CN111050715B - 吸收体的制造方法 - Google Patents
吸收体的制造方法 Download PDFInfo
- Publication number
- CN111050715B CN111050715B CN201880057083.4A CN201880057083A CN111050715B CN 111050715 B CN111050715 B CN 111050715B CN 201880057083 A CN201880057083 A CN 201880057083A CN 111050715 B CN111050715 B CN 111050715B
- Authority
- CN
- China
- Prior art keywords
- sheet pieces
- conveying
- absorbent body
- sheet
- body according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H7/00—Apparatus or processes for cutting, or otherwise severing, specially adapted for the cutting, or otherwise severing, of textile materials
- D06H7/02—Apparatus or processes for cutting, or otherwise severing, specially adapted for the cutting, or otherwise severing, of textile materials transversely
Abstract
本发明为包含合成纤维(10b)的吸收性物品用的吸收体(100)的制造方法。吸收体(100)的制造方法包括:输送工序,其将在第一方向(Y方向)和与该第一方向(Y方向)交叉的第二方向(X方向)上以规定长度切断所得到的包含合成纤维(10b)的多个片材碎片(10bh),使用输送部(3A)输送至集聚用凹部(41);和集聚工序,其将在输送工序输送来的多个片材碎片(10bh)集聚至集聚用凹部(41),获得作为吸收体(100)的构成构件的集聚体(100a)。在输送工序中,通过输送部(3A)内所产生的空气流将片材碎片(10bh)以飞散状态输送。
Description
技术领域
本发明涉及吸收性物品用的吸收体的制造方法。
背景技术
作为一次性尿布、生理用卫生巾、失禁垫等吸收性物品中使用的吸收体,例如已知有包含纸浆纤维和合成纤维的吸收体。作为包含纸浆纤维和合成纤维的吸收体的制造方法,例如已知有专利文献1。
在专利文献1中记载有一种吸收性物品用吸收体的制造方法,其在预先将使纤维彼此结合而成的具有三维结构的无纺布成型之后,将上述无纺布粉碎而成型为无纺布片,将上述无纺布片与亲水性纤维混合。另外,在专利文献1中作为粉碎无纺布的方法,记载有采用粉碎机(cutter mill)方式。
现有技术文献
专利文献
专利文献1:日本特开2002-301105号公报
发明内容
本发明是包含合成纤维的吸收性物品用的吸收体的制造方法。本发明包括使用输送部将包含上述合成纤维的多个片材碎片输送至集聚部的输送工序。本发明包括将利用上述输送工序输送来的多个上述片材碎片集聚至上述集聚部而获得吸收体的构成构件即集聚体的集聚工序。在上述输送工序中,通过上述输送部内所产生的空气流将上述片材碎片以飞散状态输送。
附图说明
图1是表示利用本发明的吸收体的制造方法制造的吸收体的优选的一个实施方式的剖视图。
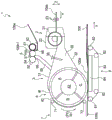
图2是表示利用本发明的吸收体的制造方法制造的吸收体的制造装置的第一实施方式的概略侧视图。
图3是图2所示的制造装置所包括的供给部的放大侧视图。
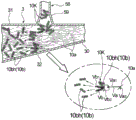
图4是示意性地表示在图2所示的制造装置所包括的导管内,片材碎片的块与空气流碰撞而将片材碎片分散并输送的状态的图。
图5是表示制造图1所示的吸收体的制造装置的第二实施方式的概略立体图。
图6是从侧部侧观察图5所示的制造装置所得到的概略侧视图。
图7是示意性地表示在图5所示的制造装置所包括的导管内,片材碎片的块与空气流碰撞而将片材碎片分散并输送的状态的图。
图8是示意性地表示在图5所示的制造装置所包括的导管内,亲水性纤维与片材碎片的块碰撞而将片材碎片分散并输送的状态的图。
图9是示意性地表示在图5所示的制造装置所包括的导管内,吸收性颗粒与片材碎片的块碰撞而将片材碎片分散并输送的状态的图。
图10是示意性地表示在图5所示的制造装置所包括的导管内,片材碎片的块与亲水性纤维碰撞而将片材碎片分散并输送的状态的图。
图11是示意性地表示在图5所示的制造装置所包括的导管内,片材碎片的块与吸收性颗粒碰撞而将片材碎片分散并输送的状态的图。
具体实施方式
如专利文献1记载的吸收体的制造方法那样,使用粉碎机方式将无纺布粉碎而成型无纺布片的情况下,难以形成全部为固定大小的无纺布片,相对于想要的大小产生偏差。另外,容易在所形成的无纺布片整体过多地产生细毛,在无纺布片彼此连结而不分散的状态下形成吸收体,由此导致在其结构上产生不均,有可能成为在使用中产生异物感的原因或当吸收体吸收体液时无法稳定地吸收体液。
鉴于上述情况,本发明涉及一种吸收体的制造方法,其为含有包含合成纤维的片材碎片的吸收体的制造方法,该片材碎片的分布不均得以抑制。
以下,对本发明根据其优选的实施方式一边参照附图一边进行说明。本发明的制造方法为包含合成纤维的吸收体的制造方法。利用本发明制造的吸收体为吸收性物品用的吸收体。所谓吸收性物品主要用于吸收保持尿、经血等从身体排泄的体液。吸收性物品中包含例如一次性尿布、生理用卫生巾、失禁垫、卫生护垫等,但并不限定于这些,广泛包含用于吸收从人体排出的液体的物品。典型而言,吸收性物品包括液体透过性的正面片、液体不透过性或拨水性的背面片和配置在两个片之间的液体保持性的吸收体。该吸收体为利用本发明的吸收体的制造方法形成的吸收体。
在图1中表示利用本发明的实施方式的吸收体的制造方法制造的一个实施方式的吸收体100的剖视图。吸收体100包含合成纤维10b。如图1所示,吸收体100包括集聚体100a,该集聚体100a不仅包含合成纤维10b,还包含亲水性纤维10a和吸收性颗粒10c。此处,“包含合成纤维10b”是指具有包含合成纤维10b的片材碎片10bh的意思。吸收体100只要为包含合成纤维10b的形态,则既可以为单层,也可以为2层以上的多层,但吸收体100具有亲水性纤维10a、合成纤维10b和吸收性颗粒10c均匀地分散而成的单层的集聚体100a。集聚体100a为吸收体100的构成构件,吸收体100将集聚体100a利用包芯片100b包覆而形成。吸收体100成为在穿着吸收性物品时与穿着者的前后方向对应的纵向上较长的形状。
集聚体100a包含多个包含合成纤维10b的片材碎片10bh(以下,也简称为片材碎片10bh),各片材碎片10bh具有大致矩形的形状。各片材碎片10bh的平均长度优选为0.3mm以上且30mm以下,更优选为1mm以上且15mm以下,特别优选为2mm以上且10mm以下。此处,所谓平均长度,在各片材碎片10bh为长方形的情况下,表示长边方向的边的长度的平均值。在各片材碎片10bh为正方形的情况下,表示四个边中的任一边的长度的平均值。在片材碎片10bh的平均长度为0.3mm以上的情况下,容易在吸收体100形成疏松的结构,为30mm以下的情况下,不易给穿着者带来因吸收体100引起的不适感,且不易根据吸收体100内的位置使吸收性能产生不均。另外,各片材碎片10bh的平均宽度优选为0.1mm以上且10mm以下,更优选为0.3mm以上且6mm以下,特别优选为0.5mm以上且5mm以下。此处,所谓平均宽度,在各片材碎片10bh为长方形的情况下,表示短边方向的边的长度的平均值。在各片材碎片10bh为正方形的情况下,表示四个边中的任一边的长度的平均值。在片材碎片10bh的平均宽度为0.1mm以上的情况下,容易在吸收体100形成疏松的结构,为10mm以下的情况下,不易给穿着者带来因吸收体100引起的不适感,且不易根据吸收体100内的位置使吸收性能产生不均。
作为形成吸收体100的纤维材料,可没有特别限制地使用以往用于吸收性物品用的吸收体的各种材料。作为亲水性纤维10a,可以列举纸浆纤维、人造丝纤维、棉纤维等。作为合成纤维10b,可以列举聚乙烯、聚丙烯、聚对苯二甲酸乙二醇酯等的短纤维等。作为片材碎片10bh,只要为片形状,则并没有特别限定,优选为无纺布。另外,构成吸收体100的原料中,除了包含亲水性纤维10a和合成纤维10b以外,也包含吸收性颗粒10c。作为吸收性颗粒10c,例如可以列举淀粉系、纤维素系、合成聚合物系、高吸收性聚合物系的颗粒。作为高吸收性聚合物,例如能够使用包含淀粉-丙烯酸(盐)接枝共聚物、淀粉-丙烯腈共聚物的皂化物、羧甲基纤维素钠的交联物、丙烯酸(盐)聚合物的高吸收性聚合物等。作为构成吸收体100的构成构件,也能够根据需要进一步使用除臭剂、抗菌剂等。作为包芯片100b,可以列举棉纸或透液性的无纺布等。
其次,参照图2~图11对本发明的吸收体的制造方法进行说明。
作为本发明的吸收体的构成构件的集聚体100a的原料只要至少包含合成纤维10b即可,在上述吸收体100中,包含片材碎片10bh和与片材碎片10bh不同的至少1种不同种类材料。在吸收体100中,不同种类材料如图1所示,包含吸收性颗粒10c,还包含亲水性纤维10a。即,图1所示的吸收体100除了包含合成纤维10b以外,还包含亲水性纤维10a和吸收性颗粒10c。
首先,对至少包含合成纤维10b的吸收体100、例如包括从图1的吸收体100去除亲水性纤维10a后的集聚体100a的吸收体100的制造方法进行说明。当说明包括集聚体100a的吸收体100的制造方法时,先对该制造方法中使用的第一实施方式的制造装置1A进行说明。在图2中表示制造装置1A的概略构成。
如图2所示,制造装置1A包括:输送部3A,其输送吸收体100的原料;供给部5A,其从输送部3A的中途向输送部3A的内部供给多个片材碎片10bh;和集聚输送部43,其配置于输送部3A的下游侧,具有将吸收体100的原料集聚的集聚部。作为集聚部的一例的集聚用凹部41配置于集聚输送部43。
在以下的说明中,将输送包含合成纤维10b的带状的合成纤维片材10bs和吸收体100的方向设为Y方向,将与输送方向正交的方向且为输送的合成纤维片材10bs和吸收体100的宽度方向设为X方向,将输送的合成纤维片材10bs和吸收体100的厚度方向设为Z方向。
另外,所谓下述第一方向是指在输送方向Y上延伸的方向,且指在与输送方向Y所成的角低于45度的范围延伸的方向。第一实施方式和下述第二实施方式中,第一方向与和输送方向Y平行的方向一致。
另外,所谓下述第二方向是指与第一方向交叉的方向。第一实施方式和下述第二实施方式中,第二方向是与第一方向正交的方向,与和输送的合成纤维片材10bs和吸收体100的宽度方向X平行的方向一致。
如图2所示,输送部3A形成为上游侧和下游侧开口的中空的筒状。在输送部3A的上游侧的开口配置有送风风扇(未图示)。而且,在输送部3A的下游侧的开口配置有在输送方向Y上移动的集聚输送部43。集聚输送部43以集聚用凹部41的开口朝向输送部3A侧的方式,沿着输送方向Y具有该集聚用凹部41。输送部3A遍及集聚输送部43的整个宽度。在输送部3A的内部,通过送风风扇(未图示)的工作,产生使多个片材碎片10bh朝向集聚输送部43的集聚用凹部41流动的空气流。即,输送部3A的内部成为流路30。
如图2所示,供给部5A具有将包含合成纤维10b的带状的合成纤维片材10bs在第一方向和第二方向上以规定长度切断而形成片材碎片10bh的切割刀51、52。而且,供给部5A具有供给使用切割刀51、52而形成的片材碎片10bh的供给嘴58A。供给部5A具有:第一切割辊53,其包括在第一方向上进行切断的多个切割刀51;和第二切割辊54,其包括在第二方向上进行切断的多个切割刀52。供给部5A具有与第一切割辊53和第二切割辊54相对地配置的1个支承辊55。
在制造装置1A中,如图2所示,在第一切割辊53的表面,沿着第一切割辊53的圆周方向遍及第一切割辊53的外周全周连续地延伸的多个切割刀51、51、51、…在第一切割辊53的轴向(X方向)排列配置。在制造装置1A中,第一切割辊53接受来自电机等原动机的动力而在箭头R3方向旋转。第一切割辊53的在轴向上相邻的切割刀51、51、51、…彼此的间隔与通过切断形成的片材碎片10bh的宽度(短边方向的长度、X方向的长度)大致对应。若更严格地进行叙述,则也存在如下情况:由于片材输送时的张力,合成纤维片材10bs以在宽度方向X上收缩的状态被切断,因此,在得到的片材碎片10bh中,由于其张力被解除,与切割刀51、51、51、…彼此的间隔相比,片材碎片10bh的宽度变宽。
在图2所示的制造装置1A中,如图3所示,在第二切割辊54的表面,沿着第二切割辊54的轴向遍及第二切割辊54的整个宽度连续地延伸的多个切割刀52、52、52、…在第二切割辊54的圆周方向上隔开间隔配置。在制造装置1A中,第二切割辊54接受来自电机等原动机的动力而在箭头R4方向旋转。
在制造装置1A中,如图3所示,支承辊55为表面平坦的平坦辊。支承辊55接受来自电机等原动机的动力而在箭头R5方向旋转。
在制造装置1A中,如图3所示,供给部5A在支承辊55的相对面,从旋转方向(箭头R5方向)的上游侧朝向下游侧依次具有:自由辊56,其将带状的合成纤维片材10bs导入至支承辊55与第一切割辊53之间;第一切割辊53,其将带状的合成纤维片材10bs在第一方向(Y方向)上切断;夹辊57,其将在第一方向上切断的在第一方向延伸的多个片材碎片连续体10bh1导入至支承辊55与第二切割辊54之间;和第二切割辊54,其将片材碎片连续体10bh1在第二方向(X方向)上切断。另外,供给部5A具有输送带状的合成纤维片材10bs的送料辊(未图示)。送料辊具有例如通过伺服电机等驱动装置而旋转的构成。就防止合成纤维片材10bs的滑动的观点而言,送料辊可以在其表面遍及整周地形成在轴向延伸的槽或遍及整周地实施使摩擦力提高的涂布处理,由此使其不易滑动。也可以通过利用夹辊与送料辊夹持而使其不易滑动。
在制造装置1A中,如图2和图3所示,供给部5A具有供给通过第二切割辊54而形成的多个片材碎片10bh的供给嘴58A。供给嘴58A的供给口581A配置于第二切割辊54的下方,即,配置于较第二切割辊54与支承辊55的最接近点靠第二切割辊54的旋转方向(箭头R4方向)下游侧。另外,供给嘴58A的供给口581A遍及第二切割辊54的整个宽度而延伸。
在制造装置1A中,如图2和图3所示,供给嘴58A与输送部3A的周面连接。而且,从供给嘴58A的供给口581A自然落下的片材碎片10bh从输送部3A的中途供给至输送部3A的内部。
接下来,利用第一实施方式的制造装置1A,对从图1的吸收体100去除吸收性颗粒10c后的吸收体100的制造方法的第一实施方式进行说明。
首先,驱动配置于输送部3A的上游侧的开口的送风风扇(未图示)。通过驱动送风风扇,在输送部3A内产生将吸收体100的原料输送至集聚输送部43的集聚用凹部41的空气流。
然后,进行切断工序,该切断工序是将带状的合成纤维片材在第一方向和与第一方向交叉的第二方向上以规定长度切断而形成多个片材碎片的工序。更优选为如图2和图3所示,进行将带状的合成纤维片材10bs使用第一切割辊53和第二切割辊54切断而形成片材碎片10bh的切断工序。在切断工序中,使用将带状的合成纤维片材10bs在第一方向(Y方向)上以规定长度切断的第一切割辊53、将带状的合成纤维片材10bs在第二方向(X方向)上以规定长度切断的第二切割辊54、和与第一切割辊53和第二切割辊54相对地配置的1个支承辊55,将带状的合成纤维片材10bs导入至第一切割辊53和支承辊55之间并在第一方向上切断而形成片材碎片连续体10bh1,将所形成的片材碎片连续体10bh1利用支承辊55输送,在第二切割辊54和支承辊55之间在第二方向上切断,形成片材碎片10bh。这样形成的片材碎片10bh仅在第一方向和第二方向上被切断。以下,对本实施方式的切断工序具体进行说明。
在切断工序中,使用上述送料辊(未图示)输送合成纤维片材10bs。送料辊控制合成纤维片材10bs的输送速度,在本实施方式的吸收体100的制造方法的切断工序中,控制合成纤维片材10bs的输送速度而进行。
在切断工序中,如图3所示,将由送料辊输送来的合成纤维片材10bs经由自由辊56导入在箭头R5方向旋转的作为平坦辊的支承辊55与在箭头R3方向旋转的第一切割辊53之间,通过多个切割刀51、51、51、…将合成纤维片材10bs在第二方向(X方向)上隔开间隔的位置在第一方向(Y方向)上切断。通过这样切断,形成在第二方向上并列配置的多个在第一方向延伸的片材碎片连续体10bh1。多个切割刀51、51、51、…各自在第二方向上等间隔地配置于第一切割辊53的表面。因此,合成纤维片材10bs被等间隔地切断,因此形成多个宽度(第二方向的长度)相等的片材碎片连续体10bh1。就确保片材碎片10bh在体现特定效果的方面所需的尺寸的观点等而言,利用切断工序形成的片材碎片连续体10bh1的平均宽度优选为0.1mm以上且10mm以下,更优选为0.3mm以上且6mm以下,特别优选为0.5mm以上且5mm以下。在本实施方式中,利用第一切割辊53切断的片材碎片连续体10bh1的宽度相当于最终形成的片材碎片10bh的短边方向的边的长度。然而,也可以以利用第一切割辊53切断的片材碎片连续体10bh1的宽度相当于最终形成的片材碎片10bh的长边方向的边的长度的方式切断,该情况下的利用第一切割辊53切断的片材碎片连续体10bh1的平均宽度优选为0.3mm以上且30mm以下,更优选为1mm以上且15mm以下,特别优选为2mm以上且10mm以下。所形成的多个片材碎片连续体10bh1在箭头R5方向上旋转的支承辊55的周面上输送,被输送至支承辊55与夹辊57之间,并经由夹辊57导入至支承辊55与第二切割辊54之间。
继而,在切断工序中,如图3所示,将在第二方向上并列配置的在第一方向延伸的多个片材碎片连续体10bh1导入至在箭头R5方向旋转的支承辊55与在箭头R4方向旋转的第二切割辊54之间,通过多个切割刀52、52、52、…,将多个片材碎片连续体10bh1在第一方向上间断性地遍及第二方向切断。通过这样切断,形成多个第一方向的长度较第二方向的长度长的矩形的片材碎片10bh。多个切割刀52、52、52、…分别在第二切割辊54的圆周方向上等间隔地配置于表面。因此,多个片材碎片连续体10bh1被等间隔地切断,从而形成多个第一方向的长度相等的矩形的片材碎片10bh。就确保片材碎片10bh在体现规定效果的方面所需的尺寸的观点等而言,利用切断工序形成的片材碎片10bh的平均长度优选为0.3mm以上且30mm以下,更优选为1mm以上且15mm以下,特别优选为2mm以上且10mm以下。在本实施方式中,利用第二切割辊54切断的片材碎片10bh的长度相当于片材碎片10bh的长边方向的边的长度。然而,也可以以利用第二切割辊54切断的片材碎片10bh的长度相当于片材碎片10bh的短边方向的边的长度的方式切断,该情况下的利用第二切割辊54切断的片材碎片10bh的长度(宽度)优选为0.1mm以上且10mm以下,更优选为0.3mm以上且6mm以下,特别优选为0.5mm以上且5mm以下。
在切断工序中,将带状的合成纤维片材10bs在第一方向和第二方向上以规定长度切断而获得片材碎片10bh,因此,容易将所获得的片材碎片10bh的大小调整为想要的大小。由于这样能够精度良好地形成想要的大小的片材碎片10bh,因此能够有效率地连续地制造具有目标吸收性能的吸收体。此外,即便使用具有切割刀51的第一切割辊53或具有切割刀52的第二切割辊54在第一方向或第二方向上进行切断而形成片材碎片10bh,也有在所形成的片材碎片10bh的周边因切断而产生合成纤维的细毛的情况。另外,有如下情况:随着长期使用而切割刀51、52产生磨耗等而劣化,由此导致合成纤维片材10bs不能顺利地切断,而产生多个片材碎片10bh相连的情况。
利用切割辊53、54切断所获得的片材碎片10bh经由配置于第二切割辊54的下方的供给嘴58A自由落体式地供给至输送部3A的内部。
继而,进行将供给至输送部3A内部的片材碎片10bh输送至作为集聚部的集聚用凹部41的输送工序。然而,当片材碎片10bh供给至输送部3A内时,若如上所述形成周边产生细毛的片材碎片10bh或为多个片材碎片10bh相连的状态,则有可能产生细毛的片材碎片10bh彼此连结等而形成如图4所示的片材碎片10bh的块10K。因此,在输送工序中,通过输送部3A内所产生的空气流将片材碎片10bh以飞散状态输送。被多个切割刀52、52、52切断的多个片材碎片10bh如图2和图4所示,经由供给嘴58A从输送部3A的周面供给至输送部3A的流路30内。另外,在输送部3A的流路30内已经产生将吸收体100的原料朝向转筒4的外周面4f输送的空气流。因此,多个片材碎片10bh在输送部3A中的空气流的流动方向的中途的位置供给至输送部3A的内部。
如图4所示,即便非有意地供给片材碎片10bh的块10K,由于已经在输送部3A的流路30内流动的空气流向下游侧的速度大于经由供给嘴58A从中途自由落体式地供给至输送部3A的流路30内的多个片材碎片10bh向下游侧的速度,所以若片材碎片10bh的块10K被供给至输送部3A的流路30内,则片材碎片10bh的块10K也与已经流动着的空气流碰撞。与空气流碰撞的片材碎片10bh的块10K如图4所示,通过与空气流的接触的冲击,切断时所形成的细毛所致的过度缠绕或因切断不良而片材碎片10bh彼此相连的部分等被解开,分离为单片的片材碎片10bh而朝向下游侧以飞散状态输送。这样,在输送工序中,分离为单片的片材碎片10bh,将片材碎片10bh以飞散状态输送,因此,容易稳定地制造片材碎片10bh均匀地分布的吸收体100的集聚体100a。空气流的速度优选为3m/sec以上且150m/sec以下,更优选为10m/sec以上且100m/sec以下,特别优选为15m/sec以上且50m/sec以下。若在该范围内,则能够更有效地分离为单片的片材碎片10bh而将片材碎片10bh以飞散状态输送,容易稳定地制造片材碎片10bh均匀地分布的吸收体100的集聚体100a。
接下来,进行集聚工序,该集聚工序是将利用输送工序输送来的多个片材碎片10bh集聚至作为集聚部的集聚用凹部41而获得作为吸收体100的构成构件的集聚体100a的工序。在集聚工序中,形成以片材碎片10bh大致均匀地配置的方式输送并集聚至集聚输送部43的集聚用凹部41的整个区域而成的吸收体的原料的集聚体100a。沿着集聚输送部43的输送方向连续地制造这样形成于集聚用凹部41内的集聚体100a。而且,在集聚用凹部41内获得片材碎片10bh集聚而成的集聚体100a之后,将集聚体100a从集聚用凹部41脱模。然后,通过未图示的散布装置,将吸收性颗粒10c散布于集聚体100a上。然后,将集聚体100a传送至带状的包芯片100b上,例如,使用折叠引导板(未图示),制造将集聚体100a利用包芯片100b包覆而成的带状的吸收体100。其后,通过切断装置(未图示),将带状的吸收体100在输送方向Y上以规定间隔切断而制造单个的吸收体100。这样制造的吸收体100具有片材碎片10bh均匀地在大致整个区域集聚而成的集聚体100a。
如上所述,上述使用制造装置1A的制造方法由于通过输送部3A的内部所产生的空气流将片材碎片10bh以飞散状态输送,因此,能够稳定地制造片材碎片10bh的分布不均得以抑制的吸收体100。这样,在所制造的吸收体100的集聚体100a中,片材碎片10bh的分布不均得以抑制,因此,在具有吸收体100的吸收性物品的使用中不易产生异物感,当吸收体100吸收体液时,能够稳定地吸收体液。
其次,以图1所示的吸收体100的制造方法为例,参照图5~图11对图1所示的吸收体100的制造方法进行说明。在图5和图6中,表示用于实施第二实施方式的制造方法的第二实施方式的制造装置1的整体构成。当说明第二实施方式的吸收体100的制造方法时,先说明制造装置1。此外,在以下的第二实施方式的制造装置1中,以与上述第一实施方式的制造装置1A不同的方面为中心进行说明,对与上述制造装置1A相同的构成标注相同符号并省略其说明。
制造图1所示的吸收体100的制造装置1如图5和图6所示,从输送方向的上游侧朝向下游侧包括:解纤部2,其使用解纤机21将包含亲水性纤维10a的亲水性片材10as解纤;作为输送部的导管3,其将吸收体100的原料随着空气流输送;供给部5,其从导管3的中途向导管3的内部供给片材碎片10bh;转筒4,其相邻配置于导管3的下游侧,具有将吸收体100的原料集聚的集聚部;按压带7,其沿着转筒4中的位于与导管3相反侧的外周面4f配置;和真空输送机8,其配置于转筒4的下方。在制造装置1中,在转筒4的外周面配置有作为集聚部的一例的集聚用凹部41。再者,制造装置1所具有的供给片材碎片10bh的供给部5除了上述制造装置1A所具有的供给部5A的供给嘴58A成为下述抽吸嘴58以外,与供给部5A的构成相同。
如图5和图6所示,制造装置1包括将包含亲水性纤维10a的带状的亲水性片材10as解纤的解纤部2。解纤部2包括将亲水性片材10as解纤的解纤机21和覆盖解纤机21的上侧的外壳22。解纤部2是向导管3的内部供给吸收体100的原料即经解纤的亲水性纤维10a的部分。另外,解纤部2在制造装置1中,具有将亲水性片材10as供给至解纤机21的一对送料辊23、23。
一对送料辊23、23中的至少一个辊具有通过未图示的驱动装置而旋转的构成。一对送料辊23、23为夹持式的辊。作为上述驱动装置,例如可以列举伺服电机。就防止亲水性片材10as的滑动的观点而言,优选一对送料辊23、23的两者通过驱动装置而旋转。在该情况下,可以直接通过驱动装置驱动一对送料辊23、23,也可以利用驱动装置驱动一个辊并对另一个辊利用齿轮等传动单元传递驱动。另外,就进一步防止与亲水性片材10as的滑动的观点而言,一对送料辊23、23也可以通过在其表面遍及整周地形成在轴向延伸的槽而使得不易滑动。此外,除了一对送料辊23、23以外,也可以具有辅助亲水性片材10as的输送的辊。
如图5和图6所示,制造装置1具有作为输送吸收体100的集聚体100a的原料的输送部的导管3。导管3从解纤部2延伸至转筒4,导管3的下游侧的开口覆盖位于维持为负压的转筒4的空间A的外周面4f。导管3具有形成顶面的顶板31、形成底面的底板32和形成两侧面的两侧壁33、34。通过转筒4的进气扇(未图示)的工作,在导管3的由顶板31、底板32和两侧壁33、34包围的内部产生使吸收体100的原料朝向转筒4的外周面4f流动的空气流。即,导管3的内部成为流路30。
另外,如图5和图6所示,制造装置1在导管3的顶板31具有将吸收性颗粒10c供给至导管3内的吸收性颗粒散布管36。吸收性颗粒散布管36将吸收性颗粒10c经由螺旋式进料机等装置(未图示)从设置于吸收性颗粒散布管36的前端的散布口排出而供给至导管3的内部。而且,通过各螺旋式进料机等装置,能够调整吸收性颗粒10c向吸收性颗粒散布管36的供给量。
