WO2025041219A1 - 転写フィルムおよび当該転写フィルムを使用した成型体、並びにこれらに使用する紫外線硬化型樹脂組成物 - Google Patents
転写フィルムおよび当該転写フィルムを使用した成型体、並びにこれらに使用する紫外線硬化型樹脂組成物 Download PDFInfo
- Publication number
- WO2025041219A1 WO2025041219A1 PCT/JP2023/029963 JP2023029963W WO2025041219A1 WO 2025041219 A1 WO2025041219 A1 WO 2025041219A1 JP 2023029963 W JP2023029963 W JP 2023029963W WO 2025041219 A1 WO2025041219 A1 WO 2025041219A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- hard coat
- ultraviolet
- transfer film
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
- B41M5/44—Intermediate, backcoat, or covering layers characterised by the macromolecular compounds
Definitions
- the present invention relates to a transfer film that does not require post-processing such as topcoating with a hard coat paint or UV irradiation after transfer processing, a molded body using the transfer film, and a UV-curable resin composition used therein.
- a commonly used method has been to use a transfer film on which a release layer, a functional layer (protective layer, colored layer, printed layer, hard coat layer, anti-reflective layer, metal thin film layer, etc.), and an adhesive layer are successively formed on a substrate, and the functional layer and adhesive layer (hereinafter, these layers are collectively referred to as the transfer layer) formed on the release layer of the transfer film are transferred from the release layer of the transfer film to the surface of a resin molded product, forming a transfer layer on the surface of the resin molded product, thereby obtaining a molded product that has various surface properties such as metallic luster, design, hard coat properties, abrasion resistance, weather resistance, etc.
- These molded products are used in a variety of products such as home appliances, automobile parts, miscellaneous goods, paper containers, and labels.
- a conventional transfer film with a hard coat layer formed by completely curing an ultraviolet-curable resin composition can be used to obtain a molded product with surface properties.
- Conventional transfer films such as the transfer film described in Patent Document 1, can be used without any problems in practice when transferring to a resin molded product with a flat surface or a resin molded product with small surface irregularities (when the elongation of the transfer film is less than 5%).
- the transfer film is used to transfer to a resin molded product with large surface irregularities to obtain a molded product with a three-dimensional effect (when the elongation rate of the transfer film is 5% or more and less than 30%)
- the transfer film used is required to have high elongation, and if the elongation of the transfer film is insufficient, depending on the transfer processing conditions, cracks may occur in the hard coat layer.
- a transfer film that does not have a hard coat layer formed to impart design is first used to transfer a decorative layer such as a colored layer, a printed layer, or a metal thin film layer onto the surface of a resin molded product, and then a hard coat paint is applied on top of the transfer layer to obtain the desired surface performance.
- a decorative layer such as a colored layer, a printed layer, or a metal thin film layer
- a hard coat paint is applied on top of the transfer layer to obtain the desired surface performance.
- VOCs volatile organic compounds
- a method may be adopted in which the ultraviolet-curable resin composition used for the hard coat layer is not completely cured during the production of the transfer film, and an ultraviolet irradiation process is further performed after the transfer process to completely cure the ultraviolet-curable resin composition.
- the transfer film could not be produced stably because it was necessary to further perform ultraviolet irradiation processing after the transfer processing and it was necessary to control the amount of ultraviolet irradiation during the production of the transfer film.
- the present invention aims to solve all of the above problems and provide a transfer film that does not require post-processing (topcoating of hard coat paint, UV irradiation) after transfer processing, does not cause cracks in the hard coat layer, and does not cause defects in appearance or deterioration of surface performance, as well as a molded product obtained using the same, and a UV-curable resin composition that constitutes the hard coat layer formed on these.
- the present inventors have found that by using a transfer film having a hard coat layer formed by completely curing an ultraviolet-curable resin composition having specific characteristics, post-processing (topcoating of hard coat paint, ultraviolet irradiation) is not required after transfer processing, and cracks are not generated in the hard coat layer, making it possible to obtain a molded product that is free from defects in appearance and defects that reduce surface performance, and have completed the present invention.
- the transfer film of the present invention even when transferring to a resin molded product with large surface irregularities, post-processing (topcoating of hard coat paint, UV irradiation) is not required after transfer processing, cracks are not generated in the hard coat layer, and the molded product of the present invention without defects in appearance or defects that reduce surface performance can be obtained. Furthermore, even when transferring to a resin molded product with particularly large surface irregularities, by adjusting the transfer processing conditions, the molded product of the present invention without post-processing (topcoating of hard coat paint, UV irradiation) after transfer processing and without cracks in the hard coat layer can be obtained.
- the transfer film of the present invention is a transfer film in which at least a release layer, a hard coat layer, a primer layer, and an adhesive layer are formed in this order on a substrate, the hard coat layer having a thickness of 3 ⁇ m or more, and the hard coat layer is a layer of a fully cured ultraviolet-curable resin composition containing at least a urethane (meth)acrylate oligomer having a weight-average molecular weight (Mw) of 1,000 or more and a functionality of 3 or less, and a photopolymerization initiator.
- Mw weight-average molecular weight
- the present invention is also characterized in that in the transfer film having the above characteristics, at least one of a colored layer, a printed layer, a metal base layer, and a metal thin film layer is formed between the primer layer and the adhesive layer.
- the present invention is characterized in that in the transfer film having the above characteristics, the interlayer peel strength between the release layer and the hard coat layer is 0.001 N/mm or more and 0.008 N/mm or less.
- the molded product of the present invention is a molded product in which an adhesive layer, a primer layer, and a hard coat layer are formed in that order on a resin molded product, and is characterized in that the thickness of the hard coat layer is 3 ⁇ m or more, and that the hard coat layer is a layer of a completely cured ultraviolet-curable resin composition containing at least a urethane (meth)acrylate oligomer having a weight-average molecular weight (Mw) of 1,000 or more and a functionality of 3 or less, and a photopolymerization initiator.
- Mw weight-average molecular weight
- the present invention is characterized in that in the molded body having the above characteristics, at least one layer selected from the group consisting of a colored layer, a printed layer, a metal base layer, and a metal thin film layer is formed between the primer layer and the adhesive layer.
- the ultraviolet-curable resin composition of the present invention is an ultraviolet-curable resin composition for forming a hard coat layer formed on a transfer film or a molded body, having the above-mentioned characteristics, and is characterized in that the ultraviolet-curable resin composition contains at least a urethane (meth)acrylate oligomer having a weight-average molecular weight (Mw) of 1,000 or more and a functionality of 3 or less, and a photopolymerization initiator.
- Mw weight-average molecular weight
- the transfer film of the present invention in which a hard coat layer formed by completely curing an ultraviolet-curable resin composition having the above-mentioned specific characteristics is formed on a release layer, even when transferring to a resin molded product with large surface irregularities, post-processing (topcoating of hard coat paint, ultraviolet irradiation) is not required after transfer processing, and cracks do not occur in the hard coat layer, so that a molded product of the present invention can be reliably obtained that does not suffer from defects in appearance or defects that reduce surface performance.
- the molded body of the present invention has the above-mentioned specific characteristics, not only does it have strong adhesion between the resin molded product and the transfer layer, but it also has strong adhesion between each layer of the transfer layer, including the hard coat layer, and thus has excellent abrasion resistance in addition to hard coat properties. Furthermore, even when the transfer film of the present invention is used to transfer onto a resin molded product having particularly large surface irregularities, by adjusting the transfer processing conditions, it is possible to obtain a molded product of the present invention that does not require post-processing (topcoating of hard coat paint, ultraviolet irradiation processing) after the transfer processing and that does not develop cracks in the hard coat layer. In order to form a hard coat layer made of an ultraviolet-curable resin composition having specific characteristics formed on the transfer film or molded article of the present invention, it is optimal to use the ultraviolet-curable resin composition of the present invention.
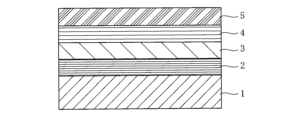
- FIG. 1 shows an example of the layer structure of a transfer film according to one embodiment of the present invention, in which a release layer 2, a hard coat layer 3, a primer layer 4, and an adhesive layer 5 are successively formed on a substrate 1.
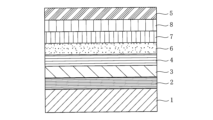
- This is a diagram showing an example of the layer structure of the transfer film of the present invention, which has a layer structure in which, in addition to the layers shown in Figure 1, a colored layer 6, a metal base layer 7, and a metal thin film layer 8 are added between the primer layer 4 and the adhesive layer 5.
- FIG. 2 is a diagram showing an example of the layer structure of a molded body of the present invention obtained using the transfer film of FIG.
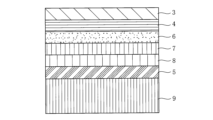
- FIG. 3 is a diagram showing an example of the layer structure of a molded body of the present invention obtained using the transfer film of FIG. 2, in which an adhesive layer 5, a metal thin film layer 8, a metal undercoat layer 7, a colored layer 6, a primer layer 4, and a hard coat layer 3 are formed in this order on the surface of a resin molded article 9 by transfer.
- the transfer film of the present invention capable of solving the above-mentioned problems includes the following configurations, but may have configurations other than those below.
- the substrate 1 used in the transfer film of the present invention can be any substrate that can form a release layer, etc. that constitutes the transfer film of the present invention when the transfer film of the present invention is used for transfer processing, and can be selected appropriately from paper, plastic film, etc., but it is preferable to use a plastic film because it is less likely to curl and less likely to develop creases during processing such as forming a release layer, etc. on the substrate 1.
- the plastic film used for the substrate 1 is not particularly limited as long as it is a plastic film generally used for transfer films, and various conventionally known plastic films such as polyethylene terephthalate film, polycarbonate film, polyethylene film, polypropylene film, and polyamide film can be used.
- the above plastic film may be unstretched, uniaxially stretched, or biaxially stretched, and may contain various additives such as antistatic agents, colorants, and heat stabilizers.
- the type of plastic film may be appropriately selected depending on the desired application and purpose.
- the surface of the substrate 1 (the surface on which the release layer is formed) may be subjected to various processes such as hairline processing, matte processing, embossing, etc.
- the thickness of the substrate 1 used in the transfer film of the present invention is not particularly limited, but is preferably 12 ⁇ m or more and 250 ⁇ m or less. In addition, when transferring to a resin molded product having particularly large surface irregularities, it is particularly preferable that the thickness of the substrate 1 be 25 ⁇ m or more and 50 ⁇ m or less. If the thickness of the substrate 1 is less than 12 ⁇ m, not only curling but also folding and wrinkling may occur when forming a release layer or the like on the substrate 1 or during the production of the transfer film of the present invention, which is not preferable.
- the substrate 1 becomes so-called stiff, and when performing transfer processing using the transfer film of the present invention, it may be difficult to closely contact the surface of a mold for producing a resin molded product, or it may be difficult to follow the surface unevenness of a resin molded product with particularly large surface unevenness, which is not preferable.
- the release layer 2 in the present invention is a layer formed on the substrate 1 for the purpose of facilitating peeling of the transfer layer from the release layer 2 of the transfer film of the present invention when the transfer film of the present invention is used for transfer processing. Furthermore, the release layer 2 is not transferred or formed on the surface of the resin molded product during transfer processing, but is removed from the resin molded product together with the substrate 1.
- the release layer 2 is a layer made of a resin.
- the resin used for the release layer 2 is not particularly limited as long as it can achieve the above-mentioned purpose, and conventionally known resins such as polyethylene resins, polypropylene resins, polystyrene resins, vinyl chloride resins, polyester resins, acrylic resins, urethane resins, melamine resins, and epoxy resins can be used. Any one of these resins or a mixture of two or more of them may be used, and the resin may be appropriately selected depending on the purpose.
- the hard coat layer 3 described below is a layer obtained by completely curing an ultraviolet-curable resin composition and is also a layer that has extensibility.
- this layer is more susceptible to foil burrs and foil scattering (a phenomenon in which part of the transfer layer peels off and falls off from the release layer during the production of the transfer film). Therefore, in order to prevent the occurrence of foil burrs or foil scattering, it is necessary to increase the interlayer peel strength between the release layer 2 and the hard coat layer 3. However, if the peel strength is too high, foil chipping (a phenomenon in which part or all of the transfer layer in the transfer portion does not peel off from the release layer during transfer processing, and part or all of the transfer layer is chipped) is more likely to occur.
- the interlayer peel strength between the release layer 2 and the hard coat layer 3 of the transfer film of the present invention is preferable to adjust the interlayer peel strength between the release layer 2 and the hard coat layer 3 of the transfer film of the present invention to a range of 0.001 N/mm or more and 0.008 N/mm or less, and in order to further suppress the occurrence of foil scattering, foil burrs, and foil chipping, it is more preferable to adjust it to a range of 0.001 N/mm or more and 0.005 N/mm or less.
- the interlayer peel strength can be adjusted by any method known in the art, if necessary.
- the thickness of the release layer 2 may be appropriately selected within a range that allows the above-mentioned object to be achieved, and is preferably in the range of 0.5 ⁇ m to 5 ⁇ m.
- the method for forming the release layer 2 may be a conventionally known coating method such as gravure coating, reverse coating, die coating, reverse gravure coating, or bar coating, and may be appropriately selected depending on the purpose.
- the hard coat layer 3 in the present invention is a layer formed by completely curing the ultraviolet-curable resin composition of the present invention, which contains at least a urethane (meth)acrylate oligomer having a weight-average molecular weight (Mw) of 1,000 or more and a functionality of 3 or less, and a photopolymerization initiator.
- Mw weight-average molecular weight
- (meth)acrylate refers to acrylate and/or methacrylate
- (meth)acryloyl group refers to acryloyl group and/or methacryloyl group
- (meth)acryloyloxy group refers to acryloyloxy group and/or methacryloyloxy group.
- Solid content refers to the ultraviolet-curable resin composition excluding volatile components such as solvent, and indicates the components that constitute the hard coat layer when completely cured.
- the ultraviolet-curable resin composition of the present invention is a layer made of a cured product obtained by crosslinking and curing a resin composition containing an ultraviolet-curable acrylate and/or methacrylate (hereinafter referred to as (meth)acrylate), and such a (meth)acrylate contains a urethane (meth)acrylate oligomer (a1) having a weight-average molecular weight (Mw) of 1,000 or more and a functionality of 3 or less.
- Component (a1) is a compound having a urethane bond (-NHCOO-) in the molecule and three or less (meth)acryloyl groups as functional groups in the molecule.
- This compound is, for example, a urethane reaction product of a polyisocyanate, a hydroxyl group-containing (meth)acrylate, and an optionally used polyol.
- an isocyanate group-containing urethane prepolymer may be synthesized from the polyisocyanate and the polyol, and a hydroxyl group-containing (meth)acrylate may be added thereto.
- an isocyanate group-containing (meth)acrylate for example, 2-(meth)acryloyloxyethyl isocyanate, may be used.
- polyisocyanate examples include aliphatic or alicyclic polyisocyanates, and specific examples thereof include aliphatic diisocyanates such as hexamethylene diisocyanate and pentamethylene diisocyanate; alicyclic polyisocyanates such as isophorone diisocyanate, norbornane diisocyanate, hydrogenated diphenylmethane diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated xylylene diisocyanate, 1,3-bis(isocyanatomethyl)-cyclohexane and dicyclohexylmethane-4,4'-diisocyanate; biuret, isocyanurate or allophanate forms of these compounds; and compounds in which a portion of the isocyanate groups of these compounds are
- hydroxy group-containing (meth)acrylates include hydroxyalkyl group-containing monofunctional (meth)acrylates such as 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, and 1,4-cyclohexanedimethanol mono(meth)acrylate; hydroxy group-containing polyfunctional (meth)acrylates such as glycerin di(meth)acrylate, trimethylolpropane di(meth)acrylate, pentaerythritol tri(meth)acrylate, and dipentaerythritol penta(meth)acrylate; and alkylene oxide- or caprolactone-modified versions of these.
- monofunctional (meth)acrylates such as 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, and 1,4-cyclohexanedimethanol mono(meth)acryl
- polyols examples include aliphatic or alicyclic polyols such as 1,4-butanediol, 1,6-hexanediol, ethylene glycol, diethylene glycol, triethylene glycol, propylene glycol, trimethylolpropane, ditrimethylolpropane, pentaerythritol, dipentaerythritol, glycerin, and hydrogenated bisphenol A.
- the weight average molecular weight of component (a1) measured by GPC method is preferably 1,000 or more, more preferably 1,200 or more and 20,000 or less, even more preferably 1,500 or more and 15,000 or less, even more preferably 1,700 or more and 10,000 or less, and particularly preferably 1,700 or more and 4,500 or less. If the weight average molecular weight of component (a1) is within the above numerical range, the hard coat layer 3 can easily have the desired elongation, hard coat property, and abrasion resistance.
- the weight average molecular weight of component (a1) exceeds the above range, the hard coat property and abrasion resistance of the hard coat layer 3 may decrease, which is not preferable, and if it is below the above range, the elongation of the hard coat layer 3 may decrease, which is not preferable.
- the measurement conditions for the GPC method are described below. ⁇ Apparatus: Tosoh HLC-8120GPC Column: Tosoh Super H2000+H4000 (Inner diameter 6mm, length 15cm) Developing solvent: tetrahydrofuran (THF) Column thermostat temperature: 40°C ⁇ Flow rate: 0.5ml/min Control: Monodisperse polystyrene Detector: Refractive index detector
- the number of functional groups of the (meth)acryloyl group of component (a1) is 3 or less. If the number of functional groups exceeds 3, the hard coat properties of the resulting hard coat layer 3 are improved, but there is a risk that the desired elongation may not be obtained, which is not preferred. Also, if the number of functional groups of component (a1) is less than 2, there is a risk that the desired hard coat properties of the resulting hard coat layer 3 may not be obtained, which is not preferred. To ensure that the hard coat layer 3 has both the desired hard coat properties and elongation, it is preferable that component (a1) is trifunctional.
- the content of component (a1) is preferably 50% by weight or more and 95% by weight or less, more preferably 55% by weight or more and 90% by weight or less, and even more preferably 57% by weight or more and 85% by weight or less, based on the solid content of the ultraviolet-curable resin composition. If the content of component (a1) is within the above numerical range, the hard coat layer 3 can be easily provided with the desired elongation, hard coat properties, and abrasion resistance.
- the ultraviolet-curable (meth)acrylate contained in the ultraviolet-curable resin composition may contain a polyfunctional (meth)acrylate monomer (a2) other than the component (a1).
- a polyfunctional (meth)acrylate monomer refers to a compound having two or more (meth)acryloyl groups as functional groups in the molecule. Examples of such a component (a2) include a bifunctional (meth)acrylate monomer and a trifunctional or higher polyfunctional (meth)acrylate monomer.
- bifunctional (meth)acrylate monomer examples include alkylene glycol di(meth)acrylates such as ethylene glycol di(meth)acrylate, 1,3-butanediol di(meth)acrylate, 1,4-butanediol di(meth)acrylate, 1,6-hexanediol di(meth)acrylate, 1,9-nonanediol di(meth)acrylate, and neopentyl glycol di(meth)acrylate; diethylene glycol di(meth)acrylate, triethylene glycol di(meth)acrylate, dipropylene glycol di(meth)acrylate, tripropylene glycol di(meth)acrylate, polyethylene glycol di(meth)acrylate, and the like.
- alkylene glycol di(meth)acrylates such as ethylene glycol di(meth)acrylate, 1,3-butanediol di(meth)acrylate, 1,4-butanediol
- di(meth)acrylates of halogen-substituted alkylene glycols such as tetrafluoroethylene glycol di(meth)acrylate
- di(meth)acrylates of aliphatic polyols such as trimethylolpropane di(meth)acrylate, ditrimethylolpropane di(meth)acrylate, pentaerythritol di(meth)acrylate
- hydrogenated dicyclopentadienyl di(meth)acrylate tricyclodecane dimethanol di(meth)acrylate, etc.
- di(meth)acrylates of hydrogenated dicyclopentadiene or tricyclodecane dialkanol such as 1,3-dioxane-2,5-diyl di(meth)acrylate [also known as dioxane glycol di(meth)acrylate]; di(meth)acrylates of alkylene oxide adducts of bisphenol A or bisphenol F such as bisphenol A ethylene oxide adduct diacrylate and bisphenol F ethylene oxide adduct diacrylate; acrylic acid adduct of bisphenol A diglycidyl ether, bisphenol F diglycidyl ether
- di(meth)acrylates include epoxy di(meth)acrylates of bisphenol A or bisphenol F, such as acrylic acid adducts of bisphenol A or bisphenol F; silicone di(meth)acrylates; di(meth)acrylates of hydroxypivalic acid neopentyl glycol ester; 2,2-bis[4-(meth)acryloyloxyeth
- polyfunctional (meth)acrylate monomer having three or more functional groups include poly(meth)acrylates of aliphatic polyols having three or more functional groups, such as glycerin tri(meth)acrylate, trimethylolpropane tri(meth)acrylate, ditrimethylolpropane tri(meth)acrylate, ditrimethylolpropane tetra(meth)acrylate, pentaerythritol tri(meth)acrylate, pentaerythritol tetra(meth)acrylate, dipentaerythritol tetra(meth)acrylate, dipentaerythritol penta(meth)acrylate, and dipentaerythritol hexa(meth)acrylate.
- poly(meth)acrylates of aliphatic polyols having three or more functional groups such as glycerin tri(meth)acrylate, trimethylolpropane tri(meth)acryl
- pentaerythritol tri(meth)acrylate pentaerythritol tetra(meth)acrylate
- dipentaerythritol penta(meth)acrylate dipentaerythritol hexa(meth)acrylate, and the like.
- the content of component (a2) is preferably 35% by weight or less, more preferably 25% by weight or less, and even more preferably 20% by weight or less, based on the solid content of the ultraviolet-curable resin composition.
- the ultraviolet-curable resin composition does not need to contain component (a2).
- the photopolymerization initiator (component (b)) for crosslinking and curing the above-mentioned (meth)acrylate is not particularly limited, and a conventionally known photopolymerization initiator for ultraviolet curing can be used.
- the photopolymerization initiator include acylphosphine oxide-based photopolymerization initiators, alkylphenone-based photopolymerization initiators, benzoylformate-based polymerization initiators, thioxanthone-based polymerization initiators, oxime ester-based polymerization initiators, and benzophenone-based polymerization initiators.
- acylphosphine oxide photopolymerization initiator examples include 2,4,6-trimethylbenzoyldiphenylphosphine oxide and bis(2,4,6-trimethylbenzoyl)-phenylphosphine oxide.
- alkylphenone photopolymerization initiator examples include 1-hydroxycyclohexyl phenyl ketone, 2,2-dimethyl-2-phenylacetophenone, 2-hydroxy-2-methyl-1-phenylpropanone, 2-methyl-1-[4-(methylthio)phenyl]-2-morpholinopropan-1-one, 1-[4-(2-hydroxyethoxyl)-phenyl]-2-hydroxy-methylpropanone, 2-hydroxy-1-(4-(4-(2-hydroxy-2-methylpropionyl) benzyl)phenyl)-2-methylpropan-1-one, 2-benzyl-2-(dimethylamino)-4'-morpholinobutyrophenone, and 2-(dimethylamino)-2-[(4-
- Benzoyl formate-based photopolymerization initiators include methyl benzoyl formate and the like.
- An example of the thioxanthone-based photopolymerization initiator is isopropylthioxanthone.
- Examples of the oxime ester photopolymerization initiator include 1,2-octanedione, 1-[4-(phenylthio)-, 2-(O-benzoyloxime)], ethanone, 1-[9-ethyl-6-(2-methylbenzoyl)-9H-carbazol-3-yl]-, 1-(O-acetyloxime), and the like.
- Benzophenone-based photopolymerization initiators include benzophenone, 4-chlorobenzophenone, and 4,4'-diaminobenzophenone.
- the content of this photopolymerization initiator is preferably 0.1% by weight or more and 15.0% by weight or less, more preferably 0.5% by weight or more and 10.0% by weight or less, and even more preferably 1.0% by weight or more and 7.0% by weight or less, based on the solid content of the ultraviolet-curable resin composition. If the content of the photopolymerization initiator is within the above numerical range, the hard coat layer 3 can be easily provided with the desired hard coat properties and abrasion resistance.
- the ultraviolet-curable resin composition may further contain an ultraviolet absorbing compound to impart weather resistance.
- the ultraviolet absorbing compound is not particularly limited, and any conventionally known ultraviolet absorbent can be used. Examples of the ultraviolet absorbent include a benzotriazole-based ultraviolet absorbent, a hydroxyphenyltriazine-based ultraviolet absorbent, a benzophenone-based ultraviolet absorbent, etc. These ultraviolet absorbents may be used alone or in combination of two or more kinds.
- a compound having a functional group polymerizable with the (meth)acryloyl group of the component (a1) or the component (a2) and having an ultraviolet absorbing skeleton may be used.
- Examples of the functional group polymerizable with the (meth)acryloyl group of the component (a1) or the component (a2) include a (meth)acryloyl group, a (meth)acryloyloxy group, a vinyl group, and an allyl group
- examples of the ultraviolet absorbing skeleton include a benzotriazole skeleton, a benzophenone skeleton, an oxybenzophenone skeleton, a triazine skeleton, a phenyl salicylate skeleton, and a cyano(meth)acrylate skeleton.
- Such a compound may be an oligomer or a polymer. These compounds may be used alone or in combination of two or more kinds. It is more preferable to use a compound having a functional group copolymerizable with the component (a1) or the component (a2) and having an ultraviolet absorbing skeleton, because the ultraviolet absorbing compound is fixed to the hard coat layer to suppress bleeding out.
- an ultraviolet absorber When used as the ultraviolet absorbing compound, its content is preferably 0.1 to 10% by weight, more preferably 0.5 to 7% by weight, based on the solid content of the ultraviolet curable resin composition.
- the upper limit of the content is preferably 40% by weight or less, more preferably 35% by weight or less, based on the solid content of the ultraviolet curable resin composition, and the lower limit of the content is preferably 10% by weight or more, more preferably 15% by weight or more, based on the solid content of the ultraviolet curable resin composition.
- the content of the ultraviolet absorbing compound is within the above range, the curing property of the ultraviolet curable resin composition is not inhibited, and a cured coating film having good weather resistance can be obtained.
- the ultraviolet-curable resin composition may contain other components in addition to the above-mentioned components, as long as the object of the present invention is not impaired.
- the ultraviolet-curable resin composition of the present invention can be obtained by mixing and stirring the above-mentioned components using a conventionally known device such as a mixer, disperser, stirrer, etc.
- a conventionally known device such as a mixer, disperser, stirrer, etc.
- examples of such devices include a mixing/dispersing mill, a homodisper, a mortar mixer, a roll, a paint shaker, a homogenizer, etc.
- the ultraviolet-curable resin composition can be diluted with a solvent as necessary, for example, to adjust the viscosity to a level suitable for application.
- the solvent is not particularly limited as long as it dissolves the resin content in the ultraviolet-curable resin composition.
- Specific examples include aromatic hydrocarbons (e.g., toluene, xylene, and ethylbenzene), esters or ether esters (e.g., ethyl acetate, butyl acetate, and methoxybutyl acetate), ethers (e.g., diethyl ether, tetrahydrofuran, ethylene glycol monoethyl ether, ethylene glycol monobutyl ether, monomethyl ether of propylene glycol, and monoethyl ether of diethylene glycol), ketones (e.g., acetone, methyl ethyl ketone, methyl isobutyl ketone, di-n-butyl ket
- In-mold molding method In the in-mold molding method, first, an in-mold molding die having a cavity of a desired shape and a transfer film are prepared, and the transfer film is placed inside the die so that the adhesive layer faces the resin molded product. Then, suction is applied, the die is closed, and the transfer film is sandwiched inside the injection molding die, and then a thermoplastic resin is injected into the die, and the transfer layer of the transfer film is transferred to the surface of the resin molded product by heat and pressure. After cooling, the molded product is removed from the die, and a molded product with a transfer layer formed on the surface of the resin molded product can be obtained.
- the molded article of the present invention has a hard coat layer formed thereon that has the above-mentioned weather resistance characteristics, and therefore can be used in applications where weather resistance is required, such as automotive exterior applications, but it can also be used in applications where weather resistance is not required.
- the resin constituting the resin molded product 9 may be a conventionally known resin such as an acrylic resin, a polyethylene resin, a polypropylene resin, a polystyrene resin, a vinyl chloride resin, a polyester resin, a urethane resin, a vinyl acetate resin, an ABS resin, or a polycarbonate resin, depending on the desired purpose. It may also be a mixed resin of one or more of these resins, or a copolymer resin of two or more of these resins. These resins may be transparent or colored.
- Example 1 The ultraviolet-curable resin composition of the present invention of Example 1 was prepared by adding and mixing 100 parts by weight of an alkylphenone-based polymerization initiator (Omnirad 184, solid content 100%, manufactured by IGM RESINS) as a photopolymerization initiator (b) to 100 parts by weight of a urethane acrylate oligomer (EBECRYL8701, manufactured by Daicel Allnex, solid content 100%) having a weight average molecular weight of 2,000 and a functional group of 3 as a component (a1).
- an alkylphenone-based polymerization initiator (Omnirad 184, solid content 100%, manufactured by IGM RESINS)
- EBECRYL8701 urethane acrylate oligomer having a weight average molecular weight of 2,000 and a functional group of 3 as a component (a1).
- the reactive group is an acryloyl group, and 100 parts by weight of a compound A (solid content 55%, containing butyl acetate) having a benzotriazole skeleton as an ultraviolet absorbing skeleton as an ultraviolet absorbing component.
- the content of each component relative to the solid content in this composition was 62.5% by weight for component (a1), 3.1% by weight for component (b), and 34.4% by weight for the ultraviolet absorbing component.
- Example 2 10 parts by weight of pentaerythritol tri/tetraacrylate (PETIA manufactured by Daicel Allnex Corporation, solid content 100%) as component (a2) was further added to the ultraviolet-curable resin composition of the present invention of Example 1 to prepare an ultraviolet-curable resin composition of the present invention of Example 2.
- the content of each component relative to the solid content in this composition was 58.8% by weight for component (a1), 5.9% by weight for component (a2), 2.9% by weight for component (b), and 32.4% by weight for the ultraviolet-absorbing component.
- Example 3 20 parts by weight of pentaerythritol tri/tetraacrylate (PETIA manufactured by Daicel Allnex Corporation, solid content 100%) as component (a2) was further added to the ultraviolet-curable resin composition of the present invention of Example 1 to prepare an ultraviolet-curable resin composition of the present invention of Example 3.
- the content of each component relative to the solid content in this composition was 55.5% by weight for component (a1), 11.1% by weight for component (a2), 2.8% by weight for component (b), and 30.6% by weight for the ultraviolet-absorbing component.
- Example 4 The ultraviolet-curable resin composition of the present invention in Example 4 was prepared in the same manner as in Example 1, except that a urethane acrylate resin having a weight average molecular weight of 5,000 and a functional group number of 2 (EBECRYL230 manufactured by Daicel-Allnex Corporation, solid content 100%) was used instead of the component (a1) used in Example 1, and 10 weights of pentaerythritol tri/tetraacrylate (PETIA manufactured by Daicel-Allnex Corporation, solid content 100%) was further added as component (a2).
- EBECRYL230 manufactured by Daicel-Allnex Corporation, solid content 100%
- PETIA pentaerythritol tri/tetraacrylate
- each component relative to the solid content in this composition was 58.8 wt% for component (a1), 5.9 wt% for component (a2), 2.9 wt% for component (b), and 32.4 wt% for the ultraviolet-absorbing component.
- Example 5 The ultraviolet-curable resin composition of the present invention in Example 5 was prepared in the same manner as in Example 1, except that 2 parts by weight of a hydroxyphenyltriazine-based ultraviolet absorber (Tinuvin 400 manufactured by BASF Japan, solid content 85%, containing 1-methoxy-2-hydroxypropane) was added instead of the ultraviolet-absorbing component used in the ultraviolet-curable resin composition of the present invention in Example 1, and 20 parts by weight of pentaerythritol tri/tetraacrylate (PETIA manufactured by Daicel Allnex Corporation, solid content 100%) was further added as component (a2).
- the content of each component relative to the solid content in this composition was 78.9% by weight for component (a1), 15.8% by weight for component (a2), 4.0% by weight for component (b), and 1.3% by weight for the ultraviolet absorber.
- a UV-curable resin composition of Comparative Example 1 was prepared by adding and mixing 20 parts by weight of pentaerythritol tri/tetraacrylate (PETIA manufactured by Daicel-Allnex Corporation, solids content 100%) as component (a2), 5 parts by weight of an alkylphenone-based polymerization initiator (Omnirad 184 manufactured by IGM RESINS, solids content 100%) as a photopolymerization initiator (b), and 0.5 parts by weight of a hydroxyphenyltriazine-based UV absorber (Tinuvin 400 manufactured by BASF Japan, solids content 85%, containing 1-methoxy-2-hydroxypropane) as a UV-absorbing component to 100 parts by weight of a urethane acrylate oligomer (KRM8452 manufactured by Daicel-Allnex Corporation, solids content 100%) having a weight average molecular weight of 1,200 and a functional group number of 10.
- PETIA pentaerythritol tri/
- Comparative Example 2 An ultraviolet-curable resin composition of Comparative Example 2 was prepared in the same manner as in Comparative Example 1, except that 100 parts by weight of compound A (solid content 55%, containing butyl acetate) having an acryloyl group as a reactive group and a benzotriazole skeleton as an ultraviolet-absorbing skeleton was added as an ultraviolet-absorbing component instead of the ultraviolet-absorbing component used in the ultraviolet-curable resin composition of Comparative Example 1.
- the content of each component relative to the solid content in this composition was 55.5% by weight of oligomer, 11.1% by weight of component (a2), 2.8% by weight of component (b), and 30.6% by weight of ultraviolet-absorbing component.
- the ultraviolet-curable resin compositions of the present invention in Examples 1 to 5 and the ultraviolet-curable resin compositions of Comparative Examples 1 and 2 were used as ultraviolet-curable resin paints prepared by adding methyl ethyl ketone as a dilution solvent to adjust the solid content to 50%, and the properties of the ultraviolet-curable resin compositions were evaluated and measured using the following method.
- a 188 ⁇ m thick polyethylene terephthalate film is coated with an ultraviolet-curable resin coating by reverse coating, completely cured by irradiating ultraviolet light, and a 3 ⁇ m thick hard coat layer is formed.
- the film is punched out with a dumbbell-shaped No. 1 mold for tensile testing according to JIS K 6251, and two test samples are prepared.
- the test samples are then punched out with the dumbbell No. 1 mold, and the test samples are stretched to an elongation rate of 30% with a universal testing machine, and the occurrence of cracks in the hard coat layer or the occurrence of the detachment of the hard coat layer from the polyethylene terephthalate film is confirmed and evaluated.
- the evaluation results are shown in Table 1.
- a hard coat layer was formed on an ABS plate having a thickness of 1 mm by completely curing a 3 ⁇ m-thick ultraviolet-curable resin composition, and the film was used to test the abrasion resistance with a Taber abrasion tester according to JIS K 7204, using an abrasion wheel "CS10" and a load of 4.9 N, to measure the number of abrasions until the ABS plate was exposed. The measurement results are shown in Table 1.
- the ultraviolet-curable resin composition of the present invention used in Examples 1 to 5 satisfied all of the above-mentioned characteristics of elongation, hard coat properties, abrasion resistance, and weather resistance, and was optimal as the ultraviolet-curable resin composition to be used for the transfer film of the present invention and the hard coat layer of the molded product of the present invention.
- the ultraviolet-curable resin compositions used in Comparative Examples 1 and 2 had a surface hardness of 2H, and in the abrasion resistance test, the number of abrasions until the ABS plate was exposed was 1500 or more, so the above characteristics of hard coat property and abrasion resistance were satisfied.
- the ultraviolet-curable resin compositions used in Comparative Examples 1 and 2 did not satisfy all of the above-mentioned characteristics of elongation, hard coat properties, abrasion resistance, and weather resistance, and were therefore not suitable as ultraviolet-curable resin compositions to be used in the transfer film of the present invention and the hard coat layer of the molded product of the present invention.
- TM-REX JF-1 and TM-REX HF-1 both manufactured by Dainichiseika Color & Chemicals Mfg. Co., Ltd.
- Step 2 On the release layer, an ultraviolet-curable resin coating material prepared by adding methyl ethyl ketone as a dilution solvent to the ultraviolet-curable resin composition of the present invention in Example 1 to adjust the solid content to 50% was coated by a reverse coating method, and completely cured by irradiating with ultraviolet rays to form a hard coat layer having a thickness of 5 ⁇ m.
- Step 3 On the hard coat layer, a mixed paint containing 100 parts by weight of an acrylic polyol resin (TM-VMAC manufactured by Dainichiseika Chemicals Mfg.
- Step 4 On the above primer layer, a mixed paint containing 100 parts by weight of a mixed resin of a urethane resin and a copolymer resin of a vinyl chloride resin and a vinyl acetate resin, and 5 parts by weight of HDI polyisocyanate as a curing agent to which a black colorant was added was coated by a gravure coating method to form a colored layer having a thickness of 1 ⁇ m.
- Step 5 A mixed paint containing 100 parts by weight of a urethane resin (Olestar Q164 manufactured by Mitsui Chemicals, Inc.) and 10.8 parts by weight of a HDI polyisocyanate as a curing agent was coated on the colored layer by a gravure coating method to form a metal undercoat layer having a thickness of 1 ⁇ m.
- Step 6 Indium was formed on the metal underlayer by vacuum deposition to form a discontinuous indium thin film layer (metal thin film layer) having a thickness of 50 nm and called a sea-island structure.
- Step 7 A mixed resin of an acrylic resin and a copolymer resin of a vinyl chloride resin and a vinyl acetate resin was coated on the above-mentioned vapor-deposited protective layer by gravure coating to form an adhesive layer having a thickness of 1.5 ⁇ m.
- Examples 7 to 10 The transfer films of the present invention of Examples 7 to 10 were produced in the same manner as in Example 6, except that the ultraviolet-curable resin composition of the present invention of Examples 2 to 5 was used instead of the ultraviolet-curable resin composition of Example 1 used in (Step 2) of Example 6.
- TM-REX JF-1 manufactured by Dainichiseika Color & Chemicals Mfg. Co., Ltd.
- TM-REX HF-1 manufactured by Dainichiseika Color & Chemicals Mfg. Co., Ltd.
- Example 12 The transfer film of Example 12 of the present invention was produced in the same manner as in Example 6, except that in (Step 1) of Example 6, two types of thermosetting resins (TM-REX JF-1 manufactured by Dainichiseika Color & Chemicals Mfg. Co., Ltd. and TM-REX HF-1 manufactured by Dainichiseika Color & Chemicals Mfg. Co., Ltd.) mixed with an acrylic resin and a melamine resin were used, and a mixed paint was used in which the weight ratio of JF-1:HF-1 was mixed at 30:70.
- TM-REX JF-1 manufactured by Dainichiseika Color & Chemicals Mfg. Co., Ltd.
- TM-REX HF-1 manufactured by Dainichiseika Color & Chemicals Mfg. Co., Ltd.
- Example 13 A transfer film of the present invention of Example 13 was produced in the same manner as in Example 6, except that in (Step 2) of Example 6, the thickness of the hard coat layer was set to 3 ⁇ m.
- Example 14 A transfer film of the present invention of Example 14 was produced in the same manner as in Example 6, except that in (Step 2) of Example 6, the thickness of the hard coat layer was set to 10 ⁇ m.
- Example 15 A transfer film of Example 15 was produced in the same manner as in Example 6, except that in (Step 1) of Example 6, only a thermosetting resin (TM-REX JF-1 manufactured by Dainichiseika Chemicals Mfg. Co., Ltd.) made of a mixture of an acrylic resin and a melamine resin was used.
- TM-REX JF-1 manufactured by Dainichiseika Chemicals Mfg. Co., Ltd.
- Example 16 A transfer film of Example 16 was produced in the same manner as in Example 6, except that in (Step 1) of Example 6, only a thermosetting resin (TM-REX HF-1 manufactured by Dainichiseika Chemicals Mfg. Co., Ltd.) made of a mixture of acrylic resin and melamine resin was used.
- TM-REX HF-1 manufactured by Dainichiseika Chemicals Mfg. Co., Ltd.
- Comparative Example 5 A transfer film of Comparative Example 5 was produced in the same manner as in Example 6, except that in (Step 2) of Example 6, the thickness of the hard coat layer was set to 2 ⁇ m.
- the molded bodies obtained using the transfer films of the present invention in Examples 6 to 17 were rated as ⁇ or ⁇ in all of the moldability/appearance tests, abrasion resistance tests, and weather resistance tests, and all were suitable for practical use.
- the molded bodies obtained using the transfer films of Comparative Examples 3 to 5 were found to be unsuitable for practical use, with the moldability/appearance test, the abrasion resistance test, and the weather resistance test all resulting in a score of x.
- the transfer films of the present invention in Examples 6 to 14 all had an interlayer peel strength between the release layer and the hard coat, etc., of 0.001 N/mm or more and 0.005 N/mm or less, and the peelability evaluation was rated as ⁇ or ⁇ .
- the transfer films of Examples 15 and 16 had an interlayer peel strength between the release layer and the hard coat, etc., of 0.0005 N/mm and 0.010 N/mm, respectively, and as shown in Table 2, they were rated as ⁇ in all of the moldability/appearance test, abrasion resistance test, and weather resistance test, and were practically acceptable.
- some foil scattering occurred during the production of the transfer films of Examples 15 and 17, and some foil chipping occurred in the case of the transfer film of Example 16.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
Abstract
転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要な転写フィルム、当該転写フィルムを用いた成型体、及び紫外線硬化型樹脂組成物の提供。 本発明の転写フィルムは、インモールド成型に用いるものであって、当該転写フィルムは、基材上に少なくとも離型層、ハードコート層、プライマー層、接着層が当該順序にて形成された層構成を有しており、しかも、前記ハードコート層の層厚みが3μm以上であり、当該ハードコート層が、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有する紫外線硬化型樹脂組成物が完全硬化した層であることを特徴とする。
Description
本発明は、転写加工後にハードコート塗料の上塗り加工や紫外線照射加工の後加工が不要な転写フィルム、当該転写フィルムを用いた成型体、並びにこれらに使用する紫外線硬化型樹脂組成物に関する。
従来から、基材上に、離型層、機能層(保護層、着色層、印刷層、ハードコート層、反射防止層、金属薄膜層等)、及び接着層が順次形成された転写フィルムを使用し、該転写フィルムの離型層上に形成された上記機能層及び接着層(以下、これらの層をまとめて転写層という。)を、転写フィルムの離型層上から樹脂成型品表面に転写加工することで、樹脂成型品表面に転写層が形成され、金属光沢や図柄等の意匠性、ハードコート性、耐摩耗性、耐候性等の各種表面性能が付与された成型体を得る方法が広く一般に使用されている。そして、該成型体は、家電製品や自動車の部品、雑貨、紙器、ラベル等の各種製品に利用されている。
例えば、ハードコート性、耐摩耗性、耐候性等の表面性能を有する成型体を得る為に、紫外線硬化型樹脂組成物を完全硬化させたハードコート層が形成された従来の転写フィルムを使用すれば表面性能が付与された成型体を得ることができる。
例えば、従来の転写フィルムとして、下記の特許文献1には、優れた耐摩耗性、耐候性、及び耐薬品性を有する硬化物を得ることが可能な硬化性樹脂組成物(紫外線硬化型樹脂組成物)と、それを使用して得られる転写フィルムおよび積層体(成型体)が開示されている。
特許文献1記載の転写フィルムに代表される、従来の転写フィルムは、樹脂成型品の表面が平面や、表面凹凸が小さい樹脂成型品に転写する場合(転写フィルムの伸び率が5%未満である場合)であれば、実用上問題なく使用することができる。
しかしながら、該転写フィルム使用して立体感を備えた成型体を得る為、表面凹凸が大きい樹脂成型品に転写する場合(転写フィルムの伸び率が5%以上30%未満である場合)に、使用する転写フィルムには高い伸び性が求められ、転写フィルムの伸び性が不足すると、転写加工条件によっては、ハードコート層に亀裂(クラック)が発生する場合があった。そして、ハードコート層に亀裂が発生することによって、外観上の不具合が発生するだけでなく、ハードコート層の亀裂によってハードコート性、耐摩耗性、耐候性等の表面性能が低下する不具合も発生することがあった。
その為、従来の転写フィルムを使用した場合に、ハードコート層に亀裂が発生せず、外観上の不具合や表面性能が低下する不具合が発生しない成型体を確実に得ることができなかった。
さらに、表面凹凸が特に大きい樹脂成型品に転写する場合(転写フィルムの伸び率が30%以上となる場合)には、転写加工条件に関わらず、必ずハードコート層に亀裂が発生する為、紫外線硬化型樹脂組成物を完全硬化させたハードコート層が形成された従来の転写フィルムは実用上使用できなかった。
しかしながら、該転写フィルム使用して立体感を備えた成型体を得る為、表面凹凸が大きい樹脂成型品に転写する場合(転写フィルムの伸び率が5%以上30%未満である場合)に、使用する転写フィルムには高い伸び性が求められ、転写フィルムの伸び性が不足すると、転写加工条件によっては、ハードコート層に亀裂(クラック)が発生する場合があった。そして、ハードコート層に亀裂が発生することによって、外観上の不具合が発生するだけでなく、ハードコート層の亀裂によってハードコート性、耐摩耗性、耐候性等の表面性能が低下する不具合も発生することがあった。
その為、従来の転写フィルムを使用した場合に、ハードコート層に亀裂が発生せず、外観上の不具合や表面性能が低下する不具合が発生しない成型体を確実に得ることができなかった。
さらに、表面凹凸が特に大きい樹脂成型品に転写する場合(転写フィルムの伸び率が30%以上となる場合)には、転写加工条件に関わらず、必ずハードコート層に亀裂が発生する為、紫外線硬化型樹脂組成物を完全硬化させたハードコート層が形成された従来の転写フィルムは実用上使用できなかった。
そして、上記問題点を解決する為に、まず意匠性付与の為にハードコート層が形成されていない転写フィルムを使用して、着色層、印刷層、金属薄膜層等の加飾層を樹脂成型品表面に転写加工した後、所望の表面性能を得る為に、さらに転写層上にハードコート塗料の上塗り加工が行われている。しかしながら、上記上塗り加工がさらに必要であることに加え、VOC(揮発性有機化合物)の排出を削減する観点から、このような上塗り加工が不要な転写フィルムの要望がある。
また、転写加工後に前記ハードコート塗料の上塗り加工を行うかわりに、紫外線硬化型樹脂組成物を使用したハードコート層が形成された転写フィルムを使用する場合において、転写加工時にハードコート層に亀裂が発生することを防ぐ為、該転写フィルム製造時にハードコート層に使用する紫外線硬化型樹脂組成物を完全硬化させず、転写加工後に紫外線照射加工をさらに行い、紫外線硬化型樹脂組成物を完全硬化させる手法をとる場合もある。
しかしながら、この場合であっても、転写加工後に紫外線照射加工をさらに行うことが必要であること、及び転写フィルム製造時の紫外線照射量を管理する必要があることから、安定して転写フィルムを製造することができないという問題点があった。
しかしながら、この場合であっても、転写加工後に紫外線照射加工をさらに行うことが必要であること、及び転写フィルム製造時の紫外線照射量を管理する必要があることから、安定して転写フィルムを製造することができないという問題点があった。
以上のことから、成型体を得る為に使用する転写フィルムとして、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生せず、外観上の不具合や、表面性能が低下する不具合が発生しない転写フィルムが要望されていた。
本発明は上記の問題点の全てを解決し、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつ確実にハードコート層に亀裂が発生せず、外観上の不具合や、表面性能が低下する不具合が発生しない転写フィルムと、それを使用して得る成型体、及びこれらに形成されたハードコート層を構成する紫外線硬化型樹脂組成物の提供を課題とする。
本発明者らは鋭意検討した結果、特定の特徴を備える紫外線硬化型樹脂組成物が完全硬化したハードコート層が形成された転写フィルムを使用すれば、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生せず、外観上の不具合や、表面性能が低下する不具合が発生しない成型体を得ることができることを見出し、本発明を完成させた。
具体的には、本発明の転写フィルムを使用すれば、表面凹凸が大きい樹脂成型品に転写する場合であっても、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が確実に発生せず、外観上の不具合や、表面性能が低下する不具合が確実に発生しない本発明の成型体を得ることができる。さらに、表面凹凸が特に大きい樹脂成型品に転写する場合であっても、転写加工条件を調整することにより、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生しない本発明の成型体を得ることができる。
具体的には、本発明の転写フィルムを使用すれば、表面凹凸が大きい樹脂成型品に転写する場合であっても、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が確実に発生せず、外観上の不具合や、表面性能が低下する不具合が確実に発生しない本発明の成型体を得ることができる。さらに、表面凹凸が特に大きい樹脂成型品に転写する場合であっても、転写加工条件を調整することにより、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生しない本発明の成型体を得ることができる。
本発明の転写フィルムは、基材上に少なくとも離型層、ハードコート層、プライマー層、接着層が当該順序にて形成された転写フィルムであって、前記ハードコート層の厚さが3μm以上であり、かつ当該ハードコート層が、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有する紫外線硬化型樹脂組成物が完全硬化した層であることを特徴とする転写フィルムである。
また、本発明は、上記の特徴を有した転写フィルムにおいて、前記プライマー層と接着層との間に、着色層、印刷層、金属下地層、金属薄膜層の少なくともいずれか1つの層が形成されていることを特徴とするものでもある。
さらに、本発明は、上記の特徴を有した転写フィルムにおいて、前記離型層とハードコート層の層間剥離強度が、0.001N/mm以上0.008N/mm以下であることを特徴とするものである。
また、本発明の成型体は、樹脂成型品上に、接着層、プライマー層、ハードコート層が当該順序にて形成された成型体であって、前記ハードコート層の厚さが3μm以上であり、かつ当該ハードコート層が、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有する紫外線硬化型樹脂組成物が完全硬化した層であることを特徴とするものである。
更に本発明は、上記の特徴を有した成型体において、前記プライマー層と接着層との間に、着色層、印刷層、金属下地層、金属薄膜層の少なくともいずれか1つの層が形成されていることを特徴とするものである。
また、本発明の紫外線硬化型樹脂組成物は、上記特徴を有した、転写フィルム、または成型体に形成されたハードコート層を形成するための紫外線硬化型樹脂組成物であって、当該紫外線硬化型樹脂組成物が、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有することを特徴とするものである。
離型層の上に、上記特定の特徴を備える紫外線硬化型樹脂組成物が完全硬化したハードコート層が形成された本発明の転写フィルムを用いることにより、表面凹凸が大きい樹脂成型品に転写する場合であっても、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生せず、外観上の不具合や、表面性能が低下する不具合が発生しない本発明の成型体を確実に得ることができる。
そして、本発明の成型体は、前記特定の特徴を備えている為、樹脂成型品と転写層の密着力が強いだけでなく、ハードコート層を含む転写層各層間の密着力も強く、ハードコート性に加え耐摩耗性にも優れたものとなる。
さらに、本発明の転写フィルムを用いて、表面凹凸が特に大きい樹脂成型品に転写する場合であっても、転写加工条件を調整することにより、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生しない本発明の成型体を得ることができる。
また、本発明の転写フィルムや成型体に形成された特定の特徴を備える紫外線硬化型樹脂組成物からなるハードコート層を形成する為には、本発明の紫外線硬化型樹脂組成物を使用することが最適である。
そして、本発明の成型体は、前記特定の特徴を備えている為、樹脂成型品と転写層の密着力が強いだけでなく、ハードコート層を含む転写層各層間の密着力も強く、ハードコート性に加え耐摩耗性にも優れたものとなる。
さらに、本発明の転写フィルムを用いて、表面凹凸が特に大きい樹脂成型品に転写する場合であっても、転写加工条件を調整することにより、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生しない本発明の成型体を得ることができる。
また、本発明の転写フィルムや成型体に形成された特定の特徴を備える紫外線硬化型樹脂組成物からなるハードコート層を形成する為には、本発明の紫外線硬化型樹脂組成物を使用することが最適である。
前述の課題を解決可能な本発明の転写フィルムには以下の構成が含まれるが、以下の構成以外であっても構わない。
A)基材1/離型層2/ハードコート層3/プライマー層4/接着層5
B)基材1/離型層2/ハードコート層3/プライマー層4/着色層6/接着層5
C)基材1/離型層2/ハードコート層3/プライマー層4/印刷層/接着層5
D)基材1/離型層2/ハードコート層3/プライマー層4/着色層6/金属下地層7/金属薄膜層8/接着層5
E)基材1/離型層2/ハードコート層3/プライマー層4/印刷層/金属下地層7/金属薄膜層8/接着層5
F)基材1/離型層2/ハードコート層3/プライマー層4/印刷層/着色層6/金属下地層7/金属薄膜層8/接着層5
G)基材1/離型層2/ハードコート層3/プライマー層4/アンカー層/着色層6/金属下地層7/金属薄膜層8/蒸着保護層/接着層5
H)基材1/離型層2/ハードコート層3/プライマー層4/干渉防止層/金属下地層7/金属薄膜層8/蒸着保護層/接着層5
以下に本発明の転写フィルムを構成する各層について説明する。
A)基材1/離型層2/ハードコート層3/プライマー層4/接着層5
B)基材1/離型層2/ハードコート層3/プライマー層4/着色層6/接着層5
C)基材1/離型層2/ハードコート層3/プライマー層4/印刷層/接着層5
D)基材1/離型層2/ハードコート層3/プライマー層4/着色層6/金属下地層7/金属薄膜層8/接着層5
E)基材1/離型層2/ハードコート層3/プライマー層4/印刷層/金属下地層7/金属薄膜層8/接着層5
F)基材1/離型層2/ハードコート層3/プライマー層4/印刷層/着色層6/金属下地層7/金属薄膜層8/接着層5
G)基材1/離型層2/ハードコート層3/プライマー層4/アンカー層/着色層6/金属下地層7/金属薄膜層8/蒸着保護層/接着層5
H)基材1/離型層2/ハードコート層3/プライマー層4/干渉防止層/金属下地層7/金属薄膜層8/蒸着保護層/接着層5
以下に本発明の転写フィルムを構成する各層について説明する。
(基材1)
本発明の転写フィルムに使用する基材1は、本発明の転写フィルムを使用して転写加工を行う場合に、本発明の転写フィルムを構成する離型層等が形成できるものであれば、特に制限すること無く使用でき、紙、プラスチックフィルム等適宜選択すればよいが、基材1上に離型層等を形成する等の加工時に、カールしづらくなり、折れシワも発生しづらくなる為、プラスチックフィルムを使用することが好ましい。
本発明の転写フィルムに使用する基材1は、本発明の転写フィルムを使用して転写加工を行う場合に、本発明の転写フィルムを構成する離型層等が形成できるものであれば、特に制限すること無く使用でき、紙、プラスチックフィルム等適宜選択すればよいが、基材1上に離型層等を形成する等の加工時に、カールしづらくなり、折れシワも発生しづらくなる為、プラスチックフィルムを使用することが好ましい。
(プラスチックフィルム)
基材1に使用するプラスチックフィルムは、一般に転写フィルムに使用されるプラスチックフィルムであれば、特に制限すること無く使用でき、ポリエチレンテレフタレートフィルム、ポリカーボネートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリアミドフィルム等、各種従来公知のプラスチックフィルムが使用できる。
基材1に使用するプラスチックフィルムは、一般に転写フィルムに使用されるプラスチックフィルムであれば、特に制限すること無く使用でき、ポリエチレンテレフタレートフィルム、ポリカーボネートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリアミドフィルム等、各種従来公知のプラスチックフィルムが使用できる。
上記のプラスチックフィルムは、無延伸、一軸延伸、二軸延伸の何れでもよく、また、帯電防止剤、着色剤、熱安定剤等の各種添加剤を含んでいても構わない。プラスチックフィルムの種類は、所望の用途、目的に応じて適宜選択すればよい。
さらに、基材1には、本発明の転写フィルムを意匠性に富んだものとする目的で、基材1の表面(離型層を形成する側の面)に、ヘアライン加工、マット加工、エンボス加工等の諸加工が施されていてもよい。
本発明の転写フィルムに使用する基材1の厚さは、特に限定されないが、12μm以上250μm以下であるのが好ましい。また、表面凹凸が特に大きい場合樹脂成型品に転写する場合には、基材1の厚さを、25μm以上50μm以下とするのが特に好ましい。
基材1の厚さが12μmよりも薄いと、基材1上に離型層等を形成する場合や、本発明の転写フィルムの製造時に 、カールしやすくなるだけでなく、折れシワが発生しやすくなるおそれがある為、好ましくない。基材1の厚さが250μmよりも厚いと、いわゆるコシが強くなり、本発明の転写フィルムを使用して転写加工を行なう場合に、樹脂成型品を製造する金型の表面に密接しにくくなるおそれや、表面凹凸が特に大きい樹脂成型品の表面凹凸に追従しにくくなるおそれがある為、好ましくない。
基材1の厚さが12μmよりも薄いと、基材1上に離型層等を形成する場合や、本発明の転写フィルムの製造時に 、カールしやすくなるだけでなく、折れシワが発生しやすくなるおそれがある為、好ましくない。基材1の厚さが250μmよりも厚いと、いわゆるコシが強くなり、本発明の転写フィルムを使用して転写加工を行なう場合に、樹脂成型品を製造する金型の表面に密接しにくくなるおそれや、表面凹凸が特に大きい樹脂成型品の表面凹凸に追従しにくくなるおそれがある為、好ましくない。
(離型層2)
本発明における離型層2は、本発明の転写フィルムを使用して転写加工を行う場合に、本発明の転写フィルムの離型層2上から、転写層を剥離させやすくする目的で、基材1上に形成されている層である。また、離型層2は、転写加工時に、樹脂成型品表面に転写、形成されず、樹脂成型品から基材1とともに除去される。
本発明における離型層2は、本発明の転写フィルムを使用して転写加工を行う場合に、本発明の転写フィルムの離型層2上から、転写層を剥離させやすくする目的で、基材1上に形成されている層である。また、離型層2は、転写加工時に、樹脂成型品表面に転写、形成されず、樹脂成型品から基材1とともに除去される。
前記離型層2は、樹脂からなる層である。離型層2に使用する樹脂は、上記目的を達成することができるものであれば特に制限なく、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、メラミン系樹脂、エポキシ系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂としてもよく、目的に応じて適宜選択すればよい。
また、離型層2とハードコート層3の間の層間剥離強度を調整することで、箔バリ(転写加工時に転写部分の転写層との近傍における非転写部分の転写層の全部または一部が、転写部分と接続したまま離型層上から剥離してしまう現象)の発生を抑制することができる。
特に、後述するハードコート層3は、紫外線硬化型樹脂組成物を完全硬化させた層であり、かつ伸び性もある層である為、従来の紫外線硬化型樹脂組成物を完全硬化させたハードコート層が形成された転写フィルムと比べ、箔バリが発生しやすく、また箔散り(転写フィルムの製造時に、転写層の一部が、製造時に離型層上から剥離し脱落してしまう現象)も発生しやすい層である。
その為、箔バリや、箔散りが発生しないように、離型層2とハードコート層3の間の層間剥離強度を強くする必要があるが、強くしすぎると箔欠け(転写加工時に、転写部分の転写層の一部または全部が、離型層上から剥離せず、転写層の一部または全部が欠けてしまう現象)が発生しやすくなる。
このことから、箔散り、箔バリ、箔欠けの発生を抑制する為には、本発明の転写フィルムの離型層2とハードコート層3の間の層間剥離強度を0.001N/mm以上0.008N/mm以下の範囲に調整することが好ましく、箔散り、箔バリ、箔欠けの発生をさらに抑制する為には、0.001N/mm以上0.005N/mm以下の範囲に調整することがより好ましい。
また、層間剥離強度の調整方法は、必要に応じ、従来公知の手法を選択することができる。
また、離型層2とハードコート層3の間の層間剥離強度を調整することで、箔バリ(転写加工時に転写部分の転写層との近傍における非転写部分の転写層の全部または一部が、転写部分と接続したまま離型層上から剥離してしまう現象)の発生を抑制することができる。
特に、後述するハードコート層3は、紫外線硬化型樹脂組成物を完全硬化させた層であり、かつ伸び性もある層である為、従来の紫外線硬化型樹脂組成物を完全硬化させたハードコート層が形成された転写フィルムと比べ、箔バリが発生しやすく、また箔散り(転写フィルムの製造時に、転写層の一部が、製造時に離型層上から剥離し脱落してしまう現象)も発生しやすい層である。
その為、箔バリや、箔散りが発生しないように、離型層2とハードコート層3の間の層間剥離強度を強くする必要があるが、強くしすぎると箔欠け(転写加工時に、転写部分の転写層の一部または全部が、離型層上から剥離せず、転写層の一部または全部が欠けてしまう現象)が発生しやすくなる。
このことから、箔散り、箔バリ、箔欠けの発生を抑制する為には、本発明の転写フィルムの離型層2とハードコート層3の間の層間剥離強度を0.001N/mm以上0.008N/mm以下の範囲に調整することが好ましく、箔散り、箔バリ、箔欠けの発生をさらに抑制する為には、0.001N/mm以上0.005N/mm以下の範囲に調整することがより好ましい。
また、層間剥離強度の調整方法は、必要に応じ、従来公知の手法を選択することができる。
離型層2の厚さは、前記目的を達成することができる範囲で、適宜選択すればよく、0.5μm以上5μm以下の範囲とすることが好ましい。
また、離型層2を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
また、離型層2を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
(ハードコート層3)
本発明におけるハードコート層3は、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有する本発明の紫外線硬化型樹脂組成物が完全硬化した層である。
本発明におけるハードコート層3は、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有する本発明の紫外線硬化型樹脂組成物が完全硬化した層である。
そこで、以下に本発明におけるハードコート層3に使用する本発明の紫外線硬化型樹脂組成物について説明する。なお、本明細書において、「(メタ)アクリレート」とは、アクリレートおよび/またはメタクリレートを表し、「(メタ)アクリロイル基」とは、アクリロイル基および/またはメタクリロイル基を、「(メタ)アクリロイルオキシ基」とは、アクリロイルオキシ基および/またはメタクリロイルオキシ基を表す。「固形分」とは、紫外線硬化型樹脂組成物から溶剤等の揮発成分を除いたものであり、完全硬化させたときにハードコート層を構成する成分を示す。
(紫外線硬化型樹脂組成物)
本発明の紫外線硬化型樹脂組成物は、紫外線硬化型のアクリレート及び/又はメタクリレート(以下、(メタ)アクリレートという)を含む樹脂組成物を架橋硬化してなる硬化物からなる層であり、このような(メタ)アクリレートは、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマー(a1)を含有する。
成分(a1)は、分子内にウレタン結合(-NHCOO-)と、分子内に官能基として3個以下の(メタ)アクリロイル基とを有する化合物である。この化合物は、例えば、ポリイソシアネートと、ヒドロキシ基含有(メタ)アクリレートと、任意に用いるポリオールとのウレタン化反応生成物である。この反応において、ポリイソシアネートとポリオールとからイソシアネート基含有ウレタンプレポリマーを合成し、そこに、ヒドロキシ基含有(メタ)アクリレートを付加させてもよい。また、ポリイソシアネートに代えて、あるいはポリイソシアネートとともに、イソシアネート基含有(メタ)アクリレート、例えば2-(メタ)アクリロイルオキシエチルイソシアネートを使用してもよい。さらに、任意にその他の共重合可能な(メタ)アクリレート、例えばメチル(メタ)アクリレート等のアルキル(メタ)アクリレートを使用してもよい。
ポリイソシアネートとしては、例えば、脂肪族系または脂環式系のポリイソシアネートが挙げられ、具体的には、ヘキサメチレンジイソシアネート、ペンタメチレンジイソシアネート等の脂肪族ジイソシアネート;イソホロンジイソシアネート、ノルボルナンジイソシアネート、水素添加ジフェニルメタンジイソシアネート、水素添加トリレンジイソシアネート、水素添加キシリレンジイソシアネート、1,3-ビス(イソシアネートメチル)-シクロヘキサン、ジシクロヘキシルメタン-4,4’-ジイソシアネート等の脂環式ポリイソシアネート;これらの化合物のビューレット体、イソシアヌレート体またはアロファネート体;これらの化合物のイソシアネート基の一部をトリメチロールプロパン、トリシクロデカンジメタノール、1,4-シクロヘキサンジメタノール等のアルコール、δ-ラクタム等のアミド、フタルイミド等のイミド、カルボジイミド、エポキシド等で変性した化合物が挙げられる。
ヒドロキシ基含有(メタ)アクリレートとしては、例えば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、1,4-シクロヘキサンジメタノールモノ(メタ)アクリレート等のヒドロキシアルキル基含有単官能(メタ)アクリレート;グリセリンジ(メタ)アクリレート、トリメチロールプロパンジ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート等のヒドロキシ基含有多官能(メタ)アクリレート;これらのアルキレンオキサイド変性体またはカプロラクトン変性体が挙げられる。
ポリオールとしては、例えば、1,4-ブタンジオール、1,6-ヘキサンジオール、エチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、トリメチロールプロパン、ジトリメチロールプロパン、ペンタエリスリトール、ジペンタエリスリトール、グリセリン、水添ビスフェノールA等の脂肪族または脂環式ポリオールが挙げられる。
本発明の紫外線硬化型樹脂組成物は、紫外線硬化型のアクリレート及び/又はメタクリレート(以下、(メタ)アクリレートという)を含む樹脂組成物を架橋硬化してなる硬化物からなる層であり、このような(メタ)アクリレートは、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマー(a1)を含有する。
成分(a1)は、分子内にウレタン結合(-NHCOO-)と、分子内に官能基として3個以下の(メタ)アクリロイル基とを有する化合物である。この化合物は、例えば、ポリイソシアネートと、ヒドロキシ基含有(メタ)アクリレートと、任意に用いるポリオールとのウレタン化反応生成物である。この反応において、ポリイソシアネートとポリオールとからイソシアネート基含有ウレタンプレポリマーを合成し、そこに、ヒドロキシ基含有(メタ)アクリレートを付加させてもよい。また、ポリイソシアネートに代えて、あるいはポリイソシアネートとともに、イソシアネート基含有(メタ)アクリレート、例えば2-(メタ)アクリロイルオキシエチルイソシアネートを使用してもよい。さらに、任意にその他の共重合可能な(メタ)アクリレート、例えばメチル(メタ)アクリレート等のアルキル(メタ)アクリレートを使用してもよい。
ポリイソシアネートとしては、例えば、脂肪族系または脂環式系のポリイソシアネートが挙げられ、具体的には、ヘキサメチレンジイソシアネート、ペンタメチレンジイソシアネート等の脂肪族ジイソシアネート;イソホロンジイソシアネート、ノルボルナンジイソシアネート、水素添加ジフェニルメタンジイソシアネート、水素添加トリレンジイソシアネート、水素添加キシリレンジイソシアネート、1,3-ビス(イソシアネートメチル)-シクロヘキサン、ジシクロヘキシルメタン-4,4’-ジイソシアネート等の脂環式ポリイソシアネート;これらの化合物のビューレット体、イソシアヌレート体またはアロファネート体;これらの化合物のイソシアネート基の一部をトリメチロールプロパン、トリシクロデカンジメタノール、1,4-シクロヘキサンジメタノール等のアルコール、δ-ラクタム等のアミド、フタルイミド等のイミド、カルボジイミド、エポキシド等で変性した化合物が挙げられる。
ヒドロキシ基含有(メタ)アクリレートとしては、例えば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、1,4-シクロヘキサンジメタノールモノ(メタ)アクリレート等のヒドロキシアルキル基含有単官能(メタ)アクリレート;グリセリンジ(メタ)アクリレート、トリメチロールプロパンジ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート等のヒドロキシ基含有多官能(メタ)アクリレート;これらのアルキレンオキサイド変性体またはカプロラクトン変性体が挙げられる。
ポリオールとしては、例えば、1,4-ブタンジオール、1,6-ヘキサンジオール、エチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、トリメチロールプロパン、ジトリメチロールプロパン、ペンタエリスリトール、ジペンタエリスリトール、グリセリン、水添ビスフェノールA等の脂肪族または脂環式ポリオールが挙げられる。
成分(a1)のGPC法により測定される重量平均分子量は、好ましくは1,000以上であり、より好ましくは1,200以上20,000以下であり、更に好ましくは1,500以上15,000以下であり、更により好ましくは、1,700以上10,000以下であり、特に好ましくは、1,700以上4,500以下である。成分(a1)の重量平均分子量が上記数値範囲内であれば、ハードコート層3を、容易に所望の伸び性、ハードコート性、および耐摩耗性とすることができる。具体的には、成分(a1)の重量平均分子量が前記範囲を超えると、ハードコート層3のハードコート性および耐摩耗性が低下するおそれがあるため好ましくなく、前記範囲未満であると、ハードコート層3の伸び性が低下するおそれがあるため好ましくない。
GPC法の測定条件を以下に記載する。
・装置:東ソー製HLC-8120GPC
・カラム:東ソー製Super H2000+H4000
(各内径6mm、長さ15cm)
・展開溶媒:テトラヒドロフラン(THF)
・カラム恒温槽温度:40℃
・流速:0.5ml/min
・対照:単分散ポリスチレン
・検出器:屈折率検出器
GPC法の測定条件を以下に記載する。
・装置:東ソー製HLC-8120GPC
・カラム:東ソー製Super H2000+H4000
(各内径6mm、長さ15cm)
・展開溶媒:テトラヒドロフラン(THF)
・カラム恒温槽温度:40℃
・流速:0.5ml/min
・対照:単分散ポリスチレン
・検出器:屈折率検出器
成分(a1)の(メタ)アクリロイル基の官能基数は、3以下である。官能基数が3を超える場合、得られるハードコート層3のハードコート性が向上するものの、所望の伸び性を得ることができないおそれがあるため、好ましくない。また、成分(a1)の官能基数が2未満の場合、得られるハードコート層3の所望のハードコート性を得ることができないおそれがあるため、好ましくない。ハードコート層3を確実に所望のハードコート性と伸び性とを兼ね備えた層とするには、成分(a1)が3官能であることが好ましい。
成分(a1)の含有量は、紫外線硬化型樹脂組成物の固形分量に対して好ましくは50重量%以上95重量%以下であり、より好ましくは55重量%以上90重量%以下であり、更に好ましくは57重量%以上85重量%以下である。成分(a1)の含有量が上記数値範囲内であれば、ハードコート層3を、容易に所望の伸び性、ハードコート性、および耐摩耗性とすることができる。
紫外線硬化型樹脂組成物が含有する紫外線硬化型の(メタ)アクリレートは、前記成分(a1)以外の多官能(メタ)アクリレートモノマー(a2)を含有してもよい。多官能(メタ)アクリレートモノマーとは、分子内に官能基として2個以上の(メタ)アクリロイル基を有する化合物を意味する。このような成分(a2)としては、2官能(メタ)アクリレートモノマーおよび3官能以上の多官能(メタ)アクリレートモノマーが挙げられる。
2官能(メタ)アクリレートモノマーとしては、例えば、エチレングリコールジ(メタ)アクリレート、1,3-ブタンジオールジ(メタ)アクリレート、1,4-ブタンジオールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、1,9-ノナンジオールジ(メタ)アクリレートおよびネオペンチルグリコールジ(メタ)アクリレート等のアルキレングリコールジ(メタ)アクリレート;ジエチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、ジプロピレングリコールジ(メタ)アクリレート、トリプロピレングリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ポリプロピレングリコールジ(メタ)アクリレートおよびポリテトラメチレングリコールジ(メタ)アクリレート等のポリオキシアルキレングリコールジ(メタ)アクリレート;テトラフルオロエチレングリコールジ(メタ)アクリレート等のハロゲン置換アルキレングリコールのジ(メタ)アクリレート;トリメチロールプロパンジ(メタ)アクリレート、ジトリメチロールプロパンジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート等の脂肪族ポリオールのジ(メタ)アクリレート;水添ジシクロペンタジエニルジ(メタ)アクリレート、トリシクロデカンジメタノールジ(メタ)アクリレート等の水添ジシクロペンタジエン又はトリシクロデカンジアルカノールのジ(メタ)アクリレート;1,3-ジオキサン-2,5-ジイルジ(メタ)アクリレート〔別名:ジオキサングリコールジ(メタ)アクリレート〕等のジオキサングリコール又はジオキサンジアルカノールのジ(メタ)アクリレート;ビスフェノールAエチレンオキサイド付加物ジアクリレート物、ビスフェノールFエチレンオキサイド付加物ジアクリレート物等のビスフェノールA又はビスフェノールFのアルキレンオキサイド付加物のジ(メタ)アクリレート;ビスフェノールAジグリシジルエーテルのアクリル酸付加物、ビスフェノールFジグリシジルエーテルのアクリル酸付加物等のビスフェノールA又はビスフェノールFのエポキシジ(メタ)アクリレート;シリコーンジ(メタ)アクリレート;ヒドロキシピバリン酸ネオペンチルグリコールエステルのジ(メタ)アクリレート;2,2-ビス[4-(メタ)アクリロイルオキシエトキシエトキシフェニル]プロパン;2,2-ビス[4-(メタ)アクリロイルオキシエトキシエトキシシクロヘキシル]プロパン;2-(2-ヒドロキシ-1,1-ジメチルエチル)-5-エチル-5-ヒドロキシメチル-1,3-ジオキサン〕のジ(メタ)アクリレート;トリス(ヒドロキシエチル)イソシアヌレートジ(メタ)アクリレート;等が挙げられる。これらは1種のみで使用してもよいし、2種以上を組み合わせて使用してもよい。
3官能以上の多官能(メタ)アクリレートモノマーとしては、グリセリントリ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジトリメチロールプロパントリ(メタ)アクリレート、ジトリメチロールプロパンテトラ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等の3価以上の脂肪族ポリオールのポリ(メタ)アクリレート等が挙げられる。これらは1種のみで使用してもよいし、2種以上を組み合わせて使用してもよい。
上記の多官能(メタ)アクリレートモノマーの中でも、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、およびジペンタエリスリトールヘキサ(メタ)アクリレート等を用いることが好ましい。
3官能以上の多官能(メタ)アクリレートモノマーとしては、グリセリントリ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジトリメチロールプロパントリ(メタ)アクリレート、ジトリメチロールプロパンテトラ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等の3価以上の脂肪族ポリオールのポリ(メタ)アクリレート等が挙げられる。これらは1種のみで使用してもよいし、2種以上を組み合わせて使用してもよい。
上記の多官能(メタ)アクリレートモノマーの中でも、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、およびジペンタエリスリトールヘキサ(メタ)アクリレート等を用いることが好ましい。
成分(a2)の含有量は、紫外線硬化型樹脂組成物の固形分量に対して好ましくは35重量%以下であり、より好ましくは25重量%以下であり、更に好ましくは20重量%以下である。また、紫外線硬化型樹脂組成物は、成分(a2)を含まなくてもよい。成分(a2)を添加することで、ハードコート層のハードコート性を容易に調整することができ、含有量が上記数値範囲内であれば、ハードコート層3の伸び性を大きく損なうことなく所望のハードコート性を容易に得ることができる。
又、上記の(メタ)アクリレートを架橋硬化させる為の光重合開始剤(成分(b))としては、特に限定されず、従来公知の紫外線硬化用の光重合開始剤を用いることができ、例えば、アシルホスフィンオキサイド系光重合開始剤、アルキルフェノン系光重合開始剤、ベンゾイルホルメート系重合開始剤、チオキサントン系重合開始剤、オキシムエステル系重合開始剤、ベンゾフェノン系重合開始剤等が挙げられる。
アシルホスフィンオキサイド系光重合開始剤としては、2,4,6-トリメチルベンゾイルジフェニルホスフィンオキサイドおよびビス(2,4,6-トリメチルベンゾイル)-フェニルホスフィンオキサイド等が挙げられる。
アルキルフェノン系光重合開始剤としては、1-ヒドロキシシクロヘキシルフェニルケトン、2,2-ジメチル-2-フェニルアセトフェノン、2-ヒドロキシ-2-メチル-1-フェニルプロパノン、2-メチル-1-[4-(メチルチオ)フェニル]-2-モルホリノプロパン-1-オン、1-[4-(2-ヒドロキシエトキシル)-フェニル]-2-ヒドロキシ-メチルプロパノン、2-ヒドロキシ-1-(4-(4-(2-ヒドロキシ-2-メチルプロピオニル) ベンジル)フェニル)-2-メチルプロパン-1-オン、2-ベンジル-2-(ジメチルアミノ)-4’-モルホリノブチロフェノン、および2-(ジメチルアミノ)-2-[(4-メチルフェニル)メチル]-1-[4-(4-モルホリニル)フェニル]-1-ブタノン等が挙げられる。
ベンゾイルホルメート系光重合開始剤としては、メチルベンゾイルホルメート等が挙げられる。
チオキサントン系光重合開始剤としては、イソプロピルチオキサントン等が挙げられる。
オキシムエステル系光重合開始剤としては、1,2-オクタンジオン,1-[4-(フェニルチオ)-,2-(O-ベンゾイルオキシム)]およびエタノン,1-[9-エチル-6-(2-メチルベンゾイル)-9H-カルバゾール-3-イル]-,1-(O-アセチルオキシム)等が挙げられる。
ベンゾフェノン系光重合開始剤としては、ベンゾフェノン、4-クロロベンゾフェノン、および4,4′-ジアミノベンゾフェノン等が挙げられる。
アシルホスフィンオキサイド系光重合開始剤としては、2,4,6-トリメチルベンゾイルジフェニルホスフィンオキサイドおよびビス(2,4,6-トリメチルベンゾイル)-フェニルホスフィンオキサイド等が挙げられる。
アルキルフェノン系光重合開始剤としては、1-ヒドロキシシクロヘキシルフェニルケトン、2,2-ジメチル-2-フェニルアセトフェノン、2-ヒドロキシ-2-メチル-1-フェニルプロパノン、2-メチル-1-[4-(メチルチオ)フェニル]-2-モルホリノプロパン-1-オン、1-[4-(2-ヒドロキシエトキシル)-フェニル]-2-ヒドロキシ-メチルプロパノン、2-ヒドロキシ-1-(4-(4-(2-ヒドロキシ-2-メチルプロピオニル) ベンジル)フェニル)-2-メチルプロパン-1-オン、2-ベンジル-2-(ジメチルアミノ)-4’-モルホリノブチロフェノン、および2-(ジメチルアミノ)-2-[(4-メチルフェニル)メチル]-1-[4-(4-モルホリニル)フェニル]-1-ブタノン等が挙げられる。
ベンゾイルホルメート系光重合開始剤としては、メチルベンゾイルホルメート等が挙げられる。
チオキサントン系光重合開始剤としては、イソプロピルチオキサントン等が挙げられる。
オキシムエステル系光重合開始剤としては、1,2-オクタンジオン,1-[4-(フェニルチオ)-,2-(O-ベンゾイルオキシム)]およびエタノン,1-[9-エチル-6-(2-メチルベンゾイル)-9H-カルバゾール-3-イル]-,1-(O-アセチルオキシム)等が挙げられる。
ベンゾフェノン系光重合開始剤としては、ベンゾフェノン、4-クロロベンゾフェノン、および4,4′-ジアミノベンゾフェノン等が挙げられる。
この光重合開始剤の含有量は、紫外線硬化型樹脂組成物の固形分量に対して好ましくは0.1重量%以上15.0重量%以下であり、より好ましくは0.5重量%以上10.0重量%以下であり、さらに好ましくは1.0重量%以上7.0重量%以下である。光重合開始剤の含有量が上記数値範囲内であれば、ハードコート層3を容易に所望のハードコート性、および耐摩耗性とすることができる。
紫外線硬化型樹脂組成物は、耐候性付与の為紫外線吸収性化合物を更に含んでもよい。紫外線吸収性化合物としては特に限定されず、従来公知の紫外線吸収剤を用いることができる。
紫外線吸収剤としては、例えば、ベンゾトリアゾール系紫外線吸収剤、ヒドロキシフェニルトリアジン系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤等が挙げられる。これらの紫外線吸収剤は1種のみで使用してもよいし、2種以上を組み合わせて使用してもよい。
また、前記成分(a1)や成分(a2)が有する(メタ)アクリロイル基と重合可能な官能基を有し、かつ紫外線吸収骨格を有する化合物を使用してもよい。成分(a1)や成分(a2)が有する(メタ)アクリロイル基と重合可能な官能基としては(メタ)アクリロイル基、(メタ)アクリロイルオキシ基、ビニル基、アリル基が挙げられ、紫外線吸収骨格としては、ベンゾトリアゾール骨格、ベンゾフェノン骨格、オキシベンゾフェノン骨格、トリアジン骨格、サリチル酸フェニル骨格、シアノ(メタ)アクリレート骨格が挙げられる。このような化合物は、オリゴマーでもポリマーでも良い。これらの化合物は1種類のみで使用してもよいし、2種以上を組み合わせて使用してもよい。このような成分(a1)や成分(a2)と共重合可能な官能基を有し、かつ紫外線吸収骨格を有する化合物を用いると、紫外線吸収性化合物がハードコート層に固定化されることによりブリードアウトを抑制できる為、より好ましい。
紫外線吸収剤としては、例えば、ベンゾトリアゾール系紫外線吸収剤、ヒドロキシフェニルトリアジン系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤等が挙げられる。これらの紫外線吸収剤は1種のみで使用してもよいし、2種以上を組み合わせて使用してもよい。
また、前記成分(a1)や成分(a2)が有する(メタ)アクリロイル基と重合可能な官能基を有し、かつ紫外線吸収骨格を有する化合物を使用してもよい。成分(a1)や成分(a2)が有する(メタ)アクリロイル基と重合可能な官能基としては(メタ)アクリロイル基、(メタ)アクリロイルオキシ基、ビニル基、アリル基が挙げられ、紫外線吸収骨格としては、ベンゾトリアゾール骨格、ベンゾフェノン骨格、オキシベンゾフェノン骨格、トリアジン骨格、サリチル酸フェニル骨格、シアノ(メタ)アクリレート骨格が挙げられる。このような化合物は、オリゴマーでもポリマーでも良い。これらの化合物は1種類のみで使用してもよいし、2種以上を組み合わせて使用してもよい。このような成分(a1)や成分(a2)と共重合可能な官能基を有し、かつ紫外線吸収骨格を有する化合物を用いると、紫外線吸収性化合物がハードコート層に固定化されることによりブリードアウトを抑制できる為、より好ましい。
紫外線吸収性化合物として紫外線吸収剤を用いる場合、その含有量は、紫外線硬化型樹脂組成物の固形分量に対して好ましくは0.1~10重量%であり、より好ましくは0.5~7重量%である。
また、紫外線吸収性化合物として、成分(a1)や成分(a2)と共重合可能な官能基を有し、かつ紫外線吸収骨格を有する化合物を用いる場合、その含有量の上限は、紫外線硬化型樹脂組成物の固形分量に対して好ましくは40重量%以下であり、より好ましくは35重量%以下であり、その含有量の下限値は、紫外線硬化型樹脂組成物に対して好ましくは10重量%以上であり、より好ましくは15重量%以上である。
紫外線吸収性化合物の含有量が上記数値範囲内であれば、紫外線硬化型樹脂組成物の硬化性を阻害せず耐候性が良好な硬化塗膜を得ることができる。
紫外線吸収性化合物の含有量が上記数値範囲内であれば、紫外線硬化型樹脂組成物の硬化性を阻害せず耐候性が良好な硬化塗膜を得ることができる。
(その他の成分)
紫外線硬化型樹脂組成物は、本発明の目的を損なわない範囲で、上記成分以外の他の成分を含有してもよい。その他の成分としては、帯電防止剤、重合禁止剤、つや消し剤、消泡剤、分散剤、沈降防止剤、レベリング剤、撥水撥油剤、熱安定剤、光安定剤、密着性向上剤、光増感剤、抗菌剤、防カビ剤、抗ウイルス剤、シランカップリング剤、擦傷防止剤、熱可塑性成分等を必要に応じて用いることができる。
本発明の紫外線硬化型樹脂組成物は、上記の各成分を、従来公知の混合機、分散機、撹拌機等の装置を使用して、混合・撹拌することにより得られる。このような装置としては、例えば混合・分散ミル、ホモディスパー、モルタルミキサー、ロール、ペイントシェーカー、ホモジナイザー等が挙げられる。
紫外線硬化型樹脂組成物は、本発明の目的を損なわない範囲で、上記成分以外の他の成分を含有してもよい。その他の成分としては、帯電防止剤、重合禁止剤、つや消し剤、消泡剤、分散剤、沈降防止剤、レベリング剤、撥水撥油剤、熱安定剤、光安定剤、密着性向上剤、光増感剤、抗菌剤、防カビ剤、抗ウイルス剤、シランカップリング剤、擦傷防止剤、熱可塑性成分等を必要に応じて用いることができる。
本発明の紫外線硬化型樹脂組成物は、上記の各成分を、従来公知の混合機、分散機、撹拌機等の装置を使用して、混合・撹拌することにより得られる。このような装置としては、例えば混合・分散ミル、ホモディスパー、モルタルミキサー、ロール、ペイントシェーカー、ホモジナイザー等が挙げられる。
また、前記紫外線硬化型樹脂組成物を塗布に適した粘度に調整する等、必要に応じて溶剤で希釈することができる。溶剤としては、紫外線硬化型樹脂組成物中の樹脂分を溶解するものであれば特に限定されない。具体的には、芳香族炭化水素(例えば、トルエン、キシレンおよびエチルベンゼン)、エステル又はエーテルエステル(例えば、酢酸エチル、酢酸ブチルおよびメトキシブチルアセテート)、エーテル(例えば、ジエチルエーテル、テトラヒドロフラン、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、プロピレングリコールのモノメチルエーテルおよびジエチレングリコールのモノエチルエーテル)、ケトン(例えば、アセトン、メチルエチルケトン、メチルイソブチルケトン、ジ-n-ブチルケトンおよびシクロヘキサノン)、アルコール(例えば、メタノール、エタノール、n-又はi-プロパノール、n-、i-、sec-又はt-ブタノール、2-エチルヘキシルアルコールおよびベンジルアルコール)、アミド(例えば、ジメチルホルムアミド、ジメチルアセトアミド、N-メチルピロリドン等)、スルホキシド(例えば、ジメチルスルホキシド)などが挙げられる。これらの溶剤は単独で使用してもよく、また2種以上を混合して使用してもよい。
本発明におけるハードコート層3は、前記のとおり、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマー(a1)および光重合開始剤(b)を少なくとも含有する本発明の紫外線硬化型樹脂組成物が完全硬化した層である。
そして、本発明におけるハードコート層3の厚さの下限値は、3μm以上であれば、上記特性を満たすことができる範囲で、適宜選択すればよい。ハードコート層の厚さが3μm未満であると、成型体が所望のハードコート性、耐摩耗性、耐候性等の表面性能を発揮できないおそれがある。また、ハードコート層の厚さの上限値は、適宜選択すればよいが、箔バリや箔散りの発生を抑制する観点からは、15μm以下であることが好ましく、10μm以下であることがより好ましい。
また、ハードコート層3を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよく、硬化方法は、紫外線照射で硬化させることができる。
そして、本発明におけるハードコート層3の厚さの下限値は、3μm以上であれば、上記特性を満たすことができる範囲で、適宜選択すればよい。ハードコート層の厚さが3μm未満であると、成型体が所望のハードコート性、耐摩耗性、耐候性等の表面性能を発揮できないおそれがある。また、ハードコート層の厚さの上限値は、適宜選択すればよいが、箔バリや箔散りの発生を抑制する観点からは、15μm以下であることが好ましく、10μm以下であることがより好ましい。
また、ハードコート層3を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよく、硬化方法は、紫外線照射で硬化させることができる。
本発明における、上記の本発明の紫外線硬化型樹脂組成物から形成されたハードコート層3は、転写フィルムの製造段階で紫外線硬化型樹脂組成物を完全硬化させても伸び性があり、表面凹凸が大きい樹脂成型品に転写する場合であっても、ハードコート層に亀裂が発生せず、かつハードコート性を有している。
また、本発明の紫外線硬化型樹脂組成物は、少なくとも伸び性、ハードコート性、耐摩耗性、耐候性のすべてを有したものである。
したがって、本発明の紫外線硬化型樹脂組成物を完全硬化させたハードコート層、及び該ハードコート層が形成された本発明の転写フィルムも少なくとも、同様に伸び性、ハードコート性、耐摩耗性、耐候性のすべてを当然有したものである。
したがって、本発明の紫外線硬化型樹脂組成物を完全硬化させたハードコート層、及び該ハードコート層が形成された本発明の転写フィルムも少なくとも、同様に伸び性、ハードコート性、耐摩耗性、耐候性のすべてを当然有したものである。
なお、本明細書では、本発明の紫外線硬化型樹脂組成物、及び該紫外線硬化型樹脂組成物を完全硬化させたハードコート層が、伸び性、ハードコート性、耐摩耗性、耐候性を有しているとは、下記特徴をそれぞれ満足していることをいう。
(伸び性)
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ188μmのポリエチレンテレフタレートフィルム上に形成し、該フィルムをJIS K 6251に規定される引張試験用ダンベル状1号形で打ち抜きを行い、試験試料を作成する。該試験試料を、万能試験機を使用して引張試験を行い、ハードコート層に亀裂または、ポリエチレンテレフタレートフィルム上からハードコート層の脱落が生じない伸び率が30%以上である。
なお、本明細書において伸び率とは、初期の塗膜の長さに対し、伸長した長さの割合をいう。例えば、100mmの塗膜を伸ばし130mmになった場合、その伸び30mmであるから、伸び率は30%である。
(ハードコート性)
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ100μmのポリエチレンテレフタレートフィルム上に形成し、該フィルムを使用して、JIS K 5600-5-4(塗膜の機械的性質‐引っかき硬度(鉛筆法))に準じて測定される表面硬度がF以上である。
(耐摩耗性)
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ1mmのABS板上に形成し、該フィルムを使用して、JIS K 7204に定めるテーバー型摩耗試験機にて、摩耗輪「CS10」・荷重4.9Nで耐摩耗性を試験し、ABS板の露出する摩耗回数が1000回摩耗以上である。
(耐候性)
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ100μmのポリエチレンテレフタレートフィルム上に形成し、該フィルムをJIS K 5600-7-8に定められるキセノンアークランプを用い、積算照射量500MJ/m2の照射を行った前後におけるJIS Z 8722に準じて測定される色差の差分ΔEabが3以下である。
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ188μmのポリエチレンテレフタレートフィルム上に形成し、該フィルムをJIS K 6251に規定される引張試験用ダンベル状1号形で打ち抜きを行い、試験試料を作成する。該試験試料を、万能試験機を使用して引張試験を行い、ハードコート層に亀裂または、ポリエチレンテレフタレートフィルム上からハードコート層の脱落が生じない伸び率が30%以上である。
なお、本明細書において伸び率とは、初期の塗膜の長さに対し、伸長した長さの割合をいう。例えば、100mmの塗膜を伸ばし130mmになった場合、その伸び30mmであるから、伸び率は30%である。
(ハードコート性)
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ100μmのポリエチレンテレフタレートフィルム上に形成し、該フィルムを使用して、JIS K 5600-5-4(塗膜の機械的性質‐引っかき硬度(鉛筆法))に準じて測定される表面硬度がF以上である。
(耐摩耗性)
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ1mmのABS板上に形成し、該フィルムを使用して、JIS K 7204に定めるテーバー型摩耗試験機にて、摩耗輪「CS10」・荷重4.9Nで耐摩耗性を試験し、ABS板の露出する摩耗回数が1000回摩耗以上である。
(耐候性)
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ100μmのポリエチレンテレフタレートフィルム上に形成し、該フィルムをJIS K 5600-7-8に定められるキセノンアークランプを用い、積算照射量500MJ/m2の照射を行った前後におけるJIS Z 8722に準じて測定される色差の差分ΔEabが3以下である。
そして、本発明の紫外線硬化型樹脂組成物を完全硬化させたハードコート層が形成された本発明の転写フィルムを使用して得られる本発明の成型体は、ハードコート性、耐摩耗性、耐候性を当然有したものとなる。
さらに、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生せず外観上の不具合を生じることがない。
さらに、転写加工後に後加工(ハードコート塗料の上塗り加工、紫外線照射加工)が不要で、かつハードコート層に亀裂が発生せず外観上の不具合を生じることがない。
(プライマー層4)
本発明におけるプライマー層4は、ハードコート層3とその上に形成される各層との密着性を確保する為に形成される層である。
プライマー層4を形成させる為に用いられる樹脂は、上記目的を達成することができるものであれば特に制限なく、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、メラミン系樹脂、エポキシ系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂としてもよく、目的に応じて適宜選択すればよい。さらに、プライマー層4は、必要に応じて、帯電防止剤、紫外線吸収剤、熱安定剤、硬化剤等の各種添加剤を1種類以上添加してもよく、各種添加剤の添加量は、目的に応じて適宜選択すればよい。
本発明におけるプライマー層4は、ハードコート層3とその上に形成される各層との密着性を確保する為に形成される層である。
プライマー層4を形成させる為に用いられる樹脂は、上記目的を達成することができるものであれば特に制限なく、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、メラミン系樹脂、エポキシ系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂としてもよく、目的に応じて適宜選択すればよい。さらに、プライマー層4は、必要に応じて、帯電防止剤、紫外線吸収剤、熱安定剤、硬化剤等の各種添加剤を1種類以上添加してもよく、各種添加剤の添加量は、目的に応じて適宜選択すればよい。
本発明では、プライマー層4の厚さは、前記目的を達成することができる範囲で、適宜選択すればよく、0.5μm以上5μm以下の範囲とすることが好ましい。
また、プライマー層4を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
また、プライマー層4を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
(接着層5)
本発明の転写フィルムに形成されている接着層5は、一般に転写フィルムに使用される熱可塑性の樹脂であれば特に制限はなく、アクリル系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、酢酸ビニル系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂や、これら2種以上の共重合樹脂であってもよく、使用する被転写物である樹脂成型品に応じて適宜選択すれば良い。また、樹脂成型品の樹脂と相溶性の良い樹脂を使用すれば樹脂成型品との相性もよく好ましい。
本発明の転写フィルムに形成されている接着層5は、一般に転写フィルムに使用される熱可塑性の樹脂であれば特に制限はなく、アクリル系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、酢酸ビニル系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂や、これら2種以上の共重合樹脂であってもよく、使用する被転写物である樹脂成型品に応じて適宜選択すれば良い。また、樹脂成型品の樹脂と相溶性の良い樹脂を使用すれば樹脂成型品との相性もよく好ましい。
接着層5の厚さは、前記目的を達成することができる範囲で、適宜選択すればよく、0.1μm以上10μm以下の範囲とすることが好ましい。
また、接着層を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
また、接着層を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
本発明の転写フィルムにおいては、図2に示されるようにして、樹脂成型品に意匠性を付与する目的で形成される着色層6、金属下地層7、金属や金属化合物からなる金属薄膜層8の1つ又は複数が形成された層構成であってもよく、プライマー層4と、着色層6又は金属下地層7との間に印刷層が設けられてもよい。
(着色層6、印刷層)
着色層6は、樹脂に顔料あるいは染料を添加して、本発明の転写フィルムの全面あるいは一部の所望の部位に形成した層である。
印刷層は、樹脂に顔料あるいは染料を添加して、本発明の転写フィルムに所望の図柄状に形成した層である。着色層6および印刷層に用いる樹脂は、上記目的を達成することができるものであれば特に制限なく、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、メラミン系樹脂、エポキシ系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂としてもよく、目的に応じて適宜選択すればよい。
さらに、着色層6および印刷層は、必要に応じて、帯電防止剤、紫外線吸収剤、熱安定剤、硬化剤等の各種添加剤を1種類以上添加してもよく、各種添加剤の添加量は、目的に応じて適宜選択すればよい。
着色層6は、樹脂に顔料あるいは染料を添加して、本発明の転写フィルムの全面あるいは一部の所望の部位に形成した層である。
印刷層は、樹脂に顔料あるいは染料を添加して、本発明の転写フィルムに所望の図柄状に形成した層である。着色層6および印刷層に用いる樹脂は、上記目的を達成することができるものであれば特に制限なく、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、メラミン系樹脂、エポキシ系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂としてもよく、目的に応じて適宜選択すればよい。
さらに、着色層6および印刷層は、必要に応じて、帯電防止剤、紫外線吸収剤、熱安定剤、硬化剤等の各種添加剤を1種類以上添加してもよく、各種添加剤の添加量は、目的に応じて適宜選択すればよい。
着色層6および印刷層の厚さは、所望する着色層6および印刷層の効果を得ることができる厚さであればよく、それぞれ0.1μm以上5μm以下の範囲とすることが好ましく、着色層6および印刷層を形成する目的に応じて、適宜選択すればよい。また、着色層6および印刷層を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法、スクリーン印刷法、オフセット印刷法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
(金属下地層7)
本発明における金属下地層7は、本発明の転写フィルムに後述する金属薄膜層8を形成する構成とする際に、プライマー層4、着色層6、印刷層、後述する干渉防止層やアンカー層等と、金属薄膜層8とを密着性を向上させる目的で形成される層である。
本発明における金属下地層7は、本発明の転写フィルムに後述する金属薄膜層8を形成する構成とする際に、プライマー層4、着色層6、印刷層、後述する干渉防止層やアンカー層等と、金属薄膜層8とを密着性を向上させる目的で形成される層である。
金属下地層7に用いる樹脂は、上記目的を達成することができるものであれば特に制限なく、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、メラミン系樹脂、エポキシ系樹脂等、従来公知の樹脂が使用でき、これらのいずれか1種、または2種以上の混合樹脂としてもよく、目的に応じて適宜選択すればよい。
さらに、金属下地層7は、必要に応じて、帯電防止剤、紫外線吸収剤、熱安定剤、硬化剤等の各種添加剤を1種類以上添加してもよく、各種添加剤の添加量は、目的に応じて適宜選択すればよい。
さらに、金属下地層7は、必要に応じて、帯電防止剤、紫外線吸収剤、熱安定剤、硬化剤等の各種添加剤を1種類以上添加してもよく、各種添加剤の添加量は、目的に応じて適宜選択すればよい。
金属下地層7の厚さは、前記目的を達成することができる範囲で、適宜選択すればよく、0.1μm以上2μm以下の範囲とすることが好ましい。
また、金属下地層7を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
また、金属下地層7を形成する方法は、グラビアコート法、リバースコート法、ダイコート法、リバースグラビアコート法、バーコート法等、従来公知のコーティング方法を使用することができ、目的に応じて適宜選択すればよい。
(金属薄膜層8)
本発明における金属薄膜層8は、樹脂成型品に主に金属光沢を付与する目的で形成される層であり、転写加工を行なった場合に、接着層とともに樹脂成型品表面に転写、形成される層である。さらに金属薄膜層に後述の金属化合物を用いることで、金属光沢に加え、あるいは金属光沢に代えて、バリア性や導電性等の特性を付与してもよい。
本発明における金属薄膜層8は、樹脂成型品に主に金属光沢を付与する目的で形成される層であり、転写加工を行なった場合に、接着層とともに樹脂成型品表面に転写、形成される層である。さらに金属薄膜層に後述の金属化合物を用いることで、金属光沢に加え、あるいは金属光沢に代えて、バリア性や導電性等の特性を付与してもよい。
金属薄膜層8に使用する金属は、アルミニウム、クロム、錫、金、銀、銅、亜鉛、珪素、ニッケル、インジウム、鉛、亜鉛、ビスマス、チタン、鉄、コバルト、ゲルマニウム等の従来公知の各種金属または又はこれらの合金、上記従来公知の金属の酸化物、硫化物、窒化物等の金属化合物を使用することができ、所望の目的により適宜選択すればよい。
金属薄膜層8は、1層であっても2層以上の複数層としても構わず、金属薄膜層8を2層以上の複数層とする場合には、各層に使用する金属は各層間で異なっていてもよく同種であってもよい。また、金属薄膜層8は、海島構造と呼ばれる不連続な金属薄膜層を用いることが、成型転写時の伸びによる金属薄膜層8の亀裂やそれに伴う意匠性の低下が少なく好ましい。
金属薄膜層8は、1層であっても2層以上の複数層としても構わず、金属薄膜層8を2層以上の複数層とする場合には、各層に使用する金属は各層間で異なっていてもよく同種であってもよい。また、金属薄膜層8は、海島構造と呼ばれる不連続な金属薄膜層を用いることが、成型転写時の伸びによる金属薄膜層8の亀裂やそれに伴う意匠性の低下が少なく好ましい。
海島構造と呼ばれる不連続な金属薄膜層とは、通常、島のサイズが1nm以上2000nm以下の範囲、かつ島の間隔が2nm以上500nm以下の範囲となるような金属光沢を備えた金属薄膜層のことである。
特に使用する金属としてインジウム、または錫を使用すると、上記海島構造と呼ばれる不連続な金属薄膜層を容易に得ることができ、より好ましい。
特に使用する金属としてインジウム、または錫を使用すると、上記海島構造と呼ばれる不連続な金属薄膜層を容易に得ることができ、より好ましい。
金属薄膜層8の厚さは、10nm以上200nm以下の範囲が好ましい。10nmよりも薄いと、本発明の転写フィルムに所望の金属光沢等を付与することができなくなるおそれがある為、好ましくなく、200nmよりも厚いと、金属薄膜層を形成する際の熱や転写加工時の熱によってプラスチックフィルムが変形、変質してしまうおそれや、金属薄膜層が海島構造とならないおそれや、転写加工時に金属薄膜層に亀裂が発生するおそれあり、本発明の転写フィルムに所望の金属光沢等を付与することができなくなるおそれがある為、好ましくない。尚、本発明では、金属薄膜層8を保護する為の蒸着保護層を金属薄膜層8上に形成してもよく、その材料、形成方法、厚さなどは目的に応じて従来公知のものを用いることができる。
金属薄膜層8を形成する方法は、真空蒸着法、スパッタリング法、化学気相蒸着法(CVD法)等、従来公知の金属薄膜層を形成する方法が使用でき、目的に応じて適宜選択すればよい。
そして、着色層6、印刷層、金属下地層7、金属薄膜層8等を形成することにより、本発明の転写フィルムに意匠性を付与する際、着色層6、印刷層、金属下地層7、金属薄膜層8の種類、形成される順序は、目的に応じて適宜選択すればよい。また、着色層6、印刷層、金属下地層7、金属薄膜層8、及び接着層5は、プライマー層4上の全面に形成されていても部分的に形成されていても構わず、形成される位置は、目的に応じて適宜選択すればよい。
また、本発明の転写フィルムは、上記に挙げられたもの以外の層として、ハードコート層の干渉模様の出現を防止する為の干渉防止層をプライマー層4上に形成してもよく、前記各層間の密着性を向上させる為のアンカー層等をさらに形成してもよい。干渉防止層やアンカー層等に使用する材料、形成方法、厚さ、形成する位置等は目的に応じて従来公知のものを用いることができる。
本発明の成型体は、樹脂成型品上に上記各層が順次形成されたものである。
そして、本発明の成型体は、本発明の転写フィルムに形成された転写層を樹脂成型品上へ転写することにより容易に得ることができる。
下記に、前記例示した本発明の転写フィルムA)~H)を使用して得た本発明の成型体の構成を例示する。尚、本発明の転写フィルムA)を使用した本発明の成型体はa)に対応しており、本発明の転写フィルムB)~H)も、それぞれ本発明の成型品b)~h)に対応している。また、本発明の成型体は、下記に例示した構成以外であっても構わない。
a)ハードコート層3/プライマー層4/接着層5/樹脂成型品9
b)ハードコート層3/プライマー層4/着色層6/接着層5/樹脂成型品9
c)ハードコート層3/プライマー層4/印刷層/接着層5/樹脂成型品9
d)ハードコート層3/プライマー層4/着色層6/金属下地層7/金属薄膜層8/接着層5/樹脂成型品9
e)ハードコート層3/プライマー層4/印刷層/金属下地層7/金属薄膜層8/接着層5/樹脂成型品9
f)ハードコート層3/プライマー層4/印刷層/着色層6/金属下地層7/金属薄膜層8/接着層5/樹脂成型品9
g)ハードコート層3/プライマー層4/アンカー層/着色層6/金属下地層7/金属薄膜層8/蒸着保護層/接着層5/樹脂成型品9
h)ハードコート層3/プライマー層4/干渉防止層/金属下地層7/金属薄膜層8/蒸着保護層/接着層5/樹脂成型品9
そして、本発明の成型体は、本発明の転写フィルムに形成された転写層を樹脂成型品上へ転写することにより容易に得ることができる。
下記に、前記例示した本発明の転写フィルムA)~H)を使用して得た本発明の成型体の構成を例示する。尚、本発明の転写フィルムA)を使用した本発明の成型体はa)に対応しており、本発明の転写フィルムB)~H)も、それぞれ本発明の成型品b)~h)に対応している。また、本発明の成型体は、下記に例示した構成以外であっても構わない。
a)ハードコート層3/プライマー層4/接着層5/樹脂成型品9
b)ハードコート層3/プライマー層4/着色層6/接着層5/樹脂成型品9
c)ハードコート層3/プライマー層4/印刷層/接着層5/樹脂成型品9
d)ハードコート層3/プライマー層4/着色層6/金属下地層7/金属薄膜層8/接着層5/樹脂成型品9
e)ハードコート層3/プライマー層4/印刷層/金属下地層7/金属薄膜層8/接着層5/樹脂成型品9
f)ハードコート層3/プライマー層4/印刷層/着色層6/金属下地層7/金属薄膜層8/接着層5/樹脂成型品9
g)ハードコート層3/プライマー層4/アンカー層/着色層6/金属下地層7/金属薄膜層8/蒸着保護層/接着層5/樹脂成型品9
h)ハードコート層3/プライマー層4/干渉防止層/金属下地層7/金属薄膜層8/蒸着保護層/接着層5/樹脂成型品9
本発明の転写フィルムを使用して本発明の成型体を得る場合に、樹脂成型品表面と転写フィルムの接着層とを密着させ、ロール転写機、アップダウン転写機等の転写機を使用する熱転写法を使用しても構わないが、後述する、成型と成型体表面への転写(加飾)とを、同時に行う成型同時転写法(インモールド成型法)を使用すれば、成型と同時に成型体を得ることができる点で、成型同時転写法(インモールド成型法)を使用する方が適している。
[成型同時転写法(インモールド成型法)]
成型同時転写法(インモールド成型法)は、まず所望の形状のキャビティーを有するインモールド成型用金型と転写フィルムを準備し、該金型の内部に、接着層が樹脂成型品側になるようにして転写フィルムを配置する。そして、吸引を行い、金型を閉じ、転写フィルムを射出成型用金型内に挟み込んだ後に、金型内に熱可塑性樹脂を射出して、熱と圧力によって樹脂成型品の表面に、転写フィルムの転写層を転写し、冷却後、金型から成型体を取り出すことで、樹脂成型品表面に転写層が形成された成型体を得ることができる工法である。
成型同時転写法(インモールド成型法)は、まず所望の形状のキャビティーを有するインモールド成型用金型と転写フィルムを準備し、該金型の内部に、接着層が樹脂成型品側になるようにして転写フィルムを配置する。そして、吸引を行い、金型を閉じ、転写フィルムを射出成型用金型内に挟み込んだ後に、金型内に熱可塑性樹脂を射出して、熱と圧力によって樹脂成型品の表面に、転写フィルムの転写層を転写し、冷却後、金型から成型体を取り出すことで、樹脂成型品表面に転写層が形成された成型体を得ることができる工法である。
そして、本発明の成型体は、前記耐候性の特徴を有したハードコート層が形成されている為、成型体が耐候性を求められる自動車外装用途等で使用することができるが、耐候性が求められない用途であっても当然使用することができる。
(樹脂成型品9)
樹脂成型品9を構成する樹脂は、所望の目的に応じて、アクリル系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、酢酸ビニル系樹脂、ABS樹脂、ポリカーボネート樹脂等、従来公知の樹脂を用いることができる。またこれらの樹脂のいずれか1種、または2種以上の混合樹脂や、これら2種以上の共重合樹脂であってもよい。またこれらの樹脂は、透明であってもよく、着色されていてもよい。
樹脂成型品9を構成する樹脂は、所望の目的に応じて、アクリル系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、酢酸ビニル系樹脂、ABS樹脂、ポリカーボネート樹脂等、従来公知の樹脂を用いることができる。またこれらの樹脂のいずれか1種、または2種以上の混合樹脂や、これら2種以上の共重合樹脂であってもよい。またこれらの樹脂は、透明であってもよく、着色されていてもよい。
以下に実施例および比較例を挙げて本発明をさらに具体的に説明するが、本発明はこれら実施例に限定されるものではない。
[紫外線硬化型樹脂組成物の作成]
[実施例1]
成分(a1)として重量平均分子量が2,000であり、官能基数が3であるウレタンアクリレートオリゴマー(ダイセル・オルネクス社製のEBECRYL8701、固形分100%)100重量部に、光重合開始剤(b)としてアルキルフェノン系重合開始剤(IGM RESINS社製のOmnirad184、固形分100%)を5重量部、紫外線吸収成分として反応性基がアクリロイル基であり、紫外線吸収骨格としてベンゾトリアゾール骨格を有する化合物A(固形分55%、酢酸ブチル含有)を100重量部添加し混合した実施例1の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が62.5重量%、成分(b)が3.1重量%、紫外線吸収成分が34.4重量%であった。
[実施例1]
成分(a1)として重量平均分子量が2,000であり、官能基数が3であるウレタンアクリレートオリゴマー(ダイセル・オルネクス社製のEBECRYL8701、固形分100%)100重量部に、光重合開始剤(b)としてアルキルフェノン系重合開始剤(IGM RESINS社製のOmnirad184、固形分100%)を5重量部、紫外線吸収成分として反応性基がアクリロイル基であり、紫外線吸収骨格としてベンゾトリアゾール骨格を有する化合物A(固形分55%、酢酸ブチル含有)を100重量部添加し混合した実施例1の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が62.5重量%、成分(b)が3.1重量%、紫外線吸収成分が34.4重量%であった。
[実施例2]
実施例1の本発明の紫外線硬化型樹脂組成物に、成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)10重量部をさらに添加して実施例2の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が58.8重量%、成分(a2)が5.9重量%、成分(b)が2.9重量%、紫外線吸収成分が32.4重量%であった。
実施例1の本発明の紫外線硬化型樹脂組成物に、成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)10重量部をさらに添加して実施例2の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が58.8重量%、成分(a2)が5.9重量%、成分(b)が2.9重量%、紫外線吸収成分が32.4重量%であった。
[実施例3]
実施例1の本発明の紫外線硬化型樹脂組成物に、成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)20重量部をさらに添加して実施例3の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が55.5重量%、成分(a2)が11.1重量%、成分(b)が2.8重量%、紫外線吸収成分が30.6重量%であった。
実施例1の本発明の紫外線硬化型樹脂組成物に、成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)20重量部をさらに添加して実施例3の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が55.5重量%、成分(a2)が11.1重量%、成分(b)が2.8重量%、紫外線吸収成分が30.6重量%であった。
[実施例4]
実施例1で使用した成分(a1)にかえて、重量平均分子量が5,000であり、官能基数が2であるウレタンアクリレート樹脂(ダイセル・オルネクス社製のEBECRYL230、固形分100%)を使用したこと、及び成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)10重量をさらに添加したこと以外は実施例1と同様にして、実施例4の本発明の紫外線硬化型樹脂組成物を作製した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が58.8重量%、成分(a2)が5.9重量%、成分(b)が2.9重量%、紫外線吸収成分が32.4重量%であった。
実施例1で使用した成分(a1)にかえて、重量平均分子量が5,000であり、官能基数が2であるウレタンアクリレート樹脂(ダイセル・オルネクス社製のEBECRYL230、固形分100%)を使用したこと、及び成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)10重量をさらに添加したこと以外は実施例1と同様にして、実施例4の本発明の紫外線硬化型樹脂組成物を作製した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が58.8重量%、成分(a2)が5.9重量%、成分(b)が2.9重量%、紫外線吸収成分が32.4重量%であった。
[実施例5]
実施例1の本発明の紫外線硬化型樹脂組成物で使用した紫外線吸収成分にかえて、ヒドロキシフェニルトリアジン系紫外線吸収剤(BASFジャパン社製のチヌビン400、固形分85%、1-メトキシ-2-ヒドロキシプロパン含有)を2重量部添加したこと、及び成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)20重量部をさらに添加したこと以外は実施例1と同様にして実施例5の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が78.9重量%、成分(a2)が15.8重量%、成分(b)が4.0重量%、紫外線吸収剤が1.3重量%であった。
実施例1の本発明の紫外線硬化型樹脂組成物で使用した紫外線吸収成分にかえて、ヒドロキシフェニルトリアジン系紫外線吸収剤(BASFジャパン社製のチヌビン400、固形分85%、1-メトキシ-2-ヒドロキシプロパン含有)を2重量部添加したこと、及び成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)20重量部をさらに添加したこと以外は実施例1と同様にして実施例5の本発明の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、成分(a1)が78.9重量%、成分(a2)が15.8重量%、成分(b)が4.0重量%、紫外線吸収剤が1.3重量%であった。
[比較例1]
重量平均分子量が1,200であり、官能基数が10であるウレタンアクリレートオリゴマー(ダイセル・オルネクス社製のKRM8452、固形分100%)100重量部に、成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)20重量部、光重合開始剤(b)としてアルキルフェノン系重合開始剤(IGM RESINS社製のOmnirad184、固形分100%)を5重量部、紫外線吸収成分としてヒドロキシフェニルトリアジン系紫外線吸収剤(BASFジャパン社製のチヌビン400、固形分85%、1-メトキシ-2-ヒドロキシプロパン含有)を0.5重量部添加し混合した比較例1の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、オリゴマー79.7重量%、成分(a2)が15.9重量%、成分(b)が4.0重量%、紫外線吸収剤0.4重量%であった。
重量平均分子量が1,200であり、官能基数が10であるウレタンアクリレートオリゴマー(ダイセル・オルネクス社製のKRM8452、固形分100%)100重量部に、成分(a2)としてペンタエリスリトールトリ/テトラアクリレート(ダイセル・オルネクス社製のPETIA、固形分100%)20重量部、光重合開始剤(b)としてアルキルフェノン系重合開始剤(IGM RESINS社製のOmnirad184、固形分100%)を5重量部、紫外線吸収成分としてヒドロキシフェニルトリアジン系紫外線吸収剤(BASFジャパン社製のチヌビン400、固形分85%、1-メトキシ-2-ヒドロキシプロパン含有)を0.5重量部添加し混合した比較例1の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、オリゴマー79.7重量%、成分(a2)が15.9重量%、成分(b)が4.0重量%、紫外線吸収剤0.4重量%であった。
[比較例2]
比較例1の紫外線硬化型樹脂組成物で使用した紫外線吸収成分にかえて紫外線吸収成分として反応基がアクリロイル基、紫外線吸収骨格としてベンゾトリアゾール骨格を有する化合物A(固形分55%、酢酸ブチル含有)を100重量部添加したこと以外は比較例1と同様にして比較例2の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、オリゴマー55.5重量%、成分(a2)が11.1重量%、成分(b)が2.8重量%、紫外線吸収成分が30.6重量%であった。
比較例1の紫外線硬化型樹脂組成物で使用した紫外線吸収成分にかえて紫外線吸収成分として反応基がアクリロイル基、紫外線吸収骨格としてベンゾトリアゾール骨格を有する化合物A(固形分55%、酢酸ブチル含有)を100重量部添加したこと以外は比較例1と同様にして比較例2の紫外線硬化型樹脂組成物を作成した。本組成物中の固形分量に対する各成分の含有量は、オリゴマー55.5重量%、成分(a2)が11.1重量%、成分(b)が2.8重量%、紫外線吸収成分が30.6重量%であった。
実施例1~5の本発明の紫外線硬化型樹脂組成物、及び比較例1、2の紫外線硬化型樹脂組成物に、希釈溶剤としてメチルエチルケトンを添加して固形分を50%に調製した紫外線硬化型樹脂塗料を使用し、下記の方法で紫外線硬化型樹脂組成物の特性を評価、測定した。
[伸び性]
厚さ188μmのポリエチレンテレフタレートフィルム上に、紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ3μmのハードコート層をそれぞれ形成し、該フィルムをJIS K 6251に準じて引張試験用ダンベル状1号形で打ち抜きを行い、試験試料各2枚を作成した後、ダンベル1号型にて打ち抜き、該試験試料を万能試験機にて伸び率が30%となるように試験試料を引っ張り延伸させ、ハードコート層の亀裂または、ポリエチレンテレフタレートフィルムからのハードコート層の脱落の発生の有無を確認し評価した。評価結果は表1に示す。
厚さ188μmのポリエチレンテレフタレートフィルム上に、紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ3μmのハードコート層をそれぞれ形成し、該フィルムをJIS K 6251に準じて引張試験用ダンベル状1号形で打ち抜きを行い、試験試料各2枚を作成した後、ダンベル1号型にて打ち抜き、該試験試料を万能試験機にて伸び率が30%となるように試験試料を引っ張り延伸させ、ハードコート層の亀裂または、ポリエチレンテレフタレートフィルムからのハードコート層の脱落の発生の有無を確認し評価した。評価結果は表1に示す。
[ハードコート性]
厚さ100μmのポリエチレンテレフタレートフィルム上に、紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ3μmのハードコート層をそれぞれ形成して試験試料を作成した後、該試験試料をJIS K 5600-5-4(塗膜の機械的性質‐引っかき硬度(鉛筆法))に準じて表面硬度を測定した。測定結果は表1に示す。
厚さ100μmのポリエチレンテレフタレートフィルム上に、紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ3μmのハードコート層をそれぞれ形成して試験試料を作成した後、該試験試料をJIS K 5600-5-4(塗膜の機械的性質‐引っかき硬度(鉛筆法))に準じて表面硬度を測定した。測定結果は表1に示す。
[耐摩耗性]
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ1mmのABS板上に形成し、該フィルムを使用して、JIS K 7204に定めるテーバー型摩耗試験機にて、摩耗輪「CS10」・荷重4.9Nで耐摩耗性を試験し、ABS板が露出する摩耗回数を測定した。測定結果は表1に示す。
厚さ3μmの紫外線硬化型樹脂組成物を完全硬化させたハードコート層を厚さ1mmのABS板上に形成し、該フィルムを使用して、JIS K 7204に定めるテーバー型摩耗試験機にて、摩耗輪「CS10」・荷重4.9Nで耐摩耗性を試験し、ABS板が露出する摩耗回数を測定した。測定結果は表1に示す。
[耐候性]
厚さ100μmのポリエチレンテレフタレートフィルム上に、紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ3μmのハードコート層をそれぞれ形成して試験試料を作成した後、該試験試料をJIS K 5600-7-8に定められるキセノンアークランプを用い、積算照射量500MJ/m2の照射を行った前後におけるJIS Z 8722に準じて測定される色差の差分(ΔEab)を測定した。測定結果は表1に示す。
厚さ100μmのポリエチレンテレフタレートフィルム上に、紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ3μmのハードコート層をそれぞれ形成して試験試料を作成した後、該試験試料をJIS K 5600-7-8に定められるキセノンアークランプを用い、積算照射量500MJ/m2の照射を行った前後におけるJIS Z 8722に準じて測定される色差の差分(ΔEab)を測定した。測定結果は表1に示す。
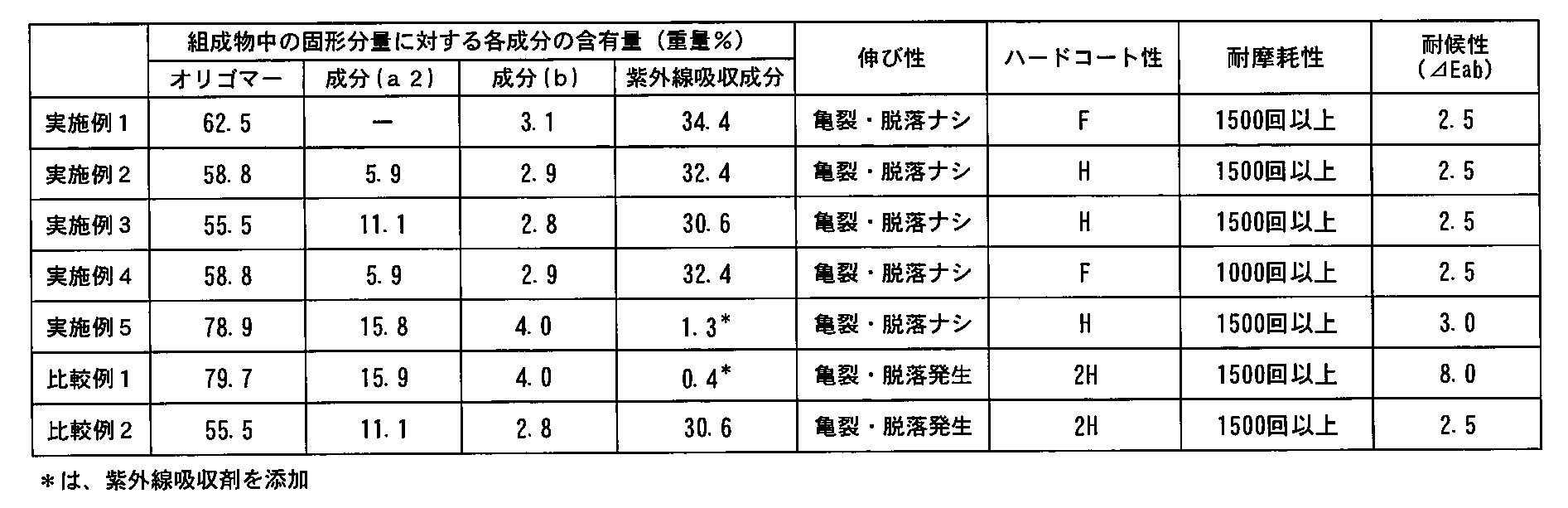
表1に示されるように、実施例1~5で使用した本発明の紫外線硬化型樹脂組成物は、いずれも、試験試料を引っ張り延伸させた場合でもハードコート層の亀裂、またはハードコート層の脱落の発生がなく、かつ表面硬度がF以上であり、耐摩耗性試験でも、ABS板が露出する摩耗回数が1000回以上であり、かつ積算照射量500MJ/m2の照射を行った前後における色差の差分(ΔEab)が3以下であった。
このことから、実施例1~5で使用した本発明の紫外線硬化型樹脂組成物は、伸び性、ハードコート性、耐摩耗性、耐候性の前記特徴を全て満足するものであり、本発明の転写フィルム、及び本発明の成型体のハードコート層に使用する紫外線硬化型樹脂組成物として最適なものであった。
それに対して、比較例1、2で使用した紫外線硬化型樹脂組成物は、表面硬度はいずれも、2Hで、耐摩耗性試験でも、ABS板が露出する摩耗回数が1500回以上でありハードコート性、及び耐摩耗性の前記特徴は満足するものであった。しかしながら、試験試料を引っ張り延伸させた場合において、いずれもハードコート層の亀裂、またはハードコート層の脱落が確認され、伸び性の前記特徴を満足していなかった。また、積算照射量500MJ/m2の照射を行った前後における色差の差分(ΔEab)は、比較例1は8.0、比較例2は2.5であり、比較例1については耐候性の前記特徴を満足していなかった。
このことから、比較例1、2で使用した紫外線硬化型樹脂組成物は、伸び性、ハードコート性、耐摩耗性、耐候性の前記特徴を全て満足するものではない為、本発明の転写フィルム、及び本発明の成型体のハードコート層に使用する紫外線硬化型樹脂組成物として適さないものであった。
このことから、実施例1~5で使用した本発明の紫外線硬化型樹脂組成物は、伸び性、ハードコート性、耐摩耗性、耐候性の前記特徴を全て満足するものであり、本発明の転写フィルム、及び本発明の成型体のハードコート層に使用する紫外線硬化型樹脂組成物として最適なものであった。
それに対して、比較例1、2で使用した紫外線硬化型樹脂組成物は、表面硬度はいずれも、2Hで、耐摩耗性試験でも、ABS板が露出する摩耗回数が1500回以上でありハードコート性、及び耐摩耗性の前記特徴は満足するものであった。しかしながら、試験試料を引っ張り延伸させた場合において、いずれもハードコート層の亀裂、またはハードコート層の脱落が確認され、伸び性の前記特徴を満足していなかった。また、積算照射量500MJ/m2の照射を行った前後における色差の差分(ΔEab)は、比較例1は8.0、比較例2は2.5であり、比較例1については耐候性の前記特徴を満足していなかった。
このことから、比較例1、2で使用した紫外線硬化型樹脂組成物は、伸び性、ハードコート性、耐摩耗性、耐候性の前記特徴を全て満足するものではない為、本発明の転写フィルム、及び本発明の成型体のハードコート層に使用する紫外線硬化型樹脂組成物として適さないものであった。
[転写フィルムの作成]
[実施例6]
下記の工程1~7を行い、実施例6の本発明の転写フィルムを作製した。
(工程1)厚さ38μmのポリエチレンテレフタレートフィルム(東レ株式会社製のルミラーS105)上に、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂を2種(大日精化工業株式会社製のTM-REX JF-1と大日精化工業株式会社製のTM-REX HF-1)使用し、重量比をJF-1:HF-1=50:50で混合した混合塗料をグラビアコート法でコーティングして厚さ1μmの離型層を形成した。
(工程2)上記離型層上に、前記実施例1の本発明の紫外線硬化型樹脂組成物に、希釈溶剤としてメチルエチルケトンを添加して固形分を50%に調製した紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ5μmのハードコート層を形成した。
(工程3)上記ハードコート層上に、アクリルポリオール系樹脂(大日精化工業株式会社製のTM-VMAC)100重量部と硬化剤としてHDI系ポリイソシアネート6重量部を混合した混合塗料をマイクログラビアコート法でコーティングして厚さ1μmのプライマー層を形成した。
(工程4)上記プライマー層上に、ウレタン系樹脂と、塩化ビニル系樹脂と酢酸ビニル系樹脂の共重合樹脂との混合樹脂100重量部と硬化剤としてHDI系ポリイソシアネート5重量部に黒色の着色剤を添加した混合塗料をグラビアコート法でコーティングして、厚さ1μmの着色層を形成した。
(工程5)上記着色層上に、ウレタン系樹脂(三井化学株式会社製のオレスターQ164)100重量部と硬化剤としてHDI系ポリイソシアネート10.8重量部を混合した混合塗料をグラビアコート法でコーティングし、厚さ1μmの金属下地層を形成した。
(工程6)上記金属下地層上に、インジウムを真空蒸着法で形成し、厚さ50nmの海島構造と呼ばれる不連続なインジウム薄膜層(金属薄膜層)を形成した。
(工程7)上記蒸着保護層上に、アクリル系樹脂と、塩化ビニル系樹脂と酢酸ビニル系樹脂の共重合樹脂との混合樹脂をグラビアコート法でコーティングし、厚さ1.5μmの接着層を形成した。
[実施例6]
下記の工程1~7を行い、実施例6の本発明の転写フィルムを作製した。
(工程1)厚さ38μmのポリエチレンテレフタレートフィルム(東レ株式会社製のルミラーS105)上に、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂を2種(大日精化工業株式会社製のTM-REX JF-1と大日精化工業株式会社製のTM-REX HF-1)使用し、重量比をJF-1:HF-1=50:50で混合した混合塗料をグラビアコート法でコーティングして厚さ1μmの離型層を形成した。
(工程2)上記離型層上に、前記実施例1の本発明の紫外線硬化型樹脂組成物に、希釈溶剤としてメチルエチルケトンを添加して固形分を50%に調製した紫外線硬化型樹脂塗料をリバースコート法でコーティングし、紫外線を照射して完全硬化させ、厚さ5μmのハードコート層を形成した。
(工程3)上記ハードコート層上に、アクリルポリオール系樹脂(大日精化工業株式会社製のTM-VMAC)100重量部と硬化剤としてHDI系ポリイソシアネート6重量部を混合した混合塗料をマイクログラビアコート法でコーティングして厚さ1μmのプライマー層を形成した。
(工程4)上記プライマー層上に、ウレタン系樹脂と、塩化ビニル系樹脂と酢酸ビニル系樹脂の共重合樹脂との混合樹脂100重量部と硬化剤としてHDI系ポリイソシアネート5重量部に黒色の着色剤を添加した混合塗料をグラビアコート法でコーティングして、厚さ1μmの着色層を形成した。
(工程5)上記着色層上に、ウレタン系樹脂(三井化学株式会社製のオレスターQ164)100重量部と硬化剤としてHDI系ポリイソシアネート10.8重量部を混合した混合塗料をグラビアコート法でコーティングし、厚さ1μmの金属下地層を形成した。
(工程6)上記金属下地層上に、インジウムを真空蒸着法で形成し、厚さ50nmの海島構造と呼ばれる不連続なインジウム薄膜層(金属薄膜層)を形成した。
(工程7)上記蒸着保護層上に、アクリル系樹脂と、塩化ビニル系樹脂と酢酸ビニル系樹脂の共重合樹脂との混合樹脂をグラビアコート法でコーティングし、厚さ1.5μmの接着層を形成した。
[実施例7~10]
実施例6の(工程2)において使用した実施例1の紫外線硬化型樹脂組成物にかえて、前記実施例2~5の本発明の紫外線硬化型樹脂組成物をそれぞれ使用したこと以外は実施例6と同様にして、実施例7~10の本発明の転写フィルムをそれぞれ作製した。
実施例6の(工程2)において使用した実施例1の紫外線硬化型樹脂組成物にかえて、前記実施例2~5の本発明の紫外線硬化型樹脂組成物をそれぞれ使用したこと以外は実施例6と同様にして、実施例7~10の本発明の転写フィルムをそれぞれ作製した。
[実施例11]
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂を2種(大日精化工業株式会社製のTM-REX JF-1と大日精化工業株式会社製のTM-REX HF-1)使用し、重量比をJF-1:HF-1=70:30で混合した混合塗料を使用したこと以外は実施例6と同様にして、実施例11の本発明の転写フィルムを作製した。
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂を2種(大日精化工業株式会社製のTM-REX JF-1と大日精化工業株式会社製のTM-REX HF-1)使用し、重量比をJF-1:HF-1=70:30で混合した混合塗料を使用したこと以外は実施例6と同様にして、実施例11の本発明の転写フィルムを作製した。
[実施例12]
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂を2種(大日精化工業株式会社製のTM-REX JF-1と大日精化工業株式会社製のTM-REX HF-1)使用し、重量比をJF-1:HF-1=30:70で混合した混合塗料を使用したこと以外は実施例6と同様にして、実施例12の本発明の転写フィルムを作製した。
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂を2種(大日精化工業株式会社製のTM-REX JF-1と大日精化工業株式会社製のTM-REX HF-1)使用し、重量比をJF-1:HF-1=30:70で混合した混合塗料を使用したこと以外は実施例6と同様にして、実施例12の本発明の転写フィルムを作製した。
[実施例13]
実施例6の(工程2)において、ハードコート層の厚さを3μmとしたこと以外は実施例6と同様にして、実施例13の本発明の転写フィルムを作製した。
実施例6の(工程2)において、ハードコート層の厚さを3μmとしたこと以外は実施例6と同様にして、実施例13の本発明の転写フィルムを作製した。
[実施例14]
実施例6の(工程2)において、ハードコート層の厚さを10μmとしたこと以外は実施例6と同様にして、実施例14の本発明の転写フィルムを作製した。
実施例6の(工程2)において、ハードコート層の厚さを10μmとしたこと以外は実施例6と同様にして、実施例14の本発明の転写フィルムを作製した。
[実施例15]
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂(大日精化工業株式会社製のTM-REX JF-1)のみを使用したこと以外は実施例6と同様にして、実施例15の転写フィルムを作製した。
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂(大日精化工業株式会社製のTM-REX JF-1)のみを使用したこと以外は実施例6と同様にして、実施例15の転写フィルムを作製した。
[実施例16]
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂(大日精化工業株式会社製のTM-REX HF-1)のみを使用したこと以外は実施例6と同様にして、実施例16の転写フィルムを作製した。
実施例6の(工程1)において、アクリル系樹脂とメラミン系樹脂を混合した熱硬化型樹脂(大日精化工業株式会社製のTM-REX HF-1)のみを使用したこと以外は実施例6と同様にして、実施例16の転写フィルムを作製した。
[実施例17]
実施例6の(工程2)において、ハードコート層の厚さを15μmとしたこと以外は実施例6と同様にして、実施例17の転写フィルムを作製した。
実施例6の(工程2)において、ハードコート層の厚さを15μmとしたこと以外は実施例6と同様にして、実施例17の転写フィルムを作製した。
[比較例3、4]
実施例6の(工程2)において使用した実施例1の紫外線硬化型樹脂組成物にかえて、前記比較例1、2の紫外線硬化型樹脂組成物をそれぞれ使用したこと以外は実施例6と同様にして、比較例3、4の転写フィルムをそれぞれ作製した。
実施例6の(工程2)において使用した実施例1の紫外線硬化型樹脂組成物にかえて、前記比較例1、2の紫外線硬化型樹脂組成物をそれぞれ使用したこと以外は実施例6と同様にして、比較例3、4の転写フィルムをそれぞれ作製した。
[比較例5]
実施例6の(工程2)において、ハードコート層の厚さを2μmとしたこと以外は実施例6と同様にして、比較例5の転写フィルムを作製した。
実施例6の(工程2)において、ハードコート層の厚さを2μmとしたこと以外は実施例6と同様にして、比較例5の転写フィルムを作製した。
[成型体の作成]
上記で得られた実施例6~17の本発明の転写フィルム及び、比較例3~5の転写フィルムを使用し、転写フィルムの伸び率が20%となる凸形状個所、30%となる凸形状個所、及び40%となる凸形状個所を有するインモールド金型の内部に、転写フィルムの接着層が樹脂成型品側となるように配置し、接着層側から射出成型機を使用してポリカーボネート樹脂とABS樹脂の混合樹脂を射出しインモールド成型を行い、それぞれ成型体を得た。この際、金型温度は260℃とし、樹脂の押出温度は70℃とした。
上記で得られた実施例6~17の本発明の転写フィルム及び、比較例3~5の転写フィルムを使用し、転写フィルムの伸び率が20%となる凸形状個所、30%となる凸形状個所、及び40%となる凸形状個所を有するインモールド金型の内部に、転写フィルムの接着層が樹脂成型品側となるように配置し、接着層側から射出成型機を使用してポリカーボネート樹脂とABS樹脂の混合樹脂を射出しインモールド成型を行い、それぞれ成型体を得た。この際、金型温度は260℃とし、樹脂の押出温度は70℃とした。
実施例6~17の本発明の転写フィルム及び、比較例3~5の転写フィルムを使用して得た各成型体の特性について、以下の基準にて評価を行った。
[成型性・外観試験]
成型品の20%の凸形状個所、30%の凸形状個所、40%の凸形状個所を目視およびマイクロスコープにて、転写層の転写層の亀裂の有無をそれぞれ確認する。評価結果は表2に示す。
◎:転写層の亀裂が全く無い状態である。
○:転写層の亀裂が僅かに発生している状態である(実使用上支障ない)。
×:転写層の亀裂が凸部個所全体に発生した状態である(実用上使用できない)。
[成型性・外観試験]
成型品の20%の凸形状個所、30%の凸形状個所、40%の凸形状個所を目視およびマイクロスコープにて、転写層の転写層の亀裂の有無をそれぞれ確認する。評価結果は表2に示す。
◎:転写層の亀裂が全く無い状態である。
○:転写層の亀裂が僅かに発生している状態である(実使用上支障ない)。
×:転写層の亀裂が凸部個所全体に発生した状態である(実用上使用できない)。
[耐摩耗性試験]
成型体のハードコート層表面(凸形状個所でない平坦個所)をJIS K 7204に定めるテーバー型摩耗試験機にて、摩耗輪「CS10」・荷重4.9Nで耐摩耗性を試験する。評価結果は表2に示す。
◎:1500回摩耗後においても、樹脂成型品の露出が無い状態である。
○:1000回摩耗後において、樹脂成型品の露出が無い状態である(実使用上支障ない)。
×:1000回未満で、樹脂成型品の露出が発生する状態である(実用上使用できない)。
成型体のハードコート層表面(凸形状個所でない平坦個所)をJIS K 7204に定めるテーバー型摩耗試験機にて、摩耗輪「CS10」・荷重4.9Nで耐摩耗性を試験する。評価結果は表2に示す。
◎:1500回摩耗後においても、樹脂成型品の露出が無い状態である。
○:1000回摩耗後において、樹脂成型品の露出が無い状態である(実使用上支障ない)。
×:1000回未満で、樹脂成型品の露出が発生する状態である(実用上使用できない)。
[耐候性試験]
成型体をJIS K 5600-7-8に定められるキセノンアークランプを用い、積算照射量500MJ/m2の照射を行った前後におけるJIS Z 8722に準じて測定される色差の差分(ΔEab)を測定する。なお、測定は、各成型体の凸形状個所でない平坦個所を測定した。測定結果は表2に示す。
◎:成型体の促進耐候性試験後の色差がΔEab2.5以下である。
○:成型体の促進耐候性試験後の色差がΔEab2.5超3.0以下である(実使用上支障ない)。
×:成型体の促進耐候性試験後の色差がΔEab3.0超である(実用上使用できない)。
成型体をJIS K 5600-7-8に定められるキセノンアークランプを用い、積算照射量500MJ/m2の照射を行った前後におけるJIS Z 8722に準じて測定される色差の差分(ΔEab)を測定する。なお、測定は、各成型体の凸形状個所でない平坦個所を測定した。測定結果は表2に示す。
◎:成型体の促進耐候性試験後の色差がΔEab2.5以下である。
○:成型体の促進耐候性試験後の色差がΔEab2.5超3.0以下である(実使用上支障ない)。
×:成型体の促進耐候性試験後の色差がΔEab3.0超である(実用上使用できない)。
実施例6~17の本発明の転写フィルム及び、比較例3~5の転写フィルムの特性について、下記の方法にて測定、評価を行った。
[層間剥離強度]
実施例6~17の本発明の転写フィルム及び、比較例3~5の転写フィルムを幅18mmに切断し、剥離速度1000mm/分の条件にて離型層とハードコート層間の層間剥離強度を測定した(180°剥離)。測定された層間剥離強度は、N/mmに換算した。測定結果は表3に示す。
実施例6~17の本発明の転写フィルム及び、比較例3~5の転写フィルムを幅18mmに切断し、剥離速度1000mm/分の条件にて離型層とハードコート層間の層間剥離強度を測定した(180°剥離)。測定された層間剥離強度は、N/mmに換算した。測定結果は表3に示す。
[剥離性評価]
転写層の箔欠けの発生の有無、および成型体外縁に箔バリの付着の有無を目視確認する。評価結果は表3に示す。
◎:転写層に箔欠けの発生が全くなく、かつ成型体に箔バリの付着が全く無い。
○:転写層に1mm未満の僅かな箔欠けの発生、または成型体に1mm未満の僅かな箔バリの付着の何れかが発生している(実使用上支障ない)。
×:転写層に1mm以上の箔欠けの発生、または成型体に1mm以上の箔バリの付着の何れかが発生している。
転写層の箔欠けの発生の有無、および成型体外縁に箔バリの付着の有無を目視確認する。評価結果は表3に示す。
◎:転写層に箔欠けの発生が全くなく、かつ成型体に箔バリの付着が全く無い。
○:転写層に1mm未満の僅かな箔欠けの発生、または成型体に1mm未満の僅かな箔バリの付着の何れかが発生している(実使用上支障ない)。
×:転写層に1mm以上の箔欠けの発生、または成型体に1mm以上の箔バリの付着の何れかが発生している。

表2に示されるように、実施例6~17の本発明の転写フィルムを使用して得た成型体は、成型性・外観試験、耐摩耗性試験、耐候性試験の全てにおいて◎もしくは○であり、全て実用上支障ないものであった。
それに対して、比較例3~5の転写フィルムを使用して得た成型体は、成型性・外観試験、耐摩耗性試験、耐候性試験のいずれかが×であり、実用上使用できないものであることが確認された。
それに対して、比較例3~5の転写フィルムを使用して得た成型体は、成型性・外観試験、耐摩耗性試験、耐候性試験のいずれかが×であり、実用上使用できないものであることが確認された。
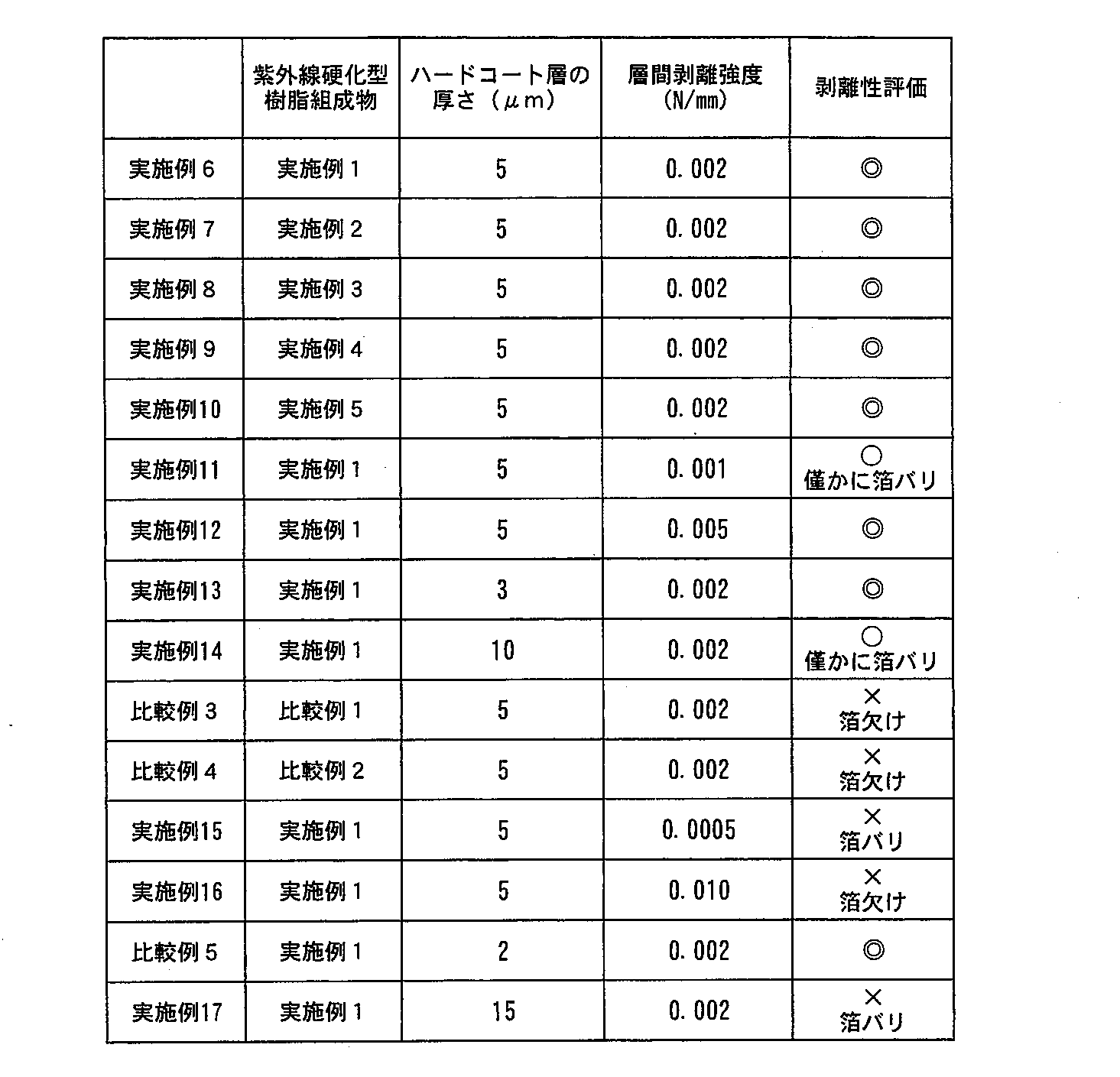
表3に示されるように、実施例6~14の本発明の転写フィルムは、離型層とハードコート等との層間剥離強度がいずれも0.001N/mm以上0.005N/mm以下で、剥離性評価は◎もしくは○であった。それに対して、実施例15及び16の転写フィルムは、離型層とハードコート等との層間剥離強度がそれぞれ0.0005N/mm、0.010N/mmであり、表2に示されるように、成型性・外観試験、耐摩耗性試験、耐候性試験の全てにおいて◎で、実用上支障ないものであったが、実施例15、17の転写フィルムの製造時に箔散りが一部発生し、実施例16の転写フィルムの場合には箔欠けが一部発生した。
1 基材
2 離型層
3 ハードコート層
4 プライマー層
5 接着層
6 着色層
7 金属下地層
8 金属薄膜層
9 樹脂成型品
2 離型層
3 ハードコート層
4 プライマー層
5 接着層
6 着色層
7 金属下地層
8 金属薄膜層
9 樹脂成型品
Claims (6)
- 基材上に少なくとも離型層、ハードコート層、プライマー層、接着層が当該順序にて形成された転写フィルムであって、前記ハードコート層の厚さが3μm以上あり、かつ当該ハードコート層が、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有する紫外線硬化型樹脂組成物が完全硬化した層であることを特徴とする転写フィルム。
- 前記プライマー層と接着層との間に、着色層、印刷層、金属下地層、金属薄膜層の少なくともいずれか1つの層が形成されていることを特徴とする請求項1に記載の転写フィルム。
- 前記離型層とハードコート層の層間剥離強度が、0.001N/mm以上0.008N/mm以下であることを特徴とする請求項1または2に記載の転写フィルム。
- 樹脂成型品上に、接着層、プライマー層、ハードコート層が当該順序にて形成された成型体であって、前記ハードコート層の厚さが3μm以上であり、かつ当該ハードコート層が、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有する紫外線硬化型樹脂組成物が完全硬化した層であることを特徴とする成型体。
- 前記プライマー層と接着層との間に、着色層、印刷層、金属下地層、金属薄膜層の少なくともいずれか1つの層が形成されていることを特徴とする請求項4記載の成型体。
- 請求項1、2記載の転写フィルム、または請求項4、5記載の成型体に形成されたハードコート層を形成するための紫外線硬化型樹脂組成物であって、当該紫外線硬化型樹脂組成物が、重量平均分子量(Mw)が1,000以上かつ3官能以下のウレタン(メタ)アクリレートオリゴマーおよび光重合開始剤を少なくとも含有することを特徴とする紫外線硬化型樹脂組成物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/029963 WO2025041219A1 (ja) | 2023-08-21 | 2023-08-21 | 転写フィルムおよび当該転写フィルムを使用した成型体、並びにこれらに使用する紫外線硬化型樹脂組成物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/029963 WO2025041219A1 (ja) | 2023-08-21 | 2023-08-21 | 転写フィルムおよび当該転写フィルムを使用した成型体、並びにこれらに使用する紫外線硬化型樹脂組成物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025041219A1 true WO2025041219A1 (ja) | 2025-02-27 |
Family
ID=94731649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/029963 Pending WO2025041219A1 (ja) | 2023-08-21 | 2023-08-21 | 転写フィルムおよび当該転写フィルムを使用した成型体、並びにこれらに使用する紫外線硬化型樹脂組成物 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2025041219A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016072450A1 (ja) * | 2014-11-05 | 2016-05-12 | 大日本印刷株式会社 | 転写シート及びこれを用いたハードコート体 |
| WO2017057325A1 (ja) * | 2015-09-28 | 2017-04-06 | 大日本印刷株式会社 | 転写箔 |
-
2023
- 2023-08-21 WO PCT/JP2023/029963 patent/WO2025041219A1/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016072450A1 (ja) * | 2014-11-05 | 2016-05-12 | 大日本印刷株式会社 | 転写シート及びこれを用いたハードコート体 |
| WO2017057325A1 (ja) * | 2015-09-28 | 2017-04-06 | 大日本印刷株式会社 | 転写箔 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6491394B2 (ja) | 成形加飾用積層フィルム | |
| JP6597305B2 (ja) | 転写フィルム及びこれを用いた転写成形品 | |
| CN104995028B (zh) | 加饰用转印膜 | |
| TWI411529B (zh) | A film for forming a molding, and a resin molded product using the same | |
| US12044823B2 (en) | Layered film and layered member | |
| JP6350184B2 (ja) | 化粧シート及び化粧板 | |
| WO2014083851A1 (ja) | 転写フィルム | |
| US11760076B2 (en) | Method for manufacturing layered film, and method for manufacturing layered member | |
| JP2010248426A (ja) | 耐指紋性に優れた転写材及びその製造方法 | |
| JP7404656B2 (ja) | 硬化性樹脂組成物、樹脂硬化物、積層フィルム、転写フィルム及び積層体 | |
| CN115335227A (zh) | 薄膜嵌件成型品和薄膜嵌件成型品的制造方法 | |
| JP6206712B2 (ja) | 成型用ハードコートフィルム及びその製造方法 | |
| JP6183176B2 (ja) | 積層フィルムおよびその製造方法 | |
| US20230088428A1 (en) | Thermoforming laminate and method for molding laminate | |
| JP7753652B2 (ja) | 活性エネルギー線硬化性組成物、硬化物、積層体 | |
| JP2022034529A (ja) | 硬化性樹脂組成物および積層フィルム | |
| WO2025041219A1 (ja) | 転写フィルムおよび当該転写フィルムを使用した成型体、並びにこれらに使用する紫外線硬化型樹脂組成物 | |
| JP7497745B2 (ja) | 硬化性樹脂組成物及び積層体 | |
| JP2011224915A (ja) | 転写シート | |
| CN110446736A (zh) | 聚氨酯(甲基)丙烯酸酯聚合物 | |
| JP2018177827A (ja) | 加飾シート用組成物、加飾シート、および成型加工品 | |
| JP7707323B2 (ja) | 積層フィルムおよび物品 | |
| JP2020090084A (ja) | 加飾用積層部材及び加飾成形体の製造方法 | |
| JP7830836B2 (ja) | 活性エネルギー線硬化性組成物、硬化物、積層体 | |
| WO2025205233A1 (ja) | 硬化物層、硬化性樹脂組成物、転写フィルム、ハードコートフィルムおよび積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23949680 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025541180 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025541180 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |