CN1077470C - 连续铸造的方法和设备 - Google Patents
连续铸造的方法和设备 Download PDFInfo
- Publication number
- CN1077470C CN1077470C CN95191244A CN95191244A CN1077470C CN 1077470 C CN1077470 C CN 1077470C CN 95191244 A CN95191244 A CN 95191244A CN 95191244 A CN95191244 A CN 95191244A CN 1077470 C CN1077470 C CN 1077470C
- Authority
- CN
- China
- Prior art keywords
- mould
- molten metal
- space
- coil
- long side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



























































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
用于连续铸造金属板的方法和设备,通过均匀地转动模具中液面上的金属熔液使金属板不具有缺陷。在液面上沿模具的两个较长侧面施加的电磁搅动推力方向相反,而从潜入式喷管到模具较短侧面方向上的推力置成大于从模具较短侧面到潜入式喷管方向上的推力。把电磁搅动线圈单元的各个线圈和三相电源连接的电路相对于潜入式喷管以及两个较长侧面点对称。该电路在模具的各个较长侧面上被划分成为相互平行的并且有不同阻抗的二个部分。
Description
本发明涉及连续铸造的方法和设备,用于例如在连续铸造钢制的金属板时构造不带诸如垂直裂缝的表面缺陷的金属板。
图1是一个剖面图,表示用于连续铸造金属板的常规设备。在图1中,从浸入喷管2中向模具3灌注金属熔液1。从被冷却的模具3的壁面向其内部,金属熔液逐渐冷却。被冷却的金属做成凝结件4并且作为金属板从模具3中拉出。
图2是一个平面图,表示从图1的A-A平面向下看到的该设备。在图2中,浸入喷管2位于模具水平面的中心部分。金属熔液1从喷管出口灌注到模具里并且如图1的箭头所示在模具中环流。如图1和图2中的实线箭头所表示,在液面(金属熔液的顶部表面)上金属熔液从模具3的短侧面11向浸入喷管3逆向流动。
在上面的用于连续铸造金属板的设备中,如果在模具壁表面实质上相同的高度上金属熔液的温度造成是不同的,有可能在凝结件4上出现垂直裂缝。为了防止这样的垂直裂缝,日本专利JP-A
1-228645公开在液面5上使金属熔液环流并且使用一种电磁搅动方法用作为使金属熔液环流的手段。
图3表示该文献所公开的常规电磁搅动设备。该搅动设备包括一对分别沿模具的长侧面10a和10b设置的电磁搅动线圈6a和6b。通过搅动线圈6a和6b的作用激励该设备以把均匀的电磁搅动推力施加到模具3中所含的金属熔液上,从而金属熔液沿模具壁面环流。即,电磁搅动线圈6a包括多个沿模具的长侧面10a排列的磁心12a和一个线圈14a,该线圈14a是沿在其中构成的槽13a绕制的。另一个搅动线圈6b具有相同的结构。通过接线盒7a线圈14a和三相电流电源8连接。类似地,通过接线盒7b线圈14b和三相电流电源8连接。图3中示意一种代表性的接线布局。在这样的接线布局中,如图2的箭头指示那样在液面上对金属熔液施加了移动场类型的电磁搅拌推力。
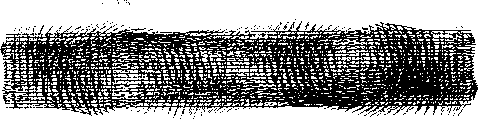
在图3所示的常规电磁搅动设备中,在假设三相电流电源8具有2Hz的频率和400A的电流下,液面上推力的分布表示在图4中。通过一个通用软件对图4所示的分布进行分析以分析电磁场的数字值。在该图中,箭头的方向指示各个单元的推力的方向而箭头的长度指示推力的大小。如可从图4中了解的那样,沿模具的长侧面10的推力分量在长侧面的各个位置上实际上保持为不变。
如上面所提及的,用于铸造金属板的常规连续铸造设备中所设置的模具内电磁搅动设备运行,向沿模具的长侧面的金属熔液施加均匀的电磁搅动力。从而,当金属熔液从模具的短侧面“流向浸入喷管2时在液面上金属熔液的环绕流动变得较强,而当金属熔液从浸入喷管2流向模具的短侧面11时环流流动变得较弱。
另一方面,在液面上漂浮着非金属杂质或粉末。如果金属熔液的环行流动不是均匀的并且尤其是停滞的,非金属的杂质或粉末汇集在停滞部分附近或者粉末被带入到停滞部分之内。当金属熔液改变成固体金属时,非金属杂质或粉末造成例如一氧化碳的气泡。如果粉末留存在金属里,很有可能发生燃烧。这种燃烧可能造成破裂。从而,常规的模具内电磁搅动设备用于把模具壁一个高度上的金属熔液的温度保持为均匀的,但是不能提供防止凝结件4的垂直裂缝的足够能力。
本发明的一个目的是提供一种用于连续铸造金属板的连续铸造方法和设备,其运行为使得模具内液面上的金属熔液均匀地环流;把模具壁上一个高度上的金属熔液的温度保持为均匀;并且把金属熔液的环行流动保持为均匀,以防止非金属杂质的汇集或者粉末的夹杂从而产生不具有例如垂直裂缝的表面缺陷的铸造件。
为了实现该目的,根据本发明的第一方面的用于铸造板的连续铸造方法包括下述步骤:从设置在模具的水平平面的中心处的浸入喷管向模具里灌注金属熔液,经过至少两个电磁搅动线圈部件的作用沿模具的两个长侧面产生两种类型的彼此相反的电磁力。在后一步骤中,从浸入喷管到模具短侧面方向的电磁力分量做成不同于从模具短侧面到浸入喷管方向的电磁搅动力分量。此外,该连续铸造方法进一步还包括当冷却模具部分时拖出凝结金属的步骤。
并且,按照本发明的第一方面的用于连续铸造金属板的一种连续铸造设备装配为把金属熔液从设置在模具水平平面的中心处的浸入喷管中灌注到模具中并且当冷却用于连续铸造金属件的模具的一部分时拖出凝结金属。该连续铸造设备包括两个用于经过电磁力的作用控制模具中金属熔液流动的电磁搅动线圈部件,这些电磁搅动线圈部件分别沿着模具的两个长侧面设置并且具有多个沿这两个模具的长侧面排列的磁心和多个绕制在磁心上的线圈,该连续铸造设备还包括至少一个电源电路和连接装置,电源电路用于产生具有预定频率的两相或更多相的交流电流,该连接装置用于把二个电磁搅动线圈部件与至少一个电源电路连接起来,从而二个模具长侧面的由多个线圈和连接装置构成的两个电路相对于浸入喷管是相互点对称的并且这两个电路中每一个被划分成两个电路部件。
按照本发明的第二方面的用于连续铸造金属板的一种连续铸造设备装配为把金属熔液从设置在模具水平平面的中心处的浸入喷管中灌注到模具中并且当冷却模具的一部分时拖出凝结金属。该连续铸造设备包括两个电磁搅动线圈部件以及向这两个电磁搅动线圈部件馈送电流的传导装置,为了通过电磁力的作用控制模具中金属熔液的流动这两个电磁搅动线圈部件是分别沿着模具的两个长侧面设置的并且具有沿模具的长侧面排列的多个磁心以及在磁心上绕制的多个线圈。如果通过一个经过浸入喷管的中心并且和模具的两个长侧面平行的平面和另一个经过浸入喷管的中心并且和模具的两个长侧面垂直的平面把模具的内外空间虚拟地划分为第一到第四空间,并且第三空间和第一空间关于浸入喷管的中心相对称以及第四空间和第二空间关于浸入喷管的中心相对称,则存在于第一和第三空间里的磁心比存在于第二和第四空间里的磁心要长。另外,为沿着模具侧面驱动金属熔液,激励该传导装置以向存在于第一和第三空间里的线圈传导交流电流,并且设置一个电路用于经过第二和第四空间里存在的线圈传导直流电流或者切断经过第二和第四空间里存在的线圈的交流电流。从而,如果模具的一个长侧面存在于第一和第二空间中并且另一个长侧面存在于第三和第四空间中,则二个电磁搅动线圈部件中的一个可以仅仅设置在第一空间中而另一个部件可以仅仅设置在第三空间中。
此外,按照本发明的第三方面的用于连续铸造金属板的一个连续铸造设备装配为把金属熔液从设置在模具的水平平面的中心处的浸入喷管中灌注到模具中并且当冷却模具的一部分时拖出凝结金属。该连续铸造设备包括两个分别沿着模具约两个长侧面设置的电磁搅动线圈部件,用于经过电磁力的作用控制模具内金属熔液的流动。这些电磁搅动线圈部件包括多个沿着模具的长侧面排列的磁心和多个在磁心上绕制的线圈。并且,该连续铸造设备包括传导装置,用于向两个电磁搅动线圈部件馈送电流;流速感测装置,用于在模具中所含有的金属熔液表面的多个位置上感测金属熔液的表面层的流动速度;流速转换装置,用于把所检测的流速转换为对应于各个预定表面流速分布模式的流速分量;补偿计算装置,用于对转换后的流速分量和该模式的目标值分别进行比较并且计算流速分量的偏差;反转换装置,用于把流速分量偏差反转换为多个位置上对应的金属熔液表面的流速偏差;以及控制装置,用于按减小这些流速偏差的方式控制传导装置。
按照本发明的第一方面的用于连续铸造金属板的连续铸造方法和设备,如上面所述,能够通过调整二个电磁搅动线圈部件产生的电磁搅动力的分布,向沿模具液面上的金属熔液施加均匀的环流流动。进而,按照本发明的第二方面的用于铸造金属板的连续铸造设备使得有可能简化和减少电磁搅动线圈部件。按照本发明的第三方面的用于铸造金属板的连续铸造设备使得该设备更容易设定、改变和调整金属熔液的流速分布。
图1是一个说明图,显示常规连续铸造设备里采用的模具的内部状态;
图2是从图1的A-A线看过去的透视图;
图3是一个表示常规设备的剖面图和电路图;
图4是一个表示常规设备例子里所产生的电磁搅动推力的分布的图;
图5是一个说明图,表示按照本发明的第一实施方式的连续铸造设备;
图6是一个剖面图及电路图,表示按照第一实施方式的连续铸造设备;
图7是一个电路图,表示图6中所示的连续铸造设备;
图8是一个剖面图及电路图,表示按照本发明的第一实施方式的另一种连续铸造设备;
图9是一个剖面图及电路图,表示按照本发明的第一实施方式的再一种连续铸造设备;
图10是一个表示在常规设备的第二个例子中产生的电磁搅动推力分布的图;
图11是一个表示在本发明的第一个例子中产生的电磁搅动推力分布的图;
图12是一个表示在本发明的第一个例子中产生的电磁搅动推力分布的曲线图;
图13是一个表示在本发明的第二个例子中产生的电磁搅动推力分布的图;
图14是一条表示在本发明的第二个例子中产生的电磁搅动推力分布的曲线图;
图15是一个说明图,表示按照本发明的第二实施方式的一种连续铸造设备;
图16是一个说明图,表示按照本发明的第二实施方式的另一种连续铸造设备;
图17是一个电路图,表示在按照本发明的第二实施方式的连续铸造设备中采用的电源电路;
图18是一个说明图,表示按照本发明的第二实施方式的连续铸造设备的功能;
图19是一个说明图,表示按照本发明的第二实施方式的连续铸造设备的功能;
图20是一个剖面图及电路图,表示按照本发明的第二实施方式的连续铸造设备;
图21是一个说明图,表示本发明的第二实施方式中产生的电磁搅动推力的分布;
图22是一个说明图,表示本发明的第二实施方式中产生的电磁搅动推力的分布;
图23是一个说明图,表示本发明的第二实施方式中产生的电磁搅动推力的分布;
图24是一个说明图,表示本发明的第二实施方式中产生的电磁搅动推力的分布;
图25是一个说明图,表示本发明的第二实施方式中产生的电磁搅动推力的分布;
图26是一个曲线图,表示本发明的第二实施方式中产生的电磁搅动推力的分布;
图27是一个透视图,表示按照本发明的第三实施方式的一种连续铸造设备的外观以及中央剖面图;
图28是一个放大的剖面,表示图27中所示的磁心12F和12L的水平剖面图;
图29是一个扩展的剖面图,表示图28的线B-B上剖取的磁心;
图30是一个电路图,表示图28中所示的电气线圈的接线连接;
图31是一个电路图,表示一个电源电路,其用于把三相交流电压施加到图28中所示的各个直线电动机里包括的第一组电线上;
图32是一个电路图,表示一个电源电路,其用于把三相交流电压施加到图28中所示的各个直线电动机里包括的第二组电线圈上;
图33是一个曲线图,表示各种电极数下所施加的交流频率和直线电动机的电磁力之间的关系;
图34是一个平面图,表示由二个双极直线电动机产生的电磁力的分布;
图35是一个平面图,表示由二个四极直线电动机产生的电磁力的分布;
图36是一个平面图,表示由二个六极直线电动机产生的电磁力的分布;
图37是一个平面图,表示由二个12极直线电动机产生的电磁力的分布;
图38是一个平面图,表示向二个四极直线电动机施加1.8Hz的三相交流电流下所产生的电磁力的分布;
图39是一个平面图,表示向二个四极直线电动机施加3Hz的三相交流电流下产生的电磁力的分布;
图40是一个平面图,表示向二个四极直线电动机施加5Hz的三相交流电流所产生的电磁力的分布;
图41是一个平面图,表示向二个四极直线电动机施加10Hz的三相交流电流所产生的电磁力的分布;
图42是一个平面图,表示向二个四极直线电动机施加20Hz的三相交流电流所产生的电磁力的分布;
图43A是一个剖面图,表示模具中的金属熔液;
图43B是一个平面图,表示模具中金属熔液的液面上的表面流;
图44是一个电路图,表示一个电源电路,其用于向直线电动机6F中所含的第一组电线圈施加三相交流电压;
图45是一个电路图,表示一个电源电路,其用于向直线电动机6F中所含的第二组电线圈施加三相交流电压;
图46是一个电路图,表示一个电源电路,其用于向直线电动机6L中所含的第一组电线圈施加三相交流电压;
图47是一个电路图,表示一个电源电路,其用于向直线电动机6L中所含的第二组电线圈施加三相交流电压;
图48是一个方块图,表示铸造模具短侧面11L和11R的尾部以及与设置在尾部的热电偶连接的电路;
图49是一个方块图,表示铸造模具长侧面10F和10L的尾部以及与设置在尾部的热电偶连接的电路;
图50是一个方块图,表示图48和49中所示的计算机63的输出;
图51A是一个平面图,表示按照本发明的第四实施方式的直线电动机的电磁力的方向;
图51B是一个平面图,表示灌注金属熔液时表面流是如何漂移的;
图51C是一个平面图,表示图51B中所示的用于抑制表面流漂移的直线电动机产生的电磁力;
图52是一个水平剖面图,表示按照本发明的第四实施方式的直线电动机里所含的电线圈的相划分;
图53是一个方块图,表示本发明的第四实施方式中所包含的计算机43里执行的处理操作;
图54是一个扩大的剖面图,表示按照本发明的第五实施方式的连续铸造设备中所含的磁心12F和12L的水平剖面;
图55是一个电路图,表示按照本发明的第五实施方式的连续铸造设备中所含的电线圈的接线连接;
图56A是一个扩展的剖面图,表示由图54中的虚线C包围的剖面;
图56B是一个放大的剖面图,表示图54中所示的虚线D包围的剖面;
图57是一个平面图,表示按照第五实施方式的第一方面由两个具有槽的双极直线电动机产生的电磁力的分布;
图58是一个平面图,表示按照第五实施方式的第二方面由两个具有槽的双极直线电动机产生的电磁力的分布;
图59是一个放大的剖面图,表示按照第五实施方式的第二方面的磁心12F和12L的水平剖面;
图60A是一个方块图,表示按照第五实施方式的第三方面在直线电动机和供电电路之间的连接关系;
图60B是一个电路图,表示图60A所示电源电路VD的结构;
图61A是一个平面图,表示当通过浸入喷管灌注金属熔液时铸造模具里金属熔液液面上的表面流;
图61B是一个平面图,用箭头表示两个直线电动机产生的表面流;
图61C是一个平面图,表示经过浸入喷管灌注金属熔液产生的表面流和由两个直线电动机的推力产生的表面流的矢量和;
图62A是一个垂直剖面图,表示铸造模具3、用于向该铸造模具馈送金属熔液的中间包80以及用于向该中间包80馈送金属熔液的源罐79。
图62B是一个曲线图,表示从开始连续铸造到结束之间的模具里的流动速度随时间的变化;
图63是一个放大的剖面图,表示按照本发明的第六实施方式的连续铸造设备里所含的磁心12F和12L的水平剖面;
图64是一个剖面,表示图63中所示的电线圈的相划分和组划分;
图65是一个电路图,表示图63中所示的电线圈的接线连接;
图66是一个方块图,表示按照本发明的第六实施方式的连续铸造设备的基本结构;
图67是一个方块图,表示用于控制图66中所示的供电电路30a至30d的控制系统的基本结构;
图68是一个方块图,表示图67中所示的供电电路92a以及传导控制器CC1的结构;
图69A是一个放大的侧面图,表示剖切图63的外罩后的图63中的流速传感器91a;
图69B是一个剖面图,表示剖切图69A中的线E-E的流速传感器91a;
图70A是一个剖面图,表示图69A和69B中所示的流速传感器91a是如何使用的;
图70B是一个方块图,表示包含在图66中所示的流速感测电路98a中的一个电路元件,其用于从由流速传感器91a给出的感测信号产生流速信号;
图71A是一个平面图,表示在铸造模具里金属熔液液面上的表面流;
图71B是一个放大的剖面图,表示沿图71A的线F-F剖切的剖面;
图71C是一个放大的剖面图,表示沿图71 A的线G-G剖切的剖面;
图72A至图72D是平面图,表示模具里金属熔液的液面上的表面流的矢量分量,其中图72A是一个表示搅动状态下的分量的平面图,图72B是一个表示平移状态下的分量的平面图,图72C是一个表示加速状态下的分量的平面图,图72D是一个表示扭曲状态下的分量的平面图;以及
图73是一个方块图,表示由图66中所示的CPU98C完成的一部分数据处理的概要。
下面参考图5说明按照本发明的第一实施方式的一种连续铸造方法和设备。图5示意一个从液面的上方看过去的金属板连续铸造设备。数字3表示一个模具,在横截面上它实质上是矩形的。数字2表示一个位于横截面中模具中心处的浸入喷管。浸入喷管2灌注金属熔液。6a和6b表示电磁搅动线圈对部件,它们分别设置在模具3的长侧面10a和10b上。该连续铸造方法执行为通过这些电磁搅动线圈对部件6a和6b的作用调整电磁搅动推力的分布。调整后的分布使得沿模具内侧液面5上的金属熔液有可能均匀地环流。
也就是说,如图5中所示,电磁搅动线圈部件6a运行以产生沿着模具长侧面10a的电磁搅动推力P和Q。推力P定向为从模具的短侧面11a到浸2喷管2。推力Q定向为从浸入喷管2到模具短侧面11b。电磁搅动线圈部件6b运行以产生沿着模具长侧面10b的电磁搅动推力R和S。推力R定向为从模具的短侧面11b到浸入喷管2。推力S定向为从浸入喷管2到模具的短侧面11a。推力P和Q的方向与推力R和S相反。并且推力Q大于推力P,推力S大于推力R。
按如上所述分布及调整的电磁搅动推力用于使液面上的金属熔液如图所示顺时针地均匀环流。在图5中,为了使金属熔液逆时针均匀地环流,各电磁搅动推力相反方向地定位并且推力P和R分别大于推力Q和S。
同样,按照该实施方式的连续铸造设备构造为在模具长侧面10a和10b上具有两个电路。在长侧面10a上的电路包括电磁搅动线圈部件6a的线圈14a和用作为连接装置的接线盒7a。该电路划分成两个子电路A和B。在长侧面10b上的另一个电路包括电磁搅动线圈部件6b的线圈14b以及用作为连接装置的接线盒7b。该电路划分成两个子电路C和D。子电路A及B与子电路C及D关于浸入喷管2点对称。子电路A和B并行安装并且具有各自的阻抗。子电路C和D也如此。
在图6中的电路中所示,子电路A及C是Y形连接(星形连接)的,而子电路B和D是三角形连接(环形连接)的,如图7中所示。子电路A及C具有的阻抗大于B及D具有的阻抗。从而,如图6的液面5的箭头所指示的那样,沿长侧面10a产生的电磁搅动推力与沿长侧面10b产生的推力方向相反。此外,方向从浸入喷管2到模具短侧面的电磁搅动推力大于方向从短侧面到浸入喷管2的推力。数字9表示一个操作盒,其用于设定电磁搅动状态,比如对连续铸造条件适当的频率、电压和电流。通过设定这些工况,沿模具内部实现液面5上金属熔液的均匀流动。
在图8中说明按照该实施方式的用于铸造设备电路的另一种例子。该电路构造为电磁搅动线圈部件6a和6b的每一侧具有24个槽13。子电路A或C具有15个用于线圈的槽,每五个槽串联连接。子电路B或D具有9个用于线圈的槽,每三槽串联连接。子电路A及C的阻抗大于子电路B和D的阻抗。这样,电磁搅动推力按图8中液面5上的箭头所指示的那样分布。这种分布实现液面5上金属熔液的均匀流动。
如上面所述,在连续铸造金属板的过程中,从浸入喷管灌注的金属熔液和模具的短侧面相撞并造成逆流。这样,如图2中所示,按实线箭头指示那样液面5上流动的方向从模具的短侧面11到浸入喷管2。按照本发明,如图5中所示在液面5上方向为从浸入喷管2到模具的短侧面11的电磁搅动推力Q及S大于方向从模具的短侧面11到浸入喷管2的推力P及R。这使得有可能在液面5上实现金属熔液的均匀流动。按照本发明,电磁搅动工况是由操作盒和子电路调整的。操作盒负责调整电源的状态,诸如频率、电压和电流。各个包括电磁搅动线圈部件6a或6b的子电路和接线盒运行以把它们的阻抗设置为最佳条件。
按照本发明的连续铸造方法执行为把适当的电磁搅动推力施加到液面上的金属熔液。在适当的推力下,考虑到了逆流。沿着模具壁金属熔液均匀地前进,从而金属熔液不是停滞的。这样防止任何非金属杂质蓄积在金属熔液中并且防止任何粉末被夹带到液面上的金属熔液流中,从而构成不具有例如垂直裂缝的表面缺陷的金属板。
下面,说明对常规设备的一个例子与本发明之间的比较。
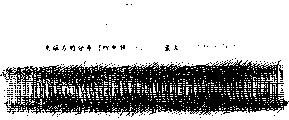
(常规设备的例2)图10说明当按图3把电磁搅动线圈部件6a和6b的每两个线圈串联连接而构成常规的设备时所给出的推力分布向金属熔液施加旋转推力。在该设备中,假定频率是2Hz,电流是525A,并且在两个线圈部件6a和6b中电流密度是3.893×106AT/m2。其推力分布做成比图14中所示的分布更均匀。但是,在该例子中,沿模具长侧面10产生的推力分量实质上做成在长侧面的各点上是相等的。金属熔液的逆流使得不可能形成均匀的流动,从而根据一次实验在金属板上造成表面缺陷。
(本发明的例1)在图6中所示的该设备中,假定三相电源的频率是2Hz,电流为525A,在子电路A和C中电流密度为2.248×106AT/m2(这意味着这些子电路的阻抗是常规装置的第二例的阻抗的1.73倍),而在子电路B和D上的另一个电流密度是3.893×106AT/m2(这意味着这些子电路具有和常规装置第二例的相同的阻抗)。在该假定下液面5上电磁搅动推力的分布表示在图11和12中。图11具有和图4及10相同的格式。图12是一条表示朝向模具长侧面10b的推力分量的曲线。推力是用比值来表示的,比值为1.0的值为最大推力。如从图11和12所看到的那样,从模具的短侧面11到浸入喷管2方向的推力分量(在图12的右侧)较小,而从浸入喷管2到模具短侧面11的方向推力分量较大(图12的左侧)。因此,当这种类型的设备运行以电磁方式搅动金属熔液时,在和液面上金属熔液逆向流动的相同方向上产生较小的推力,同时在相反的方向上产生较大的推力。这些推力实现沿模具内部的均匀流动而且在流动中不产生停滞,因此根据实验能够形成不具有表面缺陷的金属板。
(本发明的例2)在图8中所示的本发明的该设备,假定三相电源的频率是2Hz,在子电路A和C中的电流密度为2.366×106AT/m2(这意味着这些子电路的阻抗是常规装置的第二例的阻抗的1.65倍),而在子电路B和D中的另一个电流密度是3.893×106AT/m2(这意味着这些子电路具有和常规装置第二例的相同的阻抗)。在该假定下液面5的电磁搅动推力的分布表示在图13和14中,其具有和本发明的例1相同的格式。同样在本例中,从模具的短侧面11到浸入喷管2的方向的推力分量较小(在图14的右侧),而从浸入喷管2到模具短侧面11的方向的推力分量较大(在图14的左侧)。因此,当该设备以电磁方式搅动金属熔液时,这种类型的设备的运行在液面上金属熔液的逆流相同的方向上施加较小的推力,同时该设备的运行在相反的方向上施加较大的推力。其结果是沿模具的内部实现均匀的流动,并且防止任何流动的停滞,因此根据实验能够形成不具有表面缺陷的金属板。
(本发明的例3)在图9中所示的本发明的设备中,假设三相电流源具有的频率是2Hz,在子电路A和C中的电流密度是0.973×106AT/m2(这意味着这些子电路的阻抗是常规设备的第二例的阻抗的四倍),并且在子电路B和D中的另一个电流密度是3.893×106AT/m2(这意味着这些子电路的阻抗和常规设备的第二例的阻抗相等)。在该假设下液面5上的电磁搅动推力的分布按如下排列。即,象本发明的例1和例2,从模具的短侧面11到浸入喷管2的方向的推力分量较小,而从浸入喷管2到模具的短侧面11的方向的推力分量较大。其结果是实现沿模具内部中的均匀流动并防止任何金属熔液的停滞,因此根据实验能够形成不具有表面缺陷的金属板。
接着,说明按照本发明的第二实施方式的一种连续铸造设备。在对金属板的连续铸造中,在各个灌注出口处金属熔液的灌注流速是不同的。这是因为,例如,金属熔液里的非金属杂质附着在浸入喷管2的灌注出口上。在这种情况下,造成液面上的金属熔液的流动是连续变化的。因此,常规设备中的一直不变的电磁搅动推力不能稳定金属熔液的流动。进而,希望对液面上的金属熔液施加各种推力,例如旋转、对逆流的制动和加速。但是,常规的电磁搅动操作使用单个三相电源。从而,要根据金属熔液的连续变化的流动连续地改变推力是困难的。
此外,沿着模具两个长侧面的电磁搅动推力可能互相干扰,从而可能产生推力涡流。对应于涡流的壳部位可能具有比如垂直裂缝的表面缺陷。
按照本发明的该实施方式的用于连续铸造金属板的连续铸造方法的意图是采取下述步骤;使模具内液面上的金属熔液均匀环流;向逆流施加适当的推力分布以进行制动或加速;或者即使金属熔液的流动是连续变化的,连续地改变电磁搅动推力以克服有害的推力涡流。因此该方法使得有可能形成具有极好表面特性的金属板。
按照本发明的该实施方式的金属板的连续铸造设备设置成使电磁搅动线圈部件分别沿着液面上排列在模具的两个长侧面上。电磁搅动线圈部件运行为当从浸入喷管向模具灌注金属熔液时控制在液面上金属熔液的流动。该连续铸造设备包括这些两个电磁搅动线圈部件、二个或四个电源、用于分别把线圈部件和电源连接起来的接线盒以及用于控制电源状态的控制系统。电磁搅动线圈部件包括多个沿着模具的长侧面排列的磁心以及浇制在这些移动场类型(shifting field type)磁心上的线圈。各个长侧面上包括这些线圈以及在它们之间接线的接线盒的电路划分成二个子电路。总共四个子电路中的各两个和对应的电源连接。或者,四个子电路的每一个和对应的电源连接。
现参照有关附图说明该连续铸造设备。图15是一个从液面上方的一个点看过去的显示该连续铸造设备的剖面并且说明电磁搅动线圈部件的接线连接。数字3代表一个模具,其剖面实质上是矩形的。在模具3剖面中心设有浸入喷管2,从喷管中灌注出金属熔液。电磁搅动线圈部件6a和6b沿模具的二个长侧面10a和10b设置。这些线圈部件运行以便施加用于控制液面5上金属熔液流的电磁搅动推力。
图15中所示的连续铸造设备采用两个电源,即,第一电源24和第二电源25。包含二个线圈部件6a和6b的各个线圈14和对应的电源的电路划分成两个子电路。也就是说,分开的子电路总共四个,A、B、C和D。这四个子电路的每一对和对应的电源24或25连接,以便对由电路的线圈施加的电磁搅动推力进行控制。具体地,考虑以下三种组合:
(1)子电路A和C与第一电源24连接,子电路B和C与第二电源25连接。
(2)子电路A和B与第一电源24连接,子电路C和D与第二电源25连接。
(3)子电路A和D与第一电源24连接,子电路B和C与第二电源25连接。
即使在该设备运行时,通过切换配电箱21可以自由地选择这三种组合中的任一种。或者,不采用配电箱21可以事先预置一种组合。
如图16中所示的按照本发明的该实施方式的另一种连续铸造设备采用四个电源,即,第一电源26、第二电源27、第三电源28和第四电源29。在各长侧面上由两个线圈部件6a和6b的各个线圈14及与其连接的各个电源构成的电路划分成两个子电路。即,总共形成四个子电路A、B、C和D。这些子电路和对应的电源连接,以便控制由这些线圈施加的电磁搅动推力。
在该实施方式中,电磁搅动推力的分布是根据液面5上金属熔液流动的观察结果通过借助控制盒22调整电源状态(如频率、相位差和电流)控制的。这些状态是为二个电源24和25或者四个电源26至29准备的。为了观察金属熔液的流动,用户可以直接观察液面或者利用传感器23。传感顺23输出由电视摄象机处理的图象。在子电路A、B、C和D中,线圈14可以是串联连接的、或并联连接的。该连接可以适当地选择。该连接可以是固定的或者当铸造设备运行时可以进行切换。除如图15和16所示之外,各个电源24至29可以采纳图17中所示的布局。并且,除反相器类型外,可以采用循环变流器类型。
按照上述的第二实施方式,总共使用四个子电路A、B、C和D,以便通过二个或四个电源的作用控制电磁搅动推力。这样,这种铸造设备能够根据连续变化的铸造状态对液面上的金属熔液施加不同类型的推力分布或者适当地控制金属熔液的流动。图18表示根据一个常规的电源系统、二个电源系统以及四个电源系统的推力分布。图18中的矩形代表由模具包围的液面。箭头代表推力的方向。箭头的长度代表推力的大小。旋转是指液面上金属熔液的循环流动。制动是指对金属熔液逆向流动的制动。加速是指逆流的加速。平移意味着从模具的一个短侧面到另一个短侧面的金属熔液的流动。在图18中,子电路A至D具有彼此相同的阻抗。推力的形式按照各种电路连接改变。在具有一个电源的常规系统中,各个子电路提供相同大小的推力,而如果本发明的铸造设备采用两个电源,通过改变和各对子电路连接的电源的电流值各对子电路可以具有任何的推力。如果提供四个电源,各个子电路可以具有它自己的可变推力。
这样,如果在连续铸造的运行状态下根据浸入喷管出口处的状态改变模具内金属熔液的流动,按照本发明的连续铸造方法和设备形成所需要的金属熔液的流动。例如,当杂质附着在设置于模具的剖面中心处的浸入喷管的灌注出口上从而模具中金属熔液的流动可能被改变时,液面上的金属熔液受到控制以不变地保持均匀流动。在图19中说明这种控制。在该图中,(1)杂质不附着在喷管的灌注出口上,即出口保持畅通。在该情况下,如果不进行电磁搅动,则液面上的金属熔液流动成为对称的逆流。为了得到金属熔液的均匀流动,在对着逆向流动的方向上,即对着从模具的中心向着模具的短侧面的流动,电磁搅动推力做成较强,而在顺着逆流的方向,即从模具的短侧面到模具的中心,电磁搅动推力较弱。通过对图15至16中的各子电路按照A=C<B=D调整对它们馈送的电流可以得到这样的推力分布。这可以通过带有二个或四个电源的系统实现。(2)杂质附着在出口的一侧上。在该情况下,如果不进行电磁搅动,在附着着杂质的一侧,金属熔液的流动变成较弱。所以,本实施方式的四个电源系统运行以按照A<C<B<D调整馈送给各个子电路的电流值,以如图19中所示分布推力。这种推力分布的结果是形成金属熔液的均匀流动。(3)杂质附着在一个灌注出口的两侧上。在该情况下,如果没有进行电磁搅动,本发明的四个电源系统运行以按照A<C<B<D调整电流值,以使推力如图19中所示分布。这种推力分布的结果是形成金属熔液的均匀流动。(4)灌注出口由杂质所封闭。在该情况下,如果不进行电磁搅动,金属熔液的流动是一种平移,即方向为从模具的一个短侧面到另一短侧面。馈送给各个电路的电流值调整为A=B<C=D,以使推力分布控制为如图19所示。这样的推力分布结果是形成均匀流动。这是通过按照本实施方式的具有两个或四个电源的系统实现的。为了得到这些推力分布,必须观察液面上的金属熔液的流动并且当地改变电源状态或者改变接线连接。在图19中,对于情况(2)和(3),具有两个电源的系统可以达到大体上的均匀流动,尽管这可能是不完全的。
接着,如果相对布置的线圈部件所产生的推力互相干扰,也就是说,出现推力涡流,本发明的连续铸造在调整电源之间的相位差以改变涡流的位置上是有效的。因此,在金属熔液的涡流部位上不积累非金属杂质。这使得有可能形成不常有例如垂直裂缝的表面缺陷的金属板。
进而,如果在本实施方式中采用两个或更多的电源,总功率容量与一个电源的功率容量是一样的。因此,总的设备成本做成相对的低。
接着,将说明本实施方式的模拟结果。如图20中所示,通过利用包括与第一电源24连接的子电路A和C以及与第二电源25连接的子电子路B和D的设备,金属熔液在液面5上环流。第一和第二电源24、25都在1.8Hz的频率下运行。假定第一电源24具有的电源密度I1是8.319×106AT/m2(峰值)。图21至25表示根据电流密度I2的变化在液面上的电磁搅动推力的分布。这些图的格式和图4的格式是相同的。在这些图中,α是I1/I2。此外,图26表示图21至25中朝向模具有长侧面10a的推力分量。这些推力分量是用比值表示的,最大的推力值具有为1.0的值。
如将从图21至25中理解的那样,通过改变两个电源的电流,有可能改变液面上电磁搅动推力的分布。当操作员观察液面上的金属熔液的流动时通过调整α的值,还有可能实现液面上的金属熔液的均匀流动。根据实验这均匀流动导致形成无表面缺陷的金属板。
此外,在图20中所示的铸造设备中,通过改变电源24和25之间的相位差,液面上推力涡流的位置得到改变。涡流的这种位置改变的结果是形成具有极好表面特性的金属板。
在图16中所示的铸造设备中,当操作员观察液面上的金属熔液的流动时通过调整各个电源的电流,金属熔液在液面5上环流。在完成铸造之后,浸入喷管2的一侧如图19中的(4)所示那样被堵塞。但是,在铸造操作期间,持续地保持着金属熔液的均匀流动。其结果是形成具有极好表面特性的板。
例如,在连续铸造铜制的金属板的情况下,本实施方式的铸造设备运行以使施模具内液面上的金属熔液均匀地环流或者对逆流施加制动或加速。如果金属熔液的流动连续地变化,本铸造设备能够连续地改变电磁搅动推力,以便克服可能由搅动推力引起的有害的涡流。这使得有可能形成具有极好表面特性的金属板。此外,带有二个或四个电源的系统需要和带有一个电源的系统相同的总功率容量。这样,设备的成本做得相对低。
接着,说明本发明的第三实施方式。
在上面描述的第一至第二实施方式里,为了产生稳定的循环流动,必须产生强的电磁力。例如,在图27中,用作为电磁搅动线圈部件的直线电动机6F的右半部分和直线电动机6L的左半部分必须施加很强的电磁力以克服从浸入喷管灌注到模具中的金属熔液流。这样,通常直线电动机6F或6L具有几个(象二个或四个)电极。下面解释其原因。假定τs代表沿模具的一个长侧面设置的直线电动机的槽(即,沿其间绕制或插入电线圈的沟)的配置间距,n代表槽的数量,L代有直线电动机的模具侧的长度,M代表通过线圈传导的交流电流的相数(通常,M=3),τP代表换态间距(Poll pitch),并且N代表极数,可建立下述关系。
L=τs×n …(1)
=τp×N …(2)
τp=m×τs …(3)
m=n/M …(4)
这样,为了加大电磁力,必须减小漏电感分量。出于这个目的,换态间距(poll pitch)τP做得较长。也就是说,如将从表达式(3)中理解的那样,槽间距τs做得较长。因此,从表达式(1)和(2),L是一个常数(所需长度)。这意味着极数N做得较小。这就解释了为什么在常规直线电动机里设定的极数N小至2或4。
进而,常规的设备具通过电线圈传导的小频率交流电流,具体地1至2Hz。如图33中所示,对于二个电极,电磁力实质上在1Hz的频率处最大。对于四个电极,电磁力实质上在2Hz的频率上最大。
按照本实施方式的连续铸造设备能够施加较强的电磁力,其意图是更好地促使气泡浮起、防止粉末夹杂在金属熔液流中或者清洁金属熔液表面层附近的模具内侧。
如图27至32所示,按照该实施方式的用于连续铸造金属板的连续铸造设备包括沿着模具的侧面设置的直线电动机6F和6L以及传导装置30A、30B,传导装置30A、30B用于允许在各个电线图里以产生直线驱动力的方式传导交流电流。直线电动机具有多个磁极以及多个用于分别影响这些磁极的电线图。这些磁极沿着包围金属熔液1的模具3排列。作为第一特点,该连续铸造设备的特征在于直线电动机具有五个或更多的极。作为第二个特点,该连续铸造设备的特征在于传导装置运行以通过电线圈传导4Hz或更高频率的交流电流。作为第三个特点,该连续铸造设备的特征在于安匝值为1200AT/cm或更高。
施加在模具中金属熔液表面上的电磁力的可变分布表示在图34至37里。这些分布中的每一个对应于一个磁极数N。图34表示N=2的分布。图35表示N=4的分布。图36表示N=6的分布。图37表示N=12的分布。这些图通过箭头表示模具中金属熔液1的水平表面上的电磁力的分布。图中假设模具安置在直线电动机6F和6L之间,这些电动机的每一个包括如图27中所示沿着模具的一个长侧面排列的n=36个槽(即,36个电线圈)。在这些图中,箭头指示电磁力的方向。箭头长度表示电磁力的强度。它对应于如果1.8Hz的三相电流(M=3)通过线圈传导时一个周期中所产生的电磁力(积分值)。
在圈34中显示的N=2的分布中,电磁力大,但是沿横具的短侧面的y轴方向上电磁力分量太大(如图34中所示在y轴方向上箭头较长)。这样,在两上点电磁力逆时针起旋涡,在模具的右侧和左侧各有一个(在y轴方向上)。该旋涡力造成金属熔液1的旋涡。该旋涡可能把粉末携带到金属熔液中。另外,在x轴上的电磁力电磁力分量的分布造成是畸变的。其结果是不能均匀地在x轴方向清扫模具的内部。这可能部分地停止金属熔液的流动。在图35所示的N=4的分布中,在四个部分上电磁力起旋涡,模具的右侧和左侧各有两个(在y轴方向上)。随着旋涡数量上的增加,y轴电磁力分量(沿模具的短侧面定向)变得较弱。但是,因为y轴分量仍旧强,粉末可能被携带到金属熔液流中。再之,x轴方向上的电磁力分布沿着模具的壁(长侧面的内表面)是畸变的。这使得不能均匀地清扫x轴方向上的模具的内侧。如上面所述,在N=2和N=4的分布下,已了解不能有效地实现防止粉末的夹带或者实现对模具内表面的均匀清除。
在图36所示的N=6的分布中,识别出约六个旋涡。但是,旋涡是如此地弱从而粉末不能夹带到金属熔液中。并且,沿着模具长侧面的内表面,在相邻旋涡的外缘处电磁力分量变成是连接的,因此y轴方向的力分量变成是相当小的以及造成x轴方向的力分量在整个长侧面(x轴方向)上是均匀的。这样,沿模具的周边内表面出现的流动处于恒定方向(x轴方向)和恒速。从而,模具的内表面得到均匀清扫并且促使气泡浮起。在图37所示的N=12的分布中,y轴电磁力分量实质上消失了,从而不能辨识出旋涡。液流只沿模具的周边内表面发生。因此,这种分布对于防止把粉末夹带到金属熔液流中是高度有效的。并且,x轴电磁力分量成为沿模具的整个长侧面(x轴方向)是均匀的。沿模具的内周边表面产生的液流处于恒向(x轴)和恒速。因此,模具的内表面得到液流的均匀清洗并且促使气泡浮出。
按照本实施的第一特征,本实施方式中所采用的直线电动机具有五个或更多极,这比常规连续铸造设备中设置的极数更多。这样可以产生参照图36和37所描述的相同作用和效果。
如上所述,常规设备采用带有二个或四个极的直线电动机。并且,如果采用双极直线电动机,在频率的1Hz处可以得到最大的电磁力。如果采用四极的直线电动机,可以在2Hz的频率处得到最大的电磁力。因此,常规的设备设置为使1至2Hz的三相电流流过直线电动机。如果频率低至该值,贯入到金属熔液内的磁力如此的深,从而施加在金属熔液内部的电磁力变强。这种强大的力可以造成如图34和35中所示的强流。
图38至42显示施加在模具内金属熔液表面上的电磁力的不同分布。各种分布对应于施加在电线圈上的一种交流频率。具体地,图38表示1.8Hz频率的分布。图39表示3Hz的分布。图40表示5Hz的分布。图41表示10Hz的分布。图42表示20Hz的分布。这些图通过箭头说明模具内金属熔液1的水平表面上的电磁力分布,图中假设模具位于直线电动机6F和6L之间,每个电动包括沿着模具的长侧面排列的n=36个槽(即,36个电线圈),如图27中所示。在这些图中,箭头表示电磁力的方向。箭头的长度表示电磁力的强度。该强度对应于当1.8Hz的三相电流(M=3)通过带有四个电极(N=4)的直线电动机传导时在一个周期内所产生的电磁力(积分值)。
对图38至42中所示的分布相互进行比较,随着频率变大,y轴电磁力分量增大而x轴电磁力分量减小。但是,在金属熔液中的总电磁力变小,从而金属熔液内部的涡流变弱。较弱的涡流导致降低把粉末夹带到金属液液里去的可能性。按照本发明的第二特征,施加到直线电动机上的频率为4Hz或更高,这个频率高于施加到常规设备上的频率。较高的频率使得产生把粉末捕捉到金属熔液中的旋涡里的可能性减小。如果在数量上增加电极并且使频率更高,电磁力变得比图33中所示的电磁力更小。从而,当保持与常规设备具有相同电磁力时为了确保一定水平的搅拌速度,必须提高电流值,一般是由下式表示的安匝值(磁场强度):
安匝值=(I×Ns)/τs …(5)
其中I代表流经线圈的电流值,Ns代表每个槽中的圈数。常规的安匝值是800AT/cm。因此,如果增加电极的数量并且提高频率,最好通过流入具有至少1200AT/cm的安匝值或晚高的安匝值的电流来提高电磁力。
按照本实施方式的连续铸造设备装配着比常规设备的直线电动机具有更多的电极的直线电动机,具体地5个或更多的电极,并且向直线电动机施加频率为4Hz或更高的交流电流,以便大大地减少全属熔液内部出现的旋涡。也就是说,尽管高的频率增大了y轴力分量,但是被增多的电极而偏移。
图27表示按照本发明的第三实施方式的连续铸造设备的外观。如所示,通过浸入喷管(对应于图5的浸入喷管2)金属熔液灌注到由铸造模具3的内壁31定义的空间中。金属熔液1的液面由粉末37所覆盖。经流入到水箱34中的冷却水铸模被冷却。从外向内金属熔液1逐渐地更加固化。然后,连续地从模具中拖出铸件4(凝结件)。随着铸件被拖出,连续地向模具中灌注金属熔液。这样,在铸造模具中不断地保持着金属熔液。在金属熔液1的液面水平上(沿高度方向z)设置两个直线电动机6F和6L。这些直线电动机运转以向金属熔液1液面下的最接近部分(表面区)施加电磁力。
图28是一个水平方向上的剖切面,表示图27中的壁31和直线电动机6F主6L的磁心12F和12L。图29是一个放大的剖面,表示沿图28的B-B线剖切的铸造设备。模具的内壁31包括彼此相对的长侧面10F和10L以及彼此相对的短侧面11R和11L。各个侧面包括钢板33F、33L、35R、35L以及支持对应钢板的非磁性不锈钢板32F、32L、36R、36L。
在本实施方式中,直线电动机6F和6L的磁心12F和12L略长于模具的长侧面10F和10L的有效长度(金属熔液1所接触的长侧面的x轴向长度)。沿各个磁心的总长度,按预定的36个间距形成36个槽。在磁心12L的槽中分别设置第一组电线圈CL1a至CL1r和第二组电线圈CL2a至CL2r。
直线电动机6E和6L运行以把由图5中箭头表示的推力施加到金属熔液1上。直线电动机6F的第一组电线圈CF1a至CF1r负责向金属熔液施加弱推力,而第二组电线圈CF2a至CF2r负责向金属熔液施加强推力。因此,第一组电线圈CF1a至CF1r可以具有较少的圈数。但是,实际上按照本实施方式,直线电动机6F的所有槽和所有的电线圈全都具有相同的规格,以便适应别的控制,例如用于制动或者调整该组电线圈之内x轴推力分布的直流传导。为了在第一组和第二组中产生相应推力,在对应的组中通过不同的电流。这一点将在下面讨论。上述排列和功能在直线电动机6L中是相同的。
图30表示图28中所示的组中的所有电线圈的拉线连接。这些接线连接排列成对应于六个电极(N=6)以使三相电流(M=3)通过这些电线圈。例如,在图30中,在直线电动机6F中所设置的第一组电线圈CF1a至CF1r分别表示为u、u、V、V、w、w、U、U、v、v、W、W、u、u、V、V、w和w,其中“U”表示三相交流信号的正U相的传导(顺向传导)而“u”代表逆U相的传导(相对于U相位的180°相移的传导)。U相施加到电线圈“U”的始端,同时U相施加到电线圈“u”的一端。类似地,“V”表示三相交流信号正V相的传导。“V”表示逆V相的传导。“W”表示三相交流信号的正W相的传导。“w”代表逆W相的传导。图30中所示的端子U11、V11、W11是第一组电线圈CF1a至CF1r的电源接头。端子U21、V21和W21是设置在直线电动机6F上的第二组电线圈CF2a至2F2r的电源接头。端子U12、V12和W12是设置在直线电动机6L上的第一组电线圈CL1a至CL1r的电源接头。端子U22、V22和W22是设置在直线电动机6L上的第二组电线圈CF2a至CF2r的电源接头。
图31是一个电源电路,用于使三相交流信号流经设置在直线电动机6F的第一组电线圈CF1a至CF1r以及设置在直线电动机6L的第一组电线圈CL1a至CL1r。三相交流电源(三相电源线)41和用于直流整流的半导体闸流管桥42连接,闸流管桥的输出(脉动流)经电感器45A和电容器46A的作用得到平滑。平滑后的直流电压施加到功率晶体管桥47A上,以形成三相交流信号。功率晶体管桥47A运行为把三相交流信号的U相施加到图30中所示的电源接头U11和U12上,把V相施加到电源接头V11和V12上,并且把W相施加到电源接头W11和W12上。
直线电动机6F的第一组电线圈CF1a至CF1r以及直线电动机6L的第一组电线圈CL1a至CL1r响应线圈电压指令值VdcA产生图5的箭头所示的小推力。该线圈电压指令值VdcA施加在相位角α计算器44A上。该计算器44A为指令值VdcA计算传导相位角α(半导体闸流管触发相位角),并且把代表该角α的一个信号施加到门驱动器43A上。门驱动器43A工作为从各相的零交叉点开始相位计算并且在相位角α处触发各相的半导体闸流管。这样,通过被触发的半导体闸流管,把由指令值VdcA代表的直流电压施加到晶体管桥47A上。
另一方面,三相信号发生器51A工作为产生其频率由频率指令值Fdc规定的(在本实施方式中20Hz)恒定电压三相交流信号并且把该交流信号施加到比较器49A上。三角波发生器50A工作为把3KHz的恒定电压三角波也施加到比较器49A上。如果U相信号为正,比较器49A工作为对门驱动器48A输出一个用于U相正向间隔(0到180度)的信号(供一个输出U相正向电压的晶体管使用)。如果U相信号等于或大于发生器50A给出的三角波,则该信号保持在高电位H上(晶体管导通),如果U相信号等于或小于三角波,则该信号保持在低电位L上(晶体管断开)。如果U相信号是负的,比较器49A工作为对门驱动器48A输出一个用于U相负向间隔(180至360度)的信号(供一个输出U相负电压的晶体管使用)。如果U相信号等于或小于发生器50A给出的三角波,则该信号保持在高电位H上,如果U相信号等于或大于该三角波,则该信号保持在低电位L上。对于V相信号或者W相信号,这也是适用的。响应各相的正间隔或负间隔信号,门驱动器48A激励为接通或者断开晶体管桥47A的各晶体管。
这样,晶体管桥47A把三相AC信号的U相电压施加给电源接点U11和U12、把三相AC信号的V相电压施加给电源接头V11和V12或者把三相AC信号的W相电压施加给电源接头W11和W12。这些电压是由线圈电压指令值VdcA规定的。在本实施方式中,响应频率指令值Fdc,三相电压频率定义为20Hz。也就是说,频率为20Hz的其电压值由线圈电压指令值VdcA规定的三相交流电压被施加到图28至30中所示的直线电动机6F和6L的第一组电线圈CF1a至CF1r以及CL1a至CL1r上。
图32表示用于把三相交流信号传导到直线电动机6F的第二组电线圈CF2a至CF2r以及直线电动机6L的第二缄电线CL2a至CL2r的电源电路。除了把线圈电压指令值VdcB施加到相位角α计算44B之外,该电路的结构和图31中所示的电路结构相同。线圈电压指令值VdcB规定为产生由图5的箭头代表的较大的推力。该电源电路工作为把三相电流的U相电压输出到电源接头U21和U22、把V相电压输出到电源接头V21和V22和把W相电压输出到电源接头W21和W22。这些电压的量级是由线圈电压指令值VdcB规定的。在本实施方式中,响应频率指令值Fdc,三相电压的频率定义为20Hz。也就是说,20Hz的三相交流电压施加到第二组电线圈CF2a至CF2r和CL2a至CL2r。
如上面所述,本实施方式的连续铸造设备构造为把20Hz的三相电流施加在六个电极的直线电动机6F和6L上。这些直线电动机6F和6L工作为把图5的箭头代表的推力施加给模具壁31内的金属熔液1。推力是和从浸入喷管灌注的金属熔液的流动(由图2的实箭头代表)合成的。这种合成造成金属熔液的环状流动。直线电动机上设置的六个电极多于常规结构的电极。从而,产生大约六个金属熔液的旋涡。但是,旋涡运动较弱,这相应地降低了把粉末夹带到旋涡中的可能性。并且,相邻旋涡的外边缘处的电磁力在靠近模具的长侧面的内表面处相连接,从而y轴推力分量变得相当小。在整个长度上(x轴方向上)电磁力的x轴推力分量变成均匀分平。沿着模具的内表面金属熔液以固定的方向(x轴)和恒速流动。这种流动使得有可能均匀地清扫模具的内表面,从而促使气泡上浮。另外,20Hz的频率高于常规结构的频率,因此金属熔液内部的旋涡运动相当弱。随频率的提高,很可能y轴推力分量增大而x轴分量降低。更多的电极用来抑制这种可能。
按照本发明的第一特征,直线电动机装备着比常规结构更多的电极。从而,旋涡运动变弱,这相应地降低把粉末捕获到旋涡中的可能性。并且,相邻旋涡的外缘的电磁力在靠近模具的长侧面的内表面处相连接,从而把y轴电磁力分量抑制为最小。这样,在整个长侧面(x轴方向)上x轴分量均匀地延伸,从而沿着模具的内表面金属熔液以固定的方向(x轴)及恒速流动。这使得有可能均匀地清扫模具的内表面并且促使气泡上浮。
按照本实施方式的第二个特点,交流频率高于常规结构的频率。因此,金属熔液内部的电磁力相应地变得更小,从而减弱金属熔液内部的旋涡流动。这导致降低把粉末捕获到金属熔液里的概率。
接着,说明本发明的第四实施方式。
在如图43A中所示的金属板的连续铸造中,如果从浸入喷管2的两个出口中的一个出口灌入的金属熔液流强于从另一个出口灌入的金属熔液流,即丧失从两个出口灌入的金属熔液流的对称性,如图43B中所示位于后一个出口上方的表面流动变得较弱。这种金属熔液的失调的(偏移的)流动的结果是把模具内部的金属熔熔液1划分成高温部分和低温部分。即,金属熔液的强流在温度上是高的,而金属熔液的弱流在温度上是低的。相同高度的模具壁上的不均匀温度可能引起表面裂缝或者板的破损。
由直线电动机造成的金属熔液流实质上保持模具中金属熔液的温度是均匀的。浸入喷管2的出口39的喷出特性被灌注金属熔液中附着在出口39上的金属改变。如果特性发生改变,尤其如果两个出口的特性差异变大,可能出现明显的温度偏差。
按照本实施方式的连续铸造具有抑制模具中金属熔液的温度不均匀的目的。
本实施方式的连续铸造设备构造为具有电磁搅动线圈部件或直线电动机6F和6L,线圈部件或直线电动机包括沿包围金属熔液1的模具侧面排列的多个磁心和影响磁心的多个电线圈,还具有:用于经电线圈传导直流电流或交流电流以便向金属熔液流施加制动力或驱动力的传导装置30F1、30F2、30L1及30L2(见图44至47),用于感测模具侧面的温度分布的温度传感装置(S11至S1n、S21至S2n、S31至S3m、S41至S4m),以及用于把电流指令施加到传导装置30F1、30F2、30L1及30L2以便向金属熔液的相对热的流动部分施加高制动力的温度分布控制装置63(见图50)。如果模具内壁的一部分具有相对高的温度,该部分周围的金属熔液以高速流动,反之如果模具内壁的一部分具有相对低的温度,该部分周围的金属溶液以低速流动。照此,金属熔液的流速分布对应于由温度传感装置S11至S1n、S21至S2n、S31至S3m及S41至S4m感测的温度分布。按照本发明,温度分布控制装置63工作为把电流指令施加给传导装置30F1、30F2、30L1及30L2,以便向在模具的相对热的部分附近流动的金属熔液施加高制动力。也就是说,因为高制动力被施加到金属熔液的快速流动部分,金属熔液的偏流被抑制,从而使金属熔液的流速分布变成均匀。因此,在模具内金属熔液的任一部分上温度保持为均匀。
本实施方式的连续铸造设备的外观和中央纵向剖面实质上和图27中所示的外观及剖面相似。在水平面上剖开磁心处的该设备的放大剖面也和图28中所示的剖面相似。该设备的电线圈的接线连接和图30中所示的接线连接相似。
图44表示用于使三相电流流过直线电动机6F的第一组电线圈6F1a至6F1r的电源电路30F1在图44中,数字41代表和用于进行直流整流的半导体闸流管桥42A1连接的三相交流电源(三相电源线),闸流管桥的输出(脉动流)经电感器45A1和电容器46A1平滑。平滑后的直流电压被施加到功率晶体管桥47A1上以形成三相电流。功率晶体管桥47A1工作为把三相电流的U相施加给图30中所示的电源接头U11、把V相施加给电源接头V11和把W相施加给电源接头W11。
线圈电压指令值VdcA1被施加到相位角α计算器44A1。该指令值定义为产生如图5的箭头所指示的小推力。相位角α计算器44A1响应于指令值VdcA1计算传导相位角α(半导体闸流管触发相位角)并且把代表该相位角α的一个信号施加给门驱动器43A1。门驱动器43A1工作为在相位角α上触动各相的半导体闸流器以导通该闸流管。该相位角是从各相的零交叉点处开始计算的。通过触发该相位角,把指令值VdcA1代表的DC电压施加到晶体管桥47A1。
另一方面,三相信号发生器51A1工作为产生其频率由频率指令值Fdc规定的(在本实施方式中,20Hz)恒定电压三相交流信号,按偏置指令值B11规定的直流量偏移该交流信号,并且把偏移后的信号送给比较器49A1。三角波发生器50A1工作为把3KH7的恒定电压三角波送给比较器49A1。当U相信号为正时,比较器49A1工作以便为U相正间隔把一个信号施加给门驱动器48A(用于一个输出U相正电压的晶体管)。如果该U相信号高于或等于三角波发生器50A1给出的三角波的电平,该信号保持高电平H(使晶体管接通)。如果前者低于后者,该信号保持低电平L。当U相信号为负时,比较器49A1工作为对U相负间隔把一个信号施加给门驱动器48A1(用于一个输出U相负电压的晶体管)。如果该U相负信号等于或低于发生器50A1的三角波值的电平,该信号保持高电平,如果前者高于后者则保持低电平。对于V相信号或W相信号这一点也是有效的。门驱动器48A1工作为响应于各相的正的和负的间隔的信号,接通或断开晶体管47A1的各晶体管。
通过这种操作,三相电流的具有直流偏置分量(B11)的U相电压被施加到电源接点U11。此外,类似的V相电压施加到电源接点V11。同样,W相电压施加到电源接点W11。上限峰值和下限峰值之间的电压级是由线圈电压指令值VdcA1规定的,而偏置直流分流是由偏置指令B11规定的。在本实施方式中,通过频率指令值Fdc把三相电压频率定义为20Hz。即,把20Hz的三相交流电压施加到图28和30所示的直线电动机6F和6L以及第一组电线圈CF1a至CF1r上。该电压含有由线圈电压指令值VdcA1规定的峰值电压值(推力)以及由偏置指令B11规定的直流分量(制动力)。
图45表示使三相电流流过直线电动机6F的第二组电线圈CF2a至CF2r的电源电路30F2。图46表示使三相电流流过直线电动机6L的第二组电线圈CL2a至CL2r的电源电路30L1。图47表示使三相电流流过直线电动机6L的第一组电线圈CL1a至CL1r的电流电路30L2。除了线圈电压指令值(VdcA2至4)以及偏置指令(B21、B22、B12)之外,电流电路30F2、30L1和30L2的每种结构与上述电路30F1相同。
也就是说,直线电动机6F的第二组电线圈CF2a至CF2r激励为向相位角(α计算器44A2施加线圈电压指令值VdcA2。该线圈电压指令值VdcA2定义为产生图5的箭头所指示的较大推力。直线电动机6L的第二组电线圈CL2a至CL2r激励为向相位角α计算器44B1施加线圈电压指令值VdcA3。该线圈电压指令值VdcA3定义为产生图5的箭头所指示的较大推力。此外,直线电动机6L的第一组电线圈CL1a至CL1r激励为向相位角α计算器44B2施加线圈电压指令值VdcA4。该线圈电压指令值VdcA4定义为产生图5的箭头所指示的较小推力。
偏置指令B11(见图44)规定施加到直线电动机6F的第一组电线圈CF1a至CF1r的三相电流的直流偏置量(制动力)。偏置指令B21(见图45)规定施加到直线电动机6F的第二组电线圈CF2a至CF2r的三相电流的直流偏置量(制动力)。偏置指令B22(见图46)规定施加到直线电动机6L的第二组电线圈CL2a至CL2r的三相电流的直流偏置量(制动力)。偏置指令B12(见图47)规定施加到直线电动机6L的第一组电线圈CL1a至CL1r的三相电流的直流偏置量(制动力)。
在图48至50中所示的计算机63的控制下,这些偏置指令B11(见图44)、B21(见图45)、B22(见图46)以及B12(见图47)被给到电源电路30F1、30F2、30L1和30L2。
图48表示图28中所示的模具短侧面11L和11R的尾部。沿着这些短侧面11L和11R,在拖出模件的方向上以固定的间隔按列排列热电偶S31至S3n和S41至S4n。每个热电偶固定为通过一个衬托的无锈钢板并且工作为感测一块铜板的略微内部(与金属熔液相接触的表面)的温度。即,信号处理电路61A工作为产生代表着由热电偶感测出的温度的模似信号(感测信号)并且把该模似信号施加给模似门62。
计算机63工作为控制模似门62的输出,顺序地对热电偶S31至S3n和S41至S4n的感测信号进行模数转换并且读出转换后的信号。高温度抽取装置64受到启动以从热电偶S31至S3n所感测的温度中抽取出最高温度值Tm1L1和次最高温度值Tm2L1并且从热电偶S41至S4n所感测的温度中抽取出最高温度值Tm1R1和次最高温度值Tm2R1。然后,按下式导出短侧面11R的代表温度:
(Tm1R1-Tm2R1)×0.7+Tm2R1并且按下式导出短侧面11L的代表温度:
(Tm1L1-Tm2L1)×0.7+Tm2L1接着,按下式导出这两个温度之间,即短侧面11R和11L之间的代表温度差:
(Tm1R1-Tm2R1)×0.7+Tm2R1
-(Tm1L1-Tm2L1)×0.7-Tm2L1如果该代表温度差是正的(大于或等于零)即短侧面铜板35R具有较高的温度,计算VR=代表温度差×A(系数)。并且还计算VL1=B-VR。如果该代表温度差是负的,即短侧面铜板35L具有较高的温度,计算VL1=代表温度差×A。并且还计算VR=B-VL1。
VR代表要施加在短侧面铜板35R上的电线圈CF1a至CF1r(图28中直线电动机6F的左半部分)以及CL2a至CL2r(图28中直线电动机6L的左半部分)的制动分量(偏置分量)指令值。VL1代表在短侧面铜板35L上的电线圈CF2a至2F2r(图28中直线电动机6F的右半部分)和CL1a至CL1r(图28中直线电动机6L的右半部分)的制动分量(偏置分量)指令值。如果该代表温度差是正的(短侧面铜板35R具有较高的温度),这些指令值规定为增大流过直线电动机6F和6L的左半部分的电线圈(见图28)的直流电流(偏置分量)以向金属熔液施加较大的制动力,并且减小流过右半部分电线圈的直流电流以向金属熔液施加较小的制动力。相反,如果该代表温度差是负的(短侧面铜板35L具有较高的温度),这些指令值规定为增大流过直线电动机6F和6L的右半部分的电线圈的直流分量以向金属熔液施加较强的制动力,或者减小流过左半部分电线圈的直流电流以向金属熔液施加较弱的制动力。
图49表示图28中所示模具的长侧面10F和10L的尾部。在这些长侧面10F和10L上,按固定的间隔水平地排列热电偶S11至S1n和S21至S2n。每个热电偶固定为通过一个衬托的不锈钢板以便感测铜板的略微内部(与金属熔液相接触的表面)的温度。即,信号处理电路65A工作为产生一个代表热电偶所感测的温度的模似信号(感测信号)并且然后把该模拟信号施加给模拟门66。
计算机63工作为控制模拟门66的输出,顺序地对热电偶S11于S1n和S21至S2n的感测信号进行模数转换并且接着读出数字信号。高温度抽取装置67工作为从热电偶S11至S1n感测的温度中抽取出最高温度值Tm1F和次最高温度值Tm2F并且从热电偶S21至S2n感测的温度中抽取出最高温度值Tm1L2和次最高温度值Tm2L2。接着,按如下导出长侧面10F的代表温度:
(Tm1F-Tm2F)×0.7+Tm2F并按如下导出长侧面10L的代表温度:
(Tm1L2-Tm2L2)×0.7+Tm2L2
接着,按如下导出二者之间即长侧面10F和10L之间的代表温度差:
(Tm1F-Tm2F)×0.7+Tm2F-
(Tm1L2-Tm2L2)×0.7-Tm2L2如果代表温度差是正的(大于或等于零),即长侧面10F具有较高的温度,计算VF=代表温度差×C(系数)。并且还导出VL2=D-VF。如果代表温度差是负的(长侧面10L具有较高的温度),计算VL2=-代表温度差×C。并且还计算VF=B-VL2。
VF代表赋给长侧面10F上直线电动机6F(包含电线圈CF1a至CF1r和CF2a至CF2r)的制动分量(偏置分量)指令值。VL2代表赋给长侧面10L上直线电动机6L(包含电线圈CL2a至CL2r和CL1a至CL1r)的制动分量(偏置分量)指令值。当代表温度差为正时(长侧面10F具有较高温度),这些指令值规定为增加流经直线电动机6F的电线圈的直流电流(偏置分量)以向金属熔液施加较强的制动力,或者减小流经直线电动机6L的电线圈的直流电流(偏置分量)以向金属熔液施加较弱的制动力。相反,当代表温度差为负时,即长侧面10L具有较高温度时,这些指令值规定为增加流经直线电动机6L的电线圈的直流电流以向金属熔液施加较强的制动力,或者减小流经直线电动机6F的电线圈的直流电流以向金属熔液施加较弱的制动力。
如图50中所示,计算机63工作为进行下述计算:
B11=VR+VF B21=VL1+VF
B22=VR+VL2 B12=VL1+VL2这些值被赋予电流电路30F1(见图44)、30F2(见图45)、30L1(见图46)和30L2(见图47)。
如图43A和43B中所示,当来自出口39的金属熔液流向短侧面11L为弱并且向短侧面11R的金属熔液流为强时(短侧面11R具有比短侧面11L更高的温度),VR较大而VL1较小,从而确定B11、B22>B21、B12。因此,直线电动机6F和6L的右半部分的电线圈比左半部分的电线圈流过更强的直流分量从而向金属熔液流施加朝向短侧面11R的强的制动力以抑制流速。施加给朝向短侧面11L的金属熔液流的制动力较弱从而朝向短侧面11L的金属熔液的流速增大。
当来自出口39朝向短侧面11L的金属熔液流的速度实质上和朝向短侧面11R的金属熔液流的速度相同时,如果从浸入喷管2灌入的金属熔液向长侧面10F偏流时,长侧面10F具有比长侧面10L更高的温度。在这种情况下,因为VF大而VF2小,确定B11、B21>B22、B12。因此,直线电动机6F的电线圈通过的直流分量大于通过直线电动机6L的电线圈的直流分量,从而沿长侧面10F向金属熔液施加更强的制动力以抑制流速。沿长侧面10L的对金属熔液的制动力变成较弱,从而沿长侧面10L的金属熔液的流速增大。
按上面规定的原则,根据上述实施方式的连续铸造设备构造为抑制x方向上即沿模具长侧面的金属熔液的流速的偏差,并且抑制y方向上即沿模具的短侧面的金属熔液的流速的偏差。其造成模具内金属熔液的均匀温度分布。
上面的说明涉及直流应用。替代地,允许在不产生移动场(shifting field)的情况下使交流电流通过电线圈。进而,如果交流电流通过电线圈,即该直线电动机带有移动场,在该移动直线电动机内造成和该金属熔液流方向相反的移动场从而向金属熔液施加制动力。下面,说明本实施方式的另一种连续铸造设备,在这种设备中通过编移场引入用于向金属熔液施加制动力的推力。
在该设备里,如图51A中所示,直线电动机6F和6L的接线连接改变为如图52中所示的方式以便沿模具的长侧面产生朝向浸入喷管2的电磁力(推力)。如果发生如图51B中所示的偏移,在浸入喷管的左测产生比右侧更强的表面流动。在这种情况下,喷管左侧的短侧有较高的温度。为了克服这种不平衡,如图51C中所示施加到高温加热部分的电磁力变得较小。也就是说,施加到较低加热部分的电磁力变得较大。
计算机63的执行过程在图53中说明。为施加直流制动力,在高温区附近直流偏置(B11、B12)变得较高,而在低温区附近直流偏置(B21、B12)变得较低。在本实施方式中,在高温区附近降低交流电压(VdcA1、VdcA3),并在低温区附近提高交流电压(VdcA2、VdcA4)。也就是说,高温区附近的金属熔液的加速推力变得较低,而低温区附近的金属熔液的加速推力变得较高。就电压或电压的幅值而论,上述实施方式的直流偏置(B11、B22)和本实施方式的交流电压(VdcA1、VdcA3)是相反的。因此,如图53中所示,计算机63工作为从当前的输出线圈电压(VdcA1P至VdcA4P)中减去与上述实施方式计算出的所需制动力相应的一个值,把该产生的值更新为新的线圈电压指令值VdcA1至VdcA4,把这些指令值输出到电源电路30F1、30F2、30L1及30L2,并且把代表当前线圈电压的值(寄存器的数据)VdcA1P至VdcA4P更新为新的指令值。
如果发生如图51B所示的偏流,在浸入喷管2的左侧出现大于其右侧的表面流,在左侧的短侧面中温度变得较高。计算机63工作为使得高温侧的值VdcA1及VdcA3变小并使低温侧的值VdcA2及VdcA4变大。因此,直线电动机6F的第一组电线圈CF1a至CF1r以及直线电动机6L的第二组电线圈CL2a至CL2r工作为减小它们的三相电流的直流值并降低电磁力(推力)。直线电动机6F的第二组电线圈CF2a至CF2r以及直线电动机6L的第一组电线圈CL1a至CL1r工作为增大它们的三相电流的电流值并且提高电磁力(推力)。由直线电动机6F和6L感应的电磁力如图51C中所示变化。这样,右侧的弱表面流通过该偏流得到增强,从而可以在液面上构成均匀的流动。
如果偏流与图51B中所示的偏流相反,即,浸入喷管2的左侧中的表面流是弱的而右侧中的表面流是强的,则喷管右侧短侧面比其左侧短侧面更热。对此做出响应,计算机63工作为减小高温侧的值VdcA2及VdcA4并增大低温侧的值VdcA1及VdcA3。从而,直线电动机6F的第一组电线圈CF1a至CF1r以及直线电动机6L的第二组电线圈CL2a至CL2r通过加大的三相电流值并且因此产生较大的电磁力(推力)。相反,直线电动机6F的第二组电线圈CF2a至CF2r以及直线电动机6L的第一组电线圈CL1a至CL1r通过减小的三相电流值并且因此施加较低的电磁力(推力)。这些动作造成因偏流而变弱的左侧的表面流得到增强,并且使液面上的流动变为均匀。
根据上述原理,按照本实施方式的连续铸造设备工作为抑制x方向上即沿以浸入喷管2为中心的模具长侧面上的金属熔液流速的变化。这样实现了模具内金属熔液的均匀温度分布。
因为高制动力施加在高金属熔液流速区附近的金属熔液流上,金属熔液的偏流得到抑制。也就是说,金属熔液的流速是均匀分布的。从而,在模具内金属熔液的任一点上温度是变不恒定的。
接着,说明按照本发明的第五实施方式的连续铸造设备。
在前面的各实施方式中,为了得到稳定的流动,必须向金属熔液施加强电磁力。例如,直线电动机6F的右半部分和直线电动机6L的左半部分需要施加强到可以克服从浸入喷管2中向模具灌注的金属熔液的流动的电磁力。接着,为了生成强电磁力采用改变接线连接或者设置多个电源。
上述的直线电动机运行为影响金属熔液的表面以产生金属熔液的流动。为了产生强电磁力可以更换接线连接。但是,流过线圈的电流大小取决于冷却能力。这个原因将在下面解释。
在直线电动机的线圈上形成的各个槽中,假定槽宽为τa(米),槽深为τb(米),线圈磁心上绕制的匝数为n,并且电流的幅值为I(安培)。电流密度于与通过每单位空间面积的电力线总数相应。这由下式表示:
j=(β×nI)/(τa×τb)…(6)其中β是槽切面上电线圈的空间因子。
从表达式(6)中,电流密度j正比于电流的幅值。如果线圈由流过的电流加热,随着电流强度的增加温度升高。因此,流过线圈的电流量被线圈的冷却条件限制。如果线圈是铜制的,在水冷却方法情况下冷却条件把流过的电流量限制在3至6×106A/m2的范围内,在空气冷却方法情况下限制在1至2×106A/m2的范围内。为了改变电磁力的分布,只可能减小电流的幅值,这不能实现这样大的电磁力。
按照本实施方式的连续铸造设备的意图是更有效地促使气泡的上浮、防止粉末夹带到金属熔液中并且/或者清扫金属熔液表面附近的模具内表面。
如图54中所示,按照本实施方式的连续铸造设备包括第一直线电动机6F、第二直线电动机6L以及用于向第一和第二直线电动机6F、6L导电的传导装置。第一直线电动机6F包括一个具有沿容纳金属熔液1的模具的一个长侧面10F排列的多个槽BF1a…的磁心12F以及插入在该些槽中的至少一些中的多个电线圈CF1a。第二直线电动机6L包括一个具有沿着和长侧面10F相对的长侧面10L排列的多个槽BL1a…的磁心12L以及插入到这些槽中的至少一些中的多个电线圈CL1a…。
按照本实施方式的第一方面,模具侧边所包围的空间被第一虚拟平面和第二虚拟平面划分成四个部分,该第一虚拟平面垂直于模具的侧面并且通过用于向由模具的各侧面定义的空间灌注金属熔液的喷管构件的中心,第二虚拟平面垂直于第一虚拟平面并且通过喷管构件的中心。这四个部分绕着该喷管构件顺时钟方向称为第一空间、第二空间、第三空间和第四空间。至少一些槽BF1a至BF1r以及BL1a至BL1r比另一些槽BF2a至BF2r以及BL2a至BL2r构造得更深,这些深槽相对地排列在第一和第三空间中。
按照本实施方式的第二方面,如图59中所示,第一直线电动机6F包括只在与第一空间相对的槽BF1a至BF1r之中的电线圈CF1a至CF1r。第二直线电动机6L包括只在与第三空间相对的槽BL1a至BL1r之中的电线圈CL1a至CL1r。
按照本实施方式的第三方面,如图60A中所示,第一传导装置VC设置为向第一直线电动机6F的对着第一空间的电线圈CF1a至CF1r以及第二直线电动机6L的对着第三空间的电线圈CL1a至CL1r传导交流电流。传导装置VC工作为沿模具的侧面移动这些空间中的金属熔液。并且传导或切断电路VD设置工作为向第一直线电动机6F的对着第二空间的电线圈CF2a至CF2r以及第二直线电动机6L的对着第四空间的电线圈CL2a至CL2r传送或切断直流电流。第五实施方式的第一方面的作用
图54是一个平面图,表示按照本发明的第五实施方式的第一方面的直线电动机,该平面是在纵向方向(平行于x-y平面)上剖取的。图56A是一个放大的平面图,表示图54中选取的长短点划线C所包围的一部分磁心12L。图56B是一个放大的平面图,表示由选取的长短点划线D所包围的一部分磁心12L。为了在模具内壁31附近产生金属熔液的表面流动并且以恒速使金属熔液环流必须感应强电磁力。例如,直线电动机6F的右半部分和直线电动机6L的左半部分需要这种强电磁力以克服从浸入喷管2向模具灌入的金属熔液的流动。流过这些直线电动机的电流量受到直线电动机冷却条件的限制。为了克服这个限制,按照第五实施方式的第一方面的连续铸造设备构造为增大安培导体α,即,使槽更深以提高在其中插入的电线圈的安匝数(圈数X传导电流值),从而产生强电磁力。
在安培导体ε和电磁力f之间确定着f∝ε2的关系。假定电流密度为j,空间因子为β,换态间距(poll pitch)为τs1,x轴槽宽为τa1并且y轴槽深为τb1,如图56A中所示,ε由下列表达式表示:
ε=(n×I)/τs1
=j×(τa1/τs1)×τb1×β〔A/m〕…(7)其中电流强度j和空间因子β是由直线电动机的冷却条件所规定的常数。假定τa1/τs1是常数,为了增大ε的值,可简单把增大τb1的值来达到。比较图56A和56B,得出τs1=τs2、τa1=τa2以及τb1=2τb2。假定磁心12F的一半设置着在其上绕制的线圈CF1a至CF1r(称为第一组)而另一半设置着在其上绕制的线圈CF2a至CF2r(称为第二组),在其上绕制着第一组线圈的线圈部分提供的电磁力二倍于在其上绕制着第二组线圈的线圈部分所提供的电磁力。并且这一点对于直线电动机6L也是有效的。这样,如图61B所示,液面上金属熔液的流动根据电动机的电磁力而造成。如图61A中所示的由金属熔液的灌入而形成的表面流被抵消或加强。最终、如图61C中所示金属熔液的表面产生为保持着绕模具内壁31的均匀速度分布。
图57表示按照本实施方式的第一方面施加到模具内金属熔液表面层上的电磁力分布。此外,图34表示在设置着均匀深度的槽的直线电动机里施加到模具中金属熔液表面的电磁力分布。这两个图利用箭头表示在模具的两侧上安装着具有沿模具长侧设置的n=36(即,36个电线圈)个槽的直线电动机6F和6L的情况下模具中金况属熔液1表面层的水平面上的电磁力分布。箭头的方向指示电磁力的方向,而箭头的长度指示电磁力的强度。所示的电磁力是在通过电线圈传导频率为1.8Hz的三相电流的情况下的一个周期的积分值。如果该直线电动机具有小数量的电极(两个电极)并且不对类似于图34中所示常规分布的槽进行专门的设计,该直线电动机能够感应大电磁力。但是,该电磁力含有y轴方向(沿模具的短侧面)的过大的电磁分量(在这些图中,y轴方向上的箭头相对的长)。因此,在图中的右边和左边出现二个逆时针的电磁力旋涡。这种电磁力造成可以把粉末捕获到金属熔液流中的金属熔液的旋涡。另外,沿模具壁表面(长侧面的内表面)的x轴电磁力分量是变化地分布的,因此模具的x轴内表面不能得到均匀清扫并且金属熔液流可能部分地停滞。
在图57中所示的本实施方式的第一方面(在示意结构中设置两个电极)中,电磁力的y轴分量实质上消失了。这样,不出现电磁力旋涡,因此金属熔液流仅沿模具的内表面出现。这提供相当高的防止把粉末捕获到流动中的效果,沿模具的整个长侧面(x轴方向)形成均匀的x轴电磁力分量并且把沿模具内表面的流动保持为固定方向(x轴)及恒速,从而有可能均匀地清扫模具的内表面并且促使气泡上浮。
按照本第五实施了方式的第一方面,直线电动机设置着新形式的槽。具体地,这些槽构造成相对的槽具有不同的深度。这样,本连续铸造设备提供参照图56A、56B和57说明的相同的作用和效果。第五实施方式的第二方面的作用
图59表示按照第五实施方式的第二方面的连续铸造设备,其构造为从第五实施方式的第一方面的结构中去掉直线电动机6F的第二组电线圈CF2a至CF2r(见图54)以及直线电动机6L的第二组电线圈CL2a至CL2r。第二方面的这种结构不在第一和第三空间中向金属熔液1旋加明显的直线驱动力。也就是说,不施加用于激励由浸入喷管2灌入的金属熔液而产生的表面流的直线驱动力。从而,需要由直线电动机6F及6L的第一组电线圈CF1a至CF1r以及CL1a至CL1r产生直线驱动力,以使因浸入喷管2灌注金属熔液而造成第一或第三空间的表面流的过分差异变得基本上和第二或第四空间中的表面流的速度相同。照比,如图61B中所示,在液面上根据电动机的电磁力的幅值出现表面流。该表面流用于克服或加强由图61A中所示的灌入流形成的表面流。最终,有可能实现把金属熔液的表面流保持为图61C所示在模具的内壁31附近的高度均匀速度分布。第五实施方式的第三方面的作用
图60A和60B表示按照第五实施方式的第三方面的电源电路。本方式下采用的直线电动机和图54或图28中所示的电动机相同。本电源电路工作为使能实现和第一及第二实施方式相同的直线驱动力的交流电流通过直线电动机6F和6L的第一组电线圈CF1a至CF1r以及CL1a至CL1r。该电源电路具有直流传导电路VD(见图60A和60B),其用于第二组电线圈CF2a至CF1r以及CL2a至CL2r。电路VD工作为通过第二组电线圈传导直流电流或者切断这种传导(其等效于零直流电流值)。这使得不可能在第二和第四空间中向金属熔液1施加明显的直线驱动力。当向电线圈传导超过零电平的直流电流时,在第二和第四空间中施加了制动力,以禁止由浸入喷管2灌入金属熔液而造成的表面流(见图61A)。由直线电动机6F和6I的第一组电线圈CF1a至CF1r以及CL1a至CL1r产生的直线驱动力是需要的,以便把来自第一和第三空间的由于从浸入喷管2灌入金属熔液而造成的表面流的过分差异变成基本上和第二和第四空间的表面流本的速度相等。在传导超过零的直流电流的结构中,第二和第四空间中的表面流在速度上变成较低。为了使表面流在速度上是均匀的,这不需要由第一组电线圈CF1a至CF1r以及CL1a至CL1r产生太大的直线驱动力。这样,如图61B中所示,在液面上,根据电动机感应的电磁力的大上产生表面流。该表面流用于克服或加强由图61A中所示的灌入流产生的表面流。最终,有可能实现把金属熔液的表面流保持为图61C中所示的沿着模具内壁31的高度均匀速度分布。
现详细地讨论按照第五实施方式的各个方面的连续铸造设备。第五实施方式的第一方面
图54是一个表示图27中所示的内壁31的剖面,该剖面是通过图27中的直线电动机6F和6L的磁心12F和12L水平地剖取的。模具的内壁31包括彼此相对的长侧面10F和10L以及彼此相对的短侧而11R和11L。各侧面由铜板33F、33L、35R或35L以及支承对应铜板的非磁性不锈钢板32F、32L、36R或36L构成。
按照第五实施方式的第一方面,直线电动机6F或6L的磁心12F或12L略长于模具的长侧面10F或10L的有效长度(金属熔液1接触的x轴向长度)。在各磁心的总长度上,形成预定间距的具有各自深度(y轴向长度)的18个槽。即,总共形成36个槽。在直线电动机6F的磁心12F上形成的槽BF1a至BF1r以及在直线电动机6L的磁心12L上形成的槽BL1a至BL1r要比在直线电动机6F的磁心12F上形成的槽BF2a至BF2r以及在直线电动机6L的磁心12L上形成的槽BL2a至BL2r深。在本实施方式中的这个方面里,前者的深度是后者深度的两倍,并且对于安插在槽中的电线圈前者可提供的安匝数是后者安匝数的两倍。
直线电动机6F的磁心12F的各槽中设置着第一组线圈CF1a至CF1r以及第二组线圈CF2a至CF2r。类似地,直线电动机6L的磁心12L的各槽中设置着第一组线圈CL1a至CL1r以及第二组线圈CL2a至CL2r。
直线电动机6F和6L工作为向金属熔液1施加图61B中用虚箭头指示的推力。直线电动机6F和6L的第一组电线圈CF1a至CF1r以及CL1a至CL1r负责向金属熔液1施加强推力,而第二组电线圈CF2a至CF2r以及CL2a至CL2r负责向金属熔液1施加弱推力。通过使第一组槽深于第二组槽,从而,在液面的对角线上产生较大的推力分量或较小的推力分量。这造成从浸入喷管2灌入到液面上的金属熔液的流速位移的加速或偏移,从而实现用于搅动金属熔液1的均匀流动。
图55表示图54中所示的所有电线圈的接线连接。该接线连接提供二个电极(N=2)从而三相电流(M=3)通过电线圈。例如,直线电动机6F的第一组电线圈CF1a至CF1r相应地表示为w、w、w、w、w、w、V、V、V、V、V、V、u、u、u、u、u、u。第二组电线圈CF2a至CF2r相应地表示为W、W、W、W、W、W、v、v、v、v、v、v、U、U、U、U、U、U。“U”代表三相电流U相的正向传导(顺向传导)。“u”代表U相的反相传导(其相位对U相偏移180°的电流传导)。电线圈“U”从匝的起点接收U相,而电线圈“u”从匝的末端接收U相。类似地,“V”代表三相电流V相的正相传导。“v”代表V相的反相传导。“W”代表三相电流W相的正相传导。“w”代表W相的反相传导。在图55中,端子U1、V1和W1是用于直线电动机6F的第一组和第二组电线圈CF1a至CF1r以及CF2a至CF2r的电源接头。端子U2、V2和W2是用于直线电动机6L的第一组和第二组电线圈CL1a至CL1r以及CL2a至CL2r的电源接头。
如上述规定,20Hz的三相交流电流施加到双极直线电动机6F和6L。这些直线电动机6F和6L工作为把图61B虚箭头指示的推力施加到模具内壁31内的金属熔液1上。借助施加的推力,金属熔液1的流动和从浸入喷管2灌入的金属熔液流合成。合成后的流动用图61C的实箭头表示,即,为环行流动。金属熔液1的流动产生如此小的旋涡以致于实质上不能把粉末携带到旋涡中。此外,在模具的长侧面的内表面附近,相邻旋涡的外边缘上的电磁力是衔接的。结果的电磁力包含相当小的y轴分量以及在长侧面(在x轴方向上)的整个长度上的均匀x轴分量。这种电磁力实现把沿模具的内壁的流动保持为固定方向(x轴方向)和恒速。该流动使得有可能均匀地清扫模具的内表面并且促使气泡上浮。第五实施方式的第二方面
图59是一个表示按照第五实施方式的第二方面的连续铸造设备的放大的剖面图,在图中水平地剖切磁心12F和12L。在磁心12F和12L上构造的第二组槽(槽BF2a至BF2r以及BL2a至BL2r)不缠绕线圈。其它的结构和第五实施方式的第一方面的结构相同。因为第二组槽(槽BF2a至BF2r以及BL2a至BL2r)没有缠绕线圈,只有缠绕在第一组槽(槽BF1a至BF1r以及BL1a至BL1r)上的线圈(CF1a至CF1r以及CL1a至CL1r)工作以在磁心12F和12L中产生电磁力。
施加在模具中金属熔液的表面上的电磁力分布表示在图58中。由第五实施方式的第二方面产生的电磁力实质上和图57中所示的由第五实施方式的第一方面产生的电磁力相同。前者可能造成沿模具内表面的流动。此外,这种结构不需要麻烦的线圈缠绕操作,这样导致节约生产中的时间和成本。并且,电磁力的x轴分量在模具的整个长侧面(x轴)是均匀的。其结果是造成沿模具内表面的固定方向(x轴)和恒速的流动,从而提高防止把粉末携带到旋涡中的效果。均匀地清扫模具的内表面并且促使气泡上浮。第五实施方式的第二方面的变型
按照第五实施方式的第二方面的连续铸造设备实质上不需要从其上取消线圈的磁心部分。从而,第二方面的变型构造为把直线电动机6F和6L的磁心12F和12L做成其长度等于把第一组电线圈CF1a至CF1r以及CL1a至CI1r缠绕在上面的部分的长度。第五实施方式的第三方面
在第五实施方式的第三方面中,图54或图28中所示的直线电动机6F和6L如图60A中所示和电源电路VC和VD连接。即,和本实施方式的第一和第二方面一样,具有和图31所示的电源电路相同结构的三相交流电源电路VC工作为把三相交流电流施加到直线电动机6F和6L的第一组电线圈CF1a至CF1r以及CL1a至CL1r上。但是,图60B中所示的直流电源电路VD工作为使直流电流通过第二组电线圈CF2a至CF2r以及CL2a至CL2r或者工作为切断电流通路。
图60B中表示的直流电源电路VD构造为除去图31中所示电源电路中的晶体管桥47A并且不带任何改变地输出电容器46A的直流电压。图60B中所示直流电源电路VD的直流输出电压是由线圈电压指令值Vcd确定的并且施加到相位角α计算器76d。如果Vcd为零值,门驱动器77d不发出触发信号。这样,半导体闸流管桥72d被切断,从而直流输出电压变为零。也就是说,第二组电线圈CF2a至CF2r以及CL2a至CL2r的电流通路被切断。
当线圈电压指令值Vcd逐步上升时,门驱动器77d工作为在输入三相交流电的零交叉点之前的一点上发出触发信号。响应该触发信号,闸流管桥72d导通。随着线圈电压指令值Vcd上升,直流输出电压上升。流经第二组电线圈CF2a至CF2r以及CL2a至CL2r的直流电流用于向第二和第四空间里的金属熔液1的表面流38(见图61A)施加制动力。当直流电源电路VD的直流输出电压上升时该制动力变得更强。为了对大直流输出电压定义线圈电压指令值Vcd,有可能降低用于使图61C中的实箭头所示的流速分布变成均匀的流经第一组电线圈CF1a至CF1r以及CL1a至CL1r的交流电流值(对应于施加在第一和第三空间的直线驱动力)。但是,表面流降低了它的速度。为了提高表面流的速度,制动力(直线驱动力)要降低。为了允许在第一至第四空间中的每个空间里进行这种调整,如图60A中所示,按照第五实施方式的第三方面的连续铸造设备设有两对交流电源电路VC和两对直流电源电路VD。这些电源电路工作为向直线电动机6F和6L的第一组电线圈提供三相交流电流和向第二组电线圈提供直流电流。第五实施方式的第三方面的变型
这种变型构造成具有一对用于使三相交流电流通过直线电动机6F和6L的第一组电线圈的交流电源电路VC和一对用于使直流电流通过直线电动机6F和6L的第二组电线圈的直流电源电路VD。这种变型不具备调整直线电动机6F和6L的第一组电线圈的各交流电流值以及调整第二组电线圈的各直流电流值的能力。但是,这种变型具有非常有效的结构,即模具的内部空间排列成相对于浸入喷管2是对称的。
按照本实施方式上述的这个方面,直线电动机带有其槽为不同深度的相对的磁心。这样,直线电动机所施加的电磁力实质上不含有y轴分量,从而不产生旋涡。也就是说,实质上在金属熔液中只产生沿着模具的内表面的流动。因此,本实施方式的连续铸造设备对于防止把粉末夹带到金属熔液中是高度有效的。并且,在相邻旋涡的外边缘处电磁力是连接的。结果的电磁力包含很小的y轴分量以及沿模具的整个长侧面(在x轴方向上)分布的均匀x轴分量。照此,该电磁力造成沿模具的内表面方向固定的(x轴)和速度恒定的移动的流。这种流动用于均匀地清扫模具的内表面并且从而促使气泡上浮。
接着,将说明按照本发明的第六实施方式的连续铸造设备。
常规地,如图62A中所示,从熔液源罐79中把金属熔液1倾注到中间包80中并再注入到模具3中。在用一个新罐代替源罐79的情况下,中间包80中的金属熔液暂时地降低其品质。这造成在更换源罐79的期间X中从中间包80向模具3的倾注压力发生变化。这种变化可能改变例如图62B中所示的铸造速度。在较低铸造速度下生产的铸造件被称为产品Q件(低品质材料),其被标记为品质下降的或者有缺陷的。由常规直线电动机造成的金属熔液的表面流导致出现金属熔液的环行流动。常规设备不能在注入压力变化的情况下提供把对表面流的控制达到抑制出现产品Q件的能力。
本实施方式的一个目的是提供一种流速控制设备,该设备能够根据中间包中的当前工作状态控制金属熔液的表面流。
按照本实施方式的连续铸造设备如图63至68中所示包括第一直线电动机6F,其包括磁心12F和多个电线圈CF1a…,该磁心具有多个沿包围金属熔液1模具的一个侧面10F分布的槽BF1a…,并且这些电线圈插入到对应的槽中;第二直线电动机6L,其包括磁心12L和多个电线圈CL1a…,该磁心具有多个沿模具的相对另一侧面分布的槽BL1a…,并且这些电线圈插入到对应的槽中;传导装置CC1至CC4、30a至30d,用于把电传导通过第一和第二,直线电动机6F和6L的电线圈;流速感测装置91a至91d、98d,用于在由模具的侧面规定的空间中感测金属熔液的各个表面位置上的金属熔液表面流的流速vs1至vs4;流速转换装置98C,用于为各预定的表面流速分布模式把感测的流速vs1至vs4转换成对应的流速分量Ms、Mp、Ma、Mt;补偿计算装置98C,用于把各个转换后的流速分量Ms、Mp、Ma、Mt和各个模式的对应目标值Mso、Mpo、Mao、Mto进行比较并且计算流速分量偏差dMs、d Mp、dMa、dMt;反转换装置98C,用于反转换各个位置上的金属熔液的表面流的流速分量偏差dMs、dMp、dMa、dMt;还包括传导控制装置98C,用于通过传导装置控制第一和第二直线电动机6F和6L的电流值以减小流速dv1至dv4。
在各个位置感测的金属熔液的表面流速是朝向预定方向的多个流速分量的矢量和。从而,各个感测位置上的金属熔液的各个表面流速vs1至vs4是由多个表面流速分布模式(分量)的组合代表的。类似地,目标流速分布是由多个表面流速分布模式(分量目标值)的组合代表的。为了把表面流速分开改变到最接近工作状态的一个分布,只需要把表面流速分布模式(分量目标值)的组合Mso、Mpo、Mao、Mto改变成最接近的组合以达到最好的流速分布vs1至vs4。
在按照本实施方式的连续铸造设备里,流速转换装置98C工作为把实际的表面流速值vs1至vs4分解为多个表面流速分布模式(分量)值Ms、Mp、Ma、Mt。补偿计算装置98C工作为计算这些分量值Ms、Mp、Ma、Mt对目标值Mso、Mpo、Mao、Mto的偏差dMs、dMp、dMa、dMt。反转换装置98C工作为把这些分量偏差dMs、dMp、dMa、dMt反转换为实际的流速分布偏差dv1至dv4。然后,传导控制装置98C工作为以减小这些流速偏差dv1至dv4的方式控制由直线电动机施加到金属熔液的电磁力,即把这些流速作为偏差并补偿这些表面位置上的偏差dv1至dv4。借助该控制,金属熔液的表面流速分布对应于由表面流速分布(分量目标值)Mso、Mpo、Mao、Mto的组合规定的分布(实际流速是Mso、Mpo、Mao和Mto的反向转换)。
为了在各位置上分别调整或控制金整属熔液的表面流速,一个位置上的流速调整变化是由另一侧上流速的扰动反映的。尽管在各个位置上的单独调整或控制不能导致所需的流速分布或者该调整或收敛需要相当长的时间,按照本实施方式的连续铸造设备为自动地和快速地达到目标流速分布只需要把目标值Mso、Mpo、Mao、Mto改变成所需要的流速分布的目标值。照此,本设备能够容易地设定、改变或调整流速分布。这使得有可能根据工作状态的改变足够地和及时地改变驱动方式和驱动力。例如,当在转换源罐79中减小向模具倾注金属熔液的速度时,为了补偿由于从喷管构件2灌入金属熔液速度的下降而造成的表面流的减少量,加强搅动模式(见72A)。这种补偿防止出现产品Q件或者缩短Q件的长度。
现更详细地讨论该实施方式。
图63是一个表示该实施方式的连续铸造设备的剖面,该剖面水平地剖切图27中所示的内壁和直线电动机6F和6L的磁心12F和12L。模具的内壁31包括彼此相对的长侧面10F和10L以及彼此相对的短侧面11R和11L。每个侧面包括一个铜板33F、33L、35R或35L以及支承对应铜板的一个非磁性不锈钢板32F、32L、36R或36L。
在本实施方式中,直线电动机6F或6L的磁心12F或12L略长于有效长度(金属熔液1接触的x轴长度)。在预定间距上沿磁心的整个长度上切开36个槽。
在金属熔液1的上面,通过支架(未示出)悬挂流速传感器91a至91d。为了测量金属熔液1的表面流速在必要的时序中降低流速。各个传感器91a至91d负责测量模具中所划分的各空间(第一至第四空间)的流速。
图64表示图63所示电线圈的相分区和组分区。图65表示图63中所示所有的电线圈的接线连接。这些接线连接是为四个电极(N=4)安排的,从而把三相电流传导到电线圈中去。例如,在图65中,直线电动机6F的第1组和第2组电线圈(第1组:CF1a至CF1r及第2组:CF2a至CF2r)是用描述顺序u、u、u、V、V、V、w、w、w、U、U、U、v、v、v、W、W、W表示的。第3组和第4组电线圈(第3组:CL1a至CL1r及第4组:CL2a至CL2r)是用描述顺序u、u、u、V、V、V、w、w、w、U、U、U、v、v、v、W、W、W表示的。“U”代表三相电流的U相的正向传导(顺向传导)。“u”代表U相的反相传导(对U相的180°相位偏移的传导)。电线圈“U”在它的绕线的起点接收交流电流的U相。电线圈“u”在它的绕线的结尾处接收U相交流电流。类似地,“V”代表三相电流的V相的正相传导。“v”代表V相的反相传导。“W”代表W相的正相。“w”代表W相的反相。图65中所示的端子U1、V1、W1、U2、V2及W2是直线电动机6F的第1组和第2组电线圈CF1a至CF1r以及CF2a至CF2r的电源接头。端子U3、V3、W3和U4、V4、W4是第3组和第4组电线圈CL1a至CL1r以及CL2a至CL2r的电源接头。直线电动机6F的磁心12F的各槽装配着第1组和第2组电线圈CF1a至CF1r以及CF2a至CF2r的各个线圈。类似地,磁心12L的各槽装配着第3组和第4组电线圈CL1a至CL1r以及CL2a至CL2r的各个线圈。
直线电动机6F和6L工作为向金属熔液1施加用图72A中的箭头表示的方向上的电磁力。如上面所讨论,如果直流电流通过电动机,这些直线电动机具有向金属熔液1施加制动力的作用。
从浸入喷管2中向模具注入金属熔液造成图71C所示的金属熔液在模具中的环流。这导致产生图71A中所示的表面流38。在图71C和71A中,金属溶液的流动关于浸入喷管2对称。实际上,金属熔液的注入经常是不关于浸入喷管2对称的。在这种情况下,相应地表面流是不对称的。在图72A中表示表面金属熔液的最佳搅动形式。大体上,直线电动机6F和6L工作为向金属熔液1施加把图71A所示的表面流动改变成图72A所示的表面流动的电磁力。但是,金属熔液的表面流不限于图71A或72A中所示的流动。为了分析金属熔液的表面流动,实际的表面流动被确定为是图72A中所示的搅动模式的表面流动(分量s)、图72B中所示的平移模式的表面流动(分量p)、图72C中所示的加速模式的表面流动(分量a)以及图72D中所示的扭曲模式的表面流动(分量t)的矢量和。在各模式中,各个表面流动分量(用四个箭头指示)定义为在绝对值(标量值)上是相同的。(a)搅动模式上的表面流动
在第一和第二空间中,沿模具侧面流动以相同的方向进行。在第三和第四空间中,沿模具侧面流动以和第一及第二空间中的方向相反的方向进行。在所有的空间中,流动具有相同的绝对速度值。此外,第一至第四空间是在图63中表示的(见图72A)。(b)平移模式上的表面流动
在所有的空间中,表面流动沿模具侧面以相同方向和相同流速进行(见图72B)。(c)加速模式上的表面流动
在所有的空间中,表面流动沿模具侧面朝着喷管构件以相同流速进行(见图72C)。(d)扭曲模式上的表面流动
在第一和第二空间中,流动沿模具侧面离开喷管构件。在第三和第四空间中,流动沿模具侧面朝向喷管构件。在所有的空间中,流动具有相同的绝对速度值(见图72D)。
再次参见图63,在本实施方式中,流速传感器91a至91d工作为分别在第一至第四空间中感测模具3中金属熔液1的表面流动的速度。图69A、69B以及70A、70B表示流速传感器91a的结构。
图69A是表示流速传感器91a的侧视图,图中传感器的外罩139和140被剖开。图69B是沿图69A的线E-E剖取的剖面。流速传感器91a具有由钼金属陶瓷制成的板130。板130的顶部浸入在金属溶液1中。通过支承轴131b该板130旋转地支承在支承板131a上。支承板131a固定在叶片133的下端上,叶片133的上端固定在静上的板137a上。静止板137a是和空心管143成一体的。在叶片133的前后面上粘贴着变形量规135a和135b,变形量规具有与其相连接的信号线136a。信号线136a穿过空心管143。空心管143固定在外罩139上,以保护传感器。外罩139具有下开口134,叶片133从下开口中通过。外罩139插入在用作为先承臂的外罩140的端部。在外罩140内具有气流管,从而气流管是内部敞开的。通过气流管142把冷却空气带入到外罩139内。经过开口134部分冷却空气从外罩139中流向外部。其它的冷却空气经过开口134从外罩139进入到外罩140中。这些空气通过外罩140的内部空间,然后从外罩140的支承基座(未示出)排放到外部。
当外罩140下降到测量位置时,如图70A中所示,板130的下端浸入到金属熔液1中并且受到表面流的挤压。该压力施加到叶片133上。在变形量规135a和135b处叶片133弯曲,从而向变形量规135a和135b中的一个施加压缩应力并向另一个施加拉伸应力。变形量规135a和135b和一个动态变形仪181连接,以便产生一个代表变形量规135a和135b的感测信号之间的差异的信号。该差异信号经过滤波器182,从而只向放大器183提供该差异信号的低频分量。放大器183工作为把该差异信号转换成流速信号Vs1(方向及速度)。通过一个输入接口98b(见图66)流速信号Vs1施加到CPU98C(见图66)的模数转换输入端口上。
例如,金属熔液1的流动按图70A的箭头所示的方向进行。该流动把力F〔N〕施加到板130上。假定阻尼系数为Cd,金属熔液的比热比为ρ,截面积为S,流速为vs,则力F由下述表达式表示:
F=Cd×ρ×vs2×S/2g …(8)板130受到金属熔液1的流动施加的压力F并且因此而倾斜。该力由变形量规感测。假定变形量规的感测值为ε,ε的值按如下导出:
ε=k×F×L …(9)通过把式(8)代入到式(9)中,ε的值按如下导出:
ε=k×Cd×ρ×vs2×S/2g×L…(10)从式(10),可以按如下得到vs: 从变形量规到流速感测电路98a的电路工作为按照上述原理推导出流速vs。代表该流速vs的信号Vs1被施加给CPU98C。
其它的流速传感器91b至91d具有和流速传感器91d相同的结构和功能。类似地,它们和流速感测电路98a连接。每个传感器91b至91dI作为向CPU98C提供一个代表第二至第四空间的表面流的各流速Vs2至Vs4(方向和速度)的信号。
图66表示用于向图63(以及图64及65)所指示的电线圈导电的电路的总结构。图67详细地表示从图66中所示的处理单元98到电源电路92a至92d的电路,即从处理单元98到第1组、第2组、第3组及第4组电线圈的电源接头U1、V1、W1、U2、V2、W2、U3、V3、W3、U4、V4及W4的电路。图68表示电源电路92a以及图67中所示传导控制器CC1的结构。后面,将参照这些附图展开有关说明。
在本实施方式中,模具MD中的第一至第四空间的表面流的速度(方向及大小)分别由流速传感器91a、91b、91c和91d测量。所感测的速度施加给处理单元98。假定传感器91a至91d所测量的流速是vs1至vs4。测量值vs1至vs4输入到图66中所示的处理单元98的CPU98C中。
CPU98C工作为把一组测量值vs1至vs4分解为图72A至72D中所示的各模式的分量值,即,搅动模式的流速Ms、平移模式的流速Mp、加速模式的流速Ma以及扭曲模式的流速Mt。
接着在CPU98C中,从这些模式的分量值Ms、Mp、Ma和Mt和对应的预置目标值Mso、Mpo、Mao和Mto之间按如下推导出偏差:
dMs=Mso-Ms
dMp=Mpo-Mp
dMa=Mao-Ma
dMt=Mto-MtCPU98C工作为把操作员从与CPU98C连接的操作台(未示出)上输入的目标流速分布(这四个测量值)按照表达式(11)分解成各模式中的目标值Mso、Mpo、Mao和Mto并且在其寄存器内保存这些目标值。
然后CPU98C工作为对一组偏差dMs、dMp、dMa和dMt进行合成以推导出流速偏差dv1至dv4。即,把各模式的分量偏差反向地转换成对应于各测量值的流速偏差dv1至dv4。
这些流速偏差dv1至dv4是要由第1至第4组电线圈补偿的流速。接着CPU98C工作为把各个从流速控制的起点到本时刻的偏差流速的积分值和一个对应的导出流速dv1至dv4相加(该积分值代表直线电动机的当前驱动状态,即,由该直线电动机施加的电磁力),把结果值Vi1至Vi4保留为新的积分值(更新积分值寄存器的内容),推导出输出电压Vs1至Vs4、传导频率f1至f4以及和第1至第4组电线圈连接的电源电路92a至92d的直流电压(直流偏压)VB1至VB4,并且把Vs1、f1和VB1指示给电源电路30a的传导控制器CC1、把Vs2、f2和VB2指不给电源电路30b的传导控制器CC2、把Vs3、f3和VB3指示给电源电路30C的传导控制器CC3以及把Vs4、f4和VB4指示给电源电路30d的控制器CC4。另外,CPU98C对一个数据图(被称为表,即,存储器的一个区)进行存储,把电压Vs、频率f和直流电压VB写入到数据图中,该数据图是面向积分值的。接着,CPU98C工作为访问该数据图,以便读出分别对应于积分值Vi1至Vi4的Vs1、f1及VB1、Vs2、f2及VB2、Vs3、f3VB3、Vs4、f4及VB4。然后把这些值输出到它们对应的传导控制器上。在数据图中,如果积分值是负的(处于搅动模式的流动方向的相反方向上)则给定f=0并且随着积分值的绝对值变得更大,Vs和VB变得更高。当积分值为正(处于搅动模式的流动方向)时,随着积分值变得更大,f变为更低、Vs变为更高而且VB变为更低。
图73表示由CPU98C执行的用于从测量值vs1至vs4中产生指令值Vs1至Vs4、f1至f4以及VB1至VB4的操作过程。CPU98C工作为把指令值Vs1、f1和VB1输出到传导控制器CC1、把指令值Vs2、f2和VB2输出到传导控制器CC2、把指令值Vs3、f3和VB3输出到传导控制器CC3以及把指令值Vs4、f4和VB4输出到传导控制器CC4(见图6和图7)。
图68表示用于使电通过直线电动机6F的第1组电线圈的传导控制器CC1和电源电路30的结构。三相电流电源(三相电源线)41和用于进行直流整流的半导体闸流管桥42a连接,后者的输出(脉动流)由电感器45a和电容器46a平滑。平滑后的直流电流施加到用来形成三相电流的功率晶体管桥47a。功率晶体管桥47a工作为把三相电流的U相施加给图46中所示的电源接头U1,并把V相施加给电源接头V1和把W相施加给电源接头W1。
发送到直线电动机6F的第1组电线圈CF1a至CF1r的预先确定的线圈电压指令值Vs1被施加到传导控制器CC1中设置的相位角α计算器44a上。计算器44a工作为推导出传导相位角α(闸流管触发相位角)并把一个代表该角α的信号施加给门驱动器43a。门驱动器43a从各相的零交叉点开始计数相角并在相位α对应的相位上触发半导体闸流管。借助触发器传导,由指令值Vs1指示的直流电压被施加给晶体管桥47a。
另一方面,在传导控制器CC1中,三相信号发生器51a向比较器49a产生三相电流信号。该三相电流信号具有恒定的峰值/谷值电压(若f=0其为零)、由频率指令值f1规定的频率(本实施方式中0至200Hz)以及由直流偏置指令VB1规定的直流偏置电压。三角波发生器50a工作为把具有恒定频率(高频,本实施方式中为3KHz)的恒定电压三角波施加给比较器49a。如果U相信号是正的,当U相信号高于三角波发生器50a提供的三角波时比较器49a工作为向门驱动器48a施加高电平信号H(用于接通晶体管),或者当U相信号低于或等于三角波时施加低电平信号L(用于截止晶体管)。该信号施加在U相的正周期(0至180°)并且晶体管输出U相的正电压。如果U相信号是负的,当U相信号低于或等于三角波发生器50a提供的三角波时比较器49a工作为向门驱动器48a施加高电平信号H,或者当前者高于后者时施加低电平信号L。该信号施加在U相的负周期(180°至360°)并且晶体管输出U相负电压。这种操作对于V相信号和W相信号也是有效的。根据各相的正周期和负周期的信号,门驱动器48a把晶体管桥47a的各个晶体管激励成接通或截止。
如果f≠0,则把三相电流的U相电压施加给电源接头U1,把U相电压施加给电源接头V1和把W相电压施加给电源接头W1。这些电压是由线圈电压指令值Vs1定义的。即,如果f不等于零,具有由线圈电压指令值Vs1规定的电压值、由f1规定的频率及由VB1规定的直流偏置的三相电流电压施加到如图63和64中所示的直线电动机6F的第1组电线圈CF1a至CF1r上。
传导控制器CC2至CC4以及电源电路30b至30d的结构和功能与CC1及30a的结构和功能是相同的。类似于上述的操作,传导控制器CC2至CC4及电源电路30b至30d工作为把由Vs2至Vs4、f2至f4以及VB2至VB4定义的三相电流电压施加给第2组线圈CF2a至CF2r、第3组线圈CL1a至CL1r以及第4组线圈CL2a至CL2r。
如上面所描述,本实施方式的连续铸造设备工作为在f不等于零时向各具有四个电极的直线电动机6F和6L施加三相电流。对此响应,直线电动机6F和6L向模具31内的金属熔液1施加对应于积分值Vi1至Vi4的推力。如果f等于零,这些电动机向金属熔液1施加制动力。从浸入喷管2注入的金属熔液1流向操作员规定的目标流速分布收敛。从而,如果浸入喷管2的金属熔液的注入速度因中间包的工作状况发生变化,金属熔液的结果表面流以接近于操作员规定的目标流速分布的速度移动。
为了调整或控制金属熔液表面层的各个部分的流速,调整金属熔液一部分的流速而造成的流速的变化反映为金属熔液的另一部分的流速分布。因此,在各部分上单一地调整或控制流速造成下述问题:这种类型的调整不提供所需的流速分布并且需要相当长的调整或收敛时间。另一方面,按照本实施方式的连续铸造设备提供一种仅通过把目标值Mso、Mpo、Mao、Mto改变成与所需流速分布对应的值则可自动地和快速地获得目标流速分布的能力。因此,本连续铸造设备运行为可容易地设定、改变和调整流速分布。例如,当在转换源罐79时以较低的速度向模具注入金属熔液的情况下,搅动模式(见图72A)变得更强,以便补偿由于浸入喷管注入金属熔液的速度下降而造成的表面流动的降低。这使得有可能防止出现产品Q件或者缩短Q件的长度。也就是说,本实施方式的连续铸造方法和设备能够根据工作状况的变化充分地改变驱动形式和/或驱动力。
如上面所叙述,按照本发明的连续铸造方法和设备在连续铸造钢或类似材料的金属板的情况下可有效地生产不带有例如垂直裂缝的表面缺陷的金属板。
Claims (37)
1.一种用于铸造金属板的连续铸造方法,其包括步骤:
从浸入喷管(2)中向模具(3)灌注金属熔液(1),该喷管(2)设置在所述模具(3)的水平平面的中心处;
通过利用至少两个电磁搅动线圈部件(6a、6b)产生沿所述模具两个长侧面(10a、10b)的电磁力,电磁搅动线圈部件沿所述两个长侧面安装,在所述两个长侧面之间所述电磁力方向上彼此相对,并且从所述浸入喷管(2)到所述模具的一个短侧面方向上的所述电磁力的分量不同于从所述模具短侧面到所述浸入喷管(2)方向上的所述电磁力的分量,从而把所述模具(3)内所述金属熔液(1)的表面流动保持为实质上是均匀的;以及
当冷却所述模具(3)的一部分时拖出凝结件。
2.按照权利要求1的方法,其中在所述产生电磁力的步骤中,从所述浸入喷管到所述模具短侧面方向上的所述电磁力的分量大于从所述模具短侧面到所述浸入喷管方向上的所述电磁力的分量。
3.按照权利要求1的方法,其中:
所述电磁搅动线圈部件中的每个部件划分成两个部分;并且
在所述产生电磁力的步骤中,总共四个划分部分的二个部分的组合连接到与所述总共四个划分部分的另二个部分的另一组合不同的电源电路上。
4.按照权利要求2的方法,其中:
所述电磁搅动线圈部件中的每个部件划分成两个部分;并且
在所述产生电磁力的步骤中,总共四个划分部分中的二个部分的组合连接到与所述四个划分部分中的另二个部分的另一组合不同的电源电路。
5.按照权利要求1的方法,其中:
每个所述电磁搅动线圈部件划分成两部分;并且
在所述产生电磁力的步骤中,所述两个电磁搅动线圈部件的总共四个划分的部分连接到彼此不同的电源电路上。
6.按照权利要求2的方法,其中:
多个所述电磁搅动线圈部件划分成两部分;并且
在所述产生电磁力的步骤中,所述两个电磁搅动线圈部件的总共四个划分的部分连接到彼此不同的电源电路上。
7.一种连续铸造设备,其用于通过冷却模具(3)的一部分和拖出凝结金属并从设置在所述模具的一个水平平面的中心处的浸入喷管(2)向所述模具灌注金属熔液(1)来连续铸造金属板,所述设备包括:
两个电磁搅动线圈部件(6a、6b),它们分别沿两个模具长侧面(10a、10b)安装,用于通过电磁力的作用控制所述模具(3)中所述金属熔液的流动,所述两个电磁搅动线圈部件包括多个沿所述两个模具长侧面排列的磁心(12a、12b)和多个缠绕在磁心上的线圈(14a、14b);
至少一个电源电路(8),用于产生具有预定频率的二相或更多相交流电流;以及
连接装置(7a、7b),用于把所述两个电磁搅动线圈部件(6a、6b)和所述至少一个电源电路(8)连接起来,从而对于所述两个模具长侧面由所述多个线圈和所述连接装置组成的两个电路相对于所述浸入喷管(2)是点对称的并且所述两个电路中的每一个被划分成两个电路部分。
8.按照权利要求7的设备,其中所述连接装置把所述两个电磁搅动线圈部件和所述至少一个电源电路连接起来,使得二个划分的电路部分具有不同的阻抗并且并行地连接。
9.按照权利要求8的设备,其中在两个划分的电路部分的一个部分里所包含的所述线圈是星形连接的而二个划分的电路部分的另一个部分里所包含的所述线圈是三角形连接的。
10.按照权利要求8的设备,其中包括在所述两个划分电路部分里的所述多个线圈是串联连接的并且所述两个划分电路部分具有互不相同数量的所述线圈。
11.按照权利要求8的设备,其中包括在所述两个划分电路部分中的一个部分里的所述线圈是串联连接的而包括在所述两个划分电路部分的另一个划分电路部分里的所述线圈是并联连接的。
12.按照权利要求7的设备,其中:
所述至少一个电源电路包括两个电源电路;并且
总共四个划分电路部分中的二个部分的组合连接到与所述四个划分电路部分中另二个部分的另一组合不同的电源电路。
13.按照权利要求7的设备,其中:
所述至少一个电源电路包括四个电源电路;并且
总共四个划分开的电路部分各连接到彼此不同的电源电路上。
14.按照权利要求7的设备,其中在所述电磁搅动线圈部件中包括的各个所述磁心具有五个电极。
15.按照权利要求7的设备,其中由所述至少一个电源电路产生的所述二相或更多相交流电流的所述预定频率为4Hz或更高。
16.按照权利要求14的设备,其中由所述至少一个电源电路产生的所述二相或更多相交流电流的所述预定频率为4Hz或更高。
17.按照权利要求14的设备,其中各个所述电磁搅动线圈部件产生的磁场具有的幅度为1200At/cm或更高。
18.按照权利要求7的设备,其中所述至少一个电源电路包括用于将用了向所述金属熔液施加制动力的直流电流叠加到所述二相或更多相交流电流上的装置,并且所述装置还包括:
用于感测所述模具的温度分布的装置;以及
用于控制所述至少一个电源电路的控制装置,以便在所述温度感测装置的输出的基础上向位于所述模具的高温区附近的所述金属熔液的部分施加比位于所述模具的低温区附近的所述金属熔液的部分更大的制动力。
19.按照权利要求18的设备,其中:
所述温度感测装置包括用于分别感测两个模具短侧面的温度的温度传感器;以及
所述控制装置控制所述至少一个电源电路,从而以与所述两个模具短侧面之间的温度差相应的方式向靠近高温短侧面的所述电路部分传导比靠近低温短侧面的所述电路部分更大的直流电流。
20.按照权利要求19的设备,其中:
所述温度传感器包括多个分布在拖出所述凝结金属方向上的温度感测元件;以及
所述控制装置从所述温度感测元件感测的温度中选择出最高温度作为所述模具的各侧面的代表温度。
21.按照权利要求18的设备,其中:
所述温度感测装置包括两个用于感测两个模具长侧面的温度传感器;以及
所述控制装置控制所述至少一个电源电路,从而向靠近高温长侧面的所述电路部分施加比靠近低温长侧表面的所述电路部分大的直流电流。
22.权利要求7的设备,还包括:
用于感测所述模具的温度分布的温度感测装置;以及
用于控制所述至少一个电源电路的控制装置,从而根据所述温度感测装置的输出向靠近所述模具的低温区的所述金属熔液部分施加比靠近所述模具的高温区的所述金属熔液部分大的驱动力。
23.按照权利要求22的设备,其中:
所述温度感测装置包括两个用于分别感测模具的两个短侧面的温度的温度传感器;以及
所述控制装置控制所述至少一个电源电路,从而以与所述两个模具短侧面之间的温度差相应的方式向靠近低温短侧面的所述电路部分施加比靠近高温短侧面的所述电路部分大的二相或更多相交流电流。
24.按照权利要求23的设备,其中:
所述温度传感器包含多个沿拖出所述凝结金属的方向上分布的温度传感器元件;以及
所述控制装置从所述温度感测元件感测的温度中选择最高温度作为所述模具的各侧面的代表温度。
25.按照权利要求22的设备,其中:
所述温度感测装置包含两个用于分别感测模具的两个长侧面的温度的温度传感器;以及
所述控制装置控制所述至少一个电源电路,从而以与所述两个模具长侧面之间的温度差相应的方式向靠近所述模具的低温长侧面的所述电路部分传导比靠近所述模具的高温长侧面的所述电路部分大的二相或更多相的交流电流。
26.一种连续铸造设备,其用于通过冷却模具的一部分和拖出凝结金属并同时从设置在所述模具的一个水平平面的中心处的浸入喷管(2)向所述模具注入金属熔液来连续地铸造金属板,所述设备包括:
两个电磁搅动线圈部件(6F、6L),它们分别沿模具的两个长侧面(10F、10L)安装并用于经过电磁力的作用控制所述模具中所述金属熔液的流动,所述二个电磁搅动线圈部件具有多个沿所述两个模具长侧面排列的磁心(12F、12L)和绕所述磁心的至少一部分缠绕的多个线圈;以及
传导装置,用于向所述两个电磁搅动线圈部件(6F、6L)馈电;
其中如果通过一个经过所述浸入喷管的中心并和所述两个模具长侧面平行的平面和一个经过所述浸入喷管的中心并和所述两个模具长侧面垂直的平面把所述模具的内外空间虚拟地划分为第一、第二、第三和第四空间,则所述第三空间和所述第一空间关于所述浸入喷管的中心对称,所述第四空间和所述第二空间关于所述浸入喷管的中心对称,所述第一和第三空间里所保持的所述磁心长于所述第二和第四空间里保持的所述磁心。
27.一种连续铸造设备,其用于通过冷却模具的一部分和拖出凝结金属并同时从设置在所述模具的一个水平平面的中心处的浸入喷管(2)向所述模具注入金属熔液来连续地铸造金属板,所述设备包括:
两个电磁搅动线圈部件(6F、6L),它们分别沿模具的两个长侧面(10F、10L)安装并用于通过电磁力的作用控制所述模具中所述金属熔液的流动,所述二个电磁搅动线圈部件具有多个沿所述二个模具长侧面排列的磁心(12F、12L)以及绕着所述磁心的至少一部分缠绕的多个线圈;以及
传导装置,用于向所述两个电磁搅动线圈部件(6F、6L)馈电;
其中如果通过一个经过所述浸入喷管的中心并和所述两个模具长侧面平行的平面和一个经过所述浸入喷管的中心并和所述两个模具长侧面垂直的平面把所述模具的内外空间虚拟地划分为第一、第二、第三和第四空间,则所述第三空间和所述第一空间相对于所述浸入喷管的中心对称,所述第四空间和所述第二空间相对于所述浸入喷管的中心对称,所述二个模具长侧面中的一个位于所述第一和第二空间中而所述两个长侧面中的另一个位于所述第三和第四空间中,所述二个电磁搅动线圈部件中的一个部件(6F)仅在所述第一空间中具有所述线圈而所述电磁搅动线圈部件中的另一个部件(6L)仅在所述第三空间中具有所述线圈。
28.按照权利要求27的设备,其中:
所述电磁搅动线圈部件中的一个仅具有向所述第一空间中所保持的所述金属熔液施加电磁力的长度;以及
所述另一个电磁搅动线圈部件仅具有向所述第三空间中所保特的所述金属熔液施加电磁力的长度。
29.一种连续铸设备,其用于通过冷却模具的一部分及拖出凝结金属并同时从设置在所述模具的一个水平平面的中心处的浸入喷管(2)向所述模具注入金属熔液(1)来连续在铸造金属板,所述设备包括:
两个电磁搅动线圈部件(6F、6L),它们分别沿模具的两个长侧面(10F、10L)安装并用于通过电磁力的作用控制所述模具中所述金属熔液(1)的流动,所述二个电磁搅动线圈部件具有多个沿所述二个模具长侧面排列的磁心(12F、12L)以及多个缠绕在磁心上的线圈;
传导装置,用于向位于第一和第三空间里的所述线圈传导交流电流以沿模具侧面驱动所述金属熔液;以及
用于向位于第二和第四空间里的所述线圈传导直流电流或者切断位于第二和第四空间里的所述线圈中所述交流电流的传导;
其中如果通过一个经过所述浸入喷管的中心并和所述两个模具长侧面平行的平面和一个经过所述浸入喷管的中心并和所述两个模具长侧面垂直的平面把所述模具的内外空间虚拟地划分为第一、第二、第三和第四空间,则所述第三空间和所述第一空间相对于所述浸入喷管的中心对称,所述第四空间和所述第二空间相对于所述浸入喷管的中心对称。
30.一种连续铸造设备,其用于通过冷却模具的一部分及拖出凝结金属并同时从设置在所述模具的一个水平平面的中心处的浸入喷管(2)向所述模具注入金属熔液(1)来连续地铸造金属板,所述设备包括:
两个电磁搅动线圈部件(6F、6L),它们分别沿模具的两上长侧面(10F、10L)安装并用于通过电磁力的作用控制所述模具中所述金属熔液(1)的流动,所述二个电磁搅动线圈部件具有多个沿所述二个模具长侧面排列的磁心(12F、12L)以及多个缠绕在磁心上的线圈;
传导装置,用于向所述二个电磁搅动线圈部件(6F、6L)馈电;
流速感测装置,用于在所述模具(3)中的所述金属熔液(1)表面的多个位置上感测所述金属熔液的表面流速;
流速转换装置,用于把所述感测的流速转换成各预定表面流速分布模式的流速分量;
补偿计算装置,用于把所述转换后的流速分量和各表面流速分布模式的目标值进行比较以便计算流速分量偏差;
反转换装置,用于把所述流速分量偏差反向转换成所述多个位置上的所述金属熔液的表面流速偏差;以及
控制装置,用于控制所述传导装置以减小这些流速偏差。
31.按照权利要求30的设备,还包括:
多个流速传感器,用于感测第一、第二、第三和第四空间中所述金属熔液的表面流速,其中通过一个经过所述浸入喷管的中心并和所述二个模具长侧面平行的平面和一个经过所述浸入喷管的中心并和所述两个模具长侧面垂直的平面把所述模具的内外空间虚拟地划分为第一、第二、第三和第四空间,则所述第三空间和所述第一空间关于所述浸入喷管的中心对称,所述第四空间和所述第二空间关于所述浸入喷管的中心对称,所述二个模具长侧面中的一个长侧面位于所述第一和第二空间中而所述两个长侧面中的另一个长侧面位于所述第三和第四空间中;
所述多个表面流速分布模式包括:
搅动模式,它具有在所述第一和第二空间中的沿着所述模具侧面的第一方向上的流速分量以及在所述第三和第四空间中的沿着所述模具侧面的与第一方向相反的第二方向上的流速分量,其中在所有空间中所有流速分量的绝对值实质上彼此相等;
平移模式,它具有的沿模具侧面的流速分量在所有空间中方向和大小相同;
加速模式,它具有的流速分量沿所述模具侧面在所有空间中方向朝向所述浸入喷管并且大小相同;以及
扭曲模式,它具有在所述第一和第二空间中沿着所述模具侧面的并且方向保持为离开所述浸入喷管的流速分量以及在所述第三和第四空间中沿着所述侧面的并且方向为朝向所述浸入喷管的流速分量,其中流速分量的绝对值在所有空间中实质上彼此相等;以及
所述传导装置具有第一至第四电源电路,用于分别向所述二个电磁搅动线圈部件存在于所述第一至第四空间的总共四个部分导电。
32.按照权利要求30的设备,其中所述传导装置包括可调整输出电流量的电源电路。
33.按照权利要求31的设备,其中所述传导装置包括可调整输出电流量的电源电路。
34.按照权利要求30的设备,其中所述传导装置包括可调整输出电流频率的电源电路。
35.按照权利要求31的设备,其中所述传导装置包括可调整输出电流频率的电源电路。
36.按照权利要求30的设备,其中所述传导装置包括可调整输出电流的直流分量的电源电路。
37.按照权利要求31的设备,其中所述传导装置包括可调整输出电流的直流分量的电源电路。
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP035704/94 | 1994-03-07 | ||
| JP6035704A JP3041182B2 (ja) | 1994-03-07 | 1994-03-07 | 溶融金属の流動制御装置 |
| JP035541/1994 | 1994-03-07 | ||
| JP035704/1994 | 1994-03-07 | ||
| JP035541/94 | 1994-03-07 | ||
| JP6035541A JP3006991B2 (ja) | 1994-03-07 | 1994-03-07 | 連続鋳造装置 |
| JP041575/1994 | 1994-03-11 | ||
| JP041575/94 | 1994-03-11 | ||
| JP6041575A JPH07246444A (ja) | 1994-03-11 | 1994-03-11 | 溶融金属の流動制御装置 |
| JP049257/1994 | 1994-03-18 | ||
| JP6049257A JP3067941B2 (ja) | 1994-03-18 | 1994-03-18 | 溶融金属の流動制御装置 |
| JP049257/94 | 1994-03-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1138836A CN1138836A (zh) | 1996-12-25 |
| CN1077470C true CN1077470C (zh) | 2002-01-09 |
Family
ID=27460107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95191244A Expired - Lifetime CN1077470C (zh) | 1994-03-07 | 1995-01-12 | 连续铸造的方法和设备 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5746268A (zh) |
| EP (1) | EP0750958B1 (zh) |
| KR (1) | KR100202471B1 (zh) |
| CN (1) | CN1077470C (zh) |
| BR (1) | BR9506647A (zh) |
| DE (1) | DE69528969T2 (zh) |
| WO (1) | WO1995024285A1 (zh) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19542211B4 (de) * | 1995-11-13 | 2005-09-01 | Sms Demag Ag | Elektromagnetische Rühreinrichtung für eine Brammenstranggießkokille |
| US6443219B1 (en) * | 1997-12-08 | 2002-09-03 | Nippon Steel Corporation | Method for casting molten metal |
| SE514946C2 (sv) * | 1998-12-01 | 2001-05-21 | Abb Ab | Förfarande och anordning för kontinuerlig gjutning av metaller |
| KR100433580B1 (ko) * | 1999-12-21 | 2004-05-31 | 주식회사 포스코 | 빌렛 연속주조공정의 몰드 전자기 교반장치 |
| US6929055B2 (en) * | 2000-02-29 | 2005-08-16 | Rotelec | Equipment for supplying molten metal to a continuous casting ingot mould |
| CA2325808C (en) * | 2000-07-10 | 2010-01-26 | Kawasaki Steel Corporation | Method and apparatus for continuous casting of metals |
| DE60304080T2 (de) * | 2003-06-13 | 2006-11-09 | Mpc Metal Process Control Ab | Verfahren und Vorrichtung zum Erkennen von Schlacken |
| JP4519600B2 (ja) * | 2004-10-15 | 2010-08-04 | 新日本製鐵株式会社 | 電磁攪拌コイル |
| FR2893868B1 (fr) * | 2005-11-28 | 2008-01-04 | Rotelec Sa | Reglage du mode de brassage electromagnetique sur la hauteur d'une lingotiere de coulee continue |
| EP1990929A1 (en) * | 2007-05-08 | 2008-11-12 | Feelux Co., Ltd. | Power line communication apparatus, and method and apparatus for controlling electric devices |
| BRPI0812138B1 (pt) * | 2007-06-06 | 2016-11-08 | Nippon Steel & Sumitomo Metal Corp | método de lingotamento contínuo de aço e controlador de fluxo de liga de aço fundido no molde |
| BRPI0722296B1 (pt) * | 2007-12-17 | 2016-10-04 | Rotelec Sa | método e equipamento eletromagnetico associado para a colocação em rotação de um metal em fusão no meio de uma lingoteira de lingotamento contínuo de lingotes |
| DE102008007802A1 (de) * | 2008-02-06 | 2009-08-13 | Sms Demag Ag | Verfahren und Einrichtung zur Regelung von Stellgrößen in hütten-technischen Anlagen |
| EP2269750B1 (en) * | 2008-04-28 | 2016-07-20 | Nippon Steel & Sumitomo Metal Corporation | Method for continuous casting of steel and electromagnetic stirrer to be used therefor |
| FR2957829B1 (fr) | 2010-03-23 | 2012-11-09 | Rotelec Sa | Rouleau brasseur pour machine de coulee continu de brames |
| CN102554165B (zh) * | 2012-01-10 | 2014-01-29 | 辽宁科技大学 | 金属熔体螺旋电磁搅拌装置 |
| DE102014214727A1 (de) * | 2014-07-25 | 2016-01-28 | Zf Friedrichshafen Ag | Kühlung einer elektrischen Spule |
| KR101654206B1 (ko) * | 2014-11-25 | 2016-09-05 | 주식회사 포스코 | 노즐 막힘 측정 장치, 측정 방법 및 이를 이용한 용강 유동 제어 방법 |
| CN106475537A (zh) * | 2015-08-25 | 2017-03-08 | 宝山钢铁股份有限公司 | 搅拌区域可调的电磁搅拌装置及方法 |
| CN108284208B (zh) * | 2017-01-09 | 2020-01-31 | 宝山钢铁股份有限公司 | 一种自适应拉速变化的电磁搅拌系统和搅拌方法 |
| CN108465792B (zh) * | 2018-03-29 | 2019-09-03 | 东北大学 | 一种差相位脉冲磁场电磁连铸方法 |
| BR112020019226B1 (pt) * | 2018-07-17 | 2024-01-23 | Nippon Steel Corporation | Equipamento de molde e método de lingotamento contínuo |
| CN113399638B (zh) * | 2021-06-29 | 2022-09-16 | 上海二十冶建设有限公司 | 一种板坯连铸机扇形段电气系统的分区分步调试方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63104763A (ja) * | 1986-10-20 | 1988-05-10 | Nkk Corp | 連続鋳造用電磁攪拌装置 |
| JPH03275256A (ja) * | 1990-03-22 | 1991-12-05 | Kawasaki Steel Corp | 連続鋳造鋳型内における溶鋼の偏流制御方法 |
| JPH05329594A (ja) * | 1992-05-27 | 1993-12-14 | Nippon Steel Corp | 連続鋳造モールド内溶鋼流動制御方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2109724A (en) * | 1981-11-20 | 1983-06-08 | British Steel Corp | Improvements in or relating to electromagnetic stirring in the continuous casting of steel |
| JPS62203648A (ja) * | 1986-02-28 | 1987-09-08 | Nippon Steel Corp | 連続鋳造鋳型用電磁コイル装置 |
| JPS62207543A (ja) * | 1986-03-05 | 1987-09-11 | Mitsubishi Heavy Ind Ltd | 連続鋳造用電磁撹拌方法 |
| JPH01228645A (ja) * | 1988-03-09 | 1989-09-12 | Nippon Steel Corp | 連続鋳造鋳型における凝固シェル表面の縦割れ防止方法 |
| JP2618046B2 (ja) * | 1989-06-29 | 1997-06-11 | 財団法人国際超電導産業技術研究センター | 酸化物超電導材料とその製造方法 |
| JP2611594B2 (ja) * | 1990-12-26 | 1997-05-21 | 日本鋼管株式会社 | 鋼のスラブ用鋳片の製造方法 |
| JP2720611B2 (ja) * | 1991-03-12 | 1998-03-04 | 日本鋼管株式会社 | 鋼の連続鋳造方法 |
| JPH06182517A (ja) * | 1992-12-18 | 1994-07-05 | Nippon Steel Corp | 溶融金属の流動制御装置 |
-
1995
- 1995-01-12 EP EP95905764A patent/EP0750958B1/en not_active Expired - Lifetime
- 1995-01-12 CN CN95191244A patent/CN1077470C/zh not_active Expired - Lifetime
- 1995-01-12 KR KR1019960703013A patent/KR100202471B1/ko not_active IP Right Cessation
- 1995-01-12 WO PCT/JP1995/000027 patent/WO1995024285A1/ja active IP Right Grant
- 1995-01-12 US US08/646,230 patent/US5746268A/en not_active Expired - Lifetime
- 1995-01-12 DE DE69528969T patent/DE69528969T2/de not_active Expired - Lifetime
- 1995-01-12 BR BR9506647A patent/BR9506647A/pt not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63104763A (ja) * | 1986-10-20 | 1988-05-10 | Nkk Corp | 連続鋳造用電磁攪拌装置 |
| JPH03275256A (ja) * | 1990-03-22 | 1991-12-05 | Kawasaki Steel Corp | 連続鋳造鋳型内における溶鋼の偏流制御方法 |
| JPH05329594A (ja) * | 1992-05-27 | 1993-12-14 | Nippon Steel Corp | 連続鋳造モールド内溶鋼流動制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0750958A1 (en) | 1997-01-02 |
| EP0750958A4 (en) | 1999-03-10 |
| DE69528969T2 (de) | 2003-09-04 |
| BR9506647A (pt) | 1997-09-02 |
| DE69528969D1 (de) | 2003-01-09 |
| US5746268A (en) | 1998-05-05 |
| KR100202471B1 (ko) | 1999-06-15 |
| KR960706383A (ko) | 1996-12-09 |
| CN1138836A (zh) | 1996-12-25 |
| WO1995024285A1 (fr) | 1995-09-14 |
| EP0750958B1 (en) | 2002-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1077470C (zh) | 连续铸造的方法和设备 | |
| CN1188235C (zh) | 判断和控制连铸时钢水流动特性的方法及其装置 | |
| CN1139447C (zh) | 连续铸造方法与设备 | |
| CN1121293C (zh) | 电火花加工装置和电火花加工方法 | |
| CN1221874C (zh) | 电动机控制方法及控制装置 | |
| CN1048671C (zh) | 薄铸片的连续铸造方法与装置 | |
| CN1940912A (zh) | 文件作成系统、文件作成方法、程序以及存储介质 | |
| CN1166926C (zh) | 测力设备,特别是重量传感器 | |
| CN101065517A (zh) | 用于铝电解还原槽的电连接与磁补偿方法及其系统 | |
| CN1051947C (zh) | 钢的连续铸造方法 | |
| CN101052990A (zh) | 图像放大装置及程序 | |
| CN1142136A (zh) | 电流指令型脉宽调制变换器 | |
| CN1974063A (zh) | 连续铸造法 | |
| CN1284213A (zh) | 同步电动机控制器 | |
| CN1196548C (zh) | 连铸坯的制造方法 | |
| CN1692049A (zh) | 轨道引导的运输系统和用于控制轨道引导运输系统的运输车辆的方法 | |
| CN100345647C (zh) | 钢的连续铸造方法 | |
| CN105728679A (zh) | 具有磁屏蔽和多模式的方圆坯连铸弯月面电磁搅拌系统及方法 | |
| CN1106601C (zh) | 使用分级模型的推理系统及方法和控制系统及方法 | |
| CN1206233A (zh) | 电力变换装置的控制装置 | |
| CN101036287A (zh) | 线性电机系统 | |
| CN208853671U (zh) | 感应炉系统 | |
| CN1144566A (zh) | 控制系统和方法 | |
| CN1057175C (zh) | 指令值决定装置 | |
| CN205629310U (zh) | 具有磁屏蔽和多模式的方圆坯连铸弯月面电磁搅拌系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CX01 | Expiry of patent term |
Expiration termination date: 20150112 Granted publication date: 20020109 |