如图5和图6所示,制造装置1具有转筒4。转筒4在其外周面4f具有将吸收体的原料集聚而获得集聚体的作为集聚部的集聚用凹部41。转筒4呈圆筒状,接受来自电机等原动机(未图示)的动力,使形成其外周面4f的构件40绕水平轴在箭头R1方向旋转。转筒4具有形成外周面4f的构件40和位于较构件40靠内侧的筒主体42。筒主体42被固定而不旋转。在制造装置1中,转筒4的集聚用凹部41遍及转筒4的圆周方向(2Y方向)的整周连续地配置。图中,2Y为转筒4的圆周方向,X为转筒4的宽度方向(与转筒4的旋转轴平行的方向)。这样,制造装置1的集聚用凹部41为遍及转筒4的圆周方向2Y的整周连续地配置的形态,但也可以为在转筒4的圆周方向2Y上以规定间隔配置有多个的形态。
如图5和图6所示,转筒4的筒主体42在内部具有相互独立的多个空间,例如具有3个空间A~C。空间A~C彼此之间由从转筒4的旋转轴侧朝向外周面4f侧设置的板分隔。在转筒4连接有作为进气机构的进气扇(未图示),通过该进气扇的驱动,能够调整转筒4内的分隔而成的多个空间的压力。在制造装置1中,能够使位于外周面4f由导管3覆盖的区域的上游侧区域即与空间A对应的区域的抽吸力较下游侧区域即与空间B~C对应的区域的抽吸力强或者弱,将空间A维持为负压。此外,筒主体42的空间的分隔方式并不限定于上述形态。例如,也能够将筒主体42的维持为负压的空间A进一步分隔为多个,并使得能够针对细小地分隔的每一个空间调整压力。另外,例如,也能够将筒主体42的空间B进一步分隔为多个,并使得能够针对细小地分隔的每一个空间调整压力,且将最相邻于空间A的位置的空间的压力调整为空间A的压力,将集聚用凹部41脱离导管3的略前方为止设为负压区域。
形成外周面4f的构件40如图3和图4所示,覆盖筒主体42的外周整周地配置,接受来自电机等原动机的动力而绕筒主体42的水平轴在箭头R1方向上旋转。在形成外周面4f的构件40形成有集聚用凹部41。
集聚用凹部41的底面由多孔性构件(未图示)构成,在外周面4f中的集聚用凹部41通过转筒4内的维持为负压的空间上的期间,该多孔性构件作为抽吸吸收体100的原料的抽吸孔发挥功能。
在制造装置1中,如图5和图6所示,供给部5具有抽吸使用切割刀51、52所形成的片材碎片10bh的抽吸嘴58。抽吸嘴58的抽吸口具有与上述图3所示的供给部5A中的供给嘴58A的供给口581A相同的构成。抽吸嘴58的抽吸口与图3所示的供给口581A同样地,配置于第二切割辊54的下方,即,配置于较第二切割辊54与支承辊55的最接近点靠第二切割辊54的旋转方向(箭头R4方向)下游侧。另外,抽吸嘴58的抽吸口遍及第二切割辊54的整个宽度延伸。就提高片材碎片10bh的抽吸性的观点而言,优选为抽吸嘴58的抽吸口与图3所示的供给口581A同样地,以与支承辊55和第二切割辊54之间相对的方式配置于支承辊55和第二切割辊54的下方。而且,就片材碎片10bh的抽吸性进一步提高的观点而言,优选为抽吸嘴58的抽吸口与图3所示的供给口581A同样地,以从侧面观察支承辊55和第二切割辊54时与第二切割辊54相对的该抽吸口的弧的长度长于与支承辊55相对的该抽吸口的弧的长度的方式覆盖第二切割辊54的外表面。
抽吸嘴58经由供给管59连接于导管3的顶板31侧。供给管59在与作为输送部的导管3的空气流的流动方向交叉的方向上延伸。而且,从抽吸嘴58的抽吸口抽吸的片材碎片10bh经由供给管59从导管3的中途供给至导管3的内部。在制造装置1中,供给管59与导管3的连接位置位于导管3中的解纤部2侧与转筒4侧之间,且位于较导管3中的吸收性颗粒散布管36更靠下游侧的位置。但供给管59与导管3的连接位置并不限于此,例如,也可以为导管3的底板32侧而并非导管3的顶板31侧。
制造装置1除了具有上述解纤部2、导管3、转筒4和供给部5以外,还具有按压带7和真空输送机8。
在制造装置1中,如图5和图6所示,按压带7相邻于较导管3的位置靠下游侧而沿着转筒4的位于空间B的外周面4f配置。空间B设定为较转筒4的空间A弱的负压或压力零(大气压)。按压带7为环状的透气性或非透气性的带,架设于辊71和辊72,与转筒4的旋转一起连带转动。此外,在按压带7为透气性带的情况下,优选实质上不使集聚用凹部41内的原料通过。通过按压带7,即便将空间B的压力设定为大气压,也能够将集聚用凹部41内的集聚体100a在转印至真空输送机8上之前保持于集聚用凹部41内。
在制造装置1中,真空输送机8如图5和图6所示,配置于转筒4的下方,且配置于转筒4的位于设定为较弱的正压或压力零(大气压)的空间C的外周面4f。例如,通过从筒主体42的内部朝向外周面4f的外侧鼓风,能够设为较弱的正压。真空输送机8包括:环状的透气性带83,其架设于驱动辊81和从动辊82、82;以及真空箱84,其配置于隔着透气性带83与转筒4的位于空间C的外周面4f相对的位置。将包括棉纸或透液性的无纺布等的包芯片100b导入至真空输送机8上。
此外,制造装置1在较真空输送机8更靠下游侧,具有以覆盖包芯片100b和转印至包芯片100b上的集聚体100a的方式将包芯片100b在宽度方向(X方向)上折回的折叠引导板(未图示)。折叠引导板在制造装置1中是将包芯片100b的沿着输送方向(Y方向)的两侧部折回至集聚体100a上的部件。另外,制造装置1在较折叠引导板更靠下游侧具有切断装置(未图示),通过该切断装置制造单个的吸收体100。
接下来,对使用上述第二实施方式的制造装置1制造吸收体100的方法、即本发明的吸收体的制造方法的第二实施方式进行说明。
首先,对转筒4内的空间A和真空输送机8用的真空箱84内,使与它们分别连接的进气扇(未图示)工作而将它们设为负压。通过将空间A内设为负压,而在导管3内产生将吸收体100的原料输送至转筒4的外周面4f的空气流。另外,使解纤机21和转筒4旋转,且使第一切割辊53、第二切割辊54和支承辊55旋转,使按压带7和真空输送机8工作。
然后,在第二实施方式中,进行解纤工序,该解纤工序是将带状的亲水性片材10as使用送料辊23供给至解纤机21,进行解纤而获得亲水性纤维10a的工序。一对送料辊23、23控制亲水性片材10as向解纤机21的供给速度。在解纤工序中,控制亲水性片材10as向解纤机21的供给而进行。
在解纤工序中,如图5和图6所示,供给至解纤机21的亲水性片材10as被解纤,经解纤的纤维材料即亲水性纤维10a从解纤机21被供给至导管3。
另外,吸收体100的制造方法除了解纤工序以外,还具有切断工序。在切断工序中,如图3所示,将带状的合成纤维片材10bs使用第一切割辊53与第二切割辊54切断而形成片材碎片10bh。在切断工序中,使用将带状的合成纤维片材10bs在第一方向(Y方向)上以规定长度切断的第一切割辊53、将带状的合成纤维片材10bs在第二方向(X方向)上以规定长度切断的第二切割辊54、和与第一切割辊53和第二切割辊54相对地配置的1个支承辊55,将带状的合成纤维片材10bs导入至第一切割辊53和支承辊55之间并在第一方向上进行切断而形成片材碎片连续体10bh1,将所形成的片材碎片连续体10bh1利用支承辊55输送并在第二切割辊54与支承辊55之间在第二方向上进行切断而形成片材碎片10bh。这样形成的片材碎片10bh仅在第一方向和第二方向上被切断。
然后,进行抽吸工序,该抽吸工序使用配置于第二切割辊54的下方的抽吸嘴58,抽吸利用切割辊53、54切断所获得的片材碎片10bh并供给至导管3的内部。若这样在第二切割辊54的下方、即较第二切割辊54与支承辊55的最接近点靠第二切割辊54的旋转方向(图6所示的箭头R4方向)下游侧配置有抽吸嘴58的抽吸口,则能够有效率地抽吸利用第二切割辊54与支承辊55切断而形成的多个片材碎片10bh。
然后,进行将供给至导管3的内部的片材碎片10bh使用导管3输送至集聚用凹部41的输送工序。在输送工序中,通过导管3内所产生的空气流将片材碎片10bh以飞散状态输送。如图5和图6所示,在抽吸工序中所抽吸的多个片材碎片10bh经由抽吸嘴58的供给管59从导管3的顶板31侧供给至导管3的流路30内。另外,在导管3的流路30内,已经产生将吸收体100的原料朝向转筒4的外周面4f输送的空气流。因此,多个片材碎片10bh就在导管3中的空气流的流动方向的中途的位置供给至导管3的内部。
如图7所示,即便非有意地供给片材碎片10bh的块10K,由于导管3的流路30内已经流动的空气流向下游侧的速度大于经由供给管59从中途供给至导管3的流路30内的多个片材碎片10bh向下游侧的速度,因此若片材碎片10bh的块10K供给至导管3的流路30内,则片材碎片10bh的块10K也会与已经流动的空气流碰撞。与空气流碰撞的片材碎片10bh的块10K如图7所示,通过与空气流的接触的冲击而将切断时所形成的细毛的缠绕等解开,分离为单片的片材碎片10bh而朝向下游侧以飞散状态输送。这样,在第二实施方式的输送工序中,分离为单片的片材碎片10bh而将片材碎片10bh以飞散状态输送,因此,容易稳定地制造片材碎片10bh均匀地分布的吸收体100的集聚体100a。
由吸收体的制造方法制造的吸收体100包含亲水性纤维10a作为不同种类材料。在输送工序中,在将利用切断工序获得的片材碎片10bh和利用解纤工序获得的亲水性纤维10a输送至集聚用凹部41的期间,使片材碎片10bh与亲水性纤维10a在空气流中碰撞,将片材碎片10bh与亲水性纤维10a以两者混合的飞散状态通过空气流输送。
在输送工序中,在导管3的内部(流路30)的沿着空气流的流动方向的不同位置,分别供给作为不同种类材料的亲水性纤维10a和片材碎片10bh,在较供给片材碎片10bh的位置靠空气流的流动方向的上游侧供给亲水性纤维10a并进行输送。即,如图5和图6所示,解纤工序中使用的解纤机21配置于较抽吸嘴58靠导管3的上游侧。在输送工序中,将在利用解纤工序获得的亲水性纤维10a从导管3中的空气流的流动方向的上游侧供给至该导管3的流路30内,将经过了抽吸工序的多个片材碎片10bh从导管3的中途供给至导管3的流路30内。而且,在输送工序中,通过在导管3的流路30内流动的空气流,将从解纤机21供给至导管3的流路30内的亲水性纤维10a从较供给多个片材碎片10bh的位置靠空气流的流动方向的上游侧向转筒4的外周面4f输送。
此处,在输送工序中,当片材碎片10bh与作为不同种类材料的亲水性纤维10a在导管3的内部汇合时,片材碎片10bh的输送速度Vb与亲水性纤维10a的输送速度Va不同。而且,亲水性纤维10a的输送速度Va中的向下游侧的速度分量Va1大于片材碎片10bh的输送速度Vb中的向下游侧的速度分量Vb1。其中,亲水性纤维10a的输送速度Va中的下游侧的速度分量Va1是指如图8所示从侧面侧观察导管3并投影时,将输送速度Va分解成水平方向的速度分量Va1和铅直方向的速度分量Va2的情况下的水平方向的速度分量。同样地,片材碎片10bh的输送速度Vb中的向下游侧的速度分量Vb1是指如图8所示从侧面侧观察导管3并投影时,将输送速度Vb分解成水平方向的速度分量Vb1和铅直方向的速度分量Vb2的情况下的水平方向的速度分量。在输送工序中,亲水性纤维10a从较片材碎片10bh更靠上游侧供给,因此,当片材碎片10bh与亲水性纤维10a汇合时,亲水性纤维10a的下游侧的速度分量Va1大于片材碎片10bh的向下游侧的速度分量Vb1。特别是在第二实施方式中,通过在与导管3的空气流的流动方向交叉的方向上延伸的供给管59,将片材碎片10bh供给至导管3的流路30。因此,即将供给至导管3的流路30之前的片材碎片10bh的移动速度中向导管3中的流动方向下游侧的速度分量并不大,故亲水性纤维10a的输送速度Va中的向下游侧的速度分量Va1容易变得大于片材碎片10bh的输送速度Vb中的向下游侧的速度分量Vb1。因此,即便片材碎片10bh的块10K非有意地供给至导管3的流路30内,片材碎片10bh的块10K也会与已经流动的亲水性纤维10a碰撞。与亲水性纤维10a碰撞的片材碎片10bh的块10K如图8所示,通过与亲水性纤维10a的接触的冲击而将切断时所形成的细毛的缠绕等进一步解开,分离为单片的片材碎片10bh而朝向下游侧以飞散状态输送。在输送工序中,片材碎片10bh的块10K与亲水性纤维10a在空气流中碰撞,由此,单片的片材碎片10bh进一步分离而亲水性纤维10a与片材碎片10bh一边以飞散状态混合一边由空气流输送,因此,即便形成周边产生细毛的片材碎片10bh或在供给至导管3内之前为多个片材碎片10bh相连的状态,也容易稳定地制造片材碎片10bh与亲水性纤维10a均匀地分布的吸收体100的集聚体100a。
另外,利用吸收体100的制造方法制造的吸收体100除亲水性纤维10a以外还包含吸收性颗粒10c作为不同种类材料。在输送工序中,除了片材碎片10bh与亲水性纤维10a的碰撞以外,在将利用切断工序获得的片材碎片10bh和吸收性颗粒10c输送至集聚用凹部41的期间,使片材碎片10bh与吸收性颗粒10c在空气流中碰撞,将片材碎片10bh与吸收性颗粒10c以两者混合的飞散状态通过空气流输送。
在输送工序中,在沿着空气流的流动方向的不同位置,分别供给作为不同种类材料的吸收性颗粒10c与片材碎片10bh,在较供给片材碎片10bh的位置靠空气流的流动方向的上游侧供给吸收性颗粒10c并进行输送。即,如图5和图6所示,吸收性颗粒散布管36配置于较抽吸嘴58靠导管3的上游侧。在输送工序中,将吸收性颗粒10c从较抽吸嘴58靠导管3的上游侧供给至该导管3的流路30内,将经过了抽吸工序的多个片材碎片10bh从较吸收性颗粒散布管36的配置位置靠导管3的下游侧供给至该导管3的流路30内。而且,在输送工序中,通过在导管3的流路30内流动的空气流,将从吸收性颗粒散布管36供给至导管3的流路30内的吸收性颗粒10c从较供给多个片材碎片10bh的位置靠空气流的流动方向的上游侧朝向转筒4的外周面4f输送。
此处,在输送工序中,当片材碎片10bh与作为不同种类材料的吸收性颗粒10c汇合时,片材碎片10bh的输送速度Vb与吸收性颗粒10c的输送速度Vc不同。而且,吸收性颗粒10c的输送速度Vc中的向下游侧的速度分量Vc1大于片材碎片10bh的输送速度Vb中的向下游侧的速度分量Vb1。此外,吸收性颗粒10c的输送速度Vc中的下游侧的速度分量Vc1是指如图9所示从侧面侧观察导管3并投影时,将输送速度Vc分解成水平方向的速度分量Vc1与铅直方向的速度分量Vc2的情况下的水平方向的速度分量。在输送工序中,吸收性颗粒10c从较片材碎片10bh靠上游侧的位置供给,因此,当片材碎片10bh与吸收性颗粒10c汇合时,吸收性颗粒10c的下游侧的速度分量Vc1大于片材碎片10bh的向下游侧的速度分量Vb1。因此,若片材碎片10bh的块10K供给至导管3的流路30内,则片材碎片10bh的块10K会与已经在流动的吸收性颗粒10c碰撞。与吸收性颗粒10c碰撞的片材碎片10bh的块10K如图9所示,通过与吸收性颗粒10c的接触的冲击而将切断时所形成的细毛的缠绕等进一步解开,分离为单片的片材碎片10bh而朝向下游侧以飞散状态输送。在第二实施方式的输送工序中,片材碎片10bh的块10K与亲水性纤维10a在空气流中碰撞,并且也与吸收性颗粒10c碰撞,由此,单片的片材碎片10bh进一步分离,而亲水性纤维10a、片材碎片10bh和吸收性颗粒10c一边以飞散状态混合一边由空气流输送,因此,容易稳定地制造亲水性纤维10a、片材碎片10bh和吸收性颗粒10c均匀地分布的吸收体100的集聚体100a。特别是由于吸收性颗粒10c与片材碎片10bh相比比重较大,故各个片材碎片10bh更容易分离。导管3的流路30内的空气流的速度优选为3m/sec以上且150m/sec以下,更优选为10m/sec以上且100m/sec以下,特别优选为15m/sec以上且50m/sec以下。若为该范围内,则能够更有效地使作为不同种类材料的亲水性纤维10a或吸收性颗粒10c与片材碎片10bh的块10K碰撞,能够进一步分离为单片的片材碎片10bh而将片材碎片10bh以飞散状态输送,容易稳定地制造片材碎片10bh均匀地分布的吸收体100的集聚体100a。
然后,进行集聚工序,该集聚工序不仅将在输送工序中通过空气流以飞散状态输送的片材碎片10bh集聚至配置于转筒4的外周面4f的集聚用凹部41,也将亲水性纤维10a和吸收性颗粒10c集聚至配置于转筒4的外周面4f的集聚用凹部41而获得集聚体100a。在集聚工序中,由于在输送工序中单片的片材碎片10bh分离而以飞散状态输送,所以片材碎片10bh均匀地混合并集聚至俯视时为集聚体100a的大致整个区域。
以如上方式,以片材碎片10bh大致均匀地配置于转筒4的集聚用凹部41的整个区域的方式输送片材碎片10bh,形成亲水性纤维10a、片材碎片10bh和吸收性颗粒10c混合并集聚而成的吸收体的原料的集聚体100a。遍及转筒4的圆周方向2Y的整周连续地制造这样形成于集聚用凹部41内的集聚体100a。这样,在集聚用凹部41内获得亲水性纤维10a、合成纤维10b和吸收性颗粒10c集聚而成的集聚体100a之后,如图5所示,进而使转筒4旋转,一边利用配置于转筒4的位于空间B的外周面4f的按压带7按压集聚用凹部41内的集聚体100a,一边输送至真空输送机8上。
然后,如图5和图6所示,集聚用凹部41内的集聚体100a当到达至转筒4的位于空间C的真空箱84的相对位置时,通过来自真空箱84的抽吸而从集聚用凹部41脱模。然后,将沿着输送方向Y连续地延伸的集聚体100a传送到导入至真空输送机8上的带状的包芯片100b的宽度方向X的中央部分上。
接着,如图5所示,将包芯片100b的沿着输送方向Y的两侧部中的一个侧部通过折叠引导板(未图示)向宽度方向X内侧折回至集聚体100a上。然后,将另一个侧部通过折叠引导板向宽度方向X内侧折回至集聚体100a上,制造将集聚体100a利用包芯片100b包覆而成的带状的吸收体100。
然后,通过切断装置(未图示),将带状的吸收体100在输送方向Y上以特定间隔切断而制造单个的吸收体100。这样制造的吸收体100如图1所示具有亲水性纤维10a、片材碎片10bh和吸收性颗粒10c均匀地混合并集聚于大致整个区域且利用包芯片100b包覆而成的集聚体100a。
如上所述,使用制造装置1的制造方法如图5所示,包括:输送工序,其将多个片材碎片10bh使用作为输送部的导管3输送至作为集聚部的集聚用凹部41;和集聚工序,其将利用输送工序输送来的多个片材碎片10bh集聚至作为集聚部的集聚用凹部41而获得作为吸收体100的构成构件的集聚体100a。而且,通过导管3的内部所产生的空气流将片材碎片10bh以飞散状态输送,因此,能够稳定地制造片材碎片10bh的分布不均得以抑制的吸收体100。特别是在第二实施方式中,即便非有意地供给片材碎片10bh的块10K,由于通过空气流使亲水性纤维10a与片材碎片10bh的块10K碰撞而将该块10K分离为单片的片材碎片10bh而以飞散状态输送,因此,单片的片材碎片10bh也容易分散。进而,由于使吸收性颗粒10c与片材碎片10bh的块10K在空气流中碰撞,所以单片的片材碎片10bh更容易分散。特别是通过将包含合成纤维10b的带状的合成纤维片材在第一方向和第二方向上以规定长度切断的切断工序所形成的片材碎片10bh中,上述效果较大而有用。
如上所述,吸收体100的制造方法使片材碎片10bh容易分布于吸收体100的大致整个区域。这样,只要在吸收体100的集聚体100a中片材碎片10bh的分布不均得以抑制,则在具有吸收体100的吸收性物品的使用中就不易产生异物感,当吸收体100吸收体液时,能够稳定地吸收体液。
本发明并不限制于上述实施方式而可以适当变更。
例如,在第二实施方式的输送工序中,即便非有意地供给片材碎片10bh的块10K,也会使作为不同种类材料的亲水性纤维10a和吸收性颗粒10c与片材碎片10bh的块10K碰撞而分离为片材碎片10bh,但可以使空气流与片材碎片10bh的块10K碰撞,并使亲水性纤维10a和吸收性颗粒10c的任一者与片材碎片10bh的块10K碰撞而分离为片材碎片10bh。
另外,在第二实施方式的输送工序中,在较供给片材碎片10bh的位置靠上游侧供给作为不同种类材料的亲水性纤维10a,但也可以在较供给片材碎片10bh的位置靠下游侧供给亲水性纤维10a。在将供给亲水性纤维10a的位置设为较供给片材碎片10bh的位置靠下游侧的情况下,即便非有意地供给片材碎片10bh的块10K,也如图10所示,当片材碎片10bh与亲水性纤维10a汇合时,从上游侧流动来的片材碎片10bh的块10K与亲水性纤维10a在空气流中碰撞,由此,该块10K分离为单片的片材碎片10bh而以飞散状态由空气流输送。因此,容易稳定地制造片材碎片10bh分布不均得以抑制的吸收体100的集聚体100a。
另外,在第二实施方式的输送工序中,在较供给片材碎片10bh的位置靠上游侧供给作为不同种类材料的吸收性颗粒10c,但也可以在较供给片材碎片10bh的位置靠下游侧供给吸收性颗粒10c。在将供给吸收性颗粒10c的位置设为较供给片材碎片10bh的位置靠下游侧的情况下,即便非有意地供给片材碎片10bh的块10K,也如图11所示,当片材碎片10bh与吸收性颗粒10c汇合时,从上游侧流动来的片材碎片10bh的块10K与吸收性颗粒10c在空气流中碰撞,由此,该块10K分离为单片的片材碎片10bh而以飞散状态由空气流输送。因此,容易稳定地制造片材碎片10bh分布不均得以抑制的吸收体100的集聚体100a。
另外,在吸收体100的制造方法中,利用切断工序形成片材碎片10bh,但也可以在生产线上不包括切断工序,可以使用预先以规定长度切断了的片材碎片10bh。另外,在第一实施方式和第二实施方式的切断工序中,使用第一切割辊53和第二切割辊54将合成纤维片材10bs切断,但也可以代替2个切割辊而使用在同一周面上具有在第一方向上进行切断的切割刀51和在第二方向上进行切断的切割刀52的1个切割辊,将合成纤维片材10bs切断。在使用上述1个切割辊的情况下,优选使用与该1个切割辊相对地配置的1个支承辊。在具有上述1个切割辊和上述1个支承辊的制造装置中,优选抽吸嘴58的抽吸口配置于该1个切割辊的下方。
另外,在第一实施方式和第二实施方式的切断工序中,使用具有在第一方向上进行切断的切割刀51的第一切割辊53、具有在第二方向上进行切断的切割刀52的第二切割辊54和与第一切割辊53及第二切割辊54相对地配置的1个支承辊55,将带状的合成纤维片材10bs在第一方向和第二方向上以规定长度切断而制造片材碎片10bh。相对于此,也可以使用与第一切割辊53和第二切割辊54相对地配置的不同的支承辊将合成纤维片材10bs切断而制造片材碎片10bh。
另外,在第一实施方式和第二实施方式的切断工序中,如图2所示,使用具有分别等间隔地配置的多个切割刀51的第一切割辊53和具有分别等间隔地配置的多个切割刀52的第二切割辊54,将合成纤维片材10bs切断而制造大小相同的片材碎片10bh,但也可以使用以具有2种以上的间隔的方式具有多个切割刀51的第一切割辊53或以具有2种以上的间隔的方式具有多个切割刀52的第二切割辊54,将合成纤维片材10bs切断而制造片材碎片10bh。这样制造的情况下,能够形成2种以上的大小的片材碎片10bh,但不同于使用粉碎机方式的制造,能够精度良好地形成想要的大小的片材碎片,能够有效率地连续地制造包括目标的吸收性能的吸收体。
另外,在第一实施方式和第二实施方式的切断工序中,如图2所示,使用第一切割辊53和第二切割辊54将合成纤维片材10bs切断而制造片材碎片10bh,但也可以不使用切割辊,而使用具有在第一方向上进行切断的切割刀51的压制机、和具有在第二方向上进行切断的切割刀52的压制机,将合成纤维片材10bs切断而制造片材碎片10bh。
另外,所制造的集聚体100a的形状也可通过变更集聚用凹部41的形状而灵活地变更。另外,也可以对用作合成纤维10b的纤维进行亲水化处理。
关于上述实施方式,进而公开以下的吸收体的制造方法。
<1>
一种吸收体的制造方法,其为包含合成纤维的吸收性物品用的吸收体的制造方法,包括:输送工序,其将包含上述合成纤维的多个片材碎片使用输送部输送至集聚部;和集聚工序,其将利用上述输送工序输送来的多个上述片材碎片集聚至上述集聚部而获得吸收体的构成构件即集聚体,在上述输送工序中,通过上述输送部内所产生的空气流将上述片材碎片以飞散状态输送。
<2>
如上述<1>所述的吸收体的制造方法,其中,在上述输送工序中,使上述片材碎片与和该片材碎片不同的至少1种不同种类材料在空气流中碰撞,将该片材碎片与该不同种类材料以两者混合的飞散状态通过空气流输送。
<3>
如上述<2>所述的吸收体的制造方法,其中,上述不同种类材料包含吸收性颗粒。
<4>
如上述<2>或<3>所述的吸收体的制造方法,其中,上述不同种类材料包含亲水性纤维。
<5>
如上述<2>至<4>中任一项所述的吸收体的制造方法,其中,在上述输送工序中,在上述输送部中的沿着空气流的流动方向的不同位置,分别供给上述片材碎片和上述不同种类材料并进行输送。
<6>
如上述<5>所述的吸收体的制造方法,其中,在上述输送工序中,在较供给上述片材碎片的位置靠上述流动方向的上游侧供给上述不同种类材料并进行输送。
<7>
如上述<2>至<6>中任一项所述的吸收体的制造方法,其中,在上述输送工序中,当上述片材碎片与上述不同种类材料在上述输送部内汇合时,该片材碎片的输送速度与该不同种类材料的输送速度不同。
<8>
如上述<2>至<7>中任一项所述的吸收体的制造方法,其中,在上述输送工序中,上述不同种类材料的输送速度中的向下游侧的速度分量大于上述片材碎片的输送速度中的向下游侧的速度分量。
<9>
如上述<1>至<8>中任一项的吸收体的制造方法,其包括切断工序,该切断工序将包含上述合成纤维的带状的合成纤维片材在第一方向和与该第一方向交叉的第二方向上以规定长度切断而形成多个上述片材碎片,在上述集聚工序中,将利用该切断工序所形成的多个上述片材碎片集聚而获得上述集聚体。
<10>
如上述<9>所述的吸收体的制造方法,其中,在上述切断工序中,使用具有在上述第一方向上进行切断的切割刀的第一切割辊,将上述带状的合成纤维片材切断而形成带状的片材碎片连续体,使用具有在上述第二方向上进行切断的切割刀的第二切割辊,将该带状的片材碎片连续体切断而形成多个上述片材碎片。
<11>
如上述<1>至<10>中任一项所述的吸收体的制造方法,其中,在上述输送工序中,在上述输送部的流路内流动的空气流的速度优选为3m/sec以上且150m/sec以下,更优选为10m/sec以上且100m/sec以下,特别优选为15m/sec以上且50m/sec以下。
<12>
如上述<1>至<11>中任一项的吸收体的制造方法,其包括抽吸工序,该抽吸工序抽吸利用上述切断工序所形成的片材碎片并供给至上述输送部的内部,在该输送工序中,将利用该抽吸工序供给至该输送部的内部的该片材碎片随着空气流输送至上述集聚部。
<13>
如上述<12>所述的吸收体的制造方法,其中,在上述抽吸工序中,将利用上述切断工序所形成的片材碎片经由供给管供给至上述输送部的内部。
<14>
如上述<13>所述的吸收体的制造方法,其中,上述供给管在与上述输送部的空气流的流动方向交叉的方向上延伸。
<15>
如上述<3>至<14>中任一项所述的吸收体的制造方法,其中,在输送工序中,将吸收性颗粒供给至上述输送部的内部。
<16>
如上述<9>至<15>中任一项所述的吸收体的制造方法,其中,在上述切断工序中,上述第一方向是输送上述带状的合成纤维片材的方向,上述第二方向是与上述第一方向正交的方向。
<17>
如上述<9>至<16>中任一项所述的吸收体的制造方法,其中,利用上述切断工序所形成的各上述片材碎片的平均长度优选为0.3mm以上且30mm以下,更优选为1mm以上且15mm以下,特别优选为2mm以上且10mm以下。
<18>
如<9>至<17>中任一项所述的吸收体的制造方法,其中,利用上述切断工序所形成的各上述片材碎片的平均宽度优选为0.1mm以上且10mm以下,更优选为0.3mm以上且6mm以下,特别优选为0.5mm以上且5mm以下。
<19>
如上述<1>至<18>中任一项所述的吸收体的制造方法,其中,在集聚工序中,上述集聚部是配置于转筒的外周面的集聚用凹部。
<20>
如上述<1>至<19>中任一项所述的吸收体的制造方法,其包括将带状的亲水性片材解纤而获得亲水性纤维的解纤工序。
<21>
一种吸收体的制造装置,其为包含合成纤维的吸收性物品用的吸收体的制造装置,包括:输送部,其输送包含上述合成纤维的多个片材碎片;和集聚部,其将输送来的多个上述片材碎片集聚而获得吸收体的构成构件即集聚体,上述输送部是以通过该输送部内所产生的空气流将上述片材碎片以飞散状态输送的方式形成的。
<22>
如上述<21>所述的吸收体的制造装置,其中,上述输送部以如下方式形成:使上述片材碎片与和该片材碎片不同的至少1种不同种类材料在空气流中碰撞,将该片材碎片与该不同种类材料以两者混合的飞散状态通过空气流输送。
<23>
如上述<22>所述的吸收体的制造装置,其中,上述不同种类材料包含吸收性颗粒。
<24>
如上述<22>或<23>所述的吸收体的制造装置,其中,上述不同种类材料包含亲水性纤维。
<25>
如上述<22>至<24>中任一项所述的吸收体的制造装置,其中,上述输送部以如下方式形成:在该输送部中的沿着空气流的流动方向的不同位置,分别供给上述片材碎片和上述不同种类材料并进行输送。
<26>
如上述<25>所述的吸收体的制造装置,其中,上述输送部以如下方式形成:在较供给上述片材碎片的位置靠上述流动方向的上游侧供给上述不同种类材料并进行输送。
<27>
如上述<22>至<26>中任一项所述的吸收体的制造装置,其中,上述输送部以如下方式形成:当上述片材碎片与上述不同种类材料在该输送部内汇合时,该片材碎片的输送速度与该不同种类材料的输送速度不同。
<28>
如上述<22>至<27>中任一项所述的吸收体的制造装置,其中,上述输送部以如下方式形成:上述不同种类材料的输送速度中的向下游侧的速度分量大于上述片材碎片的输送速度中的向下游侧的速度分量。
<29>
如上述<21>至<28>中任一项的吸收体的制造装置,其包括供给部,该供给部将包含上述合成纤维的带状的合成纤维片材在第一方向和与该第一方向交叉的第二方向上以规定长度切断而形成多个上述片材碎片,上述集聚部是以将利用该供给部所形成的多个上述片材碎片集聚而获得上述集聚体的方式形成的。
<30>
如上述<29>所述的吸收体的制造装置,其中,上述供给部包括:第一切割辊,其具有在上述第一方向上进行切断的切割刀,将上述带状的合成纤维片材切断而形成带状的片材碎片连续体;和第二切割辊,其具有在上述第二方向上进行切断的切割刀,将该带状的片材碎片连续体切断而形成多个上述片材碎片。
<31>
如上述<21>至<30>中任一项所述的吸收体的制造装置,其中,上述输送部以如下方式形成:在流路内流动的空气流的速度优选为3m/sec以上且150m/sec以下,更优选为10m/sec以上且100m/sec以下,特别优选为15m/sec以上且50m/sec以下。
<32>
如上述<21>至<31>中任一项所述的吸收体的制造装置,其中,上述供给部是以抽吸经切断而形成的片材碎片并供给至上述输送部的内部的方式形成的,上述输送部是以将供给至该输送部的内部的上述片材碎片随着空气流输送至上述集聚部的方式形成的。
<33>
如上述<32>所述的吸收体的制造装置,其中,上述供给部是以将经切断而形成的片材碎片经由供给管供给至上述输送部的内部的方式形成的。
<34>
如上述<33>所述的吸收体的制造装置,其中,上述供给管在与上述输送部的空气流的流动方向交叉的方向上延伸。
<35>
如上述<29>至<34>中任一项所述的吸收体的制造装置,其中,供给部将吸收性颗粒供给至上述输送部的内部。
<36>
如上述<29>至<35>中任一项所述的吸收体的制造装置,其中,在上述供给部,上述第一方向是输送上述带状的合成纤维片材的方向,上述第二方向是与上述第一方向正交的方向。
<37>
如上述<29>至<36>中任一项所述的吸收体的制造装置,其中,利用上述供给部所形成的各上述片材碎片的平均长度优选为0.3mm以上且30mm以下,更优选为1mm以上且15mm以下,特别优选为2mm以上且10mm以下。
<38>
如<29>至<37>中任一项所述的吸收体的制造装置,其中,利用上述供给部所形成的各上述片材碎片的平均宽度优选为0.1mm以上且10mm以下,更优选为0.3mm以上且6mm以下,特别优选为0.5mm以上且5mm以下。
<39>
如上述<21>至<38>中任一项所述的吸收体的制造装置,其中,上述集聚部是配置于转筒的外周面的集聚用凹部。
<40>
如上述<21>至<39>中任一项的吸收体的制造装置,其具有将带状的亲水性片材解纤而获得亲水性纤维的解纤部。
产业上的可利用性
根据本发明,在制造含有包含合成纤维的片材碎片的吸收体时,能够稳定地制造该片材碎片的分布不均得以抑制的吸收体。
Claims (26)
1.一种吸收体的制造方法,其为包含合成纤维的吸收性物品用的吸收体的制造方法,其特征在于,包括:
切断工序,该切断工序将包含所述合成纤维的带状的合成纤维片材在第一方向和与该第一方向交叉的第二方向上以规定长度切断而形成多个片材碎片;
输送工序,其将多个所述片材碎片使用输送部输送至集聚部;和
集聚工序,其将利用所述输送工序输送来的多个所述片材碎片集聚至所述集聚部而获得作为吸收体的构成构件的集聚体,
在所述输送工序中,通过所述输送部内所产生的空气流将所述片材碎片以飞散状态输送。
2.如权利要求1所述的吸收体的制造方法,其特征在于:
在所述输送工序中,使所述片材碎片和与该片材碎片不同的至少1种不同种类材料在空气流中碰撞,将该片材碎片和该不同种类材料以两者混合的飞散状态通过空气流输送。
3.如权利要求2所述的吸收体的制造方法,其特征在于:
所述不同种类材料包含吸收性颗粒。
4.如权利要求2或3所述的吸收体的制造方法,其特征在于:
所述不同种类材料包含亲水性纤维。
5.如权利要求2或3所述的吸收体的制造方法,其特征在于:
在所述输送工序中,在所述输送部中的沿着空气流的流动方向的不同位置,分别供给所述片材碎片和所述不同种类材料并进行输送。
6.如权利要求5所述的吸收体的制造方法,其特征在于:
在所述输送工序中,在较供给所述片材碎片的位置靠所述流动方向的上游侧供给所述不同种类材料并进行输送。
7.如权利要求2或3所述的吸收体的制造方法,其特征在于:
在所述输送工序中,当所述片材碎片与所述不同种类材料在所述输送部内汇合时,该片材碎片的输送速度与该不同种类材料的输送速度不同。
8.如权利要求2或3所述的吸收体的制造方法,其特征在于:
在所述输送工序中,所述不同种类材料的输送速度中的向下游侧的速度分量大于所述片材碎片的输送速度中的向下游侧的速度分量。
9.如权利要求1或2所述的吸收体的制造方法,其特征在于,包括:
抽吸工序,该抽吸工序抽吸利用所述切断工序所形成的片材碎片并供给至所述输送部的内部,
在所述输送工序中,将利用所述抽吸工序供给至所述输送部的内部的所述片材碎片随着空气流输送至所述集聚部。
10.如权利要求9所述的吸收体的制造方法,其特征在于:
在所述抽吸工序中,将利用所述切断工序所形成的片材碎片经由供给管供给至所述输送部的内部。
11.如权利要求10所述的吸收体的制造方法,其特征在于:
所述供给管在与所述输送部的空气流的流动方向交叉的方向上延伸。
12.如权利要求1或2所述的吸收体的制造方法,其特征在于:
在所述输送工序中,在所述输送部的流路内流动的空气流的速度为3m/sec以上且150m/sec以下。
13.如权利要求1或2所述的吸收体的制造方法,其特征在于:
在集聚工序中,所述集聚部为配置于转筒的外周面的集聚用凹部。
14.一种吸收体的制造装置,其为包含合成纤维的吸收性物品用的吸收体的制造装置,其特征在于,包括:
供给部,该供给部将包含所述合成纤维的带状的合成纤维片材在第一方向和与该第一方向交叉的第二方向上以规定长度切断而形成多个片材碎片;
输送部,其输送多个所述片材碎片;和
集聚部,其将输送来的多个所述片材碎片集聚而获得作为吸收体的构成构件的集聚体,
所述输送部以通过该输送部内所产生的空气流将所述片材碎片以飞散状态输送的方式形成。
15.如权利要求14所述的吸收体的制造装置,其特征在于:
所述输送部以如下方式形成:使所述片材碎片和与该片材碎片不同的至少1种不同种类材料在空气流中碰撞,将该片材碎片和该不同种类材料以两者混合的飞散状态通过空气流输送。
16.如权利要求15所述的吸收体的制造装置,其特征在于:
所述不同种类材料包含吸收性颗粒。
17.如权利要求15或16所述的吸收体的制造装置,其特征在于:
所述不同种类材料包含亲水性纤维。
18.如权利要求15或16所述的吸收体的制造装置,其特征在于:
所述输送部以如下方式形成:在该输送部中的沿着空气流的流动方向的不同位置,分别供给所述片材碎片和所述不同种类材料并进行输送。
19.如权利要求18所述的吸收体的制造装置,其特征在于:
所述输送部以如下方式形成:在较供给所述片材碎片的位置靠所述流动方向的上游侧供给所述不同种类材料并进行输送。
20.如权利要求15或16所述的吸收体的制造装置,其特征在于:
所述输送部以如下方式形成:当所述片材碎片与所述不同种类材料在该输送部内汇合时,该片材碎片的输送速度与该不同种类材料的输送速度不同。
21.如权利要求15或16所述的吸收体的制造装置,其特征在于:
所述输送部以如下方式形成:所述不同种类材料的输送速度中的向下游侧的速度分量大于所述片材碎片的输送速度中的向下游侧的速度分量。
22.如权利要求14~16中任一项所述的吸收体的制造装置,其特征在于:
所述供给部以抽吸经切断而形成的片材碎片并供给至所述输送部的内部的方式形成,
所述输送部以将供给至该输送部的内部的所述片材碎片随着空气流输送至所述集聚部的方式形成。
23.如权利要求22所述的吸收体的制造装置,其特征在于:
所述供给部以将经切断而形成的片材碎片经由供给管供给至所述输送部的内部的方式形成。
24.如权利要求23所述的吸收体的制造装置,其特征在于:
所述供给管在与所述输送部的空气流的流动方向交叉的方向上延伸。
25.如权利要求14~16中任一项所述的吸收体的制造装置,其特征在于:
所述输送部以在流路内流动的空气流的速度成为3m/sec以上且150m/sec以下的方式形成。
26.如权利要求14~16中任一项所述的吸收体的制造装置,其特征在于:
所述集聚部为配置于转筒的外周面的集聚用凹部。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017193871A JP6663893B2 (ja) | 2017-10-03 | 2017-10-03 | 吸収体の製造方法 |
| JP2017-193871 | 2017-10-03 | ||
| PCT/JP2018/036766 WO2019069879A1 (ja) | 2017-10-03 | 2018-10-02 | 吸収体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111050715A CN111050715A (zh) | 2020-04-21 |
| CN111050715B true CN111050715B (zh) | 2021-11-02 |
Family
ID=65994292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880057083.4A Active CN111050715B (zh) | 2017-10-03 | 2018-10-02 | 吸收体的制造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6663893B2 (zh) |
| CN (1) | CN111050715B (zh) |
| TW (1) | TW201922609A (zh) |
| WO (1) | WO2019069879A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2579945B (en) | 2017-10-03 | 2022-06-22 | Kao Corp | Method for manufacturing absorbent body and device for manufacturing absorbent body |
| CN110621273B (zh) | 2017-10-03 | 2022-02-22 | 花王株式会社 | 吸收体的制造方法 |
| RU2750537C1 (ru) | 2017-11-28 | 2021-06-29 | Као Корпорейшн | Способ изготовления впитывающего компонента и способ изготовления впитывающего изделия |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08337954A (ja) * | 1995-06-07 | 1996-12-24 | Kao Corp | 吸収体の製造方法及び製造装置 |
| JP2001277390A (ja) * | 2000-03-31 | 2001-10-09 | Hiramatsu Sangyo Kk | 水解性を備えた吸水積層体及びこれを備えたおむつ |
| CN105662732A (zh) * | 2016-03-17 | 2016-06-15 | 泉州市汉威机械制造有限公司 | 一种吸收芯体 |
| JP2017047212A (ja) * | 2015-09-02 | 2017-03-09 | 花王株式会社 | 吸収体の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3462232B2 (ja) * | 1993-03-25 | 2003-11-05 | 花王株式会社 | 吸収体の製造方法及び製造装置 |
| JP3916205B2 (ja) * | 2001-04-06 | 2007-05-16 | ユニ・チャーム株式会社 | 吸収性物品、吸収性物品用吸収体及びその製造方法 |
| JP6546043B2 (ja) * | 2015-09-02 | 2019-07-17 | 花王株式会社 | 吸収体の製造方法 |
-
2017
- 2017-10-03 JP JP2017193871A patent/JP6663893B2/ja active Active
-
2018
- 2018-10-02 CN CN201880057083.4A patent/CN111050715B/zh active Active
- 2018-10-02 WO PCT/JP2018/036766 patent/WO2019069879A1/ja active Application Filing
- 2018-10-02 TW TW107134783A patent/TW201922609A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08337954A (ja) * | 1995-06-07 | 1996-12-24 | Kao Corp | 吸収体の製造方法及び製造装置 |
| JP2001277390A (ja) * | 2000-03-31 | 2001-10-09 | Hiramatsu Sangyo Kk | 水解性を備えた吸水積層体及びこれを備えたおむつ |
| JP2017047212A (ja) * | 2015-09-02 | 2017-03-09 | 花王株式会社 | 吸収体の製造方法 |
| CN105662732A (zh) * | 2016-03-17 | 2016-06-15 | 泉州市汉威机械制造有限公司 | 一种吸收芯体 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2020114512A3 (zh) | 2021-12-27 |
| JP6663893B2 (ja) | 2020-03-13 |
| WO2019069879A1 (ja) | 2019-04-11 |
| TW201922609A (zh) | 2019-06-16 |
| JP2019063367A (ja) | 2019-04-25 |
| CN111050715A (zh) | 2020-04-21 |
| RU2020114512A (ru) | 2021-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111093576B (zh) | 吸收体的制造方法和吸收体的制造装置 | |
| CN111050715B (zh) | 吸收体的制造方法 | |
| JP6951181B2 (ja) | 吸収体の製造方法及び吸収体の製造装置 | |
| JP7027102B2 (ja) | 吸収体の製造方法及び吸収体の製造装置 | |
| JP6952560B2 (ja) | 吸収体の製造方法 | |
| JP6965082B2 (ja) | 吸収体の製造方法 | |
| JP6982453B2 (ja) | 吸収体の製造方法及び吸収体の製造装置 | |
| CN111201000B (zh) | 吸收体的制造方法和吸收体的制造装置 | |
| CN110621273B (zh) | 吸收体的制造方法 | |
| CN110603015B (zh) | 吸收体的制造方法和吸收性物品的制造方法 | |
| JP2019063375A (ja) | 吸収性物品の製造方法及び吸収性物品の製造装置 | |
| CN110636821B (zh) | 吸收体和吸收性物品的制造方法、以及吸收体和吸收性物品的制造装置 | |
| RU2774349C2 (ru) | Способ изготовления впитывающего элемента |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |