CN1099652A - 血液制剂制造装置及血液制剂制造方法 - Google Patents
血液制剂制造装置及血液制剂制造方法 Download PDFInfo
- Publication number
- CN1099652A CN1099652A CN94106326A CN94106326A CN1099652A CN 1099652 A CN1099652 A CN 1099652A CN 94106326 A CN94106326 A CN 94106326A CN 94106326 A CN94106326 A CN 94106326A CN 1099652 A CN1099652 A CN 1099652A
- Authority
- CN
- China
- Prior art keywords
- mentioned
- pipe
- container
- blood
- bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 210000004369 blood Anatomy 0.000 title claims abstract description 664
- 239000008280 blood Substances 0.000 title claims abstract description 664
- 238000000034 method Methods 0.000 title claims abstract description 56
- 238000002360 preparation method Methods 0.000 title claims description 155
- 238000004519 manufacturing process Methods 0.000 claims abstract description 140
- 238000012546 transfer Methods 0.000 claims abstract description 77
- 238000000926 separation method Methods 0.000 claims abstract description 21
- 239000000470 constituent Substances 0.000 claims description 336
- 230000007246 mechanism Effects 0.000 claims description 279
- 239000007788 liquid Substances 0.000 claims description 135
- 230000008520 organization Effects 0.000 claims description 92
- 230000009471 action Effects 0.000 claims description 89
- 238000009434 installation Methods 0.000 claims description 85
- 230000032258 transport Effects 0.000 claims description 83
- 238000011049 filling Methods 0.000 claims description 50
- 238000009499 grossing Methods 0.000 claims description 35
- 238000003825 pressing Methods 0.000 claims description 32
- 238000012360 testing method Methods 0.000 claims description 28
- 239000000203 mixture Substances 0.000 claims description 23
- 239000012530 fluid Substances 0.000 claims description 22
- 238000010438 heat treatment Methods 0.000 claims description 22
- 230000006835 compression Effects 0.000 claims description 21
- 238000007906 compression Methods 0.000 claims description 21
- 239000011521 glass Substances 0.000 claims description 18
- 230000009194 climbing Effects 0.000 claims description 17
- 230000002093 peripheral effect Effects 0.000 claims description 16
- 239000003446 ligand Substances 0.000 claims description 14
- 230000003287 optical effect Effects 0.000 claims description 11
- 230000000630 rising effect Effects 0.000 claims description 10
- 238000003860 storage Methods 0.000 claims description 9
- 238000001514 detection method Methods 0.000 claims description 8
- 239000000126 substance Substances 0.000 claims description 8
- 238000002788 crimping Methods 0.000 claims description 3
- 230000006837 decompression Effects 0.000 claims description 3
- 230000004927 fusion Effects 0.000 claims description 3
- 238000002372 labelling Methods 0.000 claims description 2
- 239000010836 blood and blood product Substances 0.000 abstract description 5
- 229940125691 blood product Drugs 0.000 abstract description 5
- 239000012503 blood component Substances 0.000 abstract 3
- 101150038956 cup-4 gene Proteins 0.000 description 87
- 230000001276 controlling effect Effects 0.000 description 82
- 210000003743 erythrocyte Anatomy 0.000 description 53
- 210000001772 blood platelet Anatomy 0.000 description 25
- 210000002381 plasma Anatomy 0.000 description 25
- 238000010241 blood sampling Methods 0.000 description 18
- 210000004027 cell Anatomy 0.000 description 16
- 238000012423 maintenance Methods 0.000 description 15
- 239000000463 material Substances 0.000 description 15
- 230000008859 change Effects 0.000 description 14
- 238000004062 sedimentation Methods 0.000 description 14
- 238000011144 upstream manufacturing Methods 0.000 description 13
- -1 polyethylene Polymers 0.000 description 12
- 241000446313 Lamella Species 0.000 description 10
- 241000408521 Lucida Species 0.000 description 10
- 238000004321 preservation Methods 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 8
- 238000005755 formation reaction Methods 0.000 description 8
- 238000007792 addition Methods 0.000 description 7
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 229920003051 synthetic elastomer Polymers 0.000 description 7
- 239000005061 synthetic rubber Substances 0.000 description 7
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 6
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 6
- 230000002950 deficient Effects 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 238000007493 shaping process Methods 0.000 description 5
- 125000006850 spacer group Chemical group 0.000 description 5
- 208000032843 Hemorrhage Diseases 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 239000007767 bonding agent Substances 0.000 description 4
- WOZVHXUHUFLZGK-UHFFFAOYSA-N dimethyl terephthalate Chemical compound COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 4
- 238000007599 discharging Methods 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 229920000915 polyvinyl chloride Polymers 0.000 description 4
- 229930024421 Adenine Natural products 0.000 description 3
- GFFGJBXGBJISGV-UHFFFAOYSA-N Adenine Chemical compound NC1=NC=NC2=C1N=CN2 GFFGJBXGBJISGV-UHFFFAOYSA-N 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 3
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- 229960000643 adenine Drugs 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000013536 elastomeric material Substances 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 239000008103 glucose Substances 0.000 description 3
- 210000000265 leukocyte Anatomy 0.000 description 3
- 235000010355 mannitol Nutrition 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000825 pharmaceutical preparation Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011780 sodium chloride Substances 0.000 description 3
- 230000006641 stabilisation Effects 0.000 description 3
- 230000028016 temperature homeostasis Effects 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical group C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 229920000800 acrylic rubber Polymers 0.000 description 2
- 210000000436 anus Anatomy 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000000740 bleeding effect Effects 0.000 description 2
- 210000001754 blood buffy coat Anatomy 0.000 description 2
- OCKPCBLVNKHBMX-UHFFFAOYSA-N butylbenzene Chemical compound CCCCC1=CC=CC=C1 OCKPCBLVNKHBMX-UHFFFAOYSA-N 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 229920003049 isoprene rubber Polymers 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920003225 polyurethane elastomer Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 239000004945 silicone rubber Substances 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 150000003673 urethanes Chemical class 0.000 description 2
- 208000030507 AIDS Diseases 0.000 description 1
- 241000252254 Catostomidae Species 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004803 Di-2ethylhexylphthalate Substances 0.000 description 1
- 241000222712 Kinetoplastida Species 0.000 description 1
- 229920012485 Plasticized Polyvinyl chloride Polymers 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 238000008050 Total Bilirubin Reagent Methods 0.000 description 1
- 206010047289 Ventricular extrasystoles Diseases 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 230000003042 antagnostic effect Effects 0.000 description 1
- 239000003146 anticoagulant agent Substances 0.000 description 1
- 229940127219 anticoagulant drug Drugs 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000012742 biochemical analysis Methods 0.000 description 1
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000036770 blood supply Effects 0.000 description 1
- 230000037396 body weight Effects 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 238000005119 centrifugation Methods 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 230000004069 differentiation Effects 0.000 description 1
- 201000010099 disease Diseases 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 206010016766 flatulence Diseases 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 208000006454 hepatitis Diseases 0.000 description 1
- 231100000283 hepatitis Toxicity 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 208000015181 infectious disease Diseases 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 208000037805 labour Diseases 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000003760 magnetic stirring Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910000403 monosodium phosphate Inorganic materials 0.000 description 1
- 235000019799 monosodium phosphate Nutrition 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- NIFIFKQPDTWWGU-UHFFFAOYSA-N pyrite Chemical compound [Fe+2].[S-][S-] NIFIFKQPDTWWGU-UHFFFAOYSA-N 0.000 description 1
- 229910052683 pyrite Inorganic materials 0.000 description 1
- 239000011028 pyrite Substances 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 239000001509 sodium citrate Substances 0.000 description 1
- NLJMYIDDQXHKNR-UHFFFAOYSA-K sodium citrate Chemical compound O.O.[Na+].[Na+].[Na+].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O NLJMYIDDQXHKNR-UHFFFAOYSA-K 0.000 description 1
- AJPJDKMHJJGVTQ-UHFFFAOYSA-M sodium dihydrogen phosphate Chemical compound [Na+].OP(O)([O-])=O AJPJDKMHJJGVTQ-UHFFFAOYSA-M 0.000 description 1
- 239000001488 sodium phosphate Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images




























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/20—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror"
- B29C65/2046—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" using a welding mirror which also cuts the parts to be joined, e.g. for sterile welding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/02—Blood transfusion apparatus
- A61M1/0272—Apparatus for treatment of blood or blood constituents prior to or for conservation, e.g. freezing, drying or centrifuging
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/02—Blood transfusion apparatus
- A61M1/029—Separating blood components present in distinct layers in a container, not otherwise provided for
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M39/00—Tubes, tube connectors, tube couplings, valves, access sites or the like, specially adapted for medical use
- A61M39/10—Tube connectors; Tube couplings
- A61M39/14—Tube connectors; Tube couplings for connecting tubes having sealed ends
- A61M39/146—Tube connectors; Tube couplings for connecting tubes having sealed ends by cutting and welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/20—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror"
- B29C65/2053—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position
- B29C65/2061—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position by sliding
- B29C65/2069—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position by sliding with an angle with respect to the plane comprising the parts to be joined
- B29C65/2076—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position by sliding with an angle with respect to the plane comprising the parts to be joined perpendicularly to the plane comprising the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/24—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools characterised by the means for heating the tool
- B29C65/30—Electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/032—Mechanical after-treatments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7373—Joining soiled or oxidised materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8221—Scissor or lever mechanisms, i.e. involving a pivot point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8226—Cam mechanisms; Wedges; Eccentric mechanisms
- B29C66/82263—Follower pin or roller cooperating with a groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/836—Moving relative to and tangentially to the parts to be joined, e.g. transversely to the displacement of the parts to be joined, e.g. using a X-Y table
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/857—Medical tube welding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B69/00—Unpacking of articles or materials, not otherwise provided for
- B65B69/005—Unpacking of articles or materials, not otherwise provided for by expelling contents, e.g. by squeezing the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/18—Label feeding from strips, e.g. from rolls
- B65C9/1865—Label feeding from strips, e.g. from rolls the labels adhering on a backing strip
- B65C9/1876—Label feeding from strips, e.g. from rolls the labels adhering on a backing strip and being transferred by suction means
- B65C9/1884—Label feeding from strips, e.g. from rolls the labels adhering on a backing strip and being transferred by suction means the suction means being a movable vacuum arm or pad
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B43/00—Machines, pumps, or pumping installations having flexible working members
- F04B43/12—Machines, pumps, or pumping installations having flexible working members having peristaltic action
- F04B43/1223—Machines, pumps, or pumping installations having flexible working members having peristaltic action the actuating elements, e.g. rollers, moving in a straight line during squeezing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N35/00—Automatic analysis not limited to methods or materials provided for in any single one of groups G01N1/00 - G01N33/00; Handling materials therefor
- G01N35/02—Automatic analysis not limited to methods or materials provided for in any single one of groups G01N1/00 - G01N33/00; Handling materials therefor using a plurality of sample containers moved by a conveyor system past one or more treatment or analysis stations
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/02—Blood transfusion apparatus
- A61M1/025—Means for agitating or shaking blood containers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/36—Other treatment of blood in a by-pass of the natural circulatory system, e.g. temperature adaptation, irradiation ; Extra-corporeal blood circuits
- A61M1/3693—Other treatment of blood in a by-pass of the natural circulatory system, e.g. temperature adaptation, irradiation ; Extra-corporeal blood circuits using separation based on different densities of components, e.g. centrifuging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81415—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled
- B29C66/81417—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled being V-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8226—Cam mechanisms; Wedges; Eccentric mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91421—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature of the joining tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91431—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature the temperature being kept constant over time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/08—Copolymers of ethylene
- B29K2023/083—EVA, i.e. ethylene vinyl acetate copolymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2031/00—Use of polyvinylesters or derivatives thereof as moulding material
- B29K2031/04—Polymers of vinyl acetate, e.g. PVAc, i.e. polyvinyl acetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/005—Hoses, i.e. flexible
- B29L2023/007—Medical tubes other than catheters
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N35/00—Automatic analysis not limited to methods or materials provided for in any single one of groups G01N1/00 - G01N33/00; Handling materials therefor
- G01N2035/00465—Separating and mixing arrangements
- G01N2035/00534—Mixing by a special element, e.g. stirrer
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N35/00—Automatic analysis not limited to methods or materials provided for in any single one of groups G01N1/00 - G01N33/00; Handling materials therefor
- G01N35/00584—Control arrangements for automatic analysers
- G01N35/00722—Communications; Identification
- G01N35/00732—Identification of carriers, materials or components in automatic analysers
- G01N2035/00742—Type of codes
- G01N2035/00752—Type of codes bar codes
Abstract
本发明涉及能自动、合理、高效率地制造质量稳
定而安全的血液制剂的制造装置和血液制剂制造方
法。其特征是把第1容器内的血液分离成若干种成
分,从第1容器中将血液成分移送到第2容器时,自
动地无菌连接第1容器的管与第2容器的管,由血液
成分移送装置把第1容器内的血液成分通过管移送
到第2容器内。
Description
本发明涉及血液制剂制造装置及血液制剂制造方法。
现在,进行输血时,为了有效利用血液和减轻输血者负担,有时采用成分输血这一输血方式,就是通过离心分离等措施把从供血者处得到的血液分离成各种血液成分,仅将所需的成分输给被输血者。
用于这种成分输血等的血液制剂的制造,是采用由管子连接若干可挠性袋而形成的多连袋,对采入采血袋内的血液至少施行一次离心分离,例如分离成浓稠红血球、浓稠血小板及贫血小板血浆三种成分,通过管子分别将其中的浓稠血小板和贫血小板血浆移送到血小板保存袋和血浆保存袋内,然后封住管子的预定部位并切断之,将各装分离。
上述一连串作业,由于几乎全都是手工操作,同时由于使用了多连袋,所以存在下述各种缺点。
例如,在血液中心,从采血直到制剂的制造,根据大致的采血计划,必须液备所需数量的各品种、形态的袋,袋的品种有很多种,如单个袋、2连袋、3连袋、4连袋等等,采血袋的形态(如袋的构造、容量、连接管根数等)也有多种。因此,采血的准备工作需化费很多时间和人力,另外,当采血计划变更或采血计划与采血现场的情形不一致时,有时会得不到所需量的血液成分,或浪费剩余血液,有时甚至要废弃掉未使用的袋,造成许多浪费。
在采血时,必须每次确认和选定上述袋的品种、形态,在制剂的制造时,根据上述袋的品种和形态,其血液成分的分离、移送等顺序都不相同,因此,作业非常烦杂,易产生误操作。
在制剂制造工序中,多连袋在分离为各个袋之前,整体呈互相连接的状态,所以在运送和处置时,与其它袋互相干扰,很不方便。
尤其是在用离心分离器进行离心分离时,有下述各种缺点。即,第一,由于将装有采血血液的采血袋和其它袋束在一起放在离心辅助杯内进行离心分离,这些,袋放入或取出离心辅助杯都不太容易。第二,将各袋收容到离心辅助杯内后,在杯底部产生死空间,因此,有时袋会因离心压力而破损。第三,上述第一和第二的缺点,在袋数量越多时越显著,因此随之而产生的离心不良的发生率也高,得不到作业的标准化和制剂质量的稳定化。第四,根据上述袋的品种及形态不同,理想的离心条件也各异,为了使离心分离器转子的重量平衡,必须针对血袋的每个品种进行离心分离操作,所以,离心分离的作业率低。
此外,离心分离后,用手从离心分离器中取出采血袋,运送并放到移送血液成分的装置或器具内,这时,袋受到振动和摇晃,已分离的各血液成分的界面紊乱,使所得到的血液成分的收取率降低(其它成分的除去率降低)。特别是当血液制剂中的白血球除去率降低时,会使肝炎、爱滋病等的感染率升高,非常不利。因此,在各血液成分的界面紊乱显著时,从其中得到的血液制品为不合格品,须将其废弃或重新进行离心作业。
因此,为了使已分离的各血液成分的界面不产生紊乱,须极为小心慎重地进行作业,给作业者增加很大负担,降低了制剂的制造效率。
此外,为了制剂的管理,要在各袋上粘贴表示制剂品种、血型、制造序号、制造年月日等情报的标签,该粘贴标签的工作是根据人的判断手工进行的,有时会贴错或读错标签,另外,标签的粘贴位置往往不规整,因此识读标签很不容易,常常出现读错的情形。因而不能进行完善的管理。标签上所注的情报是表示血液制剂来源的唯一方式,一旦贴错标签,会遭致人命事故,所以绝对不允许出现这种错误。因此,在粘贴标签的作业中,需格外地小心,不仅给作业者带来很大负担,同时也有硬制剂制造作业的合理化。
本发明是为解决上述现有技术中的问题而提出的,其目的在于提供一种能自动、合理、高效地制造高质量和高安全性血液制剂的装置和血液制剂的制造方法。
为了实现上述目的,本发明涉及的血液制剂制造装置的特征是设有血液成分移动装置和管连接装置;血液成分移送装置从收容有分离成若干种血液成分的第1容器中,将至少一种上述血液成分移送到第2容器;管连接装置可把连通上述第1容器的第1管与连通上述第2容器的第2管无菌地连接起来。通过该管连接装置,将上述第1管和第2管连接起来;通过上述血液成分移送装置,使上述第1容器内的血液成分通过连接的上述第1管和第2管移送到上述第2容器内。
上述第1容器为具有可挠性的袋。上述血液成分移送装置具有压迫第1容器、使血液成分排出的压迫机构。
上述血液成分移送装置具有吸引第1容器内血液成分的吸引机构。
上述吸引机构是滚柱泵。
上述管连接装置具有一对保持部件、加热板和管封止装置。该对保持部件可将上述第1管和第2管并列地保持着;加热板可更换地设置在两支承部件之间,用于熔融切断上述第1和第2管;管封止装置将第1管和第2管的切口连接起来。
上述管连接装置具有将上述第1管和第2管装填入上述保持部件的管装填装置,该管装填装置具有运送头,该运送头备有分别在不同位置处夹持管子的2个夹具和至少移动两夹具的其中之一而使而夹具间距离改变的驱动机构。
上述管连接装置还具有使上述第1管和第2管因连接而产生的变形复原的管整形装置,该管整形装置具有一对捋压部件和驱动机构,该一对捋压部件具有供管穿插空间和夹压上述管变形部位的捋压面;驱动部件使上述捋压面相对地往相反方向移动。
上述管封止装置的特征是具有夹持上述管的一对加热头,在至少一个加热头的管夹持面上形成有突起。
上述管封止装置的特征是具有切断管封止部的切断机构。
上述管由使管沿长度方向移动运送的管运送装置保持,该管运送装置具有形成管通过通路的运送用轨、至少一对夹持着上述管旋转的辊子和驱动该辊子旋转的驱动机构。
上述管运送装置具有使管保持张紧状态的管拾取装置。
上述第1容器是收容在杯内由第1容器运送装置运送到上述血液成分移送装置的。
上述杯是透明或半透明的。
上述第1容器运送装置的特征是具有旋转驱动机构,该旋转驱动机构由旋转体、设在该旋转体外周的用于保持上述杯的若干个杯保持部和使旋转体旋转驱动的旋转驱动机构构成。
上述第1容器运送装置的特征是具有杯运送机构,该杯运送机构从离心分离器中取出杯,将杯装填到上述杯保持部内。
上述第1容器运送装置的特征是具有第1容器回收部,该回收部在其运送区域内回收血液成分移送后的第1容器。
上述第2容器载置在容器载置部上,在该载置状态下,血液成分从第1容器中移送过来。
上述第2容器是由容器供给装置供给的、连接有第2管的具有可挠性的未使用的袋。
上述容器供给装置的特征是,具有袋收容部、袋载置台和使该载置台上下动的升降机,上述袋在第2管一侧以同一方向码齐重叠的状态收容在上述袋收容部内,袋载置台设置在袋收容部的底部附近。由升降机的动作使载置台上升,从上方顺次供给载置在载置台上的上述袋。
上述载置台的特征是,在上述袋的第2管一侧和其相反侧,分别以不同的上升率上升,不管收容在袋收容部内的袋数量有多少,其最上面的袋总形成一定角度。
上述载置台的特征是以其一端为中心可转动地设置着,随着上升而转动。
上述载置台的特征是,由构成连杆机构的若干个载置片组成,随着上升而变形。
上述升降机具有2个驱动机构,该2个驱动机构使载置台的一端和另一端分别的不同的上升率上升。
由上述容器供给装置供给的第2容器,由第2容器运送装置运送到预定位置,该第2容器运送装置具有运送头和使该运送头至少在垂直方向移动的移动机构,上述运送头设有保持第2容器的保持机构。
上述保持机构具有吸持第2容器的吸盘和使该吸盘内减压的减压机构。
在上述第2容器运送装置的运送区域内,具有至少一个第2容器回收部,用于回收血液成分运送完了后的第2容器。
上述第1管或第2管,由对该管在长度方向捋压装置使管内的流体移动。
上述管捋压装置具有管捋压部,该管捋压部由辊及其配合体、使该辊旋转的辊旋转机构和使辊与配合体间距离变化的变位机构构成,通过上述变位机构的动作,使辊与配合体接近而压闭上述管,同时通过辊旋转机构的动作,使辊旋转,而在一定长度内捋压管,使管内流体移动。
上述管捋压装置的特征是具有管捋压部、容器载置部和控制机构;管捋压部由辊及其配合体、使辊旋转的辊旋转机构和使辊与配合体间距离改变的变位机构构成,容器载置部用于载置具有挠性的容器,在该可挠性容器上安装着连通容器内部的管;控制机构用于控制辊旋转机构和变位机构的动作。该控制机构是这样进行控制的,即通过变位机构的动作使辊与配合体接近而压闭上述管,同时通过辊旋转机构的动作使辊旋转,而在预定长度范围内捋压管,使管内流体向上述容器移动,然后,通过辊旋转机构的动作,使辊与配合体拉开距离,解除对管的压闭。
上述管捋压装置的特征是,具有管捋压部、容器载置部和控制机构,该管捋压部由隔着管相向设置的一对辊、使该对辊中的至少一个旋转的辊旋转机构和变化辊间距离的变位机构构成;容器载置部用于载置具有可挠性的容器,在该可挠性容器上安装着连通容器内部的管;控制机构控制辊旋转机构和变位机构的动作。该控制机构是这样进行控制的,即,通过变位机构的动作,使上述两辊接近,从而压闭管,同时,通过辊旋转机构的动作,使辊旋转,在一定长度范围内捋压管,使管内流体的容器移动,然后,通过辊旋转机构的动作,使两辊间距离拉大,解除对管的压闭。
上述管捋压装置的特征是,具有管捋压部、容器载置部、搅拌机构和控制机构;管捋压部由隔着管相向设置的一对辊、至少使该对辊中的一个旋转的辊旋转机构和变化辊向距离的变位机构构成;容器载置部用于载置具有可挠性的容器,在该可挠容器上安装着连通容器内部的管;搅拌机构搅拌容器载置部上的容器内的流体;控制机构控制辊旋转机构、变位机构和搅拌机构的动作。该控制机构是这样进行控制的,即,通过变位机构的动作使两辊接近而压闭管,同时,通过辊旋转机构的动作使辊旋转而在预定长度范围内捋压管,使管内流体向容器移动,然后,通过搅拌机构的动作搅拌容器内流体,再通过变位机构的动作,使两辊间距拉开,解除对管的压闭。
上述搅拌机构是使容器载置部摆动的摆动机构。
上述捋压装置的特征是,管的捋压终了位置在管与第1容器或第2容器的连接部附近。
上述第1容器和/或第2容器是通过药液添加装置往其内部添加药液的。
上述药液添加装置的特征是具有贮药液的药液容器和连通该药液容器的第3管,用上述管连接装置连接了第1管和第3管后,通过第1管和第3管将药液容器内的药液定量地移送到第1容器内。
上述药液的移送是由滚柱泵进行的。
对上述血液制剂制造装置各部进行控制的控制机构具有情报管理装置,该情报管理装置管理有关第1容器内收容物的情报。
上述情报管理装置具有读取装置,该读取装置读取附在第1容器上的、载持有关收容物情报的第1容器情报载体。
上述情报载体是一元或二元代码。
上述读取装置的特征是用光学方法读取上述情报载体的代码。
上述读取装置的特征是使上述情报载体呈平坦状地进行读取。
上述情报管理装置的特征是具有标签制造机,该制造机制造带情报载体的标签。
上述标签制造机是把情报载体表示在标签上的打印机。
上述情报管理装置具有标签粘贴装置,该粘贴装置将标签制造机所制造的标签粘贴到第2容器上。
上述标签粘贴装置具有压接标签的压接头和使该压接头至少在垂直的二个方向上移动的移动机构。
上述标签带有关于收容物的情报,也带有其它情报。
上述控制机构的特征是,它是这样地控制情报管理装置的,即,由读取装置读取附在第1容器上的情报载体;由标签制造机制造带有情报载体的标签,该情报载体载持与读取装置所读取的情报相应的情报;由标签粘贴装置将该标签粘贴在第2容器上。
上述情报管理装置具有读取标签上情报载体的确认用读取装置。
上述控制机构的特征是,它是这样地控制情报管理装置的,即,由读取装置读取附在第1容器上的情报载体;由标签制造机制造带有情报载体的标签,该情报载体载持与读取装置所读取的情报相应的情报;由标签粘贴机将该标签粘贴在第2容器上;将被粘贴标签上的情报与由确认用读取装置读出的情报相比较,确认其一致性。
上述控制机构的特征是,当读取装置读取的情报与确认用读取装置读出的情报不一致时,就发出警告。
上述控制机构的特征是,具有检测第1容器的液体流入和/或流出量的液量检测机构。
上述控制机构的特征是,具有检测第2容器重量变化的重量检测机构。
上述重量检测机构的特征是,具有防止过负荷加上的过负荷防止机构。
上述第1或第2容器,分别为一个或若干个。
为了达到上述目的,本发明的血液制剂制造方法是将血液分离成若干种成分,用所得到的血液成分自动地制造相应的血液制剂,其特征在于,具有管连接工序和血液成分移送工序;管连接工序是把与收容有血液的第1容器连通的第1管和与第2容器连通的第2管无菌地连接起来;血液成分移送工序是通过已连接起来的第1管和第2管,把第1容器内已分离成若干种的血液成分中的至少一种移送到第2容器内。
为了达到上述目的,本发明的血液制剂制造方法是将血液分离或若干种成分,用所得到的血液成分自动地制造相应的血液制剂,其特征在于,具有运送工序、管连接工序和血液成分移送工序;运送工序是将收容有血液的第1容器运送到血液成分移送装置;管连接工序是把与收容有血液的第1容器连通的第1管和与第2容器连通的第2管无菌地连接起来;血液成分移送工序是通过已连接起来的第1管和第2管,把第1容器内分离成若干种血液成分中的至少一种移送到第2容器内。
为了达到上述目的,本发明的血液制剂制造方法是将血液分离成若干种成分,用所得到的血液成分自动地制造相应的血液制剂,其特征在于,具有离心分离工序、运送工序,管连接工序和血液成分移送工序;离心分离工序是将收容在第1容器内的血液离心分离成若干种血液成分;运送工序是将该第1容器运送到血液成分移送装置;管连接工序是把收容有血液的第1容器连通的第1管和与第2容器连通的第2管无菌地连接起来;血液成分移送工序是通过已连接起来的第1管和第2管,把第1容器内已分离成若干种血液成分中的至少一种移送到第2容器内。
为了达到上述目的,本发明的血液制剂制造方法是将血液分离成若干种成分,用所得到的血液成分自动地制造相应的血液制剂,其特征在于,具有载置工序、管连接工序和血液成分移送工序;载置工序是取出专使用的第2容器并载置在容器载置;管连接工序是把与收容有血液的第1容器连通的第1管和与第2容器连通的第2管无菌地连接起来;血液成分移送工序是通过已连接起来的第1管和第2管,把第1容器内已分离成若干种的血液成分中的至少一种移送到第2容器内。
为了达到上述目的,本发明的血液制剂制造方法是将血液分离成若干种成分,用所得到的血液成分自动地制造相应的血液制剂,其特征在于,具有管连接工序、复原工序和血液成分移送工序;管连接工序是把与收容有血液的第1容器连通的第1管和与第2容器连通的第2管无菌地连接起来;复原工序是使因上述管连接所产生的变形复原;血液成分移送工序是通过正连接起来的第1管和第2管,把第1容器内已分离成若干种的血液成分中的至少一种移送到第2容器内。
上述方法具有在移送时检测第2容器重量并根据该检测值调节血液成分移送量的调节工序。
上述方法具有沿长度方向捋压管,使管内流体流动的工序。
上述方法具有用融接方法封止上述管的封止工序。
上述方法具有在用融接方法封止上述管后,切断该封止部的工序。
上述方法具有往第1容器内供给药液的工序。
上述药液供给的特征是,将与贮有药液的药液容器连通的第3管和上述第1管连接起来后,通过该第1管和第3管,将药液容器内的药液按预定量移送到第1容器内。
上述药液供给的特征是,根据剩余在第1容器内的血液成分量调节药液的供给量。
上述第1或第2容器,分别为一个或若干个。
由于有上述的构造,本发明具有以下优点。
现有技术中,由于血袋的品种(如袋连接数)和形态(如构造、容量等)有多种多样,所以至采血液备和采血时,化费很多时间和劳力。此外,当采血计划变更或采血计划与采血现场实际情况不符合时,常常会得不到所需量的血液或者浪费掉多余的血液,被扔掉的未使用血袋已较多。本发明中,由于能够只使用单一的袋,所以采血液备容易,采血时无需选择和确认袋的品种和形态,也不会产生血液成分的剩余和不足。
另外,由于采用单一的袋,其自身的运送及处置都较易进行,特别是在离心分离时,较容易被装入和取出离心分离机,在离心辅助杯底部不会产生死空间,所以不会因离心压力而被损,不合格离心的发生率较低。另外,离心条件不因袋品种而不同,离心分离的作业效率高。
此外,装有已分离血液成分的装在运送时或在移送到其它血液成分袋时,因不振动和不摆动袋,所以分离的各血液成分界面不紊乱,不会使所得血液成分的收取率(其他成分的除去率)降低。
另外,血液成分被移送时,由于无菌地连接两个管,可以维持封闭状态地制造血液制剂,制造出的血液制剂不会受细菌污染。
另外,可以实现血液制剂制造作业的标准化、制剂质量的均一化、稳定化,尤其是当具有检测或调节血液成分容量、药液添加量等功能时,其效果更为显著。
当具有情报管理装置的情况下,不会因管理上需格外细心而造成对作业者的过重负担,可防止贴错或读错标签,其结果,可防止例如因误认血型而产生的事故,具有高安全性。而且,当设置具有累计读取情报功能的控制机构时,在输血系统中,可进行综合的情报管理。
根据本发明,可实现血液制剂制造作业的自动化、合理化并且提高生产效率。能实现血液制剂制造作业的标准化、制剂质量的稳定化。特别是在可以选择互不相同的若干血液成分移送形态的情况下,可根据血袋的构造和处理量,进行广泛的制剂制造。
从以下附图所表示的最佳实施例中,可更加清楚地了解本发明其它的目的及特征。
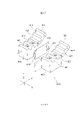
图1是本发明一实施例的血液制剂制造装置概略立体图。
图2是杯运送机构的侧面图。
图3、图4是袋压通装置的局部断面侧面图。
图5-图8是管拾取装置的局部断面侧面图。
图9是放大表示管导引部的平面图。
图10是管运送装置和管装填装置的立体图。
图11、图12是管装填装置的局部断面侧面图。
图13是管装填装置的正面图。
图14-16是由管装填装置进行的管装填工序的立体图。
图17是管连接装置主要部分的立体图。
图18、19是管整形装置的侧面图。
图20是管捋压装置的侧面图。
图21、22是管捋压装置的平面图。
图23是管捋压装置的辊的另一实施例侧面图。
图24是管捋压装置的辊的另一实施例正面图。
图25是管捋压装置的辊的另一实施例正面图。
图26-29是检测管捋压装置的管捋压终了位置的检测机构侧面图。
图30、31是管捋压装置的管捋压部的局部断面侧面图。
图32是管封止装置主要部分的放大断面图。
图33表示由管封止装置所封止的管的形状。
图34是容器供给装置的正面图。
图35是容器供给装置的另一实施例的正面图。
图36是第2容器运送装置的侧面图。
图37是第2容器运送装置主要部分的放大断面正面图。
图38是模式地表示药液添加装置回路构造的回路构造图。
图39是模式地表示情报管理装置的构成图。
图40是管捋压装置的搅拌机构的侧面图。
图41是沿图40中41-41线的视图。
图42、43是管捋压装置的容器载置部侧面图。
图44是沿图43中44-44线的视图。
图45是管捋压装置的容器载置部侧面图。
图46是读取装置的局部断面侧面图。
图47是贴在袋上的标签的一种配置形式。
图48-55是由标签粘贴装置进行的标签粘贴工序的侧面图。
图56是本发明中所使用的血袋的平面图。
下面,参照附图说明本发明的一个实施例。
图1是表示本发明血液制剂制造装置的概略立体图。图1中未表示的结构,补充表示在图2-图56中。如这些图所示,本发明的血液制剂制造装置1设有:容器集存部10、离心分离器20、控制机构30、操作部40、第1容器运送装置100、血液成分移送装置150、管拾取装置200、第1容器回收部250、管运送装置300、管装填装置350、管连接装置400、管整形装置450、管捋压装置500、管封止装置550、容器供给装置600或601、第2容器运送装置650、容器载置部700、第2容器回收部710、药液添加装置750和情报管理装置800。以下,依次说明上述构成部分。
在血液制剂制造装置1的一端(图中近身前侧),设置着容器集存部10和与之相邻的离心分离器20。
关于容器集存部10:
在容器集存部10上设置了3个托盘11,在各托盘11上,载置着直立状态的杯4,在杯4内收容着作为第1容器的血袋2。
如图38所示,血袋2例如是由软质聚氯乙烯等树脂膜片叠合起来并将其周缘部融接(热融接、高频融接等)而形成的袋状物,其一端连着可挠性管3,该管3与血袋2内部连通。
杯4为具有弯曲底部的筒状部件,在其上端开口的边缘部形成环状肋5,该杯4的除环状肋5以外的部分,由软质材料做成。该软质材料例如可以是软质聚氯乙烯、聚乙烯、聚丙烯、聚酯、聚氨酯、聚酰胺、硅酮、聚酯合成橡胶、聚酰胺合成橡胶、丁苯苯乙烯共聚物等热可塑性合成橡胶等。
为了使后述读取袋810能够读取杯4内的血袋2上的情报载体(条码),杯4最好是透明或半透明的。
在肋S的上部,形成有保持管3端部的管保持部(图未示)。该管保持部例如可以是嵌合管3的沟槽或夹持部件等。在管3的端部被该管保持部保持着的状态下,由后述管拾取装置200拾起。
杯4的构造不限于图示形状,例如也可以设置定位机构(图未示),以便相对于杯4总以一定方向收容血袋2。
另外,除了将杯4直接载置在托盘11上时,为了保持杯4的直立状态,也可以通过圆筒状的直立辅助部件(图未示)来载置杯4。
由后述杯运送机构110从托盘11上取出杯4或把杯4放到托盘11上时,为了将相对于装置本体15的杯4取出位置等作为特定位置,也可使各托盘11能在图1中X和Z方向上移动。
也可以设置用于检测在托盘11各部位是否载置了杯4的检测机构(如重量传感器、接触传感器)。
关于离心分离器20:
离心分离器20的内部有由旋转驱动机构驱动而高速旋转的转子(图未示),在该转子上,放射状地设有若干可供杯中插入的硬质离心辅助杯(图未示)。将收容有血袋2的杯4插入各离心辅助杯,使转子旋转,血袋2内的血液便离心分离为若干种血液成分。离心分离器20的离心条件(转数、离心时间等)通过后述操作部40的手动操作设定或通过控制机构30自动设定。
离心分离器20的上部由顶板201复盖着,在该顶板201上形成有可供杯4插入的圆形开口202。后述杯运送机构110将杯4放入和取出离心分离器20时,是穿过该开口202一个一个杯地放入和取出的。因此,将杯4放到离心分离器20的转子上时,以及离心分离结束后从转子上取出杯4时,控制机构30使转子一档一档地旋转(每档为相当于相邻离心辅助杯间隔的旋转角),使设在转子上的离心辅助杯位于开口202的正下方。
用离心分离器20进行离心分离过程中,开口202由盖203盖严。
关于第1容器运送装置100:
在血液制剂制造装置1的约中间部,设置着把采血袋2内的血液成分移送到第2容器即血液成分袋6的血液成分移送装置150和把将血袋2运送到血液成分移送装置150的第1容器运送装置100。
第1容器运送装置100由旋转运送机构101和杯运送机构110(图2)构成。本实施例中,旋转运送机构101主要承担运送的后半,杯运送机构110主要承担运送的前半,以下依次说明它们的构造。
旋转运送机构101由可相对于装置本体15旋转的旋转体(转台)102、设在该旋转体102外周的、保持杯4的保持部件103和使旋转体102旋转的旋转驱动机构(图未示)构成。
在旋转体102的旋转轴上部,固定着十字形臂104,在臂104的四个端部,分别固定着带有两个圆弧状缺口105的杯保持部件103。将杯4插入缺口105内并使肋5卡在缺口105的边缘,这样就能将杯4悬挂地保持在杯保持部件103上。
使旋转体103旋转驱动的旋转驱动机构具有马达那样的驱动源和减速器,驱动源与后述控制机构30电气连接,由控制机构30控制其驱动。例如,向驱动源通电使旋转体102在预定方向旋转90°。这时,为了不使血袋2内已分离的血液成分之间的界面紊乱,使旋转体102以较低速度旋转,在旋转体102旋转开始时和旋转停止时,控制该驱动以使冲击力减小。
杯运送机构110把持住收容血袋2的杯4,将杯4送往预定位置。杯运送机构110进行以下作业:28把托盘11上的收容着装有血液的血袋2的杯4放在离心分离器20的转子上,从离心分离器20取出离心分离后的杯4并载置在托盘11上,以及将载置在托盘11上的杯4装填到杯保持部件103上。
图2是杯运送机构110的侧面图。如该图所示,杯运送机构具有运送轨111、移动体112、旋转移送装置120、升降驱动装置130、把持装置140、运送轨111架设在旋转运送机构101、容器集存部10、离心分离器20等的上方,在杯4的运送区域的约中央部内。
移动体112载置在运送轨111上,沿该运送轨111往复移动。在移动体112上设置着两对夹持运送轨111的辊113、114和使这些辊113、114旋转的马达(图未示)。该马达可正转和逆转,通过马达的动作使辊113、114旋转后,移动体112便在运送轨111上的预定范围内移动。
旋转移送装置120设在移动体112的下侧。旋转移送装置120具有旋转驱动马达,其旋转轴121伸出于上方,连接在移动体112的底部。在旋转轴121的下端部,固定着旋回臂122的基端部。
在旋回臂122的前端,设置着升降驱动装置130。升降驱动装置130具有设置在上下方向上的气缸、油在缸那样的缸体131和活塞杆132,通过缸体131的动作,活塞杆132伸缩,即沿图1中Y方向(上下方向)移动。
在活塞杆132的下端,设着把持装置140。该把持装置140具有一对(也可为三个以上)把持部件141、142,在它们的下端设着向内侧突出的爪143、144。这种把持部件141、142可开闭地轴支在活塞杆132的前端,由图未示的开闭驱动机构进行开闭。该开闭驱动机构例如可以是具有伺服马达、螺线管、绳索牵引机构等的驱动机构。
用把持装置140把持杯4时,关闭开着的把持部件141、142,其爪143、144伸入杯4上肋5的下侧,通过把持装置140的上升,爪143、144挂住肋5,把杯4悬吊着。
移动体112、旋转驱动装置120、升降驱动装置130和把持装置140的各驱动源分别与后述控制机构30电气连接,由该控制机构30控制其驱动。
在这样的杯运送机构110中,把持装置140通过移动体112在运送轨111上的移动和旋转移送装置120的旋转驱动,可移动到杯4运送区域中的任意位置处。
例如,将移动体112的移动与旋转移送装置120的旋转进行适当组合,使把持装置140移动到载置在容器集存部10的托盘11上的预定杯4的上方位置处,打开把持部件141、142。再通过升降驱动装置130的动作,使呈打开状的把持部件141、142下降,当爪143、144到达要把持的杯4上肋5的下方位置时,通过升闭驱动机构关闭把持部件141、142,夹持要运送的杯4。
用把持部件141、142确实地夹住杯4后,再次使升降驱动装置130动作,使把持装置140上升吊起杯4,当到达不与其它装置接触的高度时,同时或依次驱动移动体112和旋转移送装置120,将夹持着的杯4移动到位于旋转运送机构101的靠离心分离器20一侧的杯保持部件103上方。
然后,驱动升降驱动装置130,使被把持装置140夹持着的杯4下降,将杯4从上方装填入杯保持部件103的缺口105内。杯4的装填结束后,打开把持部件141、142,解除对杯4的夹持,再使把持装置140上升。这样,杯4的运送就结束了。
在把持装置140中,设有检测杯4内血袋2朝向的方向检测机构(图未示),将杯4装填到旋转运送装置101上时,总是使血袋2设定成朝着预定方向的姿势。该方向检测机构,例如可预先在杯4上设置表示血袋2朝向的记号,通过检测该记号,可间接地检测出血袋2的朝向。
另外,在本发明中,第1容器运送装置100不限于把血袋2放在杯4内的状态进行运送,也可以运送血袋2本身。第1容器运送装置100中的运送机构,例如也可以是用勾子等吊着血袋2进行运送,也可以将血袋2搭载在移动台或传送带上进行运送等任何型式。
关于血液成分移送装置150:
(在第1容器运送装置100的旋转运送机构101附近,设置着将血袋2内的血液成分通过连接的管3、7移送到血液成分袋6内的两个血液成分移送装置150、该血液成分移送装置150压迫血袋2,同时吸引血袋2内的血液成分使其排出,该血液成分移送装置150由一对袋压迫装置151和作为吸引机构的一对滚柱泵160构成。
如图3、4所示,袋压迫装置151由与杯保持部件103的垂直面106相向配置的捋压板152、使该捋压板152沿X方向移动的驱动机构153和使驱动机构相对于装置本体15固定的支承部件155构成。驱动机构153例如可采用油压或空气压缸,或螺线管磁铁等。
如图3所示,在驱动机构153不动作的状态,杆154收缩,捋压板152位于不接触由杯保持部103保持着的杯4处,如图4所示,驱动机构153动作时,杆154伸长,捋压板152向着靠近杯保持部件103的方向移动,捋压杯4的下半部分。由手杯4是软的,由于该捋压而变形,使收容在杯4内的血袋2受到杯4的压迫。
此外,图示的构造中,捋压板是平行移动,但捋压板的动作并不限于此,例如,也可以以其上端部、中间部或下端部为中心转动。另外,捋压板152也可由相互独立或相互连接的若干板片构成。这时,通过各板片分别不同的动作,可以用更适合于血液成分排出的模式压迫血袋2的各部。
如图38所示,滚柱泵160通过自转和公转的若干个滚柱161在与弯曲面163之间压闭并捋压管3,使管内流体移动。该管3沿泵头162的圆弧状弯曲面163配置。这时,泵头162与具有三个滚柱161的转动件是可接离的,安装着管时,它们呈分离的状态。
将连接在血袋2上的管3放在滚柱泵160上,使滚柱泵160按反时针方向旋转时,则在滚柱泵160与血袋2之间的管3内产生负压,吸引血袋2内的血液成分。
驱动机构153和滚柱泵160分别与后述控制机构30电气连接,由该控制机构30控制其驱动。
这样,在本实施例的血液成分移送装置150中,通过并用袋压迫装置151对血袋2的压迫和滚柱泵160的吸引,能迅速地移送血液成分而不会使正分离的各成分界面紊乱。但是,在本发明中,血液成分移送装置也可以只有象袋压迫装置151那样的压迫血袋2的机构或只有象滚柱泵160那样的血液成分吸引机构。
袋压迫装置151不限于用捋压板152来捋压袋的构造,例如也可以用因流体的注入而扩张的袋状封套来压迫血袋2。吸引机构也不限于滚柱泵160,例如可以用收容移送血液成分的血液成分移送袋6的减压室。
血液成分移送装置150中的袋压迫装置151及滚柱泵160的数目,不限于图示的两个,例如,两个血液成分移送线可以合用一个袋压迫装置151或滚柱泵160。这时,袋压迫装置151或滚柱泵160应能在Z方向上移动。
血液成分移动装置150还可以具有界面检测机构(图未示),该检测机构检测血袋2内正分离血液成分的界面。该界面检测机构例如具有隔着血袋2相向配置的光源和受光元件(光传感器),利用每种血液成分的透光度的差异,根据受光元件上的受光光量变化检测出界面。通过这种界面检测机构得到的情报输入到控制机构30,例如供袋压迫装置151及滚柱泵160的动作/停止的控制使用。通过这样的控制,可提高血液成分的收取率(其他成分的除去率)。
血液成分移送装置150还可以具有压闭管3、使其内部流路暂时阻断的流路开闭机构。这时,可设置专用的流路开闭机构,也可以利用后述管拾取装置200的一对爪212及其开闭机构。
关于第1容器回收部250:
在这种第1容器运送装置100的运送区域内,如图1所示,在位于血液制剂制造装置1正面的杯保持部件103的对面位置上,设置着第1容器回收部250,该回收部250用于回收血液成分移送后的血袋2。该第1容器回收部250由溜槽251和夹持机构252构成,该夹持机构252夹持被杯保持部件103保持着的杯4,送往溜槽251。
夹持机构252由夹具253和使该夹具253在图1中Z方向移动的驱动机构254构成。夹具253有三个爪,例如可通过象螺线管磁铁那样的驱动源(图未示)使两侧爪向中央爪靠近地移动,可以同时夹持两个杯4。
驱动机构254和夹具253的驱动源分别与后述控制机构30电气连接,由该控制机构30控制其驱动。
在这种夹持机构252中,由夹具253夹持由位于血液制剂制造装置1正面的杯保持部件103所保持着的杯4,通过驱动机构254,使夹具253在血液制剂制造装置1的正面方向移动,从杯保持部件103上卸下杯4,在溜槽251的上部开口上方处停止,解除夹具253的夹持,使血袋2从每个杯4落下到溜槽251内。回收到溜槽251的聚积的血袋2经血液制剂制造装置1的正面取出口255被取出。
另外,也可以在第1容器回收部250上不设置夹持机构252,用上述杯运送机构110取出被杯保持部件103保持的杯4,再经下投入到溜槽251内。
关于管拾取装置200:
管拾取装置200是用于把保持在杯4上端部的管3的前端运送到后述管运送装置300的辊312之间并使其与管7顺利连接的装置。如图5-图9所示,管拾取装置200具有管运送机构210、管固定机构220和管导引机构230。
管运送机构210具有移动体211、突出于该移动体211下侧的一对爪212和移动体211的移动机构(图未示)。两爪212的间隔可由图未示的开闭机构变化,通过调节该间隔,使管3夹持在两爪212之间。爪212的开闭机构可与后述管装填装置350的夹具353、354的相同。
移动体211可在从杯4的肋5附近至后述管运送装置300中的辊312的范围内移动。该移动体211的移动机构图中未示,例如可以是通过由若干连杆构成的摆动臂进行三维移动的构造,或者是通过升降轨与水平轨的组合,可在图1中X和Y方向二维移动的构造。
管固定机构220具有转动轴221、从该转动轴221朝径向突出的臂222、在臂222的前端垂直突设的销223和使转动轴221转动的驱动源224。通过驱动源224的驱动使转动轴221转动,臂222随之转动,销223的位置也随之变动。销223挂住从杯4边缘垂下的管3,如图6所示,用于使被管运送机构210上提的管3绷紧。
管导引机构230位于旋转运送机构101附近,具有以下支点231为中心转动的臂232、设在臂232前端的管导引部233和使臂232在预定角度范围内转动的驱动源(图未示)。如图9所示,管导引部233具有工字形架234、轴支在架234内的开放端(图9中上侧)上的导辊235。旋力部件236和开放机构237、架234由L型固定架234a和可转动地连接在固定架234a基端(图9中下侧)上的摆动架234b构成。
通过摆动架234b的摆动,J字形架234的开放端侧的间隔被开闭。在固定架234a与摆动架234b之间,设置着可自由转动的导辊235。该导辊235支承在固定架234a一侧,在摆动架234b内侧突设有销234c,当摆动架234b关闭时(图9中实线),该销234c插入导辊235的中心孔内。
在这种固定架234a与摆动架234b之间,在它们的基端设有开闭机构。该开闭机构由施力部件236和开闭操作部件237构成。施力部件236和开闭操作部件237分别架设在固定架234a与摆动架234b之间,施力部件234例如由图示的弹簧构成,它使摆动架234b向固定架234b靠近,即,使摆动臂234b关闭。
开闭操作部件237例如由螺线管构成,该螺线管产生磁场的线圈和在该线圈中沿中心轴方向往复移动的柱塞组成。向该螺线管通电后,柱塞抵抗施力部件236的力面伸长,摆动臂236就开放(图9中双点划线)。切断螺线管的通电,摆动臂234b在施力部件236的作用下关闭(图9中实线)。
也可以将导轨235支承在摆动架234b一侧,在固定架234b的内侧,突设与上述销234c同样的销。
移动体211的移动机构和爪212的开闭机构的驱动源、管固定机构220的驱动源224、使臂232转动的驱动源、开闭操作部件237分别与后述控制机构30电气连接,由控制机构30控制其驱动。
下面说明上述构造的管拾取装置200的动作。如图5所示,由管运送机构210的两爪212夹住管3的前端部,该管3保持在杯4的肋5上,使移动体211上升,将管3往上提,这样,收容在杯4内的管3全部被拾到杯4外面。
然后,使移动体211下降,如图6中双点划线所示,被拉出的管3在肋5下方形成松弛状。在这里,使管固定机构220的旋转轴221旋转,使销223插入由松弛的管3形成的圈内。再使移动体211再次上升,管3挂在销223上,管3张设在移动体211与销223之间(图6中实线)。这样,通过张紧管3就可以使管3定位。
然后,使直立状态的管导引机构230的臂232倒下,使管导引部233向管3的张设立位置移动(图6中双点划线)。这时,如图9中双点划线所示,通过开闭操作部237的动作使摆动架234b摆动,管导引部233使架234呈开放状态。从开放的开口部238,往管导引部238内取入管3,使摆动架234b复原到原来位置,架234呈关闭状态。这样,管3就被插入在由J字形架234和导辊235围成的空间内。
然后,使管固定机构220的旋转轴221以与上述方向相反的方向旋转,使销233脱离管3的圈。如图7所示,当臂232呈直立状态时,管3的下方松弛状消失,在移动体211与管导引部件233之间,管3呈张设状态。
再使移动体211沿图8中双点划线箭头表示的轨迹移动,把由两爪212夹着的管3的前端运送到一对辊312之间。这时,维持着管3在移动体211与管导引部233之间的张设状态地使直立状的臂232慢慢倒下。
这样,在运送管3时,由于维持着管3在移动体211与管导引部233之间的张设状态,所以管3不会下垂,不会挂在位于运送路径下方的其它装置上,能顺利地进行管3的运送。
把管3的前端插入辊312之间后,解除两爪212对管3的夹持,驱动辊312后,管3就沿后述管运送装置200的预定运送路径被运送。
将管3运送到预定位置后,管拾取装置200的各部复原到原来状态,等待下一个管3的运送。
两个血液成分移送线可以合用一个上述那样的管拾取装置200,也可为每个血液成分移送线分别设置该管拾取装置200。
关于管运送装置300:
如图10所示,管运送装置300是把可挠性管沿其长度方向移动的运送装置,它由限定管运送路径的运送用轨301、302、303、设在相邻运送用轨之间或设在运送用轨端部的至少一对辊311、312和使该辊旋转的驱动机构313构成。
即,在图10中,从管7的运送方向(+X方向)的上流侧(以下只称为上流侧)向着管7运送方向的下流侧(以下只称为下流侧),依次设置着运送用轨301、302和303。
在这些各运送用轨301-303上,沿其长度方向,例如形成断面为U字形的槽305,作为管通过的通路。其中,在运送轨301上形成分歧轨301′,在该分歧轨301′上,形成与槽305相通的同样的槽306,作为第3管752通过的通路,该第3管752连接在后述药液添加装置750的药液容器751上。这些槽305、306的宽度比被运送管的自然状态的外径大些。
在后述管连接装置400中,由于管连接时的保持具410的移动在管的Z方向有偏差,为了对应该偏差,将运送轨302上的槽305下流侧端部307做成扩开的形状。
在运送用轨302的中途,形成供后述管装填装置350中的夹具353的夹持部件362、363插入的凹部308和供夹具354的夹持部件362、363插入的凹部309。
在运送用轨303的中途,形成供夹具354的夹持部件362、363插入的凹部310。
在运送用轨301下流侧端部与运送用轨302上流侧端部之间,相间设置着一对以管运送路径为界的辊311。在运送管时,该两辊311一边夹持着管一边旋转。
辊311的外周面,例如最好由天然橡胶、异戊橡胶、丁苯橡胶、硅橡胶、丁腈橡胶、丙烯橡胶、聚氨酯橡胶等各种橡胶材料,或者由聚氨酯、热可塑性合成橡胶(苯乙烯类、烯烃类、尿烷类、酯类等)等弹性材料构成。在辊311的外周面上,也可以形成沿其旋转轴方向延伸的凹凸条,这样可以防止管打滑,能可靠地牵引并运送管。
辊311由驱动机构313驱动旋转。该驱动机构313由作为驱动源的马达314、该马达的旋转轴315、从动轴316、固定在旋转轴315中途的齿轮317、固定在从动轴316的图中下端部并与齿轮317啮合的齿轮318构成。在旋转轴315和从动轴316的图中上端部,分别固定着辊311。
驱动马达314后,通过旋转轴315使一个辊311按预定方向旋转,同时其旋转力传送到齿轮317、318和从动轴316,使另一辊311以相反方向旋转。两辊311的外径相同时,最好使齿轮317、318的齿数相同,以使两辊311的旋转速度相等。
也可以使成对辊311之间的距离为可变的。另外,该成对辊311的其中之一辊,也可以是自由旋转辊(惰辊)。
在运送用轨303的下流侧端部,设置着与上述辊311同样的辊312以及驱动该辊312的、与上述同样的驱动机构313(图中未示)。
如图1所示,在运送用轨301的上流侧端部,设置着与上述辊311同样的一对辊320。在分歧轨301′的上流侧端部,设置着与上述辊311同样的一对辊321。在这些辊320、321上,设置着与上述同样的驱动机构313(图未示)。成对辊320间的距离也可以是可变的。
可以用下述方法实施管往预定位置的运送。例如通过内装定时器的控制机构30控制各驱动机构313的马达314的驱动时间(定时驱动)。或者,在管的运送路径上设置能侧出管前端位置的传感器、磁传感器、接触开关等图未示的传感器(管位置检测机构),根据该传感器的检测结果,控制辊311、312的旋转或停止。
在运送用轨302的下流侧端部与运送用轨303的上流侧端部之间,设置着后述管连接装置400。
关于管装填装置350:
管装填装置350是把由管运送装置300运送过来的管装填到管连接装置400中去的装置。如图10所示,管装填装置350具有装填头351、该装填头351由块状基台352、设在该基台352上的、用于夹持管的两个夹具353、354和使一个夹具354移动的驱动机构370(图11)构成。
夹具353和354相距预定距离地设置在基台352的正面。夹具353固定地设在基台352上,夹具345可相对于基台352沿图10中X方向移动。通过该夹具354的移动改变两夹具353、354之间的距离。
图11和图12是分别表示夹具354的局部断面侧面图。如图所示,夹具354具有带开口361的箱体360、夹持管的一对板状夹持部件362、363和夹持部件363的驱动机构,夹持部件362、363从开口361伸出箱体360外。
夹持部件362相对于箱体360固定设置,夹持部件363可沿Z方向移动。夹持部件363的基端(图11中上端)呈L字弯折、连接着固定设置在箱体360内的螺线管364的柱塞365的前端。
如图11所示,螺线管364不动作时,柱塞365为伸长状态,两夹持部件362、363之间的距离可供管3、7等插入。
如图12所示,螺线管364动作后,柱塞365缩回,夹持部件363随之向靠近夹持部件362方向移动,管3等被夹持在两夹持部件362、363之间。
夹持部件362、363对管3等的夹持力,应该是在夹着管3等拉伸到前述伸展率时管子不打滑的程度,同时,也不能使管破断、龟裂、或产生不能恢复的变形。
移动夹具354的驱动机构370由固定设置在箱体360下部的齿条传动装置371、马达373和固定在马达373旋转轴374前端的并与齿条传动装置371啮合的小啮轮372构成。驱动马达373后,小齿轮372按预定方向旋转,齿条传动装置371随之沿长度方向,即垂直于图11纸面的方向(图10中X方向)移动。这样,夹具354向同一方向移动。
马达373可以正反转,因此,夹具354可在垂直于图11纸面的方向(图10中X方向)往复移动。
夹具353的构造除了没有驱动机构370这一点以外,其余均余夹具354相同。
夹具353、354的构造不限于上述的结构,例如,也可以采用象气缸、油压缸这样的螺线管以外的驱动源来驱动夹持部件363、使夹具354移动的驱动机构370的驱动源或驱动机构也同样可采用别的型式。
在图示构造中,是只使一个夹具354移动,但也可以做成使夹具353、354双方都移动来改变两夹具之间距离的构造。
由上述基台352、夹具353、354和驱动机构370构成的装填头351,可通过图13所示的移动机构380在二维方向,即图1中的X方向和与X方向垂直的Y方向上移动。
移动机构380具有运送轨381、移动体390、升降装置395。运送轨381与血液成分移送线中的管长度方向平行,即,配置在X方向上。
移动体390载置在运送轨381上,沿该运送轨381往复移动。在移动体390上,设置着夹持运送轨381的两对辊391、392和使这些辊391、392旋转的马达(图未示)。该马达可正反转,通过马达的动作使辊391、392旋转后,移动体390便在运送轨381上的预定范围内移动。
在移动体390上设置着升降装置395、该升降装置395具有沿上下方向设置的、象气缸、油压缸那样的缸体396和由该缸体396的动作而伸缩的活塞杆397,在活塞杆397的下端固定着装填头351。
通过这种结构的移动机构380,装填头351随着移动体390的移动而在图1中X方向上移动,随着活塞杆397的伸缩在图1中Y方向(上下方向)上移动。
两夹具353、354的螺线管364、驱动机构370的马达370、移动体390和升降装置395的驱动源分别与后述控制机构30连接,由该控制机构30控制其驱动。
上述实施例中,通过管连接装置400在Z方向移动,将连接的两管分别装填到保持具410、420的槽内,所以,上述移动机构380只要是能在X和Y方向进行二维移动的机构即可,本发明不限于此,也可以将上述移动机构380做成能在X、Y、Z方向进行三维移动的构造。这时,例如可在活塞杆397的前端设置Z方向移动机构,在其下侧设置装填头351。
两条血液成分移送线可以合用一个管装填装置350,也可以为每个血液成分移送线分别设置该管装填装置350。
下面,说明用管装填装置350装填管的方法。图14、15、16分别表示用管装填装置350装填管的立体工序图。
通过管运送装置300将管7沿X方向从上流侧向下流侧运送,直至管7的前端到达越过凹部309的位置,同时将管3沿X方向从下流侧向上流侧运送,直到管3的前端到达从运送轨303的上流侧端面伸出预定长度的位置。
使移动机构380的移动体390和升降装置395动作,使装填头351位于运送轨303的上方,使两夹具353、354为接近状态(夹具353、354的间距等于L1),并使两夹具353、354的夹持部件362、363的间距拉开至可供管7插入期间的状态。
然后,通过升降装置395的动作,使装填头351如图14所示那样下降,使两夹具353、354的夹持部件362、363插入对应的凹部308、309内。这样,管7便被插入两夹具353、354的夹持部件362、363之间。
接着,使内装在两夹具353、354内的螺线管364分别动作,如图15所示,由两夹持部件362、363在两个不同位置处夹持管7,通过升降装置395的动作使装填头351上升至原来的位置,把管7提起来。
然后,维持着两夹具353、354夹持管7的状态,使驱动机构370动作,使夹具354背离夹具353移动预定距离(夹具353、354的间距等于L2)。这样,两夹具353、354之间的管7被拉伸,其外径减小。
L2/L1为102-130%,最好为105-115%。这样,管7的外径减小率(拉伸后状态的外径/原来的外径)为75-98%,最好为85-95%,便可以容易而切实地装填入管连接装置400。
然后,维持着管7的被拉伸状态,通过移动体390和升降装置395的动作,使装填头在X方向和Y方向(图中下方)移动。如图16所示,将两夹具353、354之间的管7放入管装填部,即装入保持具410、420的槽411。421内。这时,两夹具353、354之间的管7,由于其外径已减小到例如上述的程度,所以无阻力地很容易放入槽411、421内,不会浮在上面。
然后,解除两夹具353、354的夹持部件362、363对管7的夹持。这样,被拉伸的管7在复原力作用下恢复至原来状态。由于该恢复,槽411、421内的管7的外径增大,所以,管7可靠地密接固定在槽411、421内。
然后,使装填头在Y方向(图中上方)和X方向移动,移动到位于运送轨303的上方,同时使驱动机构370作与上述反向动作,使夹具354靠近夹具353移动预定距离,回到原来状态(夹具353、354的间距等于L1)。
以后,与上述动作同样地,将位于运送轨303的槽305内的管3装填到保持具410、420的槽412、422内(见图10)。这时,在把管3放入槽412、422内之前,使管连接装置400在Z方向移动一段相当于槽411、412中心间距的距离,使槽412、422位于被两夹具353、354所夹持的管3的正下方。
另外,后述的管752和管3连接时,需将它们装填入管连接装置400内,这一装填作业也用与上述同样的方法进行。
关于管连接装置400:
图17是表示管连接装置400的主要部分的立体图。如该图所示,管连接装置400具有沿管运送方向并列设置的一对保持具410、420、设在两保持具410、420之间的晶片(板状加热元件)430、保持具410的移动机构(图未示)、晶片430的移动机构(图未示)和晶片430的通电机构(图未示)。
保持具420相对于管连接装置400固定装置,保持具410通过图未示的驱动机构可在Z方向移动。
在保持具410的图17中的上面,形成平行的U形横断面槽411、412,在保持具420的图17中的上面,形成平行的U形横断面槽421、422。
在装填管之前,槽411和槽421与运送轨302上的槽305对齐设置,槽412和槽422与运送轨302上的槽305对齐设置。
槽411和槽421的宽度W1和W3最好小于管3自然状态时的外径,而大于管3的被夹具353、354拉伸后状态的外径。同样,槽412、422的宽度W2、W4最好小于管7或管752的自然状态时的外径,而大于管7或管752被拉伸后状态的外径。
在保持具410、420的上部,分别设置了可转动的盖体413、423。这些盖体413、423的内侧,形成有分别与上述槽411、412、421及422对应的槽414、415、424和425。另外,各槽411、412、421、422、414、415、424和425的横断面形状并不限于U形,例如也可以是J字形、V字形等。
盖体413、423可以通过有预定驱动源的开闭机构自动地开闭。
在两保持具410、420之间,设置着可更换的晶片430,该晶片430通过晶片移动机构至少可在图10中Y方向(上下方向)上移动。该晶片430是用铜板那样的金属板对折而成,其内面隔着绝缘层形成所需型式的发热用电阻,该电阻的两端端子431和432分别从金属板上的开口处露出。
通过通电机构向两端子431、432通电后,晶片430被加热到例如260-320℃左右。该晶片430最好是每连接一次管就扔掉(一次性使用)的。这时,通过具有预定驱动源的晶片更换机构,可自动地进行晶片430的更换。
此外,虽然图中未表示,在保持具410、420的靠晶片430一侧端部,也可以设置管夹持部,该管夹持部在盖体413、423关闭时,压迫管3等使其内部闭塞。
保持具410的驱动机构、晶片430的驱动机构、晶片430的通电机构、晶片430的更换机构和盖体开闭机构的驱动源、后述移动台440的移动机构分别与后述控制机构30电气连接,由该控制机构30控制其驱动。
在这种管连接装置400上,由上述管装填装置350把管7的下流侧端部附近段装填到保持具410、420的槽411、421内;把管3的上流侧端部附近段装填入保持具410、420的槽412、422内。将盖体413、423关闭后,通过向端子431、432之间通电,使被加热的晶片上升,熔融并切断两管,然后,使一个保持具410在Z方向移动一段相当于槽411、412中心间距的距离,使两管3、7的切口对齐,然后,使晶片430下降并除去,管3和管7便融接起来,这样,两管被气密地连接。
连接前的管7的下流侧端部和管3的上流侧端部分别被融接面封上,用这种管连接装置400在连接过程中,两管3、7的内部与外气不接触,所以可以无菌地将两管连接起来。
把管3、7连接起来后,在保持具410、420的槽412、421内分别残留有短管片(图未示),该管片是不要的,例如可通过管装填装置350将其夹持、运送,回收到另外设置的废弃物回收箱(图未示)内。另外,使用过的晶片430也回收到该废弃物回收箱内。
图1中,管连接装置400设置在可通过图未示的移动机构沿Z方向移动的移动台440上,选择地位于两个管运送路径间(血液成分移送线),也可以在每条血液成分移送线上分别设置管连接装置400。
关于管整形装置450:
在图1中虽未示,但例如在管连接装置400与后述容器载置部700之间或者在管连接装置400与后述管封止装置500之间,两个管整形装置450分别设在每个血液成分移送线上。被上述管连接装置400所连接的管的接头部分,在热融接合时,变形为扁平状,管内面相接,内部流路阻塞或流路横断面减小,得不到充分的流量。管整形装置450就是对这种变形的管接头部分进行整形从而确保管内正常流路的装置。
图18、19为分别表示管整形装置450的正面图。该管整形装置450具有作为管挤压部件而设置的一对挤压辊460、470、摆动臂464、474、和通过摆动臂464、474使挤压辊460、470转动的驱动机构即复动机构466、467。
挤压辊460、470是圆筒形的,通过互相平行支承着的旋转轴463、473轴支在相应平行的位置上。在该挤压辊460、470之间有预定间隙。
在挤压辊460、470的外周面设有朝轴向凹缺的槽状缺口462、472。如图18所示,通过使挤压辊460、470分别往同方向旋转,两缺口部462、472移动到相对的位置,在挤压辊460、470之间由缺口部462、472形成供管穿插的管穿插通路480。该管穿插通路480的大小可以供通常断面形状的管容易地穿插。
与缺口部462、472的一侧相邻的挤压辊460、470的外周面上,形成凹凸的挤压面461、471。该挤压面461、471为沿挤压辊460、470的外周面曲率的曲面。从形成管穿插通路480的位置开始使各挤压辊460、470以同方向旋转,挤压面461、471则相对。此状态时的挤压面461、471的间隙T最好比穿插管的外径与内径之差(等于a)小一些。具体说来,最好为a的50-95%,为a的70-90%则更好。
在挤压辊460、470上分别固定着以转动轴463、473为中心摆动(转动)的摆动臂464、474。两摆动臂467、474分别朝挤压辊460、470的半径方向伸出地设置着,在其伸出端上有沿摆动臂464、474长度方向延伸的长孔465、475。
在摆动臂464、474的前端摆动方向的延长线上,设置着复动机构466、476。本实施例中复动机构466、476的驱动源可采用例如空压作动器。在该空压作动器的驱动杆467、477的前端,分别形成突出的销468、478,该销468、478分别插入摆动臂464、474的长孔465、475内。
另外,复动机构466、476不限于是由空压作动器驱动的机构,也可以是由油压缸驱动的机构,或者是由其它凸轮机构或电驱动机构变位的变位机构。复动机构466、476的驱动源分别与后述控制机构30电气连接,由控制机构30控制其驱动。另外,也可以用使转动轴463、473转动的马达作为使挤压辊460、470转动的驱动机构。
在管整形装置450上,首先如图18所示,在缺口部462、472相对的状态下,由管运送装置300运送管3、7、752使由于管的连接而产生的变形部分位于管穿插通路480内。
然后,通过复动机构466、476使挤压辊460、470至少作一次往复转动。即,由于伴随空压作动器的动作,不动作的驱动杆467、477的收缩,通过销468、478和长孔465、475,摆动臂464、474以转动轴463、473为中心摆动挤压辊460、470转动。
如图19所示挤压辊460、470转动后,管被挤压面461、471夹住并压扁,而且被扭转以使压扁部分内面摩擦。仅仅压扁管状就能使管内面的融接剥离。再进一步保持压扁状态,使管内面摩擦地转动,使内面的融接完全剥离而恢复到原来的断面形状或与原来近似的形状,确保管内流路正常。
这样地进行管整形结束后,由复动机构466、467使挤压辊460、470旋转,使缺口部462、472再次相对而形成管穿插通路480,就可以运送管。
另外,在本发明中,也可以不设上述专用的管整形装置450,例如使管运送装置300中的辊311或辊312、后述管捋压装置500中的辊501。502等正转、反转,使管的连接部分至少在该辊间往复一次,也能够对管连接部分的变形进行整形。
关于管捋压装置500:
图1中未示,例如在后述管封止装置550与容器载置部700之间或者在管连接装置400与管封止装置550之间,两个管捋压装置500分别设在每条血液成分移送线上。
图20是表示管捋压装置500的正面图。图21和图22分别是该管将压装置500的平面图。如这些图所示,管捋压装置500由隔着管3、7、752的运送路径540相向设置的一对辊501、502、至少使辊501按预定方向旋转的辊旋转机构503和改变两辊501、502之间距离的变位机构510构成。
本实施例中,辊502是作为辊501的配合物,也可以采用辊502以外的配合物(例如板材、块状部件)。
辊501和辊502的形状、尺寸(外径、宽度等)、材质等可以相同也可以不同,在本实施例中,采用完全相同的形状、尺寸和材质。
辊旋转机构503由作为驱动源的马达504、使马达504的旋转减速的变速器505、连接在变速器505输出轴上的主动轴506、从动轴507、固定在主动轴506上的齿轮508和固定在从动轴507上并能与齿轮508啮合的齿轮509构成。在主动轴506的前端固定着辊501,在从动轴507的前端固定着辊502。
马达504最好是能够正转、反转的,例如可以用通常的直流或交流马达(步进马达、伺服马达、CB马达、速控马达等),也可以采用空压、油压的旋转驱动、作动器等。
在这种辊旋转机构503中,驱动马达504后,其旋转由变速器505减速并传递给主动轴506,辊501便以预定方向旋转。在齿轮508和齿轮509啮合着的状态(图20所示状态)时,主动轴506的旋转力通过齿轮508和齿轮509也传递给从动轴507,辊502便以与辊501相反方向旋转。这时,为了使管直进,齿轮506、509的齿数应相同,使辊501、502的旋转数相等。
辊旋转机构503不限于图示的构造,例如,辊501、502也可以由分别的马达驱动旋转,也可以只驱动旋转辊501。
变位机构510由相对于装置本体15立设的支承台511、固定在该支承台511的图20中右侧的缸体512、相对于该缸体512在图21中左右方向往复的柱塞513、设在图21中该柱塞513在端的捋压头514、移动台515、在该移动台515的图20中左侧的相对于移动台515基本垂直固定的两根杆516、贯穿支承台511设置的、支承上述两杆516并使其在长度方向可滑动的两个导引部件518、分别与两杆516的右端外周面上的螺纹517螺合的两个调节环519、在两杆516的外周部、设在导引部件518与调节环519之间的两个弹簧520和固定在图20中的移动台515右侧、支承从动轴507并使其可旋转的支承部件521构成。
缸体512可以是由空气压或油压作动的缸体,也可以用螺线管代替这些缸体。
调节环519是在以不闭塞管内腔的状态将管夹持在辊501、502之间时,用于调节该夹持压力的部件。当使调节环相对于杆516旋转时,它就在杆516上沿杆长度方向移动。调节环519与移动台515之间的距离越大,辊501、502对管3、7的夹持压力就越大。
如图20、21所示,缸体512不动作时,柱塞513为收缩状态(捋压头514离开移动台515的状态),这时,在弹簧520弹力作用下,调节环519在图21中向右方趋向,杆516、移动台515、支承部件521和辊502随之也在图21中向右方趋向。这样,管3、7等在其内腔未闭塞的状态下夹持(以下称为夹持状态)在两辊501、502之间。在该夹持状态时,齿轮508与齿轮509可以是浅浅啮合,也可以是不啮合。后者情况下,辊502成为自由旋转的惰辊(自由辊)。
在这种管夹持状态下,通过上述辊旋转机构503使辊501或辊501、502以预定方向旋转驱动后,管便沿运送路径540被运送。
如图22所示,通过缸体512的作动使柱塞513伸长后,捋压头514抵接移动台515的图22中左侧的面。将移动台515往图22中右方捋压移动。这样,辊502进一步靠近辊501,管3、7在其内腔被闭塞状态下压闭(以下称为压闭状态)。在该压闭状态,齿轮508与齿轮509为啮合状态(不啮合也行)。
在这种管的压闭状态,通过上述辊旋转机构503使辊501、502以预定方向旋转驱动后,管3、7保持着压闭状态地沿运送路径被运送,这样,管被捋压。
图23、24、25为分别表示捋压管3、7的其它构造辊的正面图。图21及图22中的辊501、502,其外周面在辊宽度方向(旋转轴方向)上是平坦的,而图23中的辊501a、502a的外周面在辊的宽度方向上,呈凸状及凹状的弯曲形状。如果采用这种构造的辊501a、502a,在将压管3、7时,可以防止管3、7脱出辊之间。
图24中的辊501b、502b分别在辊外周面的宽度方向中央部形成槽530、在两辊的槽530内,管3、7被夹持或被压闭。这种情形下,在两辊501b、502b宽度方向两端部531相接触时,槽530的深度调节至管3、7内腔被闭塞的程度。如果采用这种构造的辊501b、502b,在将压管3、7时,可以不过分压闭管3、7,切实而均匀地进行管内腔的闭塞。
图25中的辊501c、502c分别在辊外周面上,沿辊宽度方向形成延伸的凹凸条(压花刀)。如采用这种构造的辊501c、502c,在夹持着管3、7运送时或捋压管3、7时,可以防止管3、7在辊501c、502c间打滑。
辊501a、501b、501c、502a、502b、502c的材质无特别限定,为了提高管3、7的运送性,至少辊的外周面最好由例如天然橡胶、异戊橡胶、聚丁橡胶、硅橡胶、丁腈橡胶、丙烯橡胶、聚氨酯橡胶等各种橡胶材料或者聚氨酯、热可塑性合成橡胶(苯乙烯类、烯烃类、尿烷类、酯类等)等弹性材料做成。
在管捋压装置500中,变位机构不限于图示的仅使一个辊502变位的方式,也可以例如采用使辊501、502分别都变位的方式。
如图21、22所示,在管捋压装置500中,设有检测管3、7的捋压起始位置的检测机构即光学传感器(光断流器)530,该光学传感器530由隔着运送路径540相向配置的发光元件和受光元件构成。该光学传感器530设置在管的捋压开始位置532位于辊501、502之间时的管的前端531处,即,光学传感器530检测出管的前端531时,管的捋压开始位置532处于辊501、502之间。
在图21、22中,管的前端531(封止部75)由管封止装置550封止、切断而呈扁平状(见图33),但也可以在被封止装置550封止、切断之前,由该管捋压装置500对管进行捋压。
检测管捋压开始位置532的检测机构不限于上述的构造,例如也可以采用检测运送从管预定位置(如前端531)到捋压开始位置532这一段长度所需要的辊501的旋转量的方式,或者,在管捋压开始位置532或距捋压开始位置532一定距离处做上记号,用光学、电学或磁性的办法检测出该记号。
后述控制机构30根据来自操作部40的输入或传感器530的检测信号,按照需要控制马达504的驱动定时、旋转方向、旋转速度、旋转量、旋转时间、缸体512的作动定时等。
在这种管捋压装置500中,最好设有用于检测管3、7捋压结束位置的检测机构。下面说明该检测机构的构造。
当管3、7的捋压开始位置到捋压结束位置的长度(以下称为捋压长度)为已知时,通过辊旋转机构503检测出辊501的旋转量,根据该检测值检测出管3、7的捋压结束位置。即,由两辊501、502压闭管后,检测出运送捋压管3、7的捋压长度所需的辊501的旋转量,停止辊501的旋转。
辊501旋转量的检测方法,例如当马达504为步进马达时,可以用检测其步数的方法。也可以在马达504或辊501等上面设置编码器,直接测出其旋转量。还可以采用测定马达504的驱动时间进行控制的方法等。
管3、7的捋压长度是任意的,当袋6的全长为已知时,检测机构如图26和图27所示。如这些图所示,在载置台701的后端部(图中右侧),固定着袋6的后端部6a,同时还设置着可相对载置台701在袋6长度方向滑动的滑块560。该滑块560被弹簧561向载置台701后端(图中右侧)拉。即,弹簧561的一端被固定部件562固定在载置台后端里面侧,弹簧561的另一端固定在伸出于载置台701里面侧的销564上,该销564从滑块560立设并贯穿形成在载置台701上的长孔563。
在载置台701的里面,设置了传感器565,该传感器565可检测它与销564之间的距离(或者与销接触或靠近)。该传感器565的检测信号输入控制机构30。
作为传感器565,例如可采用接触开关、光断流器等光学传感器、线性编码器、激光测距器、磁传感器等。
下面,说明用这种检测机构检测管3、7的捋压结束位置的方法。
如图27所示,管3、7的捋压结束时,即,管3、7的捋压结束位置E在两辊501、502之间时以此时的袋6的前端位置为基准位置566,如图26所示,设从基准位置566到滑块560前端的长度为A,设袋6的全长为B,设销564至传感器565的距离为C。
如图26所示,辊501、502与袋6之间的管3、7是呈松弛状态的,旋转两辊501、502对管3、7进行捋压后不久,两辊501、502与袋6之间的管3、7的松驰状态就消除了,再进一步旋转辊501、502时,由于管3、7被运送,使得袋6被张拉,袋6和滑块560抵抗弹簧561的弹力而向前端方向(图中左向)移动。
传感器565随时检测它与销564的距离,如图27所示,当该距离为D=C-A+B时,控制机构30判断为管3、7的捋压结束位置E在两辊501、502之间,从而控制辊旋转机构503使辊501、502的旋转停止。当传感器565为接触开关时,设定C=A-B,当D=0,即销564与传感器565的接触头接触时,使辊501、502停止旋转。
管3、7的捋压长度和袋6的全长为任意时的检测机构为如图28、29所示的构造。如这些图所示,在辊501、502与载置台701前端之间,设有卷绕管3、7的辊567。该辊567的轴568,其两端分别插入沿图中上下方向延伸的长孔569内,这样,辊567可以轴568为中心自由旋转,同时可沿长孔569上下移动。
在辊567的上方设置着传感器570,该传感器570检测出辊567已上升到预定位置。该传感器570的检测信号输入控制机构30。另外,图示的传感器570也可以是检测辊567接触的接触开关,或者也可以采用与上述传感器565同样的仪器。
载置在载置台701上的袋6,其后端部6a固定在载置台701上。这时,袋6相对于载置台701的固定位置是这样设定的,即如图29所示,当辊501、502与袋6之间的管3、7被张拉成直线状态时,管3、7的挤压结束位置E在两辊501、502之间。
另外,管3、7的捋压结束位置E最好在管3、7与袋6的连接部附近,这样,可以充分得到相对于管3、7全长的捋压长度,将管3、7内的液体、气体有效地排出袋6内。
下面,说明用这种检测机构检测管3、7捋压结束位置的方法。
如图28所示,辊501、502与袋6之间的管3、7呈松弛状态,随着旋转两辊501、502对管3、7进行捋压,两辊501、502与袋6之间的管3、7的松驰量渐渐减少,辊567上升。
如图29所示,当辊501、502与袋6之间的管3、7被张拉成直线状时,辊539与传感器570的触头接触。这样,控制机构30判断出管3、7的捋压结束位置E在两辊501、502之间,就控制旋转机构503使辊501、502的旋转停止。
检测管3、7的捋压结束位置的检测机构不限于上述的各种结构,也可以用其它的结构型式,例如,在管3、7的捋压结束位置E处或者距捋压结束位置E预定距离处做上记号,用光学的、电的、磁性的检测器来检测该记号。
图30、31分别表示管捋压装置的其它实施例的局部断面侧面图。
图30所示的管捋压装置500a由基台571、固定在基台571上的导引棍572、沿导引棍572滑动的滑块573、分别立设在基台571两端的支承部件574和移动体575构成,该移动体575由与上述相同的辊501、502、与上述相同的辊旋转机构503和使辊502上升下降的变位机构510组成。
在移动体575的下部固定着滑块573。变位机构510由与上述同样的支承台511、缸体512、柱塞513、捋压头514、移动台515和支承部件512构成。
在两支承部件574的图中上端部,分别形成支承部576,该支承部576可使管3、7可脱离地支承、固定在其上。
在这种管捋压装置500a中,两支承部576支承着呈直线张拉状的管3、7,通过缸体512的动作,辊502上升,使管3、7成压闭状态,同时通过辊旋转机构503的动作,辊501沿图中顺时针方向旋转,移动体575向图中右方向移动,这样,管3、7就被捋压。
这种管捋压装置500a中,在随着移动体575移动的辊501、502之间位置的移动范围内设置管3、7,以便包含从管3、7的捋压开始位置532至捋压结束位置E、因此,也可做成使两支承部576之间的距离可以调节,可改变移动体575移动范围的构造。
图31所示的管捋压装置500b由基台571、相对于基台571可旋转地支承着的丝杠577、使丝杠577旋转的马达578、随着丝杠577的旋转而在丝杠577上沿长度方向移动的滑块573、分别立设在基台571两端的支承部件574和移动体575构成。该移动体575由与上述相同的辊501、502和使辊502上升下降的变位机构510组成。下面描述与上述管捋压装置500a的不同点,其相同之处说明从略。
丝杠577由一对轴承579可旋转地支承着,其外周面形成螺旋状阳螺纹。在滑块573的内侧面形成与丝杠577的阳螺纹螺合的阴螺纹。
驱动设置在丝杠577一端的马达578,使丝杠577旋转后,滑块573便随之在丝杠577上沿长度方向移动,固定在滑块573上的移动体575就在图中横方向上移动。
移动体575不具有辊旋转机构503,因此,在移动体575上的辊501、502都是自由旋转的惰辊(自由辊)。
马达578的驱动定时、旋转方向、旋转速度、旋转量、旋转时间等与上述同样,均由控制机构30控制。
在这种管捋压装置500b中,与上述相同,由支承部576支承管3、7,使其成直线状张拉状态,通过缸体512的动作,辊502上升,使管3、7成压闭状态,同时,通过马达578的动作,丝杠577以预定方向旋转,移动体575往图中右方移动,随之两辊501、502旋转,这样,管3、7就被捋压。
在管捋压装置500b中,虽然没有直接使辊501旋转的辊旋转机构503,但两辊501、502随着移动体575的移动而旋转,所以,使移动体575移动的机构,即,丝杠577、滑块573和马达578构成了辊旋转机构。
图30、31所示的例子中,容器载置部700是固定的,管捋压部侧的辊501、502是移动的,但不限于这种形式,也可以把容器载置部700做成移动的,或者把辊501、502和容器载置部700双方都做成移动的。
根据本发明的管捋压装置,使管内气体、液体间容器内排出的作业、及将管内气体、液体与容器内液体置换的作业不用手工做,可在短时间内容易地进行,而且可高效地进行管内液体等的排出及置换。
特别是当设有搅拌容器内流体的搅拌机构时,可以使管内置换后的液体与容器内的液体的组成均一。
关于管封止装置550:
如图1所示,两个管封止装置550分别设在各血液成分运送线上。该管封止装置500用融接方式封止管3、7,同时切断该封止部。它具有一对加热头551、552和使两加热头551、552靠近背离的加热头移动机构(图未示)。
两加热头551、552例如可由黄铜、铝、不锈钢等金属制成,用图未示的热源加热至可熔融管的所需温度。这种情况下,也可以设置温度调节机构(图未示),用于将加热头551、552的温度调节至预定的设定温度。
如图32所示,一个加热头551的管夹持面553是平坦状的。另一个加热头552的管夹持面554当然也是平坦状的,但在其中央附近,形成沿管经向延伸的三角形断面突起555。
上述加热头移动机构的驱动源、加热头551、552的热源、温度调节机构、后述独立的切断机构分别与后述控制机构30电气连接,由控制机构30控制其驱动。
在这种管封止装置550中,在分隔开的加热头551、552之间,例如插入管7,将加热头551、552加热至预定温度,使加热头551、552靠近,夹住管7,经过一定时间后,再使加热头551、552分开,管7便成为图33所示形状,即,管7的中途被热融封止,而且该封止部75被突起555完全切断或只留下薄壁连接部76,该薄壁连接部76在很小的张拉力作用下便会很容易地破断。
管封止装置550不限于图示的结构,也可以在加热头551、552上都形成突起555。该突起555的形状也并无特别限定,例如其横截面形状还可以是台形、圆形、椭圆形,或者由从管夹持面突出的三个高度不同台阶和连接在这些台阶之间的倾斜面构成。
本发明中,也可以使用在加热头551、552双方上都不设突起555的封止装置。这种封止装置因为本身不具有切断管封止部75的功能,所以要另外设置如切刀等切断机构(图未示),用来切断管的封止部75,使管分离。
此外,也可以在管上的两个位置处将管融接封止,用上述切断机构切断两封止部之间。
本发明所用的管封止装置也可采用高频融接、超声波融接来封止管。
两个血液成分移送线可以兼用一个上述的管封止装置及切断机构,也可以为每个血液成分移送线配备同样的管封止装置及切断机构。
关于容器供给装置600:
在血液制剂制造装置1的一端侧(图1中里侧)正面和背面附近,分别设置着供给未使用的血液成分袋6的容器供给装置。图34中是表示容器供给装置一侧的局部断面侧面图。如该图所示,容器供给装置600由收容未使用的血液成分袋6的作为收容部的箱体602、设置在箱体602底部的血液成分袋6的载置台603和使该载置台603在箱体602内上下动的升降器610构成。
箱体602由图34中上部和下部都开放的筐体构成,其内部空间能容纳重叠状的管7,而后述若干血液成分袋6都以同方向码齐在该管7的一侧。
在该箱体602的正面(图34中右侧)约中央部,在箱体602的上下方向(Y方向)上形成带状开口(缝隙)608,该开口608可供血液成分袋的管7插入。将血液成分袋6收容到箱体602内时,将各血液成分袋6的管7插入该开口608,就可以很容易地将血液成分袋6码齐地收容在箱体602内。
收容在箱体602内的血液成分袋6,是把可挠性树脂制膜片重叠起来,将其周缘部融接(热融接、高频融接等)或粘接而形成的袋状物。
在血液成分袋6的一端部(袋上部)61上,连接着连通袋内部的管7的一端。这时,管7与血液成分袋6的连接方法,是把管7夹持在袋周缘部的膜片之间,用融接(热融接、高频融接等)或粘接连接起来。
这种血液成分袋6的一端61比另一端(袋底端)62厚,其厚度差相当于管7的外径。因此,如图所示,收容在箱体602内的若干个血液成分袋6的堆积体,累积了各血液成分袋6两端61和62的厚度差,所以在袋上部侧和袋底部侧产生厚度差。
可收容在箱体602内的袋的最多数量并无特别限定,通常为2-50个,最好为10-20个。
在箱体602的底部附近,设置着载置血液成分袋6的载置台603,该载置台603为板状(或框状)部件,在其基端部604,通过销606可转动地固定着后述可动部件617。
图示构造中,各血液成分袋6这样地载置在载置台603上,即,血液成分袋6的底端62对齐地位于载置台603的基端部604,血液成分袋6的另一端61对齐地位于载置台603的前端部605。
如图34所示,当一个或二个以上的血液成分袋6载置在载置台603上时,由于血液成分袋的一端61比另一端62厚,所以为了使最上部血液成分袋6保持水平,就将载置台倾斜,使其前端605比基部604低。
这种载置台603通过升降机610(升降装置)沿Y方向上下移动,同时以销606为中心转动。升降机610具有使载置台603的基端部604和前端部605分别以不同上升率上升的两个驱动机构。使载置台603的基端部604上升的驱动机构611由作为驱动源的马达612、连接在该马达612的旋转轴上并沿垂直方向延伸的轴613、分别在上部和下部支承该轴613并容许其旋转的支承部件615、616和沿轴613长度方向移动的可动部件617构成。
在轴613的外周形成螺纹614,在可动部件617上固定着与该螺纹螺合的螺母618。通过马达612的驱动,轴613以预定方向旋转,螺母618沿轴613上升,可动部件617随之上升。使轴613以相反方向旋转时,可动部件617下降。作为螺母618,可以采用在与螺纹614之间夹着钢球的圆头螺栓。
使载置台603的前端部605上升的驱动机构621,由作为驱动源的马达622、连接在马达622的旋转轴上并沿垂直方向延伸的轴623、分别在上部和下部支承该轴632并容许其旋转的支承部件625、626、沿轴623长度方向移动的可动部件627、设置在可动部件627上的臂630和支承该臂630的辊631构成。
在轴623的外周形成有螺纹624,在可动部件627上固定着与该螺纹624螺合的圆头螺栓那样的螺母628。与上述相同,通过马达622的驱动,轴623以预定方向旋转,螺母628沿轴623上升,可动部件627随之上升。当使轴623以相反方向旋转时,可动部件627下降。
在从可动部件627侧方伸出的伸出部629上,立设着臂630,在该臂630的上端,设置着自由旋转的辊631。该辊631的外周面抵接载置台603前端部605附近的下面。通过臂630的上升,辊631顶推载置台603的前端部605附近,并沿载置台603的下面转动。
载置台603由连接可动部件617与载置台603的销606和设在臂630前端的辊631支承着,因此,载置台603随着可动部件617、627的上升而上升。在箱体602内,若干个血液成分袋6载置在载置台603上,当位于最上面的一个血液成分袋6被取出箱体602后,使载置台603上升,使得下一个血液成分袋6处于与先前被取出的血液成分袋6同样位置(高度)。
这时,升降机的驱动机构611、621应使载置台603的基端部604和前端部605分别以不同的上升率上升,使可动部件617、627分别以不同的上升率上升。该上升率与收容在箱体602内的血液成分袋6的数量无关,而是要使最上部的血液成分袋6的姿势总相对水平面保持预定角度,即在图示的例子中,要使其成为水平状。
如上所述,由于血液成分袋6的一端61比另一端62厚,为了使最上部血液成分袋6保持水平,可动部件627比可动部件617的上升率大。具体地说,当血液成分袋6的一端61与另一端62的厚度之比T1/T2例如为3∶2时,应分别调节可动部件627、617的上升率,使载置台603的前端部605与基液部604的上升率之比为3∶2。
这种可动部件617、627各自的上升率,例如可通过控制马达612、622的转速或驱动时间来调节,或者通过设定螺纹614、624的间距来调节,也可以通过将上述二种办法适当组合起来进行调节。马达612、622的控制由后述控制机构30进行。
用设定螺纹614、624间距的方法来调节可动部件617、627的上升率时,就不需要对各马达612、622作不同的驱动控制,对于简化控制系统构造是有利的。
通过上述构造,无论收容在箱体602内的血液成分袋6有多少,总能从最上部以水平姿势供给血液成分袋6,所以,当后述第2容器运送装置650一个一个地取出最上部的血液成分袋6时,可以很容易而切实地进行该操作。而且,即使反复进行该操作也能均匀而稳定地取出袋。
当箱体602内的血液成分袋6被取完了时,使马达612、622作与上述相反方向旋转,使载置台603下降到容许范围的最下部,打开血液制剂制造装置正面的盖648,往箱体内补充若干新的袋,反复进行同样工序。
图35是表示容器供给装置另一例的局部断面侧面图。该图所示的容器供给装置601主要是载置台的构造与上例不同,其它部分的构造与上例容器供给装置600是一样的。以下,仅就不同点进行说明,对相同构造的说明从略。
容器供给装置601中的载置台640具有三个载置片641、642、643,由销644连接载置片641、642,由销645连接载置片642、643,构成连杆机构。
载置台640的前端侧载置片643以基本水平的姿势固定在臂630的上端,载置台640的基端侧载置片641的基端部646插入可动部件617侧部上的槽647内,可在水平方向滑动地支承着。
如图35所示,当载置台640上载置着一或二个以上的血液成分袋6时,如前所述,由于血液成分袋6的一端61的另一端62厚,为了使最上部的血液成分袋6保持水平,载置片643应处于比载置台641低的位置,因此,载置片641-643呈S形弯曲变形状态。
载置台640由可动部件617的槽647和臂630的上端支承着,因此,载置台640随着可动部件617、627的上升面上升。在箱体602内,若干个血液成分袋6载置在载置台640上,当位于最上面的一个血液成分袋6被取出箱体602后,使载置台640上升,使得下一个血液成分袋6处于先前被取出的血液成分袋6相同位置(高度)。
这时,载置台640随其上升而变形。即,载置片641、643保持各自的水平状态上升。其中,载置片641随着上升在槽647内滑动,中间的载置片642一边上升一边减小相对于水平面的倾斜度。
升降机610的驱动机构611、621使载置台640的载置片641、643分别以不同的上升率上升,使可动部件617、627分别以不同的上升率上升。与上述相同,该上升率与收容在箱体602内的血液成分袋6的数量无关,而是要将最上部的血液成分袋6的姿势相对于水平保持一定角度,即,在图示的例子中,是要保持水平。
与上述相同,在这种构造的容器供给装置601中,无论收容在箱体602内的血液成分袋6有多少,由于也总是使最上部的血液成分袋6的姿势保持水平,所以能取得与上例同样的效果。
容器供给装置601与上例容器供给装置600相比,具有以下优点。即,当血液成分袋6的一端61与另一端62的厚度差较大时,或者血液成分袋6的全长较长时,在上例容器供给装置600中,最上部血液成分袋6的中间附近常会形成凹状;而在容器供给装置601中,由于载置台640构成上述的连杆机构,所以,无论收容在箱体602内的血液成分袋6本身的条件如何,总能使最上部的血液成分袋6保持平坦状。
另外,升降机的构造不限于图所示的具有分别使载置台603或640两端部独立上升的驱动机构611、621,也可以用单一的机构或装置使载装置台603、640的两端部分别以不同的上升率上升。
图1中有两个容器供给装置600,但并不限于此,也可以从一个容器供给装置600分别向两个载置台701供给血液成分袋6。
关于第2容器运送装置650:
由容器供给装置600供给的未使用的血液成分袋6,通过第2容器运送装置650,一个一个地运送并载置到后述容器载置部700上。血液成分移送完了的血液成分袋6也通过第2容器运送装置650,从后述容器载置部700运送到第2容器回收部710。
图36、37是分别表示第2容器运送装置650的侧面图。如这些图所示,第2容器运送装置650具有运送轨651、称动体660、升降装置670、保持部件680、运送轨651在连接容器供给装置600(601)、容器载置部700、溜槽711的直线上,沿Z方向架设在上述溜槽等的上方。
移动体660载置在运送轨651上,可沿该运送轨651沿Z方向在一个容器供给装置600的上方到另一个容器供给装置600的上方的范围内往复移动。
在移动体660上设有夹持运送机651的两对辊661、662和使这些辊661、662旋转驱动的马达(图未示)。该马达可正反转,起动马达使辊旋转后,移动体660便在运送机构651上的上述范围内移动。
升降装置670由设在移动体660上的缸体671和活塞杆672构成,该缸体671和活塞杆672例如由空气压或油压驱动。在活塞杆672的前端固定着保持部件680,通过缸体671的动作使活塞杆672伸缩,使保持部件680至Y方向上移动。
保持部件680如图37所示,在其下部有四个吸盘681,各吸盘681的内部连通着贯穿保持部件680的吸引孔682。在各吸引孔682的另一端,分别连接着吸引管683。各吸引管683连接在抽气泵那样的吸引机构(图未示)上。保持部件680通过吸引机构的空气吸引,使吸盘681内为减压状态,吸持住血液成分袋6。
各吸盘681最好由例如象橡胶那样的弹性材料或软质树脂构成。各吸盘681的吸附力应能吸持住装满血液成分的血液成分袋6。另外,各吸盘681与保持部件680本体之间也可以设置象弹簧那样的缓冲机构(图未示)。
使辊661、662旋转驱动的马达、升降装置670和吸引机构分别与后述控制机构30电气连接,由该控制机构30控制其驱动。
下面说明上述构造的第2容器运送装置650的动作。将未使用的血液成分袋6载置到载置台701上时,移动移动体660,使保持部件680位于容器供给装置600的上方,再通过升降装置670的动作使保持部件680下降,使吸盘681密接箱体602内的最上部的未使用血液成分袋6的表面,同时使吸引机构动作,吸持住血液成分袋6。然后,通过升降装置670的动作使保持部件680上升,吸起一个血液成分袋6,同时移动移动体660,使吸持着的血液成分袋6位于容器载置部700上方。然后,通过升降装置670的动作使保持部件680下降,把血液成分袋6载置到载置台701上后由吸引机构停止吸引。这样,就解除了保持部件680对血液成分袋6的保持。这样地把血液成分袋6运送到载置台701上后,通过升降装置670的动作和移动体660的移动,使保持部件680返回原来的位置(基准位置)。
血液成分移送完了后,将密封的血液成分袋6运送到第2容器回收部710时,移动移动体660,使保持部件680位于载置着血液成分袋6的载置台701上方,再通过升降装置670的动作,使保持部件680下降,将吸盘681密接血液成分袋6的表面,同时起动吸引机构吸持住血液成分袋6。然后,通过升降装置670的动作使保持部件680上升提取起一个血液成分袋6,同时移动移动体660,使吸持住的血液成分袋6位于所需溜槽711的上方。然后,由吸引机构停止吸引,解除保持部件680对血液成分袋6的保持,血液成分袋6便落下到溜槽11内。这样地回收了血液成分袋6后,通过升降装置670的动作和移动体660的移动,使保持部件680返回到基准位置。
图示的构造中,为了使构造简单,是两个血液成分移送线合用一个第2容器运送装置650的,也可以在每个血液成分移送线上配备同样的第2容器运送装置650。
本发明中,第2容器运送装置650不限于吸持住血液成分袋6进行运送,例如,也可以用夹持部件夹持住血液成分袋6进行运送,或者用钩子等吊着血液成分袋6进行运送,也可以将血液成分袋6搭载在移动台或传送带上进行运送等。任何方式都可以。
关于容器载置部700:
在血液制剂制造装置1的一端侧(图1中里侧),设置着在移送血液成分时用来载置血液成分袋6的两个容器载置部700。该容器载置部700如图39所示,由载置血液成分袋6的载置台701、检测该载置台701上的血液成分袋6重量的负载传感器(重量检测机构)702和位于该负载传感器702两侧部的、限定载置台701下降限度位置的阻挡件(过负荷防止机构)703构成。
如后所述,把标签831粘贴到载置台701上的血液成分袋6上时,由后述标签粘贴装置840的压接头841捋压血液成分袋6,载置台701下降某程度后与阻挡件703抵接,不能再继续下降,所以能防止超过负载传感器702容许限度的荷重。
阻挡件703的前端可在上下方向移动,以便能调节载置台701的下降限度位置。另外,也可以使阻挡件703上升,固定住载置台,使荷重不加在负载传感器702上。
负载传感器702与控制机构30电气连接,由负载传感器702检测出的重量情报输入到控制机构30,进行所需的处理。当移送到血液成分袋6内的血液成分重量达到预定值时,控制机构30进行控制,使该移送停止。
当最终移送到血液成分袋6内的血液成分重量不足时,要作为后述不合格血液制剂(不合格品)进行废弃处理,控制机构30进行该判别,把不合格的血液制剂血液成分袋6与合格品区分开,即,控制第2容器运送装置650的动作,将不合格品投入废弃用溜槽711内。
图40是具有搅拌机构720的容器载置部的变形例侧面图。图41是沿图40中的41-41线视图。如这些图所示,容器载置部700具有载置类似可挠性袋6容器的载置台701和作为搅拌机构的袋摆动机构720,该袋摆动机构搅拌载置在载置台701上的袋6内的流体。
载置台701为板状或框状部件,其前端(图40中左端)通过轴721可转动地安装在容器载置部700的基台722上。载置台701的后端(图40中左端)两侧部723上,形成向载置台701的里侧(图40中下方)突出的一对支承片724,轴725架设在两支承片724之间。
图中虽未示,在载置台70的外表面(图40中上方的面)侧,也可以设置例如把袋6的前端部66或后端部6a固定在载置台701上的固定部件。
摆动机构720设置在载置台701的里面侧,由作为驱动源的与上述同样的马达726、使马达726的旋转减速的变速器727、一端固定在变速器727输出轴728上的臂729和臂731构成,该臂731的一端通过销730可转动地连接在臂729的另一端上,在其另一端上穿插着上述轴725。臂729、731及连接它们的销730构成了曲柄机构。
在这种摆动机构720中,驱动马达726后,其旋转由变速器727减速并传递给输出轴728,臂729以预定方向旋转。这样,臂731的一端沿回转臂729的另一端轨迹移动,臂731的另一端及与其相连的轴725及支承片724随之摆动,载置台701以轴721为中心在图40中的上下方向转动(摆动)。随着该载置台701的转动,载置在载置台701上的袋6也摆动,因此袋6内的液体、气体被搅拌。当从管3、7内排出的液体例如血液(红血球、白血球、血浆、血小板)、药液等与袋6内充填的液体例如药液(抗凝固剂、红血球保存液、血小板保存液、试剂成分不同时,袋6的摆动可以使这些液体混合均匀。
这种袋6的摆动,是在控制机构30内的定时器预先设定的时间进行的,当定时器的设定时间结束后,使马达726停止。
图42是表示容器载置部另一侧的侧面图。如图所示,容器载置部700具有与上述相同的摆动机构(图未示),通过该摆动机构使载置台701转动时的支点732设在载置台701的袋长度方向中间附近,载置台701的前端和后端可分别上下运动。
在这种构造中,使载置台701上的袋6摆动时,通过设置在载置台701前端(图42中左端)的夹紧机构733压闭管3、7,闭塞其内腔,同时,使辊501、502脱离管3、7的夹持状态,使管3、7可在辊501、502之间自由移动。
图43是容器载置部的另一例的侧面图。图44是图43中的44-44线视图。如这些图所示,容器载置部700具有与上述相同的摆动机构(图未示),通过该摆动机构使载置台701转动时的支点734设在载置台701的袋宽度方向中间附近,使载置台701的两侧部735分别可上下运动。
在这种构造的容器载置部700中,由辊501、502使管3、7呈压闭状态,在压闭状态下使载置台701上的袋6以管3、7为中心摆动。
图45是容器载置部的另一例的侧面图。如该图所示,容器载置部700具有搅拌机构720、该搅拌机构720不通过摆动载置台701来搅拌袋6的流体,它由基本与载置台701平行的导引件736、可沿该导引件736移动的辊737和使辊737移动的移动机构(图未示)构成。
导引件736例如可以是形成有长孔的部件,该长孔供辊737的轴738插入,或者是形成有齿条的部件,该齿条与固定在辊737的轴738上的小齿轮啮合。
辊737设在距载置台701的外表面(图中上面)预定距离处。在该设置位置,辊737的外周面能够适度地压迫充填着液体的袋6。
在这种搅拌机构720中,通过移动机构的动作使辊737沿导引件736移动后,袋6的压迫位置亦随之移动,袋6产生变形,从而袋内流体被搅拌。
在本发明中,设置在容器载置部的搅拌机构并不限于各图所示的构造,例如也可以采用对袋6施加振动的加振器(振动器)或磁力搅拌器等搅拌装置。另外,在本发明中,也可以在容器载置部上不设置摆动机构或其他搅拌机构。
关于第2容器回收部710:
如图1所示,在第2容器运送装置650的运送区域内,在分别与上述两容器载置部700邻接的位置处,设置着用于回收血液成分移送后的血液成分袋6的第2容器回收部710。该第2容器回收部710具有溜槽711。这时,溜槽711位于容器载置部700的载置台701与容器供给装置600的箱体602之间,两个容器载置部700、两个溜槽711和两个箱体702基本配置成一直线。
载置在载置台701上的、血液成分的移送和袋的密封等结束后的血液成分袋6由第2容器运送装置650的吸盘681吸持提起,运送到例如邻接载置台701的溜槽711上方,解除吸盘681的吸持,使血液成分袋6下落到溜槽711内(见图36)。回收集聚在溜槽711内的血液成分袋6,将其从血液制剂制造装置1侧面的取出口(图未示)取出。
两个溜槽711最好分别区别制剂品种(如血浆和血沉棕黄层,血沉棕黄层和其它、血小板和其它)使用,但并不限于此,例如也可以用于每个血液成分移送线,或者,一个用于回收合格的血液制剂,另一个用于不合格血液制剂(例如重量不足、其它血液成分的除去率低等)的废弃。溜槽711的数量无特别限定,也可以为三个以上。
关于药液供给装置750:
在血液制剂制造装置1的正面侧和背面侧,分别设置着将药液供给血袋2的药液供给装置750、图38是表示药液添加装置750的回路构造的模式图。如该图所示,药液添加装置1具有药液容器751、连通该药液容器751的第3管752和立架753。
药液容器751最好是可装卸地由立架753保持着,在药液容器751内贮存着药液。例如,在血浆和血沉棕黄层向血液成分袋6移送结束后,血袋2留下浓稠的红血球,当要用药液供给装置750往该浓稠红血球内添加红血球保存液时,药液容器751内贮存的药液应是红血球保存液。药液容器751可用柔软材料做成,也可用硬质材料做成。
药液容器751的容量无特别限定,但为了适应药液添加的自动化,其容量最好能足以连续地向若干个(例如2-100个)血袋2供给红血球保存液。具体地说,约为100-10000ml,最好为1000-5000ml。
药液容器751内的红血球保存液760,例如为以下的药液。
(1)S.A.G.M.液(含氯化钠:0.877%、腺嘌呤:0.0159%、葡萄糖:0.818%、D-甘露醇0.525%的水溶液)。
(2)テルモ社制的商品名为OPTISOL的药液(含氯化钠0.877%、腺嘌呤0.030%、葡萄糖0.818%、D-甘露醇0.525%的水溶液)。
(3)MAP液(含氯化钠0.497%、腺嘌呤0.014%、葡萄糖0.721%、D-甘露醇1.457%、柠檬酸0.020%、柠檬酸钠0.150%、磷酸一钠0.094%的水溶液)。
在药液容器751的下端,如图38所示,连接着连通药液容器751内的管752的一端,该管752的另一端与血袋2的管3连接。该血袋2的管3由上述管运送装置300运送、由管装填装置350装填到上述管连接装置400内。在管3的中途装着滚柱泵160,通过使该滚柱泵160动作,药液容器751内的红血球保存液760便经过连接的管752和管3供给到血袋2内。
本实施例中,由于由滚柱泵160进行红血球保存液760的移送,所以可以迅速地移送药液,能确保流量的稳定,而且,不需要将药液容器751设在高处,所以,药液容器751等的配置、构造方面的设计范围宽,还能使血液制剂制造装置1小型化。另外,滚柱泵160与其它种类泵相比,由于在保持流路闭锁状态下容易接离,所以对无菌处理很有利。
另外,图中虽未示出,在管752的中途,特别■窃谝d喝萜
 51的附近,可以设置开闭流路的阀、龙头或流量调节阀等。
51的附近,可以设置开闭流路的阀、龙头或流量调节阀等。
为了使红血球保存液760的适合的添加量与血袋2内的红血球量成正比,在本实施例中的药液添加装置750上,设置检测流入血袋2内药液液量的液量检测机构,根据该液量检测机构170得到的情报,可控制往血袋2添加的红血球保存液760的实际添加量。这种液量检测机构例如可以是设在管752中途的流量计(累计流量计)170,或者是检测滚柱泵160的动作时间或旋转数的机构。
作为控制红血球保存液760添加量的其它方法,还可以在袋压迫装置151的下部设置检测血袋2重量的重量传感器即负载传感器(图未示),通过该负载传感器检测出血袋2内收容物的重量,根据该检测值来控制红血球保存液760的添加量。例如,在添加红血球保存液760之前,用负载传感器检测血袋2内的浓稠红血球重量,根据负载传感器的重量变化进行控制,添加与上述浓稠红血球重量成正比重量的红血球保存液760。这时,由于能够根据血袋2内的浓稠红血球的量来添加适量的红血球保存液760,所以能以最合适条件保存红血球,增长有效保存期。
根据液量检测机构得到的情报,来调节药液添加量的方法例如有控制滚柱泵160动作时间或旋转数的方法,或者在管752中途设置流量调节阀(图未示),调节供给血袋2的红血球保存液760流量的方法等。
另外,药液添加装置750除了根据血袋2内浓稠红血球的量来调节红血球保存液760添加量外,也可以将预先定量的红血球保存液760添加到血袋2内。
除了上述的滚柱泵160以外,也可以用例如离心泵、风箱式泵等专用泵。或者不用这些泵,而是将药液容器751放在比血袋2高的位置处,利用落差向血袋2内供给红血球保存液760。
在图1所示构造中,药液供给装置750分别设置在两个血液成分移送线上,也可以由两个血液成分移送线使用一个药液供给装置750。
上面,对往收容着浓稠红血球的血袋2添加红血球保存液760的构造作了代表性的说明,但并不限定于此。例如,在后述有间隔部构造的血袋8、或者袋的上下端分别连接着管子的血袋(日本专利公报特公昭63-20144号)内,通过离心分离所分离出的三种成分中,血浆和红血球分别从袋的上部和下部排出,在血袋内最终剩下血沉棕黄层,可通过药液添加装置对该袋添加血小板保存液。
也可以通过药液添加装置750对装有血沉棕黄层或浓稠血小板的血液成分袋6添加血小板保存液。
在血液制剂制造装置1中,将不同种类的药液,例如红血球保存液和血小板保存液往不同的袋内添加时,例如可以适当交换使用装有这些药液的药液容器751,或者预先准备若干个药液容器751,切换从这些容器出来的药液的移送流路,就可以将所需药液添加到所需的袋内。在后者情况下,通过分歧接头等将从若干个药液容器751中出来的各管子752合流到一根管上(与管3等连接),例如可采用具有流路切换机构的回路,该流路切换机构可选择地压闭各管752,截断其内部流路。
关于情报管理装置800:
图39是模式化地表示情报管理装置800的构成图。如该图所示,该情报管理装置800具有:在情报读取部811读取血袋2所附情报载体的读取装置810、把情报载体形成在标签上的标签制造机830、把标签制造机830制造的标签831粘贴到血液成分袋6上的标签粘贴装置840、读取粘贴在血液成分袋6上的标签831上情报载体的确认用读取装置860、显示机构870和打印机880。以下,依次说明这些构成要素。
在血袋2的一面上,直接地或通过大型的袋标签贴着至少一个标签23,该标签23上附有关于血袋2内所采血情报的条码(情报载体)25(图47)。另外,也可以将一个或二个以上条码25直接附在袋标签上。
条码25所载持的情报,例如有制剂种类、代码序号、制剂的制造序号、血型(ABO.Rh型)、生化检查项目(例如GOT、GPT、TA、Alb、总胆红素)、有无感染症、采血时日、采血场所(例如医疗机关代码)、有关供血者的情报(例如地址、姓名、性别、年龄、出生年日、体重)等,载持其中任意的情报。
这样的血袋2由前述运送装置运送到情报读取部811。
(A)读取装置810
如图1所示,读取装置810设置在血液制剂制造装置1的中央部背面侧,具有条码读取器812、使条码读取器812在图1中Y方向(上下方向)移动的移动机构(作动器)814和读取辅助机构819,这些机构搭载在可沿X方向移动的移动台822上。
如图46所示,移动机构814由固定条码读取器812的移动台815、带螺旋状螺纹牙的螺杆轴816、与螺杆轴816的螺纹牙螺合并固定在移动台815上的螺母817和使螺杆轴816旋转驱动的驱动源818构成。驱动源818例如可以采用能正反转的马达,驱动该驱动源818后,螺杆轴816旋转,随之,螺母817在Y方向移动,条码读取器812上升或下降。
该条码读取器812的上下移动,是为了使条码读取器812的扫描线与血袋2的标签23的位置对准,另外,当对于血袋2以图47所示的配置方式附着若干个条码25时,条码读取器812的上下移动是为了使条码读取器812的扫描线813依次地对这些条码25进行读取。
条码读取器812,例如可以采取激光扫描方式的仪器或线传感器等,只要能读取条码的都可以。
读取辅助机构819由透明板(平板)820和驱动机构821构成。该驱动机构821能使透明板820以较低的速度向被杯保持部件103保持着的杯4侧移动。驱动机构821可以采用例如螺线管、缸体(油压、空气压)或与上述移动机构814同样的构造。
使驱动机构821驱动后,透明板820向图46中右方慢慢移动,捋压杯4和杯4内部的血袋2,血袋2上贴着标签23的部分隔着杯4的侧壁与透明板820密接。在此状态下,由条码读取器812隔着透明板820和杯4的侧壁,读取标签23上的条码25。这时,由于标签被压接在杯4的侧壁内面而呈平坦状,所以条码25的读取精度高。这种情况下,为了不使血袋2内已分离的各血液成分的界面紊乱,透明板820对血袋2的挤压应慢慢地进行。
透明板820对血袋2捋压产生的反力,由于读取装置810的背面与其相对的装置本体15侧的壁部突起部825相抵接而被吸收,使读取装置810得以保持一定的姿势。
条码读取器812与控制机构30电气连接,由条码读取器812读取的情报输入控制机构30,进行所需的处理。
在移动台822的下部设置着四个车轮823,这些车轮在装置本体15上的轨道826上转动,使读取装置810在X方向往复移动。这样,可以依次读取被杯保持部件103保持着的两个血袋2上各自的标签23。
(B)标签制造机830
标签制造机(打印机)830与控制机构30电气连接,根据控制机构30出来的信号,把对应于血袋2的标签23上的条码25所载持的情报或该情报与其它附加情报的条码(及文字、记号、色彩等的显示)形成在标签831上(印刷或热复印)。该附加情报包括,例如制剂的制造日时、血液成分袋6内的血液成分重量、袋的品种、特性、制造公司、制造批号等。在这些情报之中,制剂的制造日时可从控制机构30内的时钟得出,血液成分重量可从上述负载传感器702检测出的值求出,袋的属性例如可以用设置在操作部40上的键盘那样的外部输入机构输入。
如图39所示,在标签制造机830内,设置着带状标签带832的辊833和卷取标签带832的卷轴834。在标签带832上配置着相距一定间隔的未印刷标签831。旋转卷取卷轴834,就从辊833处卷出标签带832,同时将条码依次印刷到标签带832上的各标签831上。被印刷上条码的标签831随着标签带832的移动被运送到标签制造机830外部。
标签831是使用背面有粘接剂的膜片部件或者背面有热融性粘接剂的膜片部件做成。
此外,标签制造机830还可以制造其它种类的情报载体,即不用条码或者在条码上附加其它的情报载体,例如用黑白或彩色来表示文字、记号、图形等。例如,标签制造机830可以预先有不同色彩(例如4色)的标签,或者可以彩色印刷,例如根据血型的不同而分制造不同色彩的标签831。
用这样的标签制造机830制造出的标签831由标签粘贴装置840运送到血液成分袋6的外面并粘贴之。
(C)标签粘贴装置840
标签粘贴装置840由压接头841、把标签831吸在压接头841上的吸引机构843、使压接头841在图1中Y方向移动的驱动机构845、使压接头841和驱动机构845在图1中X方向和Z方向移动的移动机构847构成。
压接头841例如由金属制的块状部件制成,在其内部形成若干个吸引孔842、各吸引孔842分别在压接头841的上面和下面开口,压接头841的上面侧通过管844与例如抽吸泵那样的吸引机构843连接。
驱动机构845例如由螺线管或缸体(油压、空气压)构成,压接头841固定在其活塞杆846的前端。通过驱动机构845的动作和不动作,压接头841便下降上升。
移动机构847由轨道848、可沿该轨道移动的滑块849、设在轨道848两端的滚柱851、852和导轨853、854构成。在滑块849上设置着夹持轨道848的一对辊(图未示)和使这些辊旋转的马达(图未示)。马达可正反转,通过该马达的动作使辊旋转后,滑块849便在轨道848上预定范围内移动。
在轨道848的两端,各设置着一对滚柱851、852,该滚柱851、852在导轨853、854上滚动。导轨853、854在与轨道848垂直的方向上相互平行地架设在容器载置部700的上方。在轨道848上,设置着使滚柱851、852滚动的马达(图未示)。马达可以正反转,通过该马达的动作使滚柱851、852滚动后,压接头841与轨道848一起在导轨853、854的长度方向预定范围内移动。
吸引机构843、驱动机构845、滑块849和装在轨道848内的各马达分别与控制机构30电气连接,它们根据控制机构30的信号动作。
下面,参照图33-37说明标签粘贴装置840粘贴标签831的动作。该标签831的背面有粘接剂。
如图48所示,从标签制造机830运出来的标签831在标签吸持位置835待机,使轨道848沿导轨853、854移动,同时使滑块849沿轨道848移动,使压接头841位于标签吸持位置835的正上方,然后通过驱动机构845的动作使压接头841下降。
然后,如图49所示,驱动吸引机构843使压接头841的吸引孔842内产生负压,这样将标签831吸持在压接头841的下面。
然后,如图50所示,保持着标签831的吸持状态,移动滑块849,使压接头841在图1中Z方向上移动,同时,通过卷轴834卷取标签带832,使标签带832上的标签831沿图1中Z方向运送。这样,标签带831被辊836翻转,标签831被压接头841吸持住向图50中右方移动,从标签带832上剥离下来。
然后,如图51所示,标签831从标签带832上剥离下后,由驱动机构845的动作使压接头841上升。再运送标签带832,使下一个标签831移动到标签吸持位置835待机。
然后,如图52所示,通过轨道848和滑块849的动作,使压接头841位于载置在载置台701上的血液成分袋6的应贴标签部分正上方,再通过驱动机构845的动作,使压接头841下降,把吸持在压接头841上的标签831压接在血液成分袋6外表面。这样,标签831便被粘贴在血液成分袋6上。
然后,停止吸引机构843解除对标签831的吸持,通过驱动机构845、滑块849和轨道848的动作,使压接头841返回标签吸持位置835的正上方位置处,准备粘贴下一个标签831。
当液体或气体进入血液成分袋6内,袋呈某种程度膨胀时,为了防止标签831粘贴不牢,最好采用所谓的两段压接方式。
即,如图53所示,标签831吸持在压接头841上,标签831的一端露出压接头841外,再如图54所示,使压接头841下降,将吸持着的标签831压接在血液成分袋6外表面。然后,如图55所示,捋压接头841向图中右方移动,把露出压接头841的上述标签831的一端压接在血液成分袋6外表面。这样,在血液成分袋6膨胀时,或者标签831较大时,都能切实地把标签831粘贴到血液成分袋6上。
当标签831背面有热融性粘接剂时,压接头841由电热金属膜那样的加热头构成,把吸持的标签831热压粘贴在血液成分袋6上。
(D)确认用读取装置860
确认用读取装置860由与上述相同的条码读取器861和使条码读取器861在图中X和Z方向移动的移动机构862构成。
条码读取器861与控制机构30电气连接,由条码读取器861读取的情报输入控制机构30,进行所需的处理。
移动机构862与上述移动机构847构造相同,由轨道848、可沿该轨道848移动的滑块863、设在轨道848两端的滚柱851、852和导轨853、854构成。在滑块863上设置着一对夹持轨道848的辊(图未示)和使这些辊旋转的马达(图未示)。马达可正反转。通过该马达的动作使辊旋转后,滑块863在轨道848上预定范围内移动。如前所述,轨道848在导轨853、854的长度方向预定范围内移动。这样,条码读取器861便可沿血液成分袋6的上面移动,对准位置进行读取。
该条码读取器861的X方向移动,是为了使条码读取器861的扫描线与血袋2上贴着标签的位置对准,另外,与上述同样,当血液成分袋6上附有若干个条码时,条码读取器861的X方向移动是为了依次读取这些条码。
此外,根据需要也可以省略该确认用读取装置。
(E)显示机构870
显示机构870例如由液晶显示器或CRT构成,与控制机构30电气连接,根据控制机构30输出的信号,显示各种情报。由该显示机构870显示的情报例如有:由条码读取器812读取的条码25载持的情报、形成在标签831上的条码载持的情报、标签831的印刷张数、负载传感器702的检测值、红血球保存液的供给量及时间、离心分离器20的分离条件及分离方法、正进行的工序、各种误差显示、后述累计结果(一览表)等各种情报。
(F)打印机880
打印机880打印出由显示机构870显示的情报。打印机880的种类、构造无特别限定。
情报管理装置800中的上述(A)-(F)各构成要素从简化装置结构方面考虑,最好分别由两个血液成分移送线合用一个,但也可以在每个血液成分移送线上各设置同样的机构。
控制机构30最好具有能累计读取装置810所读取数据的功能。即,例如贮存100件(100个血袋)的数据或者预先贮存在上述贮存装置中,需要时读出并累计这些数据,作成一览表。累计方法例如可以是代码号或制造序号顺序的累计、每个制造日累计、每个采血日累计、血型类别累计、采血场所的累计、条码载持情报中每一个或二个以上项目的累计等。
这样的累计结果或其一览表,根据需要由上述显示机构870显示,或由打印机880打印出来,再由上述贮存机构贮存。数据进一步通过连系装置转送到例如设在血液中心的主计算机,进行累计、管理。该管理例如可以与出售点商品管理相同。
根据上述的情报管理装置800,读取收容在血袋2内的血液情报,自动地制造附有情报载体的标签,该情报载体载持着与血液情报对应的情报,将该标签贴在相应血液成分袋6上,所以,能迅速而正确在进行标签的制造和粘贴作业。不会贴错标签和取错袋,很安全,同时可实现制剂作业的合理化、自动化。
进行已读取情报的累计和管理时,进行血液制剂制造系统的综合管理是有利的。
本发明中,情报管理装置800的构造不限于上述构造。例如,附在血袋2或血液成分袋6的标签上的情报载体,除了上述条码那样的一元代码外,也可以采用例如象卡鲁拉(カルテニ)代码那样的黑白镶嵌图形配置成2元的二元代码。这时,读取装置810或确认用读取装置860采用2元读取装置,该2元读取装置采用面积传感器(CCD)。
作为情报载体,也可以采用磁性记录载体、光磁记录载体或光记录载体。它们例如形成线条状(间隙状)。这时,作为读取装置、采用具有磁头、光学头(拾光装置)的放像装置。
标签制造机830也不限于上述时的打印机,只要是能在标签上形成情报载体的机器都可以。例如,当情报载体为磁性记录载体时,标签制造机则为将情报写入标签上磁性记录载体的磁性记录装置。
关于控制机构30:
控制机构30例如由个人电脑或微型计算机的中央运算装置(CPU)构成,根据需要设有贮存器、键盘那样的外部输入机构、软盘或硬盘那样的记录载体的记录机构和其它计算机等的通讯机构等。
该控制机构30,与离心分离器20、操作部40、第1容器运送装置100的旋转运送机构101和杯运送机构110、血液成分移送装置150的袋压迫装置151和滚柱泵160、流量计170、管拾取装置200、管运送装置300、管装填装置350、管连接装置400、管整形装置450、管挤压装置500、管封止装置550、容器供给装置600(601)、第2容器运送装置650、负载传感器702、药液供给装置750、读取装置810、标签制造机830、标签粘贴装置840、确认用读取装置860、显示装置870和打印机880等电气连接,控制它们的动作或处理输入的情报。
上述装置各部的动作除了在操作部40用手动操作外,也可以按照控制机构30中预先设定的程序进行(程序控制)。
关于操作部40:
如图1所示,根据需要在操作部40中设置了键、控制杆、按钮、开关、刻度盘等。用手动操作这些部件,例如可进行装置各部的条件设定、起动/停止的命令、各动作部的手动驱动、动作模式的选择等。
另外,在本实施例的血液制剂制造装置1中,可以选择、设定如后述第1、第2和第3移送形态那样的、互不相同的若干种从血袋2和血液成分袋6移送血液成分的移送形态。该移送形态的选择、设定也由操作部40进行。
操作部40不限于设置在装置本体15上,也可以进行有线操作或无线遥控操作。
构成血袋2(或8)或血液成分袋6的材质,例如最好使用软质聚氯乙烯。该软质聚氯乙烯中的可塑剂例如可使用2-(乙基己基)酞酸酯(DEHP)、2-(n癸基)酞酸酯(DNDP)等。该可塑剂的含量相对于100份重量的聚氯乙烯,最好为30-70%(重量)。
袋2、6、8的其它材质,可以用聚烯烃,即乙烯、丙烯、丁二烯、异戊二烯等的烯烃或者用二烯烃的聚合、共聚的聚合体,例如,聚乙烯、聚丙烯、乙烯-醋酸乙烯共聚体(EVA)、EVA和各种热可塑性合成橡胶的聚合物混合体等,或者将它们任意组合而成的物质。另外,也可以采用聚对苯二甲酸乙二酯(PET)、聚丁烯对苯二酸酯(PBT)、聚1、4-环己烷对苯二甲酸二甲酯(PCHT)那样的聚酯或聚偏二氯乙烯。
各袋的膜片厚度可以不相同,根据所收容血液成分的种类而定。例如,保存血浆用的血液成分袋6由于需冰冻保存,最好采用如聚乙烯、聚丙烯、乙烯-醋酸乙烯共聚体(EVA)那样的在低温下强度好的材质;收容血小板的血液成分袋6,需要透气性,以便延长血小板的有效保存期,所以最好采用厚度薄的DnDP可塑聚氯乙烯材质。
管3、7、752的材质,可以采用例如聚氯乙烯、聚乙烯、聚丙烯、EVA那样的聚烯烃、PET、PBT那样的聚脂、聚氨酯、聚酰胺、硅酮、聚酯合成橡胶、丁二烯-苯乙烯共聚物等热可塑性合成橡胶,或由它们适当组合而成。其中尤以聚氯乙烯的管适合于自动化批量生产。
这种情况下,考虑到连接的便利性和可靠性,用管连接装置400连接的二根管最好由同一或同类材料做成,其管内径、外径也最好相同。
下面,说明本发明血液制剂制造方法的一例。用上述血液制剂制造装置1通过下述工序可以制造血液制剂。下述的方法中,采用这种移送形态,即用血液制剂制造装置1的两个血液成分移送线同时地将血液成分从两个血袋2移送到对应的两个血液成分袋6内。因此,在实施下述工序之前,在操作部40内预先选择、设定采用上述移送形态(第1移送形态)的旨意。
[A-1]
由杯运送机构110运送收容着血袋2的杯4(血袋2内装有采血血液),将杯4放在离心分离器20的转子上,起动离心分离器20,在预定条件下实施离心分离。这样,血袋2的血液例如就从上而下地分离成血浆(血沉)棕黄层和红血球三种血液成分。在离心分离器20的转子上,可一次放置3-6个杯4。
[A-2]离心分离后,由杯运送机构110从离心分离器20的转子上一个一个地取出全部杯4,载置在托盘11上。
[A-3]由杯运送机构110将载置在托盘11上的杯4逐个取出并运送,使其保持在位于旋转运送机构101的离心分离器20侧的杯保持部件103上。在一个杯保持部件103上着保持两个杯4(第1和第2杯4)后,使旋转体102按图1中反时针方向旋转90°。这样,杯保持部件103保持着的两个杯4被运送到情报读取部811,其中的一个杯4与读取装置810相向。
为了下一次的血液成分移送,旋转体102旋转后,由杯运送机构110取出,载置在托盘11上的新的第3和第4个杯4并运送,使其保持在位于离心分离器20一侧的杯保持部件103上。
[A-4]在读取装置810中,驱动驱动机构821,由透明板820将血袋2捋压在每个杯4上,使附在血袋2的标签23呈平坦状,同时由移动机构814移动条码读取器812,使其扫描线对准标签23上的读取条码25的位置,然后,由条码读取器812读取该条码25。读取到的数据输入控制机构30,在运算部进行所需处理后,贮存在内藏的贮存器中。
[A-5]将透明板820返回原位置后,使读取装置810在X方向上移动,与上述同样地读取附在另一杯4内血袋2标签23上的条码25。读取到的数据输入控制机构30,在运算部进行所需处理后,贮存到内藏的贮存器中。
[A-6]使旋转体102按图1中反时针向再转90°。这样,位于情报读取部811的两个杯4被运送到血液成分移送装置150,两杯4分别与袋压迫装置151相向。另外,通过该旋转体102的旋转,上述第3和第4个杯4位于情报读取部811。
旋转体102旋转后,由杯运送机构110取出托盘11上的新的第5和第6个杯4并进行运送,使其保持在位于离心分离器20一侧的杯保持部件103上。
[A-7]由第2容器运送装置650取出并运送袋供给装置600中箱体602内的最上部未使用的血液成分袋6,将其分别载置到两载置部700的载置台701上。这时,载置在两载置台701上的血液成分袋6,可以是从一个袋供给装置600供来的,也可以是从两个袋供给装置600分别供来的。
与载置台701上的血液成分袋6相连接的管7的前端,由与上述同样的管拾取装置放到载置台701附近的辊320之间。
[A-8]条码25载持的情报贮存在控制机构30的贮存器中,适当地读出有关该情报的数据,将对应于该情报或该情报和上述附加情报的条码形成在标签831上的信号输出给标签制造机830。标签制造机830根据该信号制造并运送出带有上述条码的标签831。
[A-9]从标签制造机830运送的标签831,被标签粘贴机840按上述顺序贴在载置台701上面的血液成分袋6外表面。标签831的制造和粘贴各对两个血液成分袋6进行。
[A-10]由确认用读取装置860的移动机构862移动条码读取器861,使其扫描线对准贴在血液成分袋6上标签831上的条码读取位置,然后,由条码861读取该条码。
[A-11]由条码读取器861读取的数据输入控制机构30,在其运算部处理。控制机构30判断贴在血液成分袋6上的标签831的条码有无印刷错误等,同时将该血液成分袋6上的条码载持的情报与贮存在控制机构30的贮存器内的数据、即相应血袋2上的条码25所载持的情报进行比较,判断其是否一致。
如果确认是一致的,则不需比较条码所载持的全部情报,例如仅比较代码号、制剂制造序号等号码、血型等重要情报即可。
[A-12]对应的两袋2、6上的条码的一致性被确认后,例如可由显示机构870显示告知。如果一致性未被确认时,如果判断为标签上的条码有印刷错误等,则发出警告,暂时停止制剂的制造作业。
警告可用警告灯(图未示)发光,或用警告蜂鸣器、嗽叭(图中均未示)等发出声音,或者在显示机构870上用文字、图形等图象表示。
[A-13]如前所述,起动管拾取装置200,夹住管3的前端部,运送到管运送装置300的辊312之间。这时,在管3的中途设置着泵头102呈开状态的滚柱泵160。
[A-14]使辊312旋转,运送管3,使管3的前端部到达伸出于运送轨300上流侧端部的位置。
[A-15]旋转■
20和辊311,运送载置台701上的血液成分袋6连接的管7,使管7的前端部到达越过凹部309的位置。
[A-16]如前所述,起动管装填装置350,将管3和管7装填到管连接装置400内。
[A17]如前所述,起动管连接装置400,无菌地连接管3、7。在图1的构造中,管连接装置400由两个血液成分移送线合用,所以,应使管连接装置在Z方向移动,交替地进行管的连接。
由管装填装置350将不要的管片取出保持具410、420废弃之。
[A-18]运送管并使管的连接部件于管整形装置450的管穿插通路480内后,如前所述,起动管整形装置450使管连接部的变形复原,确保管内流路正常。
关闭滚柱泵160的泵头162,成为可送液状态。
[A-19]起动袋压迫装置151和滚柱泵160,将血袋2内的上层血浆通过连接的管3、7移送到血液成分袋6内。这时,当设在载置血液成分袋6的容器载置部700上的负载传感器702测出的重量到达预定值(血浆全部回收到血液袋6时的重量)时,自动停止往血液成分袋6移送血浆)。
当有检测血液成分界面的界面检测机构时,也可以根据该机构的检测值,停止往血液成分袋6内移送血浆。
[A-20]由封止装置将管3或管7的中途融接封止,同时切断该封止部75,根据需要,对管施加张拉力,使薄壁连接部76拉断分离。这样,血袋2和血液成分袋6分别以密封状态分离。该工序也可以在下述[A-21]工序以后进行。
[A-21]如前所述,起动管捋压装置500使剩余在管内的血液成分流向载置台701上的血液成分袋6。由于管的被捋压过的部分是不要的,所以在管捋压结束位置附近再次由[A-20]工序封止切断,将分离下的管片废弃。这时,管片被回收到上述废弃物回收箱内。
[A-22]由第2容器运送装置650运送两载置台701上的装完血浆的血液成分袋6,投入第2容器回收部710的溜槽711内。这时,各载置台701上的二个血液成分袋6可以分别投入邻接其载置台701的不同溜槽711内,也可以投入同一个溜槽711内。
[A-23]顺次进行与上述工序[A-7]-[A-12]、[A-14]-[A-22]同样的工序,将血袋2内的中间层即(血沉)棕黄层移送到新的血液成分袋6内,密闭该血液成分袋6后,回收到溜槽711内。这时,也可以在被移送(血沉)棕黄层的血液成分袋6内预先放入血小板保存液。
在上述(A-22]工序中,把收容血浆的血液成分袋6投入同一溜槽的情况下,收容(血沉)棕黄层的两血液成分袋6投入另一个溜槽711内。这样,在各溜槽711中,区分制剂品种地聚集了血液成分袋6,便于以后的管理。
[A-24]旋转辊321和辊311运送与药液添加装置750的药液容器751连接的管752,使其前端部到达越过凹部309的位置。
[A-25]与上述[A-16]工序同样,起动管装填装置350,把管3、752装填到管连接装置400内。
[A-26]与上述[A-17]工序同样,起动管连接装置400,无菌地连接管3和管752。
[A-27]与上述[A-28]工序同样运送管,使管的连接部位于管整形装置450的管穿插通路480内后,起动管整形装置450使管连接部的变形复原,确保管内流路正常。
[A-28]使袋压迫装置150的捋压板152返回原位置,解除对血袋2的压迫。
[A-29]使滚柱泵160以与上述相反方向旋转,通过连接管的管752和管3移送药液容器751内的红血球保存液760,添加到血袋2内的红血球中。
[A-30]由封止装置550融接并封止管3或管752的中途,同时切断该封止部75,根据需要对管施加张拉力,拉断分离薄壁连接部76。
[A-31]对于位于情报读取部811的第3和第4杯4内的血袋2,与上述[A-4]及[A-5]工序同样,由读取装置810读取条码25,其情报由控制机构30处理并贮存。
[A-32]使辊321以与上述相反方向旋转,送回管752,使其封止的前端部到达分歧轨301′的槽306内。
[A-33]使旋转体102以图1中反时针向再旋转90°。这样,面对袋压迫装置150的两个杯4被运送到血液制剂制造装置1正面侧的第1容器回收部250,与夹持机构252相向。
旋转体102旋转后,由杯运送机构110取出载置在托盘11上的新的第7和第8个杯4并运送之,使其保持在位于离心分离器70一侧的杯保持部件103上。
[A-34]起动夹持机构252,取出由杯保持部件103保持着的两个杯4,投入第1容器回收部250的溜槽251内。
[A-35]之后,直到托盘11上的装有离心分离后血袋2的杯4取完之前,反复进行上述工序[A-6]-[A-33]。
本发明中,也可以使旋转体102逐次旋转90°,使四个杯保持部件103的全部缺口105都保持了杯4后,再进行工序[A-4]。
下面,说明用血液制剂制造装置1从上述得到的(血沉)棕黄层中制造血小板制剂的方法的一侧。以下所述方法中,采用这种移送形态,即用血液制剂制造装置1的两个血液成分移送线同时地把血液成分从装有(血沉)棕黄层的血液成分袋6移送到对应的两个血液成分袋6内。因此,在实施下述工序之前,在操作部40内预先选择、设定采用上述移送状态(第2移送状态)的旨意。
[B-1]从溜槽711中取出装有(血沉)棕黄层的血液成分袋6(以下称为BC袋),放进杯4内,由杯运送机构110运送该杯4并放到离心分离器20的转子上,起动离心分离器20,在预定条件下施行离心分离。这样,BC袋内的(血沉)棕黄层分离成上层的血小板(浓稠血小板血浆)和下层的白血球。
[B-2、3]进行与上述工序[A-2]、[A-3]同样的工序。
[B-4]与上述工序[A-4]同样地使附在BC袋上的标签831呈平坦状,同时由条码读取器812读取标签上的条码,将其数据输入控制机构30,进行处理和贮存。
[B-5-12]与上述工序[A-5]-[A-12]相同。
[B-13-18]与上述工序[A-13]-[A-18]相同,由管拾取装置200和管运送装置300把管7运送到BC袋一侧,由管运送装置300把管7运送到血液成分袋6一侧,进行两管往管连接装置400内的装填、连接和管连接部的整形作业。
[B-19]起动管压迫装置151和滚柱泵160通过连接的管7、7,把BC袋内的上层血小板移送到载置台701上的血液成分袋6内。这时,当设置在载置该血液成分袋6的容器载置部700上的负载传感器702检测的重量达到预定值(血小板全部回收到血液成分袋6时的重量)时,自动停止往血液成分袋6移送血小板。
当具有检测上述血液成分界面的界面检测机构时,也可以根据该检测机构检测值,停止经血液成分袋6移送血小板。
在上述工序[A-23]中,使用未装入血小板保存液的BC袋时,最好在接受血小板的血液成分袋6内预先放入血小板保存液。
[B-20、21]与上述工序[A-20]、[A-21]相同。
[B-22]与上述工序[A-22]同样地运送载置台701上的、血小板收容完毕的血液成分袋6,投入所需溜槽711回收。
[B-23]使袋压迫装置150的捋压板152返回原位置,解除对BC袋的压迫。
[B-24]对位于情报读取部811的第3和第4个杯4内的BC袋,进行上述工序[A-4]和[A-5]。
[B-25、26]与上述工序[A-33],[A-34]相同。
[B-27]之后,直到托盘11上的装有离心分离后BC袋的杯4被取完之前,反复进行上述工序[B-6]-[B-26]。
在本发明中,也可以使旋转体102逐次旋转90°,使四个杯保持部件103的全部缺口105内都保持了杯4以后,再进行工序[B-4]。
本发明中,也可以采用下面的与上述不同的移送形态,即,用血液制剂制造装置1的两个血液成分移送线中的一个将血液成分从1个血袋2(或BC袋)移送到1个血液成分袋6内。这种情况下,在实行上述各工序之前,在操作部40预先选择和设定采用上述移送形态(第1移送形态)的旨意。在采用上述移送形态时,对于一个杯保持部103,使其一个缺口105保持一个杯4,不需要读取装置810的X方向移动和管连接装置400的Z方向移动。
此外,在本发明中,也可以采用图56所示构造的血袋8,从该血袋8将血液成分分送到不同的血液成分袋6内。
图56所示的血袋8,是用与上述同样的膜片叠合起来,将其周缘密封部81用融接(热融接、高频融接等)或粘接起来,形成的袋状物。在血袋8内部,由带状间隔部82间隔成两个空间8A和8B,空间8A占据血袋8内大部分空间,空间8B是沿血袋8侧部形成的带状空间。
空间8B作为分成三层的血液成分中的下层红血球排出血袋8外的流路,将空间8B形成带状(鼓胀时呈细柱状)时,红血球在空间8B内从血袋8下部(底部)往上部流时,其流动顺利,不易产生逆流。
如图56所示,两空间8A、8B在间隔部82的下端83附近,即血液8的底部附近(连通84)是连通着的。间隔部82的上端与密封部81连接。
间隔部82的下端83呈弯曲形状,特别是呈带圆形的形状,其位置在对血袋8内的血液施行离心分离时,位于下层(红血球)和中间层(血沉)的界面以下任意位置处。
在血袋8的上部,形成有输血用排出口85,该开口85由密封盖可开封地封止着。在血袋8的上部,连接着三根管86、87、88。
其中,管86用于排出上层的血浆,其内腔与空间8A连通,同时,采血血液导入后,用融接封止,并切断其封止部。管88用于排出下层的红血球,其内腔与空间8B连通。
下面,说明采用血袋8的本发明血液制剂制造方法的一例。下述的方法中,采用这样的移送形态,即,用血液制剂制造装置1的两个血液成分移送线,把两种不同的血液成分从一个血袋8分别送到两个不同的血液成分袋6内。因此,在施行下述工序之前,在操作部40预先选择、设定采用上述移送形态(第3移送形态)的旨意。
[C-1、2]与上述工序[A-1]、[A-2]相同。
[C-3]与上述工序[A-3]同样,运送杯4,将其保持在杯保持部件103上。这时,对杯保持部件103,仅在其一个(例如左侧)缺口105上保持一个杯4,使旋转体逐次转90°,使各杯保持部件103分别保持一个杯4(共4个杯4)。
[C-4]对位于情报读取部811的第1个杯4,进行与上述工序[A-4]同样的工序。
[C-5]使透明板820返回原位。
[C-6]使旋转体102以图1中反时针方向再转90°,这样,位于情报读取部811的杯4被运送到血液成分移送装置150,与袋压迫装置151相向,同时,第2个杯4位于情报读取部811。
[C-7-12]与上述工序[A-7]-[A-12]相同。
[C-13]在一个血液成分移送线中,起动管拾取装置200,夹住管86的前端部,运送到管运送装置300的辊312之间。在另一个血液成分移送线中也同样地把管88的前端部运送到辊312之间。这时,在管86和管88中途,分别设置着泵头162呈开状态的滚柱泵160。
[C-14]旋转辊312运送管86、88,使管86、88的前端部分别到达伸出于运送机构303上流侧端部的位置。
[C-15]旋转辊320、311运送与载置台701上的血液成分袋连接的各管7,使其前端部分别到达越过凹部309的位置。
[C-16]使管连接装置400位于一个血液成分移送线上,起动管装填装置350,把管86、7装填入管连接装置400内。
[C-17]起动管连接装置400,无菌地连接管86、7。由管装填装置350将不要的管片从保持具410、420中取出废弃之。
[C-18]在Z方向上移动管连接装置400,使其位于另一个血液成分移送线上,起动管装填装置350,将管88、7装填入管连接装置400内。
[C-19]起动管连接装置400,无菌地连接管88、7。由管装填装置350将不要的管片从保持具410、420取出,废弃之。
[C-20]起动袋压迫装置151和滚柱泵160,通过连接的管86、7,将血袋8内上层的血浆移送到一个血液成分袋6内,同时,通过空间8B和连接的管88、7,将血袋8内下层的红血球移送到另一个血液成分袋6内。这时,至移送血浆的血液成分袋6一侧的负载传感器702检测的重量达到预定值(血浆全部回收到血液成分袋6时的重量)时,自动停止往血液成分袋6内移送血浆。对于移送红血球的血液成分袋6也是同样处理。
当设有检测上述血液界面的界面检测机构时,也可以根据该机构的检测值,停止血浆和红血球往血液成分袋6的移送。
血浆和红血球的往血液成分袋6的移送结束后,在血袋8内剩下中间层的(血沉)棕黄层。
[C-22、23]与上述工序[A-20]、[A-21]相同。
[C-24]与上述工序[A-22]相同,由第2容器运送装置650分别运送两载置台701上的装完血浆的血液成分袋6和装完红血球的血液成分袋6,并投入第2容器回收部710的溜槽711内。这时,各载置台701上的两个血液成分袋6可以分别投入邻接其载置台701的不同溜槽711内,也可以投入同一个溜槽711内。前者情况时,血液成分袋6按照制剂品种聚积在各溜槽711内,便于以后的管理。
[C-25-29]与上述工序[A-24]-[A-28]相同,在一个血液成分移送线中,进行管86及752的运送、装填入管连接装置400、连接、管连接部的整形和解除对血袋8的压迫。
[C-30]与上述工序[A-29]相同,使滚柱泵160以与上述相反方向旋转,通过连接的管752、86,移送药液容器751内的血小板保存液,添加到血袋8内的(血沉)棕黄层中。
[C-31、32]与上述工序[A-30][A-32]相同。
[C-33-38]与上述工序[A-7]-[A-12]相同,在与添加血小板保存液相反侧的血液成分移送线中,进行血液成分袋6(BC袋)往载置台701上的载置、用标签制造机830制造标签831、该标签831的粘贴和由确认用读取装置860的读取、确认。
[C-39-44]与上述工序[A-13]-[A-18]相同,由管拾取装置200和管运送装置300进行管88的运送,由管运送装置300进行管7的运送,进行将两管88、7经管连接装置400内的装填、连接和管连接部的整形。
[C-45]起动袋压迫装置151和滚柱泵160,通过空间8B和连接的管88、7,把血袋8内的(血沉)棕黄层移送到载置台701上的BC袋内。
[C-46、47]与上述工序[A-20]、[A-21]相同。
[C-48]与上述工序[A-22]相同,运送载置台701上的血沉收容完毕的BC袋,投入所需的溜槽711回收。
[C-49]与上述工序[A-28]相同,解除对血袋8的压迫。
[C-50]对位于情报读取部811的第2个杯4,进行与上述工序[C-4]和[C-5]同样的工序。
[C-51]与上述工序[A-33]相同,使旋转体102以图1中反时针方向再旋转90°,把面对袋压迫装置151的杯4运送到第1容器回收部250。
[C-52]与上述工序[A-34]相同。
[C-53]之后,对被旋转体102的四个杯保持部件103保持着的全部杯4进行上述工序[C-6]-[C-52]。
[C-54]直到托盘11上的、装有离心分离后血袋8的杯4取完之前,反复进行上述工序[C-3]-[C-53]。
然后,用血液制剂制造装置1从上述工序[C-3]-[C-54]得到的(血沉)棕黄层中制造血小板制剂时,进行与上述工序[B-1]-[B-27]同样的工序。这时,在操作部40预先选择、设定采用第2移送形态的旨意。
本发明中,也可以采用与上述血袋8有同样功能的血袋(日本专利公报特公昭63-20144号),这种血袋的构造是,在袋的上端连接着排出血浆用的管,在袋的下端连接着排出红血球的管。用这种构造的血袋时,也可与用上述血袋8同样的方法制造血液制剂。
上述实施例中,第1容器和第2容器都是由可挠性袋构成的,本发明中,第1容器和第2容器的形态不限于此,例如也可以是瓶子那样的容器,另外,第1容器和第2容器的形态、尺寸(容量)可以各不相同。
以上,用各图示的构造对本发明的血液制剂制造装置和血液制剂制造方法作了说明,但本发明并不限定于上述说明的内容。特别是,在本发明中最好全部自动化地进行上述一连串工序,也可用手动或手工作业进行其中一部分工序或进行移送形态的变更等。
Claims (67)
1、一种血液制剂制造装置,其特征在于,设有从装有分离成若干种血液成分的第1容器中将至少一种上述血液成分移送给第2容器的血液成分移送装置和能够将连通上述第1容器的第1管与连通上述第2容器的第2管无菌地连接起来的管连接装置;由该管连接装置连接上述第1管与上述第2管;由上述血液成分移送装置将上述第1容器内的血液成分通过连接的上述第1管和第2管移送到上述第2容器内。
2、如权利要求1记载的血液制剂制造装置,其特征在于,上述第1容器是可挠性袋,上述血液成分移送装置具有压迫上述第1容器排出血液成分的压迫机构。
3、如权利要求2记载的血液制剂制造装置,其特征在于,上述血液成分移送装置具有吸引上述第1容器内血液成分的吸引机构。
4、如权利要求3记载的血液制剂制造装置,其特征在于,上述吸引机构是滚柱泵。
5、如权利要求1记载的血液制剂制造装置,其特征在于,上述管连接装置具有可将上述第1管和第2管并排保持住的一对保持部件、可更换地设置在该两保持部件之间的用于熔融切断上述第1管和第2管的加热板和使上述两保持部件相对移动并将第1管和第2管的切口连接起来的管封止装置。
6、如权利要求5记载的血液制剂制造装置,其特征在于,上述管连接装置具有将上述第1管和第2管装填入上述保持部件的管装填装置,该管装填装置有运送头,该运送头设有分别在不同位置夹持管的两个夹具和使该两夹具中的至少一个移动而改变而夹具之间距离的驱动机构。
7、如权利要求1记载的血液制剂制造装置,其特征在于,上述管连接装置具有使上述第1管和第2管因连接而产生的变形复原的管整形装置,该管整形装置具有一对挤压部件和驱动机构,该对挤压部件具有供管穿插空间和夹压上述管变形部分的捋压面,该驱动机构使上述挤压面相对往复反方向移动。
8、如权利要求5记载的血液制剂制造装置,其特征在于,上述管封止装置具有夹持上述管的一对加热头,在至少一个加热头的管夹持面上形成有突起。
9、如权利要求5记载的血液制剂制造装置,其特征在于,上述管封止装置具有切断管封止部的切断机构。
10、如权利要求1记载的血液制剂制造装置,其特征在于,上述管被在长度方向移动运送管的管运送装置保持,该管运送装置具有形成有管通过通路的运送用轨、夹持着上述管旋转的至少一对辊和使这些辊旋转的驱动机构。
11、如权利要求10记载的血液制剂制造装置,其特征在于,上述管运送装置具有使管保持张紧状态的管拾取装置。
12、如权利要求1记载的血液制剂制造装置,其特征在于,上述第1容器收容在杯内,由第1容器运送装置运送到上述血液成分移送装置。
13、如权利要求12记载的血液制剂制造装置,其特征在于,上述杯是透明或半透明的。
14、如权利要求12记载的血液制剂制造装置,其特征在于,上述第1容器运送装置具有旋转驱动机构,该旋转驱动机构由旋转体、设在该旋转体外周部的用于保持上述杯的若干个杯保持部和使上述旋转体旋转驱动的旋转驱动机构构成。
15、如权利要求12记载的血液制剂制造装置,其特征在于,上述第1容器运送装置具有杯运送机构,该杯运送机构从上述离心分离机中取出上述杯,将杯装填在上述杯保持部内。
16、如权利要求12记载的血液制剂制造装置,其特征在于,上述第1容器运送装置具有其运送区域内回收血液成分移送后的第1容器的第1容器回收部。
17、如权利要求1记载的血液制剂制造装置,其特征在于,上述第2容器载置在容器载置部上,在该载置状态下,血液成分从第1容器移送过来。
18、如权利要求1记载的血液制剂制造装置,其特征在于,上述第2容器是从容器供给装置供给的、直接有第2管的具有可挠性的未使用过的袋。
19、如权利要求18记载的血液制剂制造装置,其特征在于,上述容器供给装置具有袋收容部、设在该袋收容部底部附近的上述袋载置台和使该载置台上下动的升降机,上述袋在第2管一侧以同一方向码齐重叠的状态收容在上述袋收容器内,通过升降机的动作使上述载置台上升,从上方依次供给载置在载置台上的上述袋。
20、如权利要求19记载的血液制剂制造装置,其特征在于,上述载置台的上述袋的第2管一侧和相反一侧分别以不同的上升率上升,无论收容在袋收容部内的袋数量有多少,总使最上部的袋形成一定角度。
21、如权利要求19记载的血液制剂制造装置,其特征在于,上述载置台以其一端为中心可转动地设置着,随着上升而转动。
22、如权利要求19记载的血液制剂制造装置,其特征在于,上述载置台由构成连杆机构的若干个载置片组成,随着上升而变形。
23、如权利要求19记载的血液制剂制造装置,其特征在于,上述升降机具有使载置台的两端分别以不同上升率上升的两个驱动机构。
24、如权利要求19记载的血液制剂制造装置,其特征在于,上述容器供给装置供给的第2容器由第2容器运送装置运送到预定位置,该第2容器运送装置具有运送头和使该运送头至少在垂直方向移动的移动机构,上述运送头设有保持第2容器的保持机构。
25、如权利要求24记载的血液制剂制造装置,其特征在于,上述保持机构具有吸持第2容器的吸盘和使该吸盘内减压的减压机构。
26、如权利要求24记载的血液制剂制造装置,其特征在于,在第2容器运送装置的运送区域内,至少有一个第2容器回收部,用于回收血液成分运送结束的第2容器。
27、如权利要求1记载的血液制剂制造装置,其特征在于,上述第1管或第2管通过在长度方向捋压该管的管捋压装置使管内流体移动。
28、如权利要求27记载的血液制剂制造装置,其特征在于,上述管捋压装置具有管捋压部,该管捋压部由辊及其配合体、使该辊旋转的辊旋转机构、改变辊与配合体之间距离的变位机构构成,通过上述变位机构的动作,使辊与配合体接近而压闭上述管,同时通过上述辊旋转机构的动作,使辊旋转而在一定长度内捋压管,使管内流体移动。
29、如权利要求27记载的血液制剂制造装置,其特征在于,上述管捋压装置具有管捋压部、容器载置部和控制机构;管捋压部由辊及其配合体、使该辊旋转的辊旋转机构、改变辊与配合体之间距离的变位机构构成;容器载置部载置可挠性容器,连通内部的管安装在该容器上;控制机构控制上述辊旋转机构和变位机构的动作;该控制机构这样进行控制,即,通过上述变位机构的动作使上述辊与配合体接近而压闭上述管,同时,通过上述辊旋转机构的动作使辊旋转,而在一定长度范围内捋压管,使管内流体移动到上述容器内;然后,通过上述辊旋转机构的动作,使辊与配合体拉开距离,解除对管的压闭。
30、如权利要求27记载的血液制剂制造装置,其特征在于,上述管捋压装置具有管捋压部、容器载置部和控制机构;管捋压部由隔着上述管相向设置的一对辊、使该对辊中至少一个旋转的辊旋转机构、改变该对辊之间距离的变位机构构成;容器载置部载置安装着连通内部的管的可挠性容器;控制机构控制上述辊旋转机构和变位机构的动作;该控制机构是这样进行控制的,即,通过变位机构的动作,使上述两辊接近而压闭上述管,同时,通过辊旋转机构的动作,使上述辊旋转,而在一定长度范围内捋压管,使管内流体移向容器,然后,通过上述辊旋转机构的动作,使上述两辊拉开距离,解除对上述管的压闭。
31、如权利要求27记载的血液制剂制造装置,其特征在于,上述管捋压装置具有管捋压部、容器载置部、搅拌机构和控制机构;管捋压部由隔着上述管相向设置的一对辊、使该对辊中的至少一个旋转的辊旋转机构、改变该对辊之间距离的变位机构构成;容器载置部载置安装着连通内部的管的可挠性容器;搅拌机构搅拌容器载置部上的所载置容器内的流体;控制机构控制上述辊旋转机构。变位机构和搅拌机构的动作;该控制机构是这样进行控制的,即,通过上述变位机构的动作,使上述两辊接近而压闭管,同时,通过上述辊旋转机构的动作,使上述辊旋转而在一定长度范围内捋压上述管,使管内流体向上述容器移动,再通过上述搅拌机构的动作搅拌容器内的流体,然后,通过上述变位机构的动作,使上述两辊拉开距离,解除对上述管的压闭。
32、如权利要求31记载的血液制剂制造装置,其特征在于,上述搅拌机构是使上述容器载置部摆动的摆动机构。
33、如权利要求28至31中任一个记载的血液制剂制造装置,其特征在于,上述管捋压结束位置在上述管与第1容器或第2容器的连接部附近。
34、如权利要求1记载的血液制剂制造装置,其特征在于,上述第1容器和/或第2容器由药液添加装置向其内部添加药液。
35、如权利要求34记载的血液制剂制造装置,其特征在于,上述药液添加装置具有贮药液的药液容器和连通该药液容器的第3管,由上述管连接装置连接了上述第1管和第3管后,通过该第1管和第3管将药液容器内的药液定量地移送到第1容器内。
36、如权利要求34记载的血液制剂制造装置,其特征在于,上述的药液移送是由滚柱泵进行的。
37、如权利要求1记载的血液制剂制造装置,其特征在于,对上述血液制剂制造装置各部进行控制的控制机构具有情报管理装置,用于管理第1容器收容物的有关情报。
38、如权利要求37记载的血液制剂制造装置,其特征在于,上述情报管理装置具有读取装置,该读取装置读取附在第1容器上的、载持有关收容物情报的第1容器情报载体。
39、如权利要求38记载的血液制剂制造装置,其特征在于,上述情报载体是一元或二元代码。
40、如权利要求38记载的血液制剂制造装置,其特征在于,上述读取装置用光学方法读取上述情报载体的代码。
41、如权利要求38记载的血液制剂制造装置,其特征在于,上述读取装置使上述情报载体呈平坦状地进行读取。
42、如权利要求38记载的血液制剂制造装置,其特征在于,上述情报管理装置具有标签制造机,用于制造带情报载体的标签。
43、如权利要求42记载的血液制剂制造装置,其特征在于,上述标签制造机是将情报载体表示在标签上的打印机。
44、如权利要求42记载的血液制剂制造装置,其特征在于,上述情报管理装置具有把标签制造机制造的标签粘贴到上述第2容器上的标签粘贴装置。
45、如权利要求44记载的血液制剂制造装置,其特征在于,上述标签粘贴装置具有压接标签的压接头和使压接头至少在垂直的两方向移动的移动机构。
46、如权利要求42记载的血液制剂制造装置,其特征在于,上述标签除带有关于收容物的情报外还有其它情报。
47、如权利要求38记载的血液制剂制造装置,其特征在于,上述控制机构是这样控制上述情报管理装置的,即,由上述读取装置读取附在第1容器上的情报载体;由上述标签制造机制造带有情报载体的标签,该情报载体载持着与读取装置所读取情报对应的情报;由上述标签粘贴装置将该标签粘贴到上述第2容器上。
48、如权利要求37记载的血液制剂制造装置,其特征在于,上述情报管理装置具有读取上述标签上情报载体的确认用读取装置。
49、如权利要求48记载的血液制剂制造装置,其特征在于,上述控制机构是这样控制上述情报管理装置的,即,由上述读取装置读取附在第1容器上的情报载体;由上述标签制造机制造带有情报载体的标签,该情报载体载持的情报与读取装置所读取的情报对应;由上述标签粘贴装置将该标签粘贴到上述第2容器上;将所贴标签上的情报载体与上述由确认用读取情报相比较,确认其一致性。
50、如权利要求49记载的血液制剂制造装置,其特征在于,当上述读取装置所读取情报与上述确认用读取装置所读取情报不一致时,上述控制机构发出警告。
51、如权利要求37记载的血液制剂制造装置,其特征在于,上述控制机构具有检测上述第1容器的液体流入和/或流出量的液量检测机构。
52、如权利要求37记载的血液制剂制造装置,其特征在于,上述控制机构具有检测第2容器重量变化的重量检测机构。
53、如权利要求52记载的血液制剂制造装置,其特征在于,上述重量检测机构具有防止过负荷加上的过负荷防止机构。
54、如权利要求1记载的血液制剂制造装置,其特征在于,上述第1容器或第2容器分别为一个或若干个。
55、一种血液制剂制造方法,其能自动地制造按照血液成分的血液制剂,所说血液成分是将血液分离成若干成分而得到的;其特征在于,包括管连接工序和血液成分移送工序,管连接工序是把连通装有血液的第1容器的第1管与连通第2容器的第2管无菌地连接起来;血液成分移送工序是通过已连接的上述第1管和第2管,将第1容器内已分离成若干种的血液成分中的至少一种移送到第2容器内。
56、一种血液制剂制造方法,其能自动地制造按照血液成分的血液制剂,所说血液成分是将血液分离成若干成分而得到的;其特征在于,包括将装有上述血液的第1容器运送到血液成分移送装置的工序、把连通装有血液的第1容器的第1管与连通第2容器的第2管无菌地连接起来的管连接工序和通过已连接的第1管和第2管将第1容器中分离的若干种血液成分中的至少一种移送到第2容器内的工序。
57、一种血液制剂制造方法,其能自动地制造按照血液成分的血液制剂,所说血液成分是将血液分离成若干成分而得到的;其特征在于,包括:将第1容器内所装的上述血液离心分离成若干种血液成分的工序、将第1容器运送到血液成分移送装置上的工序、把连通装有上述血液的第1容器的第1管与连通第2容器的第2管无菌地连接起来的管连接工序和通过已连接的上述第1管和第2管将第2容器内分离的若干种血液成分中的至少一种移送到第2容器内的工序。
58、一种血液制剂制造方法,其能自动地制造按照血液成分的血液制剂,所说血液成分是将血液分离成若干成分而得到的;其特征在于,包括:取出来使用过的第2容器,将其载置在容器载置部上的工序、把连通装有上述血液的第1容器的第1管与连通第2容器的第2管无菌地连接起来的管连接工序和通过正连接的第1管及第2管将第1容器内分离的若干种血液成分中的至少一种移送到第2容器内的工序。
59、一种血液制剂制造方法,其能自动地制造按照血液成分的血液制剂,所说血液成分是将血液分离成若干成分而得到的;其特征在于,包括:把连通装有上述血液的第1容器第1管与连通第2容器的第2管无菌地连接起来的管连接工序、使因上述管连接而产生的变形复原的工序和通过已连接的上述第1管和第2管将第1容器内分离的若干种血液成分中的至少一种移送到第2容器内的工序。
60、如权利要求55-59中任一个记载的血液制剂制造方法,其特征在于,包括在进行上述移送时检测上述第2容器的重量、根据该检测值调节血液成分移送量的工序。
61、如权利要求55-59中任一个记载的血液制剂制造方法,其特征在于,包括在长度方向捋压上述管而使管内流体流动的工序。
62、如权利要求55-59中任一个记载的血液制剂制造方法,其特征在于,包括融接封止上述管的工序。
63、如权利要求55-59中任一个记载的血液制剂制造方法,其特征在于,包括在融接封止上述管后切断该封止部的工序。
64、如权利要求55-59中任一个记载的血液制剂制造方法,其特征在于,包括向上述第1容器内供给药液的工序。
65、如权利要求64记载的血液制剂制造方法,其特征在于,上述药液的供给是这样进行的,即,把与贮有药液的药液容器连通的第3管与上述第1管连接起来后,通过该第1管和第3管,将药液容器内的药液定量地供给到上述第1容器内。
66、如权利要求65记载的血液制剂制造方法,其特征在于,在上述的药液供给中,根据剩余在上述第1容器内的血液成分量调节药液的供给量。
67、如权利要求55-59中任一个记载的血液制剂制造方法,其特征在于,上述第1容器或第2容器分别为一个或若干个。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP164048/93 | 1993-06-07 | ||
| JP16404893A JP3322443B2 (ja) | 1993-06-07 | 1993-06-07 | チューブしごき装置 |
| JP235564/93 | 1993-08-27 | ||
| JP23556493A JP3421091B2 (ja) | 1993-08-27 | 1993-08-27 | 情報管理装置 |
| JP341542/93 | 1993-12-09 | ||
| JP5341542A JPH07165592A (ja) | 1993-12-09 | 1993-12-09 | 血液製剤製造装置および血液製剤製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1099652A true CN1099652A (zh) | 1995-03-08 |
Family
ID=27322266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94106326A Pending CN1099652A (zh) | 1993-06-07 | 1994-06-07 | 血液制剂制造装置及血液制剂制造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5674741A (zh) |
| EP (1) | EP0639384B1 (zh) |
| CN (1) | CN1099652A (zh) |
| AT (1) | ATE213170T1 (zh) |
| CA (1) | CA2125350C (zh) |
| DE (1) | DE69429842T2 (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101306404B (zh) * | 2008-07-04 | 2011-09-07 | 康炜 | 血液成分制备装置及制备方法 |
| CN105911263A (zh) * | 2016-06-02 | 2016-08-31 | 杭州市第人民医院 | 一种血液浓度检测仪的试管自动扶正固定装置及其控制方法 |
| CN108909026A (zh) * | 2018-06-01 | 2018-11-30 | 常熟市泰宁医疗器材有限责任公司 | 废液袋自动组装机 |
| CN111420813A (zh) * | 2020-04-06 | 2020-07-17 | 四川大学华西医院 | Prp离心套筒、prp离心机及prp制备方法 |
| CN111495613A (zh) * | 2012-04-30 | 2020-08-07 | 生命技术公司 | 离心机装置和系统 |
| CN115557042A (zh) * | 2022-11-24 | 2023-01-03 | 河北大安制药有限公司 | 一种血浆袋破袋机 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06237986A (ja) * | 1993-02-15 | 1994-08-30 | Terumo Corp | チューブ搬送装置 |
| JPH0775675A (ja) * | 1993-06-16 | 1995-03-20 | Terumo Corp | チューブ装填装置 |
| US5771914A (en) * | 1997-02-13 | 1998-06-30 | Baxter International Inc. | Flexible fluid junction |
| US6729369B2 (en) * | 1998-07-31 | 2004-05-04 | Chata Biosystems, Inc. | Vessel for containing/transporting a fluent substance |
| JP2000308686A (ja) * | 1999-04-27 | 2000-11-07 | Terumo Corp | チューブ接続装置 |
| JP3856981B2 (ja) | 1999-04-27 | 2006-12-13 | テルモ株式会社 | チューブ接続装置 |
| JP4615135B2 (ja) * | 2000-03-31 | 2011-01-19 | シスメックス株式会社 | 試薬分注装置及びそれを用いた検体自動分析装置 |
| US6645431B2 (en) * | 2001-01-22 | 2003-11-11 | Thomas W. Astle | Apparatus for automated magnetic separation of materials in laboratory trays |
| FR2827176B1 (fr) * | 2001-07-12 | 2003-12-19 | Biolog | Procede de fiabilisation de la tracabilite des prelevements sanguins lors des operations d'extraction notamment du plasma et des globules rouges |
| JP2004333162A (ja) * | 2003-04-30 | 2004-11-25 | Teruaki Ito | 検体容器ナンバリング装置 |
| US8871434B2 (en) * | 2008-03-21 | 2014-10-28 | Fenwal, Inc. | Red blood cell storage medium for extended storage |
| US8968992B2 (en) * | 2008-03-21 | 2015-03-03 | Fenwal, Inc. | Red blood cell storage medium for extended storage |
| WO2009130250A1 (en) * | 2008-04-22 | 2009-10-29 | Trepko A/S | A linear peristaltic dispensing apparatus and method for use of the apparatus |
| CN102215888B (zh) * | 2008-11-28 | 2014-02-05 | 泰尔茂株式会社 | 血袋系统和固定盒 |
| CN101559839B (zh) * | 2009-05-08 | 2012-09-19 | 山东新华医疗器械股份有限公司 | 两列并行高速非pvc膜自动制袋灌封机 |
| US11864553B2 (en) | 2009-10-23 | 2024-01-09 | Fenwal, Inc. | Methods and systems for providing red blood cell products with reduced plasma |
| DE102010060401A1 (de) | 2010-11-08 | 2012-05-10 | Sartorius Weighing Technology Gmbh | Schweißvorrichtung, Verwendung derselben als Steuerventil und Dosiervorrichtung |
| PT106771A (pt) * | 2013-02-07 | 2014-08-07 | Erofio Atl Ntico Lda | Dispositivo automático para homogeneização do sangue na tubuladura e no saco de armazenamento |
| FR3047184A1 (fr) | 2016-10-03 | 2017-08-04 | Biolog | Dispositif de stockage d'elements |
| BR112019018663B1 (pt) * | 2017-04-26 | 2023-05-16 | Amcor Rigid Plastics Usa, Llc | Módulo portátil para um sistema de formação e enchimento de recipiente |
| US10919235B2 (en) * | 2017-06-07 | 2021-02-16 | Fenwal, Inc. | Apparatus and method for mechanically opening a connection site |
| US20210038781A1 (en) * | 2018-02-02 | 2021-02-11 | Helmer, Inc. | Platelet agitator with discontinuous user input controls |
| WO2020005867A1 (en) * | 2018-06-27 | 2020-01-02 | Cryovac, Llc | Pouch with integrated channel for use with peristaltic pumps |
| CN109092573B (zh) * | 2018-10-08 | 2024-01-30 | 中国工程物理研究院总体工程研究所 | 一种适用于三轴振动台的减振土工离心机 |
| CN111198269B (zh) * | 2018-11-20 | 2023-12-12 | 杭州微策生物技术股份有限公司 | 一种生物流体样本检测试剂盒及检测系统与应用 |
| CN113684122A (zh) * | 2021-09-10 | 2021-11-23 | 江苏省肿瘤医院 | 一种血液样本快速分离和提取外周血单个核细胞的设备 |
| CN115072105B (zh) * | 2022-06-16 | 2023-12-29 | 南华大学 | 并联气吹式血浆袋破袋系统 |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2483924A (en) * | 1946-06-10 | 1949-10-04 | Moulinier Edmond Jean | Pump |
| GB753641A (en) * | 1954-09-14 | 1956-07-25 | Sarginson Brothers Ltd | Means for effecting a seal along the interface of two contacting planar surfaces |
| FR1577625A (zh) * | 1968-08-12 | 1969-08-08 | ||
| US3619568A (en) * | 1969-05-06 | 1971-11-09 | John F Taplin | System and method for identifying and labeling blood packs |
| US4024010A (en) * | 1975-05-15 | 1977-05-17 | Minigrip, Inc. | Open profile bag |
| IT1033844B (it) * | 1975-08-21 | 1979-08-10 | Attucci E | Macchina per la lavorazione di materiale plastico a pellicola tubolare e simile |
| JPS5831286B2 (ja) * | 1977-08-24 | 1983-07-05 | 呉羽化学工業株式会社 | パリソン受渡し方法及び装置 |
| US4276112A (en) * | 1978-12-07 | 1981-06-30 | Nomax Corporation | Individualized label application system |
| US4369779A (en) * | 1981-02-23 | 1983-01-25 | E. I. Du Pont De Nemours And Company | Sterile docking process, apparatus and system |
| US4372681A (en) * | 1980-08-18 | 1983-02-08 | Avery International Corp. | Streamlined label verification technique |
| US4595562A (en) * | 1981-07-20 | 1986-06-17 | American Hospital Supply Corporation | Loading and transfer assembly for chemical analyzer |
| US4516971A (en) * | 1982-07-06 | 1985-05-14 | Spencer Dudley W C | Sterile docking process, apparatus and system |
| US4412835A (en) * | 1982-07-06 | 1983-11-01 | E. I. Du Pont De Nemours & Company | Sterile docking process, apparatus and system |
| US4507119A (en) * | 1982-07-06 | 1985-03-26 | E. I. Du Pont De Nemours And Company | Sterile docking process, apparatus and system |
| US4443215A (en) * | 1982-07-06 | 1984-04-17 | E. I. Du Pont De Nemours & Company | Sterile docking process, apparatus and system |
| US4521263A (en) * | 1982-08-16 | 1985-06-04 | E. I. Du Pont De Nemours And Company | Automatic splicing device and process |
| DE3473512D1 (en) * | 1983-04-15 | 1988-09-22 | Agency Science & Tech | Chemical manipulator |
| US4610670A (en) * | 1983-06-13 | 1986-09-09 | E. I. Du Pont De Nemours And Company | Sterile connection process, apparatus and system |
| JPS6068925A (ja) * | 1983-09-27 | 1985-04-19 | Kawasumi Lab Inc | プラスチックチュ−ブのシ−ル方法 |
| US4795281A (en) * | 1984-11-30 | 1989-01-03 | Tohoku Ricoh Co., Ltd. | Self-correcting printer-verifier |
| US4807676A (en) * | 1985-02-26 | 1989-02-28 | Baxter International Inc. | Fluid transfer workstation |
| EP0219507B1 (en) * | 1985-02-26 | 1992-02-19 | BAXTER INTERNATIONAL INC. (a Delaware corporation) | Fluid transfer system |
| US4619642A (en) * | 1985-03-12 | 1986-10-28 | E. I. Du Pont De Nemours And Company | Sterile, cold cut connection process, apparatus and system |
| GB2174149A (en) * | 1985-04-24 | 1986-10-29 | Univ Birmingham | Apparatus for transfer of liquid from a flexible container |
| AU596987B2 (en) * | 1985-08-30 | 1990-05-24 | Tosoh Corporation | Automated immunoassay analyser |
| US4857713A (en) * | 1986-02-14 | 1989-08-15 | Brown Jack D | Hospital error avoidance system |
| US4978505A (en) * | 1988-03-25 | 1990-12-18 | Agristar, Inc. | Automated system for micropropagation and culturing organic material |
| US4909949A (en) * | 1987-10-26 | 1990-03-20 | Engineering & Research Associates | Bridge for suspending a blood collection bag |
| JPH01131644A (ja) * | 1987-11-17 | 1989-05-24 | Nissho Corp | 採血装置 |
| FR2625320B1 (fr) * | 1987-12-28 | 1990-05-18 | Rgl Transfusion Sanguine Centr | Appareil automatique de separation des composants du sang |
| US5229074A (en) * | 1988-07-25 | 1993-07-20 | Precision Systems, Inc. | Automatic multiple-sample multiple-reagent chemical analyzer |
| SU1648831A1 (ru) * | 1988-07-26 | 1991-05-15 | Сибирский Филиал Всесоюзного Научно-Производственного Объединения "Зернопродукт" | Устройство дл расфасовки сыпучего материала в мешки |
| JPH0744927B2 (ja) * | 1988-11-28 | 1995-05-17 | 川澄化学工業株式会社 | 定量採血装置 |
| WO1990015631A1 (en) * | 1989-06-20 | 1990-12-27 | The Board Of Regents Of The University Of Washington | Combined hemofiltration and hemodialysis system |
| JPH0329660A (ja) * | 1989-06-27 | 1991-02-07 | Hitachi Medical Corp | 血液製剤に対する放射線照射装置 |
| US5124030A (en) * | 1989-09-05 | 1992-06-23 | Terumo Kabushiki Kaisha | Solution separating apparatus |
| US5341854A (en) * | 1989-09-28 | 1994-08-30 | Alberta Research Council | Robotic drug dispensing system |
| JP2769026B2 (ja) * | 1990-07-16 | 1998-06-25 | 三菱化学エンジニアリング株式会社 | 検体仕分け装置 |
| US5050651A (en) * | 1990-07-26 | 1991-09-24 | Bates Ventil Saekke Co. A/S | Apparatus for the opening and separating of valve bags |
| US5141592A (en) * | 1990-08-20 | 1992-08-25 | Denco, Inc. | Sterile entry/exit total containment process for closed systems using plastic tubes |
| JPH06237986A (ja) * | 1993-02-15 | 1994-08-30 | Terumo Corp | チューブ搬送装置 |
| JPH06285165A (ja) * | 1993-04-02 | 1994-10-11 | Terumo Corp | チューブほぐし装置 |
| JPH0775675A (ja) * | 1993-06-16 | 1995-03-20 | Terumo Corp | チューブ装填装置 |
-
1994
- 1994-06-06 AT AT94108638T patent/ATE213170T1/de not_active IP Right Cessation
- 1994-06-06 DE DE69429842T patent/DE69429842T2/de not_active Expired - Fee Related
- 1994-06-06 EP EP94108638A patent/EP0639384B1/en not_active Expired - Lifetime
- 1994-06-07 CA CA002125350A patent/CA2125350C/en not_active Expired - Fee Related
- 1994-06-07 US US08/255,919 patent/US5674741A/en not_active Expired - Fee Related
- 1994-06-07 CN CN94106326A patent/CN1099652A/zh active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101306404B (zh) * | 2008-07-04 | 2011-09-07 | 康炜 | 血液成分制备装置及制备方法 |
| CN111495613A (zh) * | 2012-04-30 | 2020-08-07 | 生命技术公司 | 离心机装置和系统 |
| CN111495613B (zh) * | 2012-04-30 | 2022-04-26 | 生命技术公司 | 离心机装置和系统 |
| CN105911263A (zh) * | 2016-06-02 | 2016-08-31 | 杭州市第人民医院 | 一种血液浓度检测仪的试管自动扶正固定装置及其控制方法 |
| CN108909026A (zh) * | 2018-06-01 | 2018-11-30 | 常熟市泰宁医疗器材有限责任公司 | 废液袋自动组装机 |
| CN111420813A (zh) * | 2020-04-06 | 2020-07-17 | 四川大学华西医院 | Prp离心套筒、prp离心机及prp制备方法 |
| CN111420813B (zh) * | 2020-04-06 | 2022-01-28 | 四川大学华西医院 | Prp离心套筒、prp离心机及prp制备方法 |
| CN115557042A (zh) * | 2022-11-24 | 2023-01-03 | 河北大安制药有限公司 | 一种血浆袋破袋机 |
| CN115557042B (zh) * | 2022-11-24 | 2023-03-07 | 河北大安制药有限公司 | 一种血浆袋破袋机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0639384B1 (en) | 2002-02-13 |
| EP0639384A3 (en) | 1996-08-21 |
| EP0639384A2 (en) | 1995-02-22 |
| DE69429842T2 (de) | 2002-09-05 |
| CA2125350A1 (en) | 1994-12-08 |
| US5674741A (en) | 1997-10-07 |
| DE69429842D1 (de) | 2002-03-21 |
| ATE213170T1 (de) | 2002-02-15 |
| CA2125350C (en) | 1999-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1099652A (zh) | 血液制剂制造装置及血液制剂制造方法 | |
| CN1240460C (zh) | 具有检测程序的血液处理方法 | |
| CN1162190C (zh) | 独立的可携带的血液处理装置 | |
| CN1199704C (zh) | 在旋转场中分离血液的系统和方法 | |
| CN1058240C (zh) | 复合容器及其制备方法 | |
| CN1251784C (zh) | 用传感器检测污染的血液处理系统和方法 | |
| CN1128744C (zh) | 容器、隔热容器和用于这些容器的制造的装置及方法 | |
| CN1275830C (zh) | 用于制造隔热容器的制造装置 | |
| CN1678897A (zh) | 用于分送物品的设备和方法 | |
| CN1246190C (zh) | 卷状物品以及加工卷状物品的方法和装置 | |
| CN1321103A (zh) | 红血球比容检测系统 | |
| CN1321098A (zh) | 连续流入、脉动流出的流体压力致动血液泵送系统和方法 | |
| CN1662174A (zh) | 用于多用途体液采样设备的方法和装置 | |
| CN1321097A (zh) | 采用流体压力致动泵和阀的血液处理系统和方法 | |
| CN1062299A (zh) | 用于处理生物流体的系统和方法 | |
| CN101076312A (zh) | 振动排出盒、药剂分配装置、ptp分配装置、药品类收纳装置以及ptp分配系统 | |
| CN1493499A (zh) | 包装对象供应设备、箱体供应设备、装箱设备、包装系统及包装方法 | |
| CN1802559A (zh) | 用于控制液基标本过滤的流动控制计量系统和方法 | |
| CN1321222A (zh) | 可编程的流体压力致动血液处理系统和方法 | |
| CN1235768C (zh) | 辊自动包装方法和系统 | |
| CN1281963C (zh) | 自动试样分析器及其部件 | |
| CN1321221A (zh) | 泵控制系统和方法 | |
| CN1173862C (zh) | 物品搬运保管装置及由该装置搬运的物品 | |
| CN1246737C (zh) | 快速摄影胶片装置的制造方法和设备 | |
| CN1931671A (zh) | 包装对象供应设备、箱体供应设备、装箱设备、包装系统及包装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |