CN101767406A - 一种成型手机导光板的模具及制造手机导光板的工艺 - Google Patents
一种成型手机导光板的模具及制造手机导光板的工艺 Download PDFInfo
- Publication number
- CN101767406A CN101767406A CN 200810241753 CN200810241753A CN101767406A CN 101767406 A CN101767406 A CN 101767406A CN 200810241753 CN200810241753 CN 200810241753 CN 200810241753 A CN200810241753 A CN 200810241753A CN 101767406 A CN101767406 A CN 101767406A
- Authority
- CN
- China
- Prior art keywords
- mobile phone
- light guide
- core rod
- mould
- guide panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1676—Making multilayered or multicoloured articles using a soft material and a rigid material, e.g. making articles with a sealing part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2608—Mould seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C2045/1687—Making multilayered or multicoloured articles preventing leakage of second injected material from the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2283/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen or carbon only, in the main chain, as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/46—Knobs or handles, push-buttons, grips
- B29L2031/466—Keypads, keytops
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Telephone Set Structure (AREA)
- Planar Illumination Modules (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明属于注塑模具领域,提供了一种成型手机导光板的模具,包括用于成型PC板的第一注塑模具以及用于成型PC板上的硅胶按键基座的第二注塑模具,在第二注塑模具的前模芯上用于成型硅胶按键基座的腔体周边设置有凸起的压胶线,在第二注塑模具的后模芯上开设有断料槽;还提供了一种制造上述手机导光板的工艺。有别于现有技术,本发明采用压胶线这种特殊的结构,在PC板上成型硅胶按键基座时,手机导光板周边、硅胶按键基座及内孔附近不会产生溢胶,从而避免了人工去除溢胶工序,大大提高了生产效率,降低了生产成本;而本发明采用断料槽的结构避免了在模腔内产生困气的现象,保证了产品的外观质量,降低了不良率,提高了产品的品质。
Description
技术领域
本发明属于注塑模具领域,尤其涉及一种成型手机导光板的模具及制造手机导光板的工艺。
背景技术
随着手机行业的发展导致手机的生命周期急剧缩短,市场对手机产品的需求量和种类与日俱增,随之而来的就是手机按键的大量需求,目前与手机按键配合的手机导光板一般采用的是PC板+硅胶按键基座的结构,PC板采用普通的注塑模具很容易制造,PC板注塑完成后,再将PC板放入另外一副模具内成型硅胶按键基座,但在成型硅胶按键基座时经常会在导光板周边、硅胶按键基座及内孔附近产生溢胶现象,这些溢胶需要人工去除,严重影响了手机导光板的生产效率,增加了生产成本。
发明内容
本发明的目的在于提供一种成型手机导光板的模具,旨在解决在PC板上成型硅胶按键基座时手机导光板周边、硅胶按键基座及内孔附近经常产生溢胶并需要人工去除的问题。
本发明是这样实现的,一种成型手机导光板的模具,包括用于成型PC板的第一注塑模具以及用于成型PC板上的硅胶按键基座的第二注塑模具,所述第一注塑模具包括第一前模芯及第一后模芯,所述第一前模芯及第一后模芯配合形成用于成型PC板的第一模腔以及用于成型第一流道水口的第一流道腔,所述第二注塑模具包括第二前模芯及第二后模芯,所述第二前模芯及第二后模芯配合形成用于成型硅胶按键基座的第二模腔以及用于成型第二流道水口的第二流道腔,于所述第二模腔的周边在所述第二前模芯的表面上设置有凸起的压胶线。
本发明的另一目的在于提供一种采用如前所述的成型手机导光板的模具来制造手机导光板的工艺,包括以下步骤:
(1)将第一注塑模具安装到注塑机上,将模温控制在90°~120°,合模后开始注塑,成型出PC板;
(2)将第(1)步成型后的PC板进行去应力烘烤;
(3)在第(2)步烘烤后的PC板的上下表面涂改制剂后再烘烤;
(4)将第二注塑模具安装到注塑机上,并将模温控制在95°~115°,将第(3)步烘烤后的PC板放入第二注塑模具内,然后合模,向第二注塑模具内注射硫化后的液体硅胶;
(5)第二注塑模具保温、保压后开模,第二注塑模具的顶出系统将成型后的手机导光板顶出。
本发明采用压胶线这种特殊的结构,在PC板上成型硅胶按键基座时手机导光板周边、硅胶按键基座及内孔附近不会产生溢胶,从而避免了人工去除溢胶的工序,大大提高了生产效率,降低了生产成本。
附图说明
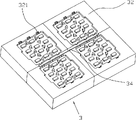
图1是本发明实施例提供的手机导光板的示意图;
图2是本发明实施例提供的PC板的俯视图;
图3是本发明实施例提供的PC板的主视图;
图4是本发明实施例提供的用于成型PC板的第一注塑模具的前模芯的示意图;
图5是本发明实施例提供的用于成型PC板的第一注塑模具的后模芯的示意图;
图6是本发明实施例提供的用于在PC板上成型硅胶按键基座的第二注塑模具的前模芯的示意图;
图7是图6中A处的放大示意图;
图8是本发明实施例提供的用于在PC板上成型硅胶按键基座的第二注塑模具的后模芯的示意图;
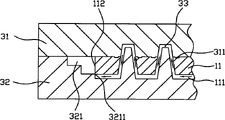
图9是第二注塑模具的第二前模芯与第二后模芯合模后液态硅胶的流动方向示意图;
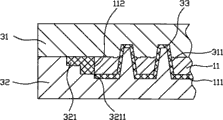
图10是第二注塑模具内充满液态硅胶后的示意图;
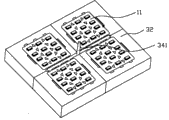
图11是成型后的手机导光板及第二流道水口留在第二后模芯一侧的示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
参阅图1~图11所示,本发明实施例提供的一种成型手机导光板1的模具,包括用于成型PC板11的第一注塑模具2以及用于成型PC板11上的硅胶按键基座12的第二注塑模具3,所述第一注塑模具2包括第一前模芯21及第一后模芯22,所述第一前模芯21及第一后模芯22配合形成用于成型PC板11的第一模腔(图中未示出)以及用于成型第一流道水口的第一流道腔(图中未示出),所述第二注塑模3具包括第二前模芯31及第二后模芯32,所述第二前模芯31及第二后模芯32配合形成用于成型硅胶按键基座12的第二模腔33以及形成第二流道水口341的第二流道腔34,于所述第二模腔33的周边在所述第二前模芯31的表面上设置有凸起的压胶线311(如图7、图9及图10所示),所述压胶线311的宽为0.15mm~0.30mm,且相对所述第二前模芯31的表面的高为0.03mm,且所述压胶线311的形状与第二模腔33的外轮廓形状一致。
参阅图2~图5所示,所述第一后模芯22上设有若干互相平行的长条状凸块221(如图5所示),具体地,本实施例中所述第一后模芯22上设有3条互相平行的长条状凸块221,该凸块221可以使成型后的PC板11的底部形成3条平行的长条状凹槽111;参阅图8~图11所示,然后,将PC板11放入第二注塑模具3的第二后模芯32上,第二后模芯32与第二前模芯31合模后注塑液态硅胶,液态硅胶从第二流道腔34进入,然后沿着PC板11底部的凹槽111顺利地进入第二模腔33,进入第二模腔33的硅胶即可成型出硅胶按键基座12。
请再参阅图8~图11所示,于所述第二后模芯32的一侧开设有若干阶梯形的断料槽321,具体地,本实施例中所述断料槽321开设在相对所述第二流道腔34的一侧;该断料槽321的具体作用为:当第二前模芯31与第二后模芯32合模后,融化后的胶料从第二流道腔34进入,然后沿着PC板11底部的凹槽111进入第二模腔33,最后硅胶从PC板11与断料槽321之间的缝隙3211进入断料槽321中,而第二模腔33及凹槽111内的气体也可以很方便地经由断料槽321向外排除,从而避免了第二模腔33及凹槽111内因困气而使产品表面产生缺陷的现象;同时,在第二注塑模具3开模时,由于PC板11与断料槽321之间的缝隙3211很小,该缝隙3211的高度只有0.04~0.05mm,且根据硅胶与PC料的特性,进入断料槽321中的硅胶与PC板11的一侧面112互不相粘,因此,第二注塑模具3的顶出系统(图中未示出)在顶出手机导光板1时,进入断料槽321中的硅胶在缝隙3211处自动从手机导光板1上断开,不需要人工去除进入断料槽321中的硅胶,实现了在解决困气现象的同时而不影响生产效率的目的。
采用本发明所提供的成型手机导光板的模具来制造手机导光板的工艺如下:
(1)将第一注塑模具2安装到注塑机上,将模温控制在90°~120°,合模后开始注塑,成型出PC板11;成型PC板11的第一模腔可以为1个、2个、4个或8个,结合PC板11的生产效率和模具的制造成本的综合考虑,本实施例具体采用在第一注塑模具2上开设4个模腔,一次注塑成型可以生产4个PC板11;
(2)将第(1)步成型后的PC板11进行去应力烘烤;
(3)在第(2)步烘烤后的PC板11的上下表面涂改制剂后再烘烤,但是与断料槽321相邻的一侧面112不可涂改制剂,所述改制剂为本技术领域常见的一种化学试剂,其可以将PC板11的表面腐蚀,以利于后续成型硅胶按键基座12时硅胶与PC板11能够很好地融合在一起;
(4)将第二注塑模具3安装到注塑机上,并将模温控制在95°~115°,将第(3)步烘烤后的PC板11放入第二注塑模具3内,然后合模,向第二注塑模具3内注射硫化后的液体硅胶,液态硅胶从第二流道腔34进入,然后沿着PC板11底部的凹槽111顺利地进入第二模腔33,进入第二模腔33的硅胶即可成型出硅胶按键基座12;在成型硅胶按键基座12时,要保证液态硅胶的缩水率要与PC板11的缩水率相同,这样才能使成型后的手机导光板1尺寸稳定;由于第二模腔33及凹槽111内的气体可以很方便地经由断料槽321向外排除,从而避免了第二模腔33及凹槽111内因困气而使产品表面产生缺陷的现象;
(5)第二注塑模具3保温、保压后开模,由于与断料槽321相邻的PC板11的一侧面112没有涂改制剂,且根据硅胶与PC料的特性,进入断料槽321中的硅胶与PC板11的侧面112互不相粘,第二注塑模具3的顶出系统在顶出手机导光板1时,进入断料槽321中的硅胶在缝隙3211处自动从手机导光板1上断开,不需要人工去除进入断料槽321中的硅胶,实现了在解决困气现象的同时而不影响生产效率的目的。
本发明采用压胶线311这种特殊的结构,解决了在PC板11上成型硅胶按键基座12时手机导光板1周边、硅胶按键基座12及内孔附近经常产生溢胶的问题,从而避免了人工去除溢胶的工序,大大提高了生产效率,节省了大量的劳动力;而本发明采用断料槽321的结构避免了在第二注塑模具3的模腔内产生困气现象,保证了产品的外观质量,降低了不良率,提高了产品品质。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
Claims (5)
1.一种成型手机导光板的模具,包括用于成型PC板的第一注塑模具以及用于成型PC板上的硅胶按键基座的第二注塑模具,所述第一注塑模具包括第一前模芯及第一后模芯,所述第一前模芯及第一后模芯配合形成用于成型PC板的第一模腔以及用于成型第一流道水口的第一流道腔,所述第二注塑模具包括第二前模芯及第二后模芯,所述第二前模芯及第二后模芯配合形成用于成型硅胶按键基座的第二模腔以及用于成型第二流道水口的第二流道腔,其特征在于:于所述第二模腔的周边在所述第二前模芯的表面上设置有凸起的压胶线。
2.如权利要求1所述的一种成型手机导光板的模具,其特征在于:所述压胶线宽为0.15mm~0.30mm,且相对所述第二前模芯的表面的高为0.03mm。
3.如权利要求1所述的一种成型手机导光板的模具,其特征在于:所述第一后模芯上设有若干互相平行的长条状凸块。
4.如权利要求1所述的一种成型手机导光板的模具,其特征在于:于所述第二后模芯的一侧开设有若干阶梯形的断料槽。
5.一种采用权利要求1~4所述的一种成型手机导光板的模具来制造手机导光板的工艺,其特征在于包括以下步骤:
(1)将第一注塑模具安装到注塑机上,将模温控制在90°~120°,合模后开始注塑,成型出PC板;
(2)将第(1)步成型后的PC板进行去应力烘烤;
(3)在第(2)步烘烤后的PC板的上下表面涂改制剂后再烘烤;
(4)将第二注塑模具安装到注塑机上,并将模温控制在95°~115°,将第(3)步烘烤后的PC板放入第二注塑模具内,然后合模,向第二注塑模具内注射硫化后的液体硅胶;
(5)第二注塑模具保温、保压后开模,第二注塑模具的顶出系统将成型后的手机导光板顶出。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200810241753 CN101767406B (zh) | 2008-12-30 | 2008-12-30 | 一种成型手机导光板的模具及制造手机导光板的工艺 |
| PCT/CN2009/076210 WO2010075775A1 (en) | 2008-12-30 | 2009-12-29 | Molding system for forming light guide plate and method using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200810241753 CN101767406B (zh) | 2008-12-30 | 2008-12-30 | 一种成型手机导光板的模具及制造手机导光板的工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101767406A true CN101767406A (zh) | 2010-07-07 |
| CN101767406B CN101767406B (zh) | 2013-08-07 |
Family
ID=42309819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 200810241753 Expired - Fee Related CN101767406B (zh) | 2008-12-30 | 2008-12-30 | 一种成型手机导光板的模具及制造手机导光板的工艺 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN101767406B (zh) |
| WO (1) | WO2010075775A1 (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104972602A (zh) * | 2015-07-03 | 2015-10-14 | 广州丽晖塑胶有限公司 | 一种手机保护壳的生产工艺 |
| CN107367048A (zh) * | 2017-08-31 | 2017-11-21 | 广东美的制冷设备有限公司 | 格栅滤网和空调器 |
| CN108205169A (zh) * | 2018-01-16 | 2018-06-26 | 滁州佳宏光电有限公司 | 一种手机导光板及其制造方法 |
| CN108381130A (zh) * | 2018-01-16 | 2018-08-10 | 滁州佳宏光电有限公司 | 一种手机导光板模板的制造方法 |
| CN109616357A (zh) * | 2018-12-30 | 2019-04-12 | 上海创功通讯技术有限公司 | 一种按键及其制备方法、制备模具、电子设备 |
| CN111261437A (zh) * | 2020-01-21 | 2020-06-09 | 东莞广华汽车饰件科技有限公司 | 一种按压式开关饰件制造工艺 |
| CN111376451A (zh) * | 2018-12-30 | 2020-07-07 | 深圳市凯尔斯特热流道技术有限公司 | 一种多腔小产品小水口热流道 |
| CN116901355A (zh) * | 2023-09-08 | 2023-10-20 | 常源科技(天津)有限公司 | 一种轻量型汽车门板装饰条的注塑模具 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102663968B (zh) * | 2012-04-28 | 2014-03-26 | 北京金立翔艺彩科技股份有限公司 | Led显示屏防反光面罩的生产方法 |
| JP6742273B2 (ja) * | 2017-05-18 | 2020-08-19 | アピックヤマダ株式会社 | モールド金型及び樹脂モールド方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004249538A (ja) * | 2003-02-19 | 2004-09-09 | Mitsubishi Rayon Co Ltd | 導光板製造用金型および導光板の製造方法 |
| CN2650407Y (zh) * | 2003-10-29 | 2004-10-20 | 昆山渝隆精密模具制品有限公司 | 手机键盘 |
| TW200817725A (en) * | 2006-10-04 | 2008-04-16 | Ichia Tech Inc | Method for manufacturing a light guide plate structure and a key module with the light guide plate structure |
| CN200993332Y (zh) * | 2006-12-31 | 2007-12-19 | 比亚迪精密制造有限公司 | 一种导光板和双色导光按键板 |
| CN201073813Y (zh) * | 2007-07-24 | 2008-06-18 | 上海晨兴电子科技有限公司 | 导光板模具 |
-
2008
- 2008-12-30 CN CN 200810241753 patent/CN101767406B/zh not_active Expired - Fee Related
