CN103320792A - 装饰部件、钟表部件、钟表以及装饰部件的制造方法 - Google Patents
装饰部件、钟表部件、钟表以及装饰部件的制造方法 Download PDFInfo
- Publication number
- CN103320792A CN103320792A CN2013100916583A CN201310091658A CN103320792A CN 103320792 A CN103320792 A CN 103320792A CN 2013100916583 A CN2013100916583 A CN 2013100916583A CN 201310091658 A CN201310091658 A CN 201310091658A CN 103320792 A CN103320792 A CN 103320792A
- Authority
- CN
- China
- Prior art keywords
- overlay film
- titanium
- titanium alloy
- decorative element
- film coated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/0015—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterized by the colour of the layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0676—Oxynitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/083—Oxides of refractory metals or yttrium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/58—After-treatment
- C23C14/5846—Reactive treatment
- C23C14/5853—Oxidation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/26—Anodisation of refractory metals or alloys based thereon
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B5/00—Automatic winding up
- G04B5/02—Automatic winding up by self-winding caused by the movement of the watch
- G04B5/16—Construction of the weights
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Electrochemistry (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Adornments (AREA)
Abstract
提供能够以有高级感的色彩使钛合金的金属覆膜为底层的表面显色的装饰部件、钟表部件、钟表以及装饰部件的制造方法。在主体(164a)的表面形成钛合金覆膜(64)且在该钛合金覆膜(64)的表面形成氧化覆膜(65)的摆锤体(164),钛合金覆膜(64)在L*a*b*表色系中的L*值为0至50。
Description
技术领域
本发明涉及装饰部件、钟表部件、钟表以及装饰部件的制造方法。
背景技术
一直以来,作为使构成搭载于自动上弦手表的自动上弦机构的摆锤和钟表用的壳体等钟表部件的美观性提高的方法,已知以下方法:通过离子电镀法或溅射法等,在钟表部件上形成成为底层的钛或氮化钛等的覆膜,此后,通过电解处理而将覆膜氧化处理。通过这样的方法,利用光干涉效应,将钟表部件上色。
在此,为了提高钟表部件的装饰价值,公开了以下技术:将成为底层的钛或氮化钛等的覆膜的色彩的根据1976 L*a*b表色系的a*或b*的值设定在-50至50的范围内。由此,能够使钛或氮化钛等的覆膜更加鲜明(例如,参照专利文献1)。
专利文献1:日本特公平7-74428号公报。
发明内容
可是,由于钛或氮化钛等的覆膜的为亮度指数的L*值高,即,是明亮的色彩,因而强烈地反射光。因此,有以下问题:在钛或氮化钛等的覆膜上形成的氧化覆膜只能够使浅的粉蜡笔调的色彩显色,形成有高级感的色彩是困难的。
于是,该发明是鉴于上述情况而做出的,提供能够以有高级感的色彩使钛合金的金属覆膜为底层的表面显色的装饰部件、钟表部件、钟表以及装饰部件的制造方法。
为了解决上述问题,根据本发明的装饰部件是在部件主体的表面由钛合金形成金属覆膜且在前述金属覆膜的表面形成金属氧化物的覆膜的装饰部件,其特征在于,前述金属覆膜在L*a*b*表色系中的L*值为0至50。
通过这样构成,能够抑制作为底层的金属覆膜的光的反射,能够将成为上层膜的金属氧化物的覆膜的色彩设定为有深度的浓色彩。因此,能够以有高级感的色彩使装饰部件显色。
根据本发明的装饰部件,其特征在于,前述金属覆膜由从钛和氧的化合物(TiOx,0.5≤x≤2)、钛、氧和碳的化合物(TiOxCy,0.5≤x≤2,0.05≤y≤0.5)、钛、氧和氮的化合物(TiOxNz,0.5≤x≤2,0.05≤z≤0.5)、钛、氧、碳和氮的化合物(TiOxCyNz,0.5≤x≤2,0.05≤y≤0.5,0.05≤z≤0.5)选择的至少一种化合物和不可避免成分构成。
通过这样构成,能够可靠地将金属覆膜的L*值设定为0至50,能够提供以有高级感的色彩显色的装饰部件。
根据本发明的装饰部件,其特征在于,前述金属覆膜被多色成型。
通过这样构成,能够使色彩变化增大。另外,例如,能够对实施色彩的部分附上明暗,形成有立体感的装饰设计。
根据本发明的装饰部件,其特征在于,色彩不同的前述金属覆膜各自的L*值之差被设定为2以上。
通过这样构成,能够将金属覆膜鲜明地多色化。
根据本发明的钟表部件,其特征在于,具备根据技术方案1至技术方案3中的任一项所述的装饰部件。
通过这样构成,能够提供能够以有高级感的色彩使钛合金的金属覆膜为底层的表面显色的钟表部件。
根据本发明的钟表,其特征在于,具备根据技术方案4所述的钟表部件。
通过这样构成,能够提供能够以有高级感的色彩使钛合金的金属覆膜为底层的表面显色的钟表。
根据本发明的装饰部件的制造方法是在部件主体的表面由钛合金形成金属覆膜且在前述金属覆膜的表面形成金属氧化物的覆膜的装饰部件的制造方法,其特征在于,具有:以L*a*b*表色系中的L*为0至50的方式形成前述金属覆膜的工序;以及在前述金属覆膜的表面形成前述金属氧化物的覆膜的工序。
通过采用这样的制造方法,能够将金属氧化物的覆膜的色彩设定为有深度的浓色彩,能够以有高级感的色彩使装饰部件显色。
依照本发明,能够抑制作为底层的金属覆膜的光的反射,能够将成为上层膜的金属氧化物的覆膜的色彩设定为有深度的浓色彩。因此,能够以有高级感的色彩使装饰部件显色。
附图说明
图1是在卸下本发明的实施方式中的自动上弦机构的状态下从表侧观察机芯的平面图。
图2是本发明的实施方式中的自动上弦机构的概略构成图。
图3是本发明的实施方式中的摆锤的平面图。
图4是本发明的实施方式中的覆膜的构造图。
图5是本发明的实施方式的变型例中的摆锤的平面图。
符号说明:
10 自动上弦手表(钟表)
60 自动上弦机构(钟表部件)
64 钛合金覆膜(金属覆膜)
64a 钛覆膜
64b 氮化钛覆膜
65 氧化覆膜(金属氧化物的覆膜)
70 覆膜
160 摆锤
164 摆锤体(装饰部件)
164a 主体(部件主体)。
具体实施方式
(自动上弦手表)
接着,基于附图来说明本发明的实施方式。
图1是在卸下自动上弦机构的状态下从表侧观察机芯的平面图,图2是自动上弦机构的概略构成图。
如图1、图2所示,装入根据本发明的装饰部件(例如,后述的摆锤160)的自动上弦手表10由机芯100和容纳该机芯100的未图示的壳体构成,未图示的文字板安装于机芯100。机芯100具备构成基板的底板101、一夹板105、二夹板106、摆夹板108、叉夹板109。二夹板106配置在一夹板105与底板102之间。在底板102上形成有柄轴引导孔103,柄轴110可旋转地装入此处。
在此,将底板102的两侧中配置有文字板的一侧(图1、图2中的纸面内侧)称为机芯100的背侧,将与配置有文字板的一侧相反的一侧(图1、图2中的纸面近前侧)称为机芯100的表侧。在机芯100的背侧,配置有称为背轮系的轮系和包括拉档(おしどり)140、定位杆(かんぬき)142以及拉档座144的切换装置。通过该切换装置来决定柄轴110的轴向的位置。
另一方面,在机芯100的表侧,装入有称为表轮系的轮系、用于控制表轮系的旋转的擒纵·调速装置40以及自动上弦机构60等。
表轮系由条盒轮120、二轮124、三轮126、四轮128构成。条盒轮120可旋转地由一夹板105和底板102支撑,具有未图示的发条。而且,如果使柄轴110旋转,则未图示的离合轮旋转,进而经由立轮、小钢轮(均未图示)以及棘轮118而卷紧发条。
并且,在棘轮118的齿部,啮合有板状的止逆杆(こはぜ)117,由此,棘轮118的旋转被限制。
另一方面,构成为:通过发条被回卷时的旋转力,条盒轮120旋转,进而二轮124旋转。二轮124可旋转地由二夹板106和底板102支撑。如果二轮124旋转,则三轮126旋转。
三轮126可旋转地由一夹板105和底板102支撑。如果三轮126旋转,则四轮128旋转。四轮128可旋转地由一夹板105和二夹板106支撑。四轮128旋转,由此,擒纵·调速装置40驱动。
(擒纵·调速装置)
擒纵·调速装置40具备摆轮136、擒纵轮134以及擒纵叉138。擒纵叉138可旋转地由叉夹板109和底板102支撑。摆轮136可旋转地由摆夹板108和底板102支撑。摆轮136具有摆轮轴136a、平衡轮136b以及游丝136c。
在这样的构成下,擒纵·调速装置40以二轮124每1小时转1圈的方式控制。构成为:基于二轮124的旋转,未图示的分轮同时旋转。安装于该分轮的未图示的分针表示“分”。
另外,在分轮上设有面对二轮124的滑移机构。构成为:基于分轮的旋转,经由跨轮的旋转,时轮(均未图示)每12小时转1圈。而且,安装于时轮的未图示的时针表示“时”。
并且,构成为:通过二轮124的旋转,经由三轮126的旋转,四轮128每1分钟转1圈。在四轮128上安装有未图示的秒针。
(自动上弦机构)
自动上弦机构60通过用户的手腕的运动来使构成该自动上弦机构60的摆锤160运动,将条盒轮120的未图示的发条卷紧。另外,摆锤160具有卷紧未图示的发条的作用,并且,在未图示的壳体由透明性部件形成的情况下等,具有作为构成自动上弦手表10的外观的装饰部件的作用。
这样的摆锤160具有滚珠轴承162、摆锤体164以及旋转重锤166。滚珠轴承162具有内环、外环以及设于这些外环与内环之间的多个滚珠(均未图示),内环经由滚珠轴承定位螺钉168而固定至一夹板105。
(摆锤体和旋转重锤)
图3是摆锤的平面图。
如该图所示,摆锤160的摆锤体164形成为平面视图大致扇状,在其旋转中心配置有滚珠轴承162。而且,该滚珠轴承162的外环162与摆锤体164被固定。摆锤体164的材料为能够对其表面实施电镀处理的材料即可。
另外,在摆锤体164的外周缘,经由螺丝61固定有旋转重锤166,其弯曲形成为对应于该摆锤体164的外周缘。旋转重锤166是通过将以重金属粉末为主要成分的复合物、例如在钨(W)中含有镍(N)或(Cu)的粉末成型、烧结而形成的。另外,也可使用黄铜等。
此外,旋转重锤166向摆锤体164的固定方法并不限于使用螺丝61的情况,也能够使用例如粘合剂等来固定。
(覆膜)
在此,摆锤体164通过在其主体164a的表面形成覆膜70而被上色。
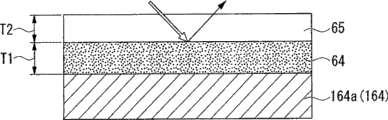
图4是在摆锤体164的主体164a的表面形成的覆膜70的构造图。如该图所示,在摆锤体164的主体164a上,在整个表面上一致地形成由钛合金覆膜64和氧化覆膜65构成的二层构造的覆膜70。
更具体而言,在与摆锤体164的主体164a的表面相接的第一层形成有钛合金覆膜64。钛合金覆膜64是通过对钛(Ti)添加微量的碳(C)、 氮(N)、氧(O2)等而形成的化合物,其膜厚T1被设定在0.2μm至5.0μm的范围内。更理想地,最好将膜厚T1设定为约1.0μm左右。
这是因为,如果钛合金覆膜64的膜厚T2过薄,则在该钛合金覆膜64的上层形成的氧化覆膜65不能够显色,并且,如果膜厚T2过厚,则由于钛合金覆膜64自身的压缩残留应力而可能皲裂并剥离。
在此,如果使钛合金覆膜64为例如碳化钛(TiC),则发出灰色;如果为氮化钛(TiN),则发出金色。这样的钛合金覆膜64在L*a*b*表色系中的L*值被设定为0至50。即,通过使碳或氮的含量变化,从而将钛合金覆膜64的L*值设定为0至50。
更具体而言,钛合金覆膜64从例如以下示例的至少一种化合物以及不可避免成分选择而成:
钛和氧的化合物(TiOx,0.5≤x≤2)
钛、氧和碳的化合物(TiOxCy,0.5≤x≤2,0.05≤y≤0.5)
钛、氧和氮的化合物(TiOxNz,0.5≤x≤2,0.05≤z≤0.5)
钛、氧、碳和氮的化合物(TiOxCyNz,0.5≤x≤2,0.05≤y≤0.5,0.05≤z≤0.5)。
另外,在形成钛合金覆膜64时,采用例如离子电镀法。作为该离子电镀法对钛合金覆膜64的覆膜条件,例如,真空度设定为10-5torr,并且施加电压设定为100V。由此,在摆锤体164的主体164a的表面形成钛合金覆膜64(形成金属覆膜的工序)。
此外,作为形成钛合金覆膜64的方法,并不限于离子电镀法,而是能够采用可形成钛合金覆膜64的各种方法。例如,还能够采用溅射法代替离子电镀法。
然后,对这样形成的钛合金覆膜64实施阳极氧化处理,在钛合金覆膜64的表面作为第二层而形成氧化覆膜65(形成金属氧化物的覆膜的工序)。
具体而言,例如在磷酸水溶液(H3PO4)的电解液中,浸入钛板作为阴极,并且,浸入形成有钛合金覆膜64的摆锤体164的主体164a,施加电解电压而作为阳极。于是,在钛合金覆膜64的表面形成氧化覆膜65,摆锤体164的主体164a显色。
在此,磷酸水溶液使用15ml/l,浓度能够在5至100ml/l内适用。另外,施加电压设定成使得氧化覆膜的膜厚T2为0.03至0.05μm。此外,摆锤体164的主体164a的色彩由溶液的种类(酸碱)、浓度以及施加电压的大小决定,因而能够将它们作为参数而设定任意的膜厚T2。另外,施加时间未被特别限定。
返回图2,在滚珠轴承162的外环上设有摆锤小齿轮178。摆锤小齿轮178啮合于第一传递轮182的第一传递齿轮182a。
第一传递齿轮182a可旋转地由一夹板105和底板102支撑。并且,在第一传递轮182与一夹板105之间装入叉杆180。叉杆180以从第一传递轮182的轴心偏心的形式安装,具有进瓦(引きつめ)180a和出瓦(押しつめ)180b。这些进瓦180a和出瓦180b啮合于第二传递轮184的第二传递齿轮184a。
第二传递轮184除了第二传递齿轮184a以外还具有第二传递小齿轮184b。第二传递齿轮184a位于摆锤体164与一夹板105之间。另一方面,第二传递小齿轮184b与棘轮118啮合。
而且,啮合于第二传递齿轮184a的叉杆18 0的进瓦180a和出瓦180b通过弹性力向第二传递齿轮184a的中心被施力。
在这样的构成下,如果摆锤160旋转,则摆锤小齿轮178也同时旋转,通过摆锤小齿轮178的旋转,第一传递轮182旋转。以从该第一传递轮182的轴心偏心的形式安装的叉杆18 0通过第一传递轮182的旋转而进行往复运动。而且,通过进瓦180a和出瓦180b,使第二传递轮184沿一定的方向旋转。于是,通过第二传递轮184的旋转,棘轮118旋转,将条盒轮120的未图示的发条卷紧。
(效果)
所以,依照上述的实施方式,在摆锤体164的主体164a的表面形成的钛合金覆膜64在L*a*b*表色系中的L*值被设定为0至50,因而能够抑制光L在钛合金覆膜64上的反射(参照图4)。能够将成为钛合金覆膜64的上层膜的氧化覆膜65的色彩设定为有深度的浓色彩。因此,能够以有高级感的色彩使摆锤体164显色。
另外,作为用于形成钛合金覆膜64的化合物的比例,通过选择钛和氧的化合物(TiOx,0.5≤x≤2)、钛、氧和碳的化合物(TiOxCy,0.5≤x≤2,0.05≤y≤0.5)、钛、氧和氮的化合物(TiOxNz,0.5≤x≤2,0.05≤z≤0.5)、钛、氧、碳和氮的化合物(TiOxCyNz,0.5≤x≤2,0.05≤y≤0.5,0.05≤z≤0.5)中的至少一种化合物以及不可避免成分,从而能够可靠地以有高级感的色彩使摆锤体164显色。
此外,本发明并不限于上述的实施方式,还包括在不脱离本发明的要旨的范围内对上述的实施方式添加各种变更的方式。
例如,在上述的实施方式中,对于在摆锤体164的整个表面上一致地形成有钛合金覆膜64的情况进行了说明。然而,并不限于此,L*值设定为0至50即可,还可使钛合金覆膜64的L*值部分地变化而将钛合金覆膜64多色成型。更具体地在下文中说明。
(变型例)
图5是本实施方式的变型例中的摆锤的平面图,对应于图3。此外,对于与上述实施方式相同的方式,标上相同符号来说明。
如该图所示,例如,在想要在摆锤体164的主体164a的表面印刷文字M的情况下,使对应于该文字M的部位的钛合金覆膜264a的L*值与文字M以外的部位的钛合金覆膜264b的L*值不同。
即,使用各自不同的掩模来分别形成各钛合金覆膜264a、264b。而且,设定成:钛合金覆膜264a的L*值与钛合金覆膜264b的L*值之差为2以上。通过这样设定,能够使各钛合金覆膜264a、264b的明暗鲜明化,能够形成有立体感的设计。
此外,在将钛合金覆膜64多色成型的情况下,如图5所示,不限于在摆锤体164的主体164a的表面印刷文字M的情况,也可将摆锤体164的主体164a的整体多色成型。
另外,在上述的实施方式中,说明了以下情况:在构成自动上弦手表10的自动上弦机构60的摆锤160的摆锤体164上形成钛合金覆膜64、264a、264b,并将这些钛合金覆膜64、264a、264b的L*值设定为0至50。然而,并不限于此,还能够对各种各样的装饰部件采用上述的实施方式。
Claims (7)
1.一种装饰部件,为在部件主体的表面由钛合金形成金属覆膜且在所述金属覆膜的表面形成金属氧化物的覆膜的装饰部件,其特征在于,所述金属覆膜在L*a*b*表色系中的L*值为0至50。
2. 根据权利要求1所述的装饰部件,其特征在于,所述金属覆膜由从钛和氧的化合物(TiOx,0.5≤x≤2)、钛、氧和碳的化合物(TiOxCy,0.5≤x≤2,0.05≤y≤0.5)、钛、氧和氮的化合物(TiOxNz,0.5≤x≤2,0.05≤z≤0.5);钛、氧、碳和氮的化合物(TiOxCyNz,0.5≤x≤2,0.05≤y≤0.5,0.05≤z≤0.5)选择的至少一种化合物和不可避免成分构成。
3. 根据权利要求1或权利要求2所述的装饰部件,其特征在于,所述金属覆膜被多色成型。
4. 根据权利要求3所述的装饰部件,其特征在于,色彩不同的所述金属覆膜各自的L*值之差被设定为2以上。
5. 一种钟表部件,其特征在于,具备根据权利要求1至权利要求4中的任一项所述的装饰部件。
6. 一种钟表,其特征在于,具备权利要求5所述的钟表部件。
7. 一种装饰部件的制造方法,为在部件主体的表面由钛合金形成金属覆膜且在所述金属覆膜的表面形成金属氧化物的覆膜的装饰部件的制造方法,其特征在于,具有:以L*a*b*表色系中的L*值为0至50的方式形成所述金属覆膜的工序;以及在所述金属覆膜的表面形成所述金属氧化物的覆膜的工序。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012064272A JP2013194297A (ja) | 2012-03-21 | 2012-03-21 | 装飾部品、時計部品、時計、及び装飾部品の製造方法 |
| JP2012-064272 | 2012-03-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103320792A true CN103320792A (zh) | 2013-09-25 |
Family
ID=49189821
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2013100916583A Pending CN103320792A (zh) | 2012-03-21 | 2013-03-21 | 装饰部件、钟表部件、钟表以及装饰部件的制造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2013194297A (zh) |
| CN (1) | CN103320792A (zh) |
| CH (1) | CH706286B1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6057732B2 (ja) * | 2013-01-17 | 2017-01-11 | セイコーインスツル株式会社 | 装飾構造体、回転錘および時計 |
| EP3428737B1 (fr) * | 2017-07-11 | 2021-04-07 | ETA SA Manufacture Horlogère Suisse | Masse de remontage oscillante pour pièce d'horlogerie à mouvement automatique et pièce d'horlogerie équipée d'une telle masse de remontage |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0238556A (ja) * | 1988-04-14 | 1990-02-07 | Seiko Epson Corp | 時計用外装部品 |
| JPH0336260A (ja) * | 1989-07-03 | 1991-02-15 | Kowa Eng Kk | 外装品 |
| US5015537A (en) * | 1988-09-12 | 1991-05-14 | Seiko Epson Corporation | Ornamental member |
| JPH0774428A (ja) * | 1993-06-15 | 1995-03-17 | Canon Inc | 半導体レーザ |
| CN102676988A (zh) * | 2011-03-07 | 2012-09-19 | 鸿富锦精密工业(深圳)有限公司 | 壳体及其制作方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0751742B2 (ja) * | 1986-11-14 | 1995-06-05 | セイコーエプソン株式会社 | 時計用外装部品 |
| JPH0310065A (ja) * | 1988-09-12 | 1991-01-17 | Seiko Epson Corp | 装飾部材およびその製造方法 |
| JP2854104B2 (ja) * | 1990-08-16 | 1999-02-03 | 日新製鋼株式会社 | セラミックス被覆材料の製造方法 |
| JPH05271907A (ja) * | 1991-11-29 | 1993-10-19 | Kanebo Ltd | 孔雀の羽根模様を呈する繊維構造物又はフィルムの製造方法 |
-
2012
- 2012-03-21 JP JP2012064272A patent/JP2013194297A/ja active Pending
-
2013
- 2013-03-15 CH CH00610/13A patent/CH706286B1/fr not_active IP Right Cessation
- 2013-03-21 CN CN2013100916583A patent/CN103320792A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0238556A (ja) * | 1988-04-14 | 1990-02-07 | Seiko Epson Corp | 時計用外装部品 |
| US5015537A (en) * | 1988-09-12 | 1991-05-14 | Seiko Epson Corporation | Ornamental member |
| JPH0336260A (ja) * | 1989-07-03 | 1991-02-15 | Kowa Eng Kk | 外装品 |
| JPH0774428A (ja) * | 1993-06-15 | 1995-03-17 | Canon Inc | 半導体レーザ |
| CN102676988A (zh) * | 2011-03-07 | 2012-09-19 | 鸿富锦精密工业(深圳)有限公司 | 壳体及其制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CH706286B1 (fr) | 2017-08-15 |
| JP2013194297A (ja) | 2013-09-30 |
| CH706286A2 (fr) | 2013-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11378918B2 (en) | Method for manufacturing a micromechanical timepiece part and said micromechanical timepiece part | |
| WO2006015754A3 (de) | Verfahren zum schützen einer metallischen oberfläche mit einer korrosionsinhibierenden beschichtung | |
| US8356929B2 (en) | Timepiece movement with a karussel | |
| US20120155228A1 (en) | Manufacturing method of timepiece part and timepiece part | |
| CN107179672B (zh) | 储能机构、机芯以及钟表 | |
| CN106536789B (zh) | 化学转化处理钢板和化学转化处理钢板的制造方法 | |
| CN103320792A (zh) | 装饰部件、钟表部件、钟表以及装饰部件的制造方法 | |
| US10106400B2 (en) | One-piece, hollow micromechanical part with several functional levels formed of a synthetic carbon allotrope based material | |
| US11281161B2 (en) | Running equation of time mechanism controlled by a differential device | |
| US20100322036A1 (en) | Timepiece hand, movement for driving such a hand and corresponding timepiece | |
| JP2013001989A (ja) | 装飾部品、時計、及び装飾部品の製造方法 | |
| JP2006276008A (ja) | 装飾品および時計 | |
| CN103320789A (zh) | 装饰部件、钟表部件、钟表以及装饰部件的制造方法 | |
| CN102354095B (zh) | 具有高振荡频率调节设备的钟表机芯 | |
| JP2010261906A (ja) | 時計用歯車及び時計 | |
| CN108375894A (zh) | 钟表用部件以及钟表 | |
| JP5954929B2 (ja) | 装飾部品、時計、および装飾部品の製造方法 | |
| US10162310B2 (en) | Method of forming a decorative surface on a micromechanical timepiece part and said micromechanical timepiece part | |
| EP2680091A1 (fr) | Montre universelle | |
| CN108570675A (zh) | 钟表用部件以及钟表 | |
| JP6128857B2 (ja) | 装飾構造体、回転錘および時計 | |
| US20180217558A1 (en) | Timepiece part and timepiece | |
| JP5595254B2 (ja) | 部品、時計、および部品の製造方法 | |
| JP2018124267A (ja) | 時計用部品および時計 | |
| CN105917252B (zh) | 抗反射玻璃基底及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20130925 |
|
| WD01 | Invention patent application deemed withdrawn after publication |