CN100511018C - 定影装置及图像形成装置 - Google Patents
定影装置及图像形成装置 Download PDFInfo
- Publication number
- CN100511018C CN100511018C CNB031406629A CN03140662A CN100511018C CN 100511018 C CN100511018 C CN 100511018C CN B031406629 A CNB031406629 A CN B031406629A CN 03140662 A CN03140662 A CN 03140662A CN 100511018 C CN100511018 C CN 100511018C
- Authority
- CN
- China
- Prior art keywords
- roll
- tension part
- heat fixing
- sheeting
- band tension
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



































Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2003—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat
- G03G15/2014—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat
- G03G15/2064—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat combined with pressure
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/20—Details of the fixing device or porcess
- G03G2215/2003—Structural features of the fixing device
- G03G2215/2009—Pressure belt
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/20—Details of the fixing device or porcess
- G03G2215/2003—Structural features of the fixing device
- G03G2215/2016—Heating belt
- G03G2215/2022—Heating belt the fixing nip having both a stationary and a rotating belt support member opposing a pressure member
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Fixing For Electrophotography (AREA)
Abstract
一种定影装置及装载该定影装置的图像形成装置,其中,所述定影装置具有:热定影辊(1),其表面覆盖弹性材料(1c),内置加热源(1a);加压辊(2),压靠热定影辊(1);耐热带(3),卷绕在加压辊(2)外周,被夹持在所述加压辊(2)和热定影辊(1)间移动;带张紧部件(4),张紧支撑耐热带(3),这种定影装置对薄片材料(5)上的未定影调色剂图像(5a)进行定影,而且,带张紧部件(4)配置在相对热定影辊(1)和加压辊(2)的压靠处的耐热带移动方向上游侧、从压靠处切线L的热定影辊(1)侧,将耐热带(3)卷绕在热定影辊外周,形成夹持区。它能够使热辊型定影装置结构简单、小型,并且降低成本,能够缩短预热时间,减小薄片材料所受压力,抑制排出的薄片材料产生卷曲或褶皱等薄片材料的变形。
Description
技术领域
本发明涉及一种定影装置及图像形成装置,其中,所述定影装置具有:热定影辊,其表面覆盖弹性材料,内置加热源;加压辊,压靠在所述热定影辊上;耐热带,卷绕在所述加压辊的外周,并被夹持在所述加压辊与所述热定影辊之间移动;以及带张紧部件,用于张紧支撑所述耐热带,所述定影装置对形成在薄片材料上的未定影调色剂图像进行定影。
背景技术
在复印机、打印机和传真机等图像形成装置中,作为一种对转印材料上的、未定影调色剂图像进行接触加热定影的加热辊型定影装置,已提出有一种定影装置(参照日本专利第3084692号),其中,设有:热定影辊,其表面覆盖弹性材料并内置加热源,可以旋转;耐热带,由多个支撑辊所张紧支撑;压力装置,只在规定角度范围的热定影辊周围卷绕耐热带,形成夹持区,同时在此夹持区的出口处,施加大于其他部分的局部压力,使热定影辊表面弹性材料产生变形;使得薄片材料容易地从夹持区排出。
在现有的定影装置中,因为通过所具备的压力装置事先在热定影辊的表面产生变形,所以在夹持区域的出口处,从调色剂与热定影辊的表面接触的状态瞬间放开其表面变形。因此,当薄片材料从夹持区被排出时,使调色剂与热定影辊的附着力减小,从而抑制了薄片材料卷到热定影辊上,这样,即使是柔软的记录纸,也能容易地从带夹持区的出口处脱离。上述装置通过这种方法,节省了历来所必需采用的剥离器。
此外,公开了一种定影装置(参照日本专利公报特公平6—40235),具体是,形成根据辊子之间设定的压力弯曲而与辊子接触的夹持区长度,使装载着未定影调色剂图像的薄片材料通过夹持区中间而定影,其中,选择第一速度或第二速度作为适合薄片材料特性的辊子驱动速度驱动该辊子。
此外,又公开了一种定影装置(参照日本专利特开平8—262903),具体是,对于其表面覆盖弹性材料、内置加热源而旋转的热定影辊,在环形带的内侧以非旋转状态配置压力块(pad),从而在接触状态下张紧支撑运动着的该环形带,并且将该环形带按压到热定影辊上,形成夹持区,同时,使热定影辊表面弹性层变形;这样,在热定影辊和环形带之间通过形成有未定影调色剂图像的薄片材料,从而在薄片材料上进行调色剂的热定影。这种装置的优点是,由于压力块是以非旋转状态配置的,所以不易散发从热定影辊上传来的热量,也就是说,较少地消耗热定影辊的热量。
但是,在上述日本专利第3084692号的定影装置的结构中,因为通过压力装置,只在能够形成夹持区的角度范围的热定影辊上卷绕由多个支撑辊子张紧支撑的、可移动的耐热带,同时,向夹持区域的出口处施加很大的局部压力来驱动,所以这就需要多个用于支撑的辊子及其轴承。尤其,这时耐热带的周长会变长,同时定影装置变得复杂、庞大,而且造价也变高。复杂、大型化、以及高造价的定影装置结构必然会使装载该定影装置的图像形成装置复杂、大型化以及造价高。
而且,耐热带虽然在与内置加热源、可旋转的热定影辊之间的夹持区被加热,但是对于由多个支撑辊子张紧支撑的、周长变长的耐热带的这种结构而言,当耐热带在所规定的路径上移动时,热量被多个支撑辊子消耗,从而,对应周长长度,自然散热将增强。因此,达到规定温度的时间将会变长,并且从通电到可以定影,所需的预热时间也将变长,然而这是我们所不希望的。
还有,对于热定影辊,仅以可以形成夹持区的角度卷绕耐热带,并在夹持区的出口处施加比其他部分更大的局部压力,从而在热定影辊的弹性层生成变形,这种结构虽然能够较好地抑制薄片材料卷绕热定影辊,然而,沿着弹性层的变形排出的薄片材料也会随之卷曲,或是由于局部高压而产生褶皱等变形。
此外,在日本专利公报特公平6—40235公布的、配合薄片材料特性来选择辊子驱动速度为第一速度或第二速度的装置中,不仅存在其辊子热容量大、所需预热时间长等问题,而且经过通过压力卷绕辊子而形成的长夹持区之间的薄片材料,与前述的装置一样,因为此压力的应力较大,而引起卷曲和褶皱等变形。
此外,所述日本专利公报特开平8—262903的装置,以非旋转状态配置压力块,使来自热定影辊的热量不易发散,较少消耗热定影辊的热量,因而是一种经济型的定影装置,但是,当预热时,存在热量从热定影辊经过环形带传到压力块,而使预热时间变长的问题。此外,为使带子移动,至少需要3个以上辊子,从而导致装置大型化的问题。
发明内容
本发明的目的在于,使热辊型定影装置结构的简单化、小型化和低成本化成为可能,并且缩短预热时间。本发明的另一目的还在于,减少对薄片材料的应力,从而抑制在排出的胶片材料上产生卷曲或褶皱等变形。
对此,本发明是一种定影装置,其中,具备:
热定影辊;以及
加压辊,它经耐热带压靠在所述热定影辊上,
其特征在于,
所述耐热带被张紧支撑在滑动的带张紧部件和所述加压辊之间,所述带张紧部件可移动地配置在,使所述耐热带从所述热定影辊和所述加压辊间的挤压处的切线,向所述热定影辊一侧卷绕的位置上。
此外,本发明是一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周,并被夹持在所述加压辊和所述的热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
所述带张紧部件相对于所述热定影辊和所述加压辊之间的压靠处可移动地配置在所述耐热带移动方向的上游侧,并位于所述耐热带从所述压靠处的切线向所述热定影辊卷绕,从而形成夹持区的位置上。
另外,本发明是一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周,并夹持在所述加压辊和所述热定影辊之间移动;
以及带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
所述带张紧部件相对于所述热定影辊和所述加压辊的压靠处,配置在所述耐热带移动方向的上游侧的同时,所述带张紧部件呈可向所述热定影辊方向摆动的状态支撑着,此外,所述带张紧部件,可摆动地支撑在所述加压辊的轴上,或是可摆动地支撑在与所述加压辊的轴不同的轴上。
上述定影装置中,其特征在于,
所述带张紧部件脱离于所述热定影辊而配置,或是,压靠在所述热定影辊上而配置,压靠在所述热定影辊上的所述带张紧部件的压靠力小于所述加压辊的压靠力,所述热定影辊与所述耐热带之间的接触压力分布中,所述热定影辊与所述加压辊所压接部分的压力最大。
上述定影装置中,其特征在于,
所述带张紧部件可以是滑动部件、半月形部件、辊子形部件、及二次转印辊,并且在一端或两端具有使所述耐热带接触、并限制其位置的凸出部分;其特征还在于,驱动所述加压辊,而所述热定影辊经所述耐热带随着从动,所述加压辊具有比所述热定影辊表面所覆盖的弹性材料硬度大的表面。
此外,其特征还在于,
使所述加压辊和所述耐热带之间的摩擦系数大于所述带张紧部件与所述耐热带之间的摩擦系数;
使所述加压辊与所述耐热带的卷绕角大于所述带张紧部件与所述耐热带的卷绕角;以及
使所述加压辊的直径大于所述带张紧部件的直径。
其特征还在于,作为驱动所述带张紧部件的驱动装置,具有多个旋转速度,对应薄片材料特性来选择所述旋转速度进行驱动,具有第一旋转速度和比该第一旋转速度慢的第二旋转速度,并对应所述薄片材料特性来选择驱动,并且,具有检测所述薄片材料特性的检测装置,在装载了所述未定影调色剂图像的薄片材料行进过程中,检测薄片材料的特性,并对应所述薄片材料特性来选择驱动,此外,还具有对应薄片材料特性设定选择信息的设定装置,在装载了所述未定影调色剂图像的薄片材料的定影指令执行过程中,对应所述薄片材料特性进行设定,并根据该设定内容进行选择驱动。
此外,上述定影装置中,其特征还在于,
配置有清洁部件,它滑动接触于所述耐热带的内周面,位于所述加压辊和所述带张紧部件之间;所述热定影辊由外径为60mm以下、壁厚为2mm以下的管材的外周覆盖厚度为2mm以下的弹性材料而形成,加压辊由外径为60mm以下、壁厚为2mm以下的管材形成。
一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周上,并被夹持在所述加压辊和所述热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
相对于所述热定影辊,可摆动地配置所述带张紧部件,将耐热带卷绕在热定影辊上,从而形成定影夹持区,同时,当薄片材料没有通过时,所述带张紧部件和耐热带之间形成间隙,而当薄片材料通过时,带张紧部件经薄片材料压靠在热定影辊上,相对于所述热定影辊和所述加压辊的压靠处,在所述耐热带移动方向的上游侧,或者在所述耐热带移动方向的下游侧配置所述带张紧部件。
一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周上,并被夹持在所述加压辊和所述热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带;
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
相对于所述热定影辊和所述加压辊之间的压靠处,在所述耐热带移动方向的上游侧,可摆动地配置所述带张紧部件,并在热定影辊上卷绕耐热带,从而形成定影夹持区,同时,设:夹持区初始位置的压力为P1,加压辊压靠热定影辊的压靠处的压力为P3,所述夹持区初始位置和压靠处之间的压力为P2时,则有P1<P2<P3的关系。
一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周上,并被夹持在所述加压辊和所述热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带;
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
相对于所述热定影辊和所述加压辊之间的压靠处,在所述耐热带移动方向的下游侧,可摆动地配置所述带张紧部件,并在热定影辊上卷绕耐热带,从而形成定影夹持区,同时,设:夹持区结束位置的压力为P1′,加压辊压靠热定影辊的压靠处的压力为P3,所述夹持区结束位置和压靠处之间的压力为P2时,则有P1′<P2<P3的关系。
上述定影装置中,其特征在于,
具有这种结构:当薄片材料不通过时,所述带张紧部件和耐热带之间形成间隙,而当薄片材料通过时,带张紧部件经薄片材料压靠在热定影辊上;其特征还在于,所述带张紧部件,被向热定影辊方向驱使的摆动驱使装置驱使摆动,在所述耐热带宽度方向的外侧,与热定影辊滑动接触,并可摆动地支撑在所述加压辊的旋转轴上,或是可摆动地支撑在与所述加压辊的旋转轴不同的轴上。
附图说明
图1是本发明定影装置的实施方式图。
图2是向耐热带提供张紧力的带张紧部件的支撑结构图。
图3是本发明定影装置的其他实施方式图。
图4是根据夹持通过位置而变化的定影压力实例图。
图5是本发明定影装置的实施方式图。
图6是张紧部件的位置与夹持区域之间的关系说明图。
图7是夹持通过位置与定影压力的变化图。
图8是本发明定影装置的其他实施方式图,其中,张紧部件设置在带移动方向的下游侧。
图9是将张紧部件设置在带移动方向的下游侧时的、定影装置的夹持通过位置与定影压力的变化图。
图10是张紧部件的下游侧位置与夹持区之间的关系说明图。
图11是张紧部件采用滚筒材料、并将其设置在带移动方向上游侧的、本发明定影装置的其他实施方式图。
图12是张紧部件采用滚筒材料、并将其设置在带移动方向下游侧的、本发明定影装置的其他实施方式图。
图13是沿图14中的X—X面剖切、并向箭头方向看过去的截面图,表示本发明定影装置的其他实施方式。
图14是沿图13中的Y—Y面剖切、并向箭头方向看过去的截面图。
图15是本发明定影装置的其他实施方式图,其中,图15A是沿图15B中的X—X面剖切、并向箭头方向看过去的截面图,图15B是沿图15A中的Y—Y面剖切、并向箭头方向看过去的截面图。
图16是本发明定影装置的其他实施方式图,其中,图16A是沿图16B中的X—X面剖切、并向箭头方向看过去的截面图,图16B是沿图16A中的Y—Y面剖切、并向箭头方向看过去的截面图。
图17是本发明定影装置的其他实施方式图,其中,图17A是沿图17B中的X—X面剖切、并向箭头方向看过去的截面图,图17B是沿图17A中的Y—Y面剖切、并向箭头方向看过去的截面图。
图18是根据夹持通过位置而变化的定影压力实例图。
图19是本发明定影装置的其他实施方式图,其中图19A是截面图;图19B是沿图19A中的Y—Y线向箭头方向看过去的截面图。
图20是沿图19A的X—X面剖切、并向箭头方向看过去的截面图,表示图19的详细结构。
图21是在图19A中去掉耐热带之后的局部放大截面图。
图22是在图21中安装有耐热带3的视图。
图23是在图22中薄片材料通过时的状态图。
图24是本实施方式的特征说明图,图24A是截面图,图24B表示对于夹持通过位置的定影压力,图24C表示只在带张紧部件4的摆动移动力下的定影压力,图24D表示辅助(assist)摆动移动力时的定影压力。
图25是图19的定影装置的变形例,图25A是截面图,图25B是沿图25A的Y—Y线向箭头方向看过去的截面图。
图26是图19的定影装置变形例的截面图。
图27表示本发明的定影装置的其他实施方式,图27A是截面图,图27B是沿图27A中的Y—Y线向箭头方向看过去的截面图。
图28表示图27中的薄片材料没有通过时的状态,图28A是图27A的局部放大截面图,图28B是沿图28A中的X—X面剖切,并向箭头方向看过去的截面图。
图29表示图27中的薄片材料通过时的状态,图29A是图27A的局部放大截面图,图29B是沿图29A中的X—X面剖切,并向箭头方向看过去的截面图。
图30是表示在图29中根据夹持通过位置而变化的定影压力的实例,其中,图30A是截面图,图30B表示辅助带张紧部件4的摆动移动力时,根据夹持位置的定影压力,图30C表示辅助带张紧部件4的摆动移动力时,根据薄片材料的定影压力。
图31是图27的实施方式的变形例,图31A是截面图,图31B是沿图31A的Y—Y线向箭头方向看过去的截面图。
图32是本发明图像形成装置其他实施方式的、整体结构典型截面图。
图33是将带张紧部件兼用作二次转印辊时的本发明定影装置的其他实施方式图。
图34是搭载了将带张紧部件兼用作二次转印辊的定影装置的、本发明图像形成装置的其他实施方式图。
本发明的实施方式
以下,参照附图说明本发明的实施形式。
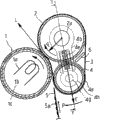
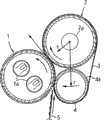
图1是本发明定影装置的实施方式图。其中,1为热定影辊、1a为卤灯、1b为辊子基本材料、1c为弹性材料、2为加压辊、3为耐热带、4为带张紧部件、4a为凸出部分、5为薄片材料、5a为未定影调色剂图像、6为清洁部件、L为压靠处的切线。
在图1中,热定影辊1使用外径为60mm以下、壁厚为2mm以下的管材作为辊子基本材料1b,并在其周围覆盖厚度为2mm以下的弹性材料1c而形成,而且,在辊子基本材料1b内部作为加热源,内置卤灯1a,此外,该热定影辊可以旋转。加压辊2由外径为6mm以下、壁厚为2mm以下的管材形成,并相对于热定影辊1设置,与热定影辊1以规定的压力压接,可以旋转。
耐热带3是夹持在热定影辊1和加压辊2之间,并卷绕在加压辊2的外周上的、可移动的环形的带,该耐热带3由厚度为0.03mm以上的不锈钢管或镍电镀管等金属管、聚酰亚胺或硅等的耐热树脂管等构成。
带张紧部件4是配置在形成夹持区的位置上的、半月状的耐热带摆动装置,其中,所述夹持区通过所述带张紧部件4插接在耐热带3的内周,并协同加压辊2向耐热带3施加张紧力,同时,将耐热带卷在热定影辊1上而形成。带张紧部件4配置在形成夹持区的位置上,其中,所述夹持区,通过耐热带3从热定影辊1和加压辊2的压靠处的切线L,卷到热定影辊1上形成。因此,带张紧部件4在夹持区的初始位置轻压在热定影辊1上。其中,凸出部分4a设在带张紧部件4的一端或者两端,当耐热带3偏向一侧时,与其接触从而限制该耐热带3偏移。
为了用加压辊2稳定地驱动由加压辊2和带张紧部件4所张紧的耐热带3,可以使加压辊2和耐热带3之间的摩擦系数大于带张紧部件4和耐热带3之间的摩擦系数,但是这时,由于异物的侵入或者磨损等,有时会使摩擦系数不稳定。针对这种情况,若使加压辊2和耐热带3的卷绕角大于带张紧部件4和耐热带3的卷绕角,并且设置加压辊2的直径大于带张紧部件4的直径时,带张紧部件4相对于耐热带3而滑动的长度就会变短,因此可以避免经过时间的变化和外部扰动等不稳定因素的影响,从而能够通过加压辊2稳定地驱动耐热带3。
清洁器6配置在加压辊2和带张紧部件4之间,滑动接触于耐热带3的内周,用于清洁耐热带3内周上的异物和磨损粉尘等,通过清洁这种异物和磨损粉尘,可使耐热带3重新干净,从而去除不稳定因素。此外,设置在带张紧部件4上的凹进部分,适于盛装这些去除掉的异物异物和磨损粉尘等。
薄片材料5,将带张紧部件4轻轻压靠在热定影辊1的位置作为夹持区初始位置,在耐热带3和热定影辊1之间通过,这时,其中未定影调色剂图像5a被定影,并且,将加压辊2压靠在热定影辊1上的位置作为夹持区结束位置,在压靠处的切线L方向上排出。这样,夹持区在热定影辊1的切线上形成初始位置及结束位置。
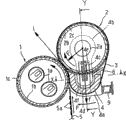
图2是向耐热带施加张紧力的带张紧部件的支撑结构示例图。如图2所示,作为带张紧部件4的支撑结构,设有从带张紧部件4的端部,在加压辊2的轴方向平行延伸的凸起部分4b,和向加压辊2的轴心方向延伸的凸起部分4c,将凸起部分4b插入安装架7的插入孔内,凸起部分4c插入在支持件4e的沟槽内,并通过弹簧4d来得到张紧力,其中所述支持件4e可自由旋转地支撑在加压辊2的旋转轴2a上。凸起部分4b和安装架7的插入孔的配合,可在弹簧4d的弹力施加方向f上移动,但不能在接近或远离热定影辊的方向上移动。此外,对于连接加压辊2的轴和带张紧部件4的轴的、如图所示的A—A线,通过槽,此弹力作用方向f可以倾向向热定影辊1靠近的方向,或者也可以倾向从热定影辊1远离的方向。
作为带张紧部件4,当使用耐热带滑动部件时,由于不是旋转部件,所以不需要轴承,从而支撑结构变得简单。再加上通过将带张紧部件设为半月状,可以将半月亏的方向朝加压辊2侧配置,这样可以最大限度地接近加压辊2侧而进行配置。由此,还可以缩短耐热带3的周长。从而,可以获得结构简单、小型、低价格的热辊型定影装置。
还有,耐热带3因为在所需的最小范围的路径上移动,因此在内置加热源的可旋转的热定影辊1与其间的夹持区被加热的耐热带3,能够将在规定路径上移动时所消耗的热量抑制在最少限度上,同时,由于周长短,所以因自然散热导致的温度下降很少,从而可以缩短从开始通电到获得所需定影温度的预热时间。
图3是本发明定影装置其他实施方式图,图4是对应于夹持通过位置而变化的定影压力示例图。在图1、图2中所示的实施方式中,带张紧部件4采用了半月状的耐热滑动部件,但是,如图3所示,带张紧部件4′也可以用滚筒材料。带张紧部件4′因为是滚筒部件,所以可以用作滑动部件,也可以使其旋转。通过可自由旋转地支撑带张紧部件4′,可使加压辊2和耐热带之间的摩擦系数大于带张紧部件4′和耐热带之间的摩擦系数,从而对于耐热带3,能够用加压辊2和带张紧部件4′张紧,并用加压辊2稳定驱动。
此外,在图3所示的实施方式中,其带张紧部件4′不是轻压在热定影辊1上,而是脱离配置的。即,带张紧部件4′配置在相对于夹持区初始位置的耐热带3的移动方向的上游侧。于是,此时若将配置向靠近热定影辊的方向移动,就会使夹持区的初始位置更向上游侧移动,这样就能增加夹持区的长度,反之,如果移动此配置,使之离开热定影辊1,就可以缩短夹持区长度。
当然,在图1、图2所示的实施方式中,也可以同样地从热定影辊1脱离配置带张紧部件4,而在图3所示的实施方式中,也可以在热定影辊1上轻压配置带张紧部件4′。这种从热定影辊1脱离配置带张紧部件4的结构,在夹持区域内,从夹持区初始位置就具有一定的定影压力,而在结束位置上,由加压辊2产生的压力使定影压力变得更大。
此外,用加压辊2驱动,使带张紧部件4、4′滑动时,也可以支撑带张紧部件4、4′,使带张紧部件4、4′在相对于热定影辊1的接近、离开的方向上自由摆动。将带张紧部件4、4′做成可以摆动的结构时,由因加压辊2的旋转驱动而被驱动的耐热带3和带张紧部件4、4′之间的摩擦力作用,耐热带3和带张紧部件4、4′就会停止在一个平衡状态下,即,在热定影辊1的方向上摆动从而由所述摩擦力产生的摆动力和耐热带3压接在热定影辊1上的压靠力之间达到的平衡状态。
也就是,装载未定影调色剂图像5a的薄片材料5,无论是处在通过热定影辊与耐热带3之间的状态,还是处在不通过的状态,甚至是,无论薄片材料的厚度厚,还是薄,耐热带3和热定影辊1压接的压靠力都是均匀的,对通过的薄片材料5的应力是均匀的。因此,对未定影调色剂图像5a进行定影后所排出的薄片材料上,没有产生褶皱等薄片材料的变形。而且在耐热带3和热定影辊1之间,根据设定耐热带1和带张紧部件4、4′之间的摩擦力,能够获得合适的压接力。
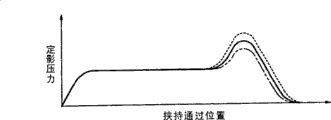
图4表示了对应于这些结构的夹持通过位置和定影力变化的情况。图4A表示带张紧部件被固定时的,较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线)的定影压力变化情况。这里,较厚的薄片材料的定影压力在夹持区初始位置上升,且从整体来看,根据薄片材料的厚度,定影压力有所不同。图4B表示带张紧部件可以摆动时的,较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线)的定影压力变化情况。这里,定影压力与薄片材料的厚度无关,为所规定的大小。图4C表示转换带张紧部件的位置时的,较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线)的定影压力变化情况。这里,因为夹持区初始位置的转换,所以,虽然产生一定的压力差,但其差值很小。因此,虽然对应于薄片材料的种类,定影压力有所不同,但是可以通过转换带张紧部件4、4′的位置,来改变夹持区长度,从而可以调整定影压力。
热定影辊1的弹性材料1c的表面和耐热带3的表面,以同一转速移动,并对形成在薄片材料5上的未定影调色剂图像进行定影,但是,耐热带3的表面或薄片材料5的顶端部分成波浪状时,定影开始时的状态有时就会变得不稳定。这里,若在夹持区的初始位置,采用将耐热带3轻压在热定影辊1上的结构时,双方成稳定的接触状态,从而对未定影调色剂图像可以非常稳定地进行定影。加压辊2和带张紧部件4、4′共同合作向耐热带3施加张紧力,使其卷绕在热定影辊1上,从而形成夹持区,因此,能够容易地形成长的夹持区,从而,能够获得结构简单、小型、低价位的装置。
图5是本发明定影装置的其他实施方式图,图6是带张紧部件和夹持区域之间的关系说明图,图7是夹持通过位置和定影压力的变化图。图中,7是框架,7a是导向孔,7b是轴承,8是张紧支撑部件,8a是施加张紧力的弹簧,L是压靠处的切线。
在图5中,热定影辊1采用外部直径为60mm以下、壁厚为2mm以下的管材作为辊子基本部件1b,并在其外周覆盖2mm以下的弹性材料1c而形成,而且在其内部内置卤灯1a作为加热源,同时所述热定影辊1是可旋转的。加压辊2由外部直径为60mm以下、壁厚为2mm以下的管材形成,并配置在正对热定影辊1的位置上,而且其旋转轴可旋转地支撑在框架7的轴承7b上,此外,所述加压辊2经过耐热带3,以规定压力F压靠在热定影辊1上。
耐热带3是由厚度为0.03mm以上的不锈钢管或镍电镀管等金属管、聚酰亚胺或硅等的耐热树脂管等形成的环形带,该耐热带3可移动地卷绕在加压辊2的外周上,并被张紧支撑在热定影辊2和带张紧部件4之间。因此,耐热带3被夹持在热定影辊1和加压辊2之间,而且在其与热定影辊1之间形成夹持区。
带张紧部件1例如是半月状的带滑动部件,配置在形成夹持区的位置上,其中,所述夹持区是通过将带张紧部件1嵌入到接触耐热带3的内周上,与加压辊2相互合作来张紧耐热带3,并向耐热带3施加张紧力f,同时,将耐热带3卷绕到热定影辊1上而形成。即,带张紧部件4配置在,耐热带3从热定影辊1和加压辊2的压靠处的切线L起,向热定影辊1的一侧卷绕的位置上。带张紧部件4,在其一端或两端设有凸出部分4a,当耐热带3向一侧偏离时,凸出部分4a与耐热带3接触从而限制耐热带3的偏离。此外,带张紧部件4的两端设有导向部件4b和张紧力施加部件4c,使带张紧部件4嵌入在耐热带3的内周,并向耐热带3施加张紧力。导向部件4b,例如成销状在与旋转轴2a平行的方向上突出,并以可滑动的状态与框架7的导向孔7a吻合,张紧力施加部件4c配置在张紧耐热带3的内侧,即在加压辊2侧的延长位置上,并且通过张紧力施加弹簧8a向背离加压辊2的方向施加张紧力。
框架7是具有轴承7b和导向孔7a,用于安装支撑定影装置的部件,其中,用其轴承7b支撑加压辊2的旋转轴2a,使其可以旋转,用导向孔7a对带张紧部件4进行导向。加压辊2的旋转轴2a贯穿、支撑张紧支撑部件8,使其可以自由地滑动和旋转,并在该张紧支撑部件8的孔中装有张紧力施加弹簧8a。带张紧部件4被嵌入在耐热带3的内周的状态下,导向部件4b在框架7的导向孔7a中进行导向,张力提供部件4c安装在张紧支撑部件8上的孔中,通过张紧力施加弹簧8a向带张紧部件4施加朝背离加压辊2的旋转轴2a方向的张紧力f。
清洁部件6配置在加压辊2和带张紧部件4之间,与耐热带3的内周滑动接触,用于清除耐热带3内圆周面上的异物和磨损粉尘等,通过清除异物和磨损粉尘等,可使耐热带3重新干净,从而去除不稳定因素。如图所示,可在半月状的带张紧部件4中设置凹进部分,从而可将通过清洁部件6去除掉的异物和磨损粉尘等盛装在该凹进部分中。
薄片材料5通过耐热带3和热定影辊1之间,使未定影调色剂图像5a定影,并将加压辊2压靠在热定影辊1的位置作为夹持区结束位置,沿薄片材料5在压靠处切线L的方向排出。这样,夹持区在热定影辊1的切线上形成初始位置以及结束位置,并且带张紧部件4配置在使耐热带3从热定影辊1和加压辊2之间的压靠处的切线L向热定影辊1一侧卷绕的位置上,从而加长了夹持区域的长度,因此即使不施加很大的压力,也能形成夹持区,从而能够对未定影调色剂图像5a进行充分加热,使其定影。
如图所示,本发明的定影装置中,相对于以规定压力F,经过耐热带3向热定影辊1压靠的加压辊2,张紧耐热带3的带张紧部件4配置在,使耐热带3从热定影辊1和加压辊2之间的压靠处的切线L向热定影辊1一侧卷绕的位置上。此位置由框架7的导向孔7a决定,其中,导向孔7a在带张紧部件4允许滑动的方向上,从支撑加压辊2的旋转轴2a的轴承7b向外,呈长圆形状,从而限制带张紧部件4,使其在靠近、离开热定影辊1的方向上无法移动。与此对应,张紧力施加部件4c放置在张紧支撑部件8的槽内,通过设在其内的张紧力施加弹簧8a,以加压辊2的旋转轴2a为中心,向外施加压力。张力f的作用方向被长圆方向限制在,连结加压辊2的轴和带张紧部件4的轴的、图中所示的A—A线上,但是对于此A—A线,也可以使长圆的轴向接近或者离开热定影辊1的方向倾斜。
为了用加压辊2稳定地驱动由加压辊2和带张紧部件4所张紧的耐热带3,可以使加压辊2和耐热带3之间的摩擦系数大于带张紧部件4和耐热带3之间的摩擦系数,但是这时,由于异物的侵入或者磨损等,有时会使摩擦系数不稳定。针对这种情况,若使加压辊2和耐热带3的卷绕角大于带张紧部件4和耐热带3的卷绕角,并且设置加压辊2的直径大于带张紧部件4的直径时,带张紧部件4相对于耐热带3而滑动的长度就会变短,因此可以避免经过时间的变化和外部扰动等不稳定因素的影响,从而能够通过加压辊2稳定地驱动耐热带3。
本发明的定影装置中,根据设定所述张紧耐热带3的带张紧部件4的配置位置,可以使耐热带3从热定影辊1和加压辊2之间的压靠处的切线L向热定影辊1的一侧卷绕,因此,如图6所示,可以通过改变所述配置位置,来自由地改变夹持区的长度。例如从图6所示的实线开始,使带张紧部件4离开热定影辊1,并在L上、点划线的位置处配置带张紧部件4时,耐热带3卷绕到热定影辊1上的卷绕角变小,从而,夹持区长度变短,反之,若使带张紧部件4靠近热定影辊1,在H线上、双点划线的位置处配置带张紧部件4,使其轻轻压靠在热定影辊1上时,耐热带3卷绕到热定影辊1上的卷绕角变大,从而,夹持区长度变长。
薄片材料5,将带张紧部件4轻轻压靠在热定影辊1的位置作为夹持区初始位置,在耐热带3和热定影辊1之间通过,这时,其中未定影调色剂图像5a被定影,并且,将加压辊2压靠在热定影辊1上的位置作为夹持区结束位置,在压靠处的切线L方向上排出。这样,夹持区通过在热定影辊1的切线上形成初始位置及结束位置,来确保所希望的夹持区长度,于是,可以从夹持区的初始位置以一定的定影压力开始定影,无需降低处理速度,就能够增加夹持和溶化调色剂的时间。并且,在夹持区的结束位置,加压辊2经耐热带3向耐热带3和热定影辊1之间施加所期望的压力,使调色剂表面平滑,从而能够使薄片材料不变形的同时实现良好的定影。
还有,用加压辊2驱动,使带张紧部件4滑动时,可以支撑带张紧部件4,使其在接近、离开热定影辊1的方向上可自由地摆动。将带张紧部件4做成可以摆动的结构时,通过加压辊2的旋转驱动所驱动的耐热带3和带张紧部件4之间的摩擦力,耐热带3和带张紧部件4向热定影辊1的方向摆动,并在由所述摩擦力产生的摆动力和耐热带3向热定影辊1压接的压接力的平衡状态下停止。
即,因为有摆动结构,装载未定影调色剂图像5a的薄片材料5,无论是处于通过热定影辊1和耐热带3之间的状态,还是处于不通过状态,甚至,无论薄片材料的厚薄,耐热带3和热定影辊1压接的压接力都是均匀的,向通过的薄片材料5施加的压力也是均匀的。因此,对于在未定影调色剂图形5a被定影后所排除的薄片材料,能够消除它上面的褶皱等薄片材料的变形。并且,通过带张紧部件4的配置,可将耐热带3卷绕到热定影辊1上,因此,耐热带3和带张紧部件4间的摩擦力,能够使耐热带3和热定影辊1间的压接力变化,从而,可以通过摩擦力的设定来获得到合适的压接力。
例如,虽然对应于薄片材料的种类不同,定影压力会有所差别,但通过转换带张紧部件4的位置,改变夹持区长度,从而可以调整定影压力。例如在图6中,若改变带张紧部件4的配置使其从热定影辊1离开,位于非接触的位置上时,耐热带3卷绕到热定影辊1上的角度将会变小,夹持区长度也会变短,
使带张紧部件4的位置进一步背离加压辊2(向图示下方挪动)后,返回到靠近热定影辊1的位置上时,耐热带3卷绕到热定影辊的角度将会变大,夹持区长度也会变长。图示的状态是带张紧部件4轻压在热定影辊上的状态。
尤其是,在较厚的薄片材料,例如在OHP薄片上,对彩色图像的调色剂图像进行定影时,若各种颜色的调色剂未能充分融化定影,那么,在薄片上直接观看时,虽然是预期的彩色图像,但是其投影像与OHP薄片上直接看过去的不同,没有呈现出所预期的彩色图像。因此,对彩色图像进行定影时,为了不产生这种不良现象,有必要采取增大定影时的压力、增加调色剂的加热、融化时间等对策。然而,若定影压力加的过大,在薄片上容易产生褶皱和卷曲等变形。此外,为了增加调色剂的加热、融化时间而降低定影操作的速度时,就会降低图像形成的效率。这时因为,由于定影操作是最后操作,当降低其速度时,从在此之前的显影操作开始,必须要降低所有操作的速度。
本发明的任何一种实施方式中,因为在耐热带3卷绕到热定影辊1上的位置上配置带张紧部件4,所以根据其配置的位置,能够不降低操作速度,并形成合适的夹持区,而且能够保证充分的调色剂的加热、融化时间,从而能够以简单的结构实现定影装置的小型化。并且,对于压靠在热定影辊1上的加压辊2而言,只需施加必要的适度的压靠力,就能使薄片上的调色剂表面变得平滑,此外,也可以像现有的装置那样,通过很大的压靠力在压靠处产生大变形,因此不用保持夹持区,从而能够防止定影操作中的皱褶等薄片材料的变形。
图7A表示带张紧部件4被固定时,较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线)的定影压力变化情况。较厚的薄片材料中,通过轻压带张紧部件4,使夹持区初始位置的定影压力上升,且从整体来看,根据薄片材料的厚度,定影压力有所不同。对于在带张紧部件4和热定影辊1不直接接触的位置,即,在离开热定影辊1的位置上配置带张紧部件4的结构,在夹持区域中,从夹持区初始位置定影压力为一定的量,而在夹持区结束位置,因为加压辊2的顶压,定影压力变大。图7B表示带张紧部件可以摆动时,较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线)的定影压力变化情况。此时,定影压力与薄片材料的厚度无关,为所规定的大小。图7C表示转换带张紧部件4的位置,从而改变耐热带向热定影辊卷绕的角度(夹持区域)时,较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线)的定影压力变化情况。此时虽然产生压力差,但是因为夹持区初始位置的转换,其差值变得很小。
图8是带张紧部件设置在带移动方向的下游侧时的本发明定影装置的其他实施方式图,图9是将带张紧部件设置在移动方向的下游侧时、定影装置的夹持通过位置与定影压力的变化图,图10是带张紧部件设置在下游侧位置与夹持区之间的关系说明图。
在上述的实施方式中,虽然将带张紧部件4配置在耐热带3移动方向的上游侧,但是,相反的,在图8所示的其他实施方式中,带张紧部件4配置在耐热带3移动方向的下游侧。热定影辊1的弹性材料1c的表面和耐热带3的表面,以同一转速移动,对形成在薄片材料5上的未定影调色剂图像进行定影,但是,耐热带3的表面或薄片材料5的顶端部分成波浪状时,定影开始状态有时会不稳定。而在本实施方式中,在夹持区的初始位置,加压辊2经耐热带3,压靠热定影辊1,因此即使耐热带3和薄片材料5的顶端部分成波浪状,双方也能保持稳定的接触状态,从而可以对未定影调色剂图像进行非常稳定的定影。
图9是本实施方式的夹持通过位置和定影压力的变化情况图,图9A表示带张紧部件4被固定时,较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线)的定影压力变化情况。此时,从整体来看,根据薄片材料的厚度,虽然定影压力有所不同,但其差值很小,并且,在带张紧部件4被轻轻压靠时,只有较厚的薄片材料的情况下,在夹持区结束位置定影压力略有上升,而使带张紧部件4从热定影辊1脱离形成切线夹持区时,如图所示,就没有夹持区结束位置的上升部分。图9B表示转换带张紧部件4的位置时的夹持区域通过位置的定影压力变化情况,例如如图10所示,对应于较厚的薄片材料(虚线)、标准厚度的薄片材料(实线)、较薄的薄片材料(双点划线),转换带张紧部件4的位置。此时,因为夹持区结束位置的转换,所以,虽然产生压力差,但其差值变得很小。
在上述各种实施方式中,作为带张紧部件4,使用带滑动部件,而不是旋转部件,因此不需要轴承等,支撑结构变得简单。而且,将带张紧部件4做成半月状,并且将其半月亏的方向朝着加压辊2侧配置,于是可以最大限度地接近加压辊2。由此还可以缩短耐热带3的周长。从而可以获得结构简单、小型、低价格的热辊型定影装置。
还有,耐热带3因为在所需的最小范围的路径上移动,因此在内置加热源的可旋转的热定影辊1与其间的夹持区被加热的耐热带3,能够将在规定路径上移动时所消耗的热量限制在最少限度上,同时,由于周长短,所以因自然散热导致的温度下降很少,从而可以缩短从开始通电到获得所需定影温度的预热时间。
图11是张紧部件采用滚筒材料、并将其设置在带移动方向上游侧的、本发明定影装置的其他实施方式图。图12是将带张紧部件设置在加压辊两侧的本发明定影装置的其他实施方式图。
在图11中,带张紧部件4′不同于上述实施方式中的半月状的带张紧部件4,而是采用圆辊部件,配置在耐热带3的移动方向上游侧。反之,也可以将由圆辊构成的带张紧部件4′配置在耐热带3的移动方向下游侧。此外,可以自由旋转地支撑带张紧部件4′,并且,通过自由旋转地支撑带张紧部件4′,能够使带张紧部件4′和耐热带3之间的摩擦系数小于加压辊2和耐热带之间的摩擦系数,还可以用加压辊2稳定地驱动耐热带3。
此外,在所述的各种实施方式中,相对于加压辊2,带张紧部件4、4′被配置在耐热带3的移动方向上游侧或下游侧的任意一侧,然而,如图12所示,也可以配置在上游和下游两侧。通过这种结构,将带张紧部件4、4′的任何一方或双方轻压在热定影辊1上,从而可以用加压辊2对热定影辊1施加所需的、合适的压靠力,同时,能在其他的夹持区域中施加均匀的定影压力。此外,将带张紧部件4、4′中的一个轻压在热定影辊1上,而将另一个从热定影辊1挪开,使其不接触,并且,如实线、双点划线所表示的那样,可以通过在不接触的一侧转换与热定影辊1的距离,来改变夹持区长度。
为了对形成在薄片材料5上的未定影调色剂图像5a进行稳定的定影,必须要对未定影调色剂图像5a进行充分的加热、融化,进而定影,由此,达到期望温度的时间和融化时间是必需的,但是在本实施方式中,为了能够使夹持区长度变长,并不需要采取使覆盖在热定影辊1上的弹性材料1c产生很大变形,来增加夹持区长度的方法,所以弹性材料1c可以是薄层结构。即使不通过将加压辊2的压靠力设定得很大,来使弹性材料1c产生很大变形,也能获得充分的夹持区,所以,装载未定影调色剂图像5a的薄片材料5通过热定影辊1和耐热带3之间时,薄片材料5所受的压力很小,因此,能够抑制在未定影调色剂图像5a定影之后所排出的薄片材料5上,产生卷曲和皱褶等薄片材料的变形。
从而,不仅不需要提高热辊型定影装置的机械刚度,而且可以使热定影辊1的厚度变薄,此外还能提高加热源对耐热带3的加热速度。另外,同样的,加压辊2的厚度也能够变薄,从而可以构成热容量小的结构,因此,耐热带3对热量的吸收变少,进而,能够缩短从开始通电到获得所需温度而可以定影的预热时间。
能够达到缩短耐热带3的长度、限制耐热带3吸收最小限度的热量、减少由自然散热引起的温度下降的目的的结构在于,使耐热带3卷到带张紧部件4、4′上的长度小于耐热带3卷到加压辊2上的长度。或者上述结构在于,使耐热带3卷到带张紧部件4、4′上的角度小于耐热带3卷到加压辊2上的角度,又在于,使带张紧部件4、4′的直径小于加压辊2的直径。如前所述,采用缩短耐热带3的周长、让其在最小必要路径上移动的这种结构时,能够获得如下诸多效果:即,使热辊型定影装置结构简单、小型、低价格化,能够限制在与热定影辊1间的夹持区被加热的耐热带3,在规定路径上移动时吸收最少的热量,减少因自然散热引起的温度下降,能够缩短从开始通电到获得所需温度而可以定影的预热时间等。
接着对定影装置的控制进行说明,其中,作为驱动装置,为了驱动热定影辊1和加压辊2具有多个旋转速度,至少也有两个旋转速度,并且,对应于薄片材料的特性,选择第一旋转速度或比它慢的第二旋转速度来驱动热定影辊1和加压辊2。在配置检测薄片材料特性的检测装置的同时,还设有根据预先的薄片材料特性设定旋转速度等选择信息的设定装置,从而,在装载未定影调色剂图像5a的薄片材料5的行进过程中检测薄片材料特性,并且在装载未定影调色剂图像5a的薄片材料5的定影指令执行过程中,根据薄片材料的特性进行设定,并且对应设定内容选择旋转速度来驱动。作为设定方法,在定影指令操作之前,对热辊型定影装置的联动部分可以进行手动操作,或者可以通过电信号进行远程操作。同样,也可以对应薄片材料的种类来改变在上面的图6、图10中所说明的带张紧部件的位置。
装载未定影调色剂图像5a的薄片材料5,必须要适用于,如纸张等一般的薄片材料、大热容量的较厚的薄片材料、透明的薄片材料(OHP薄片材料)等多种用途。与一般的薄片材料相比,尤其是对于热容量大的较厚的薄片材料、信封等多层结构的薄片材料或透明的薄片材料(OHP薄片材料)等,需要一定的融化时间,来充分融化未定影调色剂图像5a,在薄片材料上进行定影。此时,对应薄片材料的特性,选择第一旋转速度或比它低的第二旋转速度驱动热定影辊1和加压辊2,因此能够正常融化未定影调色剂图像5a,从而能够实现预期的定影。
此外,即使选择第一旋转速度或者第二旋转速度进行驱动,因为装载未定影调色剂图像5a的薄片材料5在热定影辊1和耐热带3之间通过时,通过的薄片材料5所受压力很小且不变,所以,对于在未定影调色剂图像5a定影后所排出的薄片材料5来说,能够抑止褶皱等薄片材料的变形。从而,不仅不需要提高热辊型定影装置的机械刚度,而且可以使热定影辊1的厚度变薄,此外还能提高加热源对耐热带3的加热速度。另外,同样的,加压辊2的厚度也能够变薄,从而可以构成热容量小的结构,因此,耐热带3对热量的吸收变少,进而,能够缩短从开始通电到获得所需温度而可以定影的预热时间。
另外,作为有选择地改变旋转速度的驱动方法,比较适合采用例如有选择地改变驱动马达转数等方法。
本实施方式中的结构如下:热定影辊1的外形是,直径为(φ)25、壁厚为0.7mm、弹性材料1c的厚度为0.5mm;加压辊2的外形是,直径为(φ)25、壁厚为0.7mm;热定影辊1和加压辊2的压靠力小于10kg,夹持区长度为10mm,加热源是内置的1000W柱状卤灯1a,其预热时间为30sec。
热定影辊和加压辊的外形虽然是φ25的小直径结构,但是对普通的调色剂图像进行定影后的薄片材料不会卷绕到热定影辊和加压辊上,因此不需要强制剥离薄片材料的剥离装置。此外,彩色图像的形成是重叠4种颜色的调色剂图像而形成的,所以,在照片图像的情况下,调色剂层形成较厚的未定影调色剂图像,于是,定影后的薄片材料容易卷绕到热定影辊上。然而,在本实施方式中,发生定影后的薄片材料卷绕到热定影辊上的现象时,耐热带虽然经薄片材料被引向热定影辊一侧,但是,在夹持区的结束位置,耐热带被加压辊和带张紧部件朝脱离热定影辊的方向张紧支撑,因此,通过这种方向相反的动作,来防止定影后的薄片材料卷绕到热定影辊上。
由上述实施方式构成的定影装置中,将热定影辊或加压辊作为驱动辊,但是此时,为了实现稳定的驱动,最好是将硬的辊子作为驱动部分,而将软的辊子作为从动部分。加压辊2,在其外周卷绕着耐热带3,并向覆盖在热定影辊1表面的弹性材料1c压接耐热带3来驱动,而热定影辊1成从动结构。加压辊2因为决定耐热带、即装载着未定影调色剂图像5a的薄片材料5的传送速度,所以至少有比覆盖在热定辊1表面的弹性材料1c硬的表面。从而,可以不发生变形,以稳定的传送速度驱动。
被加压辊2和带张紧部件4张紧支撑而驱动的耐热带3,受加压辊2和带张紧部件4的平行度偏差或耐热带3在轴方向上的周长偏差等因素的影响,常常以弯曲状被驱动。设置于带张紧部件4的端部的凸出部分4a与耐热带3接触,限制它的偏离,因此在耐热带3的端面产生压力。耐热带3例如采用不锈钢管和镍电镀管等的金属管材时,取其厚度为0.03mm以上,采用聚酰亚胺和硅等的耐热树脂管时,取其厚度为0.05mm以上,从而获得足够的弹性极限应力。
当凸出部分4a设置在带张紧部件4的一端时,可以配置加压辊2和带张紧部件4,使得它们的位置关系让耐热带3靠向一侧,也可以在耐热带3的另一侧设置辅助耐热带3,使其靠向一侧的装置。此外,在带张紧部件4的两端设置凸出部分4a时,虽然在两端的凸出部分间隔内,耐热带3会产生弯曲,但是如果使两端凸出部分的间隔和耐热带3的宽度成最佳的结构关系的话,实际应用就不会有问题。
图13和图14表示本发明定影装置的其他实施方式,图13是沿图2中X—X面剖切,并从箭头方向看过去的截面图,图14是沿图1中的Y—Y面剖切,并从箭头方向看过去的截面图,这里,由于左右对称,所以省略X—X面的右半部分,只表示定影装置的左半部分。在图13和图14中,对加压辊2和带张紧部件4的支撑结构进行说明。
加压辊2两端的旋转轴2a经轴承7a被可自由旋转地支撑在左右框架7上。在加压辊2的旋转轴2a的两端配合着可自由旋转的摆动臂4b,在此摆动臂4b的带张紧部件4一侧形成有导向槽4c。另外,在带张紧部件4的两端,形成有延伸到加压辊2一侧的导向部分4d,此导向部分4d经弹簧4e,插在所述摆动臂4b的导向槽4c内。由此,带张紧部件4经弹簧4e朝背离加压辊2的方向施加压力,向耐热带3施加张力f。
在本实施方式中,用与加压辊2的旋转轴相同的轴形成带张紧部件4,使其以规定角度可以进行摆动,因此由加压辊2的旋转驱动而驱动的耐热带3和带张紧部件4的摩擦力的作用下,耐热带3和带张紧部件4以与加压辊2的旋转轴2a相同的轴,向热定影辊1的方向旋转移动,并在由所述摩擦力产生的旋转力P与耐热带3和热定影辊1之间的压靠力的平衡状态下停止。另外,在图13中,如果连接加压辊2的旋转轴2a的轴心和带张紧部件4的中心的线Y—Y倾向于左侧,那么与带张紧部件4的重量对应的旋转力矩会加到旋转力P上。通过设定耐热带3和带张紧部件4之间的摩擦力,和设定所述Y—Y线倾斜角度,压接耐热带3和热定影辊1的压靠力,能够获得最佳的压靠力。
由此,装载未定影调色剂图像5a的薄片材料5,无论是处在通过热定影辊与耐热带3之间的状态,还是处在不通过的状态,甚至是,无论薄片材料的厚薄,耐热带3和热定影辊1压接的压接力都是均匀的,对通过的薄片材料5的压力也是均匀的,因此,可以防止在对未定影调色剂图像5a进行定影后所排出的薄片材料上,产生褶皱等薄片材料的变形。
此外,作为带张紧部件4,使用与耐热带3滑动接触的部件时,由于不是旋转部件,所以不需要轴承等,从而支撑结构变得简单。而且,将带张紧部件4做成半月状,并且将其半月亏的方向朝着加压辊2侧配置,于是可以最大限度地接近加压辊2。从而可以获得结构简单、小型、低价格的热辊型定影装置。
还有,耐热带3因为在所需的最小范围的路径上移动,并且在内置加热源的可旋转的热定影辊1与其间的夹持区被加热,因此能够将在规定路径上移动时所消耗的热量限制在最少限度上,同时,由于周长短,所以因自然散热导致的温度下降也减少,从而可以缩短从开始通电到获得所需定影温度的预热时间。
图15是本发明定影装置的其他实施方式图,其中,图15A是沿图15B中的X—X面剖切、并从箭头方向看过去的截面图;图15B是沿图15A中的Y—Y面剖切、并从箭头方向看过去的截面图。此外,在以下说明中,用相同的标号表示和上述的实施方式相同的结构,省略其说明。
本实施方式与上述实施方式比较,其不同点在于,在上述实施方式中,张紧部件4使用与加压辊2的旋转轴2a同样的轴,构成可以以规定角度摆动的结构,而在本实施方式中,带张紧部件4使用与加压辊2的旋转轴7b不同的轴,构成可以以规定角度摆动的结构。
即,配置在与旋转轴2a的轴心不同位置的轴7b,在其两端,可自由旋转地嵌入摆动臂4b,且在此摆动臂4b的带张紧部件4一侧形成有导向槽4c。另外,在带张紧部件4的两端,形成有延伸到加压辊2一侧的导向部分4d,此导向部分4d经弹簧4e,插在所述摆动臂4b的导向槽4c内。于是,带张紧部件4经弹簧4e施加朝背离加压辊2方向的压力,向耐热带3施加张力f。
由此,能够改变作用于带张紧部件4的旋转力矩(在图15的例子中,使旋转力矩变大),从而能够调整耐热带3和热定影辊1压接的压接力。
还有,在图13~图15的实施方式中,带张紧部件4结构虽然采用半月状的带滑动部件,但是也可以采用滚筒状的带滑动部件。
图16是本发明定影装置的其他实施方式图,其中图16A是沿图16B中的X—X面剖切、并从箭头方向看过去的截面图;图16B是沿图16A中的Y—Y面剖切、并从箭头方向看过去的截面图。在图13~图15所示的实施方式中,作为带张紧部件4虽然使用了带滑动部件,但在本实施方式中,作为带张紧部件4也可以使用滚筒状旋转部件。
即,带张紧部件4在滚筒部件4i的两端设有旋转轴4g,其中,旋转轴4g可自由旋转地支撑在导向部件4h上,此导向部件4h经弹簧4e嵌在摆动臂4b的导向槽4c内。于是,带张紧部件4经弹簧4e施加朝背离加压辊2方向的压力,向耐热带3施加张力f。
这样,通过采用可旋转自由地支撑带张紧部件4的结构,设定加压辊2和耐热带3之间的摩擦系数大于带张紧部件4和耐热带3之间的摩擦系数,从而,耐热带3可以被加压辊2和带张紧部件4张紧支撑,被加压辊2稳定驱动。
图17表示本发明定影装置的其他实施方式,其中,图17A是沿图17B中的X—X面剖切、并从箭头方向看过去的截面图;图17B是沿图17A中的Y—Y面剖切、并从箭头方向看过去的截面图。
本实施方式的结构是在图16的实施方式上组合图15的实施方式而得到的,其中,带张紧部件4使用与加压辊2的旋转轴7b不同的轴,构成可以以规定角度摆动的结构。即,配置在与旋转轴2a的轴心不同位置的轴7b,在其两端,可自由旋转地嵌着摆动臂4b,且在此摆动臂4b的带张紧部件4一侧形成有导向槽4c。另外,带张紧部件4在滚筒部件4i的两端设有旋转轴4g,旋转轴4g可自由旋转地支撑在导向部件4h上,此导向部件4h经弹簧4e嵌在摆动臂4b的导向槽4c内。于是,带张紧部件4将弹簧4e施加朝背离加压辊2方向的压力,向耐热带3施加张力f。
还有,在图16以及图17的实施方式中,带张紧部件4不是轻压在热定影辊1上,而是呈离开状态配置着。即,与夹持区初始位置相比,带张紧部件4配置在耐热带3移动方向的上游侧。从而此时,若移动配置使其进一步靠近热定影辊1,则夹持区初始位置进一步移向上游侧,从而能够增加夹持区长度,反之,若移动配置使其进一步远离热定影辊1,那么就能够缩短夹持区长度。
当然,在图13~图15的实施方式中,同样,可以以脱离热定影辊1的状态配置带张紧部件4,在图16以及图17的实施方式中,也可以以轻压热定影辊1的状态配置张紧器4。这种以脱离热定影辊1的状态配置带张紧部件4的结构,对于夹持区区域来讲,从夹持区初始位置开始,就具有一定的定影压力,并且在夹持区的结束位置,通过加压辊的压靠,其定影压力变高。
图18是根据夹持通过位置而变化的定影压力实例图。此图表示从热定影辊1和加压辊2的压靠处向耐热带3的移动方向的上游侧配置带张紧部件4,同时,带张紧部件4可以向热定影辊1方向摆动时的、较厚的薄片材料(虚线),标准厚度的薄片材料(实线),较薄的薄片材料(双点划线)的定影压力变化情况。热定影辊1和耐热带3的定影压力(接触压力分布)在热定影辊1和加压辊压靠的部分,达到最大。充分融化未定影调色剂图像,能够进行稳定的定影,例如,薄片材料的表面凸凹不平,或者如OHP那样,因表面极其光滑、且为气密性高的材质,融化的调色剂图像较难浸透时,如果在薄片材料通过夹持区的最后阶段,向融化的调色剂施加比融化阶段更大的压力的话,就能够更加平滑地平整融化的调色剂表面,同时也能够促进向薄片材料的浸透作用,使定影图像更加稳定。
由以上结构组成的本发明可以看出,热定影辊1的弹性材料1c的表面和耐热带3的表面,以同一速度移动,并对形成在薄片材料5上的未定影调色剂图像进行定影,但是,耐热带3的表面或薄片材料5的顶端部分若成波浪状,则定影开始时的状态有时会不稳定。因此,若使耐热带3在夹持区的初始位置轻压热定影辊1,则双方的连接状态会很稳定,从而可以对未定影调色剂图像进行非常稳定的定影。耐热带3通过加压辊2和带张紧部件4的相互作用获得张紧力,并卷绕在热定影辊1上形成夹持区,因此,能够容易形成长的夹持区,从而可以获得结构简单,小型、低价格的装置。
图19表示本发明定影装置的其他实施方式,其中,图19A是截面图;图19B是沿图19A中的Y—Y线,朝箭头方向看过去的截面图,这里省略了装置的右半部分。
在图19中,热定影辊1以外径为25mm左右、壁厚0.7mm左右的管材为辊子基本材料1b,在其外周覆盖厚度为0.4mm左右的弹性材料1c而形成,并且,在辊子基本材料1b的内部作为加热源,内置有2根功率为1050W的柱状卤灯1a,此外,此热定影辊1呈可以旋转的状态。加压辊2以外径为25mm左右、壁厚为0.7mm左右的管材作为辊子基本材料2b,并在其外周覆盖厚度为0.2mm左右的弹性材料2c而形成,其中,热定影辊1和加压辊2压接的压接力小于10kg,夹持区长度为10mm左右,并且,配置在与热定影辊1正对的位置上,可以在图示箭头方向上旋转。
根据本实施方式,由于热定影辊以及加压辊的外形是φ25的小直径结构,定影后的薄片材料不会卷绕到热定影辊和加压辊上,因此不需要强制剥离薄片材料的装置。此外,在热定影辊1的弹性材料1c的表层,如果设置30μm的PFA层,那么其刚度提高,因此尽管弹性材料1c和2c的厚度不同,但是能产生略微均匀的变形,从而形成水平夹持区,由此,耐热带3或者薄片材料5的传送速度相对热定影辊1的线速度不产生差别,进而能够实现极其稳定的图像定影。
在本实施方式中,在热定影辊1的内部内置2根加热源1a,以不同的配置来构成这种卤灯发热元件,并有选择地打开这种卤灯发热元件,于是,对应于如后述的耐热带3卷绕在热定影辊1上的定影夹持区与带张紧部件4滑动接触热定影辊1的部分不同的条件,或对应于如较宽的薄片材料与较窄的薄片材料的不同条件,能够容易地进行控制。
耐热带3是环状带,它被夹持在热定影辊1和加压辊2之间,被张紧在加压辊和带张紧部件4的外周,可以移动。它由厚度为0.03mm以上的不锈钢管或镍电镀管等金属管、聚酰亚胺或硅等耐热树脂管等构成。
相对于热定影辊1和加压辊2的夹持区,带张紧部件4配置在薄片材料5传送方向的上游侧,同时,可以以加压辊2的旋转轴2a为中心,在P方向上进行摆动。薄片材料5处于非通过定影夹持区时,带张紧部件4向热定影辊1的切线方向张紧支撑耐热带3。在薄片材料进入定影夹持区的初始位置,若定影夹持压力过大,则有时不能顺利地进入,从而在薄片材料的顶端部分呈折叠状态被定影,但是,若采用在热定影辊1的切线方向上张紧支撑耐热带3的结构,那么可以形成薄片材料能够顺利进入的导入口,从而可以使薄片材料稳定地进入。
此带张紧部件4被插入在与耐热带3的内圆,与加压辊2一起向耐热带3施加张紧力f,同时,是略呈半月状的滑动部件(耐热带3在带张紧部件4上滑动),并配置在将耐热带3卷绕到热定影辊1上,从而形成夹持区的位置上。带张紧部件4配置在耐热带3从热定影辊1和加压辊2的压靠部分的切线L开始,向热定影辊1侧卷绕而形成夹持区的位置上。凸出部分4a突出设置在带张紧部件4的一端或两端,当耐热带3偏向一侧时,与该凸出部分4a接触,从而限制偏移。在凸出部分4a的与热定影辊1相对侧的端部和框架间设有弹簧9,使带张紧部件4的凸出部分4a轻压在热定影辊1上,从而,定位带张紧部件4,使其与热定影辊1滑动接触。
为了用加压辊2稳定地驱动由加压辊2和带张紧部件4所张紧的耐热带3,最好使加压辊2和耐热带3之间的摩擦系数大于带张紧部件4和耐热带3之间的摩擦系数,但是这时,由于异物的侵入或者磨损等,有时会使摩擦系数不稳定。针对这种情况,如果设定加压辊2和耐热带3的卷绕角大于带张紧部件4和耐热带3的卷绕角,并且设定加压辊2的直径大于带张紧部件4的直径时,带张紧部件4相对于耐热带3而滑动的长度就会变短,因此可以避免经过时间的变化和外部扰动等不稳定因素的影响,从而能够通过加压辊2稳定地驱动耐热带3。
清洁部件6配置在加压辊2和带张紧部件4之间,滑动接触耐热带3的内圆周平面,清洁耐热带3内圆周上的异物或磨损粉尘等,通过清洁这种异物或磨损粉尘等,来使耐热带3重新干净,从而去除不稳定因素。此外,设置在带张紧部件4上的凹进部分4f,适和用于盛装这些清除掉的异物和磨损粉尘等。
薄片材料5,将带张紧部件4压靠在热定影辊1的位置为初始位置,在耐热带3和热定影辊1之间通过,此时,未定影调色剂图像5a被定影,并且,薄片材料5,将加压辊2压靠在热定影辊1的位置为结束位置,朝压靠处的切线L方向排出。
接着,对加压辊2和带张紧部件4的支撑结构进行说明。加压辊2的两端旋转轴2a可自由旋转地支撑在轴承7a左右的框架7上。在加压辊2旋转轴2a的两端配合着可以自由旋转的摆动臂4b,在此摆动臂4b的带张紧部件4一侧形成有导向槽4c。另外,在带张紧部件4的两端,形成有延伸到加压辊2一侧的导向部分4d,此导向部分4d经弹簧4e插在所述摆动臂4b的导向槽4c内。由此,带张紧部件4经弹簧4e朝背离加压辊2的方向施加压力,向耐热带3施加张力f。
本实施方式中,作为带张紧部件4,使用带滑动部件,而不是旋转部件,因此不需要轴承等,支撑结构变得简单。而且,将带张紧部件4做成近似的半月状,并且将其半月亏的方向朝着加压辊2侧配置,于是可以最大限度地接近加压辊2。由此,可以缩短耐热带3的周长。从而,可以获得结构简单、小型、低价格的热辊型定影装置。
还有,耐热带3因为在所需的最小范围的路径上移动,并且在内置加热源的可旋转的热定影辊1与其间的夹持区被加热,因此能够将在规定路径上移动时所消耗的热量限制在最少限度上,同时,由于周长短,所以因自然散热导致的温度下降也减少,从而可以缩短从开始通电到获得所需定影温度的预热时间。
此外,耐热带通过加压辊和带张紧部件的共同作用获得张力,卷绕到热定影辊上,形成夹持区,因此能够容易形成长的夹持区,从而,其结构变得简单,小型、低价格化。特别是,耐热带3因为在所需的最小范围的路径上移动,因此在内置加热源的可旋转的热定影辊1和其之间的夹持区处被加热的耐热带3,能够将在规定路径上移动时所消耗的热量限制到最低限度,同时,由于周长短,所以因自然散热而引起的温度下降减少,从而,能够缩短从开始通电到获得期望温度而能够进行定影的预热时间。
此外,为了对形成在薄片材料上的未定影调色剂图像进行稳定的定影,必须要充分融化未定影调色剂图像来进行定影,这时,需要达到期望温度时间和融化时间,但是,根据本发明的结构,不需要为了形成长的夹持区而采取措施,使热定影辊表面所覆盖的弹性材料发生很大的变形而增加夹持区长度,因此能够使弹性材料的厚度变薄。并且也没有必要加大设定加压辊的压接力,来使弹性材料变形,因此,在装载未定影调色剂图像的薄片材料通过热定影辊和耐热带之间时,通过的薄片材料所受压力较小,从而,可以抑制在未定影调色剂图像定影后所排出的薄片材料上产生卷曲和褶皱等薄片材料的变形。
从而,不仅不需要提高热辊型定影装置的机械刚度,而且可以使热定影辊1的厚度变薄,此外还能提高加热源对耐热带3的加热速度。另外,同样的,加压辊2的厚度也能够变薄,从而可以构成热容量小的结构,因此,耐热带3对热量的吸收变少,进而,能够缩短从开始通电到获得所需温度而可以定影的预热时间。
图20~图23表示图19的详细结构,图20是沿图19A的X—X面剖切、并朝箭头方向看过去的截面图,图21是在图19A中去掉耐热带后的局部放大截面图,图22是在图21中安装耐热带3时的视图,图23是图22中的薄片材料通过时的状态图。
在图20和图21中,带张紧部件4的凸出部分4a通过滑动接触面4g与热定影辊1接触而被定位。在带张紧部件4的滑动接触面4g和压靠耐热带3并将薄片材料压靠在热定影辊1上的压靠面4h之间设置比耐热带3的厚度大的间隙(Gap)G,而压靠面4h与定影辊1呈同心圆状态。具体的说,即使是间隙以110μm左右的间隔差构成、热带3厚度为80μm左右、通过这些维持30μm左右的空隙、厚度为60μm左右的薄片材料也能稳定定影。
图22是在图21中安装有耐热带3的视图,耐热带3压接在热定影辊1和加压辊2的夹持区处,同时,在其上游侧,卷绕到热定影辊1上,在夹持区初始位置,将耐热带3压靠在热定影辊1上。
若考虑批量生产中的各种部件的尺寸参差不齐,在定影操作的前一个操作使在薄片材料上形成未定影调色剂图像的加工操作的速度与定影操作的速度完全一致是不现实的。因此,考虑该尺寸不一,与在薄片材料上形成加工未定影调色剂图像的操作的速度相比较,加快或降低定影速度,即将定影速度设定为任何一侧,来实现前后操作的速度平衡,然而,在薄片材料进入定影夹持区的初始位置薄片材料确实被夹持的状态下,需要明确薄片材料的进入速度,而上述结构就可以实现此目的。
此外,辊子弹性材料表面和耐热带表面,以相同的速度移动,对形成在薄片材料上的未定影调色剂图像进行定影,但是,当耐热带表面呈波浪状,或者薄片材料的顶端部分呈波浪状时,定影开始时的状态有时会不稳定。因此,在夹持区初始位置,将耐热带3压靠在热定影辊1上时,双方就会成稳定的接触状态,从而可以对未定影调色剂图像进行极其稳定的定影。
于是,在本实施方式中,薄片材料5没有通过时,在耐热带3和带张紧部件4之间形成间隙G。从而,当进行预热时,所述间隙G就成为隔热层,经耐热带3而被消耗的热定影辊1的热量变得很少,因此热损失减少,于是能够缩短预热时间。
另外,薄片5通过定影夹持区时,如图23所示,带张紧部件4的凸出部分4a脱离热定影辊1,耐热带3和带张紧部件4之间的间隙消失,薄片材料5在定影夹持区压靠在那热带3和热定影辊1上,因此如果用弹簧9(图19)将此压靠力调节到理想的压力,那么就能够实现恰当的定影。
此外,由于间隙G的存在,带张紧部件4受热定影辊1的加热而储存的热量很少,因此薄片材料5进入定影夹持区时,形成在薄片材料5上的未定影调色剂图像5a的背面冷却热容量小的耐热带3,而自带张紧部件4加热的热量也很少。由此,在对薄片材料5上的第1面形成的未定影调色剂图像进行定影后,再次对位于相反侧的第2面上的未定影调色剂图像进行定影的两面图像定影的场合,当对第2面进行定影时,不会因为对先前已经定影的第1面的图像进行过度加热而损坏图像。
本实施方式中,如图19A所示,起摆动施加装置作用的弹簧9,被配置在相对热定影辊1和加压辊2的压靠处的耐热带3移动方向的上游侧,其中,热定影辊1位于从带张紧部件4的摆动支点远离的位置。当驱动热定影辊1或加压辊2的任何一个时,耐热带3被驱动,通过此驱动力、耐热带3及带张紧部件4的滑动摩擦力,带张紧部件4向热定影辊1方向摆动,然而,仅用此摆动移动力,有时还不能满足对形成在薄片材料5上的未定影调色剂图像进行定影的定影压力。这里,若协助此摆动移动力来设定期望的定影压力的话,能够对未定影调色剂进行非常稳定的定影。
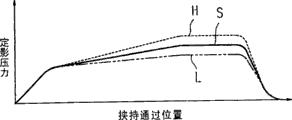
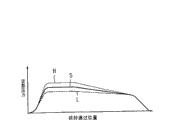
图24是本实施方式的特征说明图,图24A是截面图,图24B表示在夹持通过位置中的定影压力,图24C表示只在带张紧部件4的摆动移动力下的定影压力,图24D表示辅助摆动移动力时的定影压力。这里,H表示热容量大的较厚的薄片材料、信封等多层结构的薄片材料或透明的薄片材料(OHP薄片材料)等的情况,S表示标准薄片材料的情况,L表示较薄的薄片材料或耐热性差的薄片材料的情况。
在本实施形式中,因为作为摆动施加装置的弹簧9,相对热定影辊1和加压辊2的压靠处,配置在耐热带3移动方向的上游侧,其中,热定影辊1位于从带张紧部件4的摆动支点远离的位置,所以如图24B所示,通过杠杆结构,可以连续从夹持区初始位置向热定辊1和加压辊2的压靠处提高加压力,因此,不向薄片材料施加有拐点的压力,从而,可以对未定影调色剂图像进行极其稳定的定影,而不产生定影花斑,而且还可以抑制在未定影调色剂图像定影后所排出的薄片材料上产生卷曲或皱褶等薄片材料的变形。
此时,设夹持区初始位置的压力为P1、设加压辊2压靠热定影辊1的压靠处的压靠力为P3、夹持区初始位置和压靠处之间的压靠力为P2时,成P1<P2<P3的关系,加压辊2压靠热定影辊1的压靠处的压靠力P3最大。此外,热定影辊1和耐热带3之间的定影压力(接触压力分布),在热定影辊1和加压辊2压接部分达到最大。从而能够充分融化未定影调色剂图像,进行稳定地定影。例如,薄片材料的表面凸凹不平,或者如OHP那样,因表面极其光滑、且为气密性高的材质,融化的调色剂图像较难浸透时,在薄片材料通过夹持区的最后阶段,向融化的调色剂施加比融化阶段更大的压力,由此,能够更加平滑地平整融化的调色剂表面,同时也能够促进向薄片材料的浸透作用,使定影图像更加稳定。
图25是图19的定影装置的变形例,图25A是截面图,图25B是沿图25A中的Y—Y线,向箭头方向看过去的截面图。此外,在以下说明中,用相同的标号表示和上述的实施方式相同的结构,省略其说明。
本实施例与图19的实施方式比较,其不同之处在于,在图19的实施方式中,带张紧部件4使用与加压辊2的旋转轴2a同样的轴,构成可以以规定角度摆动的结构,而在本实施方式中,带张紧部件4使用与加压辊2的旋转轴7b不同的轴,构成可以以规定角度摆动的结构。
即,配置在与旋转轴2a的轴心不同位置的轴7b,在其两端,可自由旋转地嵌入摆动臂4b,且在此摆动臂4b的带张紧部件4一侧形成有导向槽4c。另外,在带张紧部件4的两端,形成有延伸到加压辊2一侧的导向部分4d,此导向部分4d经弹簧4e插在所述摆动臂4b的导向槽4c内。于是,带张紧部件4通过弹簧4e朝背离加压辊2方向的施加压力,向耐热带3施加张力f。
由此,能够改变作用于带张紧部件4的旋转力矩(在图25的例子中,使旋转力矩变大),从而能够通过7b的位置调整耐热带3和热定影辊1压接的压接力。此外,如图20所示,在本实施例中,在带张紧部件4的滑动接触面4g和压靠耐热带3并将薄片材料压靠在热定影辊1上的压靠面4h之间,也设有比耐热带3的厚度大的间隙(Gap)G。
图26是图19的定影装置变形例的截面图。在本实施例中,带张紧部件4是辊子状的非旋转部件。还有,在本实施例中,如图20所示,在带张紧部件4的滑动接触面4g和压靠耐热带3并将薄片材料压靠在热定影辊1上的压靠面4h之间,也设有比耐热带3的厚度大的间隙(Gap)G。
图27~图28是本发明定影装置的其他实施方式。图27A是截面图,图27B是沿图27A中的Y—Y线向箭头方向看过去的截面图。图28表示薄片材料没有通过时的状态,图28A是图27A的局部放大截面图,图28B是沿图28A中的X—X面剖切,并向箭头方向看过去的截面图。图29表示图27中的薄片材料通过时的状态,图29A是图27A的局部放大截面图,图29B是沿图29A中的X—X面剖切,向箭头方向看过去的截面图。还有,在以下说明中,用相同的标号表示和上述的实施方式相同的结构,省略其说明。
在上述实施方式中,带张紧部件4,相对于热定影辊1和加压辊2的压靠处,被配置在薄片材料5传送方向的上游侧,与此相反,在本实施方式中,如图27所示,带张紧部件4相对于热定影辊1和加压辊2的压靠处,被配置在薄片材料5传送方向的下游侧,并以加压辊2的旋转轴2a为中心,可在P方向上摆动。此带张紧部件4是半月状的带摆动部件,配置在形成夹持区的位置,它被插在耐热带3的内周,与加压辊2一起,向耐热带3施加张力f的同时,将耐热带3卷到热定影辊1上,形成夹持区。带张紧部件4配置在,耐热带3卷绕热定影辊1形成夹持区的夹持区结束位置,又与热定影辊1上的切线L处接触的位置。
薄片材料5将带张紧部件4轻压热定影辊1的位置作为夹持区的初始位置,通过耐热带3和热定影辊1之间,此时,未定影调色剂图像5a被定影,并在结束位置,朝压靠处切线L的方向排出。
如图28所示,带张紧部件4的凸出部分4a通过滑动接触面4g与热定影辊1接触而被定位。在带张紧部件4的滑动接触面4g和压靠耐热带3并将薄片材料压靠在热定影辊1上的压靠面4h之间设置比耐热带3的厚度大的间隙(Gap)G,而压靠面4h与定影辊1呈同心圆状态。具体的说,即使是间隙以110μm左右的间隔差构成、热带3厚度为80μm左右、通过这些维持30μm左右的空隙、厚度为60μm左右的薄片材料也能稳定定影。
耐热带3压接在热定影辊1和加压辊2的夹持区处,同时,在其下游侧卷绕到热定影辊1上,并在夹持区结束位置耐热带3压靠在热定影辊1上。
于是,在本实施方式中,薄片材料5没有通过时,在耐热带3和带张紧部件4之间形成间隙G。从而,当进行预热时,所述间隙G就成为隔热层,经耐热带3而被消耗的热定影辊1的热量变得很少,因此热损失减少,于是能够缩短预热时间。
另外,薄片5通过定影夹持区时,如图29所示,带张紧部件4的凸出部分4a脱离热定影辊1,耐热带3和带张紧部件4之间的间隙消失,薄片材料5在定影夹持区压靠在那热带3和热定影辊1上,因此如果用弹簧9(图19)将此压靠力调节到理想的压力,那么就可以实现较好的定影。
此外,由于间隙G的存在,带张紧部件4受热定影辊1的加热而储存的热量很少,因此薄片材料5进入定影夹持区时,在薄片材料5上形成的未定影调色剂图像5a的背面冷却热容量小的耐热带3,而自带张紧部件4加热的热量也很少。由此,在对薄片材料5上的第1面形成的未定影调色剂图像进行定影后,再次对位于相反侧的第2面上的未定影调色剂图像进行定影的两面图像定影的场合,当对第2面进行定影时,不会因为对先前已经定影的第1面的图像进行过度加热而损坏图像。
如果驱动热定影辊1或加压辊2中的一个,耐热带3就被驱动,通过此驱动力与耐热带3和带张紧部件4之间滑动摩擦力的作用,带张紧部件4向背离热定影辊的方向摆动移动,但是,克服此摆动移动力,用必要的驱使力驱使带张紧部件4朝向热定影辊1的方向,如果设定合适的定影压力,那么就能够对未定影调色剂图像进行非常稳定的定影。
因此,因为作为摆动施加装置的弹簧9,相对热定影辊1和加压辊2的压靠处,配置在耐热带3移动方向的上游侧,其中,热定影辊1位于从带张紧部件4的摆动支点远离的位置。
图30A是截面图,图30B表示辅助带张紧部件4的摆动移动力时,根据夹持位置的定影压力,图30C表示辅助带张紧部件4的摆动移动力时,根据薄片材料的定影压力。这里,H表示热容量大的较厚的薄片材料、信封等多层结构的薄片材料或透明的薄片材料(OHP薄片材料)等的情况,S表示标准薄片材料的情况,L表示较薄的薄片材料或耐热性差的薄片材料的情况。
在本实施形式中,因为作为摆动施加装置的弹簧9,相对热定影辊1和加压辊2的压靠处,配置在耐热带3移动方向的下游侧,其中,热定影辊1位于从带张紧部件4的摆动支点远离的位置,所以如图30所示,通过杠杆结构,可以从热定辊1和加压辊2的压靠处连续地减小加压力,因此,不向薄片材料施加有拐点的压力,从而,可以对未定影调色剂图像进行极其稳定的定影,而不产生定影花斑,而且还可以抑制在未定影调色剂图像定影后所排出的薄片材料上产生卷曲或皱褶等薄片材料的变形。
此时,设夹持区结束位置的压力为P1′、设加压辊2压靠热定影辊1的压靠处的压靠力为P3、夹持区结束位置和压靠处之间的压靠力为P2时,成P1′<P2<P3的关系,加压辊2压靠热定影辊1的压靠处的压靠力P3最大。
图31表示图27的实施方式的变形例。图31A是截面图,图31B是沿图31A的Y—Y线向箭头方向看过去的截面图。
本实施方式与图27的实施方式比较,其不同点在于,在上述实施方式中,张紧部件4使用与加压辊2的旋转轴2a同样的轴,构成可以以规定角度摆动的结构,而在本实施方式中,带张紧部件4使用与加压辊2的旋转轴2a不同的轴7b,构成可以以规定角度摆动的结构。
即,配置在与旋转轴2a的轴心不同位置的轴7b,在其两端,可自由旋转地嵌入摆动臂4b,且在此摆动臂4b的带张紧部件4一侧形成有导向槽4c。另外,在带张紧部件4的两端,形成有延伸到加压辊2一侧的导向部分4d,此导向部分4d经弹簧4e,插在所述摆动臂4b的导向槽4c内。于是,带张紧部件4经弹簧4e施加朝背离加压辊2方向的压力,向耐热带3施加张力f。
由此,能够改变作用于带张紧部件4的旋转力矩(在图31的实施例中,使旋转力矩变大),从而能够调整耐热带3和热定影辊1压接的压接力。
在本发明中,将热定影辊或加压辊作为驱动辊,但是此时,为了实现稳定的驱动,最好是将硬的辊子作为驱动部分,而将软的辊子作为从动部分。加压辊2,在其外周卷绕着耐热带3,并向覆盖在热定影辊1表面的弹性材料1c压接耐热带3来驱动,而热定影辊1成从动结构。加压辊2因为决定耐热带的,即,装载未定影调色剂图像5a的薄片材料5的传送速度,所以至少有比覆盖在热定辊1表面的弹性材料1c硬的表面。从而,可以不发生变形,以稳定的传送速度驱动。
在本发明中,在上述结构,还能组合旋转速度的选择功能。现在对其驱动速度的控制进行说明。驱动装置具有两种旋转速度来驱动热定影辊1和加压辊2,根据薄片材料的特性,在配置检测薄片材料特性的检测装置的同时,还设有根据预先的薄片材料特性设定旋转速度等选择信息的设定装置,从而,在装载未定影调色剂图像5a的薄片材料5的行进过程中,检测薄片材料特性,并且在装载未定影调色剂图像5a的薄片材料5的定影指令执行过程中,根据薄片材料的特性进行设定,并且对应设定内容选择旋转速度来驱动。作为设定方法,在定影指令操作之前,对热辊型定影装置的联动部分可以进行手动操作,或者可以通过电信号进行远程操作。
装载未定影调色剂图像5a的薄片材料5,必须要适用于,如纸张等一般的薄片材料、大热容量的较厚的薄片材料、透明的薄片材料(OHP薄片材料)等多种用途。与一般的薄片材料相比,尤其是对于热容量大的较厚的薄片材料、信封等多层结构的薄片材料或透明的薄片材料(OHP薄片材料)等,需要一定的融化时间,来充分融化未定影调色剂图像5a,在薄片材料上进行定影。此时,对应薄片材料的特性,选择第一旋转速度或比它慢的第二旋转速度驱动热定影辊1和加压辊2,因此,能够正常融化未定影调色剂图像5a,从而能够实现预期的定影。
此外,即使选择第一旋转速度或者第二旋转速度进行驱动,因为装载未定影调色剂图像5a的薄片材料5在热定影辊1和耐热带3之间通过时,通过的薄片材料5所受压力很小且不变,所以,对于在未定影调色剂图像5a定影后所排出的薄片材料5来说,能够抑止褶皱等薄片材料的变形。从而,不仅不需要提高热辊型定影装置的机械刚度,而且可以使热定影辊1的厚度变薄,此外还能提高加热源对耐热带3的加热速度。另外,同样的,加压辊2的厚度也能够变薄,从而可以构成热容量小的结构,因此,耐热带3对热量的吸收变少,进而,能够缩短从开始通电到获得所需温度而可以定影的预热时间。另外,作为有选择地改变旋转速度的驱动方法,比较适合采用例如有选择地改变驱动马达转数等方法。
图32是本发明图像形成装置一种实施方式的、整体结构典型截面图。图中,10是图像形成装置、10a是机壳、10b是机门、11是纸张传送单元、15是清洁装置、17是载像体、18是图像转印传送装置、20是显影装置、21是扫描装置、21b是多面反射镜(旋转多面镜)、29是转印带单元、30是给纸单元、40是定影装置、W是曝光单元、D是图像形成单元。
图32中,本实施方式的图像形成装置10包括机壳10a,在机壳10a上部形成的出纸托盘10c,安装在机壳10a的前面、可自由关闭的机门10b,而在机壳10a中设有转印带单元29和给纸单元30,其中,所述转印带单元29具有曝光单元(曝光装置)W、图像形成单元D和图像转印传送装置,在机门10b内设有纸张传送单元11。各单元对于本体成可拆卸结构,因此,例如维修时可以整体卸下来进行修理或者更换。
图像形成单元D具有多个(本实施方式中有4个)形成不同颜色图像的图像形成站,即Y(用于黄色),M(用于品红色),C(用于青色),K(用于黑色)。而且,在各图像形成站Y、M、C、K中分别有,由感光鼓构成的载像体17、充电装置19、以及显影装置20,其中充电装置19配置在载像体17附近,由电晕充电装置构成。在转印带单元29的下侧,沿着倾斜的弓形线,使载像体17向上排列配置这些图像形成站Y、M、C、K。此外,各图像形成站Y、M、C、K的配置顺序是任意的。
转印带单元29具有:驱动辊12,配置在机壳10a的下侧,由图中没有示出的动力源旋转驱动;从动辊13,配置在驱动辊12的斜上方;支撑辊(张紧辊)14;图像转印传送装置18,由中间转印带构成,所述中间转印带被张紧在3个、至少在2个辊子之间,向图示箭头方向(逆时针方向X)被循环驱动;以及清洁装置15,接触于图像转印传送装置18的表面。
相对于驱动辊12,在图中左斜向配置从动辊13、支撑辊14以及图像转印传送装置18,由此,图像转印传送装置18驱动时,使带传送方向X朝下的带表面18a位于下方,传送方向朝上的带表面18b位于上方。
从而,相对于驱动辊12,也在图中左斜向配置各图像形成站Y、M、C、K。于是,载像体17沿着倾斜的弓形线,接触图像转印传送装置18的传送方向朝下的带表面18a,并如图中箭头所示,向图像转印传送装置18的传送方向旋转驱动。
通过控制由张紧辊14向图像转印传送装置18施加的张力、载像体17的配置间隔以及卷绕角度(弓形线的曲率)等,来调整载像体17与图像转印传送装置18之间的接触压力和夹持区宽度,使得具有柔性的、无接头袖子形(sleeve)的图像转印传送装置18以几乎相同的卷绕角接触载像体17,从而,在该载像体17的上侧覆盖该载像体17。
驱动辊12兼作二次转印辊39的支撑辊。在驱动辊12的圆周面形成有例如厚度为3mm左右、体积电阻率为105Ω·cm以下的橡胶层,并且,经金属轴接地,形成经二次转印辊39供应的二次转印偏压的导电路径。通过在驱动辊12上设置摩擦大且具有吸收冲击性能的橡胶层,使记录媒体进入二次转印部分时的冲击难以传到图像转印传送装置18,从而能够防止图像品质变坏。此外,通过使驱动辊12的直径小于从动辊13和支撑辊14的直径,能够使二次转印后的记录纸凭借其本身的弹力容易地脱离。还有,将从动辊13兼用作所述的清洁装置15的支撑辊。
还有,也可以相对于驱动辊12,在图中右斜向配置图像转印传送装置18,与此对应,相对于驱动辊12,沿着倾斜的弓形线,在图中右斜向配置各图像形成站Y、M、C、K,即,与图32左右对称地配置。
作为图像转印传送装置的理想材料,有PC树脂、PET树脂、聚酰亚胺树脂、聚氨酯树脂、硅树脂、聚醚树脂和聚酯树脂等,当然,预期特性目标为导电性或刚性,或者表面粗糙度、摩擦系数等时,也可以添加相对应的添加剂,此外,对于刚度,也可以通过设定厚度来达到预期刚度的要求。
实施例中,由刚度比较小、永久不变形和不易蠕变的聚氨酯树脂和聚醚树脂形成图像转印传送装置,并通过辊子的辅助力F设张力P为40N,设载像体卷绕角α为4°,从而,设定了作用于夹持区处的接触压力f为2.8N(=40N×sin4°)的稳定的转印条件。然而,考察所述材料后得知:根据辊子的辅助力F,如果设定张力P范围10N~100N和载像体卷绕角α范围0.5°~15°的各种组合的话,就能够设定预想的转印条件。
一次转印部件16,作为依次重复转印调色剂图像而形成图像的转印偏压施加装置,配置在与图像转印传送装置内侧接触的位置,不需要通过施加如上述的接触压力f来形成转印夹持区的压靠力。只要作为能够确保向图像转印传送装置供电的装置连接即可,因此,也可以由例如接到图像转印传送装置上而从动旋转的导电辊或刚性触头、或者板弹簧等弹性导电部件、由树脂等纤维群形成的导电刷等构成。从而,不仅能够使与图像转印传送装置间的滑动摩擦减小,提高各自的寿命,而且获得低成本。
如上所述,在本实施方式的图像形成装置中,排列配置多个载像体17,以对各载像体17具有几乎相同的卷绕角度的状态,接触配置具有柔性的无接头袖子形的图像转印传送装置18,并将其张紧支撑在至少两个辊子12、13上,旋转驱动,而图像转印传送装置18构成结构:即,用任何一个辊子12、13施加张紧力,依次重复转印载像体17的调色剂图像。这样一来,对应几乎相同的卷绕角度,在载像体17和图像转印传送装置18的接触部分,容易形成几乎相同的夹持区,并且,其接触部分的接触压力也几乎相同。
另一方面,对于载像体17和与其接触而被驱动的图像转印传送装置18,虽然双方接触处的移动线速度一致为理想状态,但是,在批量生产中,由于载像体17的外径或偏心、或者驱动装置的偏心等的偏差、图像转印传送装置18的驱动辊12的直径、或者驱动装置等的偏差的作用,设定它们的速度完全相等是不现实的。
因此,在考察这些偏差时,图像转印传送装置18的移动速度相对载像体17的移动速度产生或快、或慢的偏差,这对设定各个转印条件是不利的。与其这样,还不如对于载像体17,相对速度最好设置有向任何一侧偏移(shift)的相对速度差。但是,若设定极端的速度差,则由载像体17传送的调色剂图像被图像转印传送装置18转印时,在此调色剂图像位置上,产生偏差而使图像变乱,因此,最好设置尽可能小的速度差。
对于多个载像体17,在设置向任何一侧偏移的相对速度差的情况下,若从批量生产的实际情况以及图像变乱的极限来考虑上述情况下产生的速度差,那么其速度差最好这样构成:即,相对于载像体17的移动速度,图像转印传送装置18的速度在±(方向)3±(偏差)2%内。
此外,载像体17的移动速度和图像转印传送装置18的移动速度相同时,虽然调色剂图像通过转印偏压的电能进行转印,但是在设定了上述速度差时,在电能作用上又附加有机械刮离的作用而提高了转印效率,因此,可以简化或废除清洁载像体17的转印残留调色剂的工序。
还有,对载像体17的移动速度和图像转印传送装置18的移动速度设定相对速度差时,在柔性的图像转印传送装置18的驱动辊12之间或接触载像体17的夹持区之间会发生松弛,然而这是不理想的。因此,若采用这种结构:即,当相对载像体17,向快速方向改变图像转印传送装置18的速度时,在下游侧配置图像转印传送装置18的驱动辊12,而当相对载像体17,向慢速方向改变图像转印传送装置18的速度时,在上游侧配置图像转印传送装置18的驱动辊12,就能够防止松弛现象的发生,并可以设定理想的转印条件。
清洁装置15设置在传送方向朝下的带表面18a侧,具有除去二次转印后残留在图像转印传送装置18表面上的调色剂的清洁部件15a,和传送回收的调色剂的调色剂传送部件15b。清洁部件15a在卷向从动辊13的图像转印传送装置18的卷曲处,与图像转印传送装置18接触。此外,与后述的各图像形成站Y、M、C、K的载像体17相对,一次转印部件16与图像转印传送装置18的背面接触,并且,一次转印部件16上还施加着转印偏压。
曝光装置W设置在斜向设置的图像形成单元D的斜下方的空间。并且,给纸单元30配置在曝光装置W的下部,机壳10a的底部。曝光装置W,全部被装在盒子里,而盒子,则设置在传送方向朝下的带表面的斜下方的空间内。在盒子的底部水平设有由多面反射镜马达21a和多面反射镜(旋转多面镜)21b组成的单一扫描装置21,同时,将来自多个激光源23的、通过各种颜色的图像信号调制的激光束,用多面反射镜21b反射,并偏转扫描到各载像体上的光学系统B中,配置单一的f—θ镜头22以及多个反射镜24,使得各种颜色的扫描光路分别不平行于载像体17而折回。
如上述构成的曝光装置W中,从多面反射镜21b对应于各种颜色的图像信号,以基于共同的数据时钟频率调制形成的激光束的形式射出,并经过f—θ镜头22、反射镜24,照射到各图像形成站Y、M、C、K的载像体17上,形成潜像。通过设置反射镜24使扫描光路折射,从而,既可以降低盒子的高度,又可以做到光学系统B的小型化。并且,配置反射镜24,使得到达各图像形成站Y、M、C、K中的载像体17的扫描光路成同一长度。这样,通过使从面向各图像形成单元D的曝光装置W的多面反射镜21b,到载像体17的光路的长度(光路长度)几乎相等,可以使通过各光路被扫描的光束的扫描宽度达到几乎相同,进而使图像信号的形成也不需要特别的结构。从而,尽管根据各自不同的图像信号,对应于各自不同颜色的图像,调制激光源23,但是与此无关,激光源23可以基于相同的数据时钟频率进行调制形成,还可以防止因使用共同的反射面,由副扫描方向的相对偏差产生的色差,进而可以构成结构简单、价格低廉的彩色图像形成装置。
此外,在本实施方式中,在装置下方配置扫描光学系统B,由此,可以使由图像形成装置的驱动系统给予支撑装置的机架的振动引起的、扫描光学系统B的振动降低到最小,从而能够防止图像品质变坏。特别是,通过将扫描装置21配置在盒子底部,能够将多面反射镜马达21a自身引起得盒子整体振动降低到最小,从而能够防止图像品质变坏。还有,通过设置作为振动源的多面反射镜马达21a的数量为一个,能够使盒子整体所受的振动降低到最小,从而能够防止图像品质变坏。
在本实施方式中,斜向设置各图像形成站Y、M、C、K,并且,沿着倾斜的弓形线朝上排列配置载像体17,该载像体17与图像转印传送装置18的传送方向朝下的带表面18a接触,而由这样的配置关系,将调色剂储存容器26向斜下方倾斜配置。
送纸单元30包括,层叠放置记录媒体的给纸盒35以及将记录媒体从给纸盒35一张一张供给的拾纸辊36。纸张传送单元11包括,规定向二次转印部分的记录媒体供给时间的速度辊对37(其中的一个辊子安装在机壳10a上)、作为压接在驱动辊12和图像转印传送装置18上的二次转印装置的二次转印辊39、主记录媒体传送路线38、定影装置40、出纸辊对41、以及用于双面打印的传送路线42。
被二次转印在薄片材料上的二次图像(未定影调色剂图像),在定影装置40形成的夹持区,以规定的温度定影。在本实施方式中,在转印带的传送方向朝上的带表面18b的斜上方所形成的空间内,换句话说,对于转印带,在与图像形成站相反一侧的空间内,可以设置定影装置40,由此,可以减少传到曝光装置W、图像转印传送装置18和图像形成装置的热量,还可以减少修正各色色差的次数。尤其是,曝光装置W位于远离定影装置40的位置上,因此,能够将因扫描光学系统部件的热量而造成的位移减少到最小限度,从而能够防止色差。
本实施方式中,对于驱动辊12,将图像转印传送装置18设置在倾斜的方向上,因此,图中的右侧就形成宽阔的空间,从而,能够在此空间内配置定影装置40,进而能够实现结构的紧凑小型化的同时,又能够防止定影装置40产生的热量传到位于左侧的曝光装置W、图像转印传送装置18、以及各图像形成站Y、M、C、K上。此外,因为可以在图像形成单元D的左下部空间配置曝光装置W,所以,能够将由图像形成装置的驱动系统传递到机壳10a的振动引起的、曝光装置W的扫描光学系统B的振动降低到最小限度,进而能够防止图像品质变坏。
此外,本实施方式中,采用球形化的调色剂,因此提高了一次转印效率(几乎100%),从而,在每个载像体17中没有设置回收一次转印残留调色剂的清洁装置。由此,可以将由直径30mm以下的感光鼓构成的每个载像体17就近配置,从而能够使装置小型化。
还有,在不设置清洁装置的同时,采用电晕充电装置19作为充电装置。充电装置为辊子时,微量地附在载像体17上的一次转印残留调色剂堆积在辊子上,从而发生充电不良现象,然而,作为非接触充电装置的电晕充电装置19,调色剂难以附着,因此,可以防止充电不良现象的发生。
还有,所述实施方式中,将中间转印带作为图像转印传送装置18与载像体17接触,但是也可以将薄片材料传送带作为图像转印传送装置18与载像体17接触,其中,所述薄片材料传送带在其表面吸附薄片材料并进行传送移动,所述薄片材料,在其表面依次重复转印调色剂图像并形成图像。此时,与上述每个实施方式不同之处是,作为图像转印传送装置18的薄片材料传送带的带传送方向,在与载像体17接触的下面成逆向朝上。
以上图像形成装置的整个动作概要如下。
(1)来自图中没有示出的计算机主机等(个人电脑等)的打印指令信号(图像形成信号)输入到图像形成装置10的控制单元时,驱动各图像形成站Y、M、C、K的载像体17、显影装置20的每个辊子、以及图像转印传送装置18被旋转驱动。
(2)通过充电装置19载像体17的外周面被均匀带电。
(3)曝光单元W,对应于各种颜色的图像信息,在各图像形成站Y、M、C、K中的被均匀带电的载像体17的外周面上,进行选择性的曝光,从而,形成用于各种颜色的静电潜像。
(4)在每个载像体17上形成的静电潜像被显影装置20显影,从而形成调色剂图像。
(5)向图像转印传送装置18的一次转印部件16施加与调色剂带电极性相反的一次转印电压,形成在载像体17上的调色剂图像,在一次转印处,随着图像转印传送装置18的移动,被依次重复转印在图像转印传送装置18上。
(6)与一次转印此一次图像的图像转印传送装置18的移动同步,装载在给纸盒36中的记录媒体经速度辊对37被供给到二次转印辊39。
(7)一次转印图像与记录媒体在二次转印处同时会合,通过图示省略的压靠机构,二次转印辊39向图像转印传送装置18的驱动辊12压靠,同时向二次转印辊39施加与一次转印图像反极性的偏压,从而,形成在图像转印传送装置18上的一次转印图像,被二次转印在同时供给的记录媒体上。
(8)与二次转印相关的转印残留调色剂,向从动辊13的方向上被传送,并被与此辊13相对配置的清洁装置15刮离,于是,图像转印传送装置18又重新变得清洁,从而,可以再次进行所述的循环操作。
(9)记录媒体经过定影装置40,记录媒体上的调色剂图像被定影,之后,向规定位置(非双面印刷时,朝向出纸托盘10c;双面印刷时,朝向用于双面打印的传送路线42)传送记录媒体。
图33是本发明定影装置的另一种实施方式图,图中,将二次转印辊兼用作带张紧部件。图34是本发明图像形成装置的另一种实施方式图,图中,搭载有将二次转印辊兼用作带张紧部件的定影装置。
图33、图34中,二次转印辊39兼用作带张紧部件,作为承载、传送调色剂图像的调色剂图像承载传送装置的图像传送转印装置18与耐热带3相对配置。耐热带3具有导电性,而又作为带张紧部件的二次转印辊39上,设有转印偏压施加装置,用于从图像传送转印装置18向薄片材料转印未定影调色剂图像。此外,当耐热带停止驱动时,耐热带3和二次转印辊39在背离图像传送转印装置18方向移动。因此,例如二次转印辊39配置在,通过自重向背离热定影辊1的方向移动的位置上。
在耐热带3和图像传送转印装置18的接触处,图像传送转印装置18常常受被热定影辊1加热的耐热带3的余热的热影响。但是,当将耐热带3做成厚度为0.08mm左右的热容量非常小的结构时,由加压辊2驱动,耐热带3从带张紧部件进一步到达图像传送转印装置18的过程中,具有自然散热冷却的作用,因此,能够设定实际上不产生问题的热平衡。此时,如果形成用与加压辊2的旋转轴心相同的轴心支撑作为带张紧部件的二次转印辊39,使其能在规定角度范围旋转的结构,那么,通过加压辊2的旋转驱动而被驱动的耐热带3和带张紧部件间的旋转摩擦力等,耐热带3和带张紧部件将与加压辊2的旋转轴心相同的轴心作为旋转轴,在压接图像传送转印装置18的压接力平衡状态下停止。
即,承载未定影调色剂图像的薄片材料,不管是在经过图像传送转印装置18和耐热带3之间的状态,还是在薄片材料未经过时的状态,甚至与薄片材料厚薄无关,耐热带3与图像传送转印装置18压接的压接力,与耐热带3与热定影辊1压接的压接力总是平衡的,因此,经过的薄片材料所受压力均匀,从而,未定影调色剂图像定影后所排出的薄片材料不产生皱褶等薄片材料的变形。
耐热带3和热定影辊1压接的压接力,通过设定耐热带3和作为带张紧部件的二次转印辊39之间的旋转摩擦力等,就能够得到合适的值,然而,当从图像传送转印装置18向薄片材料转印调色剂图像时,对于压接力不足的情况,可以向增加压接力的方向上增加所述旋转摩擦力。
耐热带3和二次转印辊39具有转印功能的同时,经过图像传送转印装置18的薄片材料,由于是受静电吸附在耐热带3上而被传送,因此,传送和进入热定影辊1的夹持区较稳定,薄片材料从转印处到定影处的过程中,不会有卡纸堵塞故障。
二次转印辊39插在耐热带3的内周,与加压辊2一起对耐热带3施加张力,同时,在薄片材料的行进方向上游侧向热定影辊1卷绕耐热带从而形成夹持区,二次转印辊39相对于图像传送转印装置18配置在形成夹持区的位置上,而对于二次转印辊39,加压辊2配置在将耐热带3在薄片材料的行进方向上游侧卷绕到热定影辊1从而形成夹持区的位置上,即,配置在背离重力作用的位置上,那么,当耐热带3的驱动停止时,二次转印辊39和耐热带3通过耐热带3的张力和二次转印辊39的自重作用,产生背离图像传送转印装置18方向的移动惯性,因此,容易对薄片材料传送故障卡纸堵塞进行处理。
以上,虽然就本发明实施的方式进行了说明,但是,本发明并不局限于此,可以对现有公知或者周知的技术,根据需要进行置换或附加。
由以上说明可知,根据本发明,加压辊和带张紧部件一起向耐热带施加张紧力,使耐热带卷绕到热定影辊上从而形成夹持区,因此,能够容易使夹持区的长度变长,并可以达到结构简单,小型、低价格。此外,作为带张紧部件,由于采用耐热带滑动部件,因此不需要轴承等,支撑结构变得简单。加之,带张紧部件呈半月状,并使其半月亏方向朝着加压辊侧配置,于是,可以配置在最大限度地接近加压辊的位置上。由此,还可以构成使耐热带周长缩短的结构。从而,可以获得结构简单、小型、低价格的热辊型定影装置。还有,耐热带因为在所需的最小范围的路径上移动,因此在内置加热源的可旋转的热定影辊与其间的夹持区被加热的耐热带,能够将在规定路径上移动时所消耗的热量限制在最少限度上,同时,由于周长短,所以因自然散热导致的温度下降很少,从而可以缩短从开始通电到获得所需定影温度的预热时间。
为了对形成在薄片材料上的未定影调色剂图像进行稳定的定影,必须要对未定影调色剂图像进行充分的加热、融化,进而定影,由此,达到期望温度的时间和融化时间是必需的,但是在本实施方式中,为了能够使夹持区长度变长,并不需要采取使覆盖在热定影辊上的弹性材料产生很大变形,来增加夹持区长度的方法,所以弹性材料可以是薄层结构。还有,也不需要将加压辊的压接压力设定得很大,来使弹性材料产生很大变形,所以,装载未定影调色剂图像的薄片材料通过热定影辊和耐热带之间时,薄片材料所受的压力很小,因此,能够抑制在未定影调色剂图像定影之后所排出的薄片材料上,产生皱褶等薄片材料的变形。
从而,不仅不需要提高热辊型定影装置的机械刚度,而且可以使热定影辊的厚度变薄,还能提高加热源对耐热带的加热速度。另外,同样的,加压辊的厚度也能够变薄,从而可以构成热容量小的结构,因此,耐热带对热量的吸收变少,能够缩短从开始通电到获得所需定影温度的预热时间。
使耐热带和加压辊的卷绕角大于耐热带和带张紧部件的卷绕角,并且,使加压辊的直径大于带张紧部件的直径,由此,耐热带和加压辊的卷绕长度大于耐热带和带张紧部件的卷绕长度,这就缩短了耐热带的周长,使耐热带在所需的最小路径上移动,因此就能获得结构简单、小型、低价格的热辊型定影装置,还能够将在与热定影辊间的夹持区被加热的耐热带在预定的路径上移动时所吸收的热量限制到最少限度上,因自然散热导致的温度下降也很少,另外还可以缩短从开始通电到获得所需定影温度的预热时间等,可以获得诸多效果。
还有,对应薄片材料的特性,选择第一旋转速度或比它低的第二旋转速度驱动热定影辊和加压辊,因此,能够正常融化未定影调色剂图像,从而能够实现预期的定影。此外,即使选择第一旋转速度或者第二旋转速度进行驱动,因为装载未定影调色剂图像的薄片材料在热定影辊和耐热带之间通过时,通过的薄片材料所受压力很小且不变,所以,能够抑止在未定影调色剂图像定影后所排出的薄片材料上产生褶皱等薄片材料的变形。从而,不仅不需要提高热辊型定影装置的机械刚度,而且可以使热定影辊的厚度变薄,此外还能提高加热源对耐热带的加热速度。另外,同样的,加压辊的厚度也能够变薄,从而可以构成热容量小的结构,因此,耐热带对热量的吸收变少,进而,能够缩短从开始通电到获得所需定影温度的预热时间。
Claims (51)
1.一种定影装置,其中,具备:
热定影辊;以及
加压辊,它借助于耐热带压靠在所述热定影辊上,
其特征在于,
所述耐热带被张紧支撑在滑动的带张紧部件和所述加压辊之间,所述带张紧部件可移动地配置在,使所述耐热带从所述热定影辊和所述加压辊间的挤压处的切线,向所述热定影辊侧卷绕的位置上。
2.一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周,并被夹持在所述加压辊和所述的热定影辊之间移动;以及
一个带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
所述带张紧部件相对于所述热定影辊和所述加压辊之间的压靠处可移动地配置在所述耐热带移动方向的上游侧,并位于所述耐热带从所述压靠处的切线向所述热定影辊卷绕,从而形成夹持区的位置上。
3.一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周,并夹持在所述加压辊和所述热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
所述带张紧部件相对于所述热定影辊和所述加压辊的压靠处,配置在所述耐热带移动方向的上游侧的同时,所述带张紧部件呈可向所述热定影辊方向摆动的状态支撑着。
4.如权利要求3所述的定影装置,其特征在于,
所述带张紧部件可摆动地支撑在所述加压辊的轴上。
5.如权利要求3所述的定影装置,其特征在于,
所述带张紧部件可摆动地支撑在与所述加压辊的轴不同的轴上。
6.如权利要求1、2或者3所述的定影装置,其特征在于,
所述带张紧部件脱离于所述热定影辊而配置。
7.如权利要求1、2或者3所述的定影装置,其特征在于,
所述带张紧部件压靠在所述热定影辊上而配置。
8.如权利要求7所述的定影装置,其特征在于,
设压靠在所述热定影辊上的所述带张紧部件的压靠力小于所述加压辊的压靠力。
9.如权利要求1、2或者3所述的定影装置,其特征在于,
所述热定影辊与所述耐热带的接触压力分布中,在所述热定影辊与所述加压辊所压接部分的压力最大。
10.如权利要求1、2或者3所述的定影装置,其特征在于,
所述带张紧部件是滑动部件。
11.如权利要求1、2或者3所述的定影装置,其特征在于,
所述带张紧部件是半月状部件。
12.如权利要求1、2或者3所述的定影装置,其特征在于,
所述带张紧部件是辊子形部件。
13.如权利要求1、2或者3所述的定影装置,其特征在于,
所述带张紧部件是二次转印辊。
14.如权利要求1、2或者3所述的定影装置,其特征在于,
所述带张紧部件在一端或两端具有使所述耐热带接触、并限制其位置的凸出部分。
15.如权利要求1、2或者3所述的定影装置,其中,
驱动所述加压辊,而所述热定影辊经所述耐热带从动。
16.如权利要求1、2或者3所述的定影装置,其特征在于,
所述加压辊具有比所述热定影辊表面所覆盖的弹性材料硬度大的表面。
17.如权利要求1、2或者3所述的定影装置,其特征在于,
设所述加压辊和所述耐热带之间的摩擦系数大于所述带张紧部件与所述耐热带之间的摩擦系数。
18.如权利要求1、2或者3所述的定影装置,其特征在于,
设所述加压辊与所述耐热带的卷绕角大于所述带张紧部件与所述耐热带的卷绕角。
19.如权利要求1、2或者3所述的定影装置,其特征在于,
设所述加压辊的直径大于所述带张紧部件的直径。
20.如权利要求1、2或者3所述的定影装置,其特征在于,
作为驱动所述热定影辊以及所述加压辊的驱动装置,具有多个旋转速度,对应薄片材料特性选择所述的旋转速度进行驱动。
21.如权利要求20所述的定影装置,其特征在于,
作为驱动所述热定影辊以及所述加压辊的驱动装置,具有第一旋转速度和比该第一旋转速度慢的第二旋转速度,对应薄片材料特性选择所述的旋转速度进行驱动。
22.如权利要求20所述的定影装置,其特征在于,
具有检测所述薄片材料特性的检测装置,在装载了所述未定影调色剂图像的薄片材料行进过程中,检测薄片材料特性,并对应薄片材料特性选择所述旋转速度进行驱动。
23.如权利要求20所述的定影装置,其特征在于,
具有对应薄片材料特性设定选择信息的设定装置,在装载了所述未定影调色剂图像的薄片材料的定影指令执行过程中,对应所述薄片材料特性进行设定,并根据该设定内容选择所述旋转速度进行驱动。
24.如权利要求1、2或者3所述的定影装置,其特征在于,
配置有清洁部件,它滑动接触于所述耐热带的内周面,位于所述加压辊和所述带张紧部件之间。
25.如权利要求1、2或者3所述的定影装置,其特征在于,
所述热定影辊由外径为60mm以下、壁厚为2mm以下的管材的外周覆盖厚度为2mm以下的弹性材料而形成,加压辊由外径为60mm以下、壁厚为2mm以下的管材形成。
26.一种图像形成装置,其特征在于,
装载了权利要求1、2或者3所述的定影装置。
27.一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周上,并被夹持在所述加压辊和所述热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
相对于所述热定影辊,可摆动地配置所述带张紧部件,将耐热带卷绕在热定影辊上,从而形成定影夹持区,同时,当薄片材料没有通过时,所述带张紧部件和耐热带之间形成间隙,而当薄片材料通过时,带张紧部件经薄片材料压靠在热定影辊上。
28.如权利要求27所述的定影装置,其特征在于,
相对于所述热定影辊和所述加压辊的压靠处,所述带张紧部件配置在所述耐热带移动方向的上游侧。
29.如权利要求27所述的定影装置,其特征在于,
相对于所述热定影辊和所述加压辊的压靠处,所述带张紧部件配置在所述耐热带移动方向的下游侧。
30.一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周上,并被夹持在所述加压辊和所述热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
相对于所述热定影辊和所述加压辊之间的压靠处,在所述耐热带移动方向的上游侧,可摆动地配置所述带张紧部件,并在热定影辊上卷绕耐热带,从而形成定影夹持区,
同时,设:夹持区初始位置的压力为P1,加压辊压靠热定影辊的压靠处的压力为P3,所述夹持区初始位置和压靠处之间的压力为P2时,则有P1<P2<P3的关系。
31.一种定影装置,其中,具备:
热定影辊,内置加热源;
加压辊,压靠在所述热定影辊上;
耐热带,卷绕在该加压辊的外周上,并被夹持在所述加压辊和所述热定影辊之间移动;以及
带张紧部件,用于张紧支撑所述耐热带,
这种定影装置对形成在薄片材料上的未定影调色剂图像进行定影,
其特征在于,
相对于所述热定影辊和所述加压辊之间的压靠处,在所述耐热带移动方向的下游侧,可摆动地配置所述带张紧部件,并在热定影辊上卷绕耐热带,从而形成定影夹持区,
同时,设:夹持区结束位置的压力为P1′,加压辊压靠热定影辊的压靠处的压力为P3,所述夹持区结束位置和压靠处之间的压力为P2时,则有P1′<P2<P3的关系。
32.如权利要求30或31所述的定影装置,其特征在于,
具有这种结构:当薄片材料不通过时,所述带张紧部件和耐热带之间形成间隙,而当薄片材料通过时,带张紧部件经薄片材料压靠在热定影辊上。
33.如权利要求27、30或者31所述的定影装置,其特征在于,
向热定影辊方向驱使的摆动驱使装置驱使所述带张紧部件摆动。
34.如权利要求27、30或者31所述的定影装置,其特征在于,
所述带张紧部件,在所述耐热带宽度方向的外侧,与热定影辊滑动接触。
35.如权利要求27、30或者31所述的定影装置,其特征在于,
所述带张紧部件可摆动地支撑在所述加压辊的旋转轴上。
36.如权利要求27、30或者31所述的定影装置,其特征在于,
所述带张紧部件可摆动地支撑在与所述加压辊的旋转轴不同的轴上。
37.如权利要求27、30或者31所述的定影装置,其特征在于,
所述带张紧部件是半月状部件。
38.如权利要求27、30或者31所述的定影装置,其特征在于,
所述带张紧部件是辊子形部件。
39.如权利要求27、30或者31所述的定影装置,其特征在于,
设所述加压辊和所述耐热带的摩擦系数大于所述带张紧部件和所述耐热带的摩擦系数。
40.如权利要求27、30或者31所述的定影装置,其特征在于,
设所述加压辊和所述耐热带的卷绕角大于所述带张紧部件和所述耐热带的卷绕角。
41.如权利要求27、30或者31所述的定影装置,其特征在于,
设所述加压辊的直径大于所述带张紧部件的直径。
42.如权利要求27、30或者31所述的定影装置,其特征在于
所述热定影辊与所述耐热带的接触压力分布中,在所述热定影辊与所述加压辊所压接部分的压力最大。
43.如权利要求27、30或者31所述的定影装置,其特征在于,
所述热定影辊和加压辊,表面具有弹性层,在热定影辊和加压辊的压靠处,双方弹性层的弹性变形几乎相等。
44.如权利要求27、30或者31所述的定影装置,其特征在于,
驱动所述加压辊,而所述热定影辊经所述耐热带从动。
45.如权利要求27、30或者31所述的定影装置,其特征在于,
作为驱动所述热定影辊以及所述加压辊的驱动装置,具有多个旋转速度,对应薄片材料特性选择所述的旋转速度进行驱动。
46.如权利要求45所述的定影装置,其特征在于,
作为驱动所述热定影辊以及所述加压辊的驱动装置,具有第一旋转速度和比该第一旋转速度慢的第二旋转速度,对应薄片材料特性选择所述的旋转速度进行驱动。
47.如权利要求45所述的定影装置,其特征在于,
具有检测所述薄片材料特性的检测装置,在装载了所述未定影调色剂图像的薄片材料行进过程中,检测薄片材料特性,并对应薄片材料特性选择所述旋转速度进行驱动。
48.如权利要求45所述的定影装置,其特征在于,
具有对应薄片材料特性设定选择信息的设定装置,在装载了所述未定影调色剂图像的薄片材料的定影指令执行过程中,对应所述薄片材料特性进行设定,并根据该设定内容选择所述旋转速度进行驱动。
49.如权利要求27、30或者31所述的定影装置,其特征在于,
所述带张紧部件在一端或两端具有使所述耐热带接触、并限制其位置的凸出部分。
50.如权利要求27、30或者31所述的定影装置,其特征在于,配置有清洁部件,它滑动接触于所述耐热带的内周面,位于所述加压辊和所述带张紧部件之间。
51.一种图像形成装置,其特征在于,
装载了权利要求27、30或者31所述的定影装置。
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP158920/2002 | 2002-05-31 | ||
| JP2002158920A JP4078530B2 (ja) | 2002-05-31 | 2002-05-31 | 定着装置及び画像形成装置 |
| JP165109/2002 | 2002-06-06 | ||
| JP2002165109A JP4078531B2 (ja) | 2002-06-06 | 2002-06-06 | 定着装置及び画像形成装置 |
| JP2002169699A JP4078532B2 (ja) | 2002-06-11 | 2002-06-11 | 定着装置及び画像形成装置 |
| JP169699/2002 | 2002-06-11 | ||
| JP2002228612A JP4110379B2 (ja) | 2002-08-06 | 2002-08-06 | 定着装置および画像形成装置 |
| JP228612/2002 | 2002-08-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1467585A CN1467585A (zh) | 2004-01-14 |
| CN100511018C true CN100511018C (zh) | 2009-07-08 |
Family
ID=29424668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB031406629A Expired - Fee Related CN100511018C (zh) | 2002-05-31 | 2003-06-02 | 定影装置及图像形成装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6975829B2 (zh) |
| EP (1) | EP1367461A3 (zh) |
| CN (1) | CN100511018C (zh) |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6795676B2 (en) * | 2001-06-01 | 2004-09-21 | Ricoh Company, Ltd | Sheet wrapping avoidable fixing apparatus and image forming apparatus |
| US6868251B2 (en) * | 2002-08-29 | 2005-03-15 | Xerox Corporation | Compact belt fuser apparatus with floating idler roller supported by belt and biased tension roller |
| CN1320413C (zh) * | 2002-11-20 | 2007-06-06 | 精工爱普生株式会社 | 定影装置及图像形成装置 |
| JP2004286922A (ja) * | 2003-03-20 | 2004-10-14 | Minolta Co Ltd | ベルト定着装置 |
| US7024145B2 (en) * | 2003-06-20 | 2006-04-04 | Seiko Epson Corporation | Fixing device for fixing an unfixed toner image formed on a sheet-shaped recording medium |
| JP4612812B2 (ja) * | 2003-07-11 | 2011-01-12 | キヤノン株式会社 | 定着装置 |
| US6982781B2 (en) * | 2003-08-28 | 2006-01-03 | Xerox Corporation | Automatic fuser control |
| US7164875B2 (en) * | 2004-03-30 | 2007-01-16 | Canon Kabushiki Kaisha | Electrophotographic image forming apparatus having a plurality of mounting portions for detachably mounting a plurality process cartridges |
| US7113717B2 (en) * | 2004-03-30 | 2006-09-26 | Xerox Corporation | Closed loop control of nip pressure in a fuser system |
| US7215917B2 (en) * | 2004-07-13 | 2007-05-08 | Seiko Epson Corporation | Fusing device with stable nipping portion |
| US20060093417A1 (en) * | 2004-11-02 | 2006-05-04 | Samsung Electronics Co., Ltd. | Fixing device |
| US7418229B2 (en) | 2004-11-29 | 2008-08-26 | Seiko Epson Corporation | Fusing unit that stabilizes a contact nip region |
| JP4621015B2 (ja) * | 2004-12-10 | 2011-01-26 | キヤノン株式会社 | 加熱装置 |
| US7236732B2 (en) * | 2005-01-25 | 2007-06-26 | Lexmark International Inc. | Toner image fixing apparatus having concentrated area heating |
| JP4710369B2 (ja) * | 2005-03-18 | 2011-06-29 | 富士ゼロックス株式会社 | 画像記録体の作製方法およびその作製装置 |
| KR100727941B1 (ko) * | 2005-06-23 | 2007-06-13 | 삼성전자주식회사 | 정착장치 및 이를 채용한 화상형성장치 |
| JP4765456B2 (ja) * | 2005-07-21 | 2011-09-07 | コニカミノルタビジネステクノロジーズ株式会社 | 画像形成装置 |
| JP2007034170A (ja) * | 2005-07-29 | 2007-02-08 | Kyocera Mita Corp | 定着装置 |
| KR100726430B1 (ko) * | 2005-08-23 | 2007-06-11 | 삼성전자주식회사 | 화상형성장치의 정착장치 |
| US7392005B2 (en) * | 2005-09-13 | 2008-06-24 | Canon Kabushiki Kaisha | Image heating apparatus |
| EP1785781B1 (en) * | 2005-11-14 | 2018-11-28 | HP Printing Korea Co., Ltd. | Image fixing apparatus |
| JP2007279665A (ja) * | 2006-03-13 | 2007-10-25 | Konica Minolta Business Technologies Inc | 定着装置及び該定着装置を有する画像形成装置 |
| JP4982000B2 (ja) * | 2006-07-31 | 2012-07-25 | 株式会社リコー | 定着装置、画像形成装置 |
| JP2008102484A (ja) * | 2006-09-19 | 2008-05-01 | Konica Minolta Business Technologies Inc | 定着装置 |
| KR101314233B1 (ko) * | 2006-11-07 | 2013-10-04 | 삼성전자주식회사 | 정착유니트 및 이를 채용한 화상형성장치 |
| KR101145217B1 (ko) * | 2007-06-15 | 2012-05-25 | 삼성전자주식회사 | 정착유닛 및 이를 포함하는 화상형성장치 |
| US20090124475A1 (en) * | 2007-11-13 | 2009-05-14 | Pickering Jerry A | Fixing member |
| JP4551932B2 (ja) * | 2008-01-15 | 2010-09-29 | シャープ株式会社 | 定着装置、及びこれを備えた画像形成装置 |
| US7817950B2 (en) * | 2009-01-31 | 2010-10-19 | Xerox Corporation | Apparatuses useful for printing and methods of stripping media from surfaces in apparatuses useful for printing |
| US20110148026A1 (en) * | 2009-12-23 | 2011-06-23 | Xerox Corporation | System for guiding media in an imaging apparatus |
| JP5564981B2 (ja) * | 2010-02-25 | 2014-08-06 | 株式会社リコー | 定着装置及び画像形成装置 |
| US20110311253A1 (en) * | 2010-06-21 | 2011-12-22 | Toshiba Tec Kabushiki Kaisha | Image forming apparatus and image formation processing method |
| JP2013238839A (ja) * | 2012-04-17 | 2013-11-28 | Ricoh Co Ltd | 定着装置及び画像形成装置 |
| US9261833B2 (en) * | 2013-10-17 | 2016-02-16 | Lexmark International, Inc. | Backup roll having axial constraints and fuser therefor |
| JP6575425B2 (ja) * | 2016-04-18 | 2019-09-18 | 京セラドキュメントソリューションズ株式会社 | 定着装置及び画像形成装置 |
| JP2018156046A (ja) * | 2017-03-21 | 2018-10-04 | 富士ゼロックス株式会社 | 定着装置および画像形成装置 |
| JP2018165790A (ja) | 2017-03-28 | 2018-10-25 | ブラザー工業株式会社 | 定着装置 |
| CN107559973A (zh) * | 2017-09-26 | 2018-01-09 | 海信科龙电器股份有限公司 | 一种壁挂式空调室内机 |
| CN111575933B (zh) * | 2020-05-20 | 2023-08-15 | 浙江信胜科技股份有限公司 | 方便换色的送片驱动总成及烫片机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4455079A (en) * | 1981-11-16 | 1984-06-19 | Konishiroku Photo Industry Co., Ltd. | Image reproducing apparatus |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0640235B2 (ja) | 1983-04-12 | 1994-05-25 | キヤノン株式会社 | 定着装置 |
| JP3084692B2 (ja) | 1991-09-30 | 2000-09-04 | 富士ゼロックス株式会社 | 定着装置 |
| JP2887269B2 (ja) * | 1993-02-25 | 1999-04-26 | 富士ゼロックス株式会社 | 定着装置 |
| JP3322095B2 (ja) * | 1994-10-14 | 2002-09-09 | 富士ゼロックス株式会社 | 定着装置 |
| US5729812A (en) * | 1996-10-02 | 1998-03-17 | Xerox Corporation | Heat and pressure fuser utilizing rigid rolls and belts to form an extended contact zone between the belts including preheat and pressure zones |
| JP3352891B2 (ja) * | 1996-10-29 | 2002-12-03 | シャープ株式会社 | 定着装置 |
| JPH11231699A (ja) * | 1998-02-16 | 1999-08-27 | Kin Yosha Kk | ベルト式定着装置 |
| US6148169A (en) * | 1998-10-06 | 2000-11-14 | Ricoh Company, Ltd. | Device for fixing an image on a recording medium |
-
2003
- 2003-05-30 EP EP03012128A patent/EP1367461A3/en not_active Withdrawn
- 2003-06-02 US US10/449,720 patent/US6975829B2/en not_active Expired - Fee Related
- 2003-06-02 CN CNB031406629A patent/CN100511018C/zh not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4455079A (en) * | 1981-11-16 | 1984-06-19 | Konishiroku Photo Industry Co., Ltd. | Image reproducing apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1367461A3 (en) | 2008-03-05 |
| US6975829B2 (en) | 2005-12-13 |
| EP1367461A2 (en) | 2003-12-03 |
| CN1467585A (zh) | 2004-01-14 |
| US20040033092A1 (en) | 2004-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100511018C (zh) | 定影装置及图像形成装置 | |
| US7418229B2 (en) | Fusing unit that stabilizes a contact nip region | |
| CN101178566B (zh) | 定影装置及使用其的成像设备 | |
| JP4078530B2 (ja) | 定着装置及び画像形成装置 | |
| JP2005010609A (ja) | 定着装置および画像形成装置 | |
| JP2004069968A (ja) | 定着装置および画像形成装置 | |
| JP2006189628A (ja) | 定着装置および画像形成装置 | |
| JP4078532B2 (ja) | 定着装置及び画像形成装置 | |
| JP2006337440A (ja) | 定着装置および画像形成装置 | |
| JP4078531B2 (ja) | 定着装置及び画像形成装置 | |
| JP2005258111A (ja) | 定着装置および画像形成装置 | |
| JP2005258108A (ja) | 定着装置および画像形成装置 | |
| JP2004012737A (ja) | 定着装置及び画像形成装置 | |
| JP2006154176A (ja) | 定着装置および画像形成装置 | |
| JP2006030590A (ja) | 定着装置および画像形成装置 | |
| JP2006317769A (ja) | 定着装置および画像形成装置 | |
| JP2006317773A (ja) | 定着装置および画像形成装置 | |
| JP2006030349A (ja) | 定着装置および画像形成装置 | |
| JP2006337439A (ja) | 定着装置および画像形成装置 | |
| JP2006317772A (ja) | 定着装置および画像形成装置 | |
| JP2006317771A (ja) | 定着装置および画像形成装置 | |
| JP2006154180A (ja) | 定着装置および画像形成装置 | |
| JP2006030350A (ja) | 定着装置および画像形成装置 | |
| JP2006030346A (ja) | 定着装置および画像形成装置 | |
| JP2006023434A (ja) | 定着装置および画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090708 Termination date: 20110602 |