CN100540268C - 制造具有手柄的pet瓶子的装置和方法以及通过该装置和方法制造的pet瓶子 - Google Patents
制造具有手柄的pet瓶子的装置和方法以及通过该装置和方法制造的pet瓶子 Download PDFInfo
- Publication number
- CN100540268C CN100540268C CNB2004800378560A CN200480037856A CN100540268C CN 100540268 C CN100540268 C CN 100540268C CN B2004800378560 A CNB2004800378560 A CN B2004800378560A CN 200480037856 A CN200480037856 A CN 200480037856A CN 100540268 C CN100540268 C CN 100540268C
- Authority
- CN
- China
- Prior art keywords
- pet container
- pet
- handle portion
- handle
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/50—Moulds having cutting or deflashing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/4802—Moulds with means for locally compressing part(s) of the parison in the main blowing cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C2045/1445—Coating a portion of the article, e.g. the edge of the article injecting a part onto a blow moulded object
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/4802—Moulds with means for locally compressing part(s) of the parison in the main blowing cavity
- B29C2049/4807—Moulds with means for locally compressing part(s) of the parison in the main blowing cavity by movable mould parts in the mould halves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/4823—Moulds with incorporated heating or cooling means
- B29C2049/4838—Moulds with incorporated heating or cooling means for heating moulds or mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/50—Moulds having cutting or deflashing means
- B29C2049/506—Moulds having cutting or deflashing means being heated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/54—Moulds for undercut articles
- B29C2049/542—Moulds for undercut articles having means to facilitate the removal of the blow moulded articles
- B29C2049/546—Moulds for undercut articles having means to facilitate the removal of the blow moulded articles by translatorilly actuating an auxiliary mould part while the mould is still in a closed position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/001—Shaping in several steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0009—Cutting out
- B29C2793/0018—Cutting out for making a hole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
- B29C45/14475—Joining juxtaposed parts of a single article, e.g. edges of a folded container blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/18—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using several blowing steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/4823—Moulds with incorporated heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6472—Heating or cooling preforms, parisons or blown articles in several stages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/68—Ovens specially adapted for heating preforms or parisons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/131—Single flanged joints, i.e. one of the parts to be joined being rigid and flanged in the joint area
- B29C66/1312—Single flange to flange joints, the parts to be joined being rigid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/46—Knobs or handles, push-buttons, grips
- B29L2031/463—Grips, handles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
本发明公开一种通过注射吹塑法经过连续过程制造具有形成于本体上的手柄的PET瓶子的装置和方法,以及由此制造的PET瓶子。该方法包括如下步骤:在将预成型件安装在预成型吹模中之后,进行第一吹制操作以将压缩空气吹入通过注射成型制造出的所述预成型件中;在将所述第一PET容器安装在具有手柄形成部分的吹模中之后,进行第二吹制操作以将压缩空气吹入所述第一PET容器中;切断所述第二PET容器的所述手柄部分的压缩部分;以及使步骤c)之后留在所述第三PET容器的所述手柄部分中的切断部分结合。
Description
技术领域
本发明涉及用于制造具有形成于本体上的手柄的聚对苯二甲酸乙二醇酯(下面将称为“PET”)瓶子的方法,以及由此方法制造的PET瓶子,更具体地,本发明涉及通过注射吹塑法经过连续过程制造具有形成于本体上的手柄的PET瓶子的装置和方法,以及由此装置和方法制造的PET瓶子。
背景技术
一般而言,热塑性是对材料诸如塑料等的下述能力的度量:即,通过加热使材料软化或熔化,以至于当将软化或熔融的材料注入模具中或者挤压在模具的内壁上时,材料可以按照模具的形状在形状上进行各种变化,然后在材料冷却时固化。
通过利用塑料的热塑性制造瓶子的方法包括吹塑法,该方法主要用于制造中空产品,例如瓶子。吹塑法基本上包括如下步骤:通过挤出或注射在适当的温度下被称为型坯或预成型件的(试管形状的)树脂管进行预成型,将型坯插入形成有型腔的模具中,并且将空气吹入预成型件中从而使型坯扩张成与型腔形状对应的形状。这种吹塑法通常应用于热塑性树脂,并且包括挤出或直接吹塑法、注射吹塑法、拉伸吹塑法等。在PET瓶子的制造中,注射拉伸吹塑法已经得到广泛应用。
挤出吹塑法是在使用挤出机挤出熔融树脂之后进行吹制操作的方法,更具体而言,该方法包括如下步骤:首先使用从料斗供应然后在挤出螺杆内熔融的热塑性树脂形成管形型坯,接着,对得到的型坯进行吹制以使其在模具内扩张成预定形状,冷却该具有预定形状的型坯以提供所期望的具有预定形状的产品,然后从模具中卸出产品。
挤出吹塑法具有如下优势:即,该方法可以形成具有很大容积的容器以及具有手柄的容器,并且该方法可以适用于对大多数塑料材料进行模制,例如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等。然而,挤出吹塑法也具有如下缺陷:即,该方法不适用于具有低熔融强度特性的PET材料。
为了使挤出吹塑法能够用于这种PET材料,通常使用改性PET树脂,但是这比普通PET树脂更昂贵,并且比拉伸PET树脂具有更小的应用范围。
同时,注射吹塑法是结合了注射成型法和吹塑法的成型方法,并且,与挤出吹塑法中用于型坯的挤出步骤不同,该方法包括将型坯或预成型杆注射到注模中,并且在吹模中吹制型坯。
如上所述,在具有低熔融强度的PET树脂的情况下,因为下垂(draw donw)现象而难以对型坯应用挤出吹塑法,因此在现有技术中通常使用不会使型坯产生下垂现象的注射吹塑法。具体地说,在PET树脂的情况下,主要使用注射拉伸吹塑法,该方法在吹模内吹制型坯的同时,通过拉伸杆沿纵向双轴拉伸型坯。
当通过挤出吹塑法制造具有形成于本体上的手柄的容器时,因为在半模之间压缩型坯的过程中,对应于手柄的部分必须与型坯的其余部分一起进行压缩,因此必须将型坯挤出成为具有很大直径的管形。而且,因为必须在将型坯挤出成管形后立刻使型坯扩张成与模具的型腔形状相对应的形状,因此不能平稳地进行一些操作,例如温度处理等,由此就难以制造出具有均匀厚度的容器。而且,因为模具非对称地包围型坯,因此难以制造出具有均匀厚度的容器,并且会增加多余部分,在从模具中卸出产品之后必须除去这些多余部分。
与挤出吹塑法相比,注射吹塑法具有如下优势:即,该方法可以提供这样的模制(成型)产品:即,材料在该产品中分布均匀,并且产品的重量、体积和厚度均匀,并且可以实现要求精度的颈部样式成型。然而,该方法也存在如下缺陷:即,需要提供很先进的技术,特别是在模具制造和成型方法方面,并且需要安装两种模具。而且,与挤出吹塑法不同,注射吹塑法还存在这样的问题:即,不能形成具有形成于本体上的手柄的容器。
发明内容
因此,已经考虑到上述问题而提出本发明,并且本发明的目的是提供一种通过注射吹塑法制造具有形成于本体上的手柄的PET瓶子的装置和方法以及由此装置和方法制造的PET瓶子,该装置和方法设计为允许以如下方式制造具有形成于本体上的手柄的PET瓶子,这种PET瓶子不能通过传统注射吹塑法制造,所述方式是:即,如同挤出吹塑法一样,在吹制过程中在本体上形成手柄。
根据本发明的一个方面,可以通过提供一种用于制造具有形成于本体上的手柄的PET瓶子的装置实现上述以及其它目的,该装置包括:预成型吹模,其用于将空气吹入预成型件中,以使所述预成型件以预定比率扩张为成品形状,从而允许压缩手柄部分;吹模,其具有手柄形成部分,用于压缩所述瓶子的两侧以形成所述手柄部分;切割装置,其包括模具冲头,用于切断由所述手柄形成部分压缩的所述手柄部分的压缩部分;结合装置,其用于结合由所述手柄形成部分压缩的所述手柄部分的压缩部分,或者结合在切断所述手柄部分的压缩部分之后留在所述手柄部分中的切断部分;以及传送器,其用于在夹持所述预成型件的颈部或所述模制PET瓶子的颈部的同时传送所述预成型件或所述模制PET瓶子。
根据本发明的另一个方面,提供一种制造具有形成于本体上的手柄的PET瓶子的方法,该方法包括如下步骤:a)在加热通过注射成型制造的试管形预成型件并且将所述预成型件传送到预成型吹模之后,进行第一吹制操作,将压缩空气吹入所述试管形预成型件中以便形成第一中空PET容器;b)在将所述第一PET容器传送到具有手柄形成部分的吹模之后,进行第二吹制操作,将压缩空气吹入所述第一PET容器中以便形成第二PET容器,所述第二PET容器具有形成于其上的手柄部分;c)在将所述第二PET容器传送到切割模具之后,使用所述切割模具中的模具冲头切断所述第二PET容器的压缩部分以便形成第三PET容器,所述模具冲头用于切断所述手柄部分的所述压缩部分;以及d)在将所述第三PET容器传送到嵌入注模之后,使步骤c)之后留在所述第三PET容器的所述手柄部分中的切断部分注射成型为预定形状,以便形成第四PET容器,所述嵌入注模用于对步骤c)之后留在所述手柄部分中的所述切断部分实施注射成型。
根据本发明的又一个方面,提供通过如上所述的装置或方法制造的PET瓶子。
附图说明
结合附图从下面的详细说明将可以更清楚地理解本发明的上述以及其它目的、特征和优点,其中:
图1至图3是显示通过注射成型法制造型坯的传统过程的横截面图;
图4是透视图,显示通过根据本发明的注射吹塑法制造具有形成于本体上的手柄的PET瓶子的装置的总体结构;
图5是显示图4所示装置的俯视图;
图6至图10是透视图,显示在根据本发明实施例1的注射吹塑过程中各个阶段所获得的产品,该注射吹塑过程用于形成具有形成于本体上的手柄的PET瓶子;
图11至图15是示意性透视图,显示在根据本发明实施例1的注射吹塑过程中各个阶段所使用的装置,该注射吹塑过程用于形成具有形成于本体上的手柄的PET瓶子;
图16和图17是透视图,显示通过根据本发明实施例2的方法的第三步和第四步获得的产品;以及
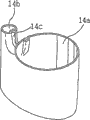
图18是透视图,显示通过根据本发明实施例3的方法的第五步获得的产品。
具体实施方式
现在将结合附图详细说明本发明的实施例,在全部附图中相同部件由相同参考标记表示。
实施例1
图1至图3是显示通过注射成型法制造型坯的传统过程的横截面图。
如上所述,为了通过注射吹塑法(更优选地,注射拉伸吹塑法)形成具有形成于本体上的手柄的PET瓶子,首先形成试管形预成型件10。如图所示,采用型腔模具3通过在芯模5周围注射树脂使预成型件10形成为试管形状,所述型腔模具为注模。此时,注模有形成于芯模5与型腔模具3之间的间隙,该间隙用于形成试管形预成型件10,这样通过型腔模具3的浇口3a将树脂注入间隙中并且填充该间隙,从而形成预成型件10。芯模5在其上部设置有分成两部分4a和4b的颈部模具4并且形成瓶子的入口。将模制预成型件10与型腔模具3和芯模5分离。与颈部模块4分离的预成型件10示于图3中。
图4是透视图,显示通过根据本发明的注射吹塑法制造具有形成于本体上的手柄的PET瓶子的装置的总体结构,并且图5是显示图4所示装置的俯视图。
参考图4和图5,通过根据本发明的注射吹塑法制造PET瓶子的装置100包括预成型件加热箱21、机械手23、旋转圆板20、预成型吹模40、吹模50、切割模具60,以及嵌入注模70,其中,预成型件加热箱21接收并且加热多个预成型件10,机械手23用于传递来自预成型件加热箱21的已加热的预成型件10,旋转圆板20接收来自机械手23的已加热的预成型件10,并且将预成型件传送到制造PET瓶子的过程的各个阶段,吹模50具有手柄形成部分,切割模具60具有作为切割装置的模具冲头,并且嵌入注模70作为结合装置,其中,预成型吹模40、吹模50、切割模具60和嵌入注模70位于旋转圆板20的下方并且在支撑座25上彼此以预定距离隔开,以便通过旋转圆板20的旋转而进行连续的操作。另外,该装置在支撑座25的侧面设置有一系列辅助装置,例如注射机72、用于传送成品PET容器19的传送器80等。特别地,切割模具60在其侧面形成有孔62,模具冲头61(参见图14中(a)至(c))插入该孔中。注射机72位于嵌入注模70的侧面。尽管图4和图5所示装置的结构是基于采用两级式注射吹塑的吹塑法,但是毫无疑问,本发明也适用于一级式注射吹塑法。
下面将针对各个步骤,说明通过如图4和图5所示的根据本发明的注射吹塑装置制造具有形成于本体上的手柄的PET瓶子的过程。
图6至图10是透视图,顺序显示在根据本发明实施例1的注射吹塑过程中各个阶段所获得的产品,该注射吹塑过程用于形成具有形成于本体上的手柄的PET瓶子,在每副图中(a)是在各个阶段形成的产品的透视图,而(b)是从产品的中间部分切断的产品下部的透视图。
图11至图15是示意性透视图,显示在根据本发明实施例1的注射吹塑过程中各个阶段所使用的装置,该注射吹塑过程用于形成具有形成于本体上的手柄的PET瓶子。
(1)第一步
参考图4和图5,多个预成型件10在预成型件加热箱21内被接收并加热之后,这些预成型件10被顺序夹持,然后通过机械手23逐个传递到旋转圆板20,使得将已加热的预成型件安装在旋转圆板20底部下方的预定位置处。然后,旋转圆板20旋转至预定角度,并且将安装在旋转圆板20下方的相应预成型件10放在预成型吹模40中,以便于进行本发明的第一吹制操作。在预成型吹模40(参见图11)中,将压缩空气吹入预成型件10,同时拉伸杆(未示出)从保持预成型件10的预成型件支架24拉伸预成型件10。在本实施例中,尽管注射拉伸吹塑法显示为用于制造PET瓶子,但是本发明不限于该方法,并且很显然,也可以使用注射吹塑法。
通过该第一吹制操作,形成如图7所示的第一PET容器13,该第一PET容器13具有形成于其中央的椭圆形中空部分13a(参见图7)。这是出于如下目的:即,提供合适的形状用于通过下面说明的一系列成型(模制)过程形成PET瓶子上的手柄部分。然而,应该理解,本发明不限于如上所述的椭圆形。图12显示了在第一吹制操作之后产生的第一PET容器13。
根据本实施例,因为PET瓶子在其中具有椭圆形中空部分,该椭圆形中空部分在圆周方向上具有方向性,并且还在PET瓶子的一个部分设置手柄,因此,最好是当在本发明的吹模40、50、60和70上安装预成型件10时,以相同的方向在吹模40、50、60和70上安装预成型件10。这可以通过使安装在旋转圆板20下方的PET瓶子的方向固定而实现。作为一个示例,可以在预成型件10的颈部的预定位置处形成凹槽(未示出),使得当旋转圆板20夹持预成型件10时,允许旋转圆板20底部下方的预定部分抓握形成于预成型件10的颈部上的凹槽,以避免PET瓶子在旋转圆板20底部下方旋转,从而允许PET瓶子的预成型件10准确定位于各个吹模中。
同时,在将如图6所示具有圆形中空部分的预成型件10形成为如上所述具有椭圆形中空部分的第一PET容器13(参见图7)时,预成型件必须形成为具有均匀的厚度。作为实现该目的的一种方法,可以通过这样的方式对预成型件进行加热:即,以比预成型件中与吹制预成型件之后第一PET容器13的椭圆体长轴对应的外围部分更高的程度加热预成型件中与吹制预成型件之后第一PET容器13的椭圆体短轴对应的外围部分,以在预成型件的圆周(旋转)方向上形成温度变化,这样使得预成型件中与椭圆体短轴对应的外围部分比预成型件中与椭圆体长轴对应的外围部分延伸得更多,从而使得第一PET容器的中空部分具有厚度均匀的椭圆形状。
最好是,当在第一吹制操作中形成第一PET容器13时,将第一PET容器13形成为成品PET瓶子设计容积的60%至80%。另外,为了避免产品在跟随第一吹制操作的第二吹制操作时冷却,必须适当控制第一吹模40的温度。
(2)第二步
接下来,在将第一吹制操作形成的第一椭圆形PET容器13安装在具有手柄形成部分的吹模50中之后,进行第二吹制操作以形成如图8所示的第二PET容器15。在第二吹制操作中,通过成型突出部分51压缩通过第一吹制操作形成的第一椭圆形PET容器13的本体的预定部分的两侧,所述成型突出部分形成于半模的内表面上以用作手柄形成部分,用于在第一PET容器13上形成手柄部分,同时通过吹制对第一PET容器13的本体的剩余部分进行第二次拉伸。图13显示了在第二吹制操作之后卸出的第二PET容器15。采用该第二吹制操作,第二PET容器15的本体形成为成品PET瓶子样式。
此时,在第一吹制操作中首次拉伸的第一椭圆形PET容器13很薄,并且容易受外部温度变化的影响。特别地,考虑到手柄部分由模具部件51压缩,于是会经历导致温度快速降低的冷却现象,因此必须适当控制具有手柄形成部分的吹模50的温度。另外,因为第二吹制操作在首次拉伸第一PET容器之后连续进行,并且第一PET容器的可拉伸性不同于预成型件10,因此必须改变用于首次拉伸容器的温度和吹制压力。
另外,为了确保这样:即,在下面说明的过程中切断第二PET容器15的手柄部分的压缩部分15b之后,留在手柄部分中的切断部分的端部17c(参见图9)结合到通过作为结合过程的嵌入注射过程形成的嵌入注射部分19c(参见图10)上,优选地,将每个成型突出部分51(参见图13)的表面形成为不平整(irregularities),这导致留在手柄部分中的切断部分的端部17c(参见图15)相距彼此稍微变宽。
(3)第三步
接下来,当通过第二吹制操作形成第二PET容器15时,第二PET容器15在其一个部分处形成有具有凹陷和凸起特征的手柄部分,该手柄部分在完成PET瓶子的制造之后将形成为手柄。也就是说,因为手柄部分的压缩部分15b(参见图8)没有完全分离,因此必须通过切割将其除去。出于该目的,在将第二PET容器15传送到如图14所示的切割模具60中之后,将进行本发明的第三步。作为参考,在图14的(a)至(c)中,(a)是显示切割模具60的总体结构的透视图,(b)是图14中(a)所示切割模具60的水平截面图,并且(c)是其纵向截面图。
将如图8所示的第二PET容器15配备给切割模具60之后,当配备在切割模具60侧面的液压油缸63对插入形成于切割模具60侧面的通孔中的模具冲头61施加力时,模具冲头61被推入手柄部分的压缩部分15b中,并且切断压缩部分15b,从而形成第三PET容器17。然后,通过模具冲头61穿过切割模具60一侧的模具部件60a卸出手柄部分的压缩部分15b,然后将卸出部分重复利用。在图9中,参考标记17a和17b分别表示形成于第三PET容器17中的容纳空间。
此时,在第二PET容器15具有厚壁的情况下,在模具冲头61的端部单独安装加热器61a将很有效。此时,优选地,加热器61a的温度处于260℃至300℃的范围内,并且必须适当控制该温度以避免形成纤维丝或细丝。而且,为了避免切割部分周围的结晶化,最好是,尽可能快地进行切割过程。在切割过程之后,切断压缩部分之后留在手柄部分中的切断部分的端部17c可能部分变宽。
当手柄部分的压缩部分在由配备在模具冲头61端部的加热器61a进行加热的同时通过模具冲头61被切断时,切断部分可以通过加热器61a的热量而稍微熔化,并且变钝,从而形成非结晶部分(参见图15中17c)。该非结晶部分用于提高与下述嵌入注射过程中将要介绍的另一个PET部分的结合效率。
(4)第四步
此时,似乎可以这样操作:即,使用模具冲头61,对切割过程之后留在手柄部分中的切断部分进行加热和压缩,从而使留在手柄部分中的切断部分的端部彼此结合。然而,因为通过吹制过程拉伸的PET材料具有固定的分子取向,因此很难通过加热和压缩使PET材料结合。另外,即使以这种方式进行结合,结合强度也不足以允许成品瓶子填充某些物品,例如液体。因此,为了确保获得令人满意的结合效果,最好是,在第三步中的切割过程之后,在第四步中对留在手柄部分中的切割部分进行结合处理,而不是通过与第三步中的切割过程同时地压缩切割部分的两侧来使留在手柄部分中的切割部分的端部结合。
关于切割过程之后针对留在手柄部分中的切割部分进行的结合处理(粘结处理),在将如图9所示的第三PET容器17传送至如图15所示的嵌入注模70之后进行第四步,其中第三PET容器17已经从手柄部分中除去压缩部分15b,嵌入注模70用作结合装置。
作为参考,在图15中,(a)是显示嵌入注模70的水平截面图,(b)是其纵向截面图,并且(c)是部分A的放大图,其中嵌入注射成型在嵌入注模70的半模彼此接合的状态下进行的。
如图所示,在本发明的第四步中,注射机72位于嵌入注模70的侧面,沿着留在第三PET容器17的手柄部分中的切割部分的端部17c(参见图9)上的切割线,通过注射机72进行注射成型。
当第三PET容器17安装在嵌入注模70中时,通过嵌入注模70中用作压缩构件的预定部分71(参见图15)压缩留在手柄部分中的切断部分的中间部分17d的两侧,从而避免在嵌入注射成型时密封材料通过中间部分17d之间的缝隙泄漏到空间17b中。同时,通过嵌入注射成型密封第三PET容器17的手柄部分的端部17c。也就是说,图15所示的空间a和b填充有密封材料,从而为手柄部分19d的内圆周提供平滑的立体形状,以便当使用者抓握PET瓶子的手柄时,手柄部分19d的内圆周为PET瓶子提供方便的抓握。此时,确定嵌入注射成型部分19c的尺寸以保持与瓶子的厚度和形状一致的恒定强度,从而提供加强手柄部分的辅助功能。
通过嵌入注模70模制的第四PET容器19具有嵌入注射成型部分19c,并且成为成品PET瓶子,嵌入注射成型部分19c形成于切割过程之后留在第三PET容器17的手柄部分中的切断部分的端部17c周围。
此时,关于切割过程之后留在手柄部分中的切断部分的另一种结合处理,第四步可以通过超声波焊接进行,而非嵌入注射成型。超声波焊接是这样的方法:即,在通过超声波振动于重叠部分上产生热量之后,将塑料的重叠部分彼此焊接的方法,该方法不仅适用于薄材料的结合而且也适用于厚塑料材料的结合。特别地,在PET材料的情况下,不可能或很难将热板焊接(heat plate bonding)、脉冲焊接或高频焊接应用于PET材料的结合,但是可以通过使用高频振荡器、振动器、工具焊头(tool horn)等对其应用超声波焊接。
与使用上述嵌入注模进行的结合过程一样,压缩第三PET容器17的手柄部分的中间部分17d(参见图9)的两侧,在重叠部分上产生高频振动,从而使得重叠部分被加热并且彼此焊接在一起。
实施例2
根据实施例1,制造PET瓶子的方法包括如下步骤:进行第一吹制操作,将压缩空气吹入预成型吹模40中的预成型件10内以便于形成第一中空PET容器13(第一步);进行第二吹制操作,将压缩空气吹入第一PET容器13中以便于在具有成型突出部分51的吹模50中形成第二PET容器15(第二步);切断第二PET容器15的压缩部分15b以便于形成第三PET容器17(第三步);以及结合留在第三PET容器17的手柄部分中的端部17c以便于形成第四PET容器(当在嵌入注射成型过程中进行结合时,第四PET容器具有如图10所示的形状,并且当在超声波焊接过程中进行结合时,第四PET容器具有与图17所示相似的形状)。
图16和图17是透视图,分别显示通过根据本发明实施例2的方法的第三步和第四步获得的产品。
参考图16和图17,除了实施例1中第三步和第四步(更具体地说,超声波焊接过程)的顺序之外,根据实施例2的方法包括与根据实施例1的方法相同的步骤。也就是说,在根据实施例2的方法的第三步中,通过超声波焊接过程使图8所示第二PET容器15的手柄部分中的压缩部分15b的两侧结合,从而形成如图16所示的第三PET容器16,在实施例2的第四步中,切断第三PET容器16的手柄部分的压缩结合部分16b,从而形成如图17所示的第四PET容器18。
根据实施例2,该方法的第二和第三步可以单独进行。作为选择,通过吹模50(参见图13),该方法的第二和第三步也可以同时进行用于形成第二PET容器15,所述吹模50具有配备在吹模50的成型突出部分51中之一的远端的超声波振动器(未示出)。在后一种情况下,可以获得减少产品制造时间以及制造成本的效果。
实施例3
图18是透视图,显示通过根据本发明实施例3的方法的第五步获得的产品。实施例3包括五个步骤。
根据实施例3的方法的第一步与根据实施例1和2的方法的第一步相同。也就是说,在将预成型件安装在预成型吹模40中之后进行第一吹制操作。
与根据实施例1和2的方法的第二步不同,在根据实施例3的方法的第二步中,第一PET容器13没有通过吹制操作完全扩张为成品PET瓶子样式。根据实施例3,该方法包括另外的第五步,该第五步用于进行吹制操作以将PET容器拉伸为成品PET瓶子样式。
也就是说,通过修改根据实施例1和2的方法的第二步而获得根据实施例3的方法的第二步,其中,通过将压缩空气吹入第一PET容器13至如下程度以进行第二吹制操作,从而形成具有成品PET瓶子样式的容积的70%至90%形状的第二PET容器,所述程度是:在采用具有成型突出部分51的吹模50对手柄部分进行压缩时,第一PET容器13的手柄部分不会变形。
第一PET容器13在第一步中扩张为成品PET瓶子样式的容积的60%至80%的形状,在根据实施例3的方法的第二步中,尽管第二PET容器(与图8所示PET容器相似)也通过压缩第一PET容器13而形成有手柄部分的压缩部分15b,但是,第二PET容器保持在如下状态下:即,被吹到成品PET瓶子样式的容积的70%至90%的形状。
尽管根据实施例3的方法的第三和第四步与根据实施例1或2的方法的第三和第四步相同,但是,根据如下所述第五步中将PET容器形成为成品PET瓶子的吹制操作,最好是,在第三和第四步中保持第一步的工作温度。更具体地说,与实施例1一样,在第三步中切断第二PET容器的压缩部分15b,并且在第四步中通过嵌入注射或超声波焊接使留在第三PET容器的手柄部分中的切断部分的端部17c结合。作为选择,与实施例2一样,在第三步中通过超声波焊接使压缩部分15b的两侧结合,并且在第四步中切断压缩部分16b。
在根据实施例3的方法的第五步中,在将第四PET容器(与图10或图17所示的容器相似,但是处于被吹塑到成品PET瓶子样式的容积的70%至90%的形状的状态下)安装在吹模(未示出)中之后,进行另外的吹制操作以形成如图18所示的第五PET容器14,其中该吹模有成品PET瓶子形状并且具有手柄形成部分,该手柄形成部分将在第五步中穿透PET容器的本体。与图13所示具有成型突出部分51的吹模50相比,用于实施例3的第三吹制操作的吹模与吹模50的不同之处在于:用作形成于吹模的半模上的手柄形成部分的成型突出部分通过如图10或图17所示手柄部分的开口19d或18d彼此接触。如果在第三和第四步中完成结合过程之后在第五步中进行吹制操作,则可以获得提供嵌入容器中的图10或图17所示结合部分19c或18c的效果。图18显示了在例如通过嵌入注射成型完成结合过程之后通过第五步提供的第五PET容器,其中第五PET容器14具有嵌入容器中的图10所示嵌入注射成型部分19c,并且手柄部分具有穿透形状14d。
实施例4
实施例4通过结合实施例2的第二步和实施例2的第三步而形成,其中,在实施例2的第二步中通过使用具有手柄形成部分的吹模50进行第二吹制操作,在实施例2的第三步中通过超声波焊接使压缩部分15b结合。具体地说,实施例4的特征在于:通过使用包括手柄形成部分的手柄形成装置和安装在手柄形成部分远端的超声波焊接装置,同时进行手柄部分中的压缩部分15b的形成和结合。
在根据实施例4制造具有形成于本体上的手柄的PET瓶子的方法中,第一步与实施例1至3的第一步相同。也就是说,在该方法的第一步中,在将预成型件10安装在预成型吹模40中之后进行第一吹制操作。
在第二步中,手柄部分中的压缩部分15b的形成和结合以如下方式同时进行:即,压缩第一PET容器的两侧,通过使用包括手柄形成部分的手柄形成装置和安装在手柄形成部分远端的超声波焊接装置同时在压缩部分15b上进行超声波焊接。通过第二步形成的第二PET容器与图16所示容器相似。
在第三步中,切断手柄部分的压缩结合部分16b。
在第四步中,在将第三PET容器(与图17所示的容器相似,但是处于被吹塑为成品PET瓶子样式的容积的60%至80%的形状的状态下)安装在吹模(未示出)中之后进行第二吹制操作,其中该吹模有成品PET瓶子形状并且具有手柄形成部分,该手柄形成部分将穿透PET容器的本体。在第四步中,形成具有成品PET瓶子形状的第四PET容器(与图18所示PET容器一样,第四PET容器也具有嵌入部分14c,但是与图18所示PET容器的不同之处在于嵌入部分14c是通过超声波焊接结合的)。
尽管关于PET树脂说明了上面的实施例,但是很显然,本发明也适用于使用PET树脂之外的塑料材料制造各种瓶子。
工业实用性
从上面说明中明显可见,根据本发明,通过连续注射吹塑法形成具有形成于本体上的手柄并且不能通过传统挤出吹塑法制造的PET瓶子,由此提供使用方便性,提高具有形成于本体上的手柄的PET瓶子的制造效率,可以消除与重复利用由不同于传统PET容器中的本体材料的塑性材料构成的手柄相关的劳动和成本,并且避免因为废弃传统PET容器的手柄而造成的环境污染和经济损失。
尽管注射吹塑法是形成具有形成于本体上的手柄的PET瓶子的合适的方法,这是因为该方法具有可以制造厚度均匀的容器的优势的缘故,但是该方法也适用于由PET树脂之外的塑性材料构成的各种容器,并且很显然,容器的形状不限于椭圆形。
尽管出于举例说明的目的已经公开了本发明的优选实施例,但是,本领域的技术人员将会理解,可以进行各种修改、增加和等同替换而不脱离如所附权利要求书所公开的本发明的范围和精髓。
Claims (9)
1.一种用于制造具有形成于本体上的手柄的PET瓶子的装置,包括:
预成型吹模,其用于将空气吹入预成型件中,以使所述预成型件以预定比率扩张为成品形状,从而允许压缩手柄部分;
吹模,其具有手柄形成部分,用于压缩所述瓶子的两侧以形成所述手柄部分;
切割装置,其包括模具冲头,用于切断由所述手柄形成部分压缩的所述手柄部分的压缩部分;
结合装置,其用于结合在切断所述手柄部分的压缩部分之后留在所述手柄部分中的切断部分;以及
传送器,其用于在夹持所述预成型件的颈部或所述模制PET瓶子的颈部的同时传送所述预成型件或所述模制PET瓶子,
其中,所述结合装置为通过嵌入注射使所述切断部分的端部彼此结合的嵌入注模,所述嵌入注模包括压缩构件,所述压缩构件用于压缩在切断所述手柄部分的压缩部分之后留在所述手柄部分中的所述切断部分的中间部分的两侧。
2.如权利要求1所述的装置,还包括具有手柄形成部分的瓶形吹模,所述手柄形成部分构成为:在压缩所述瓶子的两侧后穿透所述瓶子的本体。
3.一种结合装置,其包含在用于制造具有形成于本体上的手柄的PET瓶子的装置中,用于结合在切断手柄部分的压缩部分之后留在所述手柄部分中的切断部分,其中,
所述结合装置为通过嵌入注射使所述切断部分的端部彼此结合的嵌入注模,所述嵌入注模包括压缩构件,所述压缩构件用于压缩在切断所述手柄部分的压缩部分之后留在所述手柄部分中的所述切断部分的中间部分的两侧。
4.一种制造具有形成于本体上的手柄的PET瓶子的方法,包括如下步骤:
a)在将预成型件安装在预成型吹模中之后,进行第一吹制操作,将压缩空气吹入通过注射成型制造出的所述预成型件中,以便形成第一中空PET容器;
b)在将所述第一PET容器安装在具有手柄形成部分的吹模中之后,进行第二吹制操作,将压缩空气吹入所述第一PET容器中,以便形成第二PET容器,所述第二PET容器具有形成于其预定区域处的手柄部分;
c)切断所述第二PET容器的所述手柄部分的压缩部分,以便形成第三PET容器;以及
d)使步骤c)之后留在所述第三PET容器的所述手柄部分中的切断部分结合,以便形成第四PET容器。
5.如权利要求4所述的方法,其中,
在步骤d)中,在嵌入注模中,通过嵌入注射成型使留在所述第三PET容器的所述手柄部分中的切断部分结合成预定厚度而形成所述第四PET容器。
6.如权利要求4所述的方法,其中,
当所述第二PET容器具有大厚度时,通过使用具有安装在模具冲头端部的加热器的模具冲头进行步骤c)。
7.一种在制造具有形成于本体上的手柄的PET瓶子的过程中结合留在PET容器的手柄部分中的切断部分的方法,包括:
a)采用嵌入注模中包括的压缩构件压缩在切断所述手柄部分的压缩部分之后留在所述手柄部分中的所述切断部分的中间部分的两侧;以及
b)采用所述嵌入注模通过嵌入注射使所述切断部分的端部彼此结合。
8.一种制造具有形成于本体上的手柄的PET瓶子的方法,包括如下步骤:
a)在将预成型件安装在预成型吹模中之后,进行第一吹制操作,将压缩空气吹入通过注射成型制造出的所述预成型件中,以便形成第一中空PET容器;
b)在将所述第一PET容器安装在具有手柄形成部分的吹模中之后,进行第二吹制操作,将压缩空气吹入所述第一PET容器中,以便形成第二PET容器,所述第二PET容器具有形成于其预定区域处的手柄部分;
c)切断所述第二PET容器的所述手柄部分的压缩部分,以便形成第三PET容器;
d)使步骤c)之后留在所述第三PET容器的所述手柄部分中的切断部分结合,以便形成第四PET容器;以及
e)在将所述第四PET容器安装在瓶形吹模中之后,将压缩空气吹入所述第四PET容器中,以便形成第五PET容器,所述瓶形吹模具有在吹制后穿透所述第四PET容器的本体的手柄形成部分。
9.如权利要求8所述的方法,其中,
在步骤d)中,在嵌入注模中通过嵌入注射成型使所述第三PET容器的所述手柄部分的切断部分结合成恒定厚度而形成所述第四PET容器。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020030093910 | 2003-12-19 | ||
| KR1020030093910A KR100650155B1 (ko) | 2003-12-19 | 2003-12-19 | 사출 중공성형법에 의한 손잡이부가 형성된 pet 병의제조방법 및 이에 의해 제조된 pet 병 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1894082A CN1894082A (zh) | 2007-01-10 |
| CN100540268C true CN100540268C (zh) | 2009-09-16 |
Family
ID=36616548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2004800378560A Expired - Fee Related CN100540268C (zh) | 2003-12-19 | 2004-12-17 | 制造具有手柄的pet瓶子的装置和方法以及通过该装置和方法制造的pet瓶子 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20070145646A1 (zh) |
| EP (1) | EP1694491A4 (zh) |
| JP (1) | JP4474420B2 (zh) |
| KR (1) | KR100650155B1 (zh) |
| CN (1) | CN100540268C (zh) |
| AU (1) | AU2004299414B2 (zh) |
| BR (1) | BRPI0417563A (zh) |
| CA (1) | CA2547638C (zh) |
| RU (1) | RU2323088C2 (zh) |
| WO (1) | WO2005058580A1 (zh) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2103413T3 (pl) * | 2008-03-18 | 2012-12-31 | Procter & Gamble | Sposób wytwarzania w procesie formowania rozdmuchowego pojemnika z integralnie uformowanym uchwytem |
| DE102008036364A1 (de) * | 2008-08-05 | 2010-02-18 | Khs Ag | Verfahren zum Herstellen von Behälterzellen |
| FR2936733A1 (fr) * | 2008-10-07 | 2010-04-09 | Sidel Participations | Perfectionnements au formage des recipients boxes |
| JP5220660B2 (ja) * | 2009-03-03 | 2013-06-26 | 本多プラス株式会社 | ボトル型アクセサリ及びその製造方法 |
| ATE536247T1 (de) | 2009-09-04 | 2011-12-15 | Procter & Gamble | Verfahren zum herstellen eines streckblasformbehälters mit einem eingeformten griff |
| FR2950282B1 (fr) * | 2009-09-23 | 2016-12-09 | Tecsor | Procede de fabrication par soufflage d'un contenant avec une poignee integree, contenant obtenu |
| KR101273597B1 (ko) * | 2010-06-14 | 2013-06-11 | 남중희 | 손잡이를 갖는 병 |
| JP5220889B2 (ja) * | 2011-06-16 | 2013-06-26 | 本多プラス株式会社 | ボトル型アクセサリ及びその製造方法 |
| CN102923934B (zh) * | 2011-08-08 | 2015-07-15 | 江苏豪迈照明科技有限公司 | 制备荧光灯灯管的模具及用其制备灯管的方法 |
| JP6126616B2 (ja) * | 2011-11-15 | 2017-05-10 | アムコー リミテッド | 複数のブロー成形工程を経て形成された容器 |
| US9254937B2 (en) * | 2013-03-15 | 2016-02-09 | Graham Packaging Company, L.P. | Deep grip mechanism for blow mold and related methods and bottles |
| US9022776B2 (en) | 2013-03-15 | 2015-05-05 | Graham Packaging Company, L.P. | Deep grip mechanism within blow mold hanger and related methods and bottles |
| CN103331900B (zh) * | 2013-05-30 | 2015-07-29 | 佛山市旭捷包装技术有限公司 | 一种两次吹耐热pet瓶生产工艺及其专用的调节装置 |
| EP2823949A1 (de) * | 2013-07-08 | 2015-01-14 | ISP Technology AG | Kunststoffverbindungsnaht, Kunststoffflasche mit Verbindungsnaht und Verfahren zu deren Herstellung |
| CN105480541A (zh) * | 2015-12-02 | 2016-04-13 | 王高杨 | 具有贯穿孔的塑料容器及其生产方法 |
| CH712555A1 (de) * | 2016-06-06 | 2017-12-15 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Streckgeblasener Kunststoffbehälter mit einem integriert ausgebildeten Griffbereich und Herstellverfahren für den Kunststoffbehälter. |
| CN107116778B (zh) * | 2017-06-13 | 2023-06-13 | 厦门翔达川实业有限公司 | 用于制作带底座塑料托盘的一体成型模具及其使用方法 |
| FR3069182A1 (fr) * | 2017-07-21 | 2019-01-25 | Ublo | Machine de fabrication d'articles en plastique par soufflage. |
| JP7039307B2 (ja) * | 2018-02-02 | 2022-03-22 | テルモ株式会社 | 医療用液体収納容器体の製造方法 |
| FR3080055A1 (fr) | 2018-04-16 | 2019-10-18 | Sidel Participations | Unite de moulage avec orifice de passage de col decentre |
| LT6869B (lt) * | 2020-04-14 | 2021-11-25 | Terekas, Uab | Veido apsaugos prietaiso gamybos būdas ir veido apsaugos prietaisas |
| KR102253803B1 (ko) * | 2020-10-20 | 2021-05-18 | 강태윤 | 사출 블로우 성형장치 및 이를 이용한 갓등 제조방법 |
| CN113580542A (zh) * | 2021-08-05 | 2021-11-02 | 肇庆市金腾机械实业有限公司 | 智能识别吹瓶系统 |
| CH718924A1 (de) * | 2021-08-27 | 2023-02-28 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Streckgeblasener Kunststoffbehälter mit einem am Behälterkörper ausgebildeten Handgriff und Verfahren zum Herstellen. |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2936920A (en) * | 1957-05-03 | 1960-05-17 | Owens Illinois Glass Co | Molded articles having molding seams or the like formed on the base thereof |
| US3366290A (en) * | 1966-09-08 | 1968-01-30 | Mojonnier Inc | Plastic container with integral handle |
| US3499071A (en) * | 1967-06-19 | 1970-03-03 | Procter & Gamble | Apparatus for in-mold removal of flash |
| US3740181A (en) * | 1971-05-17 | 1973-06-19 | Owens Illinois Inc | Apparatus for blow molding plastic articles |
| US3754489A (en) * | 1971-06-02 | 1973-08-28 | Dove J B Inc | Smokeless cut-off blade for plastic wrapping film |
| US3892830A (en) * | 1972-04-10 | 1975-07-01 | Phillips Petroleum Co | Precise temperature adjustment of reheated parison preforms |
| US3817390A (en) * | 1972-08-18 | 1974-06-18 | A Maruniak | Non-metallic, one-piece filter strainer head |
| US3928522A (en) * | 1974-06-04 | 1975-12-23 | Farrell Patent Co | Method of making a blow molded container with hollow handle |
| US4038006A (en) * | 1974-06-04 | 1977-07-26 | Farrell Patent Company | Apparatus for making a blow molded container with hollow handle and method of making |
| US4123217A (en) * | 1974-11-30 | 1978-10-31 | Maschinenfabrik Johann Fischer | Apparatus for the manufacture of a thermoplastic container with a handle |
| US4320789A (en) * | 1979-04-09 | 1982-03-23 | Baxter Travenol Laboratories, Inc. | Collapsible solution container |
| US4291915A (en) * | 1979-04-26 | 1981-09-29 | Jeanette Cox | Combined suitcase and child's safety seat |
| US4522779A (en) * | 1983-11-28 | 1985-06-11 | Owens-Illinois, Inc. | Method for production of poly(ethylene terephthalate) articles |
| US5057266A (en) * | 1988-07-21 | 1991-10-15 | Sabel Plastechs, Inc. | Method of making a hollow polyethylene terephthalate blow molded article with an integral external projection such as a handle |
| US5360661A (en) * | 1989-04-17 | 1994-11-01 | Georgia Tech Research Corp. | Towpregs from recycled plastics by powder fusion coating |
| JPH0390331A (ja) * | 1989-09-01 | 1991-04-16 | Nissei Ee S B Kikai Kk | 把手付き薄肉合成樹脂容器及びその製造方法 |
| DE3939970A1 (de) * | 1989-12-02 | 1991-06-06 | Tetra Pak Gmbh | Packung fuer fliessfaehiges fuellgut mit umlaufender naht |
| US5874141A (en) * | 1996-04-03 | 1999-02-23 | Inoac Packaging Group, Inc. | Injection/blow molded plastic container and method |
| FR2757245B1 (fr) * | 1996-12-12 | 1999-02-19 | Hutchinson | Dispositif de fixation d'au moins une canalisation de fluide sur un support |
| WO1999012715A1 (en) * | 1997-09-09 | 1999-03-18 | Bealetec Pty Ltd | Container with integral handle, preform and method of manufacture |
| US6648623B2 (en) * | 1999-02-05 | 2003-11-18 | Sidel, Inc. | Quick change blow mold shell assembly |
| US6978802B2 (en) * | 2001-03-08 | 2005-12-27 | Toyoda Gosei Co., Ltd. | Fuel tank and manufacturing method thereof |
| US6733716B2 (en) * | 2001-05-21 | 2004-05-11 | Sabel Plastechs Inc. | Method of making a stretch/blow molded article (bottle) with an integral projection such as a handle |
| US7070642B2 (en) * | 2002-10-28 | 2006-07-04 | Donaldson Company, Inc. | Air cleaner; replaceable filter cartridges; and, methods |
| JP6077960B2 (ja) * | 2013-07-24 | 2017-02-08 | 日本電子株式会社 | 球面収差補正装置、球面収差補正方法、および荷電粒子線装置 |
-
2003
- 2003-12-19 KR KR1020030093910A patent/KR100650155B1/ko not_active IP Right Cessation
-
2004
- 2004-12-17 CN CNB2004800378560A patent/CN100540268C/zh not_active Expired - Fee Related
- 2004-12-17 US US10/583,536 patent/US20070145646A1/en not_active Abandoned
- 2004-12-17 WO PCT/KR2004/003341 patent/WO2005058580A1/en active IP Right Grant
- 2004-12-17 CA CA2547638A patent/CA2547638C/en not_active Expired - Fee Related
- 2004-12-17 BR BRPI0417563-8A patent/BRPI0417563A/pt not_active IP Right Cessation
- 2004-12-17 RU RU2006119980/12A patent/RU2323088C2/ru not_active IP Right Cessation
- 2004-12-17 EP EP04808472A patent/EP1694491A4/en not_active Withdrawn
- 2004-12-17 AU AU2004299414A patent/AU2004299414B2/en not_active Ceased
- 2004-12-17 JP JP2006545241A patent/JP4474420B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20050062909A (ko) | 2005-06-28 |
| CA2547638C (en) | 2010-06-15 |
| EP1694491A4 (en) | 2012-02-08 |
| CN1894082A (zh) | 2007-01-10 |
| CA2547638A1 (en) | 2005-06-30 |
| JP2007513814A (ja) | 2007-05-31 |
| JP4474420B2 (ja) | 2010-06-02 |
| US20070145646A1 (en) | 2007-06-28 |
| RU2323088C2 (ru) | 2008-04-27 |
| AU2004299414B2 (en) | 2007-07-12 |
| BRPI0417563A (pt) | 2007-03-27 |
| RU2006119980A (ru) | 2008-01-27 |
| KR100650155B1 (ko) | 2006-11-27 |
| AU2004299414A1 (en) | 2005-06-30 |
| EP1694491A1 (en) | 2006-08-30 |
| WO2005058580A1 (en) | 2005-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100540268C (zh) | 制造具有手柄的pet瓶子的装置和方法以及通过该装置和方法制造的pet瓶子 | |
| EP1827797B2 (en) | Method for manufacturing a plastic fuel tank with improved creep strength | |
| US5507999A (en) | Process for thermoforming plastic doors | |
| EP0153120A2 (en) | Laminated preform with internal barrier layer | |
| JPH0635150B2 (ja) | 把手付き延伸ブロープラスチックボトルの製造方法 | |
| US4332750A (en) | Blow-molding and degating hollow shapes | |
| CN101115606A (zh) | 用于通过拉伸吹塑来成型容器的方法以及由此成型的容器 | |
| CN103260854A (zh) | 用于容器的单步成形和充填的过程 | |
| JPH0651340B2 (ja) | ポリエチレン・テレフタレート製品を押出吹込成形する方法および装置 | |
| CN105121127A (zh) | 用于生产容器的方法和穿孔装置 | |
| JPH0628893B2 (ja) | 例えば取っ手のような一体の外方突起物を備えた中空のポリエチレンテレフタレート製吹込み成形品を作る方法 | |
| JP4284786B2 (ja) | 薄肉ボトルの製造方法 | |
| KR20050083196A (ko) | 나선형 합성수지관 및 그 제조방법과 제조장치 | |
| JP2932454B2 (ja) | 複合成形体及びその製造方法 | |
| JP2860886B2 (ja) | 複数個の異なる製品からなる成形品の成形方法および成形用金型 | |
| JPS63290715A (ja) | 合成樹脂製ブロー成形管の製造方法 | |
| JP2000000880A (ja) | ブロ―成形装置およびその成形方法 | |
| JP7039307B2 (ja) | 医療用液体収納容器体の製造方法 | |
| KR101555563B1 (ko) | 적층용기의 제조방법 및 적층용기의 성형장치 | |
| JPH0220413B2 (zh) | ||
| KR100436797B1 (ko) | 블로우 몰딩의 배관 시스템 | |
| KR100436799B1 (ko) | 블로우 몰딩의 배관 시스템 | |
| KR100436798B1 (ko) | 블로우 몰딩의 배관 시스템 | |
| KR100436800B1 (ko) | 블로우 몰딩의 배관 시스템 | |
| Wilkinson | DEPARTMENT OF CHEMISTRY & MATERIALS, MANCHESTER METROPOLITAN UNIVERSITY, CHESTER ST., MANCHESTER M1 5GD, UK |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090916 Termination date: 20121217 |