CN102009373A - 钢管磨光机 - Google Patents
钢管磨光机 Download PDFInfo
- Publication number
- CN102009373A CN102009373A CN 201010562348 CN201010562348A CN102009373A CN 102009373 A CN102009373 A CN 102009373A CN 201010562348 CN201010562348 CN 201010562348 CN 201010562348 A CN201010562348 A CN 201010562348A CN 102009373 A CN102009373 A CN 102009373A
- Authority
- CN
- China
- Prior art keywords
- belt pulley
- contained
- conveying roller
- frame
- swing arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
本发明公开了一种钢管磨光机,包括有机架和装在机架上的磨头,其特征在于:至少有一副驱动钢管轴向运动的输送辊,所述磨头有一个转动体,该转动体有一个正对钢管轴向输送通道的通孔,在所述转动体的至少一个端面上通过销轴活动地装有至少一支离心摆臂,所述离心摆臂正对所述转动体的通孔的一面装有磨削材料。这种钢管磨光机与现有钢管磨光机相比可以解决现有钢管磨光机生产效率低、对不同管径的适应性差和加工操作困难和加工质量不稳定的问题。
Description
技术领域
本发明涉及金属加工机械技术领域,尤其是一种用来对金属圆形钢管表面进行磨光加工的机械。
背景技术
有些金属圆管生产后,在使用前需要对表面进行磨光,尤其是装饰行业中所用的不锈钢圆管,在生产过程中就需要对其外表面磨光。现有这种不锈钢管磨光机就有多种类型。其中一种类型的钢管磨光机,其磨头对于钢管的磨削部位是绕钢管轴线转动的磨光机,这种磨光机由于磨头的磨削接触线无法做得太长,因此只能加工较短的管材,生产效率低,为了提搞生产效率并能磨光长的钢管,这种类型的钢管磨光机还有多个磨头结构的磨光机,这种磨光机只是采用多个磨头沿钢管长度方向排列同时对一根长管的多段同时进行磨光作业,这种机器造价很高,使用不经济;另外一种类型的管材磨光机其磨头相对于钢管磨光机,其磨头对于钢管的磨削部位是沿钢管轴线方向移动的磨光机,这种磨光机的磨头要具有与所需磨光的圆管外圆相吻合的凹槽形,而这种磨头上的凹槽一般只能包覆钢管外的1/4周长,因此,至少要对钢管来回进行四次运动才能磨完一根钢管,不仅生产效率不高,而且还存在下列问题:一是要求磨光机的磨头要与加工钢管表面吻合,对不同钢管需要有不同磨头,磨头适应性差;二是来回几次的加工会存在磨痕间重叠或漏磨的情况;三是磨头的时刀量需要根据磨损量时常调整,操作技术要求高,加工质量不稳定。
发明内容
本发明的任务是提供一种钢管磨光机,它可以解决现有钢管磨光机生产效率低、对不同管径的适应性差和加工质量不稳定的问题。
为了实现上述任务,这种钢管磨光机包括有机架和装在机架上的磨头,至少有一副驱动钢管轴向运动的输送辊,所述磨头有一个转动体,该转动体有一个正对钢管轴向输送通道的通孔,在所述转动体的至少一个端面上通过销轴活动地装有至少一支离心摆臂,所述离心摆臂正对所述转动体的通孔的一面装有磨削材料。
作为上述的钢管磨光机的优选方案之一可以是:所述转动体是通过轴承和轴承座装在所述机架上的皮带轮,该皮带轮的每一个端面均装有两支所述的离心摆臂,该皮带轮通过传动皮带与装在机架上的动力机的皮带轮连接;所述输送辊有两副,它们通过机械传动装置与装在所述机架上的动力机连接,这两副输送辊的辊轴轴线水平设置,这两副输送辊分别装在所述皮带轮中心通孔的两侧,至少在其中一副所述输送辊与所述磨头之间,装有一副辊轴轴线竖立设置的导向辊。
作为上述钢管磨光机的优选方案之二可以是:所述转动体是通过轴承和轴承座装在所述机架上的皮带轮,该皮带轮的每一个端面均装有两支所述的离心摆臂,所述磨削材料有两部分,这两部分磨削材料穿过所述皮带轮的中心通孔,每一部分所述磨削材料的两端分别安装在该皮带轮两端面的一个离心摆臂上,所述皮带轮通过传动皮带与装在机架上的动力机的皮带轮连接;所述输送辊有两副,它们通过机械传动装置与装在所述机架上的动力机连接,这两副输送辊的辊轴轴线水平设置,这两副输送辊分别装在所述皮带轮中心通孔的两侧,至少在其中一副所述输送辊与所述磨头之间,装有一副辊轴轴线竖直设置的导向辊;在这种优选方案中,上述输送辊的辊轴轴线也可以是竖立设置,这种情况下,相应的所述导向辊的辊轴轴线则采用水平设置。
在上述钢管磨光机的各种技术方案中,连接在所述离心摆臂上的磨削材料一般是装在该离心摆臂的一端,该离心摆臂的另一端设有配重砣,所述销轴穿装在所述离心摆臂上位于所述磨削材料和配重砣之间的销轴孔内;驱动输送辊和驱动转动体的动力机可以是相同的一个动力机器,也可以是分离的多个动力机器,所述的动力机可以是电动机,也可以是内燃机。
采用了上述方案的钢管磨光机与现有的钢管磨光机相比具有如下有益效果:
1、被磨削的钢管可以一次性磨削完成整根钢管,不需要往返运动,因此生产效率高。
2、由于接触钢管的磨料是装在离心摆臂上,在工作时是压接在钢管外表面上,其对钢管的压力根据转动体的转速确定,对不同管径的钢管均同样可以磨削,对磨料的磨损也不需要像现有技术那样进行进刀量的调节,因此,对加工管径的适应性强,对加工操作的技术要求低。
3、通过控制输送辊的输送速率和转动体的转动速率即可获得稳定的磨削量和均匀一致的磨纹,因此,对钢管的磨光质量高。
附图说明
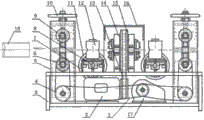
图1是本发明实施例的主视图;
图2是本发明实施例的左视图;
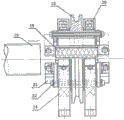
图3是本发明实施例的磨头结构主视图;
图4是本发明实施例的磨头结构左视图。
具体实施方式
下面结合附图实施例对本发明作进一步详述:
图1、图2所示的本钢管磨光机有一个机架3,在机架3的台面下装有两台调速电动机2、17,在机架3的台面上,位于机架3的两端各装有一副辊轴轴线水平设置的输送辊,每副输送辊有通过辊轴、轴承装在输送辊支架5上的一个下辊筒6和一个上辊筒9,在输送辊支架5上装有连接手轮10的丝杆,丝杆上设有两段旋向相反的螺纹,这两段螺纹分别旋接在上辊筒9的轴承座和下辊筒6的轴承座上,通过手轮10带动丝杆的转动可以调节上辊筒9和下辊筒6筒面之间的距离,以适应压接输送不同管径的钢管18,其中的下辊筒6的轴通过皮带传动装置4和链条传动装置1与调速电动机17的皮带轮连接,其中皮带传动装置4的从动皮带轮直接接在下辊筒6的轴上,主动皮带轮的轴承座与下辊筒6的轴承座固定连接并装在输送辊支架5的滑道内。在机架3的台面上,位于两副输送辊的中央,通过轴承座14装有一副以皮带轮15为主体构成的磨头,在磨头外面设有防护罩16,磨头的皮带轮15通过传动皮带13与装在机架3内的一个调速电动机2的皮带轮连接,在磨头与每一副输送辊之间均装有一副辊轴轴线竖立设置的导向辊,每一副导向辊由轴线竖立设置的两个辊筒12并排构成,这两个辊筒12是不带动力的隋性辊筒,每一个辊筒12均通过轴承和轴承座装在机架台面的支架7上,这两个辊筒12的轴承座分别通过螺纹连接在一根调节丝杆8上两段旋向相反的螺纹段上,调节丝杆8的一端装有调节手轮11,通过转动调节手轮11可以调节同一副导向辊中两个辊筒12之间的距离,使之适应磨削不同大小的钢管18的导向需要。
图3、图4所示的磨头,其转动体是皮带轮15,皮带轮15通过装在它两侧轴肩上的轴承20被装在这两个轴承20外的轴承座14所支承,这两个轴承座14如图1和图2所示通过螺栓装在机架3的台面上。皮带轮15的中心有一个用于通过被磨削钢管的通孔,这个通孔的轴线如图1所示正对两副输送辊所确定的钢管18输送通道的轴线,皮带轮15的两个端面均通过销轴23以上述通孔对称地装有两支结构相同的离心摆臂22,其中皮带轮15两端面的离心摆臂22对称设置,同一根销轴23安装的两支离心摆臂22的一端分别通过磨料支架和装在磨料支架内的螺栓夹持着穿过皮带轮15中心通孔的一叠作为磨削材料的砂布19的两端,每支离心摆臂22的另一端通过螺栓装有配重砣21,安装离心摆臂22的销轴23穿装在磨料支架与配重砣21之间的离心摆臂通孔内,根据磨头的设计转速、离心摆臂22上配重砣的重量,以及离心摆臂22安装通孔的位置设置,可以使本机在工作时获得所需要的砂布19压接被磨钢管18上的压力。
Claims (5)
1.一种钢管磨光机,包括有机架(3)和装在机架(3)上的磨头,其特征在于:至少有一副驱动钢管轴向运动的输送辊,所述磨头有一个转动体,该转动体有一个正对钢管轴向输送通道的通孔,在所述转动体的至少一个端面上通过销轴(23)活动地装有至少一支离心摆臂(22),所述离心摆臂(22)正对所述转动体的通孔的一面装有磨削材料(19)。
2.根据权利要求1所述的钢管磨光机,其特征在于:所述转动体是通过轴承(20)和轴承座(14)装在所述机架(3)上的皮带轮(15),该皮带轮(15)的每一个端面均装有两支所述的离心摆臂(22),该皮带轮(15)通过传动皮带(13)与装在机架(3)上的动力机(2)的皮带轮连接;所述输送辊有两副,它们通过机械传动装置与装在所述机架(3)上的动力机(17)连接,这两副输送辊的辊轴轴线水平设置,这两副输送辊分别装在所述皮带轮(15)中心通孔的两侧,至少在其中一副所述输送辊与所述磨头之间,装有一副辊轴轴线竖立设置的导向辊。
3. 根据权利要求1所述的钢管磨光机,其特征在于:所述转动体是通过轴承和轴承座装在所述机架上的皮带轮(15),该皮带轮(15)的每一个端面均装有两支所述的离心摆臂(22),所述磨削材料(19)有两部分,这两部分磨削材料(19)穿过所述皮带轮(15)的中心通孔,每一部分所述磨削材料(19)的两端分别安装在该皮带轮(15)两端面的一个离心摆臂(22)上,所述皮带轮(15)通过传动皮带(13)与装在机架(3)上的动力机(2)的皮带轮连接;所述输送辊有两副,它们通过机械传动装置与装在所述机架(3)上的动力机(17)连接,这两副输送辊的辊轴轴线竖立设置,这两副输送辊分别装在所述皮带轮(15)中心通孔的两侧,至少在其中一副所述输送辊与所述磨头之间,装有一副辊轴轴线水平设置的导向辊。
4. 根据权利要求1所述的钢管磨光机,其特征在于:所述转动体是通过轴承和轴承座装在所述机架上的皮带轮(15),该皮带轮(15)的每一个端面均装有两支所述的离心摆臂(22),所述磨削材料(19)有两部分,这两部分磨削材料(19)穿过所述皮带轮(15)的中心通孔,每一部分所述磨削材料(19)的两端分别安装在该皮带轮(15)两端面的一个离心摆臂(22)上,所述皮带轮(15)通过传动皮带(13)与装在机架(3)上的动力机(2)的皮带轮连接;所述输送辊有两副,它们通过机械传动装置与装在所述机架(3)上的动力机(17)连接,这两副输送辊的辊轴轴线水平设置,这两副输送辊分别装在所述皮带轮中心通孔的两侧,至少在其中一副所述输送辊与所述磨头之间,装有一副辊轴轴线竖立设置的导向辊。
5. 根据权利要求1、2、3或4所述的钢管磨光机,其特征在于:连接在所述离心摆臂(22)上的磨削材料(19)装在该离心摆臂(22)的一端,该离心摆臂(22)的另一端设有配重砣(21),所述销轴(23)穿装在所述离心摆臂(22)上位于所述磨削材料(19)和配重砣(21)之间的销轴孔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010562348 CN102009373A (zh) | 2010-11-29 | 2010-11-29 | 钢管磨光机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010562348 CN102009373A (zh) | 2010-11-29 | 2010-11-29 | 钢管磨光机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102009373A true CN102009373A (zh) | 2011-04-13 |
Family
ID=43839800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010562348 Pending CN102009373A (zh) | 2010-11-29 | 2010-11-29 | 钢管磨光机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102009373A (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104608013A (zh) * | 2015-01-26 | 2015-05-13 | 江苏海事职业技术学院 | 一种圆柱体表面打磨装置 |
| CN107553233A (zh) * | 2017-10-27 | 2018-01-09 | 孙冲 | 一种弹簧原料打磨设备 |
| CN107649880A (zh) * | 2016-07-26 | 2018-02-02 | 万象设计江苏有限责任公司 | 一种定长切割的圆管外表面打磨工装 |
| CN107869512A (zh) * | 2016-09-27 | 2018-04-03 | Ntn株式会社 | 流体轴承装置用轴构件及其制造方法、以及流体轴承装置 |
| CN110052952A (zh) * | 2019-06-05 | 2019-07-26 | 广州立奔杯业有限公司 | 一种抛光和氧化铜表面的装置 |
| CN112571249A (zh) * | 2021-01-04 | 2021-03-30 | 南京皓政科技有限公司 | 一种钢管打磨除锈装置 |
| CN115890370A (zh) * | 2022-11-25 | 2023-04-04 | 普拉思工业技术(江苏)有限公司 | 一种聚氨酯海缆保护器用制造装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2079101U (zh) * | 1990-11-28 | 1991-06-19 | 吕森林 | 磨管机 |
| CN2140807Y (zh) * | 1992-11-23 | 1993-08-25 | 郑州锅炉厂 | 单调双进密封式钢管外壁除锈机 |
| CN201030508Y (zh) * | 2007-04-11 | 2008-03-05 | 华北石油管理局第一机械厂 | 钢管用除锈装置 |
| CN201164967Y (zh) * | 2008-01-16 | 2008-12-17 | 蔡尚喜 | 钢管除锈机推进装置 |
| CN201863060U (zh) * | 2010-11-29 | 2011-06-15 | 梁庆琨 | 钢管磨光机 |
-
2010
- 2010-11-29 CN CN 201010562348 patent/CN102009373A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2079101U (zh) * | 1990-11-28 | 1991-06-19 | 吕森林 | 磨管机 |
| CN2140807Y (zh) * | 1992-11-23 | 1993-08-25 | 郑州锅炉厂 | 单调双进密封式钢管外壁除锈机 |
| CN201030508Y (zh) * | 2007-04-11 | 2008-03-05 | 华北石油管理局第一机械厂 | 钢管用除锈装置 |
| CN201164967Y (zh) * | 2008-01-16 | 2008-12-17 | 蔡尚喜 | 钢管除锈机推进装置 |
| CN201863060U (zh) * | 2010-11-29 | 2011-06-15 | 梁庆琨 | 钢管磨光机 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104608013A (zh) * | 2015-01-26 | 2015-05-13 | 江苏海事职业技术学院 | 一种圆柱体表面打磨装置 |
| CN107649880A (zh) * | 2016-07-26 | 2018-02-02 | 万象设计江苏有限责任公司 | 一种定长切割的圆管外表面打磨工装 |
| CN107869512A (zh) * | 2016-09-27 | 2018-04-03 | Ntn株式会社 | 流体轴承装置用轴构件及其制造方法、以及流体轴承装置 |
| CN107869512B (zh) * | 2016-09-27 | 2022-02-01 | Ntn株式会社 | 流体轴承装置用轴构件及其制造方法、以及流体轴承装置 |
| CN107553233A (zh) * | 2017-10-27 | 2018-01-09 | 孙冲 | 一种弹簧原料打磨设备 |
| CN110052952A (zh) * | 2019-06-05 | 2019-07-26 | 广州立奔杯业有限公司 | 一种抛光和氧化铜表面的装置 |
| CN110052952B (zh) * | 2019-06-05 | 2020-06-23 | 宝应县增厚铜业有限公司 | 一种抛光和氧化铜表面的装置 |
| CN112571249A (zh) * | 2021-01-04 | 2021-03-30 | 南京皓政科技有限公司 | 一种钢管打磨除锈装置 |
| CN115890370A (zh) * | 2022-11-25 | 2023-04-04 | 普拉思工业技术(江苏)有限公司 | 一种聚氨酯海缆保护器用制造装置 |
| CN115890370B (zh) * | 2022-11-25 | 2023-10-13 | 普拉思工业技术(江苏)有限公司 | 一种聚氨酯海缆保护器用制造装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201863060U (zh) | 钢管磨光机 | |
| CN102009373A (zh) | 钢管磨光机 | |
| CN100553880C (zh) | 砂带无心磨削与研抛的粗/精加工一体化加工装置 | |
| CN2792703Y (zh) | 新型圆锥滚子球形端面磨床 | |
| CN105058192B (zh) | 一种管料两头内外倒角加工机构 | |
| CN203221397U (zh) | 新型钢管打磨机 | |
| CN203495704U (zh) | 钢板去毛刺装置 | |
| CN106514455A (zh) | 一种用于加工特大型轴承球面滚子的数控磨床 | |
| CN106695530A (zh) | 轴承滚子球面磨超机构 | |
| CN201023204Y (zh) | 一种小直径管材、丝材抛磨机 | |
| CN115922483A (zh) | 一种管道加工用内壁快速打磨装置 | |
| CN102303279A (zh) | 球面滚子外径超精加工机床 | |
| CN206200688U (zh) | 一种用于钢管表面的新型砂带修磨机 | |
| CN109531376B (zh) | 管件无心外圆砂带磨削及内孔磁力研磨复合加工装置和方法 | |
| CN201136118Y (zh) | 钢管砂带抛光机 | |
| CN204935343U (zh) | 滚子球面磨超装置 | |
| CN206405437U (zh) | 一种无缝管内外壁加工装置 | |
| CN203973341U (zh) | 一种加工导辊的大型砂带抛光机 | |
| CN202271260U (zh) | 加工中孔座面的数控磨床 | |
| CN104959906A (zh) | 一种加工轴承套圈的外圆超精机 | |
| CN103100940A (zh) | 一种轴承滚子球形端面的磨削机构 | |
| CN216327510U (zh) | 一种不锈钢钢管表面抛光装置 | |
| CN206677710U (zh) | 一种用于加工特大型轴承球面滚子的数控磨床 | |
| CN108908035A (zh) | 一种镁合金管棒材外表面修磨装置 | |
| CN201267949Y (zh) | 圆柱内表面磨削的磨床设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20110413 |