CN111114104A - 丝网印刷输送装置、单张丝网印刷机及同步输送方法 - Google Patents
丝网印刷输送装置、单张丝网印刷机及同步输送方法 Download PDFInfo
- Publication number
- CN111114104A CN111114104A CN202010094591.9A CN202010094591A CN111114104A CN 111114104 A CN111114104 A CN 111114104A CN 202010094591 A CN202010094591 A CN 202010094591A CN 111114104 A CN111114104 A CN 111114104A
- Authority
- CN
- China
- Prior art keywords
- printing
- station
- circulating belt
- platform
- air suction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/08—Machines
- B41F15/0804—Machines for printing sheets
- B41F15/0813—Machines for printing sheets with flat screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/16—Printing tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F21/00—Devices for conveying sheets through printing apparatus or machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Screen Printers (AREA)
Abstract
丝网印刷输送装置、单张丝网印刷机及同步输送方法,其中丝网印刷输送装置包括沿印刷平台3表面转动的循环带6,循环带6开有吸附承印物的吸风孔5,循环带6的一部分沿印刷平台3和接料平台7平行贴合设置,印刷平台3上开有与吸风孔5位置相对应的多排吸风口23;循环带6有限位导正装置;循环带6由控制循环带6步进长度的电机或气缸驱动;循环带6对应三个工位,按照承印物纵向行进方向分别为接料工位17、印刷工位4和出料工位18。本发明实现了印刷品/承印物的循环带同步输送,且承印物进入印刷工位后下一张承印物即可进行定位,有效避免了工效损失,提高了丝网印刷效率。
Description
技术领域
本发明涉及丝网印刷机技术领域,尤其是涉及一种循环带同步上下料的丝网印刷输送装置,具有该输送装置的单张丝网印刷机,以及该丝网印刷机的同步输送方法。其中循环带同步上下料是指:
前一张承印物/印刷品尚位于印刷工位,后一张承印物即可进入接料工位并定位;然后循环带转动一定间距,印刷品进入出料工位,而后一张承印物进入印刷工位。
背景技术
丝网印刷发展多年,丝网印刷机已经是比较成熟的产品作为其中一种结构形式——单张平压平式丝网印刷机,包括印刷平台(用于承载承印物)、印刷头(印刷头上设丝网版,丝网版上方设刮墨刀、回墨刀),与印刷头对应的印刷平台上设置有印刷工位。
目前,该单张平压平式丝网印刷机最主要的结构形式包括固定式和翻转式两种。固定式丝网印刷机是指正常印刷工作过程中,印刷平台固定不动,印刷头升降实现开合,在印刷头和印刷平台扣合后印刷,印刷头和印刷平台打开存在一定间隙,承印物被放置到印刷平台上与印刷头对应的位置(即印刷工位)。开始印刷时,印刷头及刮墨刀头下降与丝网版接触,印刷头的刮墨刀施压开始印刷。印刷完成后印刷头上升,印刷头和印刷平台之间离开一定距离,以取出印刷品。固定式丝网印刷机的印刷平台和印刷头的丝网版一般是处于水平状态,印刷品的定位一般是通过手工、拉规、推规等,拉动印刷品完成定位。
承印物在印刷工位上的固定,是通过印刷平台上表面平板上的吸风孔产生负压吸风实现。印刷平台内连接吸风孔的吸风通道的结构在CN208515197U等专利文献中有所公开,它们是在一个箱型平台的顶板上设置若干吸风口,从而使待印刷物被平整吸附。
翻转式丝网印刷机包括上翻式、下翻式两种。印刷头保持固定不动,而印刷平台相对印刷头上下摆动的为下翻式;印刷平台保持固定不动,印刷头可以绕轴上下摆动或者上下直线移动的,为上翻式。无论是上翻式丝网印刷机还是下翻式丝网印刷机,印刷头或平台之间相对移动或相对摆动翻转的目的之一是为了让印刷头离开印刷平台,以便交换印刷品以及清理印刷头的丝网(擦版)。
翻转式丝网印刷机都需要在印刷工位(印刷平台上)将待印刷品(承印物)进行定位,定位装置的结构形式大多采用定位挡块,少数采用纵向定位拉规、推规、CCD影像定位、或定位机械手等结构。定位完成后,印刷平台经负压吸气将印刷品固定,印刷平台与印刷头扣合开始印刷,印刷完成回墨时间印刷平台吹风或不吸风以利于取出印刷品;这样的机器要实现交换承印物(印刷品)过程需要5个动作,即:1)下翻印刷平台下降(或上翻印刷头);2)机械手放入承印物;3)印刷品定位;4)机械手离开印刷区;5)翻转印刷平台扣合。而印刷头只有回墨、刮墨两个动作(这是印刷过程的有用动作),回墨动作很快,这会造成印刷头的停顿等待交换承印物,因此印刷速度慢,使用快干油墨时容易干版,需要反复擦版(干版是指丝网印刷机印刷速度慢时,一些快干型油墨在印刷工程中在丝网版的边缘干枯固化,这样会影响印刷质量,因此使用快干型油墨时,需要经常擦版,每班需要擦版多次,即浪费时间又浪费材料)。
翻转式印刷机的印刷平台是由电机驱动,为了提高生产效率,其开合速度非常快,因此操作工违规或机器故障时,会发生夹伤操作工的事故。
为配合承印物的传输,各种单张丝网印刷主机的印刷平台的侧方还可设置有给纸(料)机和下料机构。给纸机的功能是自动向印刷平台供给承印物,其基本结构有储料台、分离单张机构、承印物输送装置组成,承印物输送装置通常是机械手,输送装置将承印物从给纸机的储料台转移到印刷工位。现有技术的下料机构一般是带夹子或吸盘的机械手,它们能够通过机械或电动气动机构完成对印刷品的夹持或吸取和释放,这样就需要印刷品边缘区域内不能有印刷图文,印刷品边缘一般要留5~10mm的空白(机械手接触刚印刷完的没有干的图案时,会破坏印刷图案),以避免印刷残次品的产生。在印刷平台另一侧与下料机构对应的位置还有下料输出装置(如输送带)、或晾干烘干装置(如烘干通道),用于接取到达出料工位的印刷品。
中国专利文献CN201620104120.0公开了一种自动化倾斜送料的丝网印刷机,CN201821106409.1公开了一种高精度丝网印刷机,CN201620104118.3公开了一种自动化倾斜定位的丝网印刷机,CN201721582021.4公开了一种自动定位印刷平台机构。这些文献的技术方案中承印物在印刷工位上的定位是靠印刷品的重力自动完成。它们是将印刷头固定设置在机架上,将印刷平台与机架或印刷头铰接,在机架上设置有与印刷平台连接的摆动连杆机构,摆动连杆机构使印刷平台能够相对印刷头上下摆动,印刷平台下摆后印刷平台的台面呈倾斜状态。每印刷一次印刷平台和印刷头之间都上下摆动一次,实现一次开合。在印刷平台上表面设置有纵向和横向的两组能够自动伸出和缩回的定位销,当印刷平台相对印刷头摆动成打开、印刷平台倾斜向下、承印物放落到印刷平台上时,承印物在重力作用下顺着倾斜的印刷平台上表面滑动,当碰到纵向和横向的定位销时,就完成了对承印物两个边缘的定位。然后利用印刷平台上的吸风口将承印物吸住,开始印刷。
首先从生产效率看,上述专利技术的丝网印刷机虽然实现了在印刷工位处承印物的自动定位,减少了劳动强度,但是,它们为印刷工位上下料的上料机械手和下料机械手(印刷品输送装置)是分别设置在机架上,机械手需要与印刷品保持等高或处于固定的位置时才能夹取到印刷品,即只有在印刷平台下降到最低位置的时候,机械手才能进入印刷平台和印刷头之间的印刷工位,将印刷品放入或取出,并且只有当上料机械手从印刷平台和印刷头之间反向移出印刷平台范围后,印刷平台才能上升,否则平台和机械手将发生碰撞。故现有的丝网印刷机,上料机械手和下料机械手工作时印刷平台不能升降,即印刷平台下摆到指定位置(最低位置)后需要静止一定时间,以完成上下料动作和印刷品的更换。因此印刷平台和印刷头的开合过程只是为交换印刷品及定位印刷品,是印刷机的无效工作过程,造成生产时间的浪费且降低了生产效率。由此使得现有单张平压平丝网印刷机虽然实现了自动定位,但是印刷速度一般不能超过900张/小时(印刷面积50×70cm)。
其次从工作步骤看,上述的丝网印刷机其印刷品从印刷工位移出到出料工位(印刷品出料)可以是倾斜时自动滑出、或用出料机械手夹取印刷品将其移出印刷工位进入出料工位。采用夹料机械手时(两个夹子夹印刷品一个边方式),夹料机械手会夹坏一些特殊材料,如用夹子夹取薄铝板时,由于铝板自身重量大,夹子与铝板接触位置处薄铝板会变形,如夹取涂有特殊涂层的材料时,也会夹伤涂层,要求印刷图形到边的印刷品也不能采用夹取的方式。并且采用机械手夹子夹取印刷品时,印刷平台与印刷头先打开,再由夹子进入印刷区夹住印刷品,然后拉出印刷区,动作步骤多、需要时间长、交换印刷品速度慢。对于倾斜时自动滑出的印刷品,由于是通过负压吸气将印刷品固定吸附在印刷平台上,因此要使印刷品从倾斜后印刷平台上能够自动滑出,首先要将吸附印刷品的印刷平台内的空气由负压切换成正压,将印刷品吹起,印刷品才能在倾斜的印刷平台上自动滑出,所以采用自行滑出的下料方式,滑出速度比较慢,用时比较长,并且由于由负压到正压转换过程气流不稳定或印刷品不平,造成印刷品与印刷平台之间的摩擦力不同,印刷品滑落过程经常歪斜,在烘干设备中卡住,在到达下料输出装置时不能排列整齐,需要人工整理。
发明内容
为解决上述现有技术中存在的缺陷,本发明旨在提供一种单张丝网印刷的同步输送装置、采用该同步输送装置的丝网印刷机,以及该同步输送方法,使承印物能够更快地输送到印刷平台上,同时印刷品移出印刷工位,避免了印刷头的停顿以提高印刷效率,避免了夹伤操作工的事故。
为解决上述技术问题,本发明所采用的技术方案是:一种丝网印刷输送装置,所述输送装置包括沿印刷平台3表面转动的循环带6,循环带6开有吸附承印物的吸风孔5,其特征在于:所述循环带6的一部分沿印刷平台3和接料平台7平行贴合设置,所述印刷平台3上开有与吸风孔5位置相对应的多排吸风口23;所述循环带6有限位导正装置;循环带6由控制循环带6步进长度的电机或气缸驱动;循环带6对应三个工位,按照承印物纵向行进方向分别为接料工位17、印刷工位4和出料工位18;所述输送装置为同步输送装置,是指循环带6的一个步进距离完成承印物所处工位的切换和/或印刷品与承印物所处工位的切换;所述承印物是指形状固定且不透气的承印物。承印物可为纸张、金属板、PET薄膜、各种塑料板等。本印刷输送装置利用负压吸气固定承印物的循环带为印刷工位上下料,循环带有接料工位、印刷工位和出料工位,且循环带连接在印刷平台上,绕印刷平台和接料平台循环转动,使上下料能够同时进行。接料工位和印刷工位位于循环带上,循环带托负着承印物/印刷品直接在循环带上完成印刷,印刷平台与印刷头可以不必摆动或移开一定距离、利用丝网版到承印物间的缝隙交换承印物(印刷头回墨时刮墨刀抬起回墨刀落下,回墨刀下落时位置高,这时丝网版不受刮刀压力弹起离开印刷品产生缝隙)、印刷平台在印刷中可以不再开合,可以解决了夹伤操作工问题。在刮墨段做完印刷操作后,印刷头回墨的同时循环带就可以转动实现一次步进,完成承印物的交换,进而印刷头无需等待、可以马上刮墨印刷,在刮墨的同时下一张承印物进入接料工位并同时在接料工位完成定位。上述整个操作过程中无印刷平台的开合、定位承印物、顶起印刷品、夹取印刷品、上料机械手回位的怠工时间,直接同步交换印刷品、将承印物定位移动到接料工位并且与刮墨印刷同时,大大提高了印刷速度。循环带前部对应接料工位,用于接取给纸机传输来的承印物,循环带中后部对应印刷工位,循环带后端及转轴处对应出料工位,循环带利用丝网版与印刷平台的间隙转动,将印刷完成的印刷品移出同时将承印物带到印刷工位,因此本发明的印刷平台可以不必摆动,在印刷时,印刷头、印刷平台(接料平台可以与印刷平台为分体式设计或者一体式设计)可以为水平状态也可以为单向倾斜状态。循环带由步进电机或伺服电机驱动以步进方式转动,每次转动的步进距离为承印物从接料工位移动到印刷工位的距离或1/2距离(即承印物从接料工位两个步进动作到达印刷工位,两个步进到达印刷工位从循环带整体看同样可以说是一个动作完成承印物交换,可以理解为在接料工位和印刷工位之间增加一个待印刷工位),接料工位定位销可以移动位置,步进距离可以从触摸屏的控制部分进行调整和设定,使大小不同印刷品都能停留在印刷平台中心位置进行印刷,解决了因为承印物靠一边定位造成的油墨薄厚不一致问题(在开合印刷平台上设置定位销,定位销是在印刷平台边缘设置,这种印刷机在印刷小承印物时印刷刀偏向一边,这样造成两边压力不等,压力不等造成油墨薄厚不一致)。
所述接料工位17和/或印刷工位4处设置有对承印物进行限位的定位装置。将定位装置设置在接料工位或者印刷工位处,承印物定位后无需再次交接即可完成印刷,提高了定位精度。
接料平台7也开有与吸风孔5位置相对应的吸风口22,吸风口22经风阀70连接至接料工位吸风系统;印刷平台的吸风口23经风阀30连接至印刷工位吸风系统。两吸风系统可以共用一个风机也可以两个风机。循环带沿印刷平台和接料平台表面移动,循环带上设置有与印刷平台和接料平台上面设置的吸风口对应接通的吸风孔5,印刷平台3上设置吸风口23为多排吸风孔且吸风孔排布与循环带6运动方向平行对应设置,即循环带上设置的风口5与印刷平台3上设置吸风口23为一一对应接通,通常将印刷平台上吸风口23设置为长槽型,使循环带停留在任意位置都能使循环带吸风孔5与印刷平台3上吸风口23接通,接料平台内吸风通道与印刷平台原理相同,设置密度可以小一些,印刷平台和接料平台内吸风通道产生负压会透过循环带上的吸风孔,将承印物吸附循环带上,由于采用负压吸附承印物,不同于涂胶粘接吸附方式不会对承印物造成污损(胶会残留在印刷品底面、纸质印刷品也会被胶水粘坏)。本处接料工位和印刷工位的吸风不同,对应接料工位的接料工位吸风系统与对应印刷工位的印刷工位吸风系统是两路独立的吸风系统,可以通过PLC及风阀的控制,使接料工位和印刷工位产生不同大小的风压以及不同的吸风时间。印刷时,印刷工位要产生大负压吸风以吸附固定印刷品,使之不能移动。印刷的同时,给纸机将承印物送到接料工位上,承印物在接料工位进行定位,此时,接料工位不吸风或吹风,接料工位完成定位,吸风阀(60)转换成吸气吸附承印物。印刷完成后接料工位的定位也完成,此时循环带吸附承印物运转、承印物从接料工位移动到印刷工位,在此移动过程中接料工位和印刷工位均为小负压吸风、承印物始终处于被吸附状态,传送过程中位置不会发生变化。如果采用在印刷工位也对承印物进行定位方式,印刷品到达印刷工位时印刷工位吹风,这样可以在无阻力的情况下完成定位。
所述循环带6为0.1~0.5mm厚的刚性带或0.5~5mm的平皮带;循环带还设置有限定循环带移动轨迹的多个卡边定位块或定位转轴。此处循环带6的上半圈处于张紧状态。刚性带是指不锈钢材料、碳钢、锰钢、铝合金、等,优选不锈钢由于不锈钢带很薄这样循环带自身重量更轻,强度更高,不锈钢材料的刚性带比平皮带的运行和印刷精度更高。循环带6两端可以设一个循环带主动轴,一个从动轴,从而带动循环带循环转动;两个循环带驱动轴11也可以都是主动转动的,两循环带驱动轴11之间通过同步带22连接(当然,也可以通过齿轮、轴、链条等连接),并且运行方向前端的循环带驱动轴直径略大于后端循环带驱动轴的直径,保证循环带运行中为涨紧状态,尤其是在循环带驱动轴表面可以包有橡胶、聚氨酯或硅胶等胶层,以增大和循环带之间的摩擦力。在印刷平台和接料平台上表面、对应循环带6的边缘位置还可以安装有卡边定位块,卡边定位块可以沿循环带6转动方向设置一对或多对,卡边定位块紧紧卡住循环带6两侧,使其不能左右摆动;位于循环带6下半圈转动方向的两侧设置一组或多组卡位轮或带台阶的定位轴,或在驱动轴11上设置限位挡套用来限定循环带移动轨迹,下半圈卡边定位轮紧卡住循环带6的两侧,在卡位轮旁边循环带上下设置一组夹紧轴,保持薄的循环带挺直,综合运用以上循环带限位导正装置使其运动更加稳定保证循环带高速运行不打滑、不跑偏(既循环带左右摆动),使循环带直接贴合在印刷平台上,将驱动轴调整到不平行循环带将偏向一个边移动,这时单边导正轮也可以限制循环带左右位置;倾斜循环带单边一样可以限制循环带位置;结合循环带吸风固定印刷品,这样循环带能够更好地直接承载印刷品,在循环带上完成印刷。
本领域技术人员认为现有技术中不锈钢带(既循环带)是不能达到印刷精度和印刷平台吸风固定印刷品要求的,原因有至少3个;1)循环带在高速运行时其运行方向因驱动精度或惯性打滑而达不到丝网印刷要求;2)循环带偏摆大导致套印和吸风不能导通问题,由于普通不锈钢带或平皮带(循环带需要展开3米)运行时直线度不够通常大于2mm(循环带边缘直线度、边缘与圆周垂直度都影响运行直线度),不锈钢带或平皮带运行中会发生左右偏摆,印刷品要求套印通常<o.1mm(考虑丝网版和印刷品印刷时必然有变形、所以要求循环带不能有左右偏摆);由于丝网印刷需要刮刀较大压力才能实现丝网印刷且印刷平台吸风固定承印物以防止丝网回弹不会粘起和移动承印物,当印刷平台吸风口大、印刷时就有吸风口印子,所以口不能大(通常1mm~1.2mm)循环带上通风口同样不能大,印刷平台3是支撑循环带的所以吸风口23同理也不能大,所以循环带左右偏摆影响套印同时影响吸风,吸风导通受阻吸力不够,丝网版不能与印刷品分离,由于循环直线度不够所以套印精度达不到丝网印刷精度要求,普同不锈钢带或通输送带运行精度达不到套印精度要求;循环带步进方向因每次所停留位置是不确定的(循环带长度制作一定产生误差、即使是0,01mm经数千次运行积累就非常大),而循环带停留在任何位置印刷平台吸气都必须导通,若吸风孔不能有效导通,吸风导通受阻吸力不够,丝网版不能与印刷品分离,不能实现丝网印刷,3)循环带接头位置不平整不能实现精细图像印刷。
本发明通过伺服电机或步进电机驱动PLC或单片机触摸屏控制循环带、保证步进长度精准,进一步循环带驱动轴设置为空心结构,以保证高速启动和高速停止时惯性最小,由于驱动轴空心所以驱动轴可以做的直径更大,在增大驱动面积的同时惯性很小,再有环带驱动轴表面包胶或滚花保证循环带与驱动轴不打滑,从而保证循环带高速运行时步进的位置精准,同时循环带交换承印物全程有吸风固定,以上这些最终使得承印物步进精准,在循环带(6)两侧下边设卡位轮或卡位块、接料工位到印刷工位设卡位块保证运行的左右方向精准,与循环带制作商一道专为此研(订)制的无接头的高直线度(<0.03mm)高平整度(<0.02mm)不锈钢带或高精度平皮带保证循环带平整,循环带没有接头可以在任意位置印刷精细图像,印刷平台吸风口23设计成密集的多个或长槽孔且沿循环带运行方向平行设置;保证循环带停任意位置都能使循环带上吸风孔5与印刷平台吸风口23导通,综合利用以上方法实现了直接在循环带上面印刷时、完全能达到高套印精度同时保证精细图型清晰。突破了本领域技术偏见,为固定形状的平压平全自动丝网印刷机印刷品定位及交换印刷品提供了全新的解决方案。
所述循环带6上设置有以步进距离为间隔距离的定位孔20,接料工位17和/或印刷工位4处的定位装置为与定位孔停留位置对应的、用于对承印物进行纵向和横向定位的传感器和/或定位销。定位销或传感器位于循环带的下面(当位于接料工位循环带上面、仅用于定位时,循环带不须有定位孔),位置均应与定位孔停留的位置对应,定位销或传感器能够与定位孔位置对正,穿过或透过定位孔,用于对承印物定位,或者检测循环带、承印物的移动位置,或者检测承印物的有无。用于定位时,本处定位销或传感器分为纵向定位的纵向定位销(或传感器)和横向定位的横向定位销(或传感器)。在印刷头进行印刷的时间内,承印物在接料工位的定位销或传感器处定位,待印刷工位的印刷品印刷完成后,循环带转动,将下一张承印物转到印刷工位,印刷工位的定位销升出到循环带上面或印刷工位的传感器工作,将承印物进行定位,然后再次印刷。
本发明还公开了一种单张丝网印刷机,包括机架1、储料台、给纸机、印刷平台3和接料平台7,机架1上安装有印刷头2,其特征在于:所述丝网印刷机还包括丝网印刷输送装置,所述输送装置包括沿印刷平台3和接料平台7表面转动的循环带6,循环带6开有多排吸附承印物的吸风孔5,循环带6的一部分沿印刷平台3和接料平台7平行贴合设置,所述循环带6有限位导正装置;循环带6由精确控制循环带6步进长度的电机或气缸驱动,所述印刷平台3上开有与吸风孔5位置相对应接通的多排吸风口23;循环带6对应三个工位,按照承印物纵向行进方向分别为接料工位17、印刷工位4和出料工位18;所述输送装置为同步输送装置,是指循环带6的一个步进距离完成承印物所处工位的切换和/或印刷品与承印物所处工位的切换;所述承印物是指形状固定且不透气的承印物。本丝网印刷机中储料台存储承印物,给纸机将存放在储料台上的承印物分离成单张输送至同步输送装置中,以克服传统丝网印刷机中存在的怠工问题,提高承印物输送效率。
可采用三种方式进行承印物定位,第一种是在所述接料工位17和/或印刷工位4处设置有对承印物进行限位的定位装置(结合实施例详述)。第二种是给纸机的上料机械手可以实现承印物接料工位定位的定位,给纸机的储料台有纵横两个方向定位挡柱,承印物在储料台上被定位放置,上料机械手由伺服电机、步进电机驱动行程精确控制,上料机械手抓取储料台上固定位置的承印物、上料机械手沿直线轨道将承印物放到接料工位固定位置即实现接料工位定位承印物。第三种方式是在给纸机和循环带6之间设置定位台,承印物在定位台被定位再由同上一种相同的上料机械手抓取,定位放置到接料工位指定位置实现接料工位定位放置承印物。接料工位有纵、横两个方向多个可升降定位销(如前所述有两种方式循环带有孔20定位销从孔中伸出、运转时缩回;循环带没有孔、定位销在循环带上面定位时下压到循环带上、循环运行时升起),相应的上料机械手上有摩擦块驱动承印物纵、横两个方向移动,上料机械手将承印物放到接料工位同时上料机械手摩擦块下降接触到承印物将承印物移动,先向两个定位销方向移动、接触两个定位销完成一个边的定位、再向另一个方向移动定位另一个边,定位完成、接料工位吸风固定承印物。三种定位方式均将最终定位设置在接料工位,定位后承印物被循环带吸风固定无需再次转接即可印刷,定位精度高。
所述印刷平台 3 水平固定在机架 1 上,印刷头 2 与印刷平台 3 铰接扣合或印刷头 2 与印刷平台 3 的连接方式为铰接或相对上下滑动的结构。或者所述印刷平台 3倾斜固定在机架 1 上,且印刷平台 3 和印刷头 2 扣合时印刷平台为单向倾斜设置,印刷头 2 与印刷平台 3 的连接方式为铰接摆动结构或相对上下滑动的结构。本发明采用绕印刷平台的循环带输送印刷品,印刷平台和印刷头扣合时均水平设置,印刷平台和印刷头可以铰接摆动,也可以相对上下滑动,在上下料和整个印刷的工作过程中印刷平台和印刷头可以固定不动也可以相对摆动。还可以使印刷平台和印刷头扣合时印刷平台是单向倾斜的方式(印刷平台向着一个边倾斜,印刷平台的有两个高度不同的水平边和两个倾斜的斜边),工作过程中,印刷平台和印刷头可以相对摆动,如使印刷平台单向摆动,可以采用倾斜的循环带结合定位销和拉规方式实现循环带上快速自动定位。此时刮墨刀的运行方向是由高到低运行,回墨刀运行方向是由低到高运行,这样可以减少印刷版上的油墨的积累,减少丝网版边储存油墨量,使丝网版内油墨绝大多数都动起来,使用较少油墨就可以覆盖满印刷区,减少停机擦版次数,适合油墨特别贵如金膏(由于丝网版存墨少)和印刷流淌性强的油墨(由于网网版是倾斜的机器暂停时油墨储存在无图形的丝网版边上,这样油墨不会从丝网版滴落)。
所述印刷平台 3 倾斜设置在机架上,印刷平台的一个斜边由铰接摆动结构的摆动铰轴 15 铰接在机架 1 或印刷头 2 上,印刷平台 3 由摆动驱动机构 19 驱动,印刷平台 3 下降至低位时为双向倾斜式印刷平台。当印刷平台和印刷头扣合时呈单向倾斜状态,将印刷平台通过摆动连杆机构铰接在机架或印刷头上,当印刷平台下摆时,印刷平台呈双向倾斜,承印物在印刷工位进行定位,循环带6上设置有以步进距离为间隔距离的定位孔20,印刷工位4处的定位装置为与定位孔停留位置对应的、用于对承印物进行纵向和横向定位的传感器和/或定位销。定位销或传感器位于循环带的下面定位时从定位孔20伸出,循环带运行时缩回,其中一边的传感器或定位销也可以设置在靠近循环带旁边,(倾斜台上定位销及光电开关结构在发明人以前公开的专利有叙述)印刷工位风阀有吹风和吸风功能,在定位承印物时印刷平台吹风,这样放到印刷工位上的印刷品会向着下角滑动,同时实现对纵向侧边、横向侧边(底面的定位),定位完成平台吸风固定承印物,可以实现完全自动定位,不需其它辅助机械定位装置拖动印刷品。印刷平台下摆后的纵向和横向倾斜角度设置为不同的角度,可以使印刷品在两个方向形成不同的移动速度,缩短定位时间,同时位更精准。
所述双向倾斜式印刷平台(3)的纵向和横向的倾斜角度设置为,其中一个方向与水平方向夹角为6°~20°,另一个方向与水平方向夹角为3°~10°。一个方向为6°~20°、另一个方向为3°~10°的倾斜角度设置,既大倾斜角是小倾斜角2倍这样设置可以保证印刷速度又能实现快速定位,不至于发生卡角现象。所谓卡角是指印刷品的两个边不与纵向或横向的定位销平行时,印刷品在靠近定位销时,印刷品的边可能发生倾斜,一个边可能只与一个纵向定位销接触,另一个边也只与一个横向定位销接触,这样印刷品的一个角会卡在相邻的两个纵向定位销和横向定位销之间,印刷品在印刷工位上是歪的,俗称卡角。
本发明还公开了一种单张丝网印刷机的同步输送方法,其特征在于:
具有储料台和自动分离单张的给料机将承印物放入输送带上的接料工位,承印物在印刷机的输送装置吸附下依次经过接料工位、印刷工位和出料工位;
两张及以上的承印物/印刷品同时负压吸附于输送装置中;
承印物/印刷品在印刷工位中,其他承印物即可进入接料工位;
所述印刷工位包括印刷头刮墨段和回墨段,不同印刷品/承印物位置的切换发生在回墨段;
印刷工位有吸风负压吸附固定承印物;
刮墨段中印刷工位的吸风负压大于回墨段的吸风负压值;
印刷头处于刮墨段时给料机将一张承印物放入接料工位、同时段接料工位对承印物进行自动定位或该定位由给料机的上料机械手完成;
印刷品从印刷工位切换至出料工位,以及定位后的下一张承印物切换至印刷工位中的操作在吸附式循环带的同一个步距中完成;
所述印刷机为全自动印刷机;
承印物是指形状固定且不透气的承印物。
该同步输送方法可克服现有技术中的丝网印刷机只能在印刷平台下降到位时取放料、机械手回位后印刷平台才能上升的怠工问题,印刷头的回墨(即回墨段)与循环带步进换料同时进行不会产生任何干预,可以最大限度压缩承印物/印刷品交换定位时间,使得印刷速度大大提高(由900张/小时提高到2000张/小时)。本处所指全自动印刷机是指从分离单张、上料机械手将承印物放到接料工位、印刷工位、出料工位、直到传送到下一道工序是全部自动完成的,但是不包括烘干机和收纸机。
考虑到不同定位方式,单张丝网印刷机的同步输送方法还可以为:
具有储料台和自动分离单张的给料机将承印物放入输送带上的接料工位,承印物在印刷机的输送装置作用下依次经过接料工位、印刷工位和出料工位;
两张及以上的承印物/印刷品同时处于输送装置中;
承印物/印刷品在印刷工位中,其他承印物即可在上料的同时由上料机械手完成初定位,待承印物达到印刷工位处再次精确定位,当定位要求不高希望高速印刷时可以直接印刷,不在印刷工位定位;
承印物/印刷品在印刷工位中,其他承印物即可进入接料工位;
所述印刷工位包括印刷头刮墨段和回墨段,不同印刷品/承印物位置的切换发生在回墨段;
回墨段中印刷工位的吸风阀打开与大气接通的孔,卸掉一部分负压,实现回墨段中印刷工位的吸风小于刮墨段的吸风负压值,以使循环带运行时与印刷平台的摩擦力减小;
印刷头处于刮墨段时给料机将一张承印物放入接料工位、同时段接料工位对承印物进行自动定位或该定位给料机的上料机械手完成;
印刷品从印刷工位切换至出料工位,以及定位后的下一张承印物切换至印刷工位中的操作在吸附式循环带的同一个步距中完成;
所述印刷机为全自动印刷机;承印物是指形状固定且不透气的承印物如纸张、金属板、各种塑料薄膜等,透气材料因不能吸附固定所以本发明不能印刷透气的承印物。
吸附式循环带的吸风孔对应的接料工位和印刷工位上的吸风孔分别连接入独立的吸风系统。刮墨段中印刷品承受的吸风负压大于回墨段的吸风负压值。两独立式吸风系统可实现接料工位小吸风、印刷工位大吸风的控制方式,以保持承印物始终处于被吸附状态,即便是在刮墨刀施压状态下,承印物的位置也不会产生变化,保证了印刷品的印刷精度。
出料工位紧贴驱动轴处设置有吹风管,吹风管的吹风口于循环带吸风孔5对应接通或循环带驱动轴内空心,驱动轴外表面周圈有贯穿的多个吹风口,吹风口于循环带吸风孔5对应接通或通风槽接通,有风管向驱动轴内吹风,当印刷品达到出料工位需要脱离循环带时吹风浮起,出料工位吹风有效的解决了印刷品高速脱离循环带问题,设置吹风利于克服薄印刷品无法高速脱离循环带、印刷品静电吸附于循环带和印刷品的局部真空吸附与循环带的问题,使印刷品顺利脱离循环带进入下一个工序,即印刷品出料是由循环带转动加吹风实现,当然也可以由取料机械手从出料工位抓取。
本发明还公开了一种丝网印刷机的同步输送方法,其特征在于:
承印物在印刷机中的输送依次经过接料工位、印刷工位和出料工位;
两张及以上的承印物/印刷品同时负压吸附于输送装置中;
承印物/印刷品在印刷工位中,其他承印物即可在上料的同时由上料机械手完成初定位,待承印物达到印刷工位处再次精确定位;
所述印刷工位包括印刷头刮墨段和回墨段,不同印刷品/承印物位置的切换发生在回墨段;
印刷品从印刷工位切换至出料工位,以及定位后的下一张承印物切换至印刷工位中的操作在吸附式循环带的同一个步距中完成;
承印物是指形状固定且不透气的承印物。
该种方法与上述方法不同之处在于,分两次完成承印物的定位操作,以保证定位精度。
考虑到具体应用,吸附式循环带的吸风孔对应的接料工位和印刷工位上的吸风孔分别连接入独立的吸风系统。刮墨段中印刷品承受的吸风负压大于回墨段的吸风负压值。
本发明的有益效果在于:
本发明实现了印刷品/承印物的循环带同步输送,且承印物进入印刷工位后下一张承印物即可进行定位,有效避免了工效损失,提高了丝网印刷效率。
附图说明
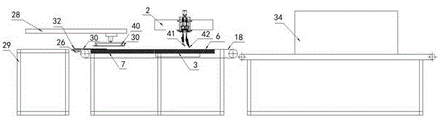
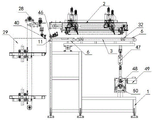
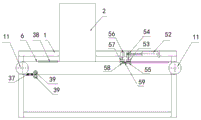
附图1是本发明的丝网印刷机结构示意图;
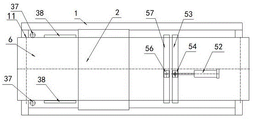
附图2是附图1的俯视图;
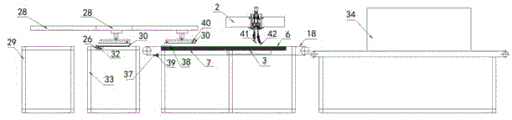
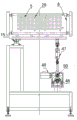
附图3是本发明的丝网印刷机另一种结构示意图,该结构中采用了定位上料机械手;
附图4是附图3的俯视图;
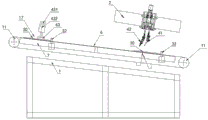
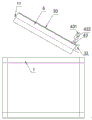
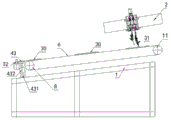
附图5是前倾斜式印刷输送装置结构示意图;
附图6是附图5的俯视图;
附图7是倾斜式循环带结构示意图;
附图8是附图7的侧视图;
附图9是后倾斜式输送装置结构示意图;
附图10是附图9的俯视图;
附图11是水平式印刷输送装置的丝网印刷机的结构示意图;
附图12是具有前倾斜式印刷输送装置的丝网印刷机的结构示意图;
附图13是单向倾斜的输送装置结构示意图;
附图14是双向倾斜的输送装置结构示意图;
附图15是气缸驱动式循环带结构示意图;
附图16是附图14的俯视图;
附图17是循环带上定位孔结构示意图;
附图18是接料工位和印刷工位的吸风系统结构示意图;
图19是图18的俯视图;
附图20是印刷平台上的吸风孔结构示意图;
附图21是接料平台上的吸风孔结构示意图。
其中,1是机架,2是印刷头,3是印刷平台,4是印刷工位,5是吸风孔,6是循环带,7是接料平台,11是循环带辊,15是铰接轴、17、接料工位,18、出料工位,19、摆动驱动机构,20、定位孔,22、接料工位吸风口,23、印刷工位吸风口,24、接料工位吸风系统,25、印刷工位吸风系统,26是拉规,27是拉动气缸,28是上料机械手,29是给纸机,30是承印物,31是印刷品,32是定位销,33是定位台,34是烘干机,35是循环带伺服电机,36是循环带减速机,37是卡边导正轮,38是循环带导正块,39是循环带导正辊,40是吸料嘴,41是回墨刀,42是刮墨刀,43是驱动定位块,431是驱动定位块推动气缸,432是驱动定位块升降气缸,45是光电开关,46是压料轮,47是平台升降气缸,48是曲柄连杆机构,49是升降电机,50是升降减速机,52是推动气缸,53是推动上压板,54是推动压板气缸,55是推动下压板,56是固定压板气缸,57是固定上压板,58是固定下压板,59是行程微调螺丝,70 印刷工位吸风阀、60接料工位吸风阀。
具体实施方式
下面结合示意图及具体实施例对本发明的技术方案和工作原理做进一步详细说明。本发明的附图中仅示出了与本发明权利要求的技术方案相关的部分,而非全部,本发明的具体实施方式也仅是通过部分最佳的实施方式对本发明的技术方案进行说明,并非实现本发明目的的全部具体结构,实施例部分不能作为本发明权利要求保护的范围。
本发明中相关名词定义如下:
接料工位:承印物经该工位被输送至同步输送装置上,并且承印物可在接料工位被定位,此处的定位可为:接料工位的定位装置比如拉规、推规、定位销等;由给纸机械手上定位装置定位承印物;循环带前面的定位台定位承印物后,再由机械手抓取承印物到接料工位指定位置,即机械手定位上料且完成在接料工位的承印物定位。
印刷工位:承印物进入丝网版垂直对应的位置(丝网版图案与承印物要印刷的图案垂直投影重合位置),即为承印物进入了印刷工位。
出料工位:是指印刷品被送出印刷工位的位置,即印刷品离开丝网版垂直覆盖范围的位置,即为出料工位,由于印刷后印刷品经循环带一端向外输出,故循环带超出印刷图案的部分以及该循环带超出段部分覆盖的循环带辊可视为出料工位所在位置处。
同步输送装置;是接料工位、印刷工位、出料工位的印刷品同时输送交换;印刷头刮墨印刷和接料工位定位承印物是同时进行的。
全自动印刷机;是包括自动给料机、自动定位、自动印刷、自动出料的丝网印刷机,不包括烘干机和收料机。
承印物:未获得本次印刷油墨前(不管是否表面已经有油墨覆盖),均为承印物。
印刷品:至少获得本次一部分印刷油墨,则承印物转变为印刷品。
实施例一:
如图1,本发明的丝网印刷机是一种单张平压平式的全自动丝网印刷机,该印刷机采用循环带同步上下料。本实施例中的印刷同步输送装置包括给纸机29、机架1,在机架1上安装有印刷头2、印刷平台3、接料平台7,印刷平台3和接料平台7既可为一体式结构,也可为分体式结构。印刷平台3水平固定在机架1上,印刷头2铰接或上下滑动方式设置在机架1上,印刷头2与印刷平台3扣合时两者都是水平的,正常印刷时印刷头是扣合不动状态,在擦版、修版、清理印刷工位时升起。
本发明丝网印刷机的给纸机29包括储存承印物30的升降储料台、分离单张机构、自动上料结构等,自动上料结构可以是上料机械手或由输送带、输送辊和压轮中的任意一种,上料机械手上可以是伸缩气缸带动的吸盘,分离单张机构可以是前吸飞达或后吸飞达,总之自动给纸机有多种方式同现有技术,此处不详述。
本发明主要涉及循环带6、印刷平台3、接料平台7及其定位方式,印刷平台3是支撑印刷工位4的平台、是接料工位4的一部分;接料平台7属于接料工位17的一部分,循环带6环绕在印刷平台3和接料平台7上,在印刷平台3的另一端与印刷工位相对的位置设置有出料工位18,出料工位18也可以设置在印刷平台3上,是印刷平台3到循环带转动轴的这一段位置的后段;出料工位18也可以不是一个具体部件,是印刷平台3之外到循环带6前进方向的转轴这部分,即能将印刷品送出印刷区的部分称为出料工位,当然可以使用取料机械手取走印刷品,只要具有了将印刷品送出功能即存在出料工位,循环带的出料工位18或循环带下料端驱动轴内设有吹风,克服静电吸附或薄承印物贴在循环带上不脱离问题。
本发明的同步输送装置循环带 6 前段设置接料工位,接料工位设置有定位装置,定位装置在循环带 6 外面。定位装置有横向、纵向定位的拉规26及定位销。接料工位对应的是给纸机的自动上料机构输出端,承印物由给纸机的上料机械手将承印物放到接料工位(接料工位的承印物一部分在定位装置上、一部分在循环带6上),接料工位在印刷头刮墨段对承印物进行定位,先由纵向拉规(纵向拉规为一个长条形或多个短拉规)驱动承印物先到达两个定位销边既纵向定位销定位,再由横向拉规驱动承印物到横向的定位销定位,完成三点定位,循环带吸气定位承印物完成承印物在接料工位定位。
本发明的同步输送装置循环带 6 安装在两个转轴上,循环带6绕整个印刷平台3和接料平台循环7转动,本发明的循环带6后端对应的是出料工位18。循环带6绕接料工位和印刷工位转动时是以步进方式转动,循环带6每转动一次就将一张承印物从接料工位转到印刷工位,同时将印刷工位上印刷品从印刷工位移到出料工位18或经出料工位到下一道工序,循环带6每次转动或者说步进的距离可以是前后相邻承印物从接料工位移动到印刷工位的距离,也可以是1/2距离,即承印物从接料工位两步到达印刷工位。循环带6平行于印刷平台3表面,循环带6的下表面贴合着印刷平台3的表面运行。单张平压平式丝网印刷机的印刷平台3和接料平台7内都设置有吸风系统,如图18所示,接料平台设接料平台吸风系统24,印刷平台设印刷平台吸风系统25,两个吸风系统的吸风口22、23均连接着吸风管,循环带6上的吸风孔5与吸风口22、23对应接通,以使印刷平台以及接料平台的吸风通道内的负压风能够透过吸风孔5吸住印刷品。
本发明接料工位和印刷工位的吸风不同,接料工位吸风系统24和印刷工位吸风系统25是各自独立的不同的两路吸风系统,它们均可以在PLC的控制下,实现不同的风力大小和不同的吸风时间。接料工位吸风系统和印刷工位吸风系统设置有切换风阀,通过风阀控制不同吸风时间和风压。在印刷工位印刷的同时给纸机29将承印物放入接料工位并完成定位,上料时接料工位吸风系统24不吸风或吹风,以便承印物定位。承印物在接料工位完成定位、通过接料工位吸风系统24吸附固定后、循环带运行,循环带运行时印刷工位和接料工位均使用小负压的吸风,在保证承印物被吸附、位置保持不动前提下,传送到印刷工位,这样循环带与接料工位、印刷工位摩擦力会很小。如果在印刷工位也对承印物进行定位,承印物达到印刷工位,吸风系统25应该吹风,将承印物吹起离开印刷平台(循环带)表面,这样可以在无阻力的情况下,完成承印物在印刷工位的定位,定位完成再由风阀切换成吸风。印刷工位在印刷时,印刷工位吸风系统切换成大负压吸风,印刷工位吸风系统25产生较强的吸风,将承印物固定在印刷工位,保证承印物在印刷位置不动、同时可保证获得油墨的印刷品能够与丝网版的分离。接料工位吸风系统24的吸风口和印刷工位吸风系统25的吸风口间距很小,承印物从接料工位到印刷工位的移动过程中始终处于吸附状态,传送过程中承印物位置不会发生变化。当然,本发明印刷平台的吸风系统也可以共用一套风源,此时接料工位(平台)是与印刷平台也共用一个风阀,同时切换负压,可以通过设定接料工位和印刷工位上的不同的吸风口的口径和数量,或者通过在接料平台箱体侧面设置泄压风口、以及在箱体内设置减风板、印刷平台到接料平台之间设风阀门等多种方式,来到达接料工位在定位时吸风风力很小不影响驱动定位功能的目的,可以达到两套风阀控制相同效果。
在接料工位段循环带6的上面还可以设置压料圆球或压料轮压住承印物,可以实现等同于负压固定效果,这样接料工位就没有吸风系统以及接料工位吸风孔。
印刷进行时印刷平台大负压吸气、固定承印物,以防止刮墨刀42的刮动、油墨粘度过大时印刷品粘在丝网版上;循环带6移动时整个吸风系统的风阀将负压切换成小风压,以使循环带6移动时的摩擦力减小;在刮墨刀42印刷的同时,给纸机29将承印物放到接料工位(此时接料工位不吸气或吹气),接料工位同时定位承印物并吸气固定,印刷完成后印刷头回墨(回墨刀将油墨覆盖到上丝网版上)的同时循环带运行,将印刷品送出印刷工位,将承印物送入印刷工位。
印刷平台3上、吸风系统的吸风口23设置为多排长槽孔(窄缝),也可以是等同效果密集排列的多孔组成的队列,长槽孔排布是与循环带6运动方向平行设置,循环带6设置多少排吸风口5,印刷平台就设置多少排长槽孔,它们数量及其位置相对应;循环带 6 设置有卡边导正轮37或定位块,定位块可以固定在印刷平台或接料平台上卡住循环带上半圈,也可以固定在机架上卡循环带下半圈,也可以在两端驱动轴11上设置挡套,用以限定循环 6带左右摆动、保证循环带沿直线运行,由于印刷平台风口是长槽孔或密集排列孔,在循环带左右被定位后,循环带上小孔就始终与长槽孔在同一个位置,如图19,由于印刷平台3上是长槽孔,所以无论循环带步进大小其上面吸风孔5都能与印刷平台3风口导通,接料平台与印刷平台通风口原理相同,密度可以小一些,也可以将接料平台或印刷平台表面风口加工成网格形式同样可以导通风路;还可以将循环带和印刷平台间铺设透气垫(如丝网印刷用网纱)。
本发明的循环带6为封闭的环形,循环带6可以为0.1~0.5mm厚的刚性带或是0.5~5mm的平皮带,循环带6上面最好始终处于张紧状态。刚性带一般是用不锈钢材料,这样循环带自身重量更轻,强度更高,不锈钢材料的刚性带比平皮带的运行和印刷精度更高;印刷平台上表面有导正块38或卡位轮用于限制循环带位置,在循环带下半圈设置有一对循环带导正辊39,在导正辊39旁边设置有一对卡边导正轮37,循环带倾斜设置可以单侧一个轮导正;导正辊39的作用是上下一对夹紧循环带、使薄钢带变挺以使导正轮37更有效卡住循环,保证循环带沿直线运行;循环带较厚或张紧状态也可以单独使用一对导正轮37,还可以在循环带内圈设置导正条、驱动轴上设置与之对应凹槽导正;循环带步进距离由伺服电机或步进电机驱动,驱动轴可以是两端双主动或一端主动一端从动,驱动轴包胶或滚花以增大摩擦力,保证运行不打滑步距精准,也可以用气缸替代伺服电机(图15)两组夹板,一组有气缸带动称为移动夹板,另一组称固定夹板,气缸带动一组夹板夹住循环带向出料工位方向运行,在行程末端有气缸行程调节限位螺丝或限位块,气缸活塞或夹板撞到限位停止,由另一组固定气缸压住循环带以保持循环带不动,移动夹板松开循环带,气缸反向移动夹板回到起点,气缸有限位螺丝调节步距,步距精准,循环带驱动电机是由触摸屏、PLC控制步进电机或伺服电机,可以任意设定循环带运行的移动步距离,使用气缸带动循环带运转其步距调节是通过改变行程调节限位螺丝或限位块位置实现的。需要说明的是,当印刷质量要求不高时,本发明的循环带6可以用带孔的平皮带或金属丝网带代替。
给纸机29的上料机械手28或上料输送带将承印物放进入接料工位,再由循环带 6输送到印刷平台后再进入出料工位,承印物从接料工位17、印刷工位4、出料工位18移动均是在循环带 6 上托着并吸附固定同步完成的。印刷品到达出料工位18后直接落到印刷品输出装置(如输送带)上,再由印刷品输出装置将印刷品送到晾干、烘干机34(如烘干通道)做后续处理。在印刷头印刷的时间内,循环带6上的接料工位接到给纸机传来的承印物后,在接料工位利用定位销、拉规对承印物进行自动定位,并通过吸风孔将承印物吸附固定,待印刷工位的印刷品印刷完成后,循环带转动,承印物在吸附状态下转到印刷工位,然后直接开始印刷,印刷完成后,循环带将印刷品送到出料工位。印刷品从到达循环带的接料工位被自动定位后一直到印刷完成被送到出料工位前,一直被吸风吸附固定在循环带上。由于这种结构印刷品到达印刷工位后不再需要定位,而在接料工位的定位是在印刷头工作的时间内完成的,因此能够进一步节约印刷工位的定位时间,大大提高印刷效率。
实施例二:
本发明的同步输送装置在循环带6和印刷头2单向倾斜设置,有四种方式;
第一种见图9,接料工位低、出料工位高,循环带是由低到高运行,接料工位17纵向定位利用重力实现。去掉纵向的拉规并保留定位柱,横向的拉规定位销与方案一相同,上料机械手将承印物放到接料工位时由于重力承印物滑落到至少两个纵向定位销上,横向拉规驱动承印物到达横(侧向)向定位销,实现三点定位,循环带吸附承印物,
第二种见图12,接料工位高、出料工位低,循环带是由高到低运行,接料工位纵向定位利用重力实现去掉纵向拉规保留定位柱,循环带6 上设置有以步进距离为间隔距离的定位孔 20 ,定位孔20可以是圆孔也可以是长条孔,长条形定位孔的长度方向是沿循环带转动方向,接料平台7设置有至少2个伸缩气缸,伸缩气缸从定位孔20伸出循环带6定位承印物纵向位置,横向定位装置高于循环带,在定位时定位销下降接触带循环带,有摩擦块或摩擦轮驱动承印物向定位销移动;上料机械手将承印物放到接料工位时由于重力承印物滑落到至少两个纵向定位销上,摩擦块或摩擦轮驱动承印物到达横(侧向)向定位销,实现三点定位,循环带吸附承印物定位承印物后横向定位装置升起、纵向定位销缩回,完成上料和定位承印物,纵向位置也可以高于循环带(既设置在循环带上面),在定位时定位销下降接触带循环带,定位完成并吸附固定承印物后定位销升起。
第三种见图7和图8,接料工位与出料工位等高,循环带两端驱动轴倾斜运行,在接料工位或印刷工位的循环带低边设置至少两个定位销定位承印物一个边(同第二种原理),在接料工位17定位时,循环带纵向的定位销可以高于循环带,定位时定位销下降接触循环带,有摩擦块或摩擦轮驱动承印物向定位销移动,印刷工位定位时需要在循环带 6 上设置有以步进距离为间隔距离的定位孔 20 ,印刷平台7对应定位孔 20 位置设置伸缩气缸或光电传感器,伸缩气缸驱动定位销伸出和缩回循环带6,定位销从循环带的定位孔20伸出循环带,循环带带动承印物向定位销移动并接触定位销,完成承印物纵向位置;需要说明的是在接料工位还设置检测有循环带位置6的光电开关45,当循环带多次运行积累误差,将通过改变上料位置使承印物到达准确位置时,定位孔 20 位置落在定位伸缩气缸上;定位装置可以仅设置在接料工位或印刷工位,也可以在接料工位和印刷工位4都设置。
方式四:接料工位循环带外侧1mm-3mm处设置两个定位销定位印刷品一个边(即定位后承印物探出循环带1-3mm、目的是方便印刷工位光电开关检测)、印刷工位设置一个光电开关或定位销定位另一个边方式,选针式光电开关设置在紧贴循环带的外侧,方型定位销同样设置在紧贴循环带的外侧,此方式印刷品是顺循环带6摆放的,循环带6单向倾斜固定设置,给料机的机械手或输送带在印刷头刮墨(印刷)时将承印物放到接料工位,由于循环带6(接料工位)是单向倾斜的(此时接料工位不吸风或吹风)承印物落到两个定位销上被定位一个边、吸风固定承印物,印刷工位印刷头刮墨完成、印刷平台切换小吸力负压、印刷头回墨的同时循环带6转动同步交换承印物,印刷工位光电开关检测到承印物循环带停止运行,印刷工位大吸力吸附,刮墨刀开始印刷、同时给料机的机械手或输送带将下一个承印物放到接料工位如此循环,由于同步交换印刷品没有印刷平台开合动作和机械手回位动作、可以实现高速印刷的同时高精度的定位印刷;
也可以将接料工位紧贴循环带外侧处设置两个定位销,循环带6上设置有以步进距离为间隔距离的定位孔20,印刷工位设置一个光电开关或定位销,定位孔20与光电开关或定位销位置对应,所述接料工位设置有光电开关由于检测循环带位置,所述上料机械手受PLC控制可根据需要增加或减小行程,给料机的机械手或输送带在印刷头刮墨(印刷)时将承印物放到接料工位,由于循环带6(接料工位)是单向倾斜的(此时接料工位不吸风或吹风)承印物落到两个定位销上被定位一个边、吸风固定承印物,待印刷工位印刷头刮墨完成、印刷平台切换小吸力负压、印刷头回墨的同时循环带6转动同步交换承印物,印刷工位光电开关检测到承印物循环带停止运行,印刷工位大吸力吸附,刮墨刀开始印刷、同时给料机的机械手或输送带将下一个承印物放到接料工位如此循环,由于同步交换印刷品没有印刷平台开合动作和机械手回位动作、可以实现高速印刷的同时高精度的定位印刷,需要说明的是当接料工位光电开关检测到循环带6的定位孔20偏离正确位置时,通过PLC计算相应的改变上料机械手行程,使放置到接料工位的承印物向前或向后一定距离,已达到承印物到达印刷工位定位的同时循环带6的定位孔20正好落在光电开关位置。
其他同实施例一。
实施例三:
本发明的印刷头单向倾斜铰接或上下滑动设置在机架上,刮墨刀的运行方向是由高位向低位运行,回墨刀运行方向是由低位到高位运行,同步输送装置的循环带6(包括接料工位、印刷工位和出料工位)单向倾斜铰接设置在机架上,铰接轴倾斜设置,由曲柄连杆或气缸驱动循环带6与印刷头扣合,循环带6与印刷头2扣合时单向倾斜、循环带6下降时双向倾斜,循环带6上设置有以步进距离为间隔距离的定位孔20,定位孔20可以是一个、两个也可以是三个,印刷工位上设置有与定位孔20对应的伸缩定位销,由气缸驱动定位销伸出循环带和缩回印刷平台,接料工位上设置有与定位孔20对应的伸缩定位销,由气缸驱动定位销伸出循环带和缩回接料平台。
因为印刷品大都是长方形的所以这里有两种上料方式;方式一印刷品在循环带是顺向放置,方式二是横向放置,印刷品合理的定位点设置是长边两个、短边一个定位点,循环带6上设置一个定位孔时,紧邻循环带6低边上设置两个定位销,可以在接料工位或印刷工位设置,也可以两个工位都设置这时印刷品是顺着循环带放置的;循环带6上设置两个定位孔时,紧邻循环带6低边上设置一个定位销,可以在接料工位或印刷工位设置,也可以两个工位都设置这时印刷品是横着循环带放置的;当循环带6上设置三个定位孔时,循环带6上印刷品是顺着、横着摆放都可以实现的,要根据印刷品摆放设置长边两个定位销,短边一个定位销,既循环带可以顺向设置两个、横向设置一个,也可以横向设置两个顺向设置一个;倾斜角度也要根据印刷品放置方式确定,在大倾斜角度的低边设置两个定位销,小倾斜角度的低边设置一个定位销,小倾斜角是大倾斜角1/2时定位效果最佳,铰接轴和开合动作哪一个角度大都可以实现。
综上有二种实现方式:
方式一:接料工位定位一个边、印刷工位再次三个点定位方式;给料机的机械手或输送带在循环带6与印刷头扣合刮墨(印刷)时将承印物放到接料工位,由于循环带6(接料工位)是单向倾斜的(此时接料工位不吸风或吹风)承印物落到两个定位销上被定位一个边、吸风固定承印物,此时印刷工位印刷头刮墨完成、印刷平台切换小吸力负压、印刷头回墨的同时循环带6下摆并且转动同时交换承印物,循环带一个步距完成、印刷平台定位销伸出循环带、印刷平台吹风、由于此时印刷平台是双倾斜承的、印物靠重力实现三个点定位,定位后大负压吸风固定承印物,定位销缩回的同时循环带6升起与印刷头单向倾斜扣合、刮墨刀开始印刷、同时给料机机械手或输送带将下一个承印物放到接料工位如此循环,由于同步交换印刷品没有机械手回位动作、可以实现高速印刷的同时高精度的定位印刷。
方式二:接料工位不定位、印刷工位三个点定位方式;给料机的机械手或输送带在循环带6与印刷头扣合刮墨(印刷)时将承印物放到接料工位由于抓取承印物时位置是固定的、机械手或输送带由伺服电机或步进电机控制运行位置准确、承印物传递到接料工位就能达到初定位效果,接料工位无需设置定位装置直接吸风固定承印物,印刷工位印刷头刮墨印刷完成时、印刷平台切换小吸力负压、印刷头回墨的同时循环带6下摆并且转动同时交换承印物,循环带一个步距完成、印刷平台定位销伸出循环带、印刷平台吹风、由于此时印刷平台双倾斜、承印物靠重力实现三个点定位,定位完成大负压吸风固定承印物,定位销缩回的同时循环带6升起与印刷头单向倾斜扣合、刮墨刀开始印刷、同时给料机机械手或输送带将下一个承印物放到接料工位如此循环,由于同步交换印刷品、没有机械手回位动作、可以实现高速印刷的同时高精度的定位印刷。
其他同实施例一。
实施例四:
见附图3和附图4,在给料机和循环带6之间设置定位台,由机械手抓取已经定位承印物到接料工位,接料工位和印刷工位均不在定位,或选用具有定位功能的上料机械手为接料工位上料,所述定位台有纵向定位拉规和定位销以及横向定位拉规和定位销,给料机的第一机械手或输送带将承印物放到定位台,第二机械手在印刷头刮墨(印刷)时将定位台已定位承印物取出并放到接料工位,循环带6直接吸风固定承印物,待印刷工位印刷头刮墨完成、印刷平台切换小吸力负压、印刷头回墨的同时循环带6转动同步交换承印物,到达印刷工位即大吸力吸附,(同时第一机械手将承印物放到定位台)刮墨刀开始印刷、第二机械手将下一个承印物放到接料工位如此循环,由于同步交换印刷品没有印刷平台开合动作和机械手回位动作、可以实现高速印刷。
选用具有定位功能的上料机械手为接料工位上料,给料机的机械手具有纵向横向定位装置这是已有技术不再详述,给料机的机械手将承印物放到接料工位并马上对承印物进行定位,循环带6吸风固定承印物,此时印刷工位印刷头刮墨完成、印刷平台切换小吸力负压、印刷头回墨的同时循环带6转动同步交换承印物,到达印刷工位即大吸力吸附,刮墨刀开始印刷、给料机的机械手将下一个承印物放到接料工位并马上进行定位如此循环,由于同步交换印刷品没有印刷平台开合动作和机械手回位动作、可以实现高速印刷。
上述几个实施例仅是对本发明多种设计方式的举例,本发明还可以用其它结构应用形式。如:本发明的循环带还可以不是与印刷工位同宽的一条整带,而设置成多条,此时上料输送带12和循环带6可以共用一根支撑转轴,这对具有足够厚度和强度的承印物也是可以应用的,其不会因为循环带之间有间隙而影响印刷质量,此时循环带上不需再开定位孔,定位销传感器等设置在两根带之间的间隙处即可;本发明的循环带6还可以设计成两段式,以减小循环长度其工作原理还是相同的。
Claims (17)
1.一种丝网印刷输送装置,所述输送装置包括沿印刷平台(3)表面转动的循环带(6),循环带(6)开有吸附承印物的吸风孔(5),其特征在于:所述循环带(6)的一部分沿印刷平台(3)和接料平台(7)平行贴合设置,所述印刷平台(3)上开有与吸风孔(5)位置相对应的吸风口(23);循环带(6)由控制循环带(6)步进长度的电机或气缸驱动;循环带(6)对应三个工位,按照承印物纵向行进方向分别为接料工位(17)、印刷工位(4)和出料工位(18);所述输送装置为同步输送装置,是指循环带(6)的一个步进距离完成承印物所处工位的切换和/或印刷品与承印物所处工位的切换;所述承印物是指形状固定且不透气的承印物。
2.按照权利要求1所述的丝网印刷输送装置,其特征在于:所述接料工位(17)和/或印刷工位(4)处设置有对承印物进行限位的定位装置。
3.按照权利要求1所述的丝网印刷输送装置,其特征在于:接料平台(7)也开有与吸风孔(5)位置相对应的吸风口(22),吸风口(22)经风阀(60)连接至接料工位吸风系统;印刷平台的吸风口(23)经风阀(70)连接至印刷工位吸风系统。
4.按照权利要求1所述的丝网印刷输送装置,其特征在于:所述循环带(6)为0.1~0.5mm厚的刚性带或0.5~5mm的平皮带;所述循环带(6)有限位导正装置;循环带还设置有限定循环带移动轨迹的多个卡边定位块或定位转轴。
5.按照权利要求1至4之一所述的丝网印刷输送装置,其特征在于:所述循环带(6)上设置有以步进距离为间隔距离的定位孔(20),接料工位(17)和/或印刷工位(4)处的定位装置为与定位孔停留位置对应的、用于对承印物进行纵向和横向定位的传感器和/或定位销。
6.一种单张丝网印刷机,包括机架(1)、储料台、给纸机、印刷平台(3)和接料平台(7),机架(1)上安装有印刷头(2),其特征在于:所述丝网印刷机还包括丝网印刷输送装置,所述输送装置包括沿印刷平台(3)和接料平台(7)表面转动的循环带(6),循环带(6)开有吸附承印物的吸风孔(5),循环带(6)的一部分沿印刷平台(3)和接料平台(7)平行贴合设置,所述循环带(6)有限位导正装置;循环带(6)由精确控制循环带(6)步进长度的电机或气缸驱动,所述印刷平台(3)上开有与吸风孔(5)位置相对应接通的吸风口(23);循环带(6)对应三个工位,按照承印物纵向行进方向分别为接料工位(17)、印刷工位(4)和出料工位(18);所述输送装置为同步输送装置,是指循环带(6)的一个步进距离完成承印物所处工位的切换和/或印刷品与承印物所处工位的切换;所述承印物是指形状固定且不透气的承印物。
7.按照权利要求6所述的单张丝网印刷机,其特征在于:所述接料工位(17)和/或印刷工位(4)处设置有对承印物进行限位的定位装置。
8.按照权利要求6所述的单张丝网印刷机,其特征在于:给纸机的上料机械手为具有承印物定位功能的机械手;所述接料工位(17)和/或印刷工位(4)处还设置有对承印物进行限位的定位装置。
9.按照权利要求6所述的单张丝网印刷机,其特征在于:所述给纸机和循环带之间设定位台,给纸机还设将定位台定位后的承印物传递至接料工位的机械手。
10.按照权利要求6所述的单张丝网印刷机,其特征在于:所述印刷平台(3)水平固定在机架(1)上,印刷头(2)与印刷平台(3)扣合时水平设置,印刷头(2)与印刷平台(3)的连接方式为铰接摆动结构或相对上下滑动的结构。
11.按照权利要求6所述的单张丝网印刷机,其特征在于:所述印刷平台(3)倾斜固定在机架(1)上,且印刷平台(3)和印刷头(2)扣合时印刷平台为单向倾斜设置,印刷头(2)与印刷平台(3)的连接方式为铰接摆动结构或相对上下滑动的结构。
12.按照权利要求6所述的单张丝网印刷机,其特征在于:所述印刷平台(3)倾斜设置在机架上,印刷平台的一个斜边由铰接摆动结构的摆动铰轴(15)铰接在机架(1)或印刷头(2)上,印刷平台(3)由摆动驱动机构(19)驱动,印刷平台(3)下降至低位时为双向倾斜式印刷平台;所述双向倾斜式印刷平台其中一个方向与水平方向夹角为6°~20°,另一个方向与水平方向夹角为3°~10°。
13.按照权利要求6所述的单张丝网印刷机,其特征在于:所述印刷平台(3)上开有与吸风孔(5)位置相对应接通的吸风口(23)为多排设置;所述吸风口(23)位于印刷平台(3)上表面;吸风口(23)为多排长槽孔或密集排列的多个孔;所述吸风口(23)为多排,且每排有多个长槽孔或密集排列的多个孔;所述吸风口(23)沿循环带运行方向平行设置;所述吸风口(23)与循环带的吸风孔(5)对应接通。
14.一种单张丝网印刷机的同步输送方法,其特征在于:
具有储料台和自动分离单张的给料机将承印物放入输送带上的接料工位,承印物在印刷机的输送装置作用下依次经过接料工位、印刷工位和出料工位;
两张及以上的承印物/印刷品同时处于输送装置中;
承印物/印刷品在印刷工位中,其他承印物即可进入接料工位;
所述印刷工位包括印刷头刮墨段和回墨段,不同印刷品/承印物位置的切换发生在回墨段;
印刷工位负压吸附固定承印物;
刮墨段中印刷工位的吸风负压大于回墨段的吸风负压值;
印刷头处于刮墨段时给料机将一张承印物放入接料工位、同时段接料工位对承印物进行自动定位或由该定位给料机的上料机械手完成;
印刷品从印刷工位切换至出料工位,以及定位后的下一张承印物切换至印刷工位中的操作在吸附式循环带的同一个步距中完成;
所述印刷机为全自动印刷机;
承印物是指形状固定且不透气的承印物。
15.一种单张丝网印刷机的同步输送方法,其特征在于:
具有储料台和自动分离单张的给料机将承印物放入输送带上的接料工位,承印物在印刷机的输送装置作用下依次经过接料工位、印刷工位和出料工位;
两张及以上的承印物/印刷品同时处于输送装置中;
承印物/印刷品在印刷工位中,其他承印物即可在上料的同时由上料机械手或接料工位完成初定位,待承印物达到印刷工位处再次精确定位;
承印物/印刷品在印刷工位中,其他承印物即可进入接料工位;
所述印刷工位包括印刷头刮墨段和回墨段,不同印刷品/承印物位置的切换发生在回墨段;
印刷工位负压吸附固定承印物;
刮墨段中印刷工位的吸风负压值大于回墨段的吸风负压值;
印刷头处于刮墨段时给料机将一张承印物放入接料工位、同时段接料工位对承印物进行自动定位或该定位给料机的上料机械手完成;
印刷品从印刷工位切换至出料工位,以及定位后的下一张承印物切换至印刷工位中的操作在吸附式循环带的同一个步距中完成;
所述印刷机为全自动印刷机;
承印物是指形状固定且不透气的承印物。
16.按照权利要求14 或15所述的同步输送方法,其特征在于:吸附式循环带的吸风孔对应的接料工位和印刷工位上的吸风孔分别连接入独立的吸风系统。
17.按照权利要求14或15所述的同步输送方法,其特征在于:出料工位有吹风口与循环带6吸风孔(5)对应接通;印刷品脱离循环带进入下一个工序是由循环带转动实现或由取料机械手从出料工位抓取。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921411566 | 2019-08-28 | ||
| CN201921409461 | 2019-08-28 | ||
| CN2019214115668 | 2019-08-28 | ||
| CN2019214094619 | 2019-08-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111114104A true CN111114104A (zh) | 2020-05-08 |
Family
ID=70491282
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020172390.1U Active CN211968794U (zh) | 2019-08-28 | 2020-02-16 | 一种丝网印刷输送装置及使用该装置的单张丝网印刷机 |
| CN202010094591.9A Pending CN111114104A (zh) | 2019-08-28 | 2020-02-16 | 丝网印刷输送装置、单张丝网印刷机及同步输送方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020172390.1U Active CN211968794U (zh) | 2019-08-28 | 2020-02-16 | 一种丝网印刷输送装置及使用该装置的单张丝网印刷机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (2) | CN211968794U (zh) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112408012A (zh) * | 2020-11-25 | 2021-02-26 | 张建涌 | 一种美术设计用自动化排版装置 |
| CN112537127A (zh) * | 2020-12-11 | 2021-03-23 | 温州职业技术学院 | 一种用于防伪标签的多功能高度印制一体设备 |
| CN112976173A (zh) * | 2021-03-23 | 2021-06-18 | 南京威乃达家具有限公司 | 一种橱柜板材智能冲孔机构 |
| CN113022104A (zh) * | 2021-03-02 | 2021-06-25 | 福建钰辰微电子有限公司 | 一种柔性电路板卷对卷生产印刷装置 |
| CN113022103A (zh) * | 2021-03-02 | 2021-06-25 | 福建钰辰微电子有限公司 | 一种用于柔性电路板卷对卷生产印刷装置的吸附机构 |
| CN113799478A (zh) * | 2020-06-17 | 2021-12-17 | 菱铁(厦门)机械有限公司 | 一种薄膜印刷系统 |
| CN114179497A (zh) * | 2021-11-12 | 2022-03-15 | 深圳市博林鑫实业有限公司 | 丝网印刷机 |
| CN115284746A (zh) * | 2022-08-30 | 2022-11-04 | 江门市旺盈环保包装科技有限公司 | 一种纸板印刷设备的自动整平装置 |
| CN115352178A (zh) * | 2022-09-26 | 2022-11-18 | 石家庄胜辉机械科技有限公司 | 一种采用图像传感器侧向定位的丝网印刷平台 |
| CN116653460A (zh) * | 2023-07-25 | 2023-08-29 | 苏州高芯众科半导体有限公司 | 一种高温共烧陶瓷生瓷侧印工艺 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112677639A (zh) * | 2020-12-30 | 2021-04-20 | 昆山纳蓝电子科技有限公司 | 一种网板印刷装置及其印刷方法 |
| CN113306281B (zh) * | 2021-04-15 | 2023-03-10 | 青岛海佰利机械有限公司 | 全自动印刷系统及组件 |
-
2020
- 2020-02-16 CN CN202020172390.1U patent/CN211968794U/zh active Active
- 2020-02-16 CN CN202010094591.9A patent/CN111114104A/zh active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113799478B (zh) * | 2020-06-17 | 2023-09-12 | 菱铁(厦门)机械有限公司 | 一种薄膜印刷系统 |
| CN113799478A (zh) * | 2020-06-17 | 2021-12-17 | 菱铁(厦门)机械有限公司 | 一种薄膜印刷系统 |
| CN112408012A (zh) * | 2020-11-25 | 2021-02-26 | 张建涌 | 一种美术设计用自动化排版装置 |
| CN112408012B (zh) * | 2020-11-25 | 2023-07-18 | 张建涌 | 一种美术设计用自动化排版装置 |
| CN112537127A (zh) * | 2020-12-11 | 2021-03-23 | 温州职业技术学院 | 一种用于防伪标签的多功能高度印制一体设备 |
| CN113022104B (zh) * | 2021-03-02 | 2021-09-17 | 福建钰辰微电子有限公司 | 一种柔性电路板卷对卷生产印刷装置 |
| CN113022103B (zh) * | 2021-03-02 | 2021-09-03 | 福建钰辰微电子有限公司 | 一种用于柔性电路板卷对卷生产印刷装置的吸附机构 |
| CN113022103A (zh) * | 2021-03-02 | 2021-06-25 | 福建钰辰微电子有限公司 | 一种用于柔性电路板卷对卷生产印刷装置的吸附机构 |
| CN113022104A (zh) * | 2021-03-02 | 2021-06-25 | 福建钰辰微电子有限公司 | 一种柔性电路板卷对卷生产印刷装置 |
| CN112976173A (zh) * | 2021-03-23 | 2021-06-18 | 南京威乃达家具有限公司 | 一种橱柜板材智能冲孔机构 |
| CN114179497A (zh) * | 2021-11-12 | 2022-03-15 | 深圳市博林鑫实业有限公司 | 丝网印刷机 |
| CN115284746A (zh) * | 2022-08-30 | 2022-11-04 | 江门市旺盈环保包装科技有限公司 | 一种纸板印刷设备的自动整平装置 |
| CN115352178A (zh) * | 2022-09-26 | 2022-11-18 | 石家庄胜辉机械科技有限公司 | 一种采用图像传感器侧向定位的丝网印刷平台 |
| CN116653460A (zh) * | 2023-07-25 | 2023-08-29 | 苏州高芯众科半导体有限公司 | 一种高温共烧陶瓷生瓷侧印工艺 |
| CN116653460B (zh) * | 2023-07-25 | 2023-11-14 | 苏州高芯众科半导体有限公司 | 一种高温共烧陶瓷生瓷侧印工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN211968794U (zh) | 2020-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211968794U (zh) | 一种丝网印刷输送装置及使用该装置的单张丝网印刷机 | |
| CN210501831U (zh) | 一种多色印刷的丝网印刷生产线 | |
| CN206842603U (zh) | 一种丝网印刷自动送纸定位机 | |
| CN107901587B (zh) | 一种平行网版自动印刷机 | |
| CN108705857B (zh) | 羊毛印花机 | |
| CN214086957U (zh) | 丝印机下料机械手 | |
| CN214354829U (zh) | 一种承印物定位部件及使用该部件的丝网印刷机 | |
| CN109823033A (zh) | 全自动片材丝印机 | |
| WO2015058461A1 (zh) | 纸箱印刷机的印刷单元 | |
| CN210148908U (zh) | 一种多色印刷设备 | |
| CN110126457B (zh) | 一种片料丝网印刷生产线 | |
| CN210026631U (zh) | 全自动片材丝印机 | |
| CN218892340U (zh) | 双色单张全自动网版印刷机及其专用单张送料机构 | |
| CN216545249U (zh) | 丝网印刷机 | |
| CN212765241U (zh) | 丝网印刷平台及丝网印刷机 | |
| CN211493356U (zh) | 连续送料打印设备 | |
| CN212446531U (zh) | 一种编织袋自动打包缝纫设备 | |
| CN112848664A (zh) | 一种薄板自动化印刷生产装置 | |
| JPH07277582A (ja) | 主積み紙および副積み紙の枚葉紙後縁部を正確に分離する方法および装置 | |
| CN220765928U (zh) | 一种印刷机上料装置 | |
| CN111038082A (zh) | 一种移印自动化生产线 | |
| CN219096218U (zh) | 丝网印刷设备 | |
| CN218966433U (zh) | 一种全自动片张印刷机 | |
| JP2016216210A (ja) | 金属製の枚葉シートのフィード装置 | |
| CN220115770U (zh) | 一种印刷纸张进料去尘装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |