CN101804467B - 表面被覆立方晶氮化硼烧结体工具及其制造方法 - Google Patents
表面被覆立方晶氮化硼烧结体工具及其制造方法 Download PDFInfo
- Publication number
- CN101804467B CN101804467B CN2010101290234A CN201010129023A CN101804467B CN 101804467 B CN101804467 B CN 101804467B CN 2010101290234 A CN2010101290234 A CN 2010101290234A CN 201010129023 A CN201010129023 A CN 201010129023A CN 101804467 B CN101804467 B CN 101804467B
- Authority
- CN
- China
- Prior art keywords
- land
- coated
- sintered compact
- cubic boron
- boron nitride
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5053—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials non-oxide ceramics
- C04B41/5062—Borides, Nitrides or Silicides
- C04B41/5063—Aluminium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5053—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials non-oxide ceramics
- C04B41/5062—Borides, Nitrides or Silicides
- C04B41/5068—Titanium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
- C04B41/87—Ceramics
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/28—Angles
- B23B2200/283—Negative cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23B2224/32—Titanium carbide nitride (TiCN)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23B2224/36—Titanium nitride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/27—Cutters, for shaping comprising tool of specific chemical composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24372—Particulate matter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
Abstract
本发明提供表面被覆立方晶氮化硼烧结体工具及其制造方法。一种表面被覆CBN烧结体工具(1)包括用立方晶氮化硼(CBN)烧结体形成的基材(2)和被覆基材(2)表面的表面被覆膜(3),并且具有在其至少一部分中露出所述CBN烧结体的反齿刃(4)和具有形成于其上的表面被覆膜(3)的侧面(5)。以此,可提供耐缺陷性和耐磨性高的表面被覆CBN烧结体工具(1)。所述表面被覆膜(3)优选包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物。
Description
本申请是国际申请号为PCT/JP2005/03295、国际申请日为2005年2月28日、国家申请号为200580013726.8且发明名称为“表面被覆立方晶氮化硼烧结体工具及其制造方法”的申请的分案申请。
技术领域
本发明涉及对具有包括立方晶氮化硼为主成分的烧结体作为基材并具有用薄膜被覆表面的工具材料的改良。
背景技术
立方晶氮化硼((cubic boron nitride),在下文中缩写为CBN)是具有次于金刚石的高硬度和与金属低反应性的材料,并且因此,其烧结体被用于切削耐热合金或淬火钢的工具。即使对于具有这样高硬度的CBN烧结体,也要在其上形成表面被覆膜以防止刀刃部分的磨损。
专利文献1公开了硬质膜被覆的超高温和高压烧结体的特征在于,在X-射线衍射过程中,来自CBN烧结体上被覆膜(涂层)表面的特定结晶表面的峰强度具有特定的关系。在该技术中,提出了用斜切加工切削刃或将其加工成搪磨形状例如R形以防止切口或碎裂。也公开了当所述涂层厚度朝切削刃棱线部下降时,改善了关于涂层剥离和切削刃的微小碎裂的性质。
专利文献1:日本专利公开No.2002-3284
发明内容
发明要解决的问题
然而,用专利文献1公开的技术,特别是当所述工具用于间歇切割时,随着在陶瓷形成的涂层上的间歇冲击而产生龟裂,所述陶瓷具有比CBN烧结体更低的强度和韧性。当切削继续时,龟裂传播到作为基材的CBN烧结体,因为基材和涂层是坚固地结合在一起。而且,证实龟裂进一步传播而引起CBN烧结体的碎裂并因而终结了工具的寿命。
因此,本发明的主要目的是提供表面被覆CBN烧结体工具,即使在间歇切割高硬度材料例如淬火钢的情形中,其能够抑制反齿刃(nega-land)(为了强化工具的刃部,通过使切削刃棱线以基本一致的宽度沿着切削刃成斜角而形成的部分)的龟裂和碎裂以降低侧面的磨损,并提供上述工具的制造方法。
解决问题的方法
本发明是表面被覆立方晶氮化硼烧结体工具(表面被覆CBN烧结体工具),其包括用立方晶氮化硼(CBN)烧结体形成的基材和被覆所述基材表面的表面被覆膜,并且其中形成反齿刃和具有所述表面被覆膜的侧面,所述反齿刃在其至少一部分中露出所述立方晶氮化硼烧结体。
在这里,露出的CBN烧结体中CBN粒子优选在离所述CBN粒子表面的深度为至少0.05μm处以含量为至多不可避免的杂质量含有Ti、Cr、Zr、V、和Ar中的至少一种。
