CN110024227B - 压接端子 - Google Patents
压接端子 Download PDFInfo
- Publication number
- CN110024227B CN110024227B CN201780073008.2A CN201780073008A CN110024227B CN 110024227 B CN110024227 B CN 110024227B CN 201780073008 A CN201780073008 A CN 201780073008A CN 110024227 B CN110024227 B CN 110024227B
- Authority
- CN
- China
- Prior art keywords
- seal
- crimp terminal
- region
- terminal
- cylindrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/183—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section
- H01R4/184—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion
- H01R4/185—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion combined with a U-shaped insulation-receiving portion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/58—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation characterised by the form or material of the contacting members
- H01R4/62—Connections between conductors of different materials; Connections between or with aluminium or steel-core aluminium conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/188—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping having an uneven wire-receiving surface to improve the contact
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/70—Insulation of connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5216—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases characterised by the sealing material, e.g. gels or resins
Abstract
本发明减轻了生产的难度,并且确保了队与铝芯线的接触部的防水性。根据本发明,压接端子(1)的筒部(11)具有内筒片(112)和外筒片(113)。密封部件(14)贴附在第一区域(11a‑1)、第二区域(11a‑2)和第三区域(11a‑3)上,并且在压接之后,密封:内筒片(112)与外筒片(113)之间;被覆部与筒部(11)之间;以及在筒部的端子部(12)侧的开口。筒部(11)的内表面(11a)设置有在内表面(11a)的平面图中为圆形的多个分散的凹部(114)。
Description
技术领域
本发明涉及一种压接端子,其被构造为压接连接到具有铝芯线的被覆电线。
背景技术
近年来,具有铝芯线的被覆电线已经代替具有铜芯线的被覆电线而用于线束。例如,诸如连接器端子这样的一些压接端子由铜合金等制成,并且具有镀锡或者镀金的表面。当这种类型的压接端子被压接到被覆电线的露出了铝芯线的端部时,在铝芯线与压接端子的压接筒部之间产生异种金属之间的接触。如果水分贴附到这样的接触部,则由作为基底金属的铝制成的铝芯线可能由于所谓的异种金属腐蚀而被腐蚀。
因此,已经提出了一种具有密封部件的压接端子,该密封部件被布置为包围筒部与铝芯线之间的接触部(参见例如专利文献1)。根据这种类型的压接端子,能够防止水分进入异种金属的接触部,从而能够避免如上所述的异种金属腐蚀的产生。
图49示出了具有密封部件的传统的压接端子的实例,该密封部件被布置为包围筒部与铝芯线之间的接触部。
图49所示的压接端子7包括在预定的轴向D71上布置的筒部71和端子部72。筒部71和端子部72利用板金加工由铜合金等制造的金属板制成,并且具有经受镀锡或者镀金的表面。筒部71是如下的部分:其包覆并且压接具有铝芯线W71的被覆电线W7的露出了该铝芯线W71的端部W7a上。端子部72是阴端子,其被构造为连接到作为待连接对象的未示出的销端子。
筒部71通过使金属板弯曲而构成,使得其与轴向D71交叉的截面具有大致U状形状。在被覆电线W7的端部W7a被置于筒部71的内表面711上之后,将筒部71包覆在端部W7a上并且压接到该端部W7a。筒部71的内表面711的一部分用作在端部W7a处与铝芯线W71接触的接触部711a。
密封部件73设置为包围接触部711a。当筒部71包覆在端部W7a上并且压接到该端部W7a时,密封部件73密封接触部711a周围的各个部分处的间隙,并且防止水分进入。
在接触部711a的平面图中,接触部711a设置有具有在轴向D71上布置成行的多个槽的锯齿74,每个槽都在与轴向D71交叉的交叉方向D72上延伸。当筒部71包覆在端部W7a上并且压接到该端部W7a时,锯齿74的各个槽的缘部都咬入到铝芯线W71中,从而获得被覆电线W7与压接端子7之间的良好的电导通性。
引用列表
专利文献
专利文献1:JP 5940198 B
发明内容
技术问题
然而,如图49中的一个实例所示的上述传统的压接端子要求筒部的内表面的锯齿的面积尽可能宽,以获得被覆电线与压接端子之间的良好电导通性。密封部件设置为不妨碍该锯齿与铝芯线之间的充分的接触。从而,在锯齿的面积宽的情况下,用于设置密封部件的空间布置为窄的,经常导致制造困难。
另外,在该传统的压接端子中,在压接期间施加到筒部的压力使得筒部伸长。在筒部的内表面设置有包括布置成行的多个槽的锯齿的情况下,筒部的伸长经常在与各个槽正交的轴向上更大。当筒部伸长时,密封部件也伸长,并且因此如果筒部过度伸长,则密封部件局部变薄,产生了降低防水性的风险。
鉴于上述问题,本发明的目的是提供一种压接端子,其能够在确保对与铝芯线的接触部的防水性的同时降低制造的难度。
解决问题的方案
为了实现上述目的,本发明提供了一种压接端子,包括:筒部,该筒部被构造为包覆并且压接到具有铝芯线的被覆电线的端部,所述铝芯线在该端部处露出;以及端子部,该端子部被构造为连接到连接对象,其中,所述筒部和所述端子部在预定的轴向上布置,其中,所述筒部包括:底板,该底板在所述轴向上延伸,并且所述被覆电线的所述端部被放置在该底板上;以及内筒片和外筒片,在所述底板的平面图中,该内筒片和外筒片在与所述轴向交叉的交叉方向上的两侧从所述底板延伸,其中,所述筒部被构造为在压接期间在所述内筒片布置在内侧的状态下包覆所述端部,其中,所述压接端子包括密封部件,该密封部件被构造为遍及第一区域、第二区域和第三区域设置,其中所述第一区域在所述轴向上纵贯所述外筒片,所述第二区域在比所述铝芯线靠近所述端子部的位置处在所述交叉方向上横贯所述筒部的内表面,并且所述第三区域在所述交叉方向上横贯所述内表面从而与所述端部的被覆部交叉,其中,所述密封部件被构造为在压接后密封所述内筒片与所述外筒片之间的空间、形成为筒状的所述筒部的在所述端子部侧的开口以及所述被覆部与所述筒部之间的空间,其中,所述筒部的所述内表面设置有分散布置地多个凹部,在所述内表面的平面图中,所述凹部具有圆形形状或者椭圆形形状。
根据本发明的压接端子,设置在筒部的内表面上的各个凹部的缘部咬入到铝芯线中,从而提供了被覆电线与压接端子之间的良好的电导通性。即,多个凹部分散地设置,从而在筒部的内表面上形成锯齿。通过每单位面积咬入到铝芯线中的部分的长度的总和而确定锯齿处的电导通的程度。在本发明的压接端子中,该长度的总和对应于形成为圆形形状或者椭圆形形状的凹部的周长的总和。相比之下,例如,在图49所示的锯齿74中,其为直线状延伸的槽的缘部的长度的总和,并且按每单位面积考虑该总和,形成为圆形形状或者椭圆形形状的多个凹部的周长的总和比直线状延伸的槽的缘部的长度的总和大。换言之,根据本实施例的压接端子,与例如图49所示的传统的压接端子7相比,能够减小获得被覆电线与压接端子之间的良好的导通性所需的锯齿的面积。介由锯齿的面积的减小,能够提供用于为了确保与铝芯线的接触部的防水性而设置的密封部件的宽的空间,这降低了制造的难度。即,根据本发明的压接端子,能够在确保对与铝芯线的接触部的防水性的同时,降低制造的难度。
此外,与例如构成图49所示的锯齿74的槽相比,圆形的或者椭圆形的凹部具有较强的抵抗在筒部11的内表面11a的面内方向上扩张凹部的力的抵抗力。在压接期间施加到筒部的压力是在筒部的内表面的面内方向上作用的力,并且在本发明的压接端子中,在每个凹部处的抵抗这样的压力的抵抗力是强的。因此,根据本发明的压接端子,能够抑制由于压接期间施加的压力导致的筒部的伸长。结果,还能够抑制密封部件的伸长,从而以高水平确保防水性。同样就此而言,本发明的压接端子能够在以高水平确保防水性的同时,降低制造的难度。
优选地,在本发明的压接端子中,槽在所述第一区域、所述第二区域和所述第三区域中形成在所述筒部的所述内表面上,从而与所述密封部件重叠,并且其中,所述多个凹部设置为避开所述槽。
根据该优选形式的压接端子,能够通过与密封部件重叠的槽而抑制由于在压接期间施加的压力而导致的该密封部件的移动。因此,该优选形式的压接端子能够在以更高水平确保防水性的同时降低制造的难度。
发明的有益效果
根据本发明,能够提供一种压接端子,其能够在确保对与铝芯线的接触部的防水性的同时降低制造的难度。
附图说明
图1图示出根据本发明的第一实施例的压接端子;
图2图示出图1所示的密封部件如何贴附到筒部的内表面;
图3图示出完成了图1和2所示的压接端子的准备好压接到被覆电线的端部的准备的步骤;
图4图示出图3所示的步骤之后的将压接端子压接到被覆电线的端部的步骤;
图5图示出同样在图4中示出的压接之后的压接端子;
图6示出在沿着图5中的线V11-V11截取的截面、沿着线V12-V12截取的截面和沿着线V13-V13截取的截面中的在压接操作期间的变化;
图7是示出图2所示的第二密封部与第一密封部之间的间隙以及第三密封部与第一密封部之间的间隙如何通过压接期间的密封部件的伸长而封闭的示意图;
图8是沿着图5中的线V14-V14截取的截面图,示出了在压接后密封部件如何密封压接端子的筒部的各个部分;
图9示出图1至8所示的第一实施例的压接端子的第一变形例的压接端子;
图10示出第一变形例的压接端子的与图8类似的截面图;
图11示出图1至8所示的第一实施例的压接端子的第二变形例的压接端子;
图12是示出图11所示的密封部件如何贴附于筒部的内表面的示意图;
图13是示出在筒部的内表面上不设置槽的实例的示意图,该实例作为用于说明设置在筒部的内表面上的槽有助于确保高水平的防水性的比较例;
图14与图13所示的实例相比较地示出设置在筒部的内表面上的槽有助于确保高水平的防水性;
图15是示出图1-8所示的压接端子并且示出通过每单位面积咬入到铝芯线中的部分的长度的总和而确定铝芯线的电导通程度的示意图;
图16是图示出在压接期间施加到筒部的压力的示意图;
图17示出筒部设置有直线状槽而不是凹部的比较例,并且图示出在压接期间在筒部上产生的力的作用效果;
图18图示出在第一实施例的压接端子中,抵抗使凹部扩张的力的抵抗力是强的;
图19示出图1至8所示的第一实施例的压接端子的第三变形例的凹部;
图20示出图1至8所示的第一实施例的压接端子的第四变形例的凹部;
图21示出图1至8所示的第一实施例的压接端子的第五变形例的凹部;
图22图示出将多个凹部的一部分布置为与密封部件重叠的优势效果;
图23示出图1至8所示的第一实施例的压接端子的第六变形例的凹部;
图24是示出图23所示的第二密封部与第一密封部之间的间隙以及第三密封部与第一密封部之间的间隙如何在压接期间通过密封部件的伸长而封闭的示意图;
图25示出图1至8所示的第一实施例的压接端子的第七变形例的密封部件;
图26示出图1至8所示的第一实施例的压接端子的第八变形例的密封部件;
图27示出图1至8所示的第一实施例的压接端子的第九变形例的密封部件;
图28示出图1至8所示的第一实施例的压接端子的第十变形例的密封部件;
图29图示出根据本发明的第二实施例的压接端子;
图30图示出图29所示的密封部件如何贴附到筒部的内表面;
图31图示出完成了准备好压接到被覆电线的端部的图29和30所示的压接端子的准备的步骤;
图32图示出图31所示的步骤之后的将压接端子压接到被覆电线的端部的步骤;
图33图示出同样在图32中示出的压接之后的压接端子;
图34示出沿着图33中的线V51-V51截取的截面图、沿着线V52-V52截取的截面图和沿着线V53-V53截取的截面图;
图35是沿着图33中的线V54-V54截取的截面图;
图36示出图29-35所示的第二实施例的压接端子的第一变形例的密封部件;
图37示出图29-35所示的第二实施例的压接端子的第二变形例的密封部件;
图38示出图29-35所示的第二实施例的压接端子的第三变形例的密封部件;
图39示出图29-35所示的第二实施例的压接端子的第四变形例的密封部件;
图40示出图29-35所示的第二实施例的压接端子的第五变形例的密封部件;
图41示出图29-35所示的第二实施例的压接端子的第六变形例的密封部件;
图42示出图29-35所示的第二实施例的压接端子的第七变形例的密封部件;
图43示出图29-35所示的第二实施例的压接端子的第八变形例的密封部件;
图44示出图29-35所示的第二实施例的压接端子的第九变形例的密封部件;
图45示出图29-35所示的第二实施例的压接端子的第十变形例的密封部件;
图46示出图29-35所示的第二实施例的压接端子的第十一变形例的密封部件;
图47示出图29-35所示的第二实施例的压接端子的第十二变形例的密封部件;
图48示出图29-35所示的第二实施例的压接端子的第十三变形例的密封部件;
图49示出了传统的压接端子的实例,其中,筒部与铝芯线之间的接触部被密封部件包围。
参考标记列表
1、5 压接端子
11、51 筒部
11a、51a 内表面
11a-1、51a-1 第一区域
11a-2、51a-2 第二区域
11a-3、51a-3 第三区域
11a-4、51a-4 路径
12 端子部
14 密封部件
111、511 底板
112、512 内筒片
113、513 外筒片
114、514 凹部
115、515 凸部
116 槽
141 第一密封部
142 第二密封部
143 第三密封部
D11 轴向
D12 交叉方向
G11 间隙
W1 被覆电线
W1a 端部
W11 铝芯线
W12 被覆部
具体实施方式
后文中,将多方面地描述本发明的实施例。首先,将说明第一实施例及其变形例。
图1图示出根据本发明的第一实施例的压接端子。
根据本实施例的压接端子1被构造为压接到具有铝芯线W11的被覆电线W1的露出了该铝芯线W11的端部W1a。压接端子1包括筒部11、端子部12和密封部件14。在图1中,示出了两个压接端子1,其中的一个压接端子1被示出为移除了密封部件14的状态,用以提供筒部11的内表面的形状的视图。
利用冲压和钣金加工而用由铜合金等制成的金属板来制造筒部11和端子部12,并且筒部11和端子部12的表面镀锡或者镀金。筒部11和端子部12在预定的轴向D11上布置。在该实施例中,在多个压接端子1通过条状连接片1a互相连接的状态下共同地形成筒部11和端子部12。筒部11是板状部,其待包覆并压接至被覆电线W1的端部W1a,从而周向地卷绕铝芯线W11和被覆部W12。端子部12是四角筒状的阴端子,其被构造为连接到作为待连接对象的未示出的销端子。
筒部11包括底板111、内筒片112和外筒片113。底板111是在上述的轴向D11上延伸的部分。在底板111的平面图中,内筒片112和外筒片113是在与轴向D11交叉的交叉方向D12上的两侧从底板111延伸的部分。筒部11在被压接到被覆电线W1的端部W1a时包覆在该端部W1a上,使得内筒片112布置在内侧,并且外筒片113布置在外侧,如稍后将描述的。
多个凹部114分散地设置在筒部11的内表面11a上。在筒部11的内表面11a的平面图中,各个凹部114形成为圆形形状。此外,凸部115在待放置被覆电线W1的端部W1a处的铝芯线W11的位置处形成在筒部11的底板111上,并且通过从外表面侧施加的压力而形成。多个凹部114中的一些凹部还形成在该凸部115上。
由粘性凝胶片形成的密封部件14贴附到筒部11的内表面11a,从而从平面图中的三侧包围多个凹部114。密封部件14如下所述的贴附。此处,粘性凝胶片的实例包括但不限于使用丙烯酸粘合剂的粘性凝胶片。
图2图示出图1所示的密封部件如何贴附到筒部的内表面。
密封部件14由粘性凝胶片形成,并且被布置在筒部11的内表面11a上的三个区域上,即,第一区域11a-1、第二区域11a-2和第三区域11a-3。第一区域11a-1是在轴向D11上纵贯外筒片113的区域。第二区域11a-2是在放置端部W1a时在比铝芯线W11更靠近端子部12侧的位置在交叉方向D12上横贯内表面11a的区域。第三区域11a-3是在交叉方向D12上横贯内表面11a从而与端部W1a的被覆部W12交叉的区域。
如图1和图2所示,在本实施例中,密封部件14由三个部分,即,第一密封部141、第二密封部142和第三密封部143构成。第一密封部141是在第一区域11a-1中在轴向D11上以条状形状延伸的部分。第二密封部142是在第二区域11a-2中在交叉方向D12上以条状形状延伸的部分。第三密封部143是在第三区域11a-3中在交叉方向D12上以条状形状延伸的部分。
在本实施例中,以密封部件14在从第二区域11a-2开始经过第一区域11a-1延伸到第三区域11a-3的路径11a-4的中途分割这样的分割方式,贴附密封部件14。具体的,以第二密封部142和第三密封部143两者均与第一密封部141分割的方式,贴附密封部件14。另外,第二密封部142和第三密封部143均在以在轴向D11上横断路径11a-4的方式从第一密封部141分割开的状态被贴附。微小的间隙G11形成在第二密封部142与第一密封部141之间以及第三密封部143与第一密封部141之间。
在本实施例中,在筒部11的内表面11a上,槽116形成在第一区域11a-1、第二区域11a-2和第三区域11a-3中,从而与密封部件14重叠。在第一区域11a-1中,一个槽116在中途以锯齿形状弯曲的同时在轴向D11上延伸。在第二区域11a-2中,一个槽116在交叉方向D12上直线状地延伸,并且在第三区域11a-3中,三个槽116在交叉方向D12上直线状地延伸,并且在第一区域11a-1侧结合。多个凹部114设置为避开槽116。
第一密封部141、第二密封部142和第三密封部143被贴附为分别与第一区域11a-1、第二区域11a-2和第三区域11a-3的槽116重叠。多个凹部114设置为使其一部分与密封部件14重叠。具体地,如图2所示,位于最靠近外筒片113的缘部的位置处的凹部114与第一区域11a-1部分地重叠,位于最靠近端子部12的位置处的凹部114与第二区域11a-2部分地重叠。结果,凹部114的一部分与贴附到第一区域11a-1的第一密封部141和贴附到第二区域11a-2的第二密封部142部分重叠。
使用如下所述的端子制造方法来制造上述压接端子1。
在该端子制造方法中,首先,执行钣金加工步骤,用于形成在贴附密封部件14之前的结构体。在钣金加工步骤中,由金属板一起形成筒部11与端子部12。如上所述,在本实施例中,在该钣金加工步骤中,筒部11和端子部12在多个压接端子1通过条状连接片1a连接在一起的状态下共同地形成。在该钣金加工步骤中,还进行在筒部11的内表面11a上形成多个凹部114、形成凸部115以及形成槽116。
随后,执行密封部件贴附步骤,其中,由粘性凝胶片形成密封部件14,并且将密封部件14贴附在第一区域11a-1、第二区域11a-2和第三区域11a-3上。该密封部件贴附步骤是如下步骤:其用于以在从第二区域11a-2经过第一区域11a-1延伸到第三区域11a-3的路径11a-4的中途分割密封部件14的方式,贴附密封部件14。换言之,将第一密封部141、第二密封部142和第三密封部143单独地贴附到筒部11的内表面11a。
此外,在密封部件贴附步骤中,从粘性凝胶片冲裁出第一密封部141、第二密封部142和第三密封部143,并且贴附到筒部11的内表面11a。通过在利用冲出各个密封部的切割机冲裁出粘性凝胶片的同时朝向筒部11的内表面11a上的各个贴附位置推动该粘性凝胶片,而几乎同时地进行冲裁和贴附。
如上所述地制造的压接端子1被如下地压接到被覆电线W1的端部W1a。
图3图示出完成了准备好要利用端子连接方法压接到被覆电线的端部的图1和2所示的压接端子的准备的步骤,并且图4图示出图3所示的步骤之后的用于将压接端子压接到被覆电线的端部的步骤。
图3还示出了上述端子制造方法中的钣金加工步骤(S11)和密封部件贴附步骤(S12)。在钣金加工步骤(S11)中形成筒部11和端子部12,并且在密封部件贴附步骤(S12)中贴附构成密封部件14的第一密封部141、第二密封部142和第三密封部143。
待压接的压接端子1在被压接到被覆电线W1的端部W1a时,首先将压接端子1从图1所示的连接片1a脱离。然后,作为放置被覆电线W1的端部W1a的准备,该筒部11经受弯曲变形(S13)。进行该弯曲变形,使得内筒片112与外筒片113互相靠近,从而与轴向D11交叉的截面形成为大致U状形状。
随后,将被覆电线W1的端部W1a放置在经受弯曲变形之后的筒部11上(S14)。此时,端部W1a被放置为使得铝芯线W11的末端不与第二密封部142重叠。然而,允许铝芯线W11的末端与第二密封部142的少量重叠。随后,将筒部11包覆并压接到端部W1a,使得内筒片112布置在内侧并且外筒片113放置在内筒片112上(S15)。
由于这样的压接,密封部件14如下地密封压接端子1的各部分。
图5示出了同样在图4中示出的在压接之后的压接端子。图6示出在沿着图5中的线V11-V11截取的截面、沿着线V12-V12截取的截面和沿着线V13-V13截取的截面中的在压接操作期间的变化。
在压接步骤的第一步骤(S151)中,开始内筒片112和外筒片113的弯曲,使得内筒片112和外筒片113包覆凸部115上的铝芯线W11及其附近的被覆部W12。此时,位置关系为:使得第一密封部141与铝芯线W11接触,第三密封部143与被覆部W12接触,并且第二密封部142的大部分基本不与铝芯线W11和被覆部W12中的任意一者接触。在包覆稍微进展的第二步骤(S152)和第三步骤(S153)中,筒部11形成为筒状。于是,第一密封部141夹在内筒片112与外筒片113之间,并且第三密封部143在夹在被覆部W12与筒部11之间的同时伸长。
在压力施加到铝芯线W11等的第四步骤(S154)、第五步骤(S155)和第六步骤(S156)中,多个凹部114的缘部咬入到铝芯线W11中。而且,此时,铝芯线W11的股线被位于该铝芯线W11下面的凸部115分开并散布,从而,接触筒部11的股线的数量增多。密封部件14的伸长同时进行。
此处,如上所述,在本实施例中,微小的间隙G11形成在第二密封部142与第一密封部141之间以及第三密封部143与第一密封部141之间。这些间隙G11通过在上述压接期间的密封部件14的伸长而封闭。
图7示出图2所示的第二密封部与第一密封部之间的间隙以及第三密封部与第一密封部之间的间隙如何通过在压接期间的密封部件的伸长而封闭的示意图。
如图7所示,在压接期间,第二密封部142和第三密封部143在与它们的长度方向一致的交叉方向D12上伸长。由于该伸长,第二密封部142和第三密封部143连接到第一密封部141,封闭了上述间隙G11。
接着,在第六步骤(S156)中,内筒片112与外筒片113之间的空间、筒状的筒部11的在端子部12侧的开口11b以及被覆部W12与筒部11之间的空间被伸长的密封部件14密封。
图8是沿着图5中的线V14-V14截取的截面图,示出了在压接后密封部件如何密封压接端子的筒部的各个部分。如图8所示,内筒片112与外筒片113之间的空间由第一密封部141密封,并且筒部11的在端子部12侧的开口11b由第二密封部142密封。此外,被覆部W12与筒部11之间的空间由第三密封部143密封。
在本实施例中,压接后的筒部11的在主要施加压力的图8中的上下方向上的尺寸(后文中,称为“压接高度CH11”)被设置为以下尺寸。即,将该尺寸设置为使得筒状的筒部11被挤压至如下程度:由具有一定厚度和宽度的粘性凝胶片形成的密封部件14的一部分从筒部11的开口11b突出。通过将压接高度CH11设置为这样的尺寸,将以高水平密封筒部11的开口11b。此外,同样在筒部11中的被覆电线W1的伸出侧,密封部件14的一部分从被覆部W12与筒部11之间突出,从而高水平地密封该部分。换言之,诸如构成密封部件14的第一密封部141、第二密封部142和第三密封部143的各自的宽度的这种尺寸被设置为实现压接后的上述密封所必需的并且充足的尺寸。
此外,通过将密封部件14的各个部分形成为从筒部11的开口11b以及从筒部11中的被覆电线W1的伸出侧突出,能够视觉地检查在压接后这些部分被密封部件14牢固地密封。
图9示出图1-8所示的第一实施例的压接端子的第一变形例的压接端子。图10示出图9所示的第一变形例的压接端子的与图8类似的截面图。在图9和10中,与图1-8所示的元件类似的元件由与图1-8相同的参考标号表示,并且在以下说明中省略了这些类似元件的说明。
第一变形例的压接端子2被压接为使得压接后的筒部21的端子部12侧(后文中称为"前端部211")处的压接高度CH21比铝芯线W11的压接部212的压接高度CH22高。同样在该情况下,前端部211的压接高度CH21具有如下尺寸:其使得密封部件14的一部分能够从筒部11的开口11b突出,并且以高水平密封。诸如构成密封部件14的第一密封部141、第二密封部142和第三密封部143的各自的宽度的这种尺寸被设置为实现压接后的上述密封所必需的并且充足的尺寸。通过如上所述地使得压接部212的压接高度CH22相对小,增强了铝芯线W11的结合,从而提高了与压接端子2的接触的可靠性。
在上述本实施例的压接端子1中,压接使得设置在筒部11的内表面11a上的各个凹部114的缘部咬入到铝芯线W1a中,从而提供被覆电线W1与压接端子1之间的良好的电导通性。此外,由粘性凝胶片形成的密封部件14贴附到筒部11的内表面11a。该密封部件14在压接之后密封了内筒片112与外筒片113之间的空间、形成为筒状的筒部11的在端子部12侧的开口11b以及被覆部W12与筒部11之间的空间。该密封部件14确保了对接触部的防水性,在该接触部处,铝芯线W1a与筒部11的内表面11a之间发生异种金属接触。此外,在本实施例中,密封部件14以在从第二区域11a-2开始经过第一区域11a-1延伸到第三区域11a-3的路径11a-4的中途分割这样的分割方式贴附。即,为了获得防水性而具有沿着上述路径11a-4的复杂形状的密封部件14被分割为单独的片,并且一片一片地贴附。
图11示出图1-8所示的第一实施例的压接端子的第二变形例的压接端子,并且图12是示出图11所示的密封部件如何贴附于筒部的内表面的示意图。同样在图11和12中,与图1-8所示的元件类似的元件由与图1-8相同的参考标号表示,并且在以下说明中省略了这些类似元件的说明。在图11中,示出了两个压接端子3,其中的一个压接端子3被示出为移除了密封部件34,用以提供筒部11的内表面的形状的视图。
在该第二变形例的压接端子3中,密封部件34不分割,并且在第二密封部342和第三密封部343以两个臂的形式从第一密封部341延伸并且与第一密封部341一体地连接的状态下,密封部件34形成为平面图中的C状形状。该密封部件34贴附到平面图中具有C状形状的区域11a-5,从而与筒部11的内表面11a上的槽116以及多个凹部114的一部分重叠。在压接之后,第一密封部341密封了内筒片112与外筒片113之间的空间,并且第二密封部342密封了筒状的筒部11的在端子部12侧的开口,并且第三密封部343密封了被覆部W12与筒部11之间的空间。
与该第二变形例相比,上述第一实施例的压接端子1能够有助于被分割为三片且被逐片贴附的密封部件14的贴附。从而,根据本实施例的压接端子,能够在确保对与铝芯线W1a的接触部的防水性的同时,降低制造的难度。
此外,在该实施例的压接端子1中,由于密封部件14是由具有预定厚度的粘性凝胶片,所以能够基于密封部件14的面积,在制造期间容易且精确地调整适当地密封上述部分所需的凝胶量。同样从这种意义来讲,与诸如涂覆凝胶状树脂材料用于密封的情况相比,该实施例的压接端子1能够在以高水平确保防水性的同时降低制造的难度。
在该实施例的压接端子1中,分割的密封部件14通过压接而伸长并且连接,如以上参考图7所述。通过压接的伸长率在交叉方向D12上比在轴向D11上大。在该实施例的压接端子1中,由于密封部件14以在轴向D11上横断上述路径11a-4的方式分割,所以分割的部分在压接期间由于伸长率较大的交叉方向D12上的伸长而连接。因此,能够确保甚至更改进的防水性。
此外,在该实施例的压接端子1中,密封部件14以非常简单的形状,即,所有第一密封部141、第二密封部142和第三密封部143都是一个条带的形状,来贴附。从而,本实施例的压接端子1能够进一步降低制造的难度。
此外,在该实施例的压接端子1中,槽116形成在筒部11的内表面11a上,从而与密封部件14重叠,并且多个凹部114设置为避开槽116。因此,由于在压接期间施加的压力导致的密封部件14的移动能够通过与密封部件14重叠的槽116而得以抑制。因此,该实施例的压接端子1能够在以更高水平确保防水性的同时降低制造的难度。
此外,设置在筒部11的内表面11a上的槽116同样有助于在以下方面以高水平确保防水性。
图13是示出在筒部的内表面上不设置槽的实例的示意图,该实例作为用于说明设置在筒部的内表面上的槽有助于确保高水平的防水性的比较例。图14与图13所示的实例相比较地示出设置在筒部的内表面上的槽有助于确保高水平的防水性。
在图13所示的比较例中,贴附到外筒片113’的密封部件14在压接期间可能由于内筒片112’的缘部而向一侧移动。相比之下,如图14所示,在槽116设置为与密封部件14重叠的情况下,即使密封部件14向一侧移动,也确保了密封部件14的至少一部分位于槽116内部。以这种方式,设置在筒部11的内表面11a上的槽116有助于以高水平确保防水性。
此外,根据已经参考图1和2描述的第一实施例的端子制造方法,在密封部件14被分割开的情况下贴附该密封部件14,从而在确保对与铝芯线W1a的接触部的防水性的同时,降低了制造的难度。另外,根据该实施例的端子制造方法,由于密封部件14由粘性凝胶片形成,所以能够在以高水平确保防水性的同时降低制造的难度。
如上所述,在该实施例的压接端子1中,设置在筒部11的内表面11a上的各个凹部114的缘部咬入到铝芯线W11中,并且由此,获得了被覆电线W1与压接端子1之间的良好的电导通性。即,多个凹部114分散地设置,从而在筒部11的内表面11a上形成锯齿。通过每单位面积咬入到铝芯线W11中的部分的长度的总和而确定锯齿处的电导通的程度。
图15是示出图1-8所示的压接端子并且示出通过每单位面积咬入到铝芯线中的部分的长度的总和而确定铝芯线的电导通程度的示意图。
在压接端子1中,咬入到铝芯线W11中的部分的长度的总和对应于形成为圆形形状的凹部114的周长的总和。相比之下,例如,在由槽741构成的图49所示的锯齿74中,是直线状延伸的槽741的缘部的长度的总和,并且按每单位面积考虑该总和,形成为圆形形状的多个凹部114的周长的总和更大。换言之,根据本实施例的压接端子1,与例如图49所示的传统的压接端子7相比,能够减小获得被覆电线W11与压接端子1之间的良好的导通性所需的锯齿的面积。介由锯齿的面积的减小,能够提供宽的空间以设置为了确保对与铝芯线W11的接触部的防水性的密封部件14,这降低了制造的难度。因此,同样在这个角度来讲,该实施例的压接端子1能够在确保对与铝芯线W11的接触部的防水性的同时,降低制造的难度。
此外,与例如直线状的槽相比,圆形的凹部114具有较强的抵抗在筒部11的内表面11a的面内方向上扩张凹部114的力的抵抗力。在压接期间施加到筒部11的压力是在筒部11的内表面11a的面内方向上作用的力,并且在该实施例的压接端子1中,在每个凹部处的抵抗这样的压力的抵抗力是强的。
图16是图示出在压接期间施加到筒部的压力的示意图.
如图16所示,在压接期间,挤压压接端子1的筒部11的力F11通过未示出的压力机等施加到筒部11。当施加这样的力F11时,在筒部11处产生在内表面11a的面内方向上扩张凹部114的力F12。
图17示出筒部设置有直线状槽而不是凹部的比较例,并且图示出在压接期间在筒部上产生的力的作用效果。在图17中,与图1-8所示的元件类似的元件由与图1-8相同的参考标号标识,并且在以下说明中省略了这些类似元件的说明。
在图17的比较例中,多个平行布置的直线状的槽114a设置为用作锯齿,代替第一实施例的压接端子1的圆形的凹部114。各个槽114a被设置为沿着与轴向D11交叉的交叉方向D12。在该比较例中,当施加如图16所示的面内方向上的力F12时,各个槽114a变形为具有加宽的宽度的变形槽114a’。在各个槽114a变形为变形槽114a’的状态下,筒部11'在轴向D11上伸长。在该状态下,设置于筒部11’的密封部件14对应地伸长,并且如果该伸长太大,则在例如位于内筒片112与外筒片113之间的密封部件14中产生密封部件14的不均匀等,这产生了降低防水性的风险。
与该比较例相比,第一实施例的压接端子1具有强的抵抗在内表面11a的面内方向上扩展凹部114的力F12的抵抗力。
图18图示出第一实施例的压接端子具有强的抵抗扩展凹部的力的抵抗力。
在圆形的凹部114中,大部分的内周表面与力F12斜交叉,这用于抑制使凹部114扩展的变形。由此,在该实施例的压接端子1中,抑制了由于压接期间施加的压力F11导致的筒部11的伸长。结果,还抑制了密封部件14的伸长,从而以高水平确保了防水性。同样从这个角度来讲,该实施例的压接端子1能够在在确保对与铝芯线W1a的接触部的防水性的同时,降低制造的难度。
下文中,将描述设置在筒部11的内表面11a上的凹部114的变形例,作为除了上述第一实施例的压接端子1的第一变形例和第二变形例之外的其它变形例。
图19示出图1至8所示的第一实施例的压接端子的第三变形例的凹部。图20示出图1至8所示的第一实施例的压接端子的第四变形例的凹部。图21示出图1至8所示的第一实施例的压接端子的第五变形例的凹部。
图19所示的第三变形例的凹部114b形成为平面图中的椭圆形的形状。图20所示的第四变形例的凹部114c形成为平面图中的平行四边形。图21所示的第五变形例的凹部114d形成为平面图中的六边形。
第一实施例的压接端子1的凹部114的其它变形例可以包括具有诸如平面图中的三角形形状或其它多边形形状这样的其它形状的凹部。这些变形例中的任意一个变形例具有抵抗在内表面11a的面内方向上扩张的力F12的抵抗力,该抵抗力与图17所示的直线状的槽114a的情况相比是强的。第三变形例的椭圆形的凹部114b具有与第一实施例的圆形的凹部114基本相同的强度,而第四变形例的平行四边形的凹部114c和第五变形例的六边形的凹部114d具有与第一实施例的圆形的凹部114或者第三变形例的椭圆形的凹部114b相比较弱的抵抗力。
如上所述,在第一实施例的压接端子1中,设置在筒部11的内表面11a上的多个凹部114的一部分与密封部件14重叠。就此而言,第一实施例的压接端子1具有以下优势效果。
图22图示出将多个凹部的一部分布置为与密封部件重叠的优势效果。
在第一实施例的压接端子1中,首先,密封部件14的贴附附到外筒片113侧的第一密封部141与位于最靠近外筒片113的缘部处的凹部114-1部分重叠。由此,位于与第一密封部141重叠的位置处的凹部114-1能够用作当将第一密封部141设置在筒部11的内表面11a上时的标记。此外,贴附到端子部12侧的第二密封部142与位于最靠近端子部12的位置处的凹部114-1部分重叠。由此,位于与第二密封部142重叠的位置处的凹部114-1能够用作当将第二密封部142设置在筒部11的内表面11a上时的标记。就这些而言,该实施例的压接端子1能够降低制造的难度。另外,与第一密封部141和第二密封部142重叠的凹部114-1抑制了由于在压接期间施加的压力而导致的第一密封部141和第二密封部142的移动,从而有助于以更高水平确保防水性。从而,根据该实施例的压接端子1,能够在确保对与铝芯线W11的接触部的防水性的同时,通过使用为了获得被覆电线W1与压接端子1之间的良好的电导通性而设置的凹部114的一部分,能够降低制造的难度。
此外,根据第一实施例的压接端子1,还通过与密封部件14重叠的槽116而抑制了由于在压接期间施加的压力而导致的密封部件14的移动。就此而言,第一实施例的压接端子1能够在以更高的水平确保防水性的同时,降低制造的难度。另外,与密封部件14重叠的槽116还能够作将密封部件设置于筒部11的内表面上11a时的标记,从而能够进一步降低制造的难度。
此外,在第一实施例的压接端子1中,多个凹部114形成锯齿,以确保高水平的电导通性,如上所述。从而,即使密封部件14与凹部114的稍大部分重叠,对电导通的影响也是小的。因此,当贴附密封部件14时,不需要太精确地进行定位,并且同样就此而言,能够甚至更加降低制造的难度。
下文中,将描述待贴附在筒部11的内表面11a上的密封部件14的变形例,作为除了上述第一实施例的压接端子1的第一变形例至第五变形例之外的其它变形例。
图23示出图1至8所示的第一实施例的压接端子的第六变形例。在该第六变形例中,不仅密封部件的形状而且凹部的形状与第一实施例的压接端子1不同。在图23中,与图1-8所示的元件类似的元件由与图1-8相同的参考标号表示,并且在以下说明中省略了这些类似元件的说明。
在第六变形例的压接端子4中,设置在筒部41的内表面41a上的凹部414是作为第四变形例的图20所示的具有平行四边形形状的凹部。
在第六变形例密封部件44中,第二密封部442和第三密封部443分别以在交叉方向D12上横断上述路径11a-4的方式从第一密封部441分割。微小的间隙G41在轴向D11上形成在第二密封部442与第一密封部441之间以及第三密封部443与第一密封部441之间。这些间隙G41通过在压接期间的上述密封部件44的伸长而封闭。
图24示出图23所示的第二密封部与第一密封部之间的间隙以及第三密封部与第一密封部之间的间隙如何通过压接期间的密封部件的伸长而封闭的示意图。
如图24所示,在压接期间,第一密封部441在与其长度方向一致的轴向D11上伸长。由于该伸长,第二密封部442和第三密封部443连接到第一密封部441,从而封闭上述间隙G41。压接时的伸长率在交叉方向D12上比在轴向D11上大。从而,虽然伸长的程度比参考图7描述的第一实施例小,但是通过适当地调整贴附期间形成的间隙G41,能够在压接期间封闭间隙G41并且能够确保高水平的防水性。
接着,将描述第一实施例的密封部件14的形状的进一步变形例。
图25示出图1至8所示的第一实施例的压接端子的第七变形例的密封部件。图26示出图1至8所示的第一实施例的压接端子的第八变形例的密封部件。图27示出图1至8所示的第一实施例的压接端子的第九变形例的密封部件。图28示出图1至8所示的第一实施例的压接端子的第十变形例的密封部件。
在图25所示的第七变形例的密封部件44a中,第一密封部441a与第二密封部442a分割,并且在交叉方向D12上形成间隙G41a。另一方面,第一密封部441a与第三密封部443a互相连接,使得它们形成为平面图中的L形。即,该密封部件44a分割成两部分。在压接期间,第二密封部442a在交叉方向D12上伸长。由于该伸长,第二密封部442a连接到第一密封部441a,从而封闭上述间隙G41a。
在图26所示的第八变形例的密封部件44b中,第一密封部441b与第二密封部442b分割,并且在轴向D11上形成间隙G41b。另一方面,第一密封部441b与第三密封部443b互相连接,使得它们形成为平面图中的L形。在压接期间,第一密封部441b在轴向D11上伸长。由于该伸长,第一密封部441b连接到第二密封部442b,从而封闭上述间隙G41b。
在图27所示的第九变形例的密封部件44c中,第一密封部441c与第三密封部443c分割,并且在交叉方向D12上形成间隙G41c。另一方面,第一密封部441c与第二密封部442c互相连接,使得它们形成为平面图中的倒L形。在压接期间,第三密封部443c在交叉方向D12上伸长。由于该伸长,第三密封部443c连接到第一密封部441c,从而封闭上述间隙G41c。
在图28所示的第十变形例的密封部件44d中,第一密封部441d与第三密封部443d分割,并且在轴向D11上形成间隙G41d。另一方面,第一密封部441d与第二密封部442d互相连接,使得它们形成为平面图中的倒L形。在压接期间,第一密封部441d在轴向D11上伸长。由于该伸长,第一密封部441d连接到第三密封部443d,从而封闭上述间隙G41d。
此处完成了包括其变形例的第一实施例的说明,并且接下来将说明第二实施例及其变形例。在该第二实施例中,设置在筒部的内表面上的多个凹部与第一实施例不同。下文中,将重点说明第二实施例与第一实施例的不同之处。
图29图示出根据本发明的第二实施例的压接端子。图30图示出图29所示的密封部件如何贴附到筒部的内表面。在图29和30中,与图1-8所示的元件类似的元件由与图1-8相同的参考标号标识,并且在以下说明中省略了这些类似元件的说明。在图29中,示出了两个压接端子5,其中的一个压接端子5被示出为移除了密封部件14,用以提供筒部51的内表面的形状的视图。
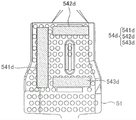
在本实施例的压接端子5中,多个凹部514遍及包括第一区域51a-1、第二区域51a-2和第三区域51a-3的整个区域而分散地设置在筒部51的内表面51a上。凸部515在待放置铝芯线W11的位置处形成在内表面51a上,并且通过从外表面侧施加的压力而形成。第一区域51a-1是在轴向D11上纵贯外筒片513的区域。第二区域51a-2是如下区域:其在比铝芯线W11更靠近端子部12的位置,在内筒片512侧与外筒片513侧之间在交叉方向D12上横贯包括底板511的筒部51的内表面51a。第三区域51a-3是如下区域:其在内筒片512侧与外筒片513侧之间在交叉方向D12上横贯内表面51a,从而与端部W1a的被覆部W12交叉。
由第一密封部141、第二密封部142和第三密封部143构成的密封部件14被贴附为与在第一区域51a-1、第二区域51a-2和第三区域51a-3的各个区域处的凹部514重叠。间隙G11形成在第二密封部142与第一密封部141之间以及第三密封部143与第一密封部141之间,该间隙G11在轴向D11上横贯从第二区域51a-2经过第一区域51a-1延伸到第三区域51a-3的路径51a-4。
使用如下所述的端子制造方法来制造上述压接端子5。
在该端子制造方法中,首先,执行钣金加工步骤,用于形成在贴附密封部件14之前的构造物。在钣金加工步骤中,一起由金属板形成筒部51与端子部12。同样在该实施例中,在该钣金加工步骤中,筒部51和端子部12在多个压接端子5通过条状连接片5a连接在一起的状态下共同地形成。在该钣金加工步骤中,还进行在筒部51的内表面51a上形成多个凹部514和形成凸部515。
随后,执行密封部件贴附步骤,其中,由粘性凝胶片形成密封部件14,并且将密封部件14贴附在第一区域51a-1、第二区域51a-2和第三区域51a-3上。该密封部件贴附步骤是如下步骤:其用于以在上述路径51a-4的中途分割密封部件14的方式,贴附该密封部件14。换言之,将第一密封部141、第二密封部142和第三密封部143单独地贴附到筒部51的内表面51a。
与上述第一实施例类似的,同样在本实施例中,在密封部件贴附步骤中,从粘性凝胶片冲裁出第一密封部141、第二密封部142和第三密封部143,并且贴附到筒部51的内表面51a。
如上所述地制造的压接端子5被如下地压接到被覆电线W1的端部W1a。
图31图示出完成了准备好压接到被覆电线的端部的图29和30所示的压接端子的准备的步骤;图32图示出图31所示的步骤之后的将压接端子压接到被覆电线的端部的步骤。
图31还示出了上述端子制造方法中的钣金加工步骤(S51)和密封部件贴附步骤(S52)。在钣金加工步骤(S51)中形成筒部51和端子部12,并且在密封部件贴附步骤(S52)中贴附构成密封部件14的第一密封部141、第二密封部142和第三密封部143。
待压接的压接端子5在被压接到被覆电线W1的端部W1a时,首先将压接端子5从图29所示的连接片5a脱离。然后,作为放置被覆电线W1的端部W1a的准备,筒部51经受弯曲变形(S53)。进行该弯曲变形,使得内筒片512与外筒片513互相靠近,从而与轴向D11交叉的截面形成为大致U状形状。
随后,将被覆电线W1的端部W1a放置在已经经受弯曲变形的筒部51上(S54)。此时,端部W1a被放置为使得铝芯线W11的末端不与第二密封部142重叠。然而,允许铝芯线W11的末端与第二密封部142的少量重叠。随后,将筒部51包覆并压接到端部W1a,使得内筒片512布置在内侧并且外筒片513放置到内筒片512上(S55)。
由于这样的压接,密封部件14如下地密封压接端子5的各部分。
图33示出了同样在图32中示出的在压接之后的压接端子。图34示出沿着图33中的线V51-V51截取的截面图、沿着线V52-V52截取的截面图和沿着线V53-V53截取的截面图。此外,图35是沿着图33中的线V54-V54截取的截面图。
在本实施例中,待与密封部件14重叠的凹部514起到第一实施例中的槽116的作用。在压接时,由于在压接期间施加的压力导致的密封部件14的移动通过与该密封部件14重叠的凹部514而得以抑制。在压接期间,第二密封部142与第一密封部141之间以及第三密封部143与第一密封部141之间形成的间隙G11通过第二密封部142和第三密封部143的在交叉方向D11上的伸长而封闭。在压接之后,内筒片512与外筒片513之间的空间由密封部件14的第一密封部141密封。此外,筒状的筒部51的端子部12侧的开口51b由第二密封部142密封,并且被覆部W12与筒部51之间的空间由第三密封部143密封。
压接后的筒部51的压接高度CH51被设置为使得筒状的筒部51被挤压至密封部件14的一部分从筒部51的开口51b突出的程度。由此,以高水平密封筒部51的开口51b。此外,同样在筒部51中的被覆电线W1的伸出侧,密封部件14的一部分从被覆部W12与筒部51之间突出,从而高水平地密封该部分。换言之,诸如构成密封部件14的第一密封部141、第二密封部142和第三密封部143的各自的宽度的这种尺寸被设置为实现压接后的上述密封所必需的并且充足的尺寸。利用在筒部51的开口51b以及对侧的密封部件14的突出,能够视觉地检查这些部分处的密封。
在上述第二实施例的压接端子5中,压接使得设置在筒部51的内表面51a上的各个凹部514的缘部咬入到铝芯线W11中,从而提供被覆电线W1与压接端子5之间的良好的电导通性。此外,设置在筒部51的内表面上的多个凹部514的一部分与密封部件14重叠,用于确保对与铝芯线W11的接触部的防水性。从而,在要与密封部件14重叠的位置处的凹部514能够作当将密封部件14设置于筒部51的内表面上51a时的标记,从而降低制造的难度。此外,与密封部件14重叠的凹部514抑制了由于压接期间施加的压力而导致的密封部件14的移动,从而有助于以更高水平确保防水性。从而,根据该实施例的压接端子5,能够在确保对与铝芯线W11的接触部的防水性的同时,通过使用为了获得被覆电线W1与压接端子5之间的良好的电导通性而设置的凹部514的一部分,降低制造的难度。
此外,根据该实施例的压接端子5,筒部51的内表面形成为多个凹部514分散地设置在基本整个区域上的简单形状,从而进一步降低了与形成筒部51相关的制造的难度。此外,当设置密封部件14时,密封部件14能够设置为几乎沿着筒部51的外周,并且由此,即使密封部件14倾斜地布置等,密封部件14也能够与凹部514重叠。即,当设置密封部件14时,位置精度不需要很高,因此就此而言,同样能够进一步降低制造的难度。
接着,作为第二实施例的压接端子5的变形例,将描述待贴附到筒部51的密封部件14的贴附方式和形状的变形例。
图36示出图29-35所示的第二实施例的压接端子的第一变形例的密封部件。图37示出图29-35所示的第二实施例的压接端子的第二变形例的密封部件。图38示出图29-35所示的第二实施例的压接端子的第三变形例的密封部件。图39示出图29-35所示的第二实施例的压接端子的第四变形例的密封部件。图40示出图29-35所示的第二实施例的压接端子的第五变形例的密封部件。图41示出图29-35所示的第二实施例的压接端子的第六变形例的密封部件。图42示出图29-35所示的第二实施例的压接端子的第七变形例的密封部件。
在图36所示的第一变形例的密封部件54a中,在轴向D11上的间隙G51a形成在第二密封部542a与第一密封部541a之间以及第三密封部543a与第一密封部541a之间。在该第一变形例中,第一密封部541a在压接期间在轴向D11上伸长,并且封闭间隙G51a,从而以高水平确保防水性。
在图37所示的第二变形例的密封部件54b中,第一密封部541b形成为短的,并且整个密封部件54b贴附在与第一变形例相比更向端子部12偏置的位置处。同样在第二变形例中,在轴向D11上的间隙G51b形成在第二密封部542b与第一密封部541b之间以及第三密封部543b与第一密封部541b之间,并且间隙G51b通过压接期间的伸长而被封闭。在该第二变形例中,使由密封部件54b密封的区域更窄,但其前提是密封部件54b的贴附位置被设置到获得铝芯线W11与筒部51之间的接触部的防水性的位置。在该第二变形例中,于是基于由于在筒部51的基本整个表面上形成凹部514而提供的贴附位置的高的自由度,来设置密封部件54b的贴附位置。根据该第二变形例,能够通过缩短第一密封部541b而减少粘性凝胶片的使用量,从而降低成本。
在图38所示的第三变形例的密封部件54c中,在交叉方向D12上的间隙G51c形成在第二密封部542c与第一密封部541c之间以及第三密封部543c与第一密封部541c之间。在压接期间,第二密封部542c和第三密封部543在压接期间在交叉方向D12上伸长,以封闭间隙G51c。此外,在该第三变形例中,基于由于在筒部51的基本整个表面上形成凹部514而提供的贴附位置的高的自由度,第三密封部543c的贴附位置被设置在更向端子部12偏置的位置。
根据图39所示的第四变形例的密封部件54d是上述第三变形例的变形版本,其中,使第一密封部541d更短,并且第二密封部542d和第三密封部543d具有基本相同的长度。
在图40所示的第五变形例的密封部件54e中,交叉方向D12上的间隙G51e形成在第二密封部542e与第一密封部541e之间以及第三密封部543e与第一密封部541e之间。在压接期间,第二密封部542e和第三密封部543e在压接期间在交叉方向D12上伸长,并且封闭间隙G51e。此外,在该第五变形例中,基于由于在筒部51的基本整个表面上形成凹部514而提供的贴附位置的高的自由度,倾斜地贴附第一密封部541e。
根据图41所示的第六变形例的密封部件54f是上述图36所示的第一变形例的变形版本,其中,使第一密封部541f更短。此外,在该第六变形例中,基于由于在筒部51的基本整个表面上形成凹部514而提供的贴附位置的高的自由度,倾斜地贴附第二密封部542f。第三密封部543f等同于图36的第一变形例的第三密封部。
根据图42所示的第七变形例的密封部件54g也是图36所示的第一变形例的变形版本。在该第七变形例中,使第一密封部541g为短的,并且使第二密封部542g为长的。此外,第三密封部543g形成为长且宽的。
如以上参考各种变形例所述,第二实施例的压接端子5包括在筒部51的基本整个表面上形成的凹部514。因此,关于密封部件,能够以高的自由度适当地设置该密封部件的贴附方式和形状。
接着,将描述第二实施例的压接端子5的进一步变形例。
图43示出图29-35所示的第二实施例的压接端子的第八变形例的密封部件。图44示出图29-35所示的第二实施例的压接端子的第九变形例的密封部件。图45示出图29-35所示的第二实施例的压接端子的第十变形例的密封部件。图46示出图29至35所示的第二实施例的压接端子的第十一变形例的密封部件。图47示出图29-35所示的第二实施例的压接端子的第十二变形例的密封部件。图48示出图29-35所示的第二实施例的压接端子的第十三变形例的密封部件。
图43所示的第八变形例的密封部件55a不分割,并且在第二密封部552a和第三密封部553a以两个臂的形式从第一密封部551a延伸并且与第一密封部551a一体地连接的情况下,密封部件55a形成为平面图中的C状形状。
下文描述的图44至47所示的各个变形例是上述第八变形例的变形版本。
图44所示的第九变形例的密封部件55b形成为平面图中的C状形状,该密封部件55b以在图44中顺时针倾斜的方式贴附到筒部51。
图45所示的第十变形例的密封部件55c形成为平面图中的C状形状,该密封部件55c以在图45中逆时针倾斜的方式贴附到筒部51。
图46所示的第十一变形例的密封部件55d包括通过第一密封部551d互相连接的形成为短的的第二密封部552d和第三密封部553d。在该第十一变形例中,密封部件55d整体在更向筒部51的内筒片512偏置的状态下贴附。
图47所示的第十二变形例的密封部件55也包括通过第一密封部551e互相连接的形成为短的的第二密封部552e和第三密封部553e。然而,在该第十二变形例中,密封部件55e整体在更向筒部51的外筒片513偏置的状态下贴附。
图48所示的第十三变形例的密封部件55f包括第一密封部551f,该第一密封部551f形成为短的,并且将第二密封部552f与第三密封部553f互相连接。在该第十三变形例中,密封部件55f整体在更向筒部51的端子部12偏置的状态下贴附。
如以上参考各种变形例所述,在第二实施例的压接端子5中,即使在使用一体形成的密封部件时,也能够在凹部514形成在筒部51的基本整个表面上的情况下,以高的自由度适当地设置密封部件的贴附方式和形状。
本文描述的实施例仅描述了本发明的代表性实施例,并且本发明不限于该实施例。即,在不背离本发明的范围的情况下,能够进行各种变形。具有这样的变形的实例只要包括本发明的构造,则也处于本发明的范围内。
例如,上述实施例和各种变形例示例性地示出了设置有通过从外表面侧施加压力加工而形成的凸部的筒部。然而,筒部不限于此,并且可以省略该凸部。然而,如上所述,通过设置该凸部,铝芯线的股线能够分离并且散开,从而能够增加与筒部接触的股线的数量。
此外,作为端子部的一个实例,上述实施例和各种变形例示例性地示出了设置有作为四角筒状的阴端子的端子部12的压接端子。然而,端子部不限于此,并且可以具有其它形状并且可以涉及其它连接形态。
Claims (2)
1.一种压接端子,包括:
筒部,该筒部被构造为包覆并且压接到具有铝芯线的被覆电线的端部,所述铝芯线在该端部处露出;以及
端子部,该端子部被构造为连接到连接对象,
其中,所述筒部和所述端子部在预定的轴向上布置,
其中,所述筒部包括:
底板,该底板在所述轴向上延伸,并且所述被覆电线的所述端部被放置在该底板上;以及
内筒片和外筒片,在所述底板的平面图中,该内筒片和外筒片在与所述轴向交叉的交叉方向上的两侧从所述底板延伸,
其中,所述筒部被构造为在压接期间在所述内筒片布置在内侧的状态下包覆所述端部,
其中,所述压接端子包括密封部件,该密封部件由具有预定厚度的粘性凝胶片形成,并且被构造为遍及第一区域、第二区域和第三区域设置,其中所述第一区域在所述轴向上纵贯所述外筒片,所述第二区域在比所述铝芯线靠近所述端子部的位置处在所述交叉方向上横贯所述筒部的内表面,并且所述第三区域在所述交叉方向上横贯所述内表面从而与所述端部的被覆部交叉,
其中,所述密封部件被构造为在压接后密封所述内筒片与所述外筒片之间的空间、形成为筒状的所述筒部的在所述端子部侧的开口以及所述被覆部与所述筒部之间的空间,
其中,所述筒部的所述内表面设置有分散布置地多个凹部,在所述内表面的平面图中,所述凹部具有圆形形状或者椭圆形形状,
其中,在放置所述被覆电线的所述端部处的所述铝芯线的位置处,凸部形成在所述筒部的所述底板上,
其中,所述多个凹部的一部分也形成在所述凸部上,
其中,由粘性凝胶片形成的所述密封部件包括:第一密封部,该第一密封部在所述第一区域中在所述轴向上以条状形状延伸;第二密封部,该第二密封部在所述第二区域中在所述交叉方向上以条状形状延伸;和第三密封部,该第三密封部在所述第三区域中在所述交叉方向上以条状形状延伸,并且
其中,间隙形成在所述第二密封部与所述第一密封部之间以及所述第三密封部与所述第一密封部之间,并且所述间隙能够由通过压接而伸长的所述第一密封部、第二密封部和第三密封部中的对应的密封部而填满。
2.根据权利要求1所述的压接端子,
其中,槽在所述第一区域、所述第二区域和所述第三区域中形成在所述筒部的所述内表面上,从而与由粘性凝胶形成的所述密封部件重叠,并且
其中,所述多个凹部设置为避开所述槽。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016253772A JP6858552B2 (ja) | 2016-12-27 | 2016-12-27 | 圧着端子 |
| JP2016-253772 | 2016-12-27 | ||
| PCT/JP2017/016504 WO2018123101A1 (ja) | 2016-12-27 | 2017-04-26 | 圧着端子 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110024227A CN110024227A (zh) | 2019-07-16 |
| CN110024227B true CN110024227B (zh) | 2021-05-25 |
Family
ID=62710185
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780073008.2A Active CN110024227B (zh) | 2016-12-27 | 2017-04-26 | 压接端子 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10756449B2 (zh) |
| EP (1) | EP3565061B1 (zh) |
| JP (1) | JP6858552B2 (zh) |
| CN (1) | CN110024227B (zh) |
| WO (1) | WO2018123101A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6803877B2 (ja) * | 2018-07-09 | 2020-12-23 | 矢崎総業株式会社 | 端子付き電線 |
| DE102019109460A1 (de) * | 2019-04-10 | 2020-10-15 | Te Connectivity Germany Gmbh | Crimpkontakt |
| US11264735B1 (en) * | 2020-08-28 | 2022-03-01 | TE Connectivity Services Gmbh | Electrical terminal for terminating a wide size range of magnet wires |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101645544B (zh) * | 2008-08-06 | 2013-03-27 | 住友电装株式会社 | 端子接头及其形成方法 |
| CN202930577U (zh) * | 2012-11-30 | 2013-05-08 | 浙江荣得利航空部件有限公司 | 一种接线片 |
| WO2015194640A1 (ja) * | 2014-06-19 | 2015-12-23 | 株式会社フジクラ | 圧着端子 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5940198B2 (ja) | 1977-04-12 | 1984-09-28 | 川研フアインケミカル株式会社 | 改良された固形洗剤 |
| JPS5842951B2 (ja) * | 1979-02-13 | 1983-09-22 | 住友電気工業株式会社 | アルミニウム導体電線の端子圧着法 |
| DE19549174A1 (de) * | 1995-10-28 | 1997-07-03 | Bosch Gmbh Robert | Kontaktelement mit Crimpabschnitt |
| JP3566541B2 (ja) * | 1998-03-31 | 2004-09-15 | 矢崎総業株式会社 | 防水コネクタ及び防水処理方法 |
| JP2009230998A (ja) * | 2008-03-21 | 2009-10-08 | Autonetworks Technologies Ltd | 端子金具付き電線の製造方法及び端子金具付き電線 |
| JP2010044913A (ja) * | 2008-08-11 | 2010-02-25 | Mitsubishi Materials Corp | 圧着接続端子 |
| JP2011096452A (ja) * | 2009-10-28 | 2011-05-12 | Yazaki Corp | 圧着端子 |
| JP5606115B2 (ja) * | 2010-03-23 | 2014-10-15 | 矢崎総業株式会社 | 圧着端子の電線に対する接続構造 |
| CN102859795B (zh) * | 2010-03-30 | 2015-08-19 | 古河电气工业株式会社 | 压接端子、连接构造体和连接器 |
| JP5675205B2 (ja) * | 2010-08-05 | 2015-02-25 | 矢崎総業株式会社 | 圧着端子 |
| JP2012059438A (ja) * | 2010-09-07 | 2012-03-22 | Sumitomo Wiring Syst Ltd | 防水コネクタ |
| JP5953591B2 (ja) * | 2012-04-05 | 2016-07-20 | 矢崎総業株式会社 | 圧着端子を電線に圧着する方法 |
| JP5899593B2 (ja) * | 2012-07-31 | 2016-04-06 | 矢崎総業株式会社 | 圧着端子付きアルミ電線 |
| CN104137341B (zh) * | 2013-02-21 | 2017-05-24 | 古河电气工业株式会社 | 压接端子、带端子电线及线束结构体 |
| DE102013203796A1 (de) * | 2013-03-06 | 2014-09-11 | Tyco Electronics Amp Gmbh | Elektrische Crimpkontaktvorrichtung |
| JP6063788B2 (ja) * | 2013-03-19 | 2017-01-18 | 矢崎総業株式会社 | 端子金具及び端子付き電線の製造方法 |
| DE102013205235A1 (de) * | 2013-03-25 | 2014-09-25 | Tyco Electronics Amp Gmbh | Crimpverbindung |
| DE112014003899T5 (de) * | 2013-08-26 | 2016-06-09 | Yazaki Corporation | Verbindungsstruktur eines Crimp-Anschlusses in Bezug auf einen Draht |
| JP2015079687A (ja) * | 2013-10-18 | 2015-04-23 | 矢崎総業株式会社 | 圧着端子 |
| JP6426907B2 (ja) * | 2014-04-04 | 2018-11-21 | 矢崎総業株式会社 | 圧着端子と電線の接続構造 |
| CN105098384B (zh) * | 2014-05-19 | 2017-12-15 | 矢崎总业株式会社 | 微电流压接端子和微电流线束 |
| JP5940198B2 (ja) | 2015-06-18 | 2016-06-29 | 古河電気工業株式会社 | 圧着端子、接続構造体及びコネクタ |
| JP6423783B2 (ja) * | 2015-12-16 | 2018-11-14 | 矢崎総業株式会社 | 圧着端子 |
| JP6422851B2 (ja) * | 2015-12-16 | 2018-11-14 | 矢崎総業株式会社 | 圧着端子の製造方法 |
| US9853368B2 (en) * | 2016-05-03 | 2017-12-26 | Te Connectivity Corporation | Electrical crimp terminal |
| JP6822834B2 (ja) * | 2016-12-27 | 2021-01-27 | 矢崎総業株式会社 | 圧着端子および端子製造方法 |
| JP6904147B2 (ja) * | 2017-08-01 | 2021-07-14 | 株式会社オートネットワーク技術研究所 | 端子付き電線 |
-
2016
- 2016-12-27 JP JP2016253772A patent/JP6858552B2/ja active Active
-
2017
- 2017-04-26 WO PCT/JP2017/016504 patent/WO2018123101A1/ja unknown
- 2017-04-26 EP EP17887306.3A patent/EP3565061B1/en active Active
- 2017-04-26 CN CN201780073008.2A patent/CN110024227B/zh active Active
-
2019
- 2019-05-23 US US16/420,559 patent/US10756449B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101645544B (zh) * | 2008-08-06 | 2013-03-27 | 住友电装株式会社 | 端子接头及其形成方法 |
| CN202930577U (zh) * | 2012-11-30 | 2013-05-08 | 浙江荣得利航空部件有限公司 | 一种接线片 |
| WO2015194640A1 (ja) * | 2014-06-19 | 2015-12-23 | 株式会社フジクラ | 圧着端子 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6858552B2 (ja) | 2021-04-14 |
| US10756449B2 (en) | 2020-08-25 |
| EP3565061A4 (en) | 2019-12-25 |
| EP3565061B1 (en) | 2021-04-07 |
| EP3565061A1 (en) | 2019-11-06 |
| JP2018106993A (ja) | 2018-07-05 |
| CN110024227A (zh) | 2019-07-16 |
| US20190280399A1 (en) | 2019-09-12 |
| WO2018123101A1 (ja) | 2018-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110024227B (zh) | 压接端子 | |
| CN110140258B (zh) | 压接端子 | |
| US10658784B2 (en) | Crimp terminal | |
| CN110088981B (zh) | 压接端子和压接端子的制造方法 | |
| CN109983625B (zh) | 端子连接方法 | |
| EP3565062B1 (en) | Terminal-equipped electric wire and terminal production method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |