CN101309804A - 成套轴承组件及其装配方法 - Google Patents
成套轴承组件及其装配方法 Download PDFInfo
- Publication number
- CN101309804A CN101309804A CNA2006800428696A CN200680042869A CN101309804A CN 101309804 A CN101309804 A CN 101309804A CN A2006800428696 A CNA2006800428696 A CN A2006800428696A CN 200680042869 A CN200680042869 A CN 200680042869A CN 101309804 A CN101309804 A CN 101309804A
- Authority
- CN
- China
- Prior art keywords
- axle
- inner race
- spacer
- bearing
- outer raceway
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 7
- 125000006850 spacer group Chemical group 0.000 claims abstract description 68
- 230000036316 preload Effects 0.000 claims abstract description 12
- 238000005096 rolling process Methods 0.000 claims description 30
- 238000005516 engineering process Methods 0.000 claims description 24
- 239000000725 suspension Substances 0.000 claims description 12
- 230000000694 effects Effects 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 5
- 238000012544 monitoring process Methods 0.000 claims description 3
- 238000000926 separation method Methods 0.000 claims description 3
- 238000005259 measurement Methods 0.000 claims 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 15
- 238000012986 modification Methods 0.000 description 10
- 230000004048 modification Effects 0.000 description 10
- 229910000677 High-carbon steel Inorganic materials 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 208000035126 Facies Diseases 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000033228 biological regulation Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000005242 forging Methods 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000000452 restraining effect Effects 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/04—Assembling rolling-contact bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
- B60B27/001—Hubs with roller-bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
- B60B27/0078—Hubs characterised by the fixation of bearings
- B60B27/0084—Hubs characterised by the fixation of bearings caulking to fix inner race
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B35/00—Axle units; Parts thereof ; Arrangements for lubrication of axles
- B60B35/12—Torque-transmitting axles
- B60B35/18—Arrangement of bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/38—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers
- F16C19/383—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
- F16C19/385—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings
- F16C19/386—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings in O-arrangement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
- F16C19/185—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement with two raceways provided integrally on a part other than a race ring, e.g. a shaft or housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
- F16C19/186—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement with three raceways provided integrally on parts other than race rings, e.g. third generation hubs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2229/00—Setting preload
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C41/00—Other accessories, e.g. devices integrated in the bearing not relating to the bearing function as such
- F16C41/007—Encoders, e.g. parts with a plurality of alternating magnetic poles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rolling Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
- Support Of The Bearing (AREA)
Abstract
一种用于便于绕轴线旋转的轮端(A-F)或其它组件,包括:管状壳体(2);心轴(20),其延伸到壳体中;和位于壳体与心轴之间的双排抗摩轴承(6,120)。所述轴承包括至少一个分离的内部座圈(50,126),该内部座圈配合在心轴上,同时该座圈的轴向位置决定对轴承的设置。优选地,间隔物(66,150,160)在内部座圈和支持元件(30,48,60,110,132)之间配合在心轴周围。该组件通过使心轴的端部抵靠着分离的内部座圈的端部向外变形而组合在一起,同时该变形足以朝支持元件驱动内部座圈,并在存在间隔物的情况下使该间隔物收缩。心轴的端部的变形持续到轴承产生反映轴承中的期望预载的力矩。
Description
相关申请的交叉引用
本申请源于2005年11月18日提交的美国专利申请11/283,160,并要求该美国专利申请的优先权。
技术领域
本发明总体上涉及轴承,更具体地涉及成套轴承组件及其装配方法。
背景技术
当前制造的汽车和轻型卡车包含很多以成套形式从外部供货商获得的部件。通过从装配线消除临界调整,这些成套的部件减少了装配机动车辆所需的时间,并进一步提高了车辆的质量。所谓的“轮端(wheel end)”代表一种使机动车辆的装配更方便的成套部件。
典型的轮端具有:壳体,该壳体用螺栓连接并抵靠在转向节或其它悬架立柱上;轮毂,该轮毂设有凸缘和心轴,车轮连接到该凸缘,并且该心轴从该凸缘伸出到壳体中;和抗摩轴承,该抗摩轴承位于壳体和轮毂心轴之间以使轮毂能够以最小摩擦在壳体中旋转。在轮端的先进形式中,心轴的内侧端部形成在轴承的端部上以使轮端永久地组合为一体。
实际上,轴承具有诸如锥形滚子等滚动元件,这些滚动元件以两排分布在滚道中,滚动元件沿着这两排滚道滚动。外排的滚道和滚动元件与内排的滚道和滚动元件相反地定向,以使轴承能够传递两个轴向方向上的推力载荷并传递径向载荷。另外,用于内排的内部滚道——即在心轴的内端处围绕心轴的滚道——位于与轮毂心轴分开地形成的座圈上,所以该座圈的轴向位置决定了对整个轴承的设置,并且该设置应当优选在轴承中提供轻的预载。一旦内侧的内部座圈安装在心轴上,则用于心轴的端部抵靠该座圈的端部而向外变形,以便至少以轮端的成套形式永久地卡住轴承。为了使内侧的内部座圈在轮毂心轴上呈现正确的位置并从而对轴承提供正确的设置,必须以相当高的精度对该内部座圈进行加工。这是耗时的,并增加了轮端的成本。
美国专利6,443,622公开了一种旋转成形工艺,用于顶锻(upset)轮毂心轴的端部来使用轮端,但其需要精密加工的内部座圈。美国专利6,532,666公开了一种更复杂的工艺,该工艺也需要精密加工。美国专利6,460,423公开了一种用于检验成套轴承中的预载的工艺,但该工艺需要复杂的设备以及长的周期。
附图说明
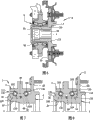
图1是根据本发明装配的呈轮端形式的轴承组件的剖视图;
图2是用来装配轮端的旋转成形机器的正视图;
图3A、3B、3C、3D是依次示出轮端的装配步骤的局部剖视图;
图4示出可用于轮端中的间隔物的挡圈;
图5示出可用于轮端中的间隔物的收缩套筒;
图6是变型的轮端的剖视图;
图7是使用角接触球轴承的另一变型的轮端的局部剖视图;
图8是使用角接触球轴承的又一变型的轮端的局部剖视图;
图9是进一步具有监测角速度的能力的另一变型的轮端的剖视图;
图10示出在相对的挤压表面之间的变形前后,适于图9的变型的轮端的细长间隔物的局部剖视图;以及
图11示出与支持元件一体形成的间隔物的局部剖视图,而该支持元件又是与轮毂心轴一体形成的。
具体实施方式
参照附图,轮端A(图1)实际上是轴承组件,其将车轮R联接到汽车的悬架系统部件S,并且使得车轮B能够绕轴线X旋转并在车轮B和悬架系统部件S之间传递径向载荷以及两个轴向方向上的推力载荷。如果车轮R使车辆转向,则悬架系统部件S采取转向节的形式。如果车轮R不转向,则悬架系统部件S为简易的悬架立柱。轮端A包括:壳体2,其螺栓连接到悬架系统部件S并提供外部构件;轮毂4,其提供内部构件,车轮B连接到该内部构件;和轴承6,轴承6位于壳体2和轮毂4之间,以使轮毂4能够以最小的摩擦绕轴线X相对于壳体2旋转。轮端A永久地组合在一起,同时其轴承6中有轻微的预载。
壳体2由高碳钢形成并且优选为锻件,其包括(图1):大致圆筒状的主体10,该主体10为管状;和三角形或长方形的凸缘12,凸缘12大致在主体10两端部之间的中部处从主体10径向突出。主体10的内侧部分容纳在悬架系统部件C中,使得凸缘12抵靠部件S,凸缘12利用螺栓14紧固到部件S。因此,轮端A在其壳体2的凸缘12处连接到悬架系统部件C。
轮毂4同样由高碳钢形成并且优选为锻件,其包括(图1):心轴20,心轴20延伸穿过壳体2的管状主体10;和凸缘22,凸缘22在心轴20的外端处与心轴20一体地形成。凸缘22配合有长平头螺栓24,螺母盖26螺纹连接在长平头螺栓24上以将制动盘28和车轮B紧固到轮毂4。
心轴20在扩大区域30处与凸缘22合并,放大区域30过渡到圆筒形轴承座34,而圆筒形轴承座34又过渡到成形端36。成形端36向外背离轴线X指向并提供内部面38,内部面38相对于轴线X成直角并且朝向扩大区域30。
轴承6位于轮毂4的心轴20和壳体2之间并使轮毂4能够绕轴线X相对于壳体2旋转。轴承6包括(图1)两个外部滚道40和42,滚道40和42形成在用于壳体2的管状主体10的内部表面上,滚道40为外侧滚道,滚道42为内侧滚道。这两个滚道40和42朝向彼此向下逐渐变细,使得它们在壳体2的两端部之间的基本中部的最相近位置处具有最小直径。通过感应加热和感应淬火,壳体2沿着滚道40和42被硬化。除了两个外部滚道40和42之外,轴承6还包括位于心轴20的扩大区域30上的内部滚道44和推力肋46。滚道44位于外侧位置处并面对外侧的外部滚道40,并在相同的方向上向下逐渐变细直至壳体2的中部。推力肋46沿着滚道44的大端延伸。通过感应加热和感应淬火,轮毂4沿着滚道44和推力肋46被表面硬化。越过滚道44的相对的小端,轴承6具有背对凸缘22的肩部48。肩部48朝向成形端36的内部面38并使得扩大区域30的端部能够用作支持元件。
轴承6还包括(图1)最初分离的、呈锥体50形式的内部座圈,内部座圈以过盈配合配合在心轴20的轴承座34上。内部座圈优选由表面硬化的轴承钢形成并包括内部滚道52,内部滚道52朝壳体2上的内侧外部滚道42向外朝向,并在相同的方向上朝壳体2的中部向下逐渐变细。在滚道52的大端处,锥体50具有推力肋54,推力肋54过渡到相对于轴线X成直角的背面56。在其滚道52的小端处,锥体50具有保持肋58,保持肋58过渡到同样相对于轴线X成直角的锥体前面60。
最终实现轴承6的是组成两排的呈锥形滚子62形式的滚动元件,其中一排位于外侧滚道40和44之间并与它们接触,另一排位于内侧滚道42和52之间并与它们接触。每排的滚子62均位于顶点上。因此,外侧滚道42、46和外侧滚子62所位于其中的锥形包络面的顶点位于沿着所述轴线的公共点处,同样,内侧滚道42、50和内侧滚子62所位于其中的锥形包络面的顶点位于沿着轴线X的另一个公共点处。每排的滚子62由保持架64分开,保持架64保持滚子62之间的适当间距,并在没有壳体2的情况下将滚子62围绕它们各自的内部滚道44和52保持在位。
锥体50以过盈配合配合在心轴20的轴承座34上,并在该处卡在心轴20的扩大区域30和心轴20的成形端36之间。实际上,其背面56抵靠着成形端36的内部面38,而其前面60朝向心轴20的扩大区域30端部处的肩部48且与其隔开。
优选地,肩部48与锥体50的背面56之间的间隔由收缩的间隔物66占据,间隔物66抵靠肩部48和背面56并基本上围绕整个轴承座34沿圆周方向延伸。间隔物66优选由软金属形成。在任何情况下,形成间隔物66的物质及其构造是这样的,使得当间隔物66收缩在心轴20的肩部32和锥体50的前面60之间时,间隔物66将在比使轮毂心轴20的扩大区域30或锥体50塑性变形所需的力小的力的作用下塑性变形。
壳体2及其两端部包括密封件70,密封件70封闭轴承6的端部并且在将润滑剂保持在轴承6中的同时防止污物进入轴承6。
最初,轮毂4不具有其心轴2的内侧端处的成形端36,而是制造有可变形端74(图3),可变形端74形成轴承座34的延伸部,该延伸部具有与轴承座34的外部直径相等的外部直径。因此,可变形端74的朝外的表面与轴承座34没有差别。另外,在制造时,间隔物66比其在完成的轮端A中呈现的厚度稍厚,也就是说,最初其轴向尺寸较大。
为了组装轮端A,将内侧排滚子62围绕轮毂心轴20的扩大区域30上的内侧内部滚道44安装,那些滚子62由用于向内排滚子的保持架64保持(图3A)。同样,外侧密封件70配合到扩大区域30上的推力肋46。因此,壳体2穿过心轴20并前移,以将其外侧滚道40座靠在外排的滚子62上,这些滚子62又座靠在内部滚道44上(图3B)。接下来,将处于其初始构造的间隔物66安装在心轴20上并使其靠住扩大区域30上的肩部48。在间隔物66处于合适的位置之后,具有围绕在其滚道52上的外侧滚子62的锥体50被迫压到轴承座34上,直到其前面60接靠间隔物66(图3B)。在这种情况下,可变形端74突出越过锥体50的背面,并且轴承6具有大量端部间隙。在轴承6内同样存在间隙。
在锥体50围绕心轴20处于合适的位置后,则使部分组装好的轮端A靠近旋转成形机器D(图2),旋转成形机器D包括台座80和成形工具82,台座80构造成支撑轮毂4,并且其心轴20突出离开该区域支撑件,成形工具82具有朝向台座80的轮廓面。轮毂4座靠在台座80上,使得其被牢固保持并不能相对于台座80旋转。但是台座80在动力作用下绕心轴20的轴线X旋转,从而使整个轮毂4旋转。台座80还具有沿轴线X往复平移的能力。成形工具82在动力作用下绕着与轴线X倾斜的轴线Y旋转。壳体2被装置86保持以防止旋转,装置86测量通过轴承6传递到所保持的壳体2的力矩。美国专利6,443,622更详细地公开了这种成形机器D及其操作,该美国专利通过引用并入本说明书中。
随着台座80和轮毂4围绕轴线X旋转,轮毂4朝着同样也旋转的成形工具82前移。该前移使可变形端74靠住旋转成形工具82的轮廓面84(图3B)。台座80迫使可变形端74靠住面84,并且该面84使端部74向外变形离开轴线X(图3C)。端部74继续变形,使得端部74处于锥体50的背面56上。随着台座80的持续前移,端部74抵靠锥体50的背面56,并朝轮毂4的扩大区域30和凸缘22驱动整个锥体50(图3D)。间隔物66阻挡该前移,但虽然如此仍在所施加的力作用下收缩。但是,心轴20的扩大区域30上的肩部48和锥体50都不变形。由间隔物66提供的阻力使得可变形端74能够以与成形端36相对的大且平坦的接触区域变形成成形端36,也就是说,该区域为变形端36提供内部面38并且其在该内部面处抵靠锥体背面56。台座80的前移在该接合处缓慢地继续,直到联接到壳体2的抑制装置86测量到与用于轴承6的期望预载相关的规定的力矩。在此时,台座80的前移停止,但是台座80如同成形工具82一样继续旋转。简言之,工艺过程进入保压阶段。如果在停留阶段期间力矩保持在规定大小,则撤走台座80,从台座80中移除轮端A,并且将外侧密封件70安装在壳体2上。
实际上,也可以在没有间隔物66的情况下组装轮端A。在这种情形下,由间隔物66占据的空间变为空闲的。锥形滚子62以及它们所接触的锥形滚道40、42和44、52的几何形状防止锥体50的前面60抵靠轮毂心轴20的扩大区域30上的肩部48。从旋转的轮毂4通过锥形滚子62传递到壳体2并在抑制装置86处测量的力矩确定何时心轴20上的成形端36已经呈现正确位置。换句话说,凭经验确定的规定力矩反映了轴承6的期望预载。然而,间隔物66的存在有助于在内侧锥体50的背面56和成形端36之间建立良好的接触区域。另外,间隔物66赋予了轮毂4的心轴20额外的刚度量,使得当通过轮端A传递大量的径向载荷时,心轴20将经受较小的挠曲。
在肩部48和锥体前面60之间的变形之前的间隔物66可呈现多种构造。它可以采取具有打开端的简易挡圈90(图4)的形式,或者它可以是通过将端部焊接在一起而形成的封闭挡圈92。挡圈90和92可由具有圆形横截面、正方形横截面、矩形横截面或多边形横截面(图4)的金属丝形成。其它的横截面构造也将满足间隔物66的要求-事实上,存在无限多种将起作用的不同形状。金属丝可以是韧钢、铝、铜、黄铜或能够变形的任何材料。间隔物66还可采取套筒94(图5)的形式,套筒94在其端部处具有凸缘96,并具有圆筒形中间部分98,当凸缘96在通过肩部48和锥体背面56施加的压缩力作用下被迫压在一起时,中间部分98向外变形。同样,间隔物66可采取具有轴向朝向端102和向外弯的中间部分104的套筒100(图5)的形式。当端部102被迫压在一起时,中间部分104向外弯的更远。事实上,将在压缩载荷作用下变形的任何套筒都是满足条件的。不管所述任何一种间隔物66由什么材料形成,当在肩部48和锥体前面60之间经受压缩力时,间隔物66应当在包括其肩部48的扩大区域30和锥体50塑性变形之前经历塑性变形。
作为在心轴20的一体部分——基本上为与心轴20成为一体的锥体——上形成外侧内部滚道44的替代,变型的轮端B(图6)在分离的外侧锥体110上具有外侧内部滚道44。为了容纳锥体110,轴承座34朝轮毂凸缘22延伸得更远,并终止在邻近凸缘22的肩部112处。外侧锥体110以过盈配合配合在延伸的轴承座34的上并在其背面56处抵靠肩部112。外侧锥体110的前面60用作支持元件或肩部并因此与轮端A的扩大区域30上的肩部48对应,间隔物66靠着该支持元件或肩部收缩。
作为对壳体2和心轴4之间的锥形滚子轴承6的替代,另一个变型的轮端C(图7)使用角接触球轴承120。轮端C具有:壳体2中的拱形外部滚道122;心轴4的扩大区域30上的拱形内部滚道124;具有另一拱形内部滚道128的内侧内部座圈126;以及球130,球130围绕内部滚道124和128设置成两排,并且当然位于外部滚道122内。间隔物66配合在内侧座圈126和扩大区域30上的肩部48之间。
轮端D(图8)具有位于分开的内部座圈132上的内侧内部滚道124,在该情形下,轴承座34需要延伸到肩部112。间隔物66配合在两个内部座圈126和132的前面之间。事实上,外侧座圈132的端部形成支持元件或肩部,间隔物66靠着该支持元件或肩部变形。
锥形外部滚道40和42可以位于称为外圈、迫使进入壳体2中的分开的外部座圈上,或者甚至位于称为双滚道外圈的单个外部座圈上。同样地,拱形的外部滚道122可以位于配合到壳体2的分开的座圈上,或者位于单个的外部座圈上。
又一个变型的轮端E(图9)具有感测轮毂4的角速度的能力,从而有助于防抱死制动系统和牵引力控制系统的操作。为此,壳体2设有开口到锥形外部滚道40的小端之间的内部中的钻孔140。钻孔140相对于轴线X倾斜并在微微偏离凸缘12上靠着悬架系统部件S的面的位置处开口到壳体2外。倾斜的钻孔140包括传感器142,传感器142在其内端处具有探针144,探针144朝向目标轮144的外周表面并与其紧邻,目标轮144在锥形滚子62的小端或其它滚动元件之间和轮毂4一起旋转。探针144产生反映目标轮146和轮毂4的角速度的电信号。
目标轮146由以轻微的过盈配合配合在轴承座34上的延伸间隔物150承载,并且牢固地位于扩大区域30上的肩部48和内侧锥体50的前面60之间。它具有设有圆柱形外部表面154的环形主体152,目标轮144再以过盈配合配合在圆柱形外部表面154上。主体152的一端提供与轴线X垂直的面,并且主体152的该端抵靠肩部48。环形主体152在其另一端处合并到至少最初比主体152薄的可变形部分156中。可变形部分156抵靠锥体50的前面60,并且随着轮毂心轴20的可变形端74转化成成形端36,可变形部分156由于施加到锥体50的压缩力而变形。当间隔物150在心轴20的扩大区域30和锥体50之间被压缩时,间隔物150的可变形部分156应当在包括肩部48的扩大区域30或包括前面60的锥体50经受任何塑性变形之前发生塑性变形。同样地,它应当在间隔物150的环形主体152塑性变形之前发生塑性变形。
可变形部分156的横截面最初可以为最小端背向环形主体152的梯形,或者可以是长方形(图10)。然后其横截面也可以为T形,并定向成使得该T的横梁与环形主体152隔开,从而当施加压缩力时,T的腿部经历变形。另外,矩形可变形端156的端部可以是圆形的。可变形端156还可具有三角形横截面,其中圆形顶点成使得力施加在圆形顶点处。其它横截面构造对可变形部分156也是可用的。不管其构造如何,可变形部分156应当在锥体50或心轴4的扩大区域30塑性变形之前、并同样在主体152塑性变形之前发生塑性变形。
当然,外侧锥体110可以替代心轴4的扩大部分30,该锥体110的前面60用作肩部48,使得间隔物140在两个锥体50和110的前面60之间被压缩。
在大多数方面与轮端A相同的又一个变型的轮端F(图11)中,间隔物160形成为心轴20的扩大区域30的整体部分。间隔物16从扩大区域30的肩部48突出。间隔物越过肩部48抵靠内侧锥体50的前面60。作为扩大区域30的一体部分,间隔物160由与轮毂4相同的材料即高碳钢形成。并且尽管高碳钢可在热处理中被表面硬化,但轮毂4仅仅沿着扩大区域30的滚道44和推力肋46被表面硬化。为此,扩大区域30沿着滚道44和推力肋46被感应加热,然后被感应淬火,因此,造成滚道30和推力肋46比轮毂4的其它部分硬。结果,当受到通过锥体50施加的压缩力时,间隔物160将变形。毕竟,间隔物160的横截面面积比紧邻其后的肩部48和扩大区域30的支持元件的横截面面积小。由于由穿透硬化的高碳钢形成,或者优选由表面渗碳并然后在其包括前面60的外部表面处被硬化的低碳钢形成,所以当间隔物160被挤压时,内侧锥体50不变形。
间隔物160可最初(即在变形前)基本与轴线X平行地轴向指向。当变形时,间隔物160趋于径向向内和向外展开。另一方面,间隔物160可以最初相对于轴线X稍稍倾斜地从肩部48微微指向外侧。当变形时,间隔物160趋于向内和向外展开,但也许向外比向内展开得远。其它的构造对于整体的间隔物160也是可用的。
座圈还可以是深沟球轴承或球面滚子轴承的那些座圈,这两种座圈都具有相对于轴线X倾斜的滚道以承载推力载荷。另外,轴承6可呈混合形式,其包括内排中的一种构造的滚动元件和外排中的另一种构造的滚动元件。例如,内排可包括锥形滚子,并用作单排锥形滚子轴承,并且外排可包括用作单排角接触球轴承的球,或者反之亦然。
壳体2、心轴20和轴承6不一定是轮端的一部分,还可以用于需要便于绕轴线X的旋转的其它目的。换句话说,以轮端A具体实施的轴承组件可具有需要壳体2和/或心轴4的变型的其它应用。
Claims (27)
1.一种用于装配轴承组件的工艺,所述轴承组件便于绕轴线旋转并包括:外部构件,其承载有相对于所述轴线沿相反的方向倾斜的第一和第二滚道;内部构件,其包括心轴,所述心轴承载有第一内部滚道和支持元件,所述第一内部滚道相对于所述轴线沿与所述第一外部滚道相同的方向倾斜,所述支持元件设置成轴向地越过所述第一内部滚道;第一滚动元件,其构造成用于在所述第一外部滚道和所述第一内部滚道之间成排的布置;分离的内部座圈,其构造成配合在所述心轴上并具有第二内部滚道,所述第二内部滚道相对于所述轴线沿与所述第二外部滚道相同的方向倾斜;和第二滚动元件,其构造成用于在所述第二滚道之间成排的布置,所述工艺包括:
将所述外部构件安装在所述内部构件上,同时使所述第一滚动元件布置在所述第一外部滚道和所述第一内部滚道之间;
将能够收缩的间隔物定位在所述心轴上并且使所述间隔物与由所述心轴承载的所述支持元件相对;
将所述内部座圈安装在所述心轴上,同时使所述第二滚动元件布置在所述第二外部滚道和所述第二内部滚道之间,使得所述内部座圈的一端与所述间隔物相对,并且在设有可变形端的情况下所述心轴的一部分突出越过所述内部座圈的相对端;以及
抵靠所述内部座圈上所述心轴突出越过的一端使得所述可变形端变形,以产生将所述内部座圈卡在所述心轴上的成形端,同时所述变形对所述内部座圈施加足够的力,以使所述支持元件和所述内部座圈之间的间隔物收缩。
2.根据权利要求1所述的工艺,其中使所述可变形端变形的过程包括:使所述内部构件及其心轴旋转,以及用足够的力使所述心轴和旋转成形工具靠在一起以使所述可变形端向外变形离开所述轴线,并将其转变成所述成形端。
3.根据权利要求2所述的工艺,还包括:
在使所述内部构件旋转时抑制所述外部构件;
测量在所述内部构件旋转时通过所述滚动元件施加到所述外部构件的力矩;
当所述力矩达到反映期望预载的规定大小时停止所述变形。
4.根据权利要求1所述的工艺,其中所述分离的内部座圈在一端处具有传递推力载荷的背面,并在其相对端处具有前面;并且所述前面朝向所述间隔物。
5.根据权利要求1所述的工艺,其中所述间隔物在比使所述支持元件或所述分离的内部座圈塑性变形所需的力小的力作用下变形。
6.根据权利要求1所述的工艺,其中所述支持元件包括肩部,并且所述间隔物最初与所述肩部分离。
7.根据权利要求1所述的工艺,其中所述第一内部滚道及所述支持元件两者与所述心轴一体地形成,并且所述间隔物与所述支持元件一体地形成。
8.一种用于装配轮端的工艺,所述轮端将车轮联接到机动车辆的悬架系统部件,并使所述车轮能够绕轴线旋转,所述轮端由下面的部件装配成:
壳体,其构造用于紧固到所述悬架系统部件,并具有外侧端和内侧端;
轮毂,所述轮毂具有凸缘和心轴,所述凸缘与所述壳体的外侧端相对地设置,所述心轴从所述凸缘突出并具有远离所述凸缘的可变形端;和
轴承,所述轴承包括:
所述壳体中的外侧外部滚道和内侧外部滚道,所述外侧外部滚道和内侧外部滚道向内朝向所述轴线并相对于所述轴线朝向彼此向下倾斜;
外侧内部滚道,其由所述心轴承载并向外朝向,并且相对于所述轴线沿与所述外侧外部滚道相同的方向倾斜;
支持元件,其越过外侧内部滚道的小端轴向地设置;
分离的内部座圈,其构造成配合在所述心轴上并具有内侧内部滚道,所述内侧内部滚道向外朝向并且沿与所述内侧外部座圈相同的方向倾斜,所述内部座圈还在一端具有传递推力载荷的背面,并在其相对端具有前面;
外侧滚动元件,其绕所述外侧内部滚道设置,
内侧滚动元件,其在内侧内部滚道处绕内部座圈设置;
所述工艺包括:
将所述壳体安装在所述轮毂的心轴上,使得所述外侧外部滚道围绕所述外侧滚动元件,从而所述外侧滚动元件位于所述外侧滚道之间;
将所述内部座圈安装在所述心轴上,使得所述内侧滚动元件位于所述内侧内部滚道和所述外侧内部滚道之间,并且所述内部座圈的前面朝向所述抵接面,且将间隔物布置在所述前面和所述支持元件之间;
使所述可变形端向外变形离开所述轴线并变形在所述内部座圈的背面上;
继续所述变形,使得所述变形端接靠所述内部座圈的背面,并且朝所述肩部驱动所述内部座圈并使所述间隔物收缩;以及
当所述轴承达到期望预载时停止所述变形。
9.根据权利要求8所述的工艺,其中当所述可变形端变形时使所述心轴相对于所述壳体旋转;监测通过所述轴承传递的力矩;并且当所述力矩达到反映所述期望预载的规定大小时停止所述心轴端部的变形。
10.根据权利要求8所述的工艺,其中所述间隔物在施加比使所述支持元件或所述内部座圈变形所需的力小的力的情况下变形。
11.根据权利要求8所述的工艺,其中所述外侧内部座圈和所述支持元件形成在所述心轴上。
12.根据权利要求8所述的工艺,其中所述外侧内部座圈和所述支持元件形成在配合于所述心轴上的分离的外侧座圈上。
13.根据权利要求8所述的工艺,其中所述壳体包括速度传感器,并且所述间隔物承载有由速度传感器监测的目标轮;并且所述间隔物在远离所述目标轮的区域中收缩。
14.根据权利要求13所述的工艺,其中所述间隔物具有环形主体,并在一端处具有可变形部分;并且所述目标轮由所述环形主体承载。
15.一种用于便于绕轴线旋转的轴承组件,所述轴承组件包括:
绕所述轴线设置的管状壳体;
心轴,其突出到所述壳体中并具有轴承座和成形端,所述成形端离开所述轴线及作为所述心轴的一体部分的轴承座而向外指向;
轴承,其位于所述心轴和所述壳体之间,以使得所述心轴和所述壳体中的一个相对于另一个旋转,所述轴承包括:
第一外部滚道和第二外部滚道,其由所述壳体承载并向内朝向所述轴线,所述外部滚道相对于所述轴线沿相反的方向倾斜;
第一内部滚道,其由所述心轴承载并向外朝向所述第一外部滚道,并沿与第一外部滚道相同的方向倾斜;
朝向所述成形端的支持元件;
分离的内部座圈,其围绕所述轴承座设置并具有第二内部滚道,所述第二内部滚道向外朝向所述第二外部滚道并沿与所述第二外部滚道相同的方向倾斜,所述内部座圈还具有靠在所述成形端上的背面和朝向所述抵接面的前面;
第一滚动元件,其在所述第一滚道之间的成排设置;和
第二滚动元件,其在所述第二滚道之间的成排设置;和
间隔物,其位于所述内部座圈的所述前面和所述支持元件之间,所述间隔物由于在产生所述成形端期间所述内部座圈朝所述支持元件被驱动而收缩。
16.根据权利要求15所述的组件,其中所述轴承被施加预载。
17.根据权利要求16所述的组件,其中所述第一内部滚道及所述支持元件两者与所述心轴一体地形成在所述心轴上。
18.根据权利要求17所述的组件,其中所述间隔物与所述支持元件一体地形成。
19.根据权利要求16所述的组件,其中所述第一内部滚道和所述支持元件位于配合在所述心轴的轴承座上的另一个内部座圈上。
20.根据权利要求16所述的组件,其中所述间隔物由在力的作用下比所述支持元件或所述内部座圈更容易塑性变形的材料形成。
21.一种包括权利要求16所述的组件的轮端,其中所述心轴形成轮毂的一部分,所述轮毂还在远离所述成形端的心轴端部处包括凸缘。
22.根据权利要求16所述的组件,其中所述滚道是锥形的,并且所述滚动元件是锥形滚子。
23.根据权利要求16所述的组件,其中所述滚道是拱形的,并且所述滚动元件是球。
24.根据权利要求16所述的组件,其中所述管状壳体包括速度传感器;并且所述间隔物承载有被所述速度传感器监测的目标轮。
25.一种用于装配轴承组件的工艺,该轴承组件便于绕轴线旋转并包括:外部构件,其承载有相对于所述轴线沿相反的方向倾斜的第一和第二滚道;内部构件,其包括心轴,所述心轴承载有第一内部滚道,所述第一内部滚道相对于所述轴线沿与所述第一外部滚道相同的方向倾斜;第一滚动元件,其构造成用于在所述第一外部滚道和所述第一内部滚道之间成排的布置;分离的内部座圈,其构造成配合在所述心轴上并具有第二内部滚道,所述第二内部滚道相对于所述轴线沿与所述第二外部滚道相同的方向倾斜;和第二滚动元件,其构造成用于在所述第二滚道之间成排的布置,所述工艺包括:
将所述外部构件安装在所述内部构件上,同时使所述第一滚动元件布置在所述第一外部滚道和所述第一内部滚道之间;
将所述内部座圈安装在所述心轴上,同时使所述第二滚动元件布置在所述第二外部滚道和所述第二内部滚道之间;
实现所述外部构件和所述内部构件之间的相对旋转;以及
在所述相对旋转期间,使所述内部座圈上所述心轴突出越过的一端后面的可变形端变形,以产生将所述内部座圈卡在所述心轴上的成形端,同时所述变形对所述内部座圈施加足够的力,以使所述滚动元件处于预载下;
监测所述相对旋转期间通过所述滚动元件从一个构件传递到另一个构件的力矩;以及
当所述力矩达到反映期望预载的规定大小时停止所述变形。
26.根据权利要求25所述的工艺,其中实现所述相对旋转包括使所述内部构件相对于所述外部构件旋转;并且使所述可变形端变形包括用足够的力使所述心轴和旋转成形工具靠在一起以使所述可变形端向外变形离开所述轴线,并将其转变成所述成形端。
27.根据权利要求26所述的工艺,其中监测所述力矩包括在所述内部构件旋转时抑制所述外部构件;以及测量在所述内部构件旋转时通过所述滚动元件施加到所述外部构件的力矩。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/283,160 US20070116397A1 (en) | 2005-11-18 | 2005-11-18 | Unitized bearing assembly and method of assembling the same |
| US11/283,160 | 2005-11-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101309804A true CN101309804A (zh) | 2008-11-19 |
Family
ID=37964739
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2006800428696A Pending CN101309804A (zh) | 2005-11-18 | 2006-11-17 | 成套轴承组件及其装配方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20070116397A1 (zh) |
| EP (1) | EP1948451A2 (zh) |
| JP (1) | JP2009516147A (zh) |
| KR (1) | KR20080068082A (zh) |
| CN (1) | CN101309804A (zh) |
| WO (1) | WO2007061806A2 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105523279A (zh) * | 2014-09-30 | 2016-04-27 | 斯凯孚公司 | 车辆轮毂总成的包装套件 |
| CN106795911A (zh) * | 2014-08-01 | 2017-05-31 | 欧洲拖车系统有限公司 | 辊子 |
| CN116951006A (zh) * | 2023-09-20 | 2023-10-27 | 万向钱潮股份公司 | 一种轮毂轴承安装方法及装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8465211B2 (en) * | 2008-01-10 | 2013-06-18 | The Timken Company | Compact wheel end and corner module |
| JP5924005B2 (ja) * | 2012-02-01 | 2016-05-25 | 株式会社ジェイテクト | ハブユニットの製造方法 |
| FR3007473B1 (fr) * | 2013-06-19 | 2015-07-17 | Ntn Snr Roulements | Unite de roulement. |
| DE102014214999B4 (de) * | 2014-07-30 | 2021-06-24 | Aktiebolaget Skf | Lageranordnung mit Vorspannung |
| KR102291387B1 (ko) * | 2017-03-29 | 2021-08-18 | 후지쇼지 가부시키가이샤 | 차량용 허브 베어링의 내륜 구속 장치 |
| IT201700081652A1 (it) * | 2017-07-19 | 2019-01-19 | Skf Ab | Gruppo cuscinetto-mozzo per veicoli |
| KR102556456B1 (ko) | 2018-04-27 | 2023-07-18 | 주식회사 일진글로벌 | 휠베어링 조립체 |
| US11820171B2 (en) * | 2021-01-07 | 2023-11-21 | Arvinmeritor Technology, Llc | Axle assembly having a drive pinion and a preload nut and a method of assembly |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2803507A (en) * | 1952-12-03 | 1957-08-20 | Licentia Gmbh | Resilient spacer rings for multiple bearings rotatably supporting shafts |
| US2859033A (en) * | 1956-06-27 | 1958-11-04 | Hughes Aircraft Co | Constant force applying mechanism |
| US3455617A (en) * | 1967-05-10 | 1969-07-15 | George V Woodling | Axial fixation positional means for a pair of tapered roller bearings |
| GB1316433A (en) * | 1969-06-30 | 1973-05-09 | Timken Co | Rolling bearings |
| CA969210A (en) * | 1969-07-14 | 1975-06-10 | John E. Rode | Deformable metallic member, especially for a static seal |
| JPS5135870Y2 (zh) * | 1973-11-27 | 1976-09-03 | ||
| US4125929A (en) * | 1974-03-04 | 1978-11-21 | Temper Corporation | Deformable metallic element |
| US3986754A (en) * | 1975-08-18 | 1976-10-19 | The Torrington Company | Bearing with axial fit-up ring |
| US4054999A (en) * | 1975-11-03 | 1977-10-25 | The Timken Company | Adjusting process for bearings |
| US4865468A (en) * | 1988-05-27 | 1989-09-12 | Ntn Toyo Bearing Co., Ltd. | Wheel bearing assembly for automotive wheel |
| US5386630A (en) * | 1993-09-27 | 1995-02-07 | The Timken Company | Process and tool for adjusting bearings |
| US5549397A (en) * | 1994-02-03 | 1996-08-27 | Temper Corporation | Adapter sleeve and an adjustable spacer with radial extension useable thereon |
| US6418613B1 (en) * | 1998-04-09 | 2002-07-16 | John E. Rode | Bearing assembly adjustable spacer and system for adjusting the same |
| WO1998021055A1 (en) * | 1996-11-14 | 1998-05-22 | Kelsey Hayes Company | Vehicle wheel hub mounting system |
| GB9713343D0 (en) * | 1997-06-24 | 1997-08-27 | Timken Co | Process and machine for uniting rotatable machine components |
| US6105251A (en) * | 1997-10-20 | 2000-08-22 | General Motors Corporation | Integrally retained bearing race with improved twisting resistance |
| US6126321A (en) * | 1999-07-16 | 2000-10-03 | Brenco Incorporated | Shaft journal bearing and seal wear ring assembly |
| US6318201B1 (en) * | 1999-11-19 | 2001-11-20 | Dana Corporation | Motor vehicle differential bearing pre-load mechanism |
| US6464399B1 (en) * | 1999-12-27 | 2002-10-15 | The Timken Company | Hub assembly for automotive vehicles |
| US6312161B1 (en) * | 2000-03-31 | 2001-11-06 | The Timken Company | End cap for bearing assembly |
| JP2002250358A (ja) * | 2000-12-18 | 2002-09-06 | Nsk Ltd | 車輪支持用転がり軸受ユニット |
| US6460423B1 (en) * | 2001-02-01 | 2002-10-08 | The Timken Company | Method of measuring preload in a multirow bearing assembly |
| US6692153B2 (en) * | 2001-03-07 | 2004-02-17 | Ntn Corporation | Wheel support bearing assembly |
| US6532666B1 (en) * | 2001-11-29 | 2003-03-18 | The Timken Company | Process for capturing a bearing race on a spindle |
| JP2003211908A (ja) * | 2002-01-18 | 2003-07-30 | Koyo Seiko Co Ltd | 転がり軸受装置 |
| US6793398B2 (en) * | 2002-05-29 | 2004-09-21 | Torque-Traction Technologies, Inc. | Low spring rate multi-convoluted collapsible spacer |
| JP4774685B2 (ja) * | 2004-06-03 | 2011-09-14 | マツダ株式会社 | 動力伝達軸の支持構造 |
| JP4560719B2 (ja) * | 2004-11-15 | 2010-10-13 | 株式会社ジェイテクト | ステアリング装置 |
-
2005
- 2005-11-18 US US11/283,160 patent/US20070116397A1/en not_active Abandoned
-
2006
- 2006-11-17 CN CNA2006800428696A patent/CN101309804A/zh active Pending
- 2006-11-17 WO PCT/US2006/044595 patent/WO2007061806A2/en active Application Filing
- 2006-11-17 KR KR1020087011880A patent/KR20080068082A/ko not_active Application Discontinuation
- 2006-11-17 EP EP06837849A patent/EP1948451A2/en not_active Withdrawn
- 2006-11-17 JP JP2008541356A patent/JP2009516147A/ja not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106795911A (zh) * | 2014-08-01 | 2017-05-31 | 欧洲拖车系统有限公司 | 辊子 |
| CN106795911B (zh) * | 2014-08-01 | 2019-10-25 | 欧洲拖车系统有限公司 | 辊子 |
| CN105523279A (zh) * | 2014-09-30 | 2016-04-27 | 斯凯孚公司 | 车辆轮毂总成的包装套件 |
| CN116951006A (zh) * | 2023-09-20 | 2023-10-27 | 万向钱潮股份公司 | 一种轮毂轴承安装方法及装置 |
| CN116951006B (zh) * | 2023-09-20 | 2023-12-08 | 万向钱潮股份公司 | 一种轮毂轴承安装方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070116397A1 (en) | 2007-05-24 |
| WO2007061806A2 (en) | 2007-05-31 |
| JP2009516147A (ja) | 2009-04-16 |
| KR20080068082A (ko) | 2008-07-22 |
| WO2007061806A3 (en) | 2007-10-25 |
| EP1948451A2 (en) | 2008-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101309804A (zh) | 成套轴承组件及其装配方法 | |
| US5494358A (en) | Package bearing | |
| KR100486471B1 (ko) | 주입성형부에 임베디드된 베어링 레이스를 갖는 휠마운팅 | |
| US20020085781A1 (en) | Rolling-bearing unit for wheel support | |
| WO1998058762A1 (en) | Process and machine for uniting rotatable machine components | |
| WO2020208947A1 (ja) | かしめアセンブリの製造方法、ハブユニット軸受の製造方法及び車両の製造方法 | |
| JP2005511981A (ja) | 軸受輪を軸上に固定する工程 | |
| US5507094A (en) | Wheel bearing assembly with dual telescoping outer rings and improved load support | |
| US20070217727A1 (en) | Wheel hub and bearing arrangement, and a method for mounting such an arrangement | |
| US11745249B2 (en) | Rotary caulking device, method of manufacturing hub unit bearing and method of manufacturing vehicle | |
| JP2003090350A (ja) | 車輪用軸受の固定構造及び車輪用軸受 | |
| EP2957432B1 (en) | Hub-bearing having a light alloy rotor-hub | |
| US20030063827A1 (en) | Compact hub assembly for automotive vehicles | |
| US6616340B2 (en) | Hub assembly with driven hub | |
| US11306779B2 (en) | Method for producing components of a tilting-pad bearing, and tilting-pad bearing | |
| JP2003028179A (ja) | 車輪支持用転がり軸受ユニットの製造方法及び製造装置 | |
| US20050117825A1 (en) | Wheel support bearing assembly with built-in sensor | |
| EP2327568B1 (en) | A hub bearing-hub carrier unit for high-performance motor vehicles | |
| WO2008134415A1 (en) | Wheel end with double row bearing having dissimilar contact angles | |
| JP2001199202A (ja) | 車輪軸受装置 | |
| WO2022064770A1 (ja) | 軸受ユニット用のかしめ装置及びかしめ方法、ハブユニット軸受の製造方法及び製造装置、車両の製造方法 | |
| JP2004150485A (ja) | 転がり軸受装置 | |
| JP2004225752A (ja) | 車輪用軸受ユニットの製造方法 | |
| JP2023127823A (ja) | ハブユニット軸受及びその製造方法 | |
| JPWO2020209321A1 (ja) | かしめアセンブリの製造方法、ハブユニット軸受の製造方法、かしめ装置、かしめアセンブリ、及び車両の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| AD01 | Patent right deemed abandoned |
Effective date of abandoning: 20081119 |
|
| C20 | Patent right or utility model deemed to be abandoned or is abandoned |