WO2024135267A1 - 織物 - Google Patents
織物 Download PDFInfo
- Publication number
- WO2024135267A1 WO2024135267A1 PCT/JP2023/042833 JP2023042833W WO2024135267A1 WO 2024135267 A1 WO2024135267 A1 WO 2024135267A1 JP 2023042833 W JP2023042833 W JP 2023042833W WO 2024135267 A1 WO2024135267 A1 WO 2024135267A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- water
- fabric
- cross
- woven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/30—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the fibres or filaments
- D03D15/37—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the fibres or filaments with specific cross-section or surface shape
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/527—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads waterproof or water-repellent
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/54—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads coloured
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/56—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads elastic
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/573—Tensile strength
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D7/00—Bathing gowns; Swim-suits, drawers, or trunks; Beach suits
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/10—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyurethanes
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/02—Moisture-responsive characteristics
- D10B2401/021—Moisture-responsive characteristics hydrophobic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
Definitions
- the present invention relates to textiles.
- Water repellency is an important factor for fabrics used in clothing that is intended to be worn in water, such as swimsuits. The purpose of this is to prevent the fabric from absorbing and retaining water, which can increase the fabric's weight in water and impede activity in the water.
- Water repellency is particularly important to prevent swimsuits from gaining weight underwater, and a swimsuit with high water repellency has been proposed that uses special polyurethane elastic threads that contain 0.5-10% by mass of a cationic polymer compound with a number-average molecular weight of 2000 or more, which is compatible with water repellents (Patent Document 1).
- Patent Document 1 the swimsuit is indeed highly water repellent, this is only a function of the improved water repellency of the threads, and depending on the fabric structure, it may not be possible to meet the required characteristics of high water repellency and low water retention. For example, it is believed that with materials that have large gaps between the threads, water will be retained in the gaps, resulting in an increase in the weight underwater, even if raw threads with excellent water repellency are used.
- Patent Document 2 It has also been proposed to obtain buoyancy through the hollow section by using yarn with a C-shaped hollow cross section. It is true that a C-shaped hollow cross section has a high hollow rate and can obtain excellent buoyancy, but the water-repellent performance of the hollow section decreases with repeated wearing, and if water gets into the hollow interior, it actually acts to increase the weight of the swimsuit underwater. Furthermore, the yarn structure cannot be expected to improve water repellency, and the function is insufficient from the standpoint of water repellency.
- Patent Document 3 A method has also been proposed for reducing water resistance by using a weave structure with many floating threads in the length direction of swimsuit fabrics. Furthermore, this prior document describes how water resistance can be effectively reduced by using raw yarn with a special cross-sectional shape with narrowed inlet grooves for the floating threads. This method is solely intended to reduce water resistance, and by increasing the number of floating threads, the inter-weave voids in the fabric structure become larger, providing excellent buoyancy in the short term, but over time and as the fabric is kneaded by exercise, water is retained in the inter-weave voids, making the fabric heavier in water.
- water-repellent fabrics that are intended to be worn underwater must meet various required characteristics, such as stretchability, water repellency, low water retention, and buoyancy.
- a dense structure with low void ratio is desirable for low water retention, but conversely, buoyancy is improved by including air in the fabric, so a high void ratio is desirable, and a structure that contradicts low water retention is required.
- the air contained within the fabric must remain within the fabric even after it is kneaded by exercise or worn for long periods of time.
- the objective of the present invention is to provide a water-repellent fabric that satisfies these conflicting required characteristics, has excellent water repellency, low water retention, and buoyancy, and can maintain these properties.
- the present invention has the following configuration to solve the above problems.
- the elastic fiber provides excellent stretchability, and the water-repellent agent penetrates into the grooves of the synthetic multifilament yarn, resulting in a lotus effect and high water repellency and durability. Furthermore, by weaving at a high density to reduce the gaps between the fabric, it is possible to prevent deterioration of water retention due to water seeping into the fabric, while trapping air in the grooves of the synthetic multifilament yarn raw yarn, thereby providing a water-repellent woven fabric with high buoyancy.
- the fabric of the present invention can provide excellent buoyancy when used underwater.
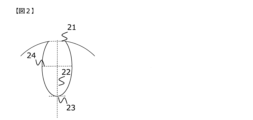
- FIG. 2 is a schematic diagram for explaining the cross-sectional shape of one example of a single fiber used in the present invention.
- FIG. 2 is an enlarged schematic view illustrating a groove portion of an example of a single fiber used in the present invention.
- FIG. 2 is an enlarged schematic view of a protrusion of an example of a single fiber used in the present invention.
- FIG. 2 is a schematic explanatory diagram showing a buoyancy measuring method.
- FIG. 2 is a partial enlarged view of one embodiment of a distribution hole arrangement in a final distribution plate.
- the woven fabric of the present invention is a woven fabric composed of synthetic multifilament yarn and elastic fiber.
- the inclusion of elastic fiber makes the woven fabric a stretch woven fabric having stretchability. Therefore, hereinafter, the woven fabric may also be referred to as a stretch woven fabric.
- the synthetic multifilament yarn used in the present invention contains, as constituent monofilaments, synthetic fibers including monofilaments having on their surface multiple grooves that are continuous in the fiber length direction.
- FIG. 1 which is a schematic diagram for explaining the cross-sectional shape of an example of a monofilament used in the present invention
- the fiber has a cross-sectional shape in which multiple grooves 12 with wide portions on the outer periphery are present on either side of protrusions 11 (hereinafter, the cross-sectional shape may be referred to as a "special cross-sectional shape," and fibers having the special cross-sectional shape may be referred to as "special cross-sectional fibers").
- the depth (H) of the groove in the above special cross-sectional shape is preferably 1.0 ⁇ m to 10.0 ⁇ m.
- Water droplets adhering to the fiber surface enter the grooves due to their own weight and the kneading effect, and when they reach the bottom of the groove, the water droplets adhere to the grooves and become wet, causing a deterioration in water retention and buoyancy.
- the grooves are deep, the water droplets are pushed up to the top of the grooves by the surface tension of the water droplets, so they do not get wet and exhibit water repellency.
- the single fiber filament diameter is 12 to 26 ⁇ m, so if the grooves are designed to be excessively deep, there is a concern that the strength of the raw yarn will decrease. Therefore, the depth of the grooves is preferably 10.0 ⁇ m or less, and more preferably 8.0 ⁇ m or less.
- the diameter of the single fiber filament is small, it is preferable to control the depth of the grooves to a level within the above range that does not cause too much decrease in the strength of the raw yarn, preferably the relationship between the diameter and the depth of the grooves to a range described below.
- the depth of the groove is preferably 1.0 ⁇ m or more, more preferably 2.0 ⁇ m or more, as described above.
- the depth (H) of the groove in the special cross-section fiber is defined as the distance from the straight line 21 connecting the ends of the protrusions 11 present on either side of the groove in FIG. 2 (the distance of this straight line 21 is the width (W1) of the groove entrance) to the center point 13 (not shown in FIG.
- the center point 13 is defined as the center point of the circle (hereinafter referred to as the circumscribing circle) that most often circumscribes the tip of the protrusion in the cross section of the fiber polymer, and the diameter of the circumscribing circle is the fiber diameter (D) 14.
- the width (W1) of the groove entrance is preferably 0.5 ⁇ m to 10.0 ⁇ m.
- the width of the groove entrance is within the above preferred range, high water repellency can be achieved by obtaining surface tension due to the surface tension of the water droplets. If the width of the groove entrance is too small, the water repellent agent will not penetrate into the groove, making it difficult to obtain water repellency, so a width of 0.5 ⁇ m or more is preferable, and 1.0 ⁇ m or more is even more preferable. Furthermore, if the width of the groove entrance is too large, water will penetrate into the groove, causing a deterioration in water retention and buoyancy. Therefore, a width of 10.0 ⁇ m or less is preferable, and a width of 8.0 ⁇ m or less is even more preferable.
- the groove wide section width (W2) is the maximum width measured along the center line from the outer periphery toward the center of the fiber along the center line.
- the ratio (H/D) of the fiber diameter (D) to the depth (H) of the groove is 0.15 or more and 0.25 or less. This allows a sufficient air layer to be formed inside, allowing functions such as water repellency and high buoyancy to be exhibited, while at the same time preventing a decrease in performance due to deformation or destruction of the protrusions that form the grooves when subjected to external forces.
- H/D is more preferably 0.17 or more and less than 0.22.
- a monofilament having a width 31 (Pout) of the tip of the protrusion, a width (W1) of the groove, and a width (Pmin) 32 of the bottom surface of the adjacent groove satisfy the following formula:
- the width (Pout) 31 of the tip of the protrusion is the shortest distance connecting one tip of the protrusion and the other tip of the protrusion, and is the distance indicated by 31 in Fig. 3.
- the width 32 (Pmin) of the bottom surface of the protrusion is, in other words, the distance connecting the tangent points of the inscribed circles of the adjacent grooves sandwiching the protrusion, and is the distance indicated by 32 in Fig. 3.
- Pout/W1 2 ⁇ 10 Pout/Pmin ⁇ 1.3
- the shape of the grooves in the special cross-section fiber when observed in a cross section perpendicular to the length of the fiber, is preferably teardrop-shaped, hexagonal, etc., with a wide portion wider than the entrance width in the range from the entrance to the bottom of the groove, and the width of the groove gradually narrows from the wide portion toward the bottom of the groove.
- the number of grooves in the special cross-section fiber is preferably multiple; if there is only one groove, depending on the orientation of the fiber, the groove may not be present at the interface with water, and the water repellency improvement effect cannot be obtained.
- the number of grooves is preferably 2 to 32, and more preferably 4 to 16. If the number of grooves is within the above preferred range, the width of the tip of the protrusion in the cross-sectional shape of the fiber does not become too small, and fibrils and fuzz do not occur on the product surface during processing or use of the product.
- the core-sheath composite fibers is composed of two types of polymers, and the cross-section of the core component has the above-mentioned shape, and the special cross-sectional fiber can be obtained by dissolving the sheath component with a solvent or the like.
- the core component polyamides such as polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, and nylon 6 can be used.
- the sheath component from the viewpoint of simplifying the dissolution process, copolymerized polyesters, polylactic acid, polyvinyl alcohol, etc. that are easily soluble in aqueous solvents or hot water are preferable, and in particular, polyesters and polylactic acids copolymerized with polyethylene glycol and sodium sulfoisophthalic acid alone or in combination are preferable from the viewpoint of handling and easy dissolution in aqueous solvents.
- the mass ratio of the core component to the sheath component is preferably in the range of 50:50 to 90:10.
- the synthetic fiber multifilament yarn used in the present invention is at least partially the above-mentioned special cross-section fiber, and the synthetic fiber multifilament yarn may be entirely the above-mentioned special cross-section fiber, or may be other multifilaments.
- the other multifilaments may be multifilaments having a fiber cross-section other than the above-mentioned special cross-section fiber.
- Materials that can be used to compose such multifilaments include polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, and polyamides such as nylon 6.
- the synthetic fiber multifilament is a non-crimped multifilament, as described below. Even when all of the synthetic fiber multifilament yarns are special cross-section fibers, it is preferable that the multifilament is a non-crimped multifilament, but even when used in combination with other multifilaments, it is preferable that the multifilament is a non-crimped multifilament in terms of reducing the void ratio of the woven fabric.
- non-shrink fiber so-called non-shrink fiber
- non-shrink fiber means that there is no active crimping, such as with false twist processing or apparent crimp composite fibers (the weaving crimp that inevitably occurs during weaving is not considered to be crimping).
- the elastic fibers used here can be polyurethane spandex, polyether-ester elastic fibers, polybutylene terephthalate fibers, polytrimethylene terephthalate fibers, or composite fibers in which the above polymers with different shrinkage properties are bonded in a side-by-side or eccentric core-sheath shape.
- the synthetic fiber multifilament yarns it is preferable for such elastic fibers to be non-crimped. Covering covered yarns using these elastic fibers as the core yarns may also be used.
- covering covered yarns using polyurethane spandex as the core yarn and synthetic fiber multifilament as the sheath yarns have excellent elongation and elongation recovery rates, and are preferable when used for swimsuits, especially swimsuits for competitive swimming.
- the special cross-section fibers used in this invention can be woven, dyed, and functionally processed using conventional methods.
- the weave structure is not particularly limited as long as it satisfies the void ratio of the woven fabric specified in the present invention, and examples include plain weave, modified plain weave such as rip weave, twill weave, satin weave, modified twill weave, modified satin weave, variegated weave, patterned weave, single-layer weave, double weave, multiple weave, warp pile weave, weft pile weave, and leno weave.
- modified plain weaves such as plain weave and rip weave are preferred because they make it easier to ensure the number of intersections.
- a total cover factor (Cf) of 2300 or more is preferable. If the total cover factor is small, the number of intersections will be reduced, and the weaving yarns will be less restrained, which will not only cause problems with twisting and snagging, but the weave structure will become looser, which will increase the gaps between the structures and cause a deterioration in water retention when worn, i.e., an increase in water retention. For this reason, a Cf of 2500 or more is more preferable, and 2700 or more is even more preferable.
- a Cf of 3500 or less is preferable, and 3000 or less is even more preferable from the viewpoint of obtaining a woven fabric with excellent tear strength.
- the porosity of the woven fabric is 75% or less, and preferably 70% or less.
- the void ratio calculated by the above parameters includes voids between the weave yarns of the synthetic multifilament yarns that make up the weave structure, voids between the yarns of the single fibers that make up the synthetic multifilament yarns, and voids due to hollows such as grooves in special cross-section fibers. In order to prevent a decrease in water retention, it is necessary to suppress the void ratio to 75% or less.
- non-crimped fibers with little swelling in the yarn bundles are used in a structure such as plain weave, which has many intersections and is easy to achieve high density within a range that does not lead to a deterioration in tear strength and productivity, and the void ratio can be suppressed to 75% or less by weaving with a Cf of 2500 to 3500, which is a high density within a range where tear strength and productivity are not an issue.
- PU polyurethane
- the degree of voids formed by the grooves of the special cross-section fibers contained in the woven fabric is set to a void ratio caused by the fiber cross-sectional shape of a single fiber having multiple grooves on its surface in the range of 3 to 30%. Of these, a void ratio of 10 to 30% is preferable.
- the void ratio caused by the fiber cross-sectional shape of a single fiber having multiple grooves on its surface referred to here is a value calculated by the following method.
- the area of the void is calculated by subtracting the area of the actual cross section of the special cross section fiber (actual area) from the area of the circumscribing circle that is most in contact with the outer periphery of the cross section perpendicular to the fiber length direction of the special cross section fiber, and the ratio to the area of the circumscribing circle is calculated as the void ratio.
- the fiber cross section shape is a round cross section and a solid fiber (hereinafter referred to as a solid round cross section fiber)
- the outer periphery theoretically coincides with the circumscribing circle
- the void ratio is 0%.
- the area of the circumscribing circle is larger than the area of the special cross section fiber itself.
- the difference area is divided by the area of the circumscribing circle, and the result expressed as a percentage is calculated as the "void ratio due to the fiber cross section shape of a single fiber having a plurality of grooves on its surface" (hereinafter referred to as the "void ratio due to the cross section shape of a special cross section fiber) per single fiber of the special cross section fiber.
- Vcs ⁇ (Ac-a)/Ac ⁇ 100%
- Vcs void ratio (%) due to the cross-sectional shape of a special cross-sectional fiber per single fiber
- Ac Area of the circumscribed circle that is in contact with the cross section of the special cross section fiber the most a: Actual area of the cross section of the special cross section fiber
- the cross-sectional shape of the core-sheath composite fiber before the elution of the sheath component is a solid round cross-section
- the special cross-sectional shape is expressed by the elution of the sheath component, and there is no significant difference in density between the eluted component and the non-eluted component (for example, as a guideline, the ratio of the absolute value of the difference in density between the two to the density of the higher density is 10% or less)
- the elution rate when the elution process is performed to elute the sheath component from the core-sheath composite fiber may be used as a substitute for the porosity due to the cross-sectional shape of the special cross-section fiber per single fiber in the special cross-section fiber (hereinafter referred to as the "substitution method").
- the void percentage due to the cross-sectional shape of the special cross-section fiber per single fiber can be defined as the void percentage due to the cross-sectional shape of the special cross-section fiber in the woven fabric by multiplying the void percentage due to the cross-sectional shape of the special cross-section fiber per single fiber by the blending ratio of the solid cross-section fiber (equivalent to the blending ratio of the core-sheath composite fiber in the case where the above-mentioned substitution method can be used).
- the special cross-section fibers are extracted from the woven fabric, the void ratio resulting from the cross-sectional shape of the special cross-section fiber per single fiber is determined, and the void ratio resulting from the cross-sectional shape of the special cross-section fiber can be determined by multiplying it by the blend ratio of solid cross-section fibers assumed above.
- the void ratio resulting from the cross-sectional shape of the special cross-section fiber per single special cross-section fiber is multiplied by the blend ratio of solid cross-section fibers assumed above of 100% by mass to determine the void ratio resulting from the cross-sectional shape of the special cross-section fiber.
- the special cross-section fiber used in the present invention uses core-sheath composite fibers as the raw fiber, and the special cross-section fiber can express a special cross-sectional shape by dissolving the sheath component of the core-sheath composite fiber.
- the dissolving, dyeing, and finishing processes required for this are carried out by refining, relaxing, and drying the grey fabric, and then heat-fixing the width with an intermediate set to dissolve the sheath component.
- the fabric is dyed and reduction-washed if it is made of polyester material, or fixed if it is made of nylon material, washed in hot water, and dried.
- a process of water-repellent treatment and various functional processing as necessary, followed by finishing and setting is preferable.
- a water-repellent treatment is applied to the woven fabric so that the surface, inside and back of the fabric are coated with a water-repellent agent, or the woven fabric has a water-repellent level of grade 4 or higher in the spray test described in JIS L1092:2009.
- the water repellent used in the water repellent treatment may be any type, such as fluorine-based, silicone-based, or paraffin-based, but fluorine-based water repellents are preferred in terms of water repellency performance.
- fluorine-based water repellents with 8 or more carbon atoms are preferred in terms of performance, but PFOA-free fluorine-based water repellents with 6 carbon atoms (C6 water repellents) that are unlikely to produce perfluorooctanoic acid (PFOA) are more preferred from the perspective of environmental impact.
- non-fluorine-based water repellents such as paraffin-based, acrylic-based, and other hydrocarbon-based, and silicone-based, either alone or in combination.
- a crosslinking agent in combination with the water repellent.
- the crosslinking agent at least one of melamine-based resins, blocked isocyanate-based compounds, glyoxal-based resins, and imine-based resins can be used, and there is no particular limitation on the crosslinking agent.
- the fabric having a water repellent coating on the surface, inside and back of the fabric is obtained by carrying out a water repellent treatment, and specifically, it is preferable to carry out the water repellent treatment by a method such as Pad-Dry-Cure.
- the presence or absence of a water repellent coating on the surface, inside and back of the fabric can be confirmed by observing a cross section of the fabric in the thickness direction with a scanning electron microscope (SEM) and checking the presence or absence of a water repellent coating on the fiber surface for each fiber present on the surface, inside and back of the fabric.
- SEM scanning electron microscope
- the water repellency is preferably grade 4 or higher according to the JIS L1092:2009 spray method. It is also desirable to maintain grade 3 or higher even after 20 washes according to the JIS L0217:1995 103 method.
- the water repellency of water repellent materials decreases with washing, and in particular, when a non-fluorine-based water repellent is used as the water repellent, the washing durability of the water repellency is inferior to that when a fluorine-based water repellent is used.
- the decrease in water repellency can be compensated for by using a special cross-section fiber, and excellent water repellency can be maintained even after washing.
- the woven fabric of the present invention preferably has a water retention rate of 50% or less by mass of the amount of woven material after 60 minutes, more preferably 40% or less by mass, and even more preferably 30% or less by mass.
- a water retention rate of 0% by mass is most preferable, but in practice, 3% by mass is assumed to be the lower limit.
- the weight of the material when worn is even 0.1 g lighter in terms of improving athletic performance
- the buoyancy of the woven fabric is preferably 0.0170 N or more per 1 g of fabric, more preferably 0.0185 N or more, and even more preferably 0.0200 N or more. Also, since excessive buoyancy impairs ease of movement in the water, it is preferable for the buoyancy to be 0.0300 N or less.
- the buoyancy per gram of fabric after 20 minutes is preferably 0.0165 N or more, more preferably 0.0180 N or more, and even more preferably 0.0195 N or more.
- the reason that the buoyancy after 20 minutes is lower than at the beginning is because the coarse voids between the tissue retain water over time, and with a material with many fine voids like the present invention, the decrease in buoyancy can be minimized.
- the tear strength of the woven fabric is preferably 8N or more, more preferably 10N or more, and even more preferably 12N or more.
- One example of a method for obtaining a woven fabric with the above tear strength is to use yarn with a single yarn of 1.5 dtex or more and set the total cover factor to 3000 or less as described above.
- the woven fabric preferably has a burst strength of 200 kPa or more, more preferably 300 kPa or more, and even more preferably 400 kPa or more, as measured in accordance with JIS L1096:1999.
- One example of a method for obtaining a woven fabric with the above burst strength is to use a thick yarn with a single yarn fineness and weave it with a high total cover factor. Specifically, it can be obtained by using a single yarn of 1.5 dtex or more and setting the total cover factor to 2500 or more.
- the fabric of the present invention thus obtained is a water-repellent fabric that has excellent water repellency, low water retention, and buoyancy, and is capable of maintaining these properties, making it suitable for use in swimwear, particularly competitive swimwear.
- the apparent density was measured according to the method described in "Chapter 3 Measurement of apparent fineness of fibers extracted from fabric after removing non-fibrous substances" in which non-fibrous substances were removed by the method described in ISO1833-1, and in the case of dyed and finished products without resin processing (including water repellent and softening processing), the apparent fineness was measured according to the method described in "Chapter 2 Measurement of apparent fineness of fibers extracted from fabric without removing non-fibrous substances".
- the mass of the yarn was measured after adjusting it to moisture equilibrium under standard conditions (20° C., 65% RH) (Method A) and calculated using the following formula. The number of measurements was 40 or more.
- Ld [Ws/L ⁇ n] ⁇ 1000
- Ld Apparent fineness (tex) of yarn adjusted under standard conditions
- Ws Mass of yarn removed from fabric (g)
- n Number of weighed yarns
- Basis Weight The basis weight was measured as the mass per unit area under standard conditions (20°C, 65% RH) according to JIS L1096:2010, 8.3.2. Method A. That is, three 200 mm x 200 mm test pieces were taken, and the mass (g) of each was measured after leaving them for one day under standard conditions, and the mass per m2 (g/ m2 ) was calculated using the following formula, and the average value was calculated and rounded to an integer.
- Sm W/A
- W Mass of test piece under standard conditions (g)
- Thickness The thickness was measured in accordance with JIS L1096:2010, 8.4, using a thickness gauge to measure the thickness at five different points of a humidity-conditioned sample according to Method A under a constant pressure of 23.5 kPa after 10 seconds, and the average value was calculated.
- the apparent volume (V) of the test piece was calculated by multiplying the thickness calculated in (4) by the area of the test piece prepared in (3). Furthermore, the true volume (v) of the fiber structure was calculated from the mass (Wc) of the test piece and the density and mixture ratio of the components constituting the synthetic fiber used by the following formula. Regarding the density and mixture ratio, if they are known, the values may be used, but if they are unknown and evaluated from the woven fabric, the density is measured according to JIS L 1013:2021 8.17.2 (density gradient tube method) as necessary, and the mixture ratio is measured by JIS L 1030-2:2021 dissolution method or dissolution method.
- the knitted fabrics made from the core-sheath composite fibers with a round cross section before leaching produced in the examples and comparative examples were produced using a 28G cylindrical knitting machine, and after 24 hours of humidity conditioning under standard conditions (20°C, 65% RH), the mass (Wb) before leaching was measured.
- the porosity due to the cross-sectional shape of a single fiber having multiple grooves on its surface was calculated by multiplying the mixture ratio of core-sheath composite fibers in the fabric before dissolution by the dissolution rate.
- the water repellency was measured according to JIS L1092:2009 7.2 Water repellency test (spray test), and three samples of about 200 mm x 200 mm were collected. Using a water repellency tester, 250 ml of water was placed in a funnel so that the longitudinal direction of the sample was parallel to the water flow, and the water was sprayed on the sample for 20 to 25 seconds. Next, the sample holder was removed from the device, one end was held horizontally, the front side of the test piece was turned down, and the other end was lightly hit against a hard object once to remove water droplets, and the other end was rotated 180° and the same operation as before was performed to remove excess water droplets. The wet state of the sample was judged by comparing it with a comparative sample while it was still attached to the holder.
- the water-repellent fabric was washed using method 103 described in JIS L0217:1995 "Textile product handling symbols and their labeling methods.” The fabric was washed 20 times, and the water-repellent performance after washing was evaluated using the spray test described above.
- FIG. 4 is a schematic explanatory diagram showing the buoyancy measurement method.
- the buoyancy test device 40 water 42 was placed in a container 41, a test sample 48 was placed in the water, and a hanging balance (electronic balance, AUY220, manufactured by Shimadzu Corporation) serving as a weighing scale 43 was fixed on top of the water.
- the weighing scale 43 was held between a support 44 and a plate 46, and a support rod 45 and a wire mesh 47 were attached.
- the wire mesh 47 was placed in water, and the test sample 48 was suspended from the weighing scale 43 (not shown) with the wire mesh 47 sandwiched between them, and the load in water (value measured by the hanging balance) (W2) was measured.
- the buoyancy was calculated by subtracting W1 from W2.
- the measurement was carried out on five samples of 3 cm length by 4 cm width taken at random from the woven fabric, and the average value was calculated. For the woven fabric samples in the W1 measurement, the load in a dry state was measured.
- Example 1 Using a spinneret designed to arrange nylon 6 (N6) (density: 1.14 g/cm 3 ) as the core and polyethylene terephthalate (copolymerized PET1) (density: 1.26 g/cm 3 ) copolymerized with 8.0 mol % of 5-sodium sulfoisophthalic acid and 10 wt % of polyethylene glycol having a molecular weight of 1,000 as the sheath, the core and sheath were melted separately at 270°C and then flowed into the spinneret, and the composite polymer flow was discharged from the discharge hole to obtain a core-sheath composite fiber drawn yarn (33 dtex/10 filaments).
- the distribution plate immediately above the discharge plate had the portion located at the interface between the core component and the sheath component arranged in the arrangement pattern shown in Figure 5, so that teardrop-shaped grooves with eight wide portions were formed on the surface of one single fiber filament.
- the sheath component was arranged so as to be sandwiched between the core components discharged from the distribution holes for the core component, and a core-sheath type composite polymer flow with a special groove shape controlled was formed.
- the core-sheath composite ratio was adjusted to be 80:20 by mass.
- the obtained core-sheath composite fiber (non-crimped fiber) was used as the sheath yarn, and Toray Opelontex's chlorine-resistant Lycra "Lycra 176E” (polyurethane resin (PU), solid fiber) 44 dtex was used as the elastic fiber for the core yarn to produce a single covering yarn with a draft ratio of 3.5 times that of the core yarn.
- Toray Opelontex's chlorine-resistant Lycra "Lycra 176E” polyurethane resin (PU), solid fiber 44 dtex was used as the elastic fiber for the core yarn to produce a single covering yarn with a draft ratio of 3.5 times that of the core yarn.
- the single covering yarn was used for the warp and weft to produce a plain weave fabric, which was then relaxed scoured in the open-weave state in the usual manner and preset.
- the fabric was jet-dyed with a 1% by weight aqueous solution of sodium hydroxide at 100°C for 60 minutes in a bath ratio of 1:30, dissolving 100% of the sheath component and turning the core-sheath composite fibers in the fabric into special cross-section fibers.
- the fabric was dyed black using an acid dye in a jet dyeing machine in the usual way. Then, a soaping process was performed using an aqueous surfactant solution, and then a fixing process was performed in the usual way.
- the obtained woven fabric had a warp density of 196 threads/2.54 cm, a weft density of 179 threads/2.54 cm, and a blend ratio of 69% by mass of nylon 6 (Ny) and 31% by mass of PU.
- the fabric also had a basis weight of 103 g/ m2 and a thickness of 0.30 mm.
- the porosity of the woven fabric was calculated to be 68.8% based on these, the density of the components constituting the nylon fiber of 1.14 g/ cm3 , and the density of the PU fiber of 1.0 g/ cm3 .
- the leaching treatment caused 20% more voids than the core-sheath composite fiber with a round cross section before leaching, and the blend ratio of the core-sheath composite fiber before leaching was 73% by mass, so the porosity due to the cross-sectional shape of the special cross-section fiber was 14.6%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surface on the front, inside the fabric and back, and had low water retention and high buoyancy both initially and over time, making it suitable for wearing underwater.
- Example 2 A single covered yarn was produced using a 33 dtex, 10 filament semi-dull round cross section nylon 6 drawn yarn (solid fiber) as the sheath yarn and a 44 dtex chlorine-resistant Lycra "Lycra 176E" from Toray Opelontex Co., Ltd. as the core yarn, with a draft ratio of 3.5 times that of the core yarn.
- the single covered yarn with a round cross section was used as the warp yarn, and a single covered yarn using the same core-sheath composite fiber as in Example 1 was used as the weft yarn, and dissolution treatment, dyeing, and water repellent treatment were carried out in the same process as in Example 1.
- the obtained woven fabric had a warp density of 194 threads/2.54 cm, a weft density of 181 threads/2.54 cm, and a blend ratio of Ny 71% by mass and PU 29% by mass.
- the fabric also had a basis weight of 113 g/ m2 and a thickness of 0.31 mm, and the porosity of the woven fabric was calculated to be 66.9% using the same calculation method as in Example 1.
- the leaching treatment caused 20% more voids than the core-sheath composite fiber with a round cross section before leaching, and the blend ratio of the core-sheath composite fiber before leaching was 36.5% by mass, so the porosity due to the cross-sectional shape of the special cross-section fiber was 7.3%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surface on the front, inside the fabric and back, and had low water retention and high buoyancy both initially and over time, making it suitable for wearing underwater.
- Example 3 Using a spinneret designed to arrange nylon 6 (N6) as the core and polyethylene terephthalate (copolymerized PET1) copolymerized with 8.0 mol% 5-sodium sulfoisophthalic acid and 10 wt% polyethylene glycol with a molecular weight of 1,000 as the sheath, the core and sheath were melted separately at 270°C, then flowed into the spinneret, and the composite polymer flow was discharged from the discharge hole to obtain a core-sheath composite fiber drawn yarn (84 dtex/24 filaments). The arrangement of the distribution plate was the same as in Example 1, and the core-sheath composite ratio was adjusted to 80:20 by mass.
- the obtained core-sheath composite fiber was used as the sheath yarn, and Toray Opelontex's chlorine-resistant Lycra "Lycra 176E” (polyurethane resin (PU), solid fiber) 78 dtex was used as the elastic fiber for the core yarn to produce a single covering yarn with a draft ratio of 3.5 times that of the core yarn.
- Toray Opelontex's chlorine-resistant Lycra "Lycra 176E” polyurethane resin (PU), solid fiber) 78 dtex was used as the elastic fiber for the core yarn to produce a single covering yarn with a draft ratio of 3.5 times that of the core yarn.
- the single covering yarn was used as the warp and weft to produce a plain weave fabric, which was then subjected to dissolution treatment, dyeing, and water-repellent treatment in the same process as in Example 1.
- the obtained woven fabric had a warp density of 150 threads/2.54 cm, a weft density of 112 threads/2.54 cm, and a blend ratio of Ny: 76% by mass and PU: 24% by mass.
- the fabric also had a basis weight of 201 g/ m2 and a thickness of 0.56 mm, and the porosity of the woven fabric was calculated to be 70.9% using the same calculation method as in Example 1.
- the leaching treatment caused 20% more voids than the core-sheath composite fiber with a round cross section before leaching, and since the blend ratio of the core-sheath composite fiber before leaching was 80% by mass, the porosity due to the cross-sectional shape of the special cross-section fiber was 16.0%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surface on the front, inside the fabric and back, and had low water retention and high buoyancy both initially and over time, making it suitable for wearing underwater.
- Example 4 The same single covering yarn as that produced in Example 1 was used for the warp and weft to produce a rip-knit fabric, which was then subjected to dissolution treatment, dyeing, and water-repellent treatment in the same manner as in Example 1.
- the obtained woven fabric had a pitch of 3 mm in both the warp and weft lip intervals, a warp density of 192 threads/2.54 cm, a weft density of 174 threads/2.54 cm, and a blend ratio of 68% Ny and 32% PU.
- the fabric had a basis weight of 105 g/ m2 and a thickness of 0.35 mm, and the porosity of the woven fabric was calculated to be 72.7% using the same calculation method as in Example 1.
- the leaching treatment caused 20% more voids than the core-sheath composite fiber with a round cross section before leaching, and the blend ratio of the core-sheath composite fiber before leaching was 73% by mass, so the porosity due to the cross-sectional shape of the special cross-section fiber was 14.6%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surface on the front, inside the fabric and back, and had low water retention and high buoyancy both initially and over time, making it suitable for wearing underwater.
- Example 5 Using a spinneret designed to place polyethylene terephthalate (PET) (density: 1.38 g/cm 3 ) in the core and copolymerized PET1 similar to that in Example 1 in the sheath, the core and sheath were melted separately at 290° C., then flowed into the spinneret, and the composite polymer flow was discharged from the discharge hole to obtain a core-sheath composite drawn fiber yarn (84 dtex/24 filaments). The distribution plate and core-sheath composite ratio were the same as in Example 1.
- PET polyethylene terephthalate
- the obtained core-sheath composite fiber was used as a sheath yarn, and Toray Opelontex's chlorine-resistant Lycra "Lycra 176E" 78 dtex was used as the core yarn to produce a single covering yarn with a draft ratio of 3.5 times that of the core yarn.
- the single covering yarn was used as the warp and weft to produce a plain weave fabric, which was then subjected to a relaxation scouring process and a dissolution treatment in the same manner as in Example 1 to make the core-sheath composite fibers in the fabric into special cross-section fibers.
- the fabric was dyed black using a disperse dye in a jet dyeing machine in the usual way. Then, a soaping treatment was performed using an aqueous surfactant solution, and then an RC treatment was performed in the usual way, after which a water-repellent treatment was performed using the same formula as in Example 1.
- the obtained woven fabric had a warp density of 153 threads/2.54 cm, a weft density of 115 threads/2.54 cm, and a blend ratio of 77% PET and 23% PU by mass.
- the fabric also had a basis weight of 186 g/ m2 and a thickness of 0.49 mm.
- the porosity of the woven fabric was calculated to be 70.9% from these, the density of the components constituting the PET fiber being 1.38 g/ cm3 , and the density of the components constituting the PU fiber being 1.0 g/ cm3 .
- the leaching treatment caused 20% more voids than the core-sheath composite fiber with a round cross section before leaching, and the blend ratio of the core-sheath composite fiber before leaching was 81% by mass, so the porosity due to the cross-sectional shape of the special cross-section fiber was 16.2%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surface on the front, inside the fabric and back, and had low water retention and high buoyancy both initially and over time, making it suitable for wearing underwater.
- Example 1 The same single covering yarn as in Example 1 was used for the warp and weft yarns, and a plain weave fabric with a lower density than that of Example 1 was produced. The fabric was then subjected to dissolution, dyeing, and water-repellent processing in the same manner as in Example 1.
- the obtained woven fabric had a warp density of 168 threads/2.54 cm, a weft density of 159 threads/2.54 cm, and a blend ratio of Ny 68% by mass and PU 32% by mass.
- the fabric had a basis weight of 100 g/ m2 and a thickness of 0.44 mm, and the porosity of the woven fabric was calculated to be 79.3% using the same calculation method as in Example 1.
- the leaching treatment caused 20% more voids than the core-sheath composite fiber with a round cross section before leaching, and the blend ratio of the core-sheath composite fiber before leaching was 73% by mass, so the porosity due to the cross-sectional shape of the special cross-section fiber was 14.6%.
- the water repellent fabric obtained using this method had a water repellent coating formed on the fiber surfaces of the front, inside the fabric and back, but the water retention after 60 minutes was poor, and accordingly the buoyancy after 20 minutes was also significantly lower than at the initial stage, suggesting that the wearing comfort in water deteriorates over time and due to the effect of rubbing.
- Example 2 The single covering yarn used in Example 3 was used as the warp and weft to produce a 1/2 weft twill fabric, which was then subjected to dissolution treatment, dyeing, and water-repellent treatment in the same manner as in Example 1.
- the obtained woven fabric had a warp density of 138 threads/2.54 cm, a weft density of 144 threads/2.54 cm, and a blend ratio of Ny 76% by mass and PU 24% by mass.
- the fabric also had a basis weight of 173 g/ m2 and a thickness of 0.69 mm, and the porosity of the woven fabric was calculated to be 77.4% using the same calculation method as in Example 1.
- the leaching caused 20% more voids than the core-sheath composite fiber with a round cross section before leaching, and since the blend ratio of the core-sheath composite fiber before leaching was 80% by mass, the porosity due to the fiber cross-sectional shape was 16.0%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surfaces of the front, inside the fabric and back, but the water retention after 60 minutes was poor, and accordingly the buoyancy after 20 minutes was also significantly lower than at the initial stage, suggesting that the wearing comfort in water deteriorates over time and due to the effect of rubbing.
- Example 3 A plain weave fabric was produced using single covering yarns for the warp and weft, with the same 33 dtex, 10 filament semi-dull, round cross section nylon 6 drawn yarn (solid fiber) as the sheath yarn as used for the warp yarn in Example 2, and the fabric was subjected to scouring, relaxation, dyeing, and water repellent treatment in the same process as in Example 1, except that the dissolution treatment was omitted.
- the obtained woven fabric had a warp density of 197 yarns/2.54 cm, a weft density of 176 yarns/2.54 cm, and a blend ratio of Ny 73% by mass and PU 27% by mass.
- the fabric also had a basis weight of 108 g/ m2 and a thickness of 0.30 mm, and the void ratio of the woven fabric was calculated to be 67.3% using the same calculation method as in Example 1.
- the void ratio due to the cross-sectional shape of the fiber was 0%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surfaces on the front, inside the fabric and back, and although it had excellent water retention, it had low buoyancy and was considered to be insufficient in terms of performance required for wearing underwater.
- the single covered yarn with a round cross section was used as the warp and weft yarn to produce a woven fabric with a 1/2 weft twill weave similar to that of Comparative Example 2, and the fabric was subjected to scouring, relaxation, dyeing, and water repellency treatment in the same process as in Example 1, except that the elution treatment was omitted.
- the obtained woven fabric had a warp density of 120 threads/2.54 cm, a weft density of 124 threads/2.54 cm, and a blend ratio of 80% Ny and 20% PU by mass.
- the fabric had a basis weight of 168 g/ m2 and a thickness of 0.88 mm, and the void ratio of the woven fabric was calculated to be 66.9% using the same calculation method as in Example 1. Since all the raw yarns used had a round cross section, the void ratio due to the cross-sectional shape of the fiber was 0%.
- the water repellent fabric obtained by this method had a water repellent coating formed on the fiber surfaces on the front, inside the fabric and back, but had low water retention from the beginning, and its buoyancy decreased significantly over time. This makes it uncomfortable to wear in water, and it is considered to be insufficient to meet the required performance.
- protrusion 12 groove 13: center point 14: fiber diameter (D) 21: Straight line 22: Perpendicular line 23: Point of contact between perpendicular line 22 and fiber polymer portion 24: Width of the wide portion of the groove (W2) 31: Width of the tip of the protrusion (Pout) 32: Width of the bottom surface of the protrusion (Pmin) 40: Buoyancy test apparatus 41: Container 42: Water 43: Weight scale 44: Support 45: Support rod 46: Support plate 47: Wire mesh 48: Test sample 51: Distribution hole for core component 52: Distribution hole for sheath component
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Woven Fabrics (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380083691.3A CN120380209A (zh) | 2022-12-22 | 2023-11-30 | 机织物 |
| JP2023574801A JPWO2024135267A1 (https=) | 2022-12-22 | 2023-11-30 | |
| EP23906635.0A EP4640933A1 (en) | 2022-12-22 | 2023-11-30 | Textile |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-205240 | 2022-12-22 | ||
| JP2022205240 | 2022-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024135267A1 true WO2024135267A1 (ja) | 2024-06-27 |
Family
ID=91588309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/042833 Ceased WO2024135267A1 (ja) | 2022-12-22 | 2023-11-30 | 織物 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4640933A1 (https=) |
| JP (1) | JPWO2024135267A1 (https=) |
| CN (1) | CN120380209A (https=) |
| WO (1) | WO2024135267A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06228820A (ja) | 1993-01-28 | 1994-08-16 | Kanebo Ltd | 耐久撥水性軽量繊維構造物 |
| JP2002294563A (ja) * | 2001-01-26 | 2002-10-09 | Toray Ind Inc | 繊維構造物 |
| WO2020203434A1 (ja) * | 2019-04-01 | 2020-10-08 | 東レ株式会社 | ポリウレタン弾性糸を含む繊維構造物 |
| WO2020203432A1 (ja) * | 2019-04-01 | 2020-10-08 | 美津濃株式会社 | 水着 |
| WO2021100810A1 (ja) | 2019-11-21 | 2021-05-27 | 東レ株式会社 | 水着用織物およびそれを用いてなる水着 |
-
2023
- 2023-11-30 CN CN202380083691.3A patent/CN120380209A/zh active Pending
- 2023-11-30 WO PCT/JP2023/042833 patent/WO2024135267A1/ja not_active Ceased
- 2023-11-30 JP JP2023574801A patent/JPWO2024135267A1/ja active Pending
- 2023-11-30 EP EP23906635.0A patent/EP4640933A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06228820A (ja) | 1993-01-28 | 1994-08-16 | Kanebo Ltd | 耐久撥水性軽量繊維構造物 |
| JP2002294563A (ja) * | 2001-01-26 | 2002-10-09 | Toray Ind Inc | 繊維構造物 |
| WO2020203434A1 (ja) * | 2019-04-01 | 2020-10-08 | 東レ株式会社 | ポリウレタン弾性糸を含む繊維構造物 |
| WO2020203432A1 (ja) * | 2019-04-01 | 2020-10-08 | 美津濃株式会社 | 水着 |
| JP7138071B2 (ja) | 2019-04-01 | 2022-09-15 | 美津濃株式会社 | 水着 |
| WO2021100810A1 (ja) | 2019-11-21 | 2021-05-27 | 東レ株式会社 | 水着用織物およびそれを用いてなる水着 |
Non-Patent Citations (2)
| Title |
|---|
| "Measurement of the Apparent Fineness of Fibers Taken from the Fabric without Removal of Non-Fibrous Substance" |
| See also references of EP4640933A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120380209A (zh) | 2025-07-25 |
| JPWO2024135267A1 (https=) | 2024-06-27 |
| EP4640933A1 (en) | 2025-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2527367C1 (ru) | Искусственная кожа со сверхтонкими волокнами и способ ее изготовления | |
| EP1470283B1 (en) | A composite sheet used for artificial leather with low elongation and excellent softness | |
| CN102061629B (zh) | 一种超细纤维人工皮革及其制造方法 | |
| EP2642003B1 (en) | Fabric and clothing | |
| JP2003147652A (ja) | 高吸水性複合糸及びそれを利用して製造する織編物 | |
| JP7639678B2 (ja) | 水着 | |
| TWI604096B (zh) | Low-air density high-density fabric | |
| JP5229890B2 (ja) | 多層構造織編物および繊維製品 | |
| KR102533736B1 (ko) | 초경량 데님원단 | |
| WO2024135267A1 (ja) | 織物 | |
| JP5155124B2 (ja) | 揚柳調布帛の製造方法および揚柳調布帛 | |
| JP4451613B2 (ja) | 制電性と撥水性を有する防水織物 | |
| EP3467163A1 (en) | Lyocell filament lining fabric | |
| JP7238341B2 (ja) | 織物 | |
| DE102020214905B4 (de) | Wasserabweisendes gewirk, verfahren zur herstellung eines wasserabweisenden gewirks, kleidungsstück aus wasserabweisendem gewirk und schichtung einschliesslich kleidungsstück | |
| WO2001063035A1 (en) | Denim-like article of clothing and method of producing the same | |
| WO2024262535A1 (ja) | 水着 | |
| EP3388565A1 (en) | Double-sided water-absorbing fabric, and manufacturing method and application thereof | |
| JP7404840B2 (ja) | 織物 | |
| JP2004124316A (ja) | 着用快適性に優れた布帛 | |
| JP4910709B2 (ja) | 皮革様シート状物 | |
| JPH11302944A (ja) | 高密度織物の製造方法 | |
| TW202106938A (zh) | 織物及衣料 | |
| JP7549725B2 (ja) | 学生服用編地及び学生服 | |
| JPH0559648A (ja) | ナイロン66編織物及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023574801 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23906635 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: CN2023800836913 Country of ref document: CN Ref document number: 202380083691.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023906635 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380083691.3 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2023906635 Country of ref document: EP Effective date: 20250722 |
|
| ENP | Entry into the national phase |
Ref document number: 2023906635 Country of ref document: EP Effective date: 20250722 |
|
| ENP | Entry into the national phase |
Ref document number: 2023906635 Country of ref document: EP Effective date: 20250722 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023906635 Country of ref document: EP |