外腔21的侧壁上部设有与内部联通的第一气动风门26,在上方落下的物料到达内料斗28的下端出口时闭合的左翻门23和右翻门25将立即打开,同时第一气动风门26将关闭而停止抽气,所述夹袋装置3连接在二次料门2的下端,夹袋装置3包括可垂直升降的密闭式粉料夹袋器31,密闭式粉料夹袋器31的上方设有与二次料门2连接的内落料筒37,内落料筒37的外侧设有支撑料筒36,支撑料筒36的侧壁上设有与内部联通的第二气动风门35,密闭式粉料夹袋器31的上料筒33插入到内落料筒37与支撑料筒36之间的空隙中,支撑料筒36的下端设有压紧在上料筒33外周的密封板34,密闭式粉料夹袋器31的除尘管上设有第三气动风门32,在物料下落通过夹袋装置3时第二气动风门35和第三气动风门32将依次关闭而停止抽气,在物料完全装入包装袋中后第一气动风门26、第二气动风门35和第三气动风门32将同时打开,所述夹袋装置3的前方设有袋口清理机构4,袋口清理机构4的前下方设有移送摆臂5,移送摆臂5上从后往前依次设有装袋位手指51、袋口清理位手指53、袋口封口位手指54,袋口清理位手指53的下端设有与手指长度一致的Γ型夹板52,所述移送摆臂5的上方设有热封口机构6,热封口机构6包括袋口夹持板61,袋口夹持板61的中部下端设有袋口排气板62,所述移送摆臂5的下方设有立袋输送机7,立袋输送机7上对应夹袋装置3的位置设有可升降的装袋振动板71,立袋输送机7的输送皮带下方对应袋口清理机构4和热封口机构6的位置设有输送振动板72。
上述二次料门2在左翻门23和右翻门25的外侧设有导流筒27,导流筒27可防止物料向外扩散和飞溅。
Claims (4)
1.一种粉料膜袋高速包装机,它包括过渡料斗(1)、二次料门(2)、夹袋装置(3)、袋口清理机构(4)、移送摆臂(5)、热封口机构(6)、立袋输送机(7),其特征在于:所述过渡料斗(1)内部中间从上到下设有隔板(12),隔板(12)下部设有多个卸料孔,隔板(12)将过渡料斗(1)的上端入口分隔为左右两个进料口,所述二次料门(2)连接在过渡料斗(1)的下端,二次料门(2)包括料门外腔(21),料门外腔(21)下端设有过渡小料斗(24),料门外腔(21)内设有倒锥形的内料斗(28),内料斗(28)外侧下方分别设有左翻门(23)和右翻门(25),左翻门(23)和右翻门(25)闭合时可将内料斗(28)的倒锥形下端出口封闭,料门外腔(21)的侧壁上部设有与内部联通的第一气动风门(26),在上方落下的物料到达内料斗(28)的下端出口时闭合的左翻门(23)和右翻门(25)将立即打开,同时第一气动风门(26)将关闭而停止抽气,所述夹袋装置(3)连接在二次料门(2)的下端,夹袋装置(3)包括可垂直升降的密闭式粉料夹袋器(31),密闭式粉料夹袋器(31)的上方设有与二次料门(2)连接的内落料筒(37),内落料筒(37)的外侧设有支撑料筒(36),支撑料筒(36)的侧壁上设有与内部联通的第二气动风门(35),密闭式粉料夹袋器(31)的上料筒(33)插入到内落料筒(37)与支撑料筒(36)之间的空隙中,支撑料筒(36)的下端设有压紧在上料筒(33)外周的密封板(34),密闭式粉料夹袋器(31)的除尘管上设有第三气动风门(32),在物料下落通过夹袋装置(3)时第二气动风门(35)和第三气动风门(32)将依次关闭而停止抽气,在物料完全装入包装袋中后第一气动风门(26)、第二气动风门(35)和第三气动风门(32)将同时打开,所述夹袋装置(3)的前方设有袋口清理机构(4),袋口清理机构(4)的前下方设有移送摆臂(5),移送摆臂(5)上从后往前依次设有装袋位手指(51)、袋口清理位手指(53)、袋口封口位手指(54),袋口清理位手指(53)的下端设有与手指长度一致的Γ型夹板(52),所述移送摆臂(5)的上方设有热封口机构(6),热封口机构(6)包括袋口夹持板(61),袋口夹持板(61)的中部下端设有袋口排气板(62),所述移送摆臂(5)的下方设有立袋输送机(7),立袋输送机(7)上对应夹袋装置(3)的位置设有可升降的装袋振动板(71),立袋输送机(7)的输送皮带下方对应袋口清理机构(4)和热封口机构(6)的位置设有输送振动板(72)。
2.根据权利要求1所述的一种粉料膜袋高速包装机,其特征在于:所述过渡料斗(1)包括料斗体(11),料斗体(11)的外壁上设有振动气锤(13)。
3.根据权利要求1所述的一种粉料膜袋高速包装机,其特征在于:所述左翻门(23)和右翻门(25)由翻门电机(22)驱动实现同步开合。
4.根据权利要求1所述的一种粉料膜袋高速包装机,其特征在于:所述二次料门(2)在左翻门(23)和右翻门(25)的外侧设有导流筒(27),导流筒(27)可防止物料向外扩散和飞溅。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010145225.1A CN111204479B (zh) | 2020-03-05 | 2020-03-05 | 粉料膜袋高速包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010145225.1A CN111204479B (zh) | 2020-03-05 | 2020-03-05 | 粉料膜袋高速包装机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111204479A true CN111204479A (zh) | 2020-05-29 |
| CN111204479B CN111204479B (zh) | 2024-04-30 |
Family
ID=70785570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010145225.1A Active CN111204479B (zh) | 2020-03-05 | 2020-03-05 | 粉料膜袋高速包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111204479B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113200183A (zh) * | 2021-06-01 | 2021-08-03 | 合肥三冠机电设备有限公司 | 塑料颗粒自动包装机的夹袋机构 |
Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07291208A (ja) * | 1994-04-22 | 1995-11-07 | Koji Saeki | チューブフイルムを用いた包装装置 |
| CN2257795Y (zh) * | 1996-02-08 | 1997-07-16 | 于学宏 | 粉末状物料自动包装机计量、过滤、消静电机构 |
| JPH1072002A (ja) * | 1996-08-29 | 1998-03-17 | Nagasaki Kiki Mfg Co Ltd | 自動包装装置 |
| JPH11220965A (ja) * | 1998-02-06 | 1999-08-17 | Daiki:Kk | 粒状の動物用排泄物処理材及びその製造方法 |
| CN2536493Y (zh) * | 2001-08-10 | 2003-02-19 | 武汉人天工贸有限公司 | 双工位多功能包装机 |
| KR20030072644A (ko) * | 2002-03-06 | 2003-09-19 | 김현배 | 시료용 분말을 봉투에 투입시키고 밀봉하는 장치 |
| JP2006240664A (ja) * | 2005-03-03 | 2006-09-14 | Fukuoka Marumoto Kk | 包装機 |
| KR100959804B1 (ko) * | 2009-07-20 | 2010-05-28 | 주식회사 이안정공 | Tmr 회전봉합시스템 |
| CN201793043U (zh) * | 2010-06-07 | 2011-04-13 | 哈尔滨博实自动化股份有限公司 | 密闭式粉料自动装袋装置 |
| CN202481326U (zh) * | 2012-03-12 | 2012-10-10 | 哈尔滨博实自动化股份有限公司 | 简易式袋成型自动包装机 |
| CN203921221U (zh) * | 2014-07-04 | 2014-11-05 | 哈尔滨博实自动化股份有限公司 | 一种通用型密闭式粉料装袋装置 |
| CN105346775A (zh) * | 2015-11-13 | 2016-02-24 | 无锡市麦杰机械工程有限公司 | 升降式夹袋器的密封装置与抽气机构 |
| CN107380547A (zh) * | 2017-06-28 | 2017-11-24 | 广西壮族自治区机械工业研究院 | 一种套装式内外袋物料包装全自动生产线及其包装方法 |
| CN206734666U (zh) * | 2017-05-18 | 2017-12-12 | 哈尔滨博实自动化股份有限公司 | 一种滤棒抽气粉料自动包装机 |
| CN206760147U (zh) * | 2017-05-19 | 2017-12-19 | 龙泉市菇源自动化设备有限公司 | 一种全自动食用菌装袋扎口机 |
| CN108058862A (zh) * | 2017-12-01 | 2018-05-22 | 哈尔滨博实自动化股份有限公司 | 一种适用于m形方口袋的包装方法及装置 |
| WO2018177015A1 (zh) * | 2017-03-31 | 2018-10-04 | 漳州佳龙科技股份有限公司 | 一种夹包输送机构及其工作方法 |
| CN208790053U (zh) * | 2018-08-21 | 2019-04-26 | 南京泛成生物科技有限公司 | 一种袋装粉料自动封口机 |
| CN110254767A (zh) * | 2019-07-09 | 2019-09-20 | 哈尔滨博实自动化股份有限公司 | 回转式垂直螺旋给料包装机 |
| CN209581955U (zh) * | 2019-03-07 | 2019-11-05 | 哈尔滨博实自动化股份有限公司 | 预抽负压式粉料装袋装置 |
| CN211893723U (zh) * | 2020-03-05 | 2020-11-10 | 哈尔滨博实自动化股份有限公司 | 粉料膜袋高速包装机 |
-
2020
- 2020-03-05 CN CN202010145225.1A patent/CN111204479B/zh active Active
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07291208A (ja) * | 1994-04-22 | 1995-11-07 | Koji Saeki | チューブフイルムを用いた包装装置 |
| CN2257795Y (zh) * | 1996-02-08 | 1997-07-16 | 于学宏 | 粉末状物料自动包装机计量、过滤、消静电机构 |
| JPH1072002A (ja) * | 1996-08-29 | 1998-03-17 | Nagasaki Kiki Mfg Co Ltd | 自動包装装置 |
| JPH11220965A (ja) * | 1998-02-06 | 1999-08-17 | Daiki:Kk | 粒状の動物用排泄物処理材及びその製造方法 |
| CN2536493Y (zh) * | 2001-08-10 | 2003-02-19 | 武汉人天工贸有限公司 | 双工位多功能包装机 |
| KR20030072644A (ko) * | 2002-03-06 | 2003-09-19 | 김현배 | 시료용 분말을 봉투에 투입시키고 밀봉하는 장치 |
| JP2006240664A (ja) * | 2005-03-03 | 2006-09-14 | Fukuoka Marumoto Kk | 包装機 |
| KR100959804B1 (ko) * | 2009-07-20 | 2010-05-28 | 주식회사 이안정공 | Tmr 회전봉합시스템 |
| CN201793043U (zh) * | 2010-06-07 | 2011-04-13 | 哈尔滨博实自动化股份有限公司 | 密闭式粉料自动装袋装置 |
| CN202481326U (zh) * | 2012-03-12 | 2012-10-10 | 哈尔滨博实自动化股份有限公司 | 简易式袋成型自动包装机 |
| CN203921221U (zh) * | 2014-07-04 | 2014-11-05 | 哈尔滨博实自动化股份有限公司 | 一种通用型密闭式粉料装袋装置 |
| CN105346775A (zh) * | 2015-11-13 | 2016-02-24 | 无锡市麦杰机械工程有限公司 | 升降式夹袋器的密封装置与抽气机构 |
| WO2018177015A1 (zh) * | 2017-03-31 | 2018-10-04 | 漳州佳龙科技股份有限公司 | 一种夹包输送机构及其工作方法 |
| CN206734666U (zh) * | 2017-05-18 | 2017-12-12 | 哈尔滨博实自动化股份有限公司 | 一种滤棒抽气粉料自动包装机 |
| CN206760147U (zh) * | 2017-05-19 | 2017-12-19 | 龙泉市菇源自动化设备有限公司 | 一种全自动食用菌装袋扎口机 |
| CN107380547A (zh) * | 2017-06-28 | 2017-11-24 | 广西壮族自治区机械工业研究院 | 一种套装式内外袋物料包装全自动生产线及其包装方法 |
| CN108058862A (zh) * | 2017-12-01 | 2018-05-22 | 哈尔滨博实自动化股份有限公司 | 一种适用于m形方口袋的包装方法及装置 |
| CN208790053U (zh) * | 2018-08-21 | 2019-04-26 | 南京泛成生物科技有限公司 | 一种袋装粉料自动封口机 |
| CN209581955U (zh) * | 2019-03-07 | 2019-11-05 | 哈尔滨博实自动化股份有限公司 | 预抽负压式粉料装袋装置 |
| CN110254767A (zh) * | 2019-07-09 | 2019-09-20 | 哈尔滨博实自动化股份有限公司 | 回转式垂直螺旋给料包装机 |
| CN211893723U (zh) * | 2020-03-05 | 2020-11-10 | 哈尔滨博实自动化股份有限公司 | 粉料膜袋高速包装机 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113200183A (zh) * | 2021-06-01 | 2021-08-03 | 合肥三冠机电设备有限公司 | 塑料颗粒自动包装机的夹袋机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111204479B (zh) | 2024-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211893723U (zh) | 粉料膜袋高速包装机 | |
| CN108454955A (zh) | 吨包袋包装装置 | |
| CN209410378U (zh) | 一种颗粒类物料的自动包装机 | |
| CN111204479A (zh) | 粉料膜袋高速包装机 | |
| CN115027764A (zh) | 一种袋装液态面膜灌装设备 | |
| KR102453752B1 (ko) | 외부공기 유입방지구가 형성되는 회전식 식품 진공포장기 | |
| CN110254767A (zh) | 回转式垂直螺旋给料包装机 | |
| CN112777033B (zh) | 一种库尔勒香梨套袋包装设备及其套袋包装方法 | |
| CN112938024A (zh) | 全自动固体粉状颗粒物料袋中袋高速包装机 | |
| CN208233406U (zh) | 种子输送机 | |
| CN106275537A (zh) | 多功能精密阀口包装机 | |
| CN211711132U (zh) | 片状烧碱全自动包装机 | |
| CN207045874U (zh) | 一种生物有机肥自动灌袋机 | |
| CN113277132B (zh) | 一种具有自动开口固定功能的塑料颗粒打包装袋装置 | |
| CN214986238U (zh) | 一种摆臂供袋纵向移送式包装机 | |
| CN209581955U (zh) | 预抽负压式粉料装袋装置 | |
| JP7475605B2 (ja) | 粉体充填装置 | |
| CN211943790U (zh) | 粉料颗粒两用包装秤 | |
| CN210437429U (zh) | 回转式垂直螺旋给料包装机 | |
| CN208393744U (zh) | 树脂粒料清理及输送下料机组 | |
| CN212501153U (zh) | 一种精细化定量包装机 | |
| CN208036670U (zh) | 一种高氯酸铵快速称量与分装系统 | |
| CN207029698U (zh) | 多列给袋式真空包装机 | |
| CN210882710U (zh) | 一种淀粉无尘包装设备 | |
| CN107098002A (zh) | 一种奶粉胶囊包装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |