CN111014798A - 基于机器视觉的剪板机自动上料分拣码垛生产线及方法 - Google Patents
基于机器视觉的剪板机自动上料分拣码垛生产线及方法 Download PDFInfo
- Publication number
- CN111014798A CN111014798A CN201911293714.5A CN201911293714A CN111014798A CN 111014798 A CN111014798 A CN 111014798A CN 201911293714 A CN201911293714 A CN 201911293714A CN 111014798 A CN111014798 A CN 111014798A
- Authority
- CN
- China
- Prior art keywords
- feeding
- stacking
- automatic
- sorting
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D15/00—Shearing machines or shearing devices cutting by blades which move parallel to themselves
- B23D15/06—Sheet shears
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/10—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers
- B21D43/11—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers for feeding sheet or strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/14—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by turning devices, e.g. turn-tables
- B21D43/145—Turnover devices, i.e. by turning about a substantially horizontal axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/18—Advancing work in relation to the stroke of the die or tool by means in pneumatic or magnetic engagement with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/20—Storage arrangements; Piling or unpiling
- B21D43/22—Devices for piling sheets
Abstract
本发明公开了一种基于机器视觉的剪板机自动上料分拣码垛生产线及方法,属于剪板机技术领域,包括上料翻转机构、从上料翻转机构上吸取单张板料的上料机械手转运机构、接收上料机械手转运机构送达的单张板料,并进行对中、定位、夹紧后进行自动上料及余料推进的自动上料机、接收自动上料机送达的单张板料,并将单张板料剪切为条状板料的剪板机、位于剪板机出料口下方,用于接取条状板料的下料输送机构、从下料输送机构上抓取条状板料并送达至码垛机构的下料机械手转运分拣机构、用于接收下料机械手转运分拣机构的条状板料并进行码垛的码垛机构、用于对下料输送机构上条状板料进行检测的视觉识别机构和自动剪切及分拣码垛排版系统。
Description
技术领域
本发明属于剪板机技术领域,尤其涉及一种基于机器视觉的剪板机自动上料分拣码垛生产线及方法。
背景技术
众所周知,剪板机(英文名称:plate shears;guillotine shear)是用一个刀片相对另一刀片作往复直线运动剪切板材的机器。是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪板机属于锻压机械中的一种,主要作用就是金属加工行业。产品广泛适用于航空、轻工、冶金、化工、建筑、船舶、汽车、电力、电器、装潢等行业提供所需的专用机械和成套设备。
目前大多数剪板机的上料剪切及分拣码垛,过程分节,不能实现连线自动化,即使有自动化应用也限于期间的某单个环节,不能单次实现不同规格板料进行剪切及码垛全过程自动化,因此导致目前人工的劳动强度大、特别是在码垛环节工作效率低。
发明内容
针对现有技术的缺陷,本发明提供一种基于机器视觉的剪板机自动上料分拣码垛生产线及方法,该基于机器视觉的剪板机自动上料分拣码垛生产线及方法用于减轻工人强度,提高生产效率,改善作业环境,实现功能自动化。
本发明所采用的具体技术方案为:
本专利的第一发明目的是提供一种基于机器视觉的剪板机自动上料分拣码垛生产线,顺着加工过程依次包括:
将金字塔式来料进行翻转的上料翻转机构(1);
从上料翻转机构上吸取单张板料的上料机械手转运机构(2);
接收上料机械手转运机构送达的单张板料,并进行对中、定位、夹紧后进行自动上料及余料推进的自动上料机(3);
接收自动上料机送达的单张板料,并将单张板料剪切为条状板料的剪板机(4);
位于剪板机出料口下方,用于接取上述条状板料的下料输送机构(6);
从下料输送机构上抓取条状板料并送达至码垛机构的下料机械手转运分拣机构(7);
用于接收下料机械手转运分拣机构(7)的条状板料并进行码垛的码垛机构(8);
还包括:
用于对下料输送机构上条状板料进行检测的视觉识别机构(5);
用于接收视觉识别机构(5)的反馈信息,进而通过自动控制机构(10)对上料翻转机构(1)、上料机械手转运机构(2)、自动上料机(3)、剪板机(4)、下料输送机构(6)、下料机械手转运分拣机构进行控制的自动剪切及分拣码垛排版系统(11)。
进一步:所述上料翻转机构(1)包括液压控制系统(1-1)、液压缸(1-2)、翻转架(1-3)和翻转底座(1-4);所述翻转架(1-3)包括相互垂直的力臂A和力臂B,所述力臂A和力臂B固定连接成L形;所述力臂A和力臂B的固定位置通过转轴与翻转底座(1-4)铰接;所述液压缸(1-2)的外壳与翻转底座(1-4)固定连接,所述液压缸(1-2)的伸缩杆端部通过力臂C与转轴固定连接。
进一步:所述上料机械手转运机构(2)包括安装在上料机械手底座(2-2)上的上料机械手(2-1),所述上料机械手(2-1)的手臂上安装有上料夹具(2-3),上料夹具(2-3)连接有上料电磁铁(2-4),上料夹具(2-3)上安装有限位传感器(2-5)和传感器感应机构(2-6)。
进一步:所述自动上料机(3)包括:
用于承载来料的上料机底座(3-8);
用于对来料位置进行调整的伺服对中机构(3-2)和气缸夹紧装置(3-3);
用于检测来料厚度的自动测量厚度装置(3-1);
用于夹持来料的自动夹紧装置(3-5);
用于将来料推送至剪板机(4)的进给驱动机构(3-7)和气动推料装置(3-6);其中:
所述进给驱动机构(3-7)包括滑台、带动所述滑台动作的直线模组,所述滑台通过安装竖板分别与自动夹紧装置(3-5)的底座、气动推料装置(3-6)的底座固定连接。
进一步:所述视觉识别机构(5)包括工业视觉相机(5-2)、视觉触发传感器(5-6)和光源(5-5),所述工业视觉相机(5-2)安装于L形的安装架(5-3)上,所述光源(5-5)安装于光源支架(5-5)上;所述视觉触发传感器(5-6)安装在触发支架(5-7)上。
进一步:所述下料输送机构(6)包括输送机底座(6-2)和电机减速机(6-1),在输送机底座(6-2)上表面安装有上部连接件(6-7),在上部连接件(6-7)上安装有驱动滚轴(6-4)与从动滚轴(6-5),所述驱动滚轴与从动滚轴之间连接有传动皮带(6-6);在驱动滚轴(6-4)上安装有链轮(6-3);所述电机减速机(6-1)通过传动链条与链轮(6-3)连接。
进一步:所述下料机械手转运分拣机构(7)包括下料机械手(7-1)、下料机械手底座(7-2)、下料夹具(7-3)和下料电磁铁(7-4)。
进一步:所述码垛机构(8)的进出送料小车安装在地面固定导轨(8-1)上,送料小车主体(8-2)上安装有驱动装置(8-3),驱动装置通过链条(8-4)带动从动端装置(8-5)动作,从动端装置安装在轴承固定座(8-6)上,轴承固定座与送料小车主体连接,小车主体上通过挡板固定码垛托盘(8-7),送料小车尾部安装有感应小车位置的传感器感应机构(8-8)。
本专利的第二发明目的是提供一种基于机器视觉的剪板机自动上料分拣码垛生产线的方法,至少包括如下步骤:
S1、上料翻转机构将金字塔式来料进行翻转;
S2、自动剪切及分拣码垛排版系统对来料和出料信息进行优化计算后对剪切及码垛排版导出;
S3、上料机械手转运机构吸取单张板料并转运至自动上料机处,进行厚度测量及比对后,放置于上料机放料处;
S4、自动上料机对板料进行对中、定位、夹紧,按自动剪切及分拣码垛排版系统输出的剪切排版数值进行多次自动上料及余料推进;
S5、剪板机按控制动作指令进行剪切动作;
S6、剪板机每次剪切后的条状板料落入下料输送机构,下料输送机构输送过程中由视觉识别机构对条状板料进行视觉比对并给予控制系统条状板料的实时位置,下料机械手转运分拣机构获得实时位置后按优化路线行走并实时跟随条状板料,完成一次吸取多个输送机构上经视觉识别后的条状板料,并按自动剪切及分拣码垛排版系统给出的码垛排版预定位置在码垛机构上进行码垛,每块板料经剪扳机最后剪切后不满足尺寸的尾料经输送机构运送至废料箱,码垛机构将码放好的条状板料进行输出。
本发明的优点及积极效果为:
通过采用上述技术方案,本发明具有如下的技术效果:
通过采用上述技术方案,本发明将剪板机的上料、剪切、下料、码垛实现自动化过程,不同规格板材混料进行剪切及码垛,整个环节均由一名工人控制完成,降低了用工数量,节约人员成本,劳动强度降低,操作安全简单容易,提高整体生产效率。
附图说明
图1为本发明优选实施例的结构示意图;
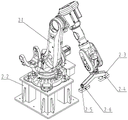
图2为本发明优选实施例中上料翻转机示意图;
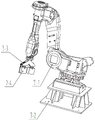
图3为本发明优选实施例中上料机械手转运机构示意图;
图4为本发明优选实施例中自动上料机机构示意图;
图5为本发明优选实施例中视觉识别机构示意图;
图6为本发明优选实施例中下料输送机构示意图;
图7为本发明优选实施例中下料机械手转运分拣机构示意图;
图8为本发明优选实施例中码垛机构示意图;
图9为本发明优选实施例中码垛机构主视图。
具体实施方式
为能进一步了解本发明的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下。
下面结合附图对本发明的结构作详细的描述。
请参阅图1至图9,一种基于机器视觉的剪板机自动上料分拣码垛生产线,包括:
上料翻转机构1、上料机械手转运机构2、自动上料机3、剪板机4、视觉识别机构5、下料输送机构6、下料机械手转运分拣机构7、码垛机构8、安全围栏机构9、自动控制机构10、自动剪切及分拣码垛排版系统11。
请参阅图2,所述上料翻转机构1包括液压控制系统1-1、液压缸1-2、翻转架1-3和翻转底座1-4;所述翻转架1-3包括相互垂直的力臂A和力臂B,所述力臂A和力臂B固定连接成L形;所述力臂A和力臂B的固定位置通过转轴与翻转底座1-4铰接;所述液压缸1-2的外壳与翻转底座1-4固定连接,所述液压缸1-2的伸缩杆端部通过力臂C与转轴固定连接。上料翻转机构1由液压控制系统1-1驱动液压缸1-2往复动作,带动载有工件的翻转架1-3以转轴为旋转中心轴在翻转底座1-4上往复翻转运动;转动的角度范围是30度至85度之间。
请参阅图3,所述上料机械手转运机构2包括安装在上料机械手底座2-2上的上料机械手2-1,所述上料机械手2-1的手臂上安装有上料夹具2-3,上料夹具2-3连接有上料电磁铁2-4,上料夹具2-3上安装有限位传感器2-5和传感器感应机构2-6。通过传感器感应机构2-6能够实现对来料的智能化感知,当有来料时,则传感器感应机构2-6向自动控制机构10发送检测信号,自动控制机构10进而向机械手下发夹持指令和动作指令。
请参阅图4,所述自动上料机3包括:
用于承载来料的上料机底座3-8;
用于对来料位置进行调整的伺服对中机构3-2和气缸夹紧装置3-3;
用于检测来料厚度的自动测量厚度装置3-1;
用于夹持来料的自动夹紧装置3-5;
用于将来料推送至剪板机4的进给驱动机构3-7和气动推料装置3-6;其中:
所述进给驱动机构3-7包括滑台、带动所述滑台动作的直线模组,所述滑台通过安装竖板分别与自动夹紧装置3-5的底座、气动推料装置3-6的底座固定连接。
自动上料机3中部安装有自动测量厚度装置3-1,自动测量厚度装置由传感器3-1-1和安装支架3-1-2。伺服对中机构3-2安装自动上料机左侧,气动夹紧装置3-3安装自动上料机右侧。自动上料机上部平台3-4开有多个十字滑槽,自动夹紧装置3-5在横向滑槽中滑动,自动夹紧装置由夹紧气缸3-5-1和夹爪3-5-2组成。气动推料装置3-6安装在自动夹紧装置侧面,由气缸3-6-1和推板3-6-2组成。自动上料机的进给驱动机构3-7由伺服电机3-7-1连接联轴器,再连接传动装置3-7-2及导向装置3-7-3构成。导向装置与上部平台连接。上部平台下方连接上料机底座3-8。
请参阅图5,所述视觉识别机构5包括工业视觉相机5-2、视觉触发传感器5-6和光源5-5,所述工业视觉相机5-2安装于L形的安装架5-3上,所述光源5-5安装于光源支架5-5上;所述视觉触发传感器5-6安装在触发支架5-7上。视觉识别机构5的中镜头5-1安装在工业视觉相机5-2上,工业视觉相机依靠安装架5-3固定。光源5-4安装在光源支架5-5上。视觉触发传感器5-6分布于触发支架5-7。
请参阅图6,所述下料输送机构6包括输送机底座6-2和电机减速机6-1,在输送机底座6-2上表面安装有上部连接件6-7,在上部连接件6-7上安装有驱动滚轴6-4与从动滚轴6-5,所述驱动滚轴与从动滚轴之间连接有传动皮带6-6;在驱动滚轴6-4上安装有链轮6-3;所述电机减速机6-1通过传动链条与链轮6-3连接。下料输送机构6中的电机减速机6-1安装在输送机底座6-2上,减速机与链轮6-3之间连接有传动链条。链轮安装在驱动滚轴6-4上,驱动滚轴与从动滚轴6-5间连接有传动皮带6-6,驱动滚轴与从动滚轴安装在上部连接件6-7。上部连接件与输送机底座连接。
请参阅图7,所述下料机械手转运分拣机构7包括下料机械手7-1、下料机械手底座7-2、下料夹具7-3和下料电磁铁7-4。下料机械手转运分拣机构7由下料机械手7-1、下料机械手底座7-2、下料夹具7-3、下料电磁铁7-4。
请参阅图8和图9,所述码垛机构8的进出送料小车安装在地面固定导轨8-1上,送料小车主体8-2上安装有驱动装置8-3,驱动装置通过链条8-4带动从动端装置8-5动作,从动端装置安装在轴承固定座8-6上,轴承固定座与送料小车主体连接,小车主体上通过挡板固定码垛托盘8-7,送料小车尾部安装有感应小车位置的传感器感应机构8-8。
上述优选实施例的工作原理为:
上料翻转机构将金字塔式来料进行翻转,自动剪切及分拣码垛排版系统对来料和出料信息进行优化计算后对剪切及码垛排版导出,上料机械手转运机构吸取单张板料并转运至自动上料机处,进行厚度测量及比对后,放置于上料机放料处。自动上料机对板料进行对中、定位、夹紧后按控制系统输出的剪切排版数值进行多次自动上料及余料推进。剪板机按控制系统动作指令进行剪切动作。剪板机每次剪切后的条状板料落入下料输送机构,输送机构输送过程中由视觉识别机构对条状板料进行视觉比对并给予控制系统条状板料的实时位置,下料机械手转运分拣机构获得实时位置后按优化路线行走并实时跟随条状板料,完成一次吸取多个输送机构上经视觉识别后的条状板料,并按自动剪切及分拣码垛排版系统给出的码垛排版预定位置在码垛机构上进行码垛。每块板料经剪扳机最后剪切后不满足尺寸的尾料经输送机构运送至废料箱。码垛机构将码放好的条状板料进行输出。安全防护围栏将整体运动部分圈围住,生产人员及机械设备隔离起来,在生产过程中起到保护作用,降低事故风险。
以上所述仅是对本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本发明技术方案的范围内。
Claims (9)
1.一种基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:顺着加工过程依次包括:
将金字塔式来料进行翻转的上料翻转机构(1);
从上料翻转机构上吸取单张板料的上料机械手转运机构(2);
接收上料机械手转运机构送达的单张板料,并进行对中、定位、夹紧后进行自动上料及余料推进的自动上料机(3);
接收自动上料机送达的单张板料,并将单张板料剪切为条状板料的剪板机(4);
位于剪板机出料口下方,用于接取上述条状板料的下料输送机构(6);
从下料输送机构上抓取条状板料并送达至码垛机构的下料机械手转运分拣机构(7);
用于接收下料机械手转运分拣机构(7)的条状板料并进行码垛的码垛机构(8);
还包括:
用于对下料输送机构上条状板料进行检测的视觉识别机构(5);
用于接收视觉识别机构(5)的反馈信息,进而通过自动控制机构(10)对上料翻转机构(1)、上料机械手转运机构(2)、自动上料机(3)、剪板机(4)、下料输送机构(6)、下料机械手转运分拣机构进行控制的自动剪切及分拣码垛排版系统(11)。
2.根据权利要求1所述的基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:所述上料翻转机构(1)包括液压控制系统(1-1)、液压缸(1-2)、翻转架(1-3)和翻转底座(1-4);所述翻转架(1-3)包括相互垂直的力臂A和力臂B,所述力臂A和力臂B固定连接成L形;所述力臂A和力臂B的固定位置通过转轴与翻转底座(1-4)铰接;所述液压缸(1-2)的外壳与翻转底座(1-4)固定连接,所述液压缸(1-2)的伸缩杆端部通过力臂C与转轴固定连接。
3.根据权利要求1所述的基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:所述上料机械手转运机构(2)包括安装在上料机械手底座(2-2)上的上料机械手(2-1),所述上料机械手(2-1)的手臂上安装有上料夹具(2-3),上料夹具(2-3)连接有上料电磁铁(2-4),上料夹具(2-3)上安装有限位传感器(2-5)和传感器感应机构(2-6)。
4.根据权利要求1所述的基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:所述自动上料机(3)包括:
用于承载来料的上料机底座(3-8);
用于对来料位置进行调整的伺服对中机构(3-2)和气缸夹紧装置(3-3);
用于检测来料厚度的自动测量厚度装置(3-1);
用于夹持来料的自动夹紧装置(3-5);
用于将来料推送至剪板机(4)的进给驱动机构(3-7)和气动推料装置(3-6);其中:
所述进给驱动机构(3-7)包括滑台、带动所述滑台动作的直线模组,所述滑台通过安装竖板分别与自动夹紧装置(3-5)的底座、气动推料装置(3-6)的底座固定连接。
5.根据权利要求1所述的基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:所述视觉识别机构(5)包括工业视觉相机(5-2)、视觉触发传感器(5-6)和光源(5-5),所述工业视觉相机(5-2)安装于L形的安装架(5-3)上,所述光源(5-5)安装于光源支架(5-5)上;所述视觉触发传感器(5-6)安装在触发支架(5-7)上。
6.根据权利要求1所述的基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:所述下料输送机构(6)包括输送机底座(6-2)和电机减速机(6-1),在输送机底座(6-2)上表面安装有上部连接件(6-7),在上部连接件(6-7)上安装有驱动滚轴(6-4)与从动滚轴(6-5),所述驱动滚轴与从动滚轴之间连接有传动皮带(6-6);在驱动滚轴(6-4)上安装有链轮(6-3);所述电机减速机(6-1)通过传动链条与链轮(6-3)连接。
7.根据权利要求1所述的基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:所述下料机械手转运分拣机构(7)包括下料机械手(7-1)、下料机械手底座(7-2)、下料夹具(7-3)和下料电磁铁(7-4)。
8.根据权利要求1所述的基于机器视觉的剪板机自动上料分拣码垛生产线,其特征在于:所述码垛机构(8)的进出送料小车安装在地面固定导轨(8-1)上,送料小车主体(8-2)上安装有驱动装置(8-3),驱动装置通过链条(8-4)带动从动端装置(8-5)动作,从动端装置安装在轴承固定座(8-6)上,轴承固定座与送料小车主体连接,小车主体上通过挡板固定码垛托盘(8-7),送料小车尾部安装有感应小车位置的传感器感应机构(8-8)。
9.一种基于机器视觉的剪板机自动上料分拣码垛生产线的方法,其特征在于:至少包括如下步骤:
S1、上料翻转机构将金字塔式来料进行翻转;
S2、自动剪切及分拣码垛排版系统对来料和出料信息进行优化计算后对剪切及码垛排版导出;
S3、上料机械手转运机构吸取单张板料并转运至自动上料机处,进行厚度测量及比对后,放置于上料机放料处;
S4、自动上料机对板料进行对中、定位、夹紧,按自动剪切及分拣码垛排版系统输出的剪切排版数值进行多次自动上料及余料推进;
S5、剪板机按控制动作指令进行剪切动作;
S6、剪板机每次剪切后的条状板料落入下料输送机构,下料输送机构输送过程中由视觉识别机构对条状板料进行视觉比对并给予控制系统条状板料的实时位置,下料机械手转运分拣机构获得实时位置后按优化路线行走并实时跟随条状板料,完成一次吸取多个输送机构上经视觉识别后的条状板料,并按自动剪切及分拣码垛排版系统给出的码垛排版预定位置在码垛机构上进行码垛,每块板料经剪扳机最后剪切后不满足尺寸的尾料经输送机构运送至废料箱,码垛机构将码放好的条状板料进行输出。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911293714.5A CN111014798A (zh) | 2019-12-16 | 2019-12-16 | 基于机器视觉的剪板机自动上料分拣码垛生产线及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911293714.5A CN111014798A (zh) | 2019-12-16 | 2019-12-16 | 基于机器视觉的剪板机自动上料分拣码垛生产线及方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111014798A true CN111014798A (zh) | 2020-04-17 |
Family
ID=70210937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911293714.5A Pending CN111014798A (zh) | 2019-12-16 | 2019-12-16 | 基于机器视觉的剪板机自动上料分拣码垛生产线及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111014798A (zh) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112645067A (zh) * | 2020-12-24 | 2021-04-13 | 苏州浪潮智能科技有限公司 | 码垛系统及方法 |
| CN113102600A (zh) * | 2021-03-19 | 2021-07-13 | 杭州晨龙智能科技有限公司 | 自动化冲压加工系统 |
| CN113263215A (zh) * | 2021-05-14 | 2021-08-17 | 北京科技大学设计研究院有限公司 | 一种钢板双边剪磁力对中装置自动对中控制方法 |
| CN113281114A (zh) * | 2021-04-09 | 2021-08-20 | 河南中烟工业有限责任公司 | 一种异形烟叶智能剪切系统 |
| CN113579761A (zh) * | 2021-08-16 | 2021-11-02 | 新疆丝路六合电气科技有限公司 | 一种标识牌全自动生产线 |
| CN113674285A (zh) * | 2021-08-25 | 2021-11-19 | 长沙矿山研究院有限责任公司 | 一种电解/电积镍板智能剪切方法 |
| CN113771052A (zh) * | 2021-08-25 | 2021-12-10 | 长沙矿山研究院有限责任公司 | 一种镍板智能剪切机组 |
| CN113878035A (zh) * | 2021-09-30 | 2022-01-04 | 东方国际集装箱(连云港)有限公司 | 门楣门槛剪冲一体化流线 |
| CN114212292A (zh) * | 2021-12-30 | 2022-03-22 | 长沙矿山研究院有限责任公司 | 电镍智能加工包装机组 |
| CN114873124A (zh) * | 2022-04-22 | 2022-08-09 | 武汉理工大学 | 一种激光加工自动化控制系统及方法 |
| CN115781644A (zh) * | 2023-02-07 | 2023-03-14 | 广东豪德数控装备股份有限公司 | 一种智能分拣机械手 |
| CN115990684A (zh) * | 2022-09-07 | 2023-04-21 | 昆山南乔电子有限公司 | 一种钢板双边剪自动对中方法及钢板双边剪装置 |
-
2019
- 2019-12-16 CN CN201911293714.5A patent/CN111014798A/zh active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112645067A (zh) * | 2020-12-24 | 2021-04-13 | 苏州浪潮智能科技有限公司 | 码垛系统及方法 |
| CN113102600A (zh) * | 2021-03-19 | 2021-07-13 | 杭州晨龙智能科技有限公司 | 自动化冲压加工系统 |
| CN113281114B (zh) * | 2021-04-09 | 2023-09-15 | 河南中烟工业有限责任公司 | 一种异形烟叶智能剪切系统 |
| CN113281114A (zh) * | 2021-04-09 | 2021-08-20 | 河南中烟工业有限责任公司 | 一种异形烟叶智能剪切系统 |
| CN113263215B (zh) * | 2021-05-14 | 2022-03-29 | 北京科技大学设计研究院有限公司 | 一种钢板双边剪磁力对中装置自动对中控制方法 |
| CN113263215A (zh) * | 2021-05-14 | 2021-08-17 | 北京科技大学设计研究院有限公司 | 一种钢板双边剪磁力对中装置自动对中控制方法 |
| CN113579761A (zh) * | 2021-08-16 | 2021-11-02 | 新疆丝路六合电气科技有限公司 | 一种标识牌全自动生产线 |
| CN113674285A (zh) * | 2021-08-25 | 2021-11-19 | 长沙矿山研究院有限责任公司 | 一种电解/电积镍板智能剪切方法 |
| CN113771052A (zh) * | 2021-08-25 | 2021-12-10 | 长沙矿山研究院有限责任公司 | 一种镍板智能剪切机组 |
| CN113878035A (zh) * | 2021-09-30 | 2022-01-04 | 东方国际集装箱(连云港)有限公司 | 门楣门槛剪冲一体化流线 |
| CN114212292A (zh) * | 2021-12-30 | 2022-03-22 | 长沙矿山研究院有限责任公司 | 电镍智能加工包装机组 |
| CN114873124A (zh) * | 2022-04-22 | 2022-08-09 | 武汉理工大学 | 一种激光加工自动化控制系统及方法 |
| CN115990684A (zh) * | 2022-09-07 | 2023-04-21 | 昆山南乔电子有限公司 | 一种钢板双边剪自动对中方法及钢板双边剪装置 |
| CN115990684B (zh) * | 2022-09-07 | 2023-10-20 | 北京南乔电子技术有限公司 | 一种钢板双边剪自动对中方法及钢板双边剪装置 |
| CN115781644A (zh) * | 2023-02-07 | 2023-03-14 | 广东豪德数控装备股份有限公司 | 一种智能分拣机械手 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111014798A (zh) | 基于机器视觉的剪板机自动上料分拣码垛生产线及方法 | |
| CN206731986U (zh) | 一种角钢全自动上料和冲压下料系统 | |
| CN206634712U (zh) | 一种自动料仓装置 | |
| CN111906852B (zh) | 一种可自定义切割长度的自动化锯竹设备及锯竹方法 | |
| CN204523930U (zh) | 油压机自动化拉伸系统 | |
| CN101204764A (zh) | 素材空间切割设备 | |
| CN107984025B (zh) | 一种铝材自动锯切流水线及其锯切方法 | |
| CN110171027B (zh) | 一种胶块自动切胶称量装置及方法 | |
| CN211680221U (zh) | 基于机器视觉的剪板机自动上料分拣码垛生产线 | |
| CN103950731B (zh) | 框型智能码垛机 | |
| CN205587752U (zh) | 一种自动化剪板机及其条料码垛装置 | |
| CN110404785B (zh) | 一种基于三维视觉的自动分拣线包裹上件系统及上件方法 | |
| CN208135409U (zh) | 工程刀具成品包装箱全自动堆码输送线 | |
| CN105668197A (zh) | 一种全自动拆垛拆包系统 | |
| CN211708830U (zh) | 一种光伏短边框生产线 | |
| CN203793672U (zh) | 一种半自动装箱设备 | |
| CN113426909B (zh) | 一种送料装置及自动化生产线 | |
| CN111086886A (zh) | 空调外机顶盖应用机器人自动化码垛单元 | |
| CN205732651U (zh) | 双料仓自动上料机 | |
| CN113798862A (zh) | 门板剪冲压一体化流线 | |
| CN211101870U (zh) | 一种钢板接料上料装置 | |
| CN206172471U (zh) | 一种自动送取料加工机 | |
| CN106697921A (zh) | 一种太阳能边框生产机器人自动上料机 | |
| CN202609549U (zh) | 一种板件间距控制装置 | |
| CN214349996U (zh) | 一种铝模板输送线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |