WO2024257609A1 - 高分子積層シート - Google Patents
高分子積層シート Download PDFInfo
- Publication number
- WO2024257609A1 WO2024257609A1 PCT/JP2024/019615 JP2024019615W WO2024257609A1 WO 2024257609 A1 WO2024257609 A1 WO 2024257609A1 JP 2024019615 W JP2024019615 W JP 2024019615W WO 2024257609 A1 WO2024257609 A1 WO 2024257609A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polymer
- layer
- thin film
- nonwoven fabric
- laminate sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/24—Detecting, measuring or recording bioelectric or biomagnetic signals of the body or parts thereof
- A61B5/25—Bioelectric electrodes therefor
- A61B5/251—Means for maintaining electrode contact with the body
- A61B5/257—Means for maintaining electrode contact with the body using adhesive means, e.g. adhesive pads or tapes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/24—Detecting, measuring or recording bioelectric or biomagnetic signals of the body or parts thereof
- A61B5/25—Bioelectric electrodes therefor
- A61B5/263—Bioelectric electrodes therefor characterised by the electrode materials
- A61B5/268—Bioelectric electrodes therefor characterised by the electrode materials containing conductive polymers, e.g. PEDOT:PSS polymers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/728—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by electro-spinning
Definitions
- the present invention relates to a polymer laminate sheet, more specifically, to a polymer laminate sheet that is attached to an object when used.
- flexible electronics has been considered for various applications due to the softness of the material, and interest in the healthcare field in particular is growing.
- flexible electronics has attracted attention as a means of obtaining bioinformation directly from cells and tissues by attaching it to the surface or inside the body of a living body.
- flexible electronics are produced by forming electronic devices on a flexible substrate.
- the flexible substrate is generally a patch sheet.
- the patch sheet is a sheet that can be attached to an object.
- the flexible substrate adheres to the object by using an adhesive or pressure-sensitive adhesive and/or by reducing the thickness of the substrate to improve its ability to conform to the object.
- Using the adhesive or pressure-sensitive adhesive includes dissolving a part of the substrate before application.
- problems such as rashes due to reduced breathability, reduced adhesive strength, and/or discomfort when worn have arisen.
- adhesives and pressure-sensitive adhesives contain low molecular weight components (e.g., tackifiers, plasticizers, etc.) that easily penetrate into the skin, which is one of the causes of rashes.
- the electronic functional component described in Patent Document 4 uses urethane nanofiber fibers and a coating layer formed from a silicone resin such as polymethylsiloxane on the nanometer order.
- the thin film described in Patent Document 4 is a sheet in which the coating layer is reinforced by the fibers due to the presence of the fibers within the coating layer.
- Patent Documents 1 and 2 are attached to the skin by dissolving part of the fiber net in water, and there is a problem in that if the fiber net gets wet during use, it re-dissolves and is prone to peeling off.
- the polymer nanosheet in the electronic device and the sheet serving as the coating layer in the electronic functional member may follow the object other than the object to be adhered when they are in contact with the object if their film thickness is thin. This may cause the polymer nanosheet and the sheet serving as the coating layer to peel off or be damaged. Furthermore, thin film sheets are generally manufactured by the roll-to-roll method.
- the electronic device described in Patent Document 3 and the electronic functional member described in Patent Document 4 have a problem in that the polymer nanosheet and the sheet serving as the coating layer are easily damaged during the manufacturing process using the roll-to-roll method due to their high followability.
- the objective of the present invention is to provide a sheet that has excellent adhesion to the body surface, etc., and is unlikely to peel off or break due to contact with anything other than the object to which it is attached.
- a polymer laminate sheet in which one outermost layer is a polymer thin film having a specific thickness and the other outermost layer is a nonwoven fabric layer composed of fibers having a specific diameter can solve the above problems, leading to the completion of the present invention.
- One embodiment of the present invention is a polymer laminate sheet comprising at least one polymer thin film layer and at least one nonwoven fabric layer, one outermost layer is the polymer thin film layer and the other outermost layer is the nonwoven fabric layer;
- the polymer thin film layer and the nonwoven fabric layer are bonded by intermolecular forces, the thickness of the polymer thin film layer which is the one outermost layer is 10 nm or more and 1000 nm or less,
- the other nonwoven fabric layer, which is the outermost layer is a polymer laminate sheet composed of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less.
- the polymer laminate sheet according to one embodiment of the present invention does not require adhesives and/or gels, and can be directly attached to the target object. Furthermore, the polymer laminate sheet according to one embodiment of the present invention can reduce the possibility of peeling and/or damage due to contact with other objects after attachment. Furthermore, even if the polymer laminate sheet does become damaged, the extent of the damage can be reduced.
- FIG. 2 is a schematic diagram showing a method for attaching a jig to a sheet used in the examples and comparative examples.
- FIG. 2 is a schematic diagram showing a method for testing adhesive strength to a skin model in the examples and comparative examples. 1 shows the "displacement-load curves" obtained in the examples and comparative examples.
- Adhesive sheets are generally manufactured by the roll-to-roll method.
- the adhesive sheet is manufactured by forming a film on a long roll-shaped carrier film. Then, the adhesive sheet manufactured on the carrier film is wound up on another roll together with the carrier film while applying a constant winding pressure by a tension roll.
- the adhesive sheet may transfer to the back surface of the carrier film, the protective film surface, and/or the roll during processing or transportation. This transfer may cause damage to the adhesive sheet.
- the adhesive strength between the carrier film surface and the adhesive sheet is strong, transfer is unlikely to occur.
- the adhesive sheet is peeled off from the carrier film and used independently as a flexible substrate, the adhesive strength between the adhesive sheet and the carrier film cannot be increased more than necessary.
- the polymer laminate sheet according to one embodiment of the present invention has one outermost layer which is a polymer thin film layer and the other outermost layer which is a nonwoven fabric layer, and there is a large difference in adhesive strength between the two layers and the carrier film.
- the polymer laminate sheet according to one embodiment of the present invention has a large adhesive strength of the polymer thin film layer, which is the outermost layer that contacts the carrier film and the object to be attached, and a small adhesive strength of the nonwoven fabric layer, which is the outermost layer on the other side, and thus prevents the transference.
- the present invention relates to a polymer laminate sheet that can be directly attached to an object and is difficult to peel off.
- a polymer laminate sheet according to a first embodiment of the present invention (hereinafter also referred to as "polymer laminate sheet of the present invention") is a polymer laminate sheet formed by laminating at least one polymer thin film layer and at least one nonwoven fabric layer, one outermost layer being the polymer thin film layer and the other outermost layer being the nonwoven fabric layer, the polymer thin film layer and the nonwoven fabric layer being bonded by intermolecular forces, the one outermost layer being a polymer thin film layer having a film thickness of 10 nm or more and 1000 nm or less, and the other outermost layer being a nonwoven fabric layer composed of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less.
- the polymer thin film layer comes into contact with the object to which it is to be applied and has the function of adhering the polymer laminate sheet to the object to which it is to be applied.
- the polymer thin film layer does not come into contact with anything other than the object to which it is to be applied. Therefore, for example, when the polymer laminate sheet of the present invention is placed so that the polymer thin film layer comes into contact with the body surface and is pressed against the body surface with the palm of the hand to adhere the polymer laminate sheet, the polymer laminate sheet will not stick to the palm. Therefore, the polymer laminate sheet of the present invention can be easily applied to the body surface and is easy to handle when in use. To achieve such an effect, it is preferable that there is no part of the polymer thin film layer that does not overlap with the nonwoven fabric layer.
- one (one) of the outermost layers is a polymer thin film layer having a film thickness of 10 nm or more and 1000 nm or less.
- polymer thin film layer refers to the polymer thin film layer that is the one of the outermost layers.
- the polymer thin film layer functions as a layer that comes into contact with the object to which it is to be affixed. Since the polymer thin film layer is thin, having a thickness of 1000 nm or less, it conforms to the minute irregularities of the attachment surface of the object to which it is to be affixed, and as a result, the polymer laminate sheet of the present invention has the property of being able to adhere to the object to which it is to be affixed. Therefore, the polymer laminate sheet of the present invention does not require an adhesive, gel, or the like, and can be directly affixed to the object to which it is to be affixed. Furthermore, since the polymer thin film layer has a thickness of 10 nm or more, the strength of the polymer thin film layer and the polymer laminate sheet of the present invention can be ensured to a degree that does not cause damage during the manufacturing process.
- the polymer laminate sheet of the present invention has a nonwoven fabric layer in which the other outermost layer is made of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less.
- nonwoven fabric layer refers to the nonwoven fabric layer that is the other outermost layer.
- the polymer thin film layer is bonded to the nonwoven fabric layer by intermolecular forces.
- "bonded by intermolecular forces” means that the polymer thin film layer and the nonwoven fabric layer are not integrated, but have a structure in which the polymer thin film layer and the nonwoven fabric layer are laminated as independent layers.
- the polymer thin film layer conforms to and adheres not only to the object to which it is attached, but also to the nonwoven fabric. Therefore, when laminating a nonwoven fabric layer to a polymer thin film layer, there is no need to melt the fibers of the nonwoven fabric layer or the polymer thin film layer by heat, and no adhesive and/or adhesive is required. If the fibers of the nonwoven fabric layer or the polymer thin film layer are melted by heat, the polymer laminate sheet becomes hard, resulting in a decrease in flexibility and stretchability.
- the nonwoven fabric layer has a structure in which fibers are entangled, and is easily deformed. Therefore, even if a nonwoven fabric layer is laminated on a polymer thin film layer that has good conformability to the object to which it is to be attached, the high conformability of the polymer thin film layer to the object to which it is to be attached is unlikely to be impaired. Therefore, the polymer laminate sheet of the present invention has excellent conformability to the unevenness and deformation of the surface of the object to which it is to be attached, and as a result, it can be directly attached to the object to which it is to be attached, without having to apply an adhesive, gel, etc. to the outermost layer of the polymer laminate sheet on the side of the object to which it is to be attached.
- the polymer laminate sheet of the present invention When the polymer laminate sheet of the present invention is used by attaching it to an object to which it is to be attached, as described above, the polymer thin film layer, which is the outermost layer on one side, comes into contact with the object to which it is to be attached, and the nonwoven fabric layer, which is the outermost layer on the other side, is exposed to the outside and may come into contact with objects other than the object to which it is to be attached.
- the nonwoven fabric layer in one embodiment of the present invention is composed of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less. Therefore, when the polymer thin film layer is attached to the object to be attached, the nonwoven fabric layer can come into contact with an object other than the object to be attached. In this case, the contact between the nonwoven fabric layer and the object other than the object to be attached is a suitable point contact.
- the contact surface of the object other than the object to be attached that comes into contact with the nonwoven fabric layer is also referred to as the "other surface”.
- suitable point contact means that the contact area between the fibers in the nonwoven fabric layer and the other surface is smaller than the contact area between the conventional fibers having a diameter of more than 10 ⁇ m and the other surface.
- the nonwoven fabric layer is composed of polymer fibers having a diameter of 10 nm or more, and has a strength sufficient to prevent breakage.
- Flexible substrates such as polymer laminate sheets are generally formed on a carrier film using a roll-to-roll method.
- the carrier film and the polymer laminate sheet of the present invention are manufactured while being wound on a roll.
- the polymer thin film layer and nonwoven fabric layer of the present invention come into contact with the carrier film, protective sheet, roll, etc.
- the adhesive sheet has the configuration of the present invention
- the nonwoven fabric layer and the carrier film, protective sheet, roll, etc. are in good point contact. Therefore, the shear stress generated during the film formation is reduced, and as a result, the nonwoven fabric layer and the polymer laminate sheet of the present invention are less likely to break.
- the polymer laminate sheet of the present invention is prevented from the transfer during film formation. Therefore, the polymer laminate sheet of the present invention can be stably manufactured on the carrier film using the roll-to-roll method.
- the polymer laminate sheet of the present invention can be directly attached to the target object without applying an adhesive, gel, or the like to the outermost layer of the polymer laminate sheet on the target side, and has the effect of improving the handleability required for a stable manufacturing process.
- the polymer laminate sheet of the present invention has the effect of reducing the possibility of damage due to contact with other objects after attachment, and even if such damage does occur, it is possible to reduce the severity of the damage.
- the shape of the attachment surface of the polymer thin film layer to the attachment target may change. If the shape of the attachment surface of the polymer thin film layer changes, stress is applied to the polymer thin film layer, which may cause a shift between the polymer laminate sheet of the present invention and the attachment target, resulting in a decrease in the adhesive strength between the polymer laminate sheet and the attachment target.
- the stress is alleviated by being dispersed through the structure (network) formed from the fibers in the nonwoven fabric layer, making it possible to prevent a decrease in the adhesive strength between the polymer laminate sheet and the attachment target, or to reduce the amount of decrease.
- the polymer laminate sheet of the present invention has a nonwoven fabric layer laminated on a thin polymer layer, but because the thickness is thin, it has high moisture permeability and air permeability, and causes almost no discomfort when used.
- the polymer laminate sheet of the present invention can be easily fixed to the desired position on the target surface without using adhesives, gels, etc. that hinder moisture permeability and conformability to deformation, and is unlikely to cause rashes, etc.
- the thickness of the polymer thin film layer which is one of the outermost layers, is 10 nm or more and 1000 nm or less.
- the thinner the thickness of the polymer thin film layer the better the ability to follow the fine unevenness of the application surface of the application target. Therefore, the smaller the thickness of the polymer thin film layer, the better the adhesion between the polymer laminate sheet of the present invention and the application target, which is preferable.
- the thickness of the polymer thin film layer of the present invention is preferably 500 nm or less, more preferably 300 nm or less.
- the thickness of the polymer thin film layer is a predetermined value or more, the strength of the polymer thin film layer and the polymer laminate sheet of the present invention can be ensured to an extent that they are not damaged in the manufacturing process.
- the thickness of the polymer thin film layer is preferably 30 nm or more, more preferably 50 nm or more.
- the polymers constituting the polymer thin film layer in one embodiment of the present invention are not particularly limited and can be appropriately selected depending on the type of the object to which the film is to be applied.
- the polymers constituting the polymer thin film layer may include, from the viewpoint of water resistance and/or elasticity, styrene-butadiene-styrene (SBS) block copolymer, styrene-isoprene-styrene (SIS) block copolymer, and hydrogenated styrene-ethylene-butylene-styrene (SEBS) block copolymer, styrene-ethylene-propylene-styrene (SEPS) block copolymer, and other styrene-based elastomers; silicones such as polydimethylsiloxane (PDMS).
- PDMS polydimethylsiloxane
- the water-resistant polymers may also include polymers that are difficult to hydrolyze.
- the polymers constituting the polymer thin film layer may include, for example, polystyrene; acrylic resins such as polyacrylic acid esters and polymethacrylic acid esters; polylactic acid; polylactic acid-glycolic acid copolymers; polyvinyl acetate; chitosan; alginic acid; cellulose acetate; hyaluronic acid; gelatin; and collagen. It is preferable to select one or more of the above specific examples in order to obtain excellent adhesion and conformability between the polymer thin film layer and the surface of the body tissue to which it is to be applied. If the polymer thin film layer has a multi-layer structure, it is preferable that at least one of the outermost polymer thin film layers and the contact surface with the subject to be applied is formed of the above polymer material.
- the nonwoven fabric layer is composed of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less.
- the smaller the diameter of the polymer fibers constituting the nonwoven fabric layer the smaller the contact area between the polymer fibers and other surfaces.
- the possibility of damage to the nonwoven fabric layer and the polymer laminate sheet of the present invention caused by transfer and rubbing is suitably reduced.
- the smaller the diameter of the polymer fibers constituting the nonwoven fabric layer the easier it is to deform, so the conformability is high, and the film thickness can be reduced while maintaining strength.
- the polymer laminate sheet of the present invention can be suitably attached directly to the target without applying an adhesive, gel, or the like to the outermost layer on the side of the polymer laminate sheet to be attached.
- the diameter of the polymer fibers constituting the nonwoven fabric layer is preferably 3 ⁇ m or less, more preferably 2 ⁇ m or less, and even more preferably 1 ⁇ m or less.
- the diameter of the polymer fibers constituting the nonwoven fabric layer is preferably 100 nm or more, and more preferably 300 nm or more.
- the cross-sectional shape of the fibers constituting the nonwoven fabric layer may be generally circular or elliptical. This is because the fibers of the nonwoven fabric layer are not subjected to a heat treatment or the like after the nonwoven fabric layer is laminated on the polymer thin film layer, and the shape is not changed by dissolution.
- the cross-sectional shape of the fibers of the nonwoven fabric layer is generally circular or elliptical, the contact area between the nonwoven fabric layer and other surfaces is small. As a result, the contact area between the polymer laminate sheet and other surfaces is good point contact rather than surface contact with a certain area, and the adhesive force of the polymer laminate sheet of the present invention to other surfaces is sufficiently small.
- the ratio of the long diameter to the short diameter of the fiber cross section of the nonwoven fabric layer is preferably 1 to 2, more preferably 1 to 1.5, even more preferably 1 to 1.2, and most preferably 1.
- the cross-sectional shape of the fiber and the ratio of the long diameter to the short diameter of the fiber cross section can be measured using a scanning electron microscope or the like.
- the nonwoven fabric layer may have a multi-layer structure.
- the polymeric fibers constituting one layer in the multi-layer structure have a diameter within the aforementioned range.
- one layer constituting the outermost layer in the multi-layer structure is composed of polymeric fibers having a diameter within the aforementioned range, and it is more preferable that all layers are composed of polymeric fibers having a diameter within the aforementioned range.
- the thickness of the nonwoven fabric layer is greater than the thickness of the thin polymer layer.
- the thickness of the nonwoven fabric layer is typically 50 nm to 30 ⁇ m.
- the polymer fiber in one embodiment of the present invention is a fiber made of a polymer.
- the polymer in the polymer fiber is not particularly limited.
- Specific examples of the polymer in the polymer fiber include styrene-based elastomers such as styrene-butadiene-styrene (SBS) block copolymer, styrene-isoprene-styrene (SIS) block copolymer, and hydrogenated styrene-ethylene-butylene-styrene (SEBS) block copolymer and styrene-ethylene-propylene-styrene (SEPS) block copolymer; silicones such as polydimethylsiloxane (PDMS); and the like.
- SBS styrene-butadiene-styrene
- SIS styrene-isoprene-styrene
- SEBS hydrogenated styren
- the water-resistant polymer may also include polymers that are difficult to hydrolyze.
- examples of the polymer in the polymer fiber include polystyrene; acrylic resins such as polyacrylic acid ester and polymethacrylic acid ester; polylactic acid; polylactic acid-glycolic acid copolymer; polyvinyl acetate; chitosan; alginic acid; cellulose acetate; hyaluronic acid; gelatin; and collagen.
- the polymer fiber a polymer fiber made of one or more polymers selected from the specific examples of polymers listed above.
- the adhesiveness between the polymer laminate sheet of the present invention and the surface of the body tissue to which it is to be applied can be suitably improved.
- the adhesion between the polymer laminate sheet of the present invention and other surfaces can be suitably reduced.
- the polymer fiber may contain a conductive polymer.
- the polymer laminate sheet of the present invention can be suitably provided with conductivity.
- the conductive polymer may be the same as the conductive polymer specified in the "polymer thin film layer" section above.
- the entire polymer fiber may be composed of a conductive polymer.
- the polymer fiber may be composed of a core composed of a polymer other than the conductive polymer, and a coating film composed of a conductive polymer that coats the core.
- the polymer fiber is preferably composed of a polymer having a storage modulus at 35° C. of 1 ⁇ 10 4 Pa or more and 1 ⁇ 10 10 Pa or less, and more preferably composed of a polymer having a storage modulus at 35° C. of 1 ⁇ 10 5 Pa or more and 1 ⁇ 10 9 Pa or less.
- the storage modulus of the polymer constituting the polymer fiber is 1 ⁇ 10 10 Pa or less, the ability of the polymer laminate sheet of the present invention to follow the deformation of the object to which it is applied can be further improved. As a result, the adhesion between the polymer laminate sheet of the present invention and the object to which it is applied can be further improved.
- the storage modulus of the polymer constituting the polymer fiber is 1 ⁇ 10 4 Pa or more
- the adhesion between the polymer fiber and another surface can be suitably reduced.
- the adhesion between the polymer laminate sheet of the present invention and another surface can be suitably reduced.
- the method for measuring the storage modulus will be described later as a measuring method in the examples.
- the Young's modulus of the nonwoven fabric layer made of the polymer fibers is preferably 1 ⁇ 10 2 Pa or more and 1 ⁇ 10 9 Pa or less, and more preferably 1 ⁇ 10 3 Pa or more and 1 ⁇ 10 8 Pa or less.
- the Young's modulus of the nonwoven fabric layer is measured, for example, by the following method. 1. A nonwoven fabric layer made of polymeric fibers is cut into a size of 5 mm width x 30 mm length, and the upper and lower ends are attached to an adhesive tape frame to prepare a sample. 2.
- the sample is held in a tensile tester (Shimadzu Corporation, Autograph AGS-X) with a chuck distance of 20 mm, and then the adhesive tape frame is cut and the chuck side with the load cell attached is moved at a speed of 2 mm/min at room temperature.
- the load value when the sample is distorted is detected and recorded. 3.
- the basis weight of the nonwoven fabric layer is preferably 0.02 mg/cm2 or more and 0.35 mg/ cm2 or less, and more preferably 0.05 mg/cm2 or more and 1.75 mg/cm2 or less .
- the basis weight of the nonwoven fabric layer can be adjusted by controlling the weight of the polymer fiber discharged onto the substrate in the manufacturing method of the nonwoven fabric layer described below.
- the polymer laminate sheet of the present invention may have one outermost layer being a polymer thin film layer having a thickness of 10 nm or more and 1000 nm or less, and the other outermost layer being a nonwoven fabric layer composed of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less.
