JP2009516147A - 統合軸受アセンブリおよびその組立方法 - Google Patents
統合軸受アセンブリおよびその組立方法 Download PDFInfo
- Publication number
- JP2009516147A JP2009516147A JP2008541356A JP2008541356A JP2009516147A JP 2009516147 A JP2009516147 A JP 2009516147A JP 2008541356 A JP2008541356 A JP 2008541356A JP 2008541356 A JP2008541356 A JP 2008541356A JP 2009516147 A JP2009516147 A JP 2009516147A
- Authority
- JP
- Japan
- Prior art keywords
- raceway
- inner race
- spacer
- support shaft
- spindle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/04—Assembling rolling-contact bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
- B60B27/001—Hubs with roller-bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
- B60B27/0078—Hubs characterised by the fixation of bearings
- B60B27/0084—Hubs characterised by the fixation of bearings caulking to fix inner race
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B35/00—Axle units; Parts thereof ; Arrangements for lubrication of axles
- B60B35/12—Torque-transmitting axles
- B60B35/18—Arrangement of bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/38—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers
- F16C19/383—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
- F16C19/385—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings
- F16C19/386—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings in O-arrangement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
- F16C19/185—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement with two raceways provided integrally on a part other than a race ring, e.g. a shaft or housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
- F16C19/186—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement with three raceways provided integrally on parts other than race rings, e.g. third generation hubs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2229/00—Setting preload
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C41/00—Other accessories, e.g. devices integrated in the bearing not relating to the bearing function as such
- F16C41/007—Encoders, e.g. parts with a plurality of alternating magnetic poles
Abstract
軸の周りの回転を促進するためのホイールエンド(A〜F)またはその他のアセンブリは、管状ハウジング(2)と、上記ハウジング内へと伸張する支軸(20)と、上記ハウジングおよび支軸の間に複列転がり軸受(6、120)とを含有する。上記軸受は、上記支軸上に適合する、少なくとも一つの別個のインナーレース(50、126)を含有し、そのレースの軸方向の位置が、上記軸受のセッティングを決定する。好ましくは、スペーサー(66、150、160)が、上記インナーレースと、バッキングエレメント(30、48、60、110、132)との間に、支軸の回りに適合する。上記アセンブリは、支軸の端部を、変形がインナーレースをバッキングエレメントに向って駆動し、存在するならばスペーサーをつぶすのに十分であるように、別個のインナーレースの端部に接触するように外側に変形することによって結合される。支軸の端部の変形は、軸受における所望の予荷重が反映されるトルクを軸受が生じさせるまで継続する。
Description
関連出願との相互参照
この出願は2005年11月18日に出願された米国特許出願番号11/283、160に由来し、当該出願からの優先権を主張する。
この出願は2005年11月18日に出願された米国特許出願番号11/283、160に由来し、当該出願からの優先権を主張する。
技術分野
本発明は、概して軸受けに関し、より具体的には統合軸受アセンブリおよびその組立方法に関する。
本発明は、概して軸受けに関し、より具体的には統合軸受アセンブリおよびその組立方法に関する。
現在の自動車および軽トラックの製造には、外注業者からパッケージ化された状態で入手される数々の部品が含まれる。上記パッケージ化された部品は自走車両の組立に要する時間を削減し、さらに、組立ラインから重要な調整(critical adjustment)を排除することにより、車両の品質を向上させる。いわゆる「ホイールエンド(wheel ends)」は、自走車両の組立を促進した、パッケージ化された部品の一種を代表する。
代表的なホイールエンドは、ステアリング・ナックルまたはその他のサスペンション垂直板(upright)に対してボルト留めされたハウジングと、主車輪(road wheel)が取り付けられたフランジおよび上記フランジから上記ハウジング内へと突出する支軸(spindle)を備えるハブと、上記ハウジングおよび上記ハブ支軸の間に位置し、上記ハブが上記ハウジング内で最小の摩擦において回転することを可能にする転がり軸受とを有する。進歩的な型のホイールエンドにおいては、ホイールエンドを恒久的に結合するように、上記支軸の内側端部が、上記軸受の端部の上に形成されている。
実際、軸受は先細ローラーなどの転がり要素を有し、上記転がり要素がそれに沿って転がる2つの列および軌道に組織されている。外側列の上記軌道および列の転がり要素は、軸受が軸方向ならびに半径方向の両方にスラスト荷重を移送できるように、内側の軌道および転がり要素の反対側に方向づけられている。また、内側列用のインナーレースウェイ、すなわち、支軸の内側端部における、支軸の周りのレースウェイは、ハブ支軸からとは別に形成されたレース上にあるため、このレースの軸方向の位置が軸受全体のセッティングを決定し、そのセッティングは軸受に軽い予荷重を提供すべきことが好ましい。内側インナーレースがいったん支軸上に据え付けられると、上記支軸の端部が、上記レースの端部に対して外側に変形され、少なくとも結合された形のホイールエンドにおいては、恒久的に軸受を捕捉する。内側インナーレースが、ハブ支軸上の正しい位置とみなし、そのことにより軸受に正しいセッティングを提供するためには、そのインナーレースは、かなりの精度において加工されなければならない。これには時間がかかり、ホイールエンドのコストを増加させる。
特許文献1は、ホイールエンドを利用するための、ハブ支軸の端部をすえ込むための回転成形プロセスを開示するが、精密に加工されたインナーレースを必要とする。特許文献2は、これもまた精密な加工を必要とする、より洗練されたプロセスを開示する。特許文献3は、一つのまとまりにされた軸受における予荷重を検証するためのプロセスを開示するが、複雑な装置および長いサイクル時間を必要とする。
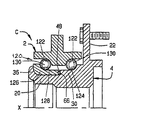
図を参照すると、要するに軸受アセンブリであるホイールエンド(wheel end)A(図1)は、主車輪(road wheel)Rを、自動車のサスペンションシステム部品Sへ連結し、主車輪Bが軸Xの周りを回転し、上記車輪Bおよびサスペンションシステム部品Sの間の半径方向荷重およびスラスト荷重の両方を両軸方向へ移送することを可能とする。主車輪Rが車両を操縦する場合、上記サスペンションシステム部品Sはステアリング・ナックルの形を取る。それが操縦しない場合は、上記サスペンションシステム部品Sは単純なサスペンション垂直板(upright)である。上記ホイールエンドAは、上記サスペンションシステム部品Sへボルト留めされており、アウター部材を提供するハウジング2と、主車輪Bが取り付けられ、インナー部材を提供するハブ4と、上記ハウジングおよびハブ4の間に位置し、後者が前者に対して最小の摩擦において軸Xの周りを回転することを可能とする軸受6とを含有する。上記ホイールエンドAは、わずかな予荷重下において、その軸受6と恒久的に結合される。
好ましくは鍛造物であり、高炭素鋼から形成されるハウジング2は、管状の略円筒形ボディー10と、上記ボディー10の両端の略中間に、上記ボディー10から半径方向に突出する、三角形または長方形のフランジ12とを含有する(図1)。上記ボディー10の内側セグメントは、上記フランジ12がボルト14で固定されている上記部品Sと、上記フランジ12とが接触するように、上記サスペンションシステム部品Cに受け入れられている。このように、ホイールエンドAは、そのハウジング2のフランジ12においてサスペンションシステム部品Cに取り付けられている。
好ましくは鍛造物であり、高炭素鋼から形成される上記ハブ4は、ハウジング2の管状ボディー10を通って伸張する支軸20と、上記支軸20の外側端部において上記支軸20と一体形成されているフランジ22とを含有する(図1)。上記フランジ22は、ブレーキディスク28および主車輪Bを上記ハブ4へ固定するための耳付きナット26のねじ山越しに耳付きボルト24と適合する。
円筒形軸受座34へ通じ、順に成形された端部36へ通じる拡大領域30において、上記支軸20は上記フランジ22と融合する。上記成形された端部36は、軸Xから外側に離れて方向付けられ、軸Xに対して四角に区切られており、上記拡大領域30に向って備えられた内面38を提供する。
上記軸受6は、ハブ4の支軸20と、ハウジング2との間に位置し、ハブ4が軸Xの周りをハウジング2に対して回転することを可能とする。それは、ハウジング2のための管状ボディー10の内部表面上に形成された2つのアウターレースウェイ40および42を含有し(図1)、前者は外側で、後者は内側である。2つのレースウェイ40および42は、ハウジング2の両端の略中央である、それらが最も近いところにおいてその直径が最小であるように、互いに向って、下側へ先細になる。レースウェイ40および42に沿って、ハウジング2は、誘導加熱および焼き入れによって硬化される。2つのアウターレースウェイから離れて、軸受6は、インナーレースウェイ44と、支軸20の拡大領域30上のスラストリブ46とを含有する。上記レースウェイ44は、外側の場所に位置し、外側のアウターレースウェイ40に向いており、ハウジング2の中心へ向って下側へ、同じ方向に先細になる。上記スラストリブ46は、上記レースウェイ44の大きい端部に沿って伸張する。レースウェイ44およびスラストリブ46の両方に沿ってハブ4は、誘導加熱および焼き入れによって表面硬化(case hardened)される。レースウェイ44の反対側の小さい端部の向こうに、軸受6は、フランジ22から離れた方に向いたショルダー48を有する。それは成形された端部36の内面38に向って備えられ、拡大領域30の端部がバッキングエレメントとして作用することを可能とする。
また、上記軸受6は、支軸20の軸受座34上に締まりばめで適合する、コーン50の形の当初分離(initially separate)インナーレースを有する(図1)。それは表面硬化された軸受鋼から形成されていることが好ましく、ハウジング2上の内側アウターレースウェイ42に向って外側に備えられ、ハウジング2の中央に向って下側に、同じ方向に先細になるインナーレースウェイ52を含有することが好ましい。そのレースウェイ52の大きい端部において、上記コーン50は、軸Xに対して四角に区切られた背面(back face)56に通じるスラストリブ54を有する。そのレースウェイ52の小さい端部において、コーン50は、これもまた軸Xに対して四角に区切られたコーンの表面(front face)へ通じるリテーニングリブ58を有する。
軸受6を完結するのは、一方は外側レースウェイ40および44の間に位置および接触しており、他方は内側レースウェイ42および52の間に位置および接触している、2列に組織された、先細ローラー62の形の転がり要素である。各列の上記ローラー62は、頂点上にある。このように、上記外側レースウェイ42および46および外側ローラー62がその中に位置する円錐状のエンベロープは、上記軸に沿った共通の点にその頂点を有し、同様に、内側レースウェイ42および50および内側ローラー62がその中に位置する円錐状のエンベロープも、軸Xに沿った他の共通の点にその頂点を有する。各列のローラー62は、ローラー62間の適切な間隔を維持し、さらに、ハウジング2がない場合にそれらの各インナーレースウェイ44および52の回りの場所にそれらを保持するケージ64によって分離されている。
上記コーン50は、支軸20の軸受座34上に締まりばめで適合し、支軸20の拡大領域30および支軸20の成形された端部36の間に補足されて位置する。実際は、その背面56は、成形された端部36の内面38に接触して位置し(bear against)、一方その表面60は、支軸20の拡大領域30の端部において、ショルダー48に向かい、けれども離れて備えられている。
好ましくは、上記ショルダー48およびコーン50の背面56の間の空間は、両者に接触して位置し、円周方向に軸受座34のほぼ全体の回りに伸張する、つぶれた(collapsed)スペーサー66によって占有される。上記スペーサー66は、軟金属から形成されていることが好ましい。いかなる場合においても、その構成(configuration)と共に、スペーサー66を形成する物質は、支軸20のショルダー32およびコーン50の表面60の間で圧縮された際に、ハブ支軸20の拡大領域30またはコーン50のいずれかが塑性的に変形するのに要する力よりも小さい力の下で、スペーサー66が塑性的に変形するようなものである。
ハウジング2およびその端部は、軸受6の端部を閉じ、軸受6に汚染物質が入ることを阻止すると共に潤滑剤を軸受6内に保持する、シール70を含有する。
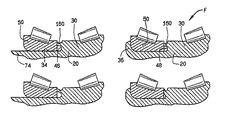
最初に、ハブ4は、その支軸2の内側端部において、成形された端部36を有さない。その代わりに、それは、軸受座34の延長部を形成する変形可能な端部74(図3)と共に製造され、それは、軸受座34の外径と同じ外径を有する。このように、外側に備えられた変形可能な端部74の表面と、軸受座34とは区別ができない。また、製造時にスペーサー66は、完成されたホイールエンドAにおいて想定される厚さよりも幾分厚く、すなわち、その軸方向の寸法は、当初はより大きい。
ホイールエンドAを組立てるために、ローラー62の内側列が、ハブ支軸20の拡大領域30上である内側インナーレースウェイ44の周りに、内側列のためのケージ64によってこれらのローラー62が保持されるように据え付けられる(図3A)。同様に、外側シール70は拡大領域30上のスラストリブ46に適合される。その結果、ハウジング2は支軸20を横切り、その外側レースウェイ40が外側列のローラー62に接触して設置するように進められ、ローラー62はインナーレースウェイ44にも接触して設置される(図3B)。次に、その原型(original)の構成のスペーサー66を、支軸20上に据え付け、拡大領域30上のショルダー48に接触させる。スペーサー66を所定の位置に配置後、そのレースウェイ52の回りに外側ローラー62の補足物を有するコーン50は、その表面60がスペーサー66と接触するまで軸受座34上に押し付けられる(図3)。この状況において変形可能な端部74は、コーン50の背面56の向こう側へ突出し、軸受6は正しい尺度の軸方向の遊びを有する。そういうものとして、軸受6内に間隙が存在する。
いったんコーン50が支軸20の回りの所定の位置に配置されると、部分的に組立てられたホイールエンドAは、領域支持から離れて突出するその支軸20でハブ4を支持するように構成されたテーブル80と、上記テーブル80に向って備えられた成形面(contoured face)を有する成形器具82とを含有する回転成形装置D(図2)に提供される。ハブ4は、しっかりと保持され、テーブル80と相対的に回転できないように、テーブル80と接触して設置される。けれども、テーブル80は支軸20の軸Xの周りの力の下で回転し、ハブ4全体を回転する。テーブル80はさらに、軸Xに沿って前後に平行移動する能力を有する。成形器具82は、軸Xに対して傾いた軸Yの周りの力の下で回転する。ハウジング2は、軸受6を介して保持されたハウジング2へ伝達されたトルクを測定する装置86によって、回転に対して保持される。特許文献1は、成形装置Dおよびその作動をより詳細に開示し、この開示に参照することにより援用される。
テーブル80およびハブ4が軸Xの周りを回転している状態で、ハブ4は、これもまた回転する成形器具82に向って前進される。前進することにより、変形可能な端部74は回転する成形器具82の成形面84に接触する(図3B)。テーブル80は、変形可能な端部74を上記面84に対して押し付け、上記面84は上記端部74を軸Xから離れて外側に変形する(図3C)。上記端部74の変形は継続し、上記端部74をコーン50の背面56上に持ってくる。テーブル80の継続的な前進で、上記端部74はコーン50の背面56に接触して位置し、コーン50全体をハブ4の拡大領域30およびフランジ22に向って駆動する(図3D)。スペーサー66は、上記前進に耐えるが、それでも、付与された力の下でつぶれる。しかしながら、支軸20の拡大領域30上のショルダー48またはコーン50のいずれも変形されない。スペーサー66によって提供される耐性は、大きく、平らな接触範囲が成形された端部36の反対となる状態で、変形可能な端部74が成形された端部36へと変形することを可能とし、すなわち、それは、コーン背面56と接触して位置する場所において、変形された端部36に内面38を提供する。テーブル80の前進は、ハウジング2に連結された拘束具が、軸受6の所望の予荷重と相互に関連する規定のトルクを測定するまで、この接合点においてゆっくりと継続される。その際、テーブル80の前進は停止するが、テーブル80は、成形器具82のように、回転し続ける。要するに、プロセスはドエルフェーズに入る。ドエルフェーズの間にトルクが規定の大きさのままであった場合、テーブル80は引っ込められ、ホイールエンドAは、それから取り除かれ、外側シール70がハウジング2上に据え付けられる。
実際は、ホイールエンドAは、スペーサー66なしで組立てられてもよい。その場合、そうでなければスペーサー66によって占領される間隙は、空間となる。互いに接触する
先細ローラー62および先細レースウェイ40、42および44、52の配置が、コーン50の表面60がハブ支軸20の拡大領域30上のショルダー48と接触して位置することを防止する。回転するハブ4から、先細ローラー62を介して、ハウジング2へ伝達され、拘束具86において測定されるトルクは、支軸20の成形された端部36が正しい位置とみなした時を判断する。言い換えると、経験的に判断された規定のトルクが、軸受6のために望まれた予荷重を反映する。しかしながら、スペーサー66の存在が内側コーン50の背面56と、成形された端部36との間の良好な接触を構築することを助ける。また、スペーサー66は、ハブ4の支軸20に追加の程度の剛性を付与するため、ホイールエンドAを介して大きな半径方向の荷重が伝達された場合に、支軸20はより少ないたわみを経験する。
先細ローラー62および先細レースウェイ40、42および44、52の配置が、コーン50の表面60がハブ支軸20の拡大領域30上のショルダー48と接触して位置することを防止する。回転するハブ4から、先細ローラー62を介して、ハウジング2へ伝達され、拘束具86において測定されるトルクは、支軸20の成形された端部36が正しい位置とみなした時を判断する。言い換えると、経験的に判断された規定のトルクが、軸受6のために望まれた予荷重を反映する。しかしながら、スペーサー66の存在が内側コーン50の背面56と、成形された端部36との間の良好な接触を構築することを助ける。また、スペーサー66は、ハブ4の支軸20に追加の程度の剛性を付与するため、ホイールエンドAを介して大きな半径方向の荷重が伝達された場合に、支軸20はより少ないたわみを経験する。
ショルダー48と、コーン表面60との間の、変形前のスペーサー66には、様々な構成が想定される。それは、開口端を有する単純なサークリップ90の形をとってもよく(図4)、または、その端部を互いに溶接することによって成形された閉じたサークリップ92でもよい。サークリップ90および92は、円形断面、正方形断面、長方形断面、または多角形断面のワイヤーから形成されていてもよい(図4)。他の断面構成もスペーサー66のために十分であろう−実際は、機能する異なる形状は無限に存在する。ワイヤーは、延性鋼、アルミニウム、銅、黄銅、または、変形することができるいかなる物質でもよい。スペーサー66は、その両端にフランジ96と、上記ショルダー48およびコーン背面56を介して付与される圧縮力の下で上記フランジ96と押し付けられた際に外側に変形する円筒形介在部98とを有するスリーブ94(図5)の形をとってもよい。同様に、スペーサー66は、軸方向に向けられた端部102と、外側にたわむ介在部104とを有するスリーブ100(図5)の形をとってもよい。上記端部102が互いに押し付けられた際、介在部104はまださらに外側へたわむ。実際は、圧縮荷重下で変形するいかなるスリーブでも足りる。いずれのスペーサー66を形成する物質に関わらず、ショルダー48およびコーン表面60の間の圧縮力を受けた際、ショルダー48を含む拡大領域30およびコーン50のいずれかが塑性変形する前に、スペーサー66には塑性変形が生じるべきである。
支軸20のインテグラルセグメント上に外側インナーレースウェイ44を形成する代わりに−基本的にはコーンは支軸20へ組み込まれている−改良されたホイールエンドB(図6)は、分離した外側コーン110上に外側インナーレースウェイ44を有する。コーン110を適合させるために軸受座34は、ハブフランジ22に向ってさらに伸張し、フランジ22に隣接して位置するショルダー112において終結する。外側コーン110は、上記伸張された軸受座34に締まりばめで適合し、その背面56においてショルダー112と接触して位置する。外側コーン110の表面60は、スペーサー66がそれに対してつぶされる、バッキングエレメントまたはショルダーとして作用し、そのため、ホイールエンドAの拡大領域30上のショルダーに相当する。
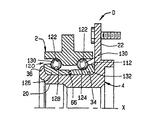
ハウジング2と、支軸4との間の先細ローラー軸受6の代わりに、他の改良されたホイールエンドC(図7)はアンギュラコンタクト玉(ボール)軸受120を利用する。上記ホイールエンドCは、ハウジング2内に弓形外側レースウェイ112と、支軸4の拡大領域30上の弓形内側レースウェイ124と、他の弓形インナーレースウェイ128を有する内側インナーレース126と、インナーレースウェイ124および128およびもちろん外側レースウェイ122内に2列に配置されたボール130とを有する。スペーサー66は、内側レース126と、拡大領域30上のショルダー48との間に適合する。
ホイールエンドD(図8)は、別のインナーレース132上の内側インナーレースウェイ124を有し、その場合は軸受座34がショルダー112まで伸張される必要がある。スペーサー66は、2つのインナーレース126および132の表面の間に適合する。実際は、外側レース132の端部は、それに対してスペーサー66が変形される、バッキングエレメントまたはショルダーを形成する。
先細アウターレースウェイ40および42は、ハウジング2内へ押し付けられる、カップと呼ばれる別のアウターレース上にあっても、または、ダブルカップと呼ばれる一つのアウターレース上にあってもよい。同様に、弓形アウターレースウェイ122は、ハウジング2に適合された別のレース上にあっても、または一つのアウターレース上にあってもよい。
さらに他の改良されたホイールエンドE(図9)は、ハブ4の角速度を感知する能力を有し、アンチロック・ブレーキ・システムおよびトラクション・コントロール・システムの動作を促進する。この観点から、ハウジング2には、その内部に、先細アウターレースウェイ40の小さい端部間に開口する穴140が備えられている。上記穴140は、軸Xに傾いて位置し、サスペンションシステム部品Sに接触するフランジ12の面からわずかにオフセットした位置において、ハウジング2から外に広がる(open out)。上記傾いた穴140は、先細ローラー62の小さい端部または他の転がり要素の間でハブ4と共に回転するターゲットホイール144の周囲面に向って、上記周囲面に近接して備えられるプローブ144をその内側端部に有する、センサー142を含有する。上記プローブ144は、ターゲットホイール146およびハブ4の角速度を反映する電気信号を生成する。
わずかな締まりばめで軸受座34と適合し、拡大領域30上のショルダー48および内側コーン50の表面60の間にぴったりと合って位置する、伸張されたスペーサー150によってターゲットホイール146は運ばれる。それは、ターゲットホイール144も締まりばめでその上に適合する円錐形外部表面154が備えられた管状ボディー152を有する。ボディー152の一端は、軸Xに垂直に位置する表面を提供し、その端部でボディー152はショルダー48と接触して位置する。他端において上記ボディー152は、変形可能な部分156へと融合する、すなわち、少なくとも当初はボディー152よりも薄い。変形可能な部分156は、コーン50の表面60と接触して位置し、ハブ支軸20の変形可能な端部74が成形された端部36へ変化するにつれて、コーン50に付与された圧縮力の結果として変形される。スペーサー150が支軸30の拡大領域30およびコーン50の間で圧縮されると、そのショルダー48を含む拡大領域30またはその表面60を含むコーン50にいかなる塑性変形が生じる前に、スペーサー150の変形可能な部分156は塑性変形するべきである。同様に、スペーサー150の管状ボディー152が塑性変形する前に塑性変形するべきである。
変形可能な部分156は、その断面が当初、管状ボディー152から離れて備えられるその最小端部で台形でもよく、または長方形でもよい(図10)。また、それは、Tの横材が管状ボディー152から離れるように向けられており、つぶす力が付与された際にTの足が変形するような、断面がT型でもよい。また、そうでなければ長方形の変形可能な端部156の端部は、丸みを帯びていてもよい。変形可能な端部156は断面が、丸みを帯びた頂点に力が付与されるように備えられた、丸みを帯びた頂点を有する三角形であってもよい。変形可能な部分156には、他の断面構成も利用できる。構成に関わらず、変形可能な部分156は、コーン50または支軸4の拡大領域30のいずれかが塑性変形する前に、および、同様にメインボディー152が塑性変形する前に塑性変形するべきである。
もちろん、外側コーン110は、そのコーン110の表面60がショルダー48として機能し、スペーサー140が2つのコーン50および110の表面60の間で圧縮されるように、支軸4の拡大領域30に代替されてもよい。
かなりの点においてホイールエンドAと同じである、さらに他の改良されたホイールエンドF(図11)においては、スペーサー160が支軸20の拡大領域30の一体部分として形成されている。スペーサー16は、拡大領域30のショルダー48から突出する。ショルダー48の向こうで、スペーサーは内側コーン50の表面60と接触して位置する。拡大領域30の一体部分として、スペーサー160はハブ4と同じ物質である、高炭素鋼から形成されている。熱処理において高炭素鋼は表面硬化されてもよいが、ハブ4は、レースウェイ44および拡大領域30のスラストリブ46に沿ってのみ表面硬化される。この点において拡大領域30は、レースウェイ44およびスラストリブ46に沿って誘導加熱され、その後、焼き入れ(quench)され、これにより、レースウェイ30およびスラストリブ46が他のハブ4よりも堅いままとなる。結果として、コーン50を介して圧縮力が付与されると、スペーサー160が変形する。結局のところ、スペーサー160は、それのすぐ後に位置する、ショルダー48および拡大領域30のバッキングエレメントよりも小さな断面積を有する。硬化処理された高炭素鋼、または、好ましくは浸炭された後にその表面60を含む外部表面が硬化された低炭素鋼のいずれかから形成されているため、内側コーン50はスペーサー160が衝突しても変形しない。
スペーサー160は当初、すなわち変形前は、軸方向に軸Xに実質的に平行に向けられてもよい。変形されると、それは半径方向内側および外側に広がる傾向にある。一方、スペーサー160は当初、ショルダー48からわずかに外側に、軸Xに対して幾分傾けて向けられてもよい。変形されると、それは内側および外側の両方に広がる傾向にあるが、内側よりも外側へより広がるかもしれない。一体スペーサー160には他の構成も利用できる。
上記レースは、スラスト荷重を伝達するために軸Xに対して傾いたレースウェイをいずれも有する、これらの深溝玉(ボール)軸受または球面ころ(ローラー)軸受であってもよい。さらに軸受6は、内側列に転がり要素の一構成、および、外側列に転がり要素の他の構成を含有する、ハイブリット型を前提としてもよい。例えば、内側列は先細ローラーを含有して単列先細ころ軸受として機能し、外側列は単列アンギュラコンタクト玉軸受として機能する玉軸受を含有しても、または、その逆でもよい。
ハウジング2、支軸20、および軸受6はホイールエンドの一部である必要はないが、軸Xの周りの回転を促進が必要とされる他の目的を果たしてもよい。言い換えると、ホイールエンドAに具現化された軸受アセンブリは、ハウジング2または支軸4またはその両方の改良を必要とし得る他の用途に利用されてもよい。
Claims (27)
- 軸の周りの回転を促進する軸受アセンブリを組立てるためのプロセスであって、
前記軸受アセンブリは、前記軸に対して反対方向に傾いた第一および第二レースウェイを支える(carry)アウター部材と、
前記軸に対して前記第一アウターレースウェイと同じ方向に傾いた第一インナーレースウェイおよび前記第一インナーレースウェイの軸方向の向こう側に位置するバッキングエレメントを支える支軸を含有するインナー部材と、
前記第一アウターおよびインナーレースウェイ間に列を配置するために構成された第一転がり要素と、
前記支軸上に適合するように構成され、前記軸に対して前記第二アウターレースウェイと同じ方向に傾いた第二インナーレースウェイを有する別個のインナーレースと、
前記第二レースウェイ間に列を配置するために構成された第二転がり要素と、を含有し、
前記プロセスは:
前記インナー部材上に、前記第一アウターおよびインナーレースウェイの間に前記第一転がり要素を挿入するように前記アウター部材を据え付けることと;
前記支軸上に、かつ、前記支軸によって支えられる前記バッキングエレメントと反対に、つぶれるスペーサーを配置することと;
前記支軸上に、前記第二アウターおよびインナーレースウェイの間に前記第二転がり要素が挿入された状態で、前記インナーレースの一端が前記スペーサーの反対にあり、変形可能な端部が提供された状態では、前記支軸の一部が前記インナーレースの反対端の向こうに突出するように前記インナーレースを据え付けることと;
前記支軸の変形可能な端部を、前記支軸上の前記インナーレースを補足する成形された端部を造るために前記支軸がその向こうに突出する前記インナーレースの端部に接触して、前記バッキングエレメントおよび前記インナーレースの間の前記スペーサーをつぶすのに十分な力を変形が前記インナーレースに及ぼすように変形することとを含有するプロセス。 - 前記変形可能な端部の前記変形が:
前記インナー部材およびその支軸を回転し、前記支軸および回転成形器を、前記変形可能な端部が前記軸から離れて外側に変形し、それを前記成形された端部へ変えるために十分な力でくっつけることを含有することを特徴とする請求項1に記載のプロセス。 - 前記インナー部材が回転する際に、前記アウター部材を制止することと;
前記インナー部材が回転する際に、前記転がり要素を介して、前記アウター部材へ付与されたトルクを測定することと;
所望の予荷重を反映する規定の大きさにトルクが達したら、前記変形を終結することとをさらに含有する請求項2に記載のプロセス。 - 前記別個のインナーレースは、一端に、スラスト荷重がそれを介して伝達される背面と、その反対側に表面とを有し;
前記表面が前記スペーサーに向って備えられていることを特徴とする請求項1に記載のプロセス。 - 前記スペーサーが、前記バッキングエレメントまたは前記別個のインナーレースを塑性変形するのに必要とされる力よりも小さい力の下で変形されることを特徴とする請求項1に記載のプロセス。
- 前記バッキングエレメントがショルダーを含有し、前記スペーサーは当初は前記ショルダーから分離していることを特徴とする請求項1に記載のプロセス。
- 前記第一インナーレースウェイおよび前記バッキングエレメントは、前記支軸と一体形成されており、前記スペーサーは前記バッキングエレメントと一体形成されていることを特徴とする請求項1に記載のプロセス。
- 主車輪(road wheel)を、自走車両のサスペンションシステム部品へ連結し、前記車輪が軸の周りを回転することを可能とするホイールエンド(wheel end)を組立てるためのプロセスであって、
前記ホイールエンドは:
前記サスペンションシステム部品への固定のために構成され、外側端部および内側端部を有するハウジングと;
前記ハウジングの前記外側端部の反対に位置するフランジ、および、前記フランジから突出し、前記フランジから離れた変形可能な端部を有する支軸を有するハブと;
軸受とから組立てられ、
前記軸受は:
前記軸へ向って内側へ備えられ、互いに前記軸に対して下側に向って傾いている、前記ハウジング内の外側および内側アウターレースウェイと;
前記支軸によって支えられ、外側に向って備えられ、前記軸に対して前記外側アウターレースウェイと同じ方向に傾いている外側インナーレースウェイと:
前記外側インナーレースウェイの前記小さい端部の軸方向の向こうに位置するバッキングエレメントと:
前記支軸に適合するように構成された別のインナーレースであって、外側に向って備えられ、前記内側アウターレースと同じ方向に傾いている内側インナーレースウェイを有し、一端に、スラスト荷重がこれを介して伝達される背面、および、反対側の端部に表面をさらに有するインナーレースと;
前記外側インナーレースウェイの回りに位置する外側転がり要素と;
その内側インナーレースウェイにおいて、前記インナーレースの回りに位置する内側転がり要素とを含有し、
前記プロセスは:
前記外側アウターレースウェイが前記外側転がり要素の周りにあり、前記外側転がり要素が前記外側レースウェイの間に位置するように、前記ハブの前記支軸上に前記ハウジングを据え付けることと;
前記内側転がり要素が前記内側インナーレースウェイおよび前記外側インナーレースウェイの間にあり、さらに、前記インナーレースの表面が合口面に向って、前記表面および前記バッキングエレメントの間にスペーサーが差し込まれた状態で備えられるように、前記支軸上に前記インナーレースを据え付けることと;
前記軸から離れて外側に、前記インナーレースの前記背面上に、前記変形可能な端部を変形させることと;
前記変形された端部が前記インナーレースの前記背面に接触して位置し、前記インナーレースをショルダーに向って駆動し、前記スペーサーをつぶすように、前記変形を継続することと;
前記軸受が、所望の予荷重に達したら、前記変形を終結させることとを含む、プロセス。 - 前記変形可能な端部が変形されると、前記支軸は前記ハウジングに対して回転し;
前記軸受を介して伝達されるトルクは観測され;
前記支軸の端部の変形は、所望の予荷重を反映する規定の大きさにトルクが達したら終結されることを特徴とする請求項8に記載のプロセス。 - 前記スペーサーが、前記バッキングエレメントまたは前記インナーレースのいずれかを変形するのに必要とされる力よりも小さい力の付与の下で変形されることを特徴とする請求項8に記載のプロセス。
- 前記外側インナーレースと、前記バッキングエレメントとが、前記支軸上に形成されていることを特徴とする請求項8に記載のプロセス。
- 前記外側インナーレースと、前記バッキングエレメントとが、前記支軸上に適合する別個の外側レース上にあることを特徴とする請求項8に記載のプロセス。
- 前記ハウジングが速度センサーを含有し、前記速度センサーによって観測されるターゲットホイールを前記スペーサーが支え;
前記スペーサーが、前記ターゲットホイールから離れた領域においてつぶされることを特徴とする請求項8に記載のプロセス。 - 前記スペーサーが管状ボディーを有し、一端に変形可能な部分を有し;
前記ターゲットホイールは、前記管状ボディーによって支えられることを特徴とする請求項13に記載のプロセス。 - 軸の周りの回転を促進するための軸受アセンブリであって、前記軸受アセンブリは:
前記軸の周りに位置する管状ハウジングと;
前記ハウジング内へ突出する支軸であって、軸受座、および、前記軸および前記支軸の一体部分としての軸受座から離れて外側に向けられた成形された端部を有する支軸と;
前記支軸および前記ハウジングの間に位置し、一方を他方に対して回転することを可能とする軸受とを含有し、前記軸受は:
前記ハウジングによって支えられ、前記軸に向って内側に備えられる第一および第二アウターレースウェイであって、前記軸に対して反対方向に傾けられたアウターレースウェイと;
前記支軸によって支えられ、前記第一アウターレースウェイに向って外側に備えられ、前記第一アウターレースウェイと同じ方向に傾けられた第一インナーレースウェイと;
前記成形された端部に向って備えられたバッキングエレメントと;
前記軸受座の周りに位置する別のインナーレースであって、第二アウターレースウェイに向って外側に備えられ、前記第二アウターレースウェイと同じ方向に傾けられた第二インナーレースウェイを有し、前記成形された端部に接触する背面および合口面に向って備えられた表面をさらに有するインナーレースと;
前記第一レースウェイ間に列を成して位置する第一転がり要素と;
前記第二レースウェイ間に列を成して位置する第二転がり要素と;
前記インナーレースの表面および前記バッキングエレメントの間に位置するスペーサーであって、前記成形された端部の構築中に、前記インナーレースが前記バッキングエレメントに向って駆動された結果としてつぶされるスペーサーと、含む軸受アセンブリ。 - 前記軸受が予荷重下にあることを特徴とする請求項15記載のアセンブリ。
- 前記第一インナーレースウェイと、前記バッキングエレメントとが、前記支軸上に、前記支軸と一体形成されていることを特徴とする請求項16記載のアセンブリ。
- 前記スペーサーが、前記バッキングエレメントと一体形成されていることを特徴とする請求項17記載のアセンブリ。
- 前記第一インナーレースウェイと、前記バッキングエレメントとが、前記支軸の前記軸受座上に適合する他のインナーレース上にあることを特徴とする請求項16記載のアセンブリ。
- 前記バッキングエレメントまたは前記インナーレースが塑性変形するよりも容易に、力の下で塑性変形する物質から、前記スペーサーが形成されていることを特徴とする請求項16記載のアセンブリ。
- 請求項16に記載のアセンブリを含有するホイールエンドであって;
前記形成された端部から離れた前記支軸の端部にフランジを含有するハブの一部を、前記支軸が形成することを特徴とするホイールエンド。 - 前記レースウェイは先細であり、前記転がり要素は先細ローラーであることを特徴とする請求項16記載のアセンブリ。
- 前記レースウェイは弓形であり、前記転がり要素はボールであることを特徴とする請求項16記載のアセンブリ。
- 前記管状ハウジングは速度センサーを含有し;
前記速度センサーによって観測されるターゲットホイールを前記スペーサーが支えることを特徴とする請求項16記載のアセンブリ。 - 軸の周りの回転を促進する軸受アセンブリを組立てるためのプロセスであって、
前記軸受アセンブリは、前記軸に対して反対方向に傾いた第一および第二レースウェイを支える(carry)アウター部材と、
前記軸に対して前記第一アウターレースウェイと同じ方向に傾いた第一インナーレースウェイを支える支軸を含有するインナー部材と、
前記第一アウターおよびインナーレースウェイ間に列を配置するために構成された第一転がり要素と、
前記支軸上に適合するように構成され、前記軸に対して前記第二アウターレースウェイと同じ方向に傾いた第二インナーレースウェイを有する別個のインナーレースと、
前記第二レースウェイ間に列を配置するために構成された第二転がり要素と、を含有し、
前記プロセスは:
前記インナー部材上に、前記第一アウターおよびインナーレースウェイの間に前記第一転がり要素を挿入するように前記アウター部材を据え付けることと;
前記支軸上に、前記第二アウターおよびインナーレースウェイの間に前記第二転がり要素が挿入するように前記インナーレースを据え付けることと;
前記アウターおよびインナー部材間に、相対的な回転をもたらすことと;
前記相対的な回転中に前記支軸の変形可能な端部を、前記支軸上の前記インナーレースを補足する成形された端部を造るために前記支軸がその向こうに突出する前記インナーレースの端部の後に、前記転がり要素に予荷重を置くのに十分な力を変形が前記インナーレースに及ぼすように、変形することと;
前記相対的な回転中に、一つの部材から他の部材へと、前記転がり要素を介して伝達されるトルクを観測することと;
所望の予荷重を反映する規定の大きさにトルクが達したら、前記変形を終結することとを含有するプロセス。 - 前記相対的な回転をもたらすことが、前記インナー部材を前記アウター部材と相対的に回転することを含み;
前記変形可能な端部の前記変形が、前記支軸および回転成形器を、前記変形可能な端部が前記軸から離れて外側に変形し、それを前記成形された端部へ変えるために十分な力でくっつけることを含有することを特徴とする請求項25に記載のプロセス。 - 前記トルクの観測が、前記インナー部材が回転する際に、前記アウター部材を制止することと;
前記インナー部材が回転する際に、前記転がり要素を介して、前記アウター部材へ付与されたトルクを測定することとを含有することを特徴とする請求項26に記載のプロセス。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/283,160 US20070116397A1 (en) | 2005-11-18 | 2005-11-18 | Unitized bearing assembly and method of assembling the same |
| PCT/US2006/044595 WO2007061806A2 (en) | 2005-11-18 | 2006-11-17 | Unitized bearing assembly and method of assembling the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009516147A true JP2009516147A (ja) | 2009-04-16 |
| JP2009516147A5 JP2009516147A5 (ja) | 2009-12-24 |
Family
ID=37964739
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008541356A Withdrawn JP2009516147A (ja) | 2005-11-18 | 2006-11-17 | 統合軸受アセンブリおよびその組立方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20070116397A1 (ja) |
| EP (1) | EP1948451A2 (ja) |
| JP (1) | JP2009516147A (ja) |
| KR (1) | KR20080068082A (ja) |
| CN (1) | CN101309804A (ja) |
| WO (1) | WO2007061806A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013160245A (ja) * | 2012-02-01 | 2013-08-19 | Jtekt Corp | ハブユニットの製造方法および内側拘束具 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009089420A1 (en) * | 2008-01-10 | 2009-07-16 | The Timken Company | Compact wheel end and corner module |
| FR3007473B1 (fr) * | 2013-06-19 | 2015-07-17 | Ntn Snr Roulements | Unite de roulement. |
| DE102014214999B4 (de) * | 2014-07-30 | 2021-06-24 | Aktiebolaget Skf | Lageranordnung mit Vorspannung |
| DE202014006133U1 (de) * | 2014-08-01 | 2014-10-01 | European Trailer Systems Gmbh | Rolle |
| CN105523279A (zh) * | 2014-09-30 | 2016-04-27 | 斯凯孚公司 | 车辆轮毂总成的包装套件 |
| JP6770766B2 (ja) * | 2017-03-29 | 2020-10-21 | 不二商事株式会社 | 車両用のハブベアリングの内輪拘束装置 |
| IT201700081652A1 (it) * | 2017-07-19 | 2019-01-19 | Skf Ab | Gruppo cuscinetto-mozzo per veicoli |
| WO2019208854A1 (ko) * | 2018-04-27 | 2019-10-31 | 주식회사 일진글로벌 | 휠베어링 조립체 |
| US11820171B2 (en) * | 2021-01-07 | 2023-11-21 | Arvinmeritor Technology, Llc | Axle assembly having a drive pinion and a preload nut and a method of assembly |
| CN116951006B (zh) * | 2023-09-20 | 2023-12-08 | 万向钱潮股份公司 | 一种轮毂轴承安装方法及装置 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2803507A (en) * | 1952-12-03 | 1957-08-20 | Licentia Gmbh | Resilient spacer rings for multiple bearings rotatably supporting shafts |
| US2859033A (en) * | 1956-06-27 | 1958-11-04 | Hughes Aircraft Co | Constant force applying mechanism |
| US3455617A (en) * | 1967-05-10 | 1969-07-15 | George V Woodling | Axial fixation positional means for a pair of tapered roller bearings |
| GB1316433A (en) * | 1969-06-30 | 1973-05-09 | Timken Co | Rolling bearings |
| CA969210A (en) * | 1969-07-14 | 1975-06-10 | John E. Rode | Deformable metallic member, especially for a static seal |
| JPS5135870Y2 (ja) * | 1973-11-27 | 1976-09-03 | ||
| US4125929A (en) * | 1974-03-04 | 1978-11-21 | Temper Corporation | Deformable metallic element |
| US3986754A (en) * | 1975-08-18 | 1976-10-19 | The Torrington Company | Bearing with axial fit-up ring |
| US4054999A (en) * | 1975-11-03 | 1977-10-25 | The Timken Company | Adjusting process for bearings |
| US4865468A (en) * | 1988-05-27 | 1989-09-12 | Ntn Toyo Bearing Co., Ltd. | Wheel bearing assembly for automotive wheel |
| US5386630A (en) * | 1993-09-27 | 1995-02-07 | The Timken Company | Process and tool for adjusting bearings |
| US5549397A (en) * | 1994-02-03 | 1996-08-27 | Temper Corporation | Adapter sleeve and an adjustable spacer with radial extension useable thereon |
| US6418613B1 (en) * | 1998-04-09 | 2002-07-16 | John E. Rode | Bearing assembly adjustable spacer and system for adjusting the same |
| WO1998021055A1 (en) * | 1996-11-14 | 1998-05-22 | Kelsey Hayes Company | Vehicle wheel hub mounting system |
| GB9713343D0 (en) * | 1997-06-24 | 1997-08-27 | Timken Co | Process and machine for uniting rotatable machine components |
| US6105251A (en) * | 1997-10-20 | 2000-08-22 | General Motors Corporation | Integrally retained bearing race with improved twisting resistance |
| US6126321A (en) * | 1999-07-16 | 2000-10-03 | Brenco Incorporated | Shaft journal bearing and seal wear ring assembly |
| US6318201B1 (en) * | 1999-11-19 | 2001-11-20 | Dana Corporation | Motor vehicle differential bearing pre-load mechanism |
| US6464399B1 (en) * | 1999-12-27 | 2002-10-15 | The Timken Company | Hub assembly for automotive vehicles |
| US6312161B1 (en) * | 2000-03-31 | 2001-11-06 | The Timken Company | End cap for bearing assembly |
| JP2002250358A (ja) * | 2000-12-18 | 2002-09-06 | Nsk Ltd | 車輪支持用転がり軸受ユニット |
| US6460423B1 (en) * | 2001-02-01 | 2002-10-08 | The Timken Company | Method of measuring preload in a multirow bearing assembly |
| US6692153B2 (en) * | 2001-03-07 | 2004-02-17 | Ntn Corporation | Wheel support bearing assembly |
| US6532666B1 (en) * | 2001-11-29 | 2003-03-18 | The Timken Company | Process for capturing a bearing race on a spindle |
| JP2003211908A (ja) * | 2002-01-18 | 2003-07-30 | Koyo Seiko Co Ltd | 転がり軸受装置 |
| US6793398B2 (en) * | 2002-05-29 | 2004-09-21 | Torque-Traction Technologies, Inc. | Low spring rate multi-convoluted collapsible spacer |
| JP4774685B2 (ja) * | 2004-06-03 | 2011-09-14 | マツダ株式会社 | 動力伝達軸の支持構造 |
| JP4560719B2 (ja) * | 2004-11-15 | 2010-10-13 | 株式会社ジェイテクト | ステアリング装置 |
-
2005
- 2005-11-18 US US11/283,160 patent/US20070116397A1/en not_active Abandoned
-
2006
- 2006-11-17 JP JP2008541356A patent/JP2009516147A/ja not_active Withdrawn
- 2006-11-17 CN CNA2006800428696A patent/CN101309804A/zh active Pending
- 2006-11-17 EP EP06837849A patent/EP1948451A2/en not_active Withdrawn
- 2006-11-17 KR KR1020087011880A patent/KR20080068082A/ko not_active Application Discontinuation
- 2006-11-17 WO PCT/US2006/044595 patent/WO2007061806A2/en active Application Filing
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013160245A (ja) * | 2012-02-01 | 2013-08-19 | Jtekt Corp | ハブユニットの製造方法および内側拘束具 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007061806A3 (en) | 2007-10-25 |
| US20070116397A1 (en) | 2007-05-24 |
| EP1948451A2 (en) | 2008-07-30 |
| WO2007061806A2 (en) | 2007-05-31 |
| CN101309804A (zh) | 2008-11-19 |
| KR20080068082A (ko) | 2008-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009516147A (ja) | 統合軸受アセンブリおよびその組立方法 | |
| US7850530B2 (en) | Outer joint part of a constant velocity universal joint for a wheel hub-joint-unit | |
| EP0736398A2 (en) | A ball bearing for an automobile wheel hub | |
| JP2004518912A (ja) | 多列軸受組立体の予荷重測定方法 | |
| EP1448906B1 (en) | Process for capturing a bearing race on a spindle | |
| JP2021013960A (ja) | 軸受保持体 | |
| EP2479549B1 (en) | Flaw Detection Testing Device For Hub Unit | |
| US20070217727A1 (en) | Wheel hub and bearing arrangement, and a method for mounting such an arrangement | |
| JP4408251B2 (ja) | 車輪用軸受装置の軸受すきま測定方法 | |
| JP6551634B1 (ja) | ハブユニット軸受の製造方法および製造装置、車両の製造方法 | |
| KR102639868B1 (ko) | 요동 스웨이징 장치, 허브 유닛 베어링의 제조 방법 및 차량의 제조 방법 | |
| US20070204461A1 (en) | Method of manufacturing bearing device for a wheel | |
| US20220055089A1 (en) | Method of manufacturing staking assembly, method of manufacturing hub unit bearing, staking device, staking assembly, and method of manufacturing vehicle | |
| JP4506028B2 (ja) | 複列転がり軸受の予圧測定方法および予圧測定装置 | |
| CN114173954A (zh) | 轮毂单元轴承的制造方法、摆动压紧装置及车辆的制造方法 | |
| JP4239542B2 (ja) | 転がり軸受装置 | |
| JP4581129B2 (ja) | ブレーキロータ付き車輪軸受装置の加工方法 | |
| JP5150990B2 (ja) | 車軸用軸受装置の製造方法 | |
| EP3928887A1 (en) | Method for manufacturing swaging assembly, method for manufacturing hub unit bearing, swaging assembly, and method for manufacturing vehicle | |
| WO2022039204A1 (ja) | 車輪用軸受装置の回転トルク検査方法、および車輪用軸受装置の回転トルク検査装置 | |
| JP2013018338A (ja) | 車輪支持用ハブユニット | |
| JP2004225752A (ja) | 車輪用軸受ユニットの製造方法 | |
| JP2005119383A (ja) | 車輪用軸受装置 | |
| JP2022134633A (ja) | 車輪用軸受装置 | |
| KR20210149693A (ko) | 코킹 어셈블리의 제조 방법, 허브 유닛 베어링의 제조 방법 및 차량의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091030 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091030 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20101129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20101129 |