本发明中的表面被覆膜优选包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物。
此外,在本发明的表面被覆CBN烧结体工具中,优选(1)使所述CBN烧结体在反齿刃的整个部分中露出,或(2)使所述CBN烧结体在与切削横截面相关联的反齿刃的至少一部分中露出。
在本发明的表面被覆CBN烧结体工具中,优选所述反齿刃的宽度W为0.05-0.2mm。
在本发明的表面被覆CBN烧结体工具中,露出CBN烧结体的反齿刃的一部分的算术平均表面粗糙度Ra优选表示为0.3≤Ra(min)/Ra(max)≤0.8,其中Ra(min)代表平行于磨床研磨方向的方向上的表面粗糙度和Ra(max)代表垂直于磨床研磨方向的方向上的表面粗糙度。
本发明也提供了表面被覆CBN烧结体工具的制造方法,其包括如下步骤:用PVD法在具有CBN烧结体切削刃部分的工具材料表面上形成表面被覆膜,该表面被覆膜包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物;和形成反齿刃以使CBN烧结体在其至少一部分中露出。
优选本发明的表面被覆CBN烧结体工具的制造方法还包括在形成反齿刃的步骤之后搪磨至少一部分所述反齿刃边缘的步骤。
发明效果
用包括在至少一部分反齿刃中露出作为基材的CBN烧结体的结构的本发明,可获得表面被覆CBN烧结体工具,其避免发生在常规工具中的反齿刃表面被覆膜龟裂并抑制碎裂,并且耐缺陷性和耐磨性高。因此表面被覆CBN烧结体工具可特别适宜用于需要所述工具耐缺陷性的目的,例如淬火钢的间歇切割。
此外,尽管本发明包括在侧面形成所述表面被覆膜的结构,因为工作材料在间歇切割过程中最初不冲击所述刃部咬入的侧面,所以在所述侧面上不容易产生龟裂,即使当所述表面被覆膜形成在其上时,并且所述侧面的磨损被表面被覆膜抑制,未降低所述工具的寿命,其能够获得经久耐用的工具。应当注意,尽管特别是在间歇切割中明显地观察到在本发明工具侧面的表面被覆膜上不容易产生龟裂的现象,在连续切削中也获得了类似的效果。
附图简述
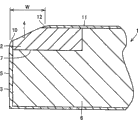
图1是根据本发明的表面被覆CBN烧结体工具的横截面图。
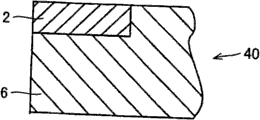
图2是本发明所述工具中所用工具材料的透视图。
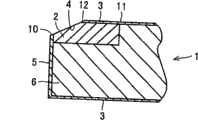
图3A表示本发明的表面被覆CBN烧结体工具的制造中制备所述工具材料的步骤。
图3B表示本发明的表面被覆CBN烧结体工具的制造中形成表面被覆膜的步骤。
图3C表示本发明的表面被覆CBN烧结体工具的制造中形成反齿刃的步骤。
引用字符的描述
1表面被覆CBN烧结体工具;2基材;3表面被覆膜;4反齿刃;5侧面;6基底;7槽口部分;40工具材料;和W反齿刃宽度。
本发明最佳实施方式
现在将本发明的实施方案详细描述如下。
图1是作为本发明优选实施例的表面被覆CBN烧结体工具1的示意性横截面图。本发明的表面被覆CBN烧结体工具1包括用CBN烧结体形成的基材2和被覆基材2表面的表面被覆膜3,并具有基础结构,其中形成在其至少一部分中露出所述CBN烧结体的反齿刃4和具有表面被覆膜3的侧面5。
可使基材2附在基底6上以利用基材2作为切削刃部分构建本发明的表面被覆CBN烧结体工具1,或者可用整个基材2形成本发明的表面被覆CBN烧结体工具1。当基材2附加在基底6上时,所得结构可以是属于其中只附加基材2的一层型,或是属于其中附加基材2和烧结碳化物的两层型。图1例举地表示了通过仅将基材2附加在基底6而形成的一层型表面被覆CBN烧结体工具1。
基底6是用硬质合金例如WC-Co合金形成的。基底6的形状一般被选作适合于工具型号,没有具体限定。图1所示的实施例中,基底具有含方形横截面并且将其拐角切口以形成容许基材2附着的形状(图1中,它是在底面为直角三角形的三角柱形状中刻有凹槽)的平片形状以形成槽口部分7。
本发明的基材2可以用常规已知的适当形状例如三角柱状或四角柱状而实现,不具体限定其形状。图1表示基材2是形成在底面为直角三角形的三角柱状中并附加在上述基底的槽口部分7的实施例。
作为本发明中形成基材2的CBN烧结体,优选使用包括30-90体积%的CBN粉末和剩余部分为粘合材料的烧结体。所述剩余部分的粘合材料优选包括至少一种选自元素周期表4a、5a和6a族元素的氮化物、碳化物、硼化物、和氧化物组成的组的物质及其固溶体,铝化合物和不可避免的杂质。例如,这里描述的铝化合物是铝的氧化物、硼化物或氮化物。尽管也已知多种上述以外的CBN烧结体,但是上述基材适于切削淬火钢。
本发明中基材2具有表面被覆膜3形成于其上的表面,以致在其一部分中露出所述CBN烧结体。在这里,露出的CBN烧结体中CBN粒子在离所述CBN粒子表面的深度至少为0.05μm处优选含有Ti、Cr、Zr、V、和Ar的至少一种,含量为至多不可避免的杂质量。所述“不可避免杂质”指的是作为原料粉末的CBN粒子的制造工艺中残留的杂质,并且其量至多为0.1重量%。更确切地说,“至多不可避免的杂质量”的元素含量指的是保持相当于原始CBN粒子的组成。当在离CBN烧结体表面的深度为至多0.05μm处包括Ti、Cr、Zr、V、和Ar中的至少两种时,其总量是至多不可避免的杂质量。应当注意,这里定义的元素不是作为所述CBN烧结体的粘合相包括的Ti或Zr,而是包括在作为CBN烧结体硬质相的CBN粒子自身中的元素。
本发明发明人研究了多种碎裂的原因,并发现了如下事实。当所述表面被覆膜用PVD法形成在作为基材的CBN烧结体上时,通常进行所述基材的清洗例如离子轰击而提高表面被覆膜和基材之间的粘合以改善切削性质。然而,作为对表面被覆CBN烧结体工具详细分析和实验的结果,本发明发明人发现了所述清洗的有害效果。更确切地说,当进行离子轰击时,例如,用该工艺中所用例如Ti或Cr的金属离子或Ar离子注入到基材中,在CBN烧结体的表层部中形成损伤层。证实是,即使当形成薄的表面被覆膜时,所述损伤层成为碎裂的起源等。另一方面,在含所述反齿刃但不含所述表面被覆膜的工具中,尽管在反齿刃表面上不频繁发生龟裂或碎裂,但是看来侧面磨损基本上是推进的。
在离子轰击中并且,在经受该工艺的基材中使用每一种元素Ti、Cr、Zr、V、或Ar,所述元素通常以大于不可避免杂质量的量存在位于CBN烧结体表层部分(离表面的深度至多为5μm的部分)中的CBN粒子中以形成所述损伤层(affected layer)。本发明中,露出的CBN烧结体中的CBN粒子优选在离所述CBN粒子表面的深度为至少0.05μm处以含量至多为不可避免的杂质量含有Ti、Cr、Zr、V、和Ar中的至少一种,以致基本不形成损伤层。以此,可抑制源自损伤层的碎裂或缺陷而获得更长的寿命。所述措词“基本不形成”指的是,即使当在离所述CBN粒子表面的深度为至少0.05μm处包含Ti、Cr、Zr、V、和Ar的至少一种时,其含量至多是不可避免的杂质量并且不发生由源自损伤层的推进龟裂而产生的碎裂。在离所述CBN粒子表面的深度为至少0.05μm处包含Ti、Cr、Zr、V、和Ar至少一种的含量至多是不可避免的杂质量与否,可通过例如使用EDS(能量分散分光仪)的分析进行检测。
尽管不具体限定在本发明的基材2上形成的表面被覆膜3并且可用任何常规已知的适当材料形成以形成高度耐磨损、耐剥离性和耐碎裂性的硬质膜,因为可实现适于淬火钢切削的所述表面被覆CBN烧结体工具,所以所述表面被覆膜优选包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物。
作为“含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物”,可具体列出TiAlN、TiSiAlCN、VZrAlN、CrAlN、CrAlCN、CrCN、CrBN等。此外,“Ti的氮化物或碳氮化物”指的是TiN或TiCN。在这些中,优选高度耐磨损的TiAlN、TiSiAlCN、CrAlCN、或TiCN。
“含至少一种选自由由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物”或者“Ti的氮化物或碳氮化物”是否包括在本发明的表面被覆CBN烧结体工具的表面被覆膜3中,可通过例如使用XRD(X-射线衍射仪)的分析进行检测。
尽管不具体限定本发明中表面被覆膜3的厚度,它优选是0.1-5μm且,更优选0.5-2μm。这是因为,以表面被覆膜3厚度小于0.1μm,不会获得形成表面被覆膜3的充分效果,然而,当表面被覆膜3的厚度大于5μm时,在反齿刃4形成过程中表面被覆膜3中会发生碎裂。
本发明的基材2具有成斜角的拐角以形成反齿刃4。本发明的重要点之一是反齿刃4具有在其至少一部分中露出所述作为基材2的CBN烧结体的构造。以此,可获得所述表面被覆CBN烧结体工具,其避免在常规工具中发生的反齿刃表面被覆膜的龟裂并抑制碎裂,并且其具有耐缺陷性和耐磨性。这样的表面被覆CBN烧结体工具可以特别适宜地用于需要所述工具耐缺陷性的目的,例如淬火钢的间歇切割。
尽管本发明中反齿刃4可在其至少一部分中露出所述作为基材2的CBN烧结体,但是在优选实施例中,在其整个部分中露出所述CBN烧结体。在反齿刃4的整个部分中露出所述CBN烧结体是有利的,因为可在多种切削条件下抑制所述反齿刃中龟裂的产生,并且在制造成本方面也是有利的。
此外,反齿刃4可在本发明中实现,以使在与切削横截面相关联的至少一部分中露出所述CBN烧结体。因为除反齿刃4与切削横截面有关部分以外的部分不直接涉及切削,所以表面被覆膜3可形成于其上。这里所述“切削横截面”指的是与工作材料接触的工具部分的横截面形状,其形状由所述工具形状确定,也由切削深度和进料速度确定。
本发明的表面被覆CBN烧结体工具中反齿刃4的宽度W优选为0.05-0.2mm且,更优选0.1-0.15mm。当反齿刃4的宽度W小于0.05mm时,在许多情况中,所述切削横截面延伸超过反齿刃部分,尽管它取决于切削条件,因此这样不会获得本发明的充分效果。另一方面,当宽度W大于0.2mm时,用于形成所述反齿刃而除去的体积增加,并从而会增加制造成本。应当注意,图1中所示横截面中,反齿刃4的宽度W代表从反齿刃4的斜面与侧面5相交处边缘10到反齿刃4的斜面与正面11相交处边缘12的距离在正面11上的投影长度(projected length)。
本发明中,反齿刃4的宽度W也与切削条件密切相关。例如,在旋转中,优选使每一转的进料速度小于反齿刃4的宽度W。工作材料冲击所述工具的反齿刃4,并且产生的碎片卷曲在正面11上并被移去。在本发明的表面被覆CBN烧结体工具中,既然在如上所述工作材料冲击的反齿刃4上不形成表面被覆膜3,所以不发生由于龟裂造成的碎裂并且使稳定的长期切削成为可能。
在本发明的表面被覆CBN烧结体工具中,露出所述CBN烧结体的反齿刃部分的表面粗糙度也与切削性质有关。露出所述CBN烧结体的反齿刃部分的算术平均表面粗糙度Ra优选表示为0.3≤Ra(min)/Ra(max)≤0.8,其中Ra(min)代表平行于磨床研磨方向的方向上的表面粗糙度和Ra(max)代表垂直于磨床研磨方向的方向上的表面粗糙度。应当注意,前述算术平均表面粗糙度Ra是JIS的那个。Ra(min)/Ra(max)取决于用于研磨反齿刃的磨床粒度。当粒度变大时Ra(min)/Ra(max)趋于下降,当粒度变小时Ra(min)/Ra(max)趋于增加。例如,当利用回转刷子和金刚砂在所述反齿刃上进行搪磨时,因为微小研磨线是随机安排的,所以Ra(min)/Ra(max)近似变为1。当Ra(min)/Ra(max)小于0.3时,研磨线的凸出和凹陷变得过分大,其可成为碎裂起点。因为压缩的高残余应力施加在0.3≤Ra(min)/Ra(max)≤0.8的范围内,所以高效率地抑制了龟裂的传播。当Ra(min)/Ra(max)大于0.8时,施加了拉伸的残余应力并因此容易传播所述龟裂。
本发明的表面被覆CBN烧结体工具1中另一个重要点是侧面5具有表面被覆膜3。更确切地说,因为在间歇切割过程中所述工作材料最初不在刃部的咬入时冲击所述侧面,即使当所述表面被覆膜形成于其上时,在侧面上龟裂不容易产生,并且用表面被覆膜抑制了所述侧面的磨损而不降低所述工具寿命,其可实现长寿命的工具。应当注意,虽然特别是在间歇切割中明显观察到在本发明的工具表面被覆膜上不容易产生龟裂的现象,在连续切削中也获得了相似的效果。
本发明也提供了如上所述的本发明表面被覆CBN烧结体工具的制造方法。图2是示意性表示本发明方法中所用工具材料40的透视图。图3A-3C是本发明方法连续步骤的横截面图。应当注意,图3A是沿着图2中剖面线III-III所取的横截面图。根据本发明的表面被覆CBN烧结体工具的制造方法包括在具有CBN烧结体切削刃部分的工具材料表面上用PVD法形成表面被覆膜的步骤,其表面被覆膜包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物,和形成在其至少一部分中露出所述CBN烧结体的反齿刃的步骤。现在将以逐步的方式描述本发明的方法。
首先,在本发明的方法中,制备工具材料40(图3A)。例如,工具材料40的一种类型(图2)是通过以铜焊将用所述CBN烧结体形成的基材2附到预先在基底6上用硬质合金形成的槽口部分7而形成,而另一种类型是完全用CBN烧结体形成的。通过将基材2附加到基底6而形成的类型被进一步分成其中基材2是用所述CBN烧结体单独形成的一层类型,和包括两层所述CBN烧结体和硬质合金的双层类型。前述类型的任何一种可被用作本发明中的工具材料40。图2和3表示其中用一层CBN烧结体形成的基材2以铜焊结合在硬质合金制成的基底6的一对对角位置中的工具材料40。
然后,用PVD法在工具材料40表面上形成表面被覆膜3。如图3B中所示,除了基底6表面之外,在包括基材2表面的工具材料40的全部表面上形成表面被覆膜3。当然,表面被覆膜3也在侧面5和正面11上形成。
本发明的方法特征在于,形成的表面被覆膜3包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物。用于形成表面被覆膜3的材料的详细内容如上所述。
然后,如图3C所示,工具材料40中作为切削刃部分的基材2的拐角被加工而形成斜面以形成反齿刃4。以容许所述CBN烧结体部分除去的强度进行此加工,并且此加工不是仅仅研磨所述表面被覆膜的研磨加工。可通过用金刚砂等研磨以经济的速度制造本发明的工具。随着对于所述反齿刃的此加工,在侧面5与反齿刃4的相交处和反齿刃4与正面11的相交处的各自部分中的工具材料40上形成刀刃10和12。结果,可获得所述表面被覆CBN烧结体工具,其中至少一部分反齿刃4(在图3C所示情况中反齿刃4的全部)不具有表面被覆膜3并露出所述作为基材2的CBN烧结体,而在侧面5和正面11上形成表面被覆膜3。
对于在至少一部分反齿刃4中露出所述CBN烧结体,一种方法可预先在工具材料中形成所述反齿刃,掩蔽所述反齿刃表面以避免反齿刃表面的被覆,并且然后形成所述表面被覆膜。然而,难以在工业上以精确地区别开所述反齿刃表面和所述侧面的方式掩蔽具有三维复杂形状的工具。在本发明的方法中,通过在全部工具材料40上形成表面被覆膜3并然后形成所述反齿刃,在至少一部分反齿刃4中露出所述CBN烧结体。以此,可提供可靠的、精确的和经济上有利的表面被覆CBN烧结体工具的制造方法。本发明的方法也具有可容易地除去损伤层的优点。
优选本发明的表面被覆CBN烧结体工具制造方法还包括在形成所述反齿刃的步骤后搪磨至少一部分反齿刃边缘的步骤。进行所述搪磨步骤为了用曲线光滑连接反齿刃与侧面相交处和反齿刃与正面相交处的部分。这些表面相交处部分的光滑连接能在切削过程中抑制由于断续冲击和硬质粒子而造成的碎裂发生。更确切地说,在本发明的方法中,如图1所示,仅所述反齿刃的边缘(刀刃10和12及其邻近区域)被进一步搪磨成为圆形以使边缘中表面被覆膜的碎裂抑制成为可能。
更具体而言,可通过在所述刀刃周围应用回转刷子和金刚砂等进行所述搪磨步骤。以此,主要将表面被覆膜3从所述反齿刃边缘除去,而几乎不除去基材2的部分。
尽管本发明将用实施例更详细地描述如下,但是本发明不限于此。
实验实施例1
利用硬质合金制成的坩埚和球,通过将TiN和铝以重量比为80∶20混合而获得粘合材料粉末。然后,将粘合材料与平均粒径为1μm的CBN粉末以35∶65的体积比混合,并且将所得的混合物装填到Mo制成的容器中并在压力为55kb(5.6GPa)、温度为1450℃的条件下将其烧结20分钟。当用XRD(X-射线衍射仪)分析时,烧结体包括可能是氮化铝、氧化铝和硼化铝的铝化合物。将所述烧结体用放电加工或金刚砂切削以用作切削工具的尖端(tip)。在本实验实施例中,生产了用于型号No.SNGN120408最终产品的工具材料。
接下来,描述了所述表面被覆膜的形成方法。在本实验实施例中,利用真空电弧放电通过离子电镀法在所述工具材料上形成表面被覆膜。以与所述表面被覆膜金属组分同样的组成制成了靶子,并且使用了Ti-50at%Al、Cr-50at%Al、V-45at%Al-10at%Zr、Ti和Cr-5at%B、Ti-45at%Al-10at%Si等。在这里,“at%”代表原子%。首先将膜形成装置减压到真空度为1.33×10-3Pa(10-5torr),并且将Ar气引入而利用Ar离子和形成所述靶子的金属离子在施加到尖端的偏移电压为-1000V、气氛为1.33Pa(10-2torr)的条件下以离子轰击进行清洗。
然后,将所述尖端加热到500℃,排出Ar气并随后引入N2气作为反应气,并将-120V的电压施加到所述尖端以便通过真空电弧放电在电弧电流为100A的条件下用所述靶子的蒸发和电离进行被覆。将压力设定到1.33Pa(10-2torr)并且用被覆时间控制所述膜的厚度。在所述工具材料表面像这样被覆之后,形成了反齿刃而生产样品。
表1显示了每一个样品的制造条件和膜特征。当所述被覆膜除N(氮)以外还包括C(碳)时,如表1中样品No.3,除N2之外CH4也被用作反应气。可通过控制N2和CH4的流速比来调节N和C在所述被覆膜中的比例。被覆膜的晶系是立方晶体结构。
[表1]

(表1中,列“加工步骤”中的字母C、N和H具有如下含义。C:表面被覆,N:反齿刃形成,和H:搪磨。)
现在将参照表1描述每一个样品的加工过程。在所述反齿刃形成之后搪磨作为实施例的样品编号1、3、4、和11-14。通过首先在所述工具材料上形成反齿刃并随后进行表面被覆和搪磨步骤而类似地生产了每一个比较例的样品(样品编号6-8),如表1所示。通过无所述表面被覆的反齿刃形成和搪磨而生产了样品编号9。在反齿刃形成的每一步骤中,通过研磨形成角度为25°和宽度为0.2mm的反齿刃。在本实验实施例中,利用晶粒粒径为800目的金刚砂形成反齿刃。
在每一个作为实施例的样品编号1-5和10-14中,除去所述反齿刃上的表面被覆膜。对于样品编号10,通过在被覆步骤之前研磨而形成角度为25°和宽度为0.19mm的反齿刃,在所述侧面和正面形成1.0μm的TiAlN膜,并且然后通过研磨形成了角度为25°和宽度为0.2mm的反齿刃,接着搪磨。另一方面,对于样品编号1-5和11-14的每一个,在所述被覆步骤之后通过研磨形成角度为25°和宽度为0.2mm的反齿刃。每一个经受所述搪磨步骤的样品编号1、3、4、和6-14具有曲率为0.02mm的类弧形搪磨形状。对于每一个作为比较例的样品编号6-8,通过研磨形成角度为25°和宽度为0.2mm的反齿刃。
表1也显示了在所述侧面和反齿刃上测量的表面被覆膜厚度。因为在所述被覆步骤之后形成反齿刃,所以在每一个样品编号1-5、10-14中所述反齿刃上的膜厚度是零。在每一个样品编号6-8的比较例中,在反齿刃上也形成了所述表面被覆膜。
切削试验1
通过用表1中所述尖端切削在经度方向上具有四个U字形凹槽的工作材料30分钟,进行每一个样品的评价。结果表示在表2中。作为所述工作材料,使用硬度被调节到58-62HRC的淬火钢SCR420H(JIS)。切削试验的条件如下。
工作材料:SCR420H(在经度方向上具有四个U字形凹槽的工作材料)
切削条件:切削速度V=120mm/min。
进料速度f=0.1mm/rev。
切削深度d=0.15mm
湿法、切削时间30min。
工具型号No.SNGN120408
[表2]

如表2中所示,作为实施例的样品编号1-5和10-14的每一个具有至少30分钟的寿命。在这些中,样品编号1、3、4和11-14的每一个中,因为它被搪磨,所以所述工具的损伤状态是正常磨损。结果,可以说使表面粗糙度Rz小和如此良好表面条件的工作材料加工成为可能。对于未被搪磨的样品编号2或5,观察到微小碎裂并且所述工作材料的表面粗糙度Rz大于用搪磨样品的表面粗糙度Rz。因此,可认为搪磨样品更优越。
在作为通过在所述反齿刃形成后进行表面被覆而形成的比较例的样品编号6-8中,分别在切削时间为6.2、6.3和8.2分钟之后产生缺陷。从表1可以看出,值Y/X越小,产生所述缺陷需要的时间变得越长。在比较例的样品编号9中,当所述切削时间延长时磨损变得更大并且在切削30分钟之后发生碎裂。当所述侧面的磨损增加时,抗切削性增大且碎裂容易发生,这意味着所述样品的寿命接近终结。
实施例样品编号1-5和11-14能获得比实施例样品编号10更长的寿命,尽管它们具有类似的刃部形状并且所述表面被覆膜同样地从所述反齿刃除去。在除去所述表面被覆膜之后,用EDS(能量分散分光仪)分析CBN烧结体基材的每一个反齿刃表面。结果,尽管在样品编号10的CBN粒子中央部确认了通过离子轰击用于清洗的元素如Ti、Cr、Zr、V或Ar的存在,但是在样品编号1-5和11-14中未检出Ti、Cr、Zr、V或Ar。作为在切削之后所述刃部损伤部分的详细分析结果,明显的是,与样品编号10相比在研磨过程中具有更大除去量的样品编号1-5和11-14的每一个中,可完全除去在表面被覆膜和CBN烧结体之间的界面中产生的损伤层,并且因此可抑制成为碎裂或缺陷起点的龟裂产生。
尽管从增大的耐缺陷性的观点看,样品编号1-5和11-14的工具是优越的,但是这些工具需要大的除去量,其增加了所述反齿刃的手工形成成本。另一方面,当采用如样品编号10所进行的反齿刃形成方法时,因为可用市售的自动边缘研磨加工机进行所述反齿刃形成的第一阶段,所以在表面被覆之后反齿刃的手工形成的除去量可被降低,其在成本方面是有利的。
切削试验2
利用在实施例1等中生产的型号No.SNGN120408表面被覆CBN烧结体工具进行切削试验。将SCR420H的圆棒用作工作材料。连续切削条件如下。结果表示在表3中。
工作材料:SCR420H圆棒(外径旋削加工)
切削条件:切削速度V=150mm/min。
进料速度f=0.1mm/rev。
切削深度d=0.1mm
干法、切削时间30min。
[表3]

与比较例相比,在所述实施例中工作材料的表面粗糙度Rz是更小的并且可获得良好的精加工表面。特别是,与未搪磨的样品编号2或5相比,搪磨样品具有损伤状态为正常磨损并且能获得更好的精加工表面。应当注意,在表3损伤状态列中描述的“微小剥离”意思是微小区域的膜出现未粘住的并且露出所述CBN烧结体。在此情况下,在切削刃棱线部中形成梯级(step),其梯级被转移到工作材料表面并因而使所述工作材料的表面粗糙度恶化。
工业适用性
本发明的表面被覆CBN烧结体工具具有高耐磨性、低碎裂可能性和长寿命。此外,可获得适当工作材料的合乎需要的表面粗糙度。因此,本发明的表面被覆CBN烧结体工具可被用于淬火钢等的间歇或连续切削。
Claims (7)
1.表面被覆立方晶氮化硼烧结体工具,包含:
用立方晶氮化硼烧结体形成的基材;和
被覆所述基材表面的表面被覆膜;其中
形成反齿刃和具有所述表面被覆膜的侧面,在所述反齿刃的全部中露出所述立方晶氮化硼烧结体,其中所述反齿刃的宽度W为0.05-0.2mm。
2.根据权利要求1的表面被覆立方晶氮化硼烧结体工具,其中
露出所述立方晶氮化硼烧结体的所述反齿刃的一部分的算术平均表面粗糙度Ra被表示为0.3≤Ra(min)/Ra(max)≤0.8,其中Ra(min)代表平行于磨床研磨方向的方向上的表面粗糙度和Ra(max)代表垂直于所述磨床研磨方向的方向上的表面粗糙度。
3.根据权利要求1的表面被覆立方晶氮化硼烧结体工具,其中
所述表面被覆膜包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物。
4.根据权利要求3的表面被覆立方晶氮化硼烧结体工具,其中
露出所述立方晶氮化硼烧结体的所述反齿刃的一部分的算术平均表面粗糙度Ra被表示为0.3≤Ra(min)/Ra(max)≤0.8,其中Ra(min)代表平行于磨床研磨方向的方向上的表面粗糙度和Ra(max)代表垂直于所述磨床研磨方向的方向上的表面粗糙度。
5.根据权利要求1的表面被覆立方晶氮化硼烧结体工具,其中
所述反齿刃的宽度W为0.1-0.15mm。
6.表面被覆立方晶氮化硼烧结体工具的制造方法,包含以下步骤:
用PVD法在具有立方晶氮化硼烧结体切削刃部分的工具材料表面上形成表面被覆膜,所述表面被覆膜包括含至少一种选自由Ti、Cr、Zr、和V组成的组的元素和至少一种选自由Al、Si和B组成的组的元素的化合物的氮化物或碳氮化物,或Ti的氮化物或碳氮化物;和
形成反齿刃以使所述立方晶氮化硼烧结体在全部反齿刃中露出,其中所述反齿刃的宽度W为0.05-0.2mm。
7.根据权利要求6的方法,还包含在形成所述反齿刃的步骤之后搪磨至少一部分所述反齿刃边缘的步骤。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004136816 | 2004-04-30 | ||
| JP2004-136816 | 2004-04-30 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2005800137268A Division CN1950165B (zh) | 2004-04-30 | 2005-02-28 | 表面被覆立方晶氮化硼烧结体工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101804467A CN101804467A (zh) | 2010-08-18 |
| CN101804467B true CN101804467B (zh) | 2012-05-02 |
Family
ID=35241491
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2005800137268A Active CN1950165B (zh) | 2004-04-30 | 2005-02-28 | 表面被覆立方晶氮化硼烧结体工具 |
| CN2010101290234A Active CN101804467B (zh) | 2004-04-30 | 2005-02-28 | 表面被覆立方晶氮化硼烧结体工具及其制造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2005800137268A Active CN1950165B (zh) | 2004-04-30 | 2005-02-28 | 表面被覆立方晶氮化硼烧结体工具 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8178220B2 (zh) |
| EP (1) | EP1741505B8 (zh) |
| JP (1) | JP4500810B2 (zh) |
| KR (1) | KR100771026B1 (zh) |
| CN (2) | CN1950165B (zh) |
| CA (1) | CA2559807C (zh) |
| WO (1) | WO2005105348A1 (zh) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8968830B2 (en) * | 2007-12-06 | 2015-03-03 | Oerlikon Trading Ag, Trubbach | PVD—vacuum coating unit |
| JP5125646B2 (ja) * | 2008-03-19 | 2013-01-23 | 株式会社タンガロイ | 立方晶窒化硼素焼結体工具 |
| US20120035045A1 (en) * | 2009-04-17 | 2012-02-09 | Tungaloy Corporation | Cubic Boron Nitride Sintered Body and Coated Cubic Boron Nitride Sintered Body |
| JP5124793B2 (ja) * | 2010-07-16 | 2013-01-23 | 住友電工ハードメタル株式会社 | 表面被覆切削工具 |
| JP5482596B2 (ja) * | 2010-09-15 | 2014-05-07 | 三菱マテリアル株式会社 | 仕上げ面粗さに優れたcbnインサート |
| WO2012070290A1 (ja) * | 2010-11-26 | 2012-05-31 | 住友電工ハードメタル株式会社 | 表面被覆焼結体 |
| WO2012079769A1 (en) | 2010-12-17 | 2012-06-21 | Seco Tools Ab | Coated cubic boron nitride tool for machining applications |
| WO2013131943A1 (en) * | 2012-03-07 | 2013-09-12 | Seco Tools Ab | A body with a metal based nitride layer and a method for coating the body |
| JP6016270B2 (ja) * | 2013-03-29 | 2016-10-26 | 住友電工ハードメタル株式会社 | 表面被覆窒化硼素焼結体工具 |
| JP6016271B2 (ja) * | 2013-03-29 | 2016-10-26 | 住友電工ハードメタル株式会社 | 表面被覆窒化硼素焼結体工具 |
| US10160083B2 (en) * | 2013-03-29 | 2018-12-25 | Sumitomo Electric Hardmetal Corp. | Method for manufacturing cubic boron nitride cutting tool and cubic boron nitride cutting tool |
| CN103551576A (zh) * | 2013-10-31 | 2014-02-05 | 吴海勇 | 一种立方氮化硼节块工具的制备方法 |
| JP5764181B2 (ja) * | 2013-10-31 | 2015-08-12 | ユニオンツール株式会社 | 硬質皮膜被覆切削工具 |
| JP2016211052A (ja) * | 2015-05-12 | 2016-12-15 | 株式会社神戸製鋼所 | 硬質皮膜および硬質皮膜被覆部材 |
| DE102015208743A1 (de) * | 2015-05-12 | 2016-11-17 | Gühring KG | Spanabhebendes Werkzeug |
| JP6618025B2 (ja) * | 2016-12-20 | 2019-12-11 | 住友電工ハードメタル株式会社 | 切削工具及びその製造方法 |
| WO2018220910A1 (ja) * | 2017-05-29 | 2018-12-06 | 住友電気工業株式会社 | 表面被覆立方晶窒化硼素焼結体およびこれを備える切削工具 |
| EP4008474A4 (en) * | 2019-08-01 | 2022-11-23 | Sumitomo Electric Hardmetal Corp. | CUTTING TOOL MANUFACTURING METHOD, AND CUTTING TOOL |
| WO2022138400A1 (ja) | 2020-12-25 | 2022-06-30 | 京セラ株式会社 | 被覆工具および切削工具 |
| WO2022138147A1 (ja) * | 2020-12-25 | 2022-06-30 | 京セラ株式会社 | 被覆工具および切削工具 |
| WO2022163719A1 (ja) * | 2021-01-29 | 2022-08-04 | 京セラ株式会社 | 被覆工具および切削工具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1093875A1 (en) * | 1998-10-22 | 2001-04-25 | Sumitomo Electric Industries, Ltd. | Cutting insert with polycrystalline hard sintered material |
| CN1310069A (zh) * | 2000-02-18 | 2001-08-29 | 住友电气工业株式会社 | 圆头铣刀 |
| CN1347785A (zh) * | 2000-08-31 | 2002-05-08 | 住友电气工业株式会社 | 表面涂覆的氮化硼烧结密实体刀具 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55150941A (en) * | 1979-05-09 | 1980-11-25 | Mitsubishi Metal Corp | Cutting tool of coated sintered hard alloy |
| JPS59219122A (ja) * | 1983-05-27 | 1984-12-10 | Sumitomo Electric Ind Ltd | 被覆超硬合金工具及びその製造法 |
| DE8529043U1 (zh) * | 1985-10-12 | 1987-02-19 | Komet Stahlhalter- Und Werkzeugfabrik Robert Breuning Gmbh, 7122 Besigheim, De | |
| DE3927356A1 (de) * | 1989-08-18 | 1991-02-21 | Siemens Ag | Werkzeug fuer die zerspanende bearbeitung mit verschleissschutzschicht und nachtraeglich verrundeten schneidkanten |
| US5139537A (en) * | 1991-06-13 | 1992-08-18 | Julien D Lynn | Titanium-nitride coated grinding wheel and method therefor |
| JP3074815B2 (ja) * | 1991-08-12 | 2000-08-07 | 三菱マテリアル株式会社 | スローアウェイチップ |
| US5477754A (en) * | 1993-08-30 | 1995-12-26 | Carboloy Inc. | Metal cutting inserts and method of making |
| JPH0899201A (ja) * | 1994-10-03 | 1996-04-16 | Showa Denko Kk | 硬質膜被覆切削工具 |
| JPH08206902A (ja) * | 1994-12-01 | 1996-08-13 | Sumitomo Electric Ind Ltd | 切削用焼結体チップおよびその製造方法 |
| JPH08174309A (ja) * | 1994-12-21 | 1996-07-09 | Showa Denko Kk | 硬質膜被覆切削工具および硬質膜被覆切削工具の製造方法 |
| JPH08318411A (ja) * | 1995-05-19 | 1996-12-03 | Toshiba Tungaloy Co Ltd | 立方晶窒化硼素焼結体付きチップ |
| ZA963789B (en) * | 1995-05-22 | 1997-01-27 | Sandvik Ab | Metal cutting inserts having superhard abrasive boedies and methods of making same |
| JPH10180508A (ja) * | 1996-12-20 | 1998-07-07 | Ngk Spark Plug Co Ltd | スローアウェイチップ |
| JP2000308907A (ja) * | 1999-02-26 | 2000-11-07 | Ngk Spark Plug Co Ltd | サーメット工具及びその製造方法 |
| US6599062B1 (en) * | 1999-06-11 | 2003-07-29 | Kennametal Pc Inc. | Coated PCBN cutting inserts |
| EP1122010B1 (en) * | 1999-11-25 | 2009-01-07 | Sumitomo Electric Industries, Ltd. | Cutting tool of polycrystalline hard sintered material |
| JP2001212703A (ja) * | 1999-11-25 | 2001-08-07 | Sumitomo Electric Ind Ltd | 多結晶硬質焼結体切削工具 |
| IL140024A0 (en) * | 1999-12-03 | 2002-02-10 | Sumitomo Electric Industries | Coated pcbn cutting tools |
| JP3476749B2 (ja) | 2000-06-14 | 2003-12-10 | 東芝タンガロイ株式会社 | 硬質膜被覆超高温高圧焼結体 |
| JP2002219604A (ja) * | 2001-01-23 | 2002-08-06 | Ngk Spark Plug Co Ltd | スローアウェイチップ並びにそれを含む切削工具及びスローアウェイチップの製造方法 |
| JP4228557B2 (ja) * | 2001-02-05 | 2009-02-25 | 三菱マテリアル株式会社 | スローアウェイチップ |
-
2005
- 2005-02-28 CN CN2005800137268A patent/CN1950165B/zh active Active
- 2005-02-28 CA CA002559807A patent/CA2559807C/en active Active
- 2005-02-28 WO PCT/JP2005/003295 patent/WO2005105348A1/ja active Application Filing
- 2005-02-28 JP JP2006512728A patent/JP4500810B2/ja active Active
- 2005-02-28 CN CN2010101290234A patent/CN101804467B/zh active Active
- 2005-02-28 EP EP05719623.0A patent/EP1741505B8/en active Active
- 2005-02-28 US US11/579,138 patent/US8178220B2/en active Active
- 2005-02-28 KR KR1020067023500A patent/KR100771026B1/ko active IP Right Grant
-
2011
- 2011-07-05 US US13/176,455 patent/US20110262700A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1093875A1 (en) * | 1998-10-22 | 2001-04-25 | Sumitomo Electric Industries, Ltd. | Cutting insert with polycrystalline hard sintered material |
| CN1310069A (zh) * | 2000-02-18 | 2001-08-29 | 住友电气工业株式会社 | 圆头铣刀 |
| CN1347785A (zh) * | 2000-08-31 | 2002-05-08 | 住友电气工业株式会社 | 表面涂覆的氮化硼烧结密实体刀具 |
Non-Patent Citations (2)
| Title |
|---|
| JP特开2001-212703A 2001.08.07 |
| JP特开平8-99201A 1996.04.16 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005105348A1 (ja) | 2005-11-10 |
| JP4500810B2 (ja) | 2010-07-14 |
| KR20070004962A (ko) | 2007-01-09 |
| JPWO2005105348A1 (ja) | 2008-07-31 |
| US20080193724A1 (en) | 2008-08-14 |
| CA2559807A1 (en) | 2005-11-10 |
| EP1741505B1 (en) | 2013-01-02 |
| CN1950165B (zh) | 2011-11-16 |
| EP1741505A4 (en) | 2010-09-08 |
| EP1741505B8 (en) | 2013-07-10 |
| CA2559807C (en) | 2009-02-10 |
| US20110262700A1 (en) | 2011-10-27 |
| EP1741505A1 (en) | 2007-01-10 |
| CN101804467A (zh) | 2010-08-18 |
| US8178220B2 (en) | 2012-05-15 |
| CN1950165A (zh) | 2007-04-18 |
| KR100771026B1 (ko) | 2007-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101804467B (zh) | 表面被覆立方晶氮化硼烧结体工具及其制造方法 | |
| EP1952920B1 (en) | Cutting tip of cutting edge replacement type | |
| JP5866650B2 (ja) | 表面被覆切削工具 | |
| CN100418679C (zh) | 用于修整硬质钢的复合涂层 | |
| EP3088107B1 (en) | Cutting tool | |
| EP2656948B1 (en) | Cutting tool | |
| CN105154744A (zh) | 硬质合金以及使用该硬质合金的切削工具 | |
| KR20040073570A (ko) | 표면 피복 절삭 공구 | |
| JP2001181825A (ja) | 複合高硬度材料 | |
| JP6439200B2 (ja) | 表面被覆切削工具の製造方法 | |
| JP5871355B1 (ja) | 表面被覆切削工具 | |
| JP7453616B2 (ja) | 表面被覆切削工具 | |
| JP2012066341A (ja) | 表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具 | |
| JP5099587B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP4788893B2 (ja) | 難削材の切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具の製造方法 | |
| JP2008006542A (ja) | 刃先交換型切削チップ | |
| JP4883389B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4900653B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JPH108182A (ja) | 耐衝撃性超硬合金および表面被覆超硬合金 | |
| JP5207110B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2007111813A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP2007125658A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |