EQUIPAMENTO E MÉTODO PARA CORTAR FATIAS DE UM ALIMENTO E CARREGÁ-LAS EM UMA SUPERFÍCIE TRANSPORTADORA, E INSTALAÇÃO DE TRATAMENTO QUE INCLUI O CITADO EQUIPAMENTO
Campo da técnica
[001] Refere-se a presente invenção a um equipamento e um método para cortar fatias de um alimento e carregá-las em uma superfície transportadora, aplicável a uma instalação de tratamento de alimentos e, mais especificamente, a uma instalação para secagem e maturação acelerada de um embutido de carne cortado em fatias. A presente invenção também está relacionada a uma instalação de tratamento que inclui o citado equipamento para cortar fatias de um alimento e carregá-las em uma superfície transportadora.
Background da invenção
[002] Instalações e métodos para o tratamento de um alimento cortado em fatias são conhecidos no estado da técnica. Por exemplo, o pedido internacional de patente WO 2005/092109 descreve um método para secar e maturar um embutido de carne cortado em fatias. Máquinas de corte capazes de cortar fatias de diversos pedaços de um alimento ao mesmo tempo a uma velocidade alta também são conhecidas, tais como, por exemplo, o cortador Weber 604. Submeter as fatias ao tratamento é conhecido, por exemplo, do pedido internacional de patente WO 2008135616, para dispor as fatias em uma formação ordenada de camada única sobre um sistema de correias de transporte que movem as fatias ao longo de um percurso que inclui a passagem através de uma ou mais unidades de tratamento, como, por exemplo, uma unidade de tratamento de convecção forçada ou uma unidade de tratamento à vácuo. Porém, esta aplicação não descreve nem sugere um equipamento ou método para transferir as fatias de alimento de um cortador de grande capacidade para uma superfície transportadora do sistema de correias de transporte em uma formação ordenada de camada única.
[003] O autor da presente aplicação desenvolveu uma instalação de tratamento de alimentos do tipo descrito na qual, para assegurar que as fatias sejam mantidas na formação ordenada enquanto são transportadas ao longo do percurso, estas fatias são dispostas em uma camada única sobre bandejas grandes providas com uma superfície de apoio permeável e as bandejas carregadas com as fatias são transportadas por meio de um dispositivo transportador ao longo do percurso que inclui a passagem através de uma ou mais unidades de tratamento. No final da linha de tratamento, as fatias são descarregadas das bandejas em uma unidade de descarregamento e direcionadas a uma unidade de empacotamento na qual são acondicionadas e empacotadas, enquanto as bandejas vazias são novamente direcionadas por um transportador para a unidade de carregamento, passando através de uma unidade de lavagem de bandejas. Entretanto, não foi descrito um equipamento ou processo para a transferência das fatias de um cortador de grande capacidade para as bandejas grandes a uma velocidade suficiente para fornecer continuadamente uma ou mais linhas de tratamento.
[004] A patente FR-A-2839496 descreve um processo e uma instalação para a produção automática de alimentos a partir de fatias provenientes de uma máquina cortadora. O processo está compreendido pelo depósito das fatias a um fluxo constante sobre uma correia transportadora acionada a uma velocidade prédeterminada para obter, no final da correia transportadora, uma ejeção e lançamento das fatias sobre uma bandeja de recepção móvel, e a sincronização do movimento da bandeja de recepção de acordo com o fluxo de lançamento das fatias para distribuir as mesmas sobre a bandeja de acordo com uma posição pré-determinada. Neste caso, a bandeja forma parte de um pacote para as fatias e é pequena em tamanho; portanto, o processo ou instalação não resolve o problema de carregamento das bandejas grandes a uma velocidade alta.
[005] O pedido internacional de patente WO 02/22446 descreve um dispositivo que utiliza diversas correias transportadoras para transportar fatias de um alimento proveniente de uma máquina cortadora, formar grupos de fatias que se sobrepõem parcialmente e carregar os citados grupos de fatias parcialmente sobrepostas em bandejas para o seu empacotamento. O problema de carregamento das bandejas a uma velocidade alta também não é resolvido neste documento.
[006] Em particular, o documento US2004016331 corresponde a um uso semelhante ao da presente invenção, ou seja, cortar fileiras de fatias de uma série de peças de produtos alimentícios dispostos em paralelo e depositar as fatias em uma superfície de transporte móvel. No entanto, a presente invenção se diferencia dos ensinamentos do documento US2004016331 por os conjuntos de fatias serem primeiro depositados em várias correias transportadoras agrupadas para formar respectivos conjuntos parciais de fatias dispostos em uma única camada em cada correia transportadora agrupada e, em seguida, os conjuntos parciais de fatias são transferidos das várias correias transportadoras agrupadas para a referida superfície transportadora móvel, a fim de formar um conjunto completo de fatias dispostas em uma única camada na superfície transportadora móvel. Ademais, na presente invenção, o objetivo de organizar as fatias em um arranjo de camada única espalhada na superfície de transporte é preparar as fatias de produtos alimentícios crus e não curados com uma superfície máxima exposta para um tratamento posterior em uma instalação de tratamento com uma ou mais unidades de tratamento através das quais as superfícies de transporte que transportam os conjuntos completos de fatias são passadas, enquanto no documento US2004016331, o objetivo de organizar as fatias em uma única linha longitudinal de fatias parcialmente sobrepostas serve para preparar fatias de produtos alimentícios curados de diferentes sabores para embalagens.
[007] Por sua vez, o documento US2004031363 divulga um aparelho que compreende uma máquina de fatiar para cortar fatias de uma única peça de produto alimentício e depositar as fatias em uma correia transportadora que é movimentada em uma direção transversal à direção para frente para formar um conjunto de fatias parcialmente sobrepostas disposta na direção transversal, antes que a correia transportadora seja movimentada na direção para frente para uma posição adequada para iniciar um novo conjunto transversal de fatias. Partindo apenas do documento US2004031363, um técnico no assunto não encontraria uma solução para o problema técnico objetivo da presente invenção, uma vez que este não seria realmente levado a movimentar a correia transportadora de US2004031363 na direção transversal etapa a etapa de modo a formar um conjunto de fatias dispostas em uma única camada e, em seguida, movimentar a correia transportadora no direção para a frente para formar uma nova linha transversal, e assim por diante, até formar um conjunto completo.
[008] O processo ensinado pelo documento US2004031363 seria muito lento devido ao grande número de movimentos na direção transversal necessários para formar um conjunto completo de fatias e exigiria meios de controle e movimentos complexos.
[009] Por outro lado, a invenção aqui reivindicada fornece um equipamento particularmente rápido para cortar fatias de um alimento e carregá-las sobre uma superfície de transporte formando sobre ela um conjunto completo de fatias dispostas em uma única camada, o que não é sugerido pelo estado da técnica.
Descrição da invenção
[0010] De acordo com um primeiro aspecto, a presente invenção proporciona um equipamento para cortar fatais de um alimento e carregá-las em uma superfície transportadora. O equipamento é do tipo compreendido por uma máquina cortadora para cortar as fatias de pelo menos um pedaço de alimento, e uma unidade de carregamento que inclui pelo menos uma correia transportadora para receber as citadas fatias da citada máquina cortadora e carregá-las em uma superfície transportadora móvel. O equipamento da presente invenção é caracterizado pela citada máquina cortadora estar adaptada para cortar fileiras sucessivas de fatias a partir de uma série de pedaços de alimento dispostos em paralelo, e pela citada unidade de carregamento estar compreendida por um conjunto de correias transportadoras agrupadas dispostas em paralelo, meios de movimentação para alinhar o início de cada uma das citadas correias transportadoras agrupadas com uma saída da citada máquina cortadora para receber fileiras sucessivas de fatias dispostas em um sentido transversal ao sentido de avanço em cada correia transportadora agrupada enquanto a mesma desloca-se para frente de modo sincrônico com a operação da máquina cortadora até formar um conjunto parcial de fatias em cada uma das correias transportadoras agrupadas, e meios de transferência para transferir os citados conjuntos parciais que, juntos, formam um conjunto completo de fatias, das correias transportadoras agrupadas para a citada superfície transportadora móvel.
[0011] Os mencionados meios de transferência da unidade de carregamento podem estar providos pelo movimento das correias transportadoras agrupadas ativadas em conjunto para transferir os respectivos conjuntos parciais diretamente para a superfície transportadora móvel. Em um exemplo de realização preferido, os meios de transferência estão compreendidos por uma correia transportadora de transferência com uma largura equivalente às larguras combinadas das correias transportadoras agrupadas. Esta correia transportadora de transferência está disposta para receber o citado conjunto completo de fatias formado pelos conjuntos parciais provenientes das correias transportadoras agrupadas e para, em seguida, transferi-lo para a superfície transportadora móvel. Em outro exemplo de realização, para atingir um efeito tampão intermediário, os meios de transferência da unidade de carregamento também estão compreendidos por uma correia transportadora intermediária com uma largura equivalente às larguras combinadas das correias transportadoras agrupadas e à largura da correia transportadora de transferência. Esta correia transportadora intermediária está disposta para receber, ao mesmo tempo, os respectivos conjuntos parciais de fatias da extremidade das correias transportadoras agrupadas para o propósito de formar um conjunto completo de fatias na citada correia transportadora intermediária e para, em seguida, transferir o conjunto completo para a citada correia transportadora de transferência. Em um outro exemplo de realização, para atingir um fluxo de transferência mais alto além do mencionado efeito tampão intermediário, os meios de transferência da unidade de carregamento estão compreendidos também por um conjunto de correias transportadoras intermediárias mutuamente dispostas em paralelo para receber respectivos conjuntos parciais de fatias da extremidade das correias transportadoras agrupadas e, portanto, formar um conjunto completo de fatias no citado conjunto de correias transportadoras intermediárias e para, em seguida, transferi-lo para a citada correia transportadora de transferência.
[0012] O termo “correia transportadora” é utilizado em todas as descrições para se referir a um dispositivo transportador que proporciona uma superfície móvel, tanto uma faixa infinita montada sobre rolamentos quanto uma série de fitas, fios ou cordas infinitas paralelas instaladas sobre polias, ou outro dispositivo semelhante.
[0013] Em um exemplo de realização preferido, a superfície transportadora móvel está provida por uma bandeja provida por uma superfície de apoio permeável, como, por exemplo, uma tela ou uma superfície provida por perfurações ou aberturas. Em conformidade, um transportador de bandejas está disposto para mover bandejas sucessivas sob a extremidade da citada correia transportadora de transferência, no mesmo sentido e na mesma velocidade que o sentido de avanço e velocidade da mesma, de modo que cada bandeja recebe um dos conjuntos completos de fatias da correia transportadora de transferência. As bandejas vazias são fornecidas a partir de uma linha de alimentação de bandejas vazias, e um dispositivo de transferência está disposto para transferir bandejas vazias da citada linha de alimentação de bandejas vazias para o citado transportador de bandejas antes das bandejas serem carregadas. Em um exemplo de realização alternativo, a superfície transportadora móvel é uma correia transportadora contínua ou sucessivas seções de correia transportadora, cada uma das quais instalada em um chassi autônomo adaptado para ser transportado por um dispositivo transportador.
[0014] Os mencionados meios de movimentação para alinhar o início de cada uma das correias transportadoras agrupadas com a saída da máquina cortadora estão compreendidos, preferivelmente, por meios para movimentar conjuntamente o conjunto de correias transportadoras agrupadas em um sentido transversal ao sentido de avanço enquanto a máquina cortadora e a superfície transportadora móvel estão em posições estacionárias. Se os meios de transferência estiverem compreendidos pela correia transportadora de transferência, esta última também estará em uma posição estacionária. Se os meios de transferência estiverem compreendidos pela correia transportadora intermediária ou o conjunto de correias transportadoras intermediárias, esta última ou este último se movimentará no sentido transversal ao sentido de avanço juntamente com o conjunto de correias transportadoras agrupadas. Alternativamente, se a máquina cortadora for leve o suficiente, os meios de movimentação podem estar compreendidos por meios para movimentar somente a máquina cortadora, ou uma parte da mesma que inclui uma saída, em um sentido transversal ao sentido de avanço enquanto o conjunto de correias transportadoras agrupadas e a linha da superfície transportadora móvel estão em posições estacionárias. Se os meios de transferência estiverem compreendidos pela correia transportadora de transferência e/ou a correia transportadora intermediária ou o conjunto de correias transportadoras intermediárias, estes últimos também estarão em posições estacionárias.
[0015] De acordo com um segundo aspecto, a presente invenção proporciona um método para cortar fatias de um alimento e carregá-las em uma superfície transportadora do tipo que está compreendido pelas etapas de corte em fatias de pelo menos um pedaço de alimento e da recepção das citadas fatias provenientes da citada máquina cortadora sobre pelo menos uma correia transportadora de uma unidade de carregamento e o carregamento destas sobre uma superfície transportadora móvel. O método da presente invenção está caracterizado pela citada etapa de corte estar compreendida pelo corte de fileiras de fatias de uma série de pedaços de alimento dispostos em paralelo, e por estar compreendido também pelas etapas a seguir. Em primeiro lugar, uma saída da máquina cortadora fica alinhada com uma primeira correia transportadora agrupada de um conjunto de correias transportadoras agrupadas dispostas em paralelo e deposita, da máquina cortadora, sucessivas fileiras de fatias dispostas em um sentido transversal ao sentido de avanço na citada primeira correia transportadora agrupada enquanto a mesma desloca-se para frente de modo sincrônico com a operação da máquina cortadora até formar um primeiro conjunto parcial de fatias na primeira correia transportadora agrupada. Em seguida, a saída da máquina cortadora fica alinhada com o início de uma segunda correia transportadora agrupada do citado conjunto de correias transportadoras agrupadas e um segundo conjunto parcial de fatias é formado de maneira semelhante na citada segunda correia transportadora agrupada. As mesmas operações são realizadas em relação às correias transportadoras agrupadas subsequentes, se houver alguma, do conjunto de correias transportadoras agrupadas para formar conjuntos parciais correspondentes nas mesmas. Os diversos conjuntos parciais dispostos nas correias transportadoras agrupadas formam um conjunto completo de fatias que, de acordo com o método, é, então, transferido das correias transportadoras agrupadas para a citada superfície transportadora móvel.
[0016] A mencionada etapa de transferência de cada conjunto completo de fatias está compreendida pela recepção do conjunto completo de fatias provenientes das correias transportadoras agrupadas em uma correia transportadora de transferência e, em seguida, pela transferência do conjunto completo de fatias da citada correia transportadora de transferência para a superfície transportadora móvel localizada sob a extremidade da citada correia transportadora de transferência e que está sendo movimentada no mesmo sentido e na mesma velocidade que o sentido de avanço e velocidade da correia transportadora de transferência. A etapa de transferência de cada conjunto completo de fatias está compreendida, preferivelmente, pela etapa intermediária de transferência simultânea dos conjuntos parciais de fatias de uma extremidade das correias transportadoras agrupadas para uma correia transportadora intermediária e, em seguida, pela transferência do conjunto completo de fatias consequentemente formado na citada correia transportadora intermediária da extremidade da correia transportadora intermediária para a correia transportadora de transferência. Alternativamente, ao invés de uma única correia transportadora intermediária, um conjunto de correias transportadoras intermediárias dispostas em paralelo pode ser utilizado, cada uma delas alinhada com uma correia transportadora correspondente do conjunto de correias transportadoras agrupadas para receber o conjunto completo de fatias da extremidade das correias transportadoras agrupadas e, em seguida, transferi-lo da extremidade das correias transportadoras intermediárias para a correia transportadora de transferência.
[0017] O método está preferivelmente compreendido pela utilização, como uma superfície transportadora, de sucessivas bandejas providas com uma superfície de apoio permeável e pela movimentação das citadas bandejas sob a extremidade da citada correia transportadora de transferência, no mesmo sentido e na mesma velocidade que o sentido de avanço e velocidade da correia transportadora de transferência, para receber um dos conjuntos completos de fatias da correia transportadora de transferência em cada bandeja. Obviamente, o conjunto completo de fatias está configurado e dimensionado para ocupar, no máximo, a superfície de apoio da bandeja com as fatias dispostas em uma única camada.
[0018] De acordo com um terceiro aspecto, a presente invenção proporciona uma instalação de tratamento para tratar um alimento cortado em fatias, do tipo compreendida por uma unidade de corte e carregamento para cortar fatias de alimento e carregá-las em uma superfície transportadora, um dispositivo transportador para transportar a citada superfície transportadora carregada com fatias ao longo de um percurso que inclui a passagem através de uma ou mais unidades de tratamento, uma unidade de descarregamento para descarregar as fatias tratadas da superfície transportadora, e uma ou mais unidades de empacotamento para empacotar as fatias descarregadas. A instalação está caracterizada pela citada unidade de corte e carregamento incluir um equipamento para cortar fatias de um alimento e carregá-las em uma superfície transportadora móvel de acordo com o primeiro aspecto da presente invenção.
[0019] Em um exemplo de realização, a instalação da presente invenção está preparada para tratar um alimento na forma de um embutido de carne cortado em fatias, e a citada unidade de tratamento, com a quantidade mínima de uma, é uma unidade de secagem e maturação para secar e maturar o citado embutido de carne cortado em fatias. Para um embutido de carne relativamente macio, isto é, com um nível de cura relativamente baixo, a instalação pode incluir somente uma ou mais unidades de tratamento térmico por convecção forçada como unidades de tratamento. Para um embutido de carne com um nível de cura relativamente alto, a instalação pode incluir também um ou mais autoclaves para um tratamento em condições atmosféricas modificadas e/ou em atmosfera modificada.
[0020] A unidade de carregamento está preferivelmente preparada para carregar as fatias do alimento em sucessivas bandejas grandes providas com uma superfície de apoio permeável, e a instalação inclui um dispositivo transportador configurado para transportar as bandejas carregadas com as fatias ao longo de um percurso que inclui a passagem através de uma ou mais unidades de tratamento. Assim que as fatias são descarregadas das bandejas no final da linha de tratamento, as bandejas vazias são direcionadas por um transportador novamente em direção à unidade de carregamento, passando através de uma unidade de lavagem de bandejas.
Breve descrição dos desenhos
[0021] Estas e outras características e vantagens serão melhores compreendidas a partir da descrição detalhada dos diversos exemplos de realização referentes aos desenhos em anexo, nos quais:
[0022] A figura 1 representa uma vista em perspectiva simplificada do equipamento para cortar fatias de um alimento e carregá-las em uma superfície transportadora de acordo com um exemplo de realização do primeiro aspecto da presente invenção;
[0023] A figura 2 representa uma vista lateral simplificada do equipamento da figura 1;
[0024] As figuras 3 a 6 representam vistas superiores esquemáticas de diferentes exemplos de realização alternativos do equipamento da presente invenção;
[0025] As figuras 7 a 16 representam vistas superiores esquemáticas que mostram as etapas sucessivas em um método para cortar fatias de um alimento e carregá-las em uma superfície transportadora de acordo com um exemplo de realização do segundo aspecto da presente invenção que utiliza o equipamento das figuras 1 e 2; e
[0026] A figura 17 representa um layout esquemático de uma instalação de tratamento para um alimento cortado em fatias de acordo com um exemplo de realização do terceiro aspecto da presente invenção.
Descrição detalhada de exemplos de realização típicos
[0027] Referindo-se em primeiro lugar às figuras 1 e 2, o equipamento para cortar fatias de um alimento e carregá-las em uma superfície transportadora está compreendido, de acordo com um exemplo de realização do primeiro aspecto da presente invenção, por uma máquina cortadora 1 adaptada para cortar fileiras de fatias A de uma série de pedaços de alimento dispostos em paralelo e uma unidade de carregamento 2 disposta para receber as citadas fatias A da citada máquina cortadora 1 e carregá-las em uma superfície transportadora móvel provida, no exemplo ilustrado, por uma série de bandejas grandes B que possuem uma superfície de apoio permeável e movida por um tipo de transportador de bandejas de tipo conhecido 10 (descrito esquematicamente por meio de linhas pontilhadas na figura 1). As mencionadas bandejas B estão configuradas para serem transportadas ao longo de um percurso que inclui a passagem através de uma ou mais unidades de tratamento, como, por exemplo, uma ou mais unidades de tratamento por convecção forçada e/ou uma ou mais unidades de tratamento em condições atmosféricas modificadas, nas quais as fatias A de alimento carregadas nas bandejas B são submetidas ao tratamento.
[0028] A mencionada unidade de carregamento 2 está compreendida por um conjunto de três correias transportadoras agrupadas 7a, 7b, 7c dispostas em paralelo, uma das quais possui o seu início adjacente a uma saída 1a da máquina cortadora 1, um conjunto de três correias transportadoras intermediárias 8a, 8b, 8c dispostas em paralelo e na sequência das três correias transportadoras agrupadas 7a, 7b, 7c, e uma correia transportadora de transferência 9 disposta na sequência das três correias transportadoras intermediárias 8a, 8b, 8c. As superfícies transportadoras de todas as correias transportadoras da unidade de carregamento 2 são orientadas para serem movidas no sentido de avanço indicado pela seta D.
[0029] Como está melhor observado na figura 2, as correias transportadoras agrupadas 7a, 7b, 7c possuem uma extremidade pontuda disposta muito próxima a e substancialmente no mesmo nível que o início das correias transportadoras intermediárias 8a, 8b, 8c, e estas últimas também possuem uma extremidade muito pontuda disposta muito próxima a e substancialmente no mesmo nível que o início da mencionada correia transportadora de transferência 9. A correia transportadora de transferência 9 está inclinada e possui uma extremidade pontuda disposta acima de e muito próxima da trajetória descrita pelas bandejas B quando elas são movidas pelo transportador de bandejas 10 no citado sentido de avanço D. Portanto, as correias transportadoras agrupadas 7a, 7b, 7c, as correias transportadoras intermediárias 8a, 8b, 8c e a correia transportadora de transferência 9 são capazes de transferir as fatias A da saída 1a da máquina cortadora 1 para a superfície de apoio das bandejas móveis B, de acordo com um método que será descrito em detalhes abaixo.
[0030] A máquina cortadora 1 está em uma posição estacionária. As três correias transportadoras agrupadas 7a, 7b, 7c estão instaladas no respectivo chassi e são ativadas individualmente por respectivos motores 13a, 13b, 13c para mover as suas respectivas superfícies transportadoras no sentido de avanço D. O mencionado chassi das três correias transportadoras agrupadas 7a, 7b, 7c está montado de maneira deslizante sobre elementos guia 14 apoiados em uma moldura 16 e fixado a uma correia de transmissão 15 ativada por um motor (não mostrado) para mover conjuntamente as três correias transportadoras agrupadas 7a, 7b, 7c ao longo dos citados elementos guia 14 em um sentido transversal ao sentido de avanço D. De maneira semelhante, as três correias transportadoras intermediárias 8a, 8b, 8c estão instaladas em chassi respectivo e ativadas, neste caso, por um único motor 17 para mover em conjunto as suas respectivas superfícies transportadoras no sentido de avanço D. O mencionado chassi das três correias transportadoras intermediárias 8a, 8b, 8c está instalado de maneira deslizante sobre elementos guia 18 apoiados em uma moldura 19 e fixado a uma correia de transmissão 20 ativada por um motor (não mostrado) para mover conjuntamente as três correias transportadoras intermediárias 8a, 8b, 8c ao longo dos citados elementos guia 18 em um sentido transversal ao sentido de avanço D. A correia transportadora de transferência 9 está instalada em uma posição estacionária sobre um suporte 21 e ativada por um motor (não mostrado) para mover a sua superfície transportadora no sentido de avanço D.
[0031] No exemplo ilustrado, a máquina cortadora 1 está adaptada para cortar quatro pedaços de alimento ao mesmo tempo em cada operação de corte, de modo que sucessivas fileiras de quatro fatias A são fornecidas através da saída 1a da máquina cortadora 1 a um fluxo pré-determinado. As fileiras de fatias A estão alinhadas em um sentido transversal ao sentido de avanço D e a largura de cada uma das correias transportadoras agrupadas 7a, 7b, 7c e de cada uma das correias transportadoras intermediárias 8a, 8b, 8c está dimensionada de acordo com o comprimento de uma fileira de quatro fatias. Com o movimento transversal do conjunto de correias transportadoras agrupadas 7a, 7b, 7c, cada uma das correias pode ser sucessivamente alinhada com a saída 1a da máquina cortadora 1. A operação da máquina cortadora 1 será interrompida por períodos curtos de tempo para permitir o movimento transversal do conjunto de correias transportadoras agrupadas 7a, 7b, 7c. Quando uma das correias transportadoras agrupadas 7a, 7b, 7c é alinhada com a saída 1a da máquina cortadora 1, as fileiras de fatias A são depositadas na mesma a medida que são cortadas, e fazendo que com a superfície de apoio da correia transportadora agrupada correspondente mova-se para frente de modo sincrônico com a operação da máquina cortadora 1, um conjunto parcial de fatias A é formado na correia transportadora agrupada. No exemplo ilustrado, o mencionado conjunto parcial de fatias está compreendido por nove fileiras de quatro fatias A.
[0032] Em seguida, o movimento de avanço da superfície transportadora da correia transportadora agrupada é interrompido e o conjunto das três correias transportadoras agrupadas 7a, 7b, 7c é movido transversalmente para alinhar a próxima correia transportadora agrupada com a saída 1a da máquina cortadora 1 para formar outro conjunto parcial de fatias A na mesma. Depois de repetir estas operações para cada uma das três correias transportadoras agrupadas 7a, 7b, 7c, um conjunto completo de fatias A composto pelos três conjuntos parciais dispostos nas três correias transportadoras agrupadas 7a, 7b, 7c é obtido. No exemplo ilustrado, o conjunto completo de fatias A está compreendido por nove fileiras de dozes fatias A e é previsto para ocupar, no máximo, a superfície de apoio da bandeja A com as fatias A dispostas em uma única camada. Movendo-se o conjunto de correias transportadoras agrupadas 7a, 7b, 7c e/ou o conjunto de correias transportadoras intermediárias 8a, 8b, 8c no sentido transversal ao sentido de avanço D, as correias transportadoras agrupadas 7a, 7b, 7c podem ser alinhadas com as correias transportadoras intermediárias 8a, 8b, 8c e, quando elas estão alinhadas, o conjunto completo de fatias A pode ser transferido das correias transportadoras agrupadas 7a, 7b, 7c para as correias transportadoras intermediárias 8a, 8b, 8c. Movendo-se o conjunto de correias transportadoras intermediárias 8a, 8b, 8c no sentido transversal ao sentido de avanço D, as correias transportadoras intermediárias 8a, 8b, 8c podem ser alinhadas com a correia transportadora de transferência 9 e, quando elas estão alinhadas, o conjunto completo de fatias A pode ser transferido das correias transportadoras intermediárias 8a, 8b, 8c para a correia transportadora de transferência 9.
[0033] O transportador de bandejas 10 está disposto para mover as sucessivas bandejas B sob a extremidade da correia transportadora de transferência 9 no sentido de avanço D e na mesma velocidade que a velocidade do movimento de avanço da superfície transportadora da correia transportadora de transferência 9, de modo que os sucessivos conjuntos completos de fatias A são transferidos da correia transportadora de transferência 9 para as sucessivas bandejas móveis B. As mencionadas molduras 16, 19 que suportam os conjuntos de correias transportadoras agrupadas 7a, 7b, 7c e de correias transportadoras intermediárias 8a, 8b, 8c possuem ranhuras laterais opostas que proporcionam uma passagem para uma linha de alimentação de bandejas vazias 12 (descrita esquematicamente pelas linhas pontilhadas na figura 1) por meio das quais sucessivas bandejas vazias B são introduzidas na unidade de carregamento 2 em um sentido T transversal ao sentido de avanço D e posicionadas em alinhamento com o transportador de bandejas 10 em um nível mais baixo do que o mesmo. Um tipo conhecido de dispositivo de transferência 11 (descrito esquematicamente pelas linhas pontilhadas na figura 2) está disposto para transferir as bandejas vazias B da citada linha de alimentação de bandejas vazias 12 para o transportador de bandejas 10.
[0034] Será compreendido, por exemplo, que a máquina cortadora 1 poderia, alternativamente, estar configurada para cortar fileiras de fatias A compostas por uma série de fatias com uma quantidade diferente de quatro e/ou que os conjuntos parciais ou o conjunto completo poderia apresentar uma série de fileiras com uma quantidade diferente de nove. Além disso, os conjuntos de correias transportadoras agrupadas e de correias transportadoras intermediárias poderiam, cada um deles, apresentar apenas uma ou mais do que três correias transportadoras. Outra variante alternativa possível seria que as diversas correias transportadoras intermediárias 8a, 8b, 8c fossem ativadas individualmente ao invés de serem ativadas em conjunto, de modo que os conjuntos parciais de fatias pudessem ser transferidos individualmente das correias transportadoras agrupadas 7a, 7b, 7c para as correias transportadoras intermediárias 8a, 8b, 8c a medida que fossem sendo formados ao invés de transferir o conjunto completo de fatias. Também será compreendido que a superfície transportadora móvel sobre a qual os conjuntos completos de fatias A são depositados poderia, alternativamente, ser provida por uma superfície de apoio móvel de uma correia transportadora ou outro transportador equivalente disposto sob a extremidade da correia transportadora de transferência 9 ao invés das bandejas B movidas pelo transportador de bandejas 10. O conjunto de correias transportadoras agrupadas 7a, 7b, 7c, o conjunto de correias transportadoras intermediárias 8a, 8b, 8c e a correia transportadora de transferência 9 poderiam também, de maneira alternativa, ficar em posições estacionárias e o equipamento poderia incluir meios para movimentar a máquina cortadora 1 em um sentido transversal ao sentido de avanço para alinhar, sucessivamente, a saída 1a da máquina cortadora 1 com o início das correias transportadoras agrupadas 7a, 7b, 7c.
[0035] Como está esquematicamente mostrado nas figuras 3 a 6, o equipamento da presente invenção é suscetível a diversos exemplos de realização alternativos diferentes daquele mostrado e descrito em relação às figuras 1 e 2.
[0036] No exemplo de realização alternativo da figura 3, o equipamento está compreendido somente pela máquina cortadora 1 e o conjunto de correias transportadoras agrupadas 7a, 7b, 7c, de modo que o conjunto completo de fatias A formado pelos conjuntos parciais é transferido diretamente das correias transportadoras agrupadas 7a, 7b, 7c para a superfície transportadora móvel que, neste exemplo, está provida pela superfície de apoio móvel de uma correia transportadora de saída 22 ou outro transportadora equivalente. Neste caso, a operação da máquina cortadora 1 será interrompida por períodos de tempo suficientes para permitir os movimentos transversais do conjunto de correias transportadoras agrupadas 7a, 7b, 7c e a transferência do conjunto completo de fatias para a citada superfície de apoio móvel da correia transportadora de saída 22.
[0037] No exemplo de realização alternativo da figura 4, o equipamento está compreendido somente pela máquina cortadora 1, o conjunto de correias transportadoras agrupadas 7a, 7b, 7c, e a correia transportadora de transferência 9, de modo que o conjunto completo de fatias A formado pelos conjuntos parciais é transferido, em primeiro lugar, das correias transportadoras agrupadas 7a, 7b, 7c para a correia transportadora de transferência 9 e, depois, da correia transportadora de transferência 9 para a superfície transportadora móvel que, neste exemplo, está provida pela superfície de apoio de uma bandeja B movida por um transportador de bandejas.
[0038] A composição do equipamento no exemplo de realização alternativo da figura 5 é semelhante aquela descrita acima em relação às figuras 1 e 2 com a exceção de que, aqui, ao invés do conjunto de correias transportadoras intermediárias 8a, 8b, 8c, há uma única correia transportadora intermediária 8 com uma largura equivalente às larguras combinadas das correias transportadoras agrupadas 7a, 7b, 7c e à largura da correia transportadora de transferência 9. A correia transportadora intermediária 8 desempenha uma função de armazenamento temporário do conjunto completo de fatias que permite absorver e regular possíveis discrepâncias na sincronização dos movimentos dos diferentes dispositivos.
[0039] A composição do equipamento no exemplo de realização alternativo da figura 6 é semelhante aquela descrita acima em relação às figuras 1 e 2 com a exceção de que, aqui, ao invés de uma única correia transportadora de transferência 9, há um conjunto de correias transportadoras de transferência 9a, 9b, 9c com uma largura equivalente à largura do conjunto de correias transportadoras intermediárias 8a, 8b, 8c. As diversas correias transportadoras intermediárias 8a, 8b, 8c e as diversas correias transportadoras de transferência 9a, 9b, 9c podem ser ativadas em conjunto ou individualmente para transferir o conjunto completo de fatias ou os conjuntos parciais de algumas correias para outras correias. Não obstante, as diversas correias transportadoras de transferência 9a, 9b, 9c serão ativadas em conjunto para a transferência do conjunto completo de fatias das correias transportadoras de transferência 9a, 9b, 9c para a bandeja B. Alternativamente, nos equipamentos mostrados nas figuras 4 e 5, a única correia transportadora de transferência 9 também pode ser substituída por um conjunto de correias transportadoras de transferência 9a, 9b, 9c como aquela mostrada na figura 6.
[0040] Será compreendido que, no equipamento mostrado na figura 3, a superfície transportadora móvel da correia transportadora de saída 22 poderia, alternativamente, ser substituída por sucessivas bandejas movimentadas por um transportador de bandejas. Será compreendido também que, nos equipamentos das figuras 4, 5 e 6, as sucessivas bandejas B movimentadas por um transportador de bandejas poderia, alternativamente, ser substituído por uma superfície transportadora móvel de uma correia transportadora de saída.
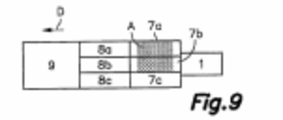
[0041] Agora em relação às figuras 7 a 16, está descrito um método para cortar fatias de um alimento e carregá-las em uma superfície transportadora que utiliza um equipamento descrito acima em relação às figuras 1 e 2. Quando o equipamento é inicialmente ativado (figura 7), o conjunto de correias transportadoras agrupadas 7a, 7b, 7c e o conjunto de correias transportadoras intermediárias 8a, 8b, 8c são movimentados transversalmente para alinhar uma primeira correia transportadora agrupada7a com a saída da máquina cortadora 1 e a máquina cortadora 1 inicia as operações de corte para depositar fileiras de fatias A na superfície transportadora da primeira correia transportadora agrupada 7a enquanto a última move-se no sentido de avanço D até formar um primeiro conjunto parcial de fatias A na primeira correia transportadora agrupada 7a (figura 8). Em seguida, o conjunto de correias transportadoras agrupadas 7a, 7b, 7c e o conjunto de correias transportadoras intermediárias 8a, 8b, 8c são movimentados transversalmente para alinhar uma segunda correia transportadora agrupada 7b com a saída da máquina cortadora 1 e as operações para formar um segundo conjunto parcial de fatias A na segunda correia transportadora agrupada 7b (figura 9) são repetidas. Em seguida, operações semelhantes necessárias para alinhar uma terceira correia transportadora agrupada 7c com a saída da máquina cortadora 1 e para formar um terceiro conjunto parcial de fatias A na terceira correia transportadora agrupada 7c (figura 10) são realizadas.
[0042] Agora, o primeiro, o segundo e o terceiro conjuntos parciais dispostos na primeira, na segunda e na terceira correias transportadoras agrupadas 7a, 7b, 7c juntamente formam um primeiro conjunto completo, que é transferido para as correias transportadoras intermediárias correspondentes 8a, 8b, 8c e, imediatamente, sem a movimentação transversal do conjunto de correias transportadoras agrupadas 7a, 7b, 7c e do conjunto de correias transportadoras intermediárias 8a, 8b, 8c, são realizadas as operações para formar um novo primeiro conjunto parcial na terceira correia transportadora agrupada 7c (figura 11). Em seguida, o conjunto de correias transportadoras agrupadas 7a, 7b, 7c e o conjunto de correias transportadoras intermediárias 8a, 8b, 8c são movimentados transversalmente para alinhar a segunda correia transportadora agrupada 7b com a saída da máquina cortadora 1 e as operações necessárias para formar um novo segundo conjunto parcial de fatias A na segunda correia transportadora agrupada 7c são realizadas enquanto o primeiro conjunto completo de fatias A é transferido das correias transportadoras intermediárias 8a, 8b, 8c para a correia transportadora de transferência 9 (figura 12). Em seguida, operações semelhantes para alinhar a primeira correia transportadora agrupada 7a com a saída da máquina cortadora 1 e para formar um novo terceiro conjunto parcial de fatias A na primeira correia transportadora agrupada 7a são realizadas enquanto o primeiro conjunto completo de fatias A é transferido da correia transportadora de transferência 9 para uma primeira bandeja móvel B (figura 13).
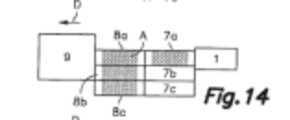
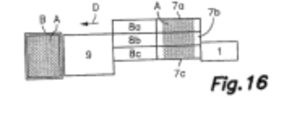
[0043] Agora, o novo terceiro, segundo e primeiro conjuntos parciais dispostos na primeira, segunda e terceira correias transportadoras agrupadas 7a, 7b, 7c juntamente formam um segundo conjunto completo, que é transferido para as correias transportadoras correspondentes 8a, 8b, 8c e, imediatamente, sem a movimentação transversal do conjunto de correias transportadoras agrupadas 7a, 7b, 7c e do conjunto de correias transportadoras intermediárias 8a, 8b, 8c, as operações necessárias para formar um novo primeiro conjunto parcial na primeira correia transportadora agrupada 7a (figura 14) são realizadas. Em seguida, o conjunto de correias transportadoras agrupadas 7a, 7b, 7c e o conjunto de correias transportadoras intermediárias 8a, 8b, 8c são movimentados transversalmente para alinhar a segunda correia transportadora agrupada 7b com a saída da máquina cortadora 1 e as operações necessárias para formar um novo segundo conjunto parcial de fatias A na segunda correia transportadora agrupada 7c são realizadas enquanto o segundo conjunto completo de fatias A é transferido das correias transportadoras intermediárias 8a, 8b, 8c para a correia transportadora de transferência 9 (figura 15). Em seguida, operações semelhantes para alinhar a terceira correia transportadora agrupada 7c com a saída da máquina cortadora 1 e para formar um novo terceiro conjunto parcial de fatias A na terceira correia transportadora agrupada 7c são realizadas enquanto o segundo conjunto completo de fatias A é transferido da correia transportadora de transferência 9 para uma segunda bandeja móvel B (figura 16).
[0044] Agora, há um terceiro conjunto completo de fatias A nas correias transportadoras agrupadas 7a, 7b, 7c e, a partir da posição mostrada na figura 16, a sequência segue novamente para a posição mostrada na figura 11. Daqui, as etapas descritas em relação às figuras 11 a 16 são ciclicamente repetidas para cortar fatias do alimento e carregá-las em sucessivas bandejas utilizando o equipamento descrito acima em relação às figuras 1 e 2. Variantes para a aplicação do método da invenção ocorrerão a um especialista na área que utiliza um equipamento de acordo com o exemplo de realização e qualquer uma das suas variantes descritas em relação ao equipamento das figuras 1 e 2, ou um equipamento de acordo com qualquer um dos exemplos de realização e variantes descritos em relação às figuras 3 a 6 sem se desviar do escopo da presente invenção.
[0045] Em relação à figura 17, uma instalação de tratamento para um alimento cortado em fatias é descrita de acordo com um exemplo de realização do terceiro aspecto da presente invenção. A instalação da figura 17 é contemplada, por exemplo, para o tratamento de um embutido de carne que, quando está ainda cru e não curado, é resfriado a uma temperatura suficientemente baixa para facilitar o seu corte em fatias. A instalação está compreendida pela máquina cortadora 1 para cortar o embutido de carne resfriado e uma unidade de carregamento 2 disposta para receber as fatias cortadas da citada máquina cortadora 1 e carregá-las em uma série de bandejas grandes B providas com uma superfície de apoio permeável e movimentadas por um transportador de bandejas 10. A máquina cortadora 1, a unidade de carregamento 2 e a disposição do transportador de bandejas 10 são como aqueles do equipamento descrito acima em relação às figuras 1 e 2, embora eles possam, alternativamente, estar de acordo com qualquer um dos exemplos de realização e variantes do equipamento do primeiro aspecto da presente invenção descrita acima. O transportador de bandejas 10 forma parte de um sistema de transportadores dispostos para transportar sucessivas bandejas carregadas B com fatias ao longo de um percurso que inclui a passagem através de uma ou mais unidades de tratamento 4 nas quais as fatias são tratadas.
[0046] No exemplo ilustrado, a instalação inclui duas linhas de secagem e maturação, cada uma das quais inclui duas unidades de tratamento consecutivas 4 e um dispositivo de armazenamento intermediário 23. Entre o transportador de bandejas 10 e o início das duas linhas de secagem e maturação, está disposto um distribuidor de entrada 24 para distribuir as bandejas carregadas B com fatias de alimento provenientes da unidade de carregamento 2 em direção às unidades de tratamento 4 das duas linhas de secagem e maturação. No final das duas linhas de secagem e maturação, está disposto um distribuidor de saída 25 para distribuir as bandejas carregadas B provenientes das unidades de tratamento 4 de cada uma das linhas de secagem e maturação em direção a uma unidade de descarregamento 5 configurada para descarregar as fatias tratadas das bandejas B. As fatias descarregadas são entregues a um dispositivo de acumulação e resfriamento 26 enquanto as bandejas vazias B são entregues a um transportador de bandejas vazias 27, que é um transportador de retorno em conexão com o transportador de bandejas vazias 12 que fornece bandejas vazias B para a unidade de carregamento 2. O percurso deste transportador de retorno inclui uma passagem através de uma unidade de lavagem de bandejas 28 na qual as bandejas vazias B são lavadas antes de serem reutilizadas.
[0047] As fatias tratadas de alimento são levadas por meios transportadores do citado dispositivo de acumulação e resfriamento 26 para uma unidade de empacotamento 29 que inclui, por exemplo, uma termoformadora ou um dispositivo de empacotamento a vácuo, no qual as fatias são empacotadas. A unidade de descarregamento 5 pode estar compreendida por um ou mais braços robóticos configurados para manusear garras baseados, por exemplo, em ventosas. A unidade de descarregamento 5 pode, alternativamente, estar compreendida por um manuseador para manusear uma garra na qual está disposta uma série de ventosas que coincide com o conjunto completo de fatias dispostas na superfície de apoio de cada bandeja B.
[0048] A instalação do exemplo de realização mostrado na figura 17 é adequada para preparar um embutido de carne relativamente macio, isto é, com um baixo nível de cura, tal como um salame ou semelhante, cortado em fatias. Para este propósito, as duas unidades de tratamento 4 de cada linha de secagem e maturação são de um tipo conhecido de unidade de tratamento por convecção forçada. Cada uma das citadas unidades de tratamento por convecção forçada define uma câmara de tratamento na qual ar condicionado ou outro gás é circulado e está equipada com meios transportadores internos configurados para movimentar as bandejas carregadas B com fatias ao longo de um percurso designado de maneira que seja tão longo quanto possível dentro da câmara de tratamento para o propósito de submeter as fatias à ação da convecção forçada durante um tempo suficiente para o nível de cura desejado. Dependendo do tempo de cura necessário para cada tipo de embutido de carne, cada linha de secagem e maturação pode incluir uma, duas ou mais unidades de tratamento por convecção forçada consecutivas. Quando os embutidos de carne a serem tratados exigem um nível de cura alto, as linhas de secagem e maturação podem, adicionalmente, incluir tipos conhecidos de unidades de tratamento em condições atmosféricas modificadas. A máquina cortadora 1 e a unidade de carregamento 2 são capazes de fornecer bandejas carregadas B com fatias de alimento a um fluxo suficiente para alimentar as duas linhas de secagem e maturação. Em alguns casos, por exemplo quando o alimento exige um nível de cura muito alto, a máquina cortadora 1 e a unidade de carregamento 2 são capazes de alimentar três ou mais linhas de secagem e maturação. Não obstante, a instalação pode incluir somente uma linha de secagem e maturação, se desejado.
[0049] Os dispositivos de armazenamento intermediários 23 servem para regular o trânsito de bandejas carregadas B entre as respectivas unidades de tratamento 4 e o distribuidor de saída 25. Portanto, por exemplo, se o fluxo de bandejas B através de uma das unidades de tratamento 4 fosse momentaneamente interrompido, o restante da linha descendente continuaria a operar regularmente com as bandejas B previamente acumuladas no dispositivo de armazenamento intermediário correspondente 23, que seriam fornecidas para o distribuidor de saída 25. De maneira semelhante, se o fluxo de bandejas B descendente de uma das unidades de tratamento 4 fosse momentaneamente interrompido, o fluxo através da unidade de tratamento 4 continuaria a operar regularmente e as bandejas B provenientes da unidade de tratamento 4 seriam temporariamente acumuladas no dispositivo de armazenamento intermediário correspondente 23.
[0050] Um especialista na área poderia introduzir mudanças e alterações nos exemplos de realização apresentados e descritos sem se desviar do escopo da presente invenção como está definido nas reivindicações em anexo.