- the polymer laminate sheet of the present invention may include a layer other than the one outermost layer and the other outermost layer (hereinafter referred to as "other layer”).
- the "other layer” may be a polymer thin film layer or a nonwoven fabric layer, or a layer other than the polymer thin film layer and the nonwoven fabric layer.
- layers other than the polymer thin film layer and the nonwoven fabric layer include an adhesive layer, a conductive layer, etc.
- the polymer laminate sheet of the present invention does not include layers other than the polymer thin film layer and the nonwoven fabric layer, and is composed of at least one polymer thin film layer and at least one nonwoven fabric layer.
- the polymer laminate sheet of the present invention does not include other layers, and is composed of only one polymer thin film layer and one nonwoven fabric layer.
- constituent substances and physical property values of the other layers, the polymer thin film layer and the nonwoven fabric layer are not particularly limited.
- the constituent substances and physical property values of the other layers, the polymer thin film layer and the nonwoven fabric layer for example, the suitable constituent substances and suitable physical property values of the polymer thin film layer and the nonwoven fabric layer listed above can be used.
- the gaps between the fibers of the nonwoven fabric layer at the interface with the polymer thin film layer are usually filled by the polymer thin film layer. Meanwhile, the gaps between the fibers of the nonwoven fabric away from the interface between the polymer thin film layer and the nonwoven fabric layer are maintained.
- the location away from the interface between the polymer thin film layer and the nonwoven fabric layer refers to the center in the thickness direction of the nonwoven fabric layer, for example, a region that is 40% to 70% of the thickness of the nonwoven fabric layer away from the contact surface of the polymer thin film of the nonwoven fabric layer in the thickness direction of the nonwoven fabric layer. In this region, the gap filling rate of the nonwoven fabric layer by the polymer thin film is usually 0%, and at most 5%.
- the polymer laminate sheet of the present invention does not include layers other than the polymer thin film layer and the nonwoven fabric layer, it is thin and has a high porosity, and prevents an increase in film thickness and a decrease in porosity due to adhesive layers, etc., compared to conventional laminate sheets that include adhesive layers, etc. Therefore, when the polymer laminate sheet of the present invention does not include layers other than the polymer thin film layer and the nonwoven fabric layer, it has the effect of being excellent in permeability to gases such as water vapor and flexibility.
- the polymer constituting the polymer thin film layer and the polymer in the polymer fiber constituting the nonwoven fabric layer are the same type of polymer. With such a configuration, the affinity between the polymer thin film layer and the nonwoven fabric layer is improved, and sufficient adhesive strength can be ensured between the polymer thin film layer and the nonwoven fabric layer. Furthermore, from the viewpoint of more suitably ensuring adhesive strength between the polymer laminate sheet of the present invention and the object to which it is attached, it is preferable that the thickness of all the polymer thin film layers in the polymer laminate sheet of the present invention is within the same range as the thickness of the polymer thin film layer that is the outermost layer. From the viewpoint of conformity to the object to which it is attached and to other layers, it is even more preferable that the thickness of the entire polymer thin film layers in the polymer laminate sheet of the present invention is within the above-mentioned range.
- the nonwoven fabric layer functions more effectively as a stress relief layer for the polymer thin film layer.
- stress is more effectively dispersed through the structure (network) formed from the fibers in the nonwoven fabric layer, and a decrease in the adhesive strength between the polymer laminate sheet of the present invention and the object to which it is applied can be more effectively prevented, or the amount of decrease can be more effectively reduced. Therefore, from the viewpoint of improving the adhesive strength between the polymer laminate sheet of the present invention and the object to which it is applied, it is preferable that the polymer thin film layer and the nonwoven fabric layer are directly laminated in the polymer laminate sheet of the present invention.
- the polymer laminate sheet of the present invention is preferably in a form consisting of only two layers: a polymer thin film layer which is the outermost layer on one side, and a nonwoven fabric layer which is the outermost layer on the other side.
- the polymer laminate sheet of the present invention preferably has a structure consisting of only two layers laminated together: a polymer thin film layer having a thickness of 10 nm or more and 1000 nm or less, and a nonwoven fabric layer composed of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less.
- a polymer thin film layer and/or a nonwoven fabric layer to which functionality such as electrical conductivity has been imparted can be used as the polymer thin film layer and/or the nonwoven fabric layer.
- the nonwoven fabric layer to which the functionality has been imparted can be fixed and adhered to the object to which it is to be attached without using a separate adhesive, gel, or the like.
- functionality when functionality is imparted to both the polymer thin film layer and the nonwoven fabric layer in the polymer laminate sheet of the present invention, the functionality can be enhanced.
- the conductive path of the entire polymer laminate sheet of the present invention becomes thicker than when electrical conductivity is imparted to the polymer thin film layer, and the overall resistance can be further reduced.
- the use of the polymer laminate sheet of the present invention is not particularly limited as long as it is an application that utilizes the ability to be attached to a predetermined attachment target.
- the polymer laminate sheet of the present invention is particularly suitable for applications that require high conformability to the attachment target and/or high moisture permeability.
- the polymer laminate sheet of the present invention is, for example, an application in which the attachment target is the surface of a body tissue.
- the polymer laminate sheet of the present invention can be a polymer laminate sheet intended to be attached to the surface of a body tissue.
- Another application is in the manufacture of electronic functional components and electronic devices according to one embodiment of the present invention described below.
- the method for producing the polymer laminate sheet of the present invention is not particularly limited, and examples thereof include a method including the following steps (1) and (2).
- (1) A step of coating a substrate with a solution of a polymer that constitutes a thin polymer layer to form a coating layer, and then removing the solvent from the coating layer to form the thin polymer layer on the substrate.
- (2) A step of preparing the polymeric fibers that constitute the nonwoven fabric, and then depositing the polymeric fibers on a substrate to form the nonwoven fabric on the substrate.
- One specific method for producing the polymer laminate sheet of the present invention includes the following steps (a) to (c).
- step (1) is carried out using a substrate other than a polymer thin film layer and a nonwoven fabric layer as the substrate, to form a polymer thin film layer, which is one of the outermost layers, on the substrate.
- step (2) a nonwoven fabric layer, which is the other outermost layer, is formed on the polymer thin film layer obtained in step (a).
- step (2) a nonwoven fabric layer, which is the other outermost layer, is formed on the polymer thin film layer obtained in step (a).
- step (3) is removed to produce the polymer laminate sheet of the present invention.
- the polymer laminate sheet of the present invention which is composed of one polymer thin film layer and one nonwoven fabric layer, can be produced by a method including the above-mentioned steps (a) to (c).
- one specific example of a method for producing the polymer laminate sheet of the present invention is a method including the following steps (a') to (d').
- steps (a') to (d') are a method including the following steps (a') to (d').
- step (1) is carried out using a substrate other than the polymer thin film layer and the nonwoven fabric layer as the substrate, to form a polymer thin film layer, which is one of the outermost layers, on the substrate.
- Step (1) or step (2) is continuously carried out to laminate one or more thin polymer layers and/or one or more nonwoven fabric layers on the thin polymer layer obtained in step (a').
- step (2) is carried out to form a nonwoven fabric layer, which is the other outermost layer, on the polymer thin film layer or nonwoven fabric layer.
- step (d') Finally, the substrate used in step (a') is removed to produce the polymer laminate sheet of the present invention.
- step (1) and step (2) performed in step (b') the polymer thin film layer or nonwoven fabric layer obtained in the immediately preceding step is used as the substrate.
- step (1) or step (2) may be performed multiple times, step (1) and step (2) may be performed alternately once each, one or more times of step (1) and two or more times of step (2) may be performed alternately, or two or more times of step (1) and one or more times of step (2) may be performed alternately.
- a modified example of the method for producing the polymer laminate sheet of the present invention includes a method including the following steps (a′′) and (b′′).
- the "other layer” such as an adhesive layer is laminated on the polymer thin film layer or nonwoven fabric layer obtained in the previous step of the two steps by a known method.
- step (a) and step (b) Between step (a') and step (b') - Between each of steps (1) or (2) which are carried out successively in step (b') - Between step (b') and step (c') (b'')
- the "other layer” is used as a substrate.
- the above-mentioned modified example makes it possible to produce a polymer laminate sheet of the present invention that includes the above-mentioned "other layers" in addition to one or more polymer thin film layers and one or more nonwoven fabric layers.
- a sacrificial layer may be formed on a substrate, and a polymer thin film layer may be formed on the sacrificial layer.
- the sacrificial layer is not particularly limited as long as it is a layer that dissolves in the stripping liquid described below.
- a water-soluble polymer such as water-soluble polyvinyl alcohol may be used as the material for the sacrificial layer.
- the method for producing the sacrificial layer is not particularly limited, and a known method may be used.
- the substrate other than the polymer thin film layer and the nonwoven fabric layer is not particularly limited, and examples that can be used include polymer films such as polyethylene terephthalate (PET) film, polypropylene (PP) film, polyphenylene ether (PPE) film, cycloolefin (COP) film, polyimide (PI) film, and silicone resin film, metal foils such as aluminum foil, conductive polymer films, paper, polysaccharide films, oblate (gelatin) films, silicon wafers, and glass plates.
- PET polyethylene terephthalate
- PP polypropylene
- PPE polyphenylene ether
- COP cycloolefin
- PI polyimide
- silicone resin film silicone resin film
- metal foils such as aluminum foil, conductive polymer films, paper, polysaccharide films, oblate (gelatin) films, silicon wafers, and glass plates.
- step (b) when forming a nonwoven fabric layer on the polymer thin film layer, or when forming a polymer thin film layer on the nonwoven fabric layer, no treatment such as a heat treatment is performed to integrate the polymer thin film layer and the nonwoven fabric layer.
- no treatment such as a heat treatment is performed to integrate the polymer thin film layer and the nonwoven fabric layer.
- the method for removing the substrate used in steps (a) and (a') is not particularly limited as long as the obtained polymer laminate sheet is not damaged.
- a method for removing the substrate used in steps (a) and (a') described above can be a method for removing the substrate using an adhesive tape.
- other methods for removing the substrate can be, for example, the following methods (1) and (2).
- the stripping liquid is not particularly limited as long as it is a solvent that can dissolve the sacrificial layer and does not adversely affect the polymer laminate sheet of the present invention.
- the stripping liquid can be water.
- the solvent in the solution in step (1) is not particularly limited as long as it can dissolve the polymer that constitutes the target polymer thin film layer and does not dissolve the substrate.
- the solvent can be appropriately selected depending on the type of substrate and the type of polymer that constitutes the polymer thin film layer.
- the solvent is, for example, tetrahydrofuran.
- the coating method in step (1) is not particularly limited as long as it can form a coating layer of uniform thickness and then form a polymer thin film layer of uniform thickness, and any known coating method can be used.
- the coating method can be selected from gravure coating, screen printing, offset coating, bar coating, spin coating, knife coating, roll coating, slot die coating, and the like.
- gravure coating is preferred when continuous film formation using the roll-to-roll method is used.
- the method for removing the solvent in step (1) is generally drying.
- the drying conditions such as the drying temperature and drying time, may be appropriately selected depending on the thickness of the resulting polymer thin film layer, and the composition of the coating liquid and coating layer, etc.
- the method for preparing the polymer fibers constituting the nonwoven fabric can be any known spinning method that can produce polymer fibers with a specified diameter, and is not particularly limited.
- the method for preparing the polymer fibers can be a spinning method selected from, for example, electrospinning, melt blowing, carbon dioxide laser supersonic drawing, sea-island melt spinning, electrobubble spinning, and flash spinning. It is preferable to use the electrospinning method because it is superior in that fibers with a relatively small diameter can be obtained and the fiber diameter is highly uniform.
- the polymer thin film layer is not dissolved and damaged by the solvent of the fiber polymer solution, and a laminated film consisting of the polymer thin film layer and the nonwoven fabric layer and having high affinity between the polymer thin film layer and the nonwoven fabric layer can be formed.
- the polymer fibers obtained by the above spinning method are usually roughly circular, with the ratio of the long diameter to the short diameter of the fiber cross section being approximately 1 to 1.2.
- step (2) the method for depositing the polymer fibers on the substrate is not particularly limited, and any known method can be used, for example, a method using a drum collector.
- the thickness of the resulting polymer thin film layer can be controlled by adjusting the production conditions such as the concentration of the polymer in the solution and the coating amount of the solution.
- the production conditions are appropriately adjusted to control the thickness of the resulting polymer thin film layer to 10 nm or more and 1000 nm or less.
- the production conditions for the polymer thin film layer include the following conditions. Concentration of polymer in solution: 0.5 to 10% by weight Coating amount of solution: 2 ⁇ 10 ⁇ 4 to 1 ⁇ 10 ⁇ 3 g/cm 2 Drying temperature in step (1): 30 to 100° C.
- the diameter of the polymer fiber can be controlled by adjusting the manufacturing conditions when preparing the polymer fiber.
- the manufacturing conditions include the concentration of the raw material solution, the discharge amount of the raw material solution, the applied voltage, and the distance between the syringe needle tip and the collector in the spinning device used.
- the manufacturing conditions are appropriately adjusted to control the diameter of the obtained polymer fiber to 10 nm or more and 10 ⁇ m or less.
- the manufacturing conditions for preparing the polymer fiber constituting the nonwoven fabric layer can be, for example, the following conditions.
- Concentration of raw material solution 1 to 20% by weight
- Discharge rate of raw material solution 0.1 to 5 mL/hour (h)
- Distance between the syringe needle tip and the collector 50 to 200 mm
- Another method for producing the polymer laminate sheet of the present invention includes, for example, a method comprising the following steps (i) to (iii).
- step (1) is carried out to form a polymer thin film layer on the substrate.
- step (2) is carried out to form a nonwoven fabric layer on the substrate.
- step (1) is carried out to form a polymer thin film layer on the substrate.
- step (2) is carried out to form a nonwoven fabric layer on the substrate.
- the polymer thin film layer obtained in step (i) and the nonwoven fabric layer obtained in step (ii) are superimposed to obtain a laminate, and then the substrate is removed from the laminate to obtain a laminate sheet.
- a sacrificial layer may be formed on the substrate, and a polymer thin film layer or a nonwoven fabric layer may be formed on the sacrificial layer.
- the sacrificial layer in steps (i) and (ii) may be the same as the sacrificial layer in steps (a) and (a').
- the method for overlapping the polymer thin film layer and the nonwoven fabric layer is not particularly limited, and the polymer thin film layer and the nonwoven fabric layer may be overlapped by directly contacting each other, or may be attached via an "other layer” such as an adhesive layer.
- the polymer thin film layer and the nonwoven fabric layer are overlapped without performing a process for integrating the polymer thin film layer and the nonwoven fabric layer, such as a heating process such as heat pressing. This makes it possible to produce a polymer laminate sheet in which the polymer thin film layer and the nonwoven fabric layer are bonded by intermolecular forces.
- step (iii) the method for removing the substrate can be the same as the method for removing the substrate in steps (c) and (d').
- the laminated sheet obtained in step (iii) is a polymer laminated sheet of the present invention that includes one polymer thin film layer and one nonwoven fabric layer.
- the polymer thin film layer is one outermost layer
- the nonwoven fabric layer is the other outermost layer.
- another method for producing the polymer laminate sheet of the present invention may include a step of further superposing another polymer thin film layer and/or another nonwoven fabric layer on the polymer thin film layer or nonwoven fabric layer in the laminate sheet obtained in step (iii) after step (iii).
- the other polymer thin film layer and/or another nonwoven fabric layer may be prepared by separately carrying out step (i) and/or step (ii). In that case, a polymer laminate sheet of the present invention including two or more polymer thin film layers and/or two or more nonwoven fabric layers can be produced.
- the other polymer thin film layer or another nonwoven fabric layer is superposed on the polymer thin film layer or nonwoven fabric layer in the laminate sheet without carrying out the above-mentioned process of integrating the polymer thin film layer and the nonwoven fabric layer.
- a polymer laminate sheet in which the polymer thin film layer and the nonwoven fabric layer are bonded by intermolecular forces can be produced.
- step (1) of preparing the polymer thin film layer which is one of the outermost layers
- the manufacturing conditions are appropriately adjusted as described above to prepare a polymer thin film layer whose thickness is controlled within the range of 10 nm or more and 1000 nm or less.
- step (2) of preparing the nonwoven fabric layer which is the other outermost layer
- the manufacturing conditions are appropriately adjusted as described above to prepare a nonwoven fabric layer composed of polymer fibers whose diameter is controlled within the range of 10 nm or more and 10 ⁇ m or less.
- An electronic functional member according to a second embodiment of the present invention includes the polymer laminate sheet of the present invention.
- an electronic device according to a third embodiment of the present invention includes the electronic functional member of the present invention.
- the electronic device of the present invention includes the polymer laminate sheet of the present invention.
- both the electronic functional member and electronic device of the present invention can be directly attached to the target object, such as the surface of body tissue, and are unlikely to be damaged by contact with other objects after attachment, and even if damage does occur, the degree of damage is minor.
- One example of the form of the electronic functional component of the present invention is a form consisting only of the conductive polymer laminate sheet of the present invention.
- conductive means that in the polymer laminate sheet of the present invention, the polymer constituting one or more polymer thin film layers contains a conductive polymer and/or the polymer fibers constituting one or more nonwoven fabric layers contain a conductive polymer.
- the electronic functional member of the present invention is a form in which a conductive member is formed on the polymer laminate sheet of the present invention.
- the conductive member can be a commonly used conductive member, and is not particularly limited. From the viewpoint of having high flexibility and moisture permeability, it is preferable that the polymer laminate sheet has a thin film thickness. Therefore, in order to impart high flexibility and moisture permeability to the polymer laminate sheet of the present invention by reducing the film thickness in addition to conductivity, it is preferable to form the polymer thin film and/or nonwoven fabric from a conductive polymer.
- conductive polymers include PEDOT/PSS (manufactured by Merck).
- conductive patterns made of metals such as copper, gold, aluminum, silver, and zinc.
- Known methods can be used to form a conductive pattern on the polymer laminate sheet of the present invention, and examples of such methods include deposition, sputtering, chemical vapor deposition, inkjet, screen printing, gravure printing, and flexographic printing.
- Electrodes and more specifically, wearable electrodes.
- the electronic device of the present invention can be manufactured by using the electronic functional component of the present invention and a known method.
- Specific examples of the electronic device of the present invention include wearable devices and implantable devices.
- a polymer laminate sheet comprising at least one polymer thin film layer and at least one nonwoven fabric layer, one outermost layer is the polymer thin film layer and the other outermost layer is the nonwoven fabric layer;
- the polymer thin film layer and the nonwoven fabric layer are bonded by intermolecular forces, the film thickness of the polymer thin film layer which is the one outermost layer is 10 nm or more and 1000 nm or less,
- the polymer laminate sheet, wherein the other outermost nonwoven fabric layer is composed of polymer fibers having a diameter of 10 nm or more and 10 ⁇ m or less.
- polymer laminate sheet, electronic functional member, and electronic device may include any combination of the features described above within the scope of the claims.
- Polymer fiber diameter The diameter and cross-sectional shape of the polymer fibers constituting the nonwoven fabric layer of Example 1 were measured by observation using a scanning electron microscope (manufacturer: JEOL Ltd., product name: JEOL-7100F).
- Example 1 [Storage modulus at 35° C.]
- 0.5 g of the polymer fiber prepared to form the nonwoven fabric layer was melted and formed into a cylindrical shape with a diameter of 8 mm and a film thickness of 1 to 2 mm to obtain a sample for measuring storage modulus.
- the storage modulus of the polymer constituting the polymer fiber at 35°C was measured for the sample for measuring storage modulus using a parallel plate type geometry with a diameter of 8 mm of a dynamic viscoelasticity measuring device (rotational rheometer, DHR-2 manufactured by TA instruments).
- the measurement conditions were a measurement frequency of 1 Hz, a strain amount of 0.05%, and a measurement temperature of 35°C.
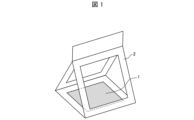
- test sheet was sandwiched between frames (width 5 mm) having an opening of 30 mm square, and the frames were attached to each other with adhesive tape.
- a sample was prepared by attaching a handle to the frame. As shown in FIG. 1, the outer periphery of the test sheet was fixed by a jig 2.
- Sample A was prepared by using the polymer laminated sheet piece 1 produced in Example 1 as the test sheet, and the polymer thin film layer of the polymer laminated sheet piece 1 was exposed from the opening of the frame of the jig 2.
- Sample B was prepared by using the polymer laminated sheet piece 1 produced in Example 1 as the test sheet, similar to Sample A, and the nonwoven fabric layer of the polymer laminated sheet piece 1 was exposed from the opening of the frame of the jig 2.
- Sample C was prepared by using the thin film sheet piece 1 produced in Comparative Example 1 as the test sheet, and the thin film sheet piece 1 was exposed from the opening of the frame of the jig 2.
- a skin model 3 manufactured by Viewlux Corporation, product name: Bioskin Plate P001-001
- 10 (mm) x 10 (mm) x 5 (mm) was fixed to a tensile tester.
- the bottom surface of the sample exposed through the opening of the jig 2 was brought into contact with the skin model 3 for 15 minutes while a load of 0.01 N was applied, and the sample was adhered to the skin model 3.
- the bottom surface of the sample was the back surface (lower surface) of the polymer laminate sheet piece 1 or thin film sheet piece 1.
- the jig 2 was pulled upward at a speed of 10 mm/min until the polymer laminate sheet piece 1 or thin film sheet piece 1 peeled off from the skin model 3, and a peel test was performed.
- a displacement-load curve of the sample during the peel test was obtained.
- the displacement in the displacement-load curve is the change in distance (unit: mm) of the tensile tester that chucked the jig 2
- the load in the displacement-load curve is the load applied to the sample when the displacement is a specific value. Based on the displacement-load curve, the value obtained by integrating the load with respect to the displacement was taken as the adhesive strength of the sample.
- a peel test was carried out by the method described above using each of Sample A, Sample B, and Sample C as samples.
- a displacement-load curve was obtained for each of Sample A, Sample B, and Sample C, and the adhesive strength of each of Sample A, Sample B, and Sample C was calculated by the method described above based on the displacement-load curve.
- the adhesive strength of Sample A is the adhesive strength between the polymer thin film layer in the polymer laminate sheet and the skin model.
- the adhesive strength of Sample B is the adhesive strength between the nonwoven fabric layer in the polymer laminate sheet and the skin model.
- the adhesive strength of Sample C is the adhesive strength between the thin film sheet consisting of the polymer thin film layer and the skin model.
- Example 1 (Creation of sacrificial layer) A commercially available polyethylene terephthalate (PET) film (Lumirror (registered trademark) type T60, manufactured by Toray Industries, Inc., thickness 25 ⁇ m, film width 10 cm) was used as the substrate. Using a gravure coater (ML-120, manufactured by Yasui Seiki Co., Ltd.), a 5 wt% aqueous solution of water-soluble polyvinyl alcohol (PVA, PVA500 manufactured by Kanto Chemical Co., Ltd.) was applied onto the substrate while winding it up in a roll-to-roll manner, and then dried to form a film, thereby forming a sacrificial layer on the substrate.
- PET polyethylene terephthalate
- PVA water-soluble polyvinyl alcohol
- the manufacturing conditions at that time were a linear speed of 0.8 m/min, a coating amount of the 5 wt% aqueous solution of PVA of 1 ⁇ 10 ⁇ 3 g/cm 2 , a drying temperature of 80° C., and a drying time of 30 seconds.
- a polymer thin film layer was formed on the sacrificial layer.
- a polymer thin film layer substrate was formed by the following method. Polystyrene butadiene styrene (SBS, manufactured by Sigma-Aldrich Japan, styrene 30 wt%, average Mw 140,000 by GPC) was dissolved in tetrahydrofuran (THF) so that the SBS concentration was 5 wt%, to prepare SBS solution A.
- SBS Polystyrene butadiene styrene
- THF tetrahydrofuran
- SBS solution A was applied onto the sacrificial layer, and then dried to form a film, forming a polymer thin film layer on the sacrificial layer.
- the film formation at that time was performed by a roll-to-roll method.
- the manufacturing conditions were as follows: linear speed: 1.3 m/min, coating amount of SBS solution A: 2 ⁇ 10 ⁇ 4 g/cm 2 , drying temperature: 40° C., and drying time: 30 seconds.
- the polymer thin film layer was placed on a drum collector (width 200 mm, diameter 200 mm).
- Polymer fibers were obtained by spinning SBS solution B using a nanofiber electrospinning device NANON-01 manufactured by MEC Corporation under the conditions of solution discharge amount: 1 ml/h, applied voltage: 22.5 kV, and syringe needle tip-collector distance: 150 mm.
- the obtained polymer fibers were deposited on the polymer thin film layer placed on the drum collector for a predetermined time of 1 h while rotating the drum collector under the conditions of a rotation speed of 100 rpm and a syringe movement speed of 30 mm/sec.
- a nonwoven fabric layer formed from polymer fibers was laminated on the polymer thin film layer, and a polymer laminate sheet was obtained.
- the amount of polymer fibers deposited was 0.116 mg/ cm2 .
- Two polymer laminate sheet pieces (40 mm square) were then cut from the polymer laminate sheet, and one polymer laminate sheet piece was used to prepare sample A, and the other polymer laminate sheet piece was used to prepare sample B.
- Comparative Example 1 A thin film sheet was produced by forming a polymer thin film layer on the sacrificial layer in the same manner as in Example 1.
- the sheet produced in Comparative Example 1 does not have a nonwoven fabric layer laminated on the polymer thin film layer, unlike the polymer laminate sheet produced in Example 1. Thereafter, a thin film sheet piece was cut out from the thin film sheet in the same shape as the polymer laminate sheet piece in the same manner as in Example 1, and used to prepare Sample C.
- the polymer thin film layer has a thickness in the range of 10 nm to 1000 nm, and the nonwoven fabric layer is made of polymer fibers having a diameter of 10 nm to 10 ⁇ m.
- Samples A and B are identical except for the contact surface with the skin model.
- the thin film sheet of Comparative Example 1 included in Sample C corresponds to an adhesive sheet that has been used conventionally as a flexible substrate. From the above and the description in Table 2, it was found that the adhesive strength of Sample A using the polymer laminate sheet of Example 1 is higher than that of Sample C using the thin film sheet of Comparative Example 1 that simulates a conventional adhesive sheet.
- the polymer thin film layers of Example 1 and Comparative Example 1 are the same, but the polymer thin film layer of Example 1 has a higher adhesive strength. It is considered that the stress applied to the polymer thin film layer of the polymer laminate sheet of Example 1 is alleviated by the nonwoven fabric layer, improving the adhesive strength. Therefore, it can be understood that the polymer laminate sheet of Example 1 has excellent conformability and self-adhesion to the target, and can be directly attached to the target without applying an adhesive, gel, etc. to the outermost layer of the polymer laminate sheet on the target side.
- the adhesive strength of sample B was 1/50 of that of sample A.
- the polymer laminate sheet of Example 1 has extremely low adhesion between the nonwoven fabric side and the skin model.
- the adhesive strength between the nonwoven fabric layer and the skin model was evaluated, but the same behavior is observed when it comes into contact with objects other than the skin model.
- the difference in adhesive strength between one outermost layer and the other outermost layer with respect to the target object must be at least 10 times. For example, if the adhesive strength of the nonwoven fabric layer is about 1/3 of the adhesive strength of the polymer thin film layer, the adhesive strength of the nonwoven fabric layer is still high and is insufficient to prevent transfer.
- the adhesive strength of sample B of the polymer laminate sheet of the present invention is 1/50 of that of sample A, and it was found that transfer can be sufficiently prevented. Therefore, the polymer laminate sheet of Example 1 is prevented from transferring to a carrier film or the like when manufactured by a roll-to-roll method, and from transferring to other surfaces during use. Therefore, it can be seen that the polymer laminate sheet of Example 1 has improved handling properties, which are necessary for a stable manufacturing process. It can also be seen that when using the polymer laminate sheet of Example 1, the nonwoven fabric layer exposed on the surface will not stick to anything other than the object to which it is to be attached, even if it comes into contact with such an object. It can also be seen that this reduces the possibility of damage caused by the transfer described above in the polymer laminate sheet of Example 1, and that even if damage does occur, the degree of damage can be reduced.
- the polymer laminate sheet of the present invention can be directly attached to the target object without applying an adhesive, gel, etc. to the outermost layer of the polymer laminate sheet on the target side, and has the effect of improving the handleability required for a stable manufacturing process. It was also found that the polymer laminate sheet of the present invention has the effect of reducing the possibility of damage caused by contact with other objects after attachment, and, even if such damage does occur, reducing the severity of the damage.
- the polymer laminate sheet of the present invention can be used to manufacture self-adhesive sheets and electrodes when wearable devices/implantable devices, etc., come into contact with the surface of body tissue.
- the polymer laminate sheet of the present invention can also be used to manufacture sheets and electrodes that are highly moisture-permeable and breathable, and are unlikely to cause skin trouble even when worn for several days.
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Biomedical Technology (AREA)
- Animal Behavior & Ethology (AREA)
- Public Health (AREA)
- Physics & Mathematics (AREA)
- Biophysics (AREA)
- Pathology (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Surgery (AREA)
- Textile Engineering (AREA)
- Vascular Medicine (AREA)
- Laminated Bodies (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025527634A JPWO2024257609A1 (https=) | 2023-06-16 | 2024-05-29 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023099531 | 2023-06-16 | ||
| JP2023-099531 | 2023-06-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024257609A1 true WO2024257609A1 (ja) | 2024-12-19 |
Family
ID=93851737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/019615 Ceased WO2024257609A1 (ja) | 2023-06-16 | 2024-05-29 | 高分子積層シート |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024257609A1 (https=) |
| WO (1) | WO2024257609A1 (https=) |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010168722A (ja) * | 2008-12-26 | 2010-08-05 | Kao Corp | ナノファイバシート |
| JP2010527772A (ja) * | 2007-05-26 | 2010-08-19 | ストニーブルック ウォーター ピュリフィケーション | セルロース又はセルロース誘導体を含む高流束流体分離膜 |
| JP2011132634A (ja) * | 2009-12-24 | 2011-07-07 | Kao Corp | 多層ナノファイバシート |
| JP2011183389A (ja) * | 2004-10-06 | 2011-09-22 | Research Foundation Of State Univ Of New York | 高流量かつ低付着の濾過媒体 |
| CN102248726A (zh) * | 2011-05-23 | 2011-11-23 | 东华大学 | 一种具有胶粘过渡层的纳米纤维分离复合膜的制备方法 |
| CN104014196A (zh) * | 2014-05-08 | 2014-09-03 | 武汉纺织大学 | 一种高吸附纳米纤维复合过滤材料及其制备方法 |
| JP2019167640A (ja) * | 2018-03-22 | 2019-10-03 | パナソニックIpマネジメント株式会社 | 複合材の製造方法 |
| JP2020180406A (ja) * | 2019-04-26 | 2020-11-05 | 東レ株式会社 | 導電性繊維構造物および電極部材 |
| WO2020256043A1 (ja) * | 2019-06-21 | 2020-12-24 | Dic株式会社 | フッ素樹脂被覆体及びその製造方法 |
| JP2021020320A (ja) * | 2019-07-24 | 2021-02-18 | 凸版印刷株式会社 | 転写シート |
| US20220151530A1 (en) * | 2019-03-06 | 2022-05-19 | Luna Innovations Incorporated | Flexible electrodes and methods of making the same |
| US20230028081A1 (en) * | 2021-07-16 | 2023-01-26 | University Of Houston System | Organic semiconductor nanotubes for electrochemical bioelectronics and biosensors with tunable dynamics |
| JP2023087704A (ja) * | 2021-12-14 | 2023-06-26 | 三菱ケミカル株式会社 | ナノメッシュ積層体 |
-
2024
- 2024-05-29 WO PCT/JP2024/019615 patent/WO2024257609A1/ja not_active Ceased
- 2024-05-29 JP JP2025527634A patent/JPWO2024257609A1/ja active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011183389A (ja) * | 2004-10-06 | 2011-09-22 | Research Foundation Of State Univ Of New York | 高流量かつ低付着の濾過媒体 |
| JP2010527772A (ja) * | 2007-05-26 | 2010-08-19 | ストニーブルック ウォーター ピュリフィケーション | セルロース又はセルロース誘導体を含む高流束流体分離膜 |
| JP2010168722A (ja) * | 2008-12-26 | 2010-08-05 | Kao Corp | ナノファイバシート |
| JP2011132634A (ja) * | 2009-12-24 | 2011-07-07 | Kao Corp | 多層ナノファイバシート |
| CN102248726A (zh) * | 2011-05-23 | 2011-11-23 | 东华大学 | 一种具有胶粘过渡层的纳米纤维分离复合膜的制备方法 |
| CN104014196A (zh) * | 2014-05-08 | 2014-09-03 | 武汉纺织大学 | 一种高吸附纳米纤维复合过滤材料及其制备方法 |
| JP2019167640A (ja) * | 2018-03-22 | 2019-10-03 | パナソニックIpマネジメント株式会社 | 複合材の製造方法 |
| US20220151530A1 (en) * | 2019-03-06 | 2022-05-19 | Luna Innovations Incorporated | Flexible electrodes and methods of making the same |
| JP2020180406A (ja) * | 2019-04-26 | 2020-11-05 | 東レ株式会社 | 導電性繊維構造物および電極部材 |
| WO2020256043A1 (ja) * | 2019-06-21 | 2020-12-24 | Dic株式会社 | フッ素樹脂被覆体及びその製造方法 |
| JP2021020320A (ja) * | 2019-07-24 | 2021-02-18 | 凸版印刷株式会社 | 転写シート |
| US20230028081A1 (en) * | 2021-07-16 | 2023-01-26 | University Of Houston System | Organic semiconductor nanotubes for electrochemical bioelectronics and biosensors with tunable dynamics |
| JP2023087704A (ja) * | 2021-12-14 | 2023-06-26 | 三菱ケミカル株式会社 | ナノメッシュ積層体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024257609A1 (https=) | 2024-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101786825B1 (ko) | 적층체 및 그 제조 방법 | |
| Wang et al. | A thermally responsive phase-change hydrogel for skin-mountable multifunctional sensors | |
| JP5997068B2 (ja) | シート状積層体およびシート状積層体の製造方法 | |
| TW201019913A (en) | Hydrogels with release element | |
| JPWO2015152204A1 (ja) | 多層シートおよびそれを用いた一体化シート並びにその製造方法 | |
| JP2011512425A (ja) | マイクロ構造及び又はナノ構造の保護フィルム又はプロセス・フィルム | |
| Bok et al. | Functional asymmetry-enabled self-adhesive film via phase separation of binary polymer mixtures for soft bio-integrated electronics | |
| EP2170623A1 (en) | Selectively-releasable adhesives | |
| JP4181883B2 (ja) | ロール状医療用粘着テープ | |
| JP5799184B1 (ja) | 透明導電積層体およびその製造方法 | |
| JP6646284B2 (ja) | 形状制御されたナノシート及びその製造方法 | |
| WO2024257609A1 (ja) | 高分子積層シート | |
| JP6829524B2 (ja) | 布帛電極 | |
| JP6916483B2 (ja) | 高分子薄膜分散体の製造方法 | |
| CN113754897B (zh) | 一种可剥离式超薄水凝胶、制备方法与应用 | |
| JPH1095960A (ja) | 粘着テープ及び救急絆創膏 | |
| JP6840361B2 (ja) | 高分子薄膜積層体の製造方法および高分子薄膜分散体の製造方法 | |
| JP2014200199A (ja) | 生体親和性多孔体及びその製造方法 | |
| JP6586545B2 (ja) | フィルム状積層体、および、高分子薄膜の製造方法 | |
| JP6115716B2 (ja) | ラクチド−カプロラクトン共重合体製フィルムの複合体およびその製造方法 | |
| JP4443854B2 (ja) | 透湿性エラストマーシート | |
| JP2022180225A (ja) | 生体組織貼付フィルム及び転写シート | |
| JP7359410B2 (ja) | 布帛電極及びその製造方法 | |
| JP2023075797A (ja) | 生体組織貼付フィルム及び転写シート | |
| TW202546296A (zh) | 不織布及其用途 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24823229 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025527634 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025527634 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |