CN103496299A - 一种车用充气式快装内胎及其制造方法 - Google Patents
一种车用充气式快装内胎及其制造方法 Download PDFInfo
- Publication number
- CN103496299A CN103496299A CN201310453493.XA CN201310453493A CN103496299A CN 103496299 A CN103496299 A CN 103496299A CN 201310453493 A CN201310453493 A CN 201310453493A CN 103496299 A CN103496299 A CN 103496299A
- Authority
- CN
- China
- Prior art keywords
- tyre
- inner tube
- strip
- hollow cylinder
- inner tyre
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
本发明涉及一种开放充气式车用快装内胎及其制造方法,由上设有气门嘴的长条状中空筒体和设置在中空筒体两端的封头构成,封头与中空筒体由同质材料制成,主体呈由圆环状杯体和封闭式杯底构成的杯形。使用时,快装内胎安置于外胎型腔中、并随外胎限位于轮圈上,充气后两端封头端面互相紧密贴合、平滑无缝对接,具有与传统封闭式充气内胎同等的功效,而当内胎漏气、需要更换或维修时,不需要拆卸整个车轮组件即可直接手工操作,快速、省力又方便,总体结构合理且简单、制造方法可靠、使用方便且机动、灵活性强,与现有的普通充气式轮胎具有通用互换性,因而有很强的实用性和可贵的市场应用前景。
Description
技术领域
本发明涉及一种车用充气式内胎,特别是一种维修和更换内胎时不需要拆卸车轮、用手工操作即可完成的长条状车用充气式快装内胎及其制造方法。
背景技术
传统的车用充气式轮胎都由外胎和充气封闭式圆环状内胎组成,在使用时的安装状态下,内胎由外胎包裹、充气嵌装在轮圈上,构成车轮组件,车轮组件通过轮轴安装设置在车架的前、后叉型轮架上。当内胎因故发生漏气、需要维修或更换时,必须凭借专用工具将整个车轮组件从叉型轮架上拆卸下来后,才能无阻挡地剥下外胎、取出内胎,修理或整体更换内胎。由于拆卸和安装车轮、内外胎时均需要专业维修人员借助专用工具才能完成,既费时、费力,又很不方便,特别是车辆在野外行驶途中万一发生内胎漏气时,使用者即使带有备用内胎,也很难独立完成。因此,从实用性和经济性角度考虑,现有的充气封闭式圆环状内胎的结构尚欠合理。
发明内容
本发明的目的是要克服现有充气封闭式圆环状内胎在使用过程中所存在的维修和更换不方便的不足之处,提供一种不需要拆卸整个车轮组件即可手工进行维修和更换的长条状车用充气式快装内胎及其制造方法。
本发明的车用充气式快装内胎主体包含有胎身和设置在胎身上的进气气门嘴,特征在于所述的胎身主体呈开放式,由上设有进气气门嘴的长条状中空筒体和固定设置在中空筒体两端的封头构成,其中:所述的封头与长条状中空筒体由同质材料制成,主体呈杯形,由圆环状杯体和封闭式杯底构成,所述的圆环状杯体的内、外径与所述的长条状中空筒体的内、外径接续贴合相符,所述的封闭式杯底的外表端面设置呈便于充气后互相紧密贴合、平滑无缝对接的平面状。
本发明的车用充气式快装内胎的制造方法如下:
1. 采用传统的车用充气式轮胎的生产工艺、参照传统内胎的规格设计尺寸分别制作上设有气门嘴的生的内胎胎管和生的封头;
2. 按规格设计尺寸的长度要求裁切生的内胎胎管、制成生的长条状中空筒体;
3. 在所述的生的长条状中空筒体3的两端拼接上所述的封头、制成生的长条状开放式快装内胎;
4. 将生的长条状开放式快装内胎放置在150-160°C高温硫化罐中硫化交联1-1.5小时,制成有强度、有弹性、有伸长率的长条状开放式快装内胎成品;
5. 最后,按国家标准GB-1703-2008进行质量检验,合格品按规格分类包装、出厂。
使用时,本发明的开放式车用充气式快装内胎,安置于外胎型腔中、并由外胎包裹、随外胎入位于轮圈上,充气后快装内胎两端的封头端面互相紧密贴合、平滑无缝对接,具有与传统封闭式充气内胎同等的功效;需要更换或维修内胎时,不需要借助专用工具拆卸整个车轮组件、也不受操作环境限制,可直接手工操作,省时、省力又方便;放气后的折叠状态下,本发明的车用充气式快装内胎可随车携带、备用。
基于上述构思的本发明车用充气式快装内胎及其制造方法,由于设置为开放式长条状,故更换或维修内胎时,使用者既不需要借助专用工具拆卸整个车轮组件、也不受操作环境限制,直接手工操作,省时、省力又方便;内胎在安装状态下充气后即可使用,且具有与现有普通封闭式充气内胎同等功效,在放气状态下可折叠携带、方便备用,总体结构合理且简单、制造方法可靠、使用方便且机动、灵活性强,与现有的普通充气式轮胎具有通用、互换性,因而经济实用,是现有普通充气式内胎的理想更新换代产品。
附图说明
图1是本发明实施例的总体结构示意图;
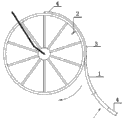
图2是本发明实施例的应用安装示意图;
图3是本发明实施例中封头结构示意图。
图中:
1.胎身 2.气门嘴 3.中空筒体 4.封头 41.圆环状杯体
42.封闭式杯底。
具体实施方式
下面结合附图及典型实施例对本发明作进一步说明。
在图1-图3中,本发明的车用充气式快装内胎主体包含有胎身1和设置在胎身1上的进气气门嘴2,特征在于所述的胎身1主体呈开放式,由上设有进气气门嘴2的长条状中空筒体3和固定设置在中空筒体3两端的封头4构成,其中:所述的封头4与长条状中空筒体3由同质材料制成,主体呈杯形,由圆环状杯体41和封闭式杯底42构成,所述的圆环状杯体41的内、外径与所述的长条状中空筒体3的内、外径接续贴合相符,所述的封闭式杯底42的外表端面设置呈便于充气后互相紧密贴合、平滑无缝对接的平面状。
Claims (2)
1.一种车用充气式快装内胎,主体包含有胎身(1)和设置在胎身(1)上的进气气门嘴(2),特征在于所述的胎身(1)主体呈开放式长条状,由上设有进气气门嘴(2)的长条状中空筒体(3)和固定设置在中空筒体(3)两端的封头(4)构成,其中:
所述的封头(4)与长条状中空筒体(3)由同一材料制成,主体呈杯形,由圆环状杯体(41)和封闭式杯底(42)构成,所述的圆环状杯体(41)的内、外径与所述的长条状中空筒体(3)的内、外径贴合相符,所述的封闭式杯底(42)的外表端面设置呈平面状;
使用时,开放式车用充气式快装内胎安置于外胎型腔中、并由外胎包裹、随外胎入位于轮圈上,充气后两端的封头端面互相紧密贴合、平滑无缝对接,具有与传统封闭式充气内胎同等的功效;需要更换或维修内胎时,不需要拆卸整个车轮组件即可直接手工操作,快速、省力又方便。
2.一种车用充气式快装内胎,主体包含有胎身(1)和设置在胎身(1)上的进气气门嘴(2),其特征在于所述的胎身(1)主体呈开放式,由上设有进气气门嘴(2)的长条状中空筒体(3)和固定设置在中空筒体(3)两端的封头(4)构成,其制造方法如下:
采用传统的车用充气式轮胎的生产工艺、参照传统内胎的规格设计尺寸分别制作上设有气门嘴的生的内胎胎管和生的封头;
按规格设计尺寸的长度要求裁切生的内胎胎管、制成生的长条状中空筒体;
在所述的生的长条状中空筒体的两端拼接上所述的封头、制成生的长条状开放式快装内胎;
将生的长条状开放式快装内胎放置在150-160°C高温硫化罐中硫化交联1-1.5小时,制成有强度、有弹性、有伸长率的长条状开放式快装内胎成品;
最后,按国家标准GB-1703-2008进行质量检验,合格品按规格分类包装、出厂。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310453493.XA CN103496299A (zh) | 2013-09-29 | 2013-09-29 | 一种车用充气式快装内胎及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310453493.XA CN103496299A (zh) | 2013-09-29 | 2013-09-29 | 一种车用充气式快装内胎及其制造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103496299A true CN103496299A (zh) | 2014-01-08 |
Family
ID=49861602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310453493.XA Pending CN103496299A (zh) | 2013-09-29 | 2013-09-29 | 一种车用充气式快装内胎及其制造方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103496299A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107627637A (zh) * | 2017-05-03 | 2018-01-26 | 厦门正新实业有限公司 | 断开式内胎的生产方法和断开式内胎结构 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN85203139U (zh) * | 1985-07-31 | 1986-04-30 | 钟金龙 | 可开式环状方便内胎 |
| JPH07164811A (ja) * | 1993-12-16 | 1995-06-27 | Bridgestone Corp | タイヤチューブの製造方法およびその方法により製造されたタイヤチューブ |
| CN2472995Y (zh) * | 2001-04-19 | 2002-01-23 | 李西平 | 可开式充气内胎 |
| DE20312646U1 (de) * | 2003-08-16 | 2004-02-12 | Weuste, Ferdinand | Fahrradschlauch zum schnellen Wechseln, ohne Ausbau des Rades, insbesondere für Fahrräder |
| CN2860902Y (zh) * | 2005-12-06 | 2007-01-24 | 刘杨光 | 有两端的轮胎内胎 |
| CN200951700Y (zh) * | 2006-09-18 | 2007-09-26 | 周圣忠 | 开口式环形车轮内胎 |
| CN201419613Y (zh) * | 2009-05-18 | 2010-03-10 | 河北师范大学 | 一种拆装方便的内胎 |
| WO2012150187A1 (de) * | 2011-05-05 | 2012-11-08 | Jetten Fischer Petrovan Gbr | Radschlauch |
| CN102785534A (zh) * | 2012-06-28 | 2012-11-21 | 锦州新兴橡胶制品有限公司 | 自行车内胎及其制造方法 |
-
2013
- 2013-09-29 CN CN201310453493.XA patent/CN103496299A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN85203139U (zh) * | 1985-07-31 | 1986-04-30 | 钟金龙 | 可开式环状方便内胎 |
| JPH07164811A (ja) * | 1993-12-16 | 1995-06-27 | Bridgestone Corp | タイヤチューブの製造方法およびその方法により製造されたタイヤチューブ |
| CN2472995Y (zh) * | 2001-04-19 | 2002-01-23 | 李西平 | 可开式充气内胎 |
| DE20312646U1 (de) * | 2003-08-16 | 2004-02-12 | Weuste, Ferdinand | Fahrradschlauch zum schnellen Wechseln, ohne Ausbau des Rades, insbesondere für Fahrräder |
| CN2860902Y (zh) * | 2005-12-06 | 2007-01-24 | 刘杨光 | 有两端的轮胎内胎 |
| CN200951700Y (zh) * | 2006-09-18 | 2007-09-26 | 周圣忠 | 开口式环形车轮内胎 |
| CN201419613Y (zh) * | 2009-05-18 | 2010-03-10 | 河北师范大学 | 一种拆装方便的内胎 |
| WO2012150187A1 (de) * | 2011-05-05 | 2012-11-08 | Jetten Fischer Petrovan Gbr | Radschlauch |
| CN102785534A (zh) * | 2012-06-28 | 2012-11-21 | 锦州新兴橡胶制品有限公司 | 自行车内胎及其制造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107627637A (zh) * | 2017-05-03 | 2018-01-26 | 厦门正新实业有限公司 | 断开式内胎的生产方法和断开式内胎结构 |
| CN107627637B (zh) * | 2017-05-03 | 2023-10-24 | 厦门正新实业有限公司 | 断开式内胎的生产方法和断开式内胎结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203888543U (zh) | 一种快装式车用充气内胎 | |
| CN104742667A (zh) | 一种行驶中可自动检测胎压并充气的车辆安全防爆系统 | |
| CN103496299A (zh) | 一种车用充气式快装内胎及其制造方法 | |
| WO2017050074A1 (zh) | 一种多气囊防爆内胎 | |
| CN205736679U (zh) | 一种车用无接头快装内胎 | |
| CN205112871U (zh) | 一种利于快速安装的充气内胎 | |
| CN203211021U (zh) | 摩托车、电动车行进不间断充气装置 | |
| CN203818596U (zh) | 一种轮胎生产冷却定型机 | |
| CN204222548U (zh) | 一种长条状快装式自行车内胎 | |
| CN203401889U (zh) | 自动充气装置 | |
| CN203236983U (zh) | 一种防爆轮胎 | |
| CN201730789U (zh) | 一种打气筒 | |
| CN205387046U (zh) | 一种快装新型内胎 | |
| CN202965831U (zh) | 一种新型轮胎 | |
| CN204222549U (zh) | 一种实用型自行车快装内胎 | |
| CN203713086U (zh) | 一种用于修补轮胎的压力气囊 | |
| CN104595159B (zh) | 一种安装简便的气嘴接头 | |
| CN202944157U (zh) | 断开式车内带 | |
| CN206436425U (zh) | 一种半钢液压双模轮胎硫化机四工位后充气装置 | |
| LU100559B1 (en) | On-board pneumatic jack with air pump | |
| CN205522581U (zh) | 内胎充气装置 | |
| CN201566405U (zh) | 一种新型空心高弹性轮子 | |
| CN204955930U (zh) | 车用c形内胎 | |
| CN201900699U (zh) | 一种轮胎胎圈趾口修补硫化机 | |
| CN208197315U (zh) | 轮胎成型机的移载装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20140108 |