-
2009
- 2009-12-29 WO PCT/CN2009/076210 patent/WO2010075775A1/en active Application Filing
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104972602A (zh) * | 2015-07-03 | 2015-10-14 | 广州丽晖塑胶有限公司 | 一种手机保护壳的生产工艺 |
| CN107367048A (zh) * | 2017-08-31 | 2017-11-21 | 广东美的制冷设备有限公司 | 格栅滤网和空调器 |
| CN108205169A (zh) * | 2018-01-16 | 2018-06-26 | 滁州佳宏光电有限公司 | 一种手机导光板及其制造方法 |
| CN108381130A (zh) * | 2018-01-16 | 2018-08-10 | 滁州佳宏光电有限公司 | 一种手机导光板模板的制造方法 |
| CN109616357A (zh) * | 2018-12-30 | 2019-04-12 | 上海创功通讯技术有限公司 | 一种按键及其制备方法、制备模具、电子设备 |
| CN111376451A (zh) * | 2018-12-30 | 2020-07-07 | 深圳市凯尔斯特热流道技术有限公司 | 一种多腔小产品小水口热流道 |
| CN111261437A (zh) * | 2020-01-21 | 2020-06-09 | 东莞广华汽车饰件科技有限公司 | 一种按压式开关饰件制造工艺 |
| CN116901355A (zh) * | 2023-09-08 | 2023-10-20 | 常源科技(天津)有限公司 | 一种轻量型汽车门板装饰条的注塑模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101767406B (zh) | 2013-08-07 |
| WO2010075775A1 (en) | 2010-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101767406B (zh) | 一种成型手机导光板的模具及制造手机导光板的工艺 | |
| CN101898403A (zh) | 注塑成型模具 | |
| CN204658827U (zh) | 一种厚壁光导注塑用二次注塑模具 | |
| CN207696971U (zh) | 导光板模具的排气槽结构 | |
| CN108839305B (zh) | 一种用于制作拉丝薄膜的模具、方法及拉丝薄膜 | |
| CN211363118U (zh) | 一种自由组合活动模的浴缸模具 | |
| CN110549523A (zh) | 一种自由组合活动模的浴缸模具及模具组合方法 | |
| CN210758871U (zh) | 用于注塑模具的分型面结构 | |
| CN209699753U (zh) | 注塑成型切料模具 | |
| CN206999524U (zh) | 避免注塑产品产生熔合痕的模具 | |
| CN207014701U (zh) | 一种管夹成型模具 | |
| CN214448172U (zh) | 一种改进流道结构的注塑模具 | |
| CN207044562U (zh) | 多内凹结构壳体的注塑成型模具 | |
| CN218838524U (zh) | 一种硅胶刷子成型模具 | |
| CN217944156U (zh) | 一种模仁总成 | |
| CN214111329U (zh) | 一种塑料底盖与反光罩同步成型模具 | |
| CN219055182U (zh) | 一种高效率多点注塑成型模具 | |
| CN218535416U (zh) | 一种注塑成型用共模模具 | |
| CN218749101U (zh) | 一种解决模具产品流道拉料屑的结构 | |
| CN221067039U (zh) | 一种金属嵌件p+r包胶模具结构 | |
| CN112659480B (zh) | 一种手机后盖带火山口的二次压缩模具 | |
| CN215039900U (zh) | 一种汽车盖板的包胶结构 | |
| CN219171562U (zh) | 一种解决高流动塑胶困气复合型排气模具结构 | |
| CN219405200U (zh) | 一种手机导光柱的注塑模具 | |
| CN218286562U (zh) | 一种抽真空的灯罩模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130807 Termination date: 20161